A hegesztéshez használt csövek vízszintes csatlakozásainak összeszerelése során az alsó csőben nem szükséges elvégezni a teljes vágóélet. Engedélyezhet csak egy kis vágót, 10 ° -os értéket. Ez a recepció javítja a fémhegesztési folyamat, miközben nem csökkenti a minőségét (lásd az A rendszert) az alábbi ábrán). A nem felelős csővezetékek hegesztéséhez való elkészítésekor az alsó cső szélén gyakran nincs elválasztva (lásd a B reakcióvázlatot) az alábbi ábrán).
A leginkább jó eredményeket a csövek vízszintes ízületei, külön keskeny rétegekkel hegesztjük. Az első henger felforralja a varrás gyökerét (lásd a C) sémát az alábbi ábrán), ezért a 4 mm átmérőjű elektródákat alkalmazzuk. Az aktuális erő 160-190a tartományban van beállítva. Az elektródát a reciprok mozgásnak kell adni, míg az ízület belsejében egy szálgörgőt, 1-1,5 mm magasságot kell alkotnia.
Az első réteg átfedése után alaposan meg kell tisztítani a felületét. A második réteget az elszámolással végezzük, hogy átfedje az első réteget az elektróda átkapcsolásával, és enyhe ingadozásaival az alsó szél szélétől a felső él széléig. A második réteg hegesztését ugyanabban az irányban hajtjuk végre, mint az első réteg hegesztése.
A második réteg végrehajtása után a hegesztési áram teljesítménye 250-300A-ra emelkedik, és a harmadik réteget elvégzik. A hegesztést 5 mm átmérőjű elektródák végzik, ez lehetővé teszi a hegesztési folyamat teljesítményének növelését. A harmadik rétegellátásnak az első két réteg hegesztésével ellentétes irányban kell előfordulnia. A harmadik görgőnek átfednie kell a második görgő szélességének 2/3-án. A negyedik görgő forgatása ugyanabban az irányban fordul elő, de a harmadik görgő és a felső él mélyedése.
Ha három rétegnél hosszabb vízszintes csomópontokat hegesztünk, minden további réteget, a harmadiktól kezdve az előzővel ellentétes irányban kell végrehajtani. Csővezetékek, amelyek átmérője nem haladja meg a 200 mm-t, általában szilárd varratokkal hegesztve. Ha a hegesztett cső átmérője meghaladja a 200 mm-t, akkor a hegesztést a backstage módszer végzi.
Videó: Horizontás csövek vízszintes csomópontjával
Nem fordító aljzatok hegesztése
Függőleges nem fordító csomópontokfelfelé hegesztve.
Az első három réteg hegesztését a 219 mm-nél nagyobb átmérőjű csövek csatlakozásával megújuló módon kell elvégezni. Az egyes webhelyek hossza 200-250 mm.
A későbbi rétegek szakaszainak hossza lehet a közösség kerületének fele. A falak vastagságával 16 mm vastagságú csőcsuklók hegeszthetők a kerületének felét, a második rétegből kiindulva.
A varratok elsőbbsége (1-14) és rétegek (I-IV) egy hegesztővel
| Második szakasz |
 |
Vízszintes nem fényvisszaverő ízületeka 219 mm-nél nagyobb átmérőjű csövek, az egyik hegesztővel, meg kell hegeszteni a 200-250 mm hosszúságú szakaszok megújuló szakaszában. A negyedik és a későbbi rétegek hegeszthetők.
Prioritás (1-12) A varratok elvégzése egy hegesztővel
Ha vízszintes kötést hegesztünk két hegesztővel, a gyökér varrási hegesztési szekvenciája a csövek átmérőjétől függ. Ha az átmérő kevesebb, mint 300 mm, akkor minden hegesztő a kerület felét teszi ki. Ugyanakkor a hegesztőknek átmérőjű, ellentétes közös pontokkal kell rendelkezniük. Ha a csövek átmérője 300 mm, akkor a gyökér varratot hegeszti a 200-250 mm-es szakaszok invertálható módszerével.
 |  |
||
A 40 mm-nél több mint 300 mm-es átmérőjű csövek ízületében az első három réteget megújuló módszerben hegeszteni kell, és az ezt követő rétegek a kör felét egyenlőek.
Az ízületek a csövek készült gyengén ötvözött acélból átmérőjű több mint 600 mm, falvastagsága 25-45 mm vannak hegesztve a következőképpen: Minden varrat rétegek végzik, megújítható módszerrel parcellánként nem több, mint 250 mm.
A Chromolibdenovadium acélból több mint 600 mm-es átmérőjű csövek két és több hegesztőtől egyszerre hegesztettek, amelyek mindegyike rendelkezik a közösség saját szegmensével. Adjon inverz módszert (200-250 mm-es részek). A negyedik és az azt követő rétegek megengedettek a kör egynegyedével egyenlő szakaszokat.
A rétegek és hengerek (1 - 20) prioritás és hozzávetőleges helye, ha a vastag falú csövek vastag és vízszintes ízületeit szén- és vízszintes csövek hegesztése során
Kézi technika ívhegesztő csövek fedett elektródák
A hegesztett varrat két fogadás esetén történik. A csomópont kerülete feltételesen oszlik meg egy függőleges tengelyirányú vonal két szakaszba, amelyek mindegyike három jellemző pozícióval rendelkezik:
Mennyezet (1-3. Pozíció);
Függőleges (4-8. Pozíció);
Alacsonyabb (9-11. Pozíció). Minden telek hegesztett a mennyezeti helyzetből. A hegesztést csak rövid ívvel végezzük:
ahol d az elektróda átmérője. Végezze el a varrat az alsó helyzetben.
Az egyes szakaszok hegesztése 10 20 mm-es elmozdulással kezdődik a függőleges tengelyirányban. A varrat átfedése szakasz a "zár" vegyület - a csőátmérőtől függ, és 20-40 mm lehet. Minél nagyobb a cső átmérője, annál hosszabb a "kastély"
A varrás kezdeti szakaszát a "szög vissza" mennyezeti helyzetben végezzük (1,2 pozíció). Ha függőleges helyzetbe kerül (3-7. Pozíció), a hegesztés "szög előre". A 8-as pozíció elérése után az elektróda derékszögben van orientálva, de az alsó pozícióba kerül, a hegesztés ismét a "szög vissza" vezet.
A második webhely hegesztése előtt meg kell tisztítania a varrás kezdeti és végső részeit, sima áttéréssel a réshez vagy az előző görgőkhöz. A második hely hegesztését ugyanúgy kell elvégezni, mint az első.
A gyökér varráshoz 3 mm átmérőjű elektródát használta. Az áramerősség a 80-95 a mennyezeti helyzetben. Az áram függőlegesen ajánlott 75-90 A-ra csökkenteni. A hegesztés során a jelenlegi növekedés alacsonyabb helyzetében 85-100 A-ra csökken.

Ha a varrat erős minőségű csövek hegesztési csövek szerelvény nélkül, a hordozót az elektróda folyamatos táplálásával érjük el a résbe. A cső belsejében történő szabályozás elérése érdekében egy domború felületű varrást kaphat, amely a mennyezeti helyzetbe kerülő mechanikus sztrippeléshez szükséges.
A 8 mm-nél nagyobb falvastagságú csövek vágása egyenetlenül történik. Általában az alsó pozíció elmarad. A vágás vágásának összehangolása érdekében szükség van a vágás tetején lévő görgőkre. Az utolsó előtti rétegeknek legalább 2 mm mélységben kell hagyniuk az üresen
 |
A varratokat egy vagy több részre hegesztették. Az utolsó előtti görgő befejeződik úgy, hogy a vágás 0,5-2 mm mélységig maradjon, és a főfém a vágás szélei mentén az elektróda átmérőjének 1/2 szélességét töröltük.

Ha a falvastagságnál kisebb, mint 150 mm-nél kisebb átmérőjű hegesztés, kevesebb, mint 6 mm, valamint a telepítési körülmények között, amikor az áramforrást eltávolítják a működés helyéről, a hegesztést egy és ugyanazt a hegesztési aktuális értéket. Javasoljuk, hogy válassza ki az aktuális módot a mennyezeti helyzetben, amely az alsó pozícióhoz elegendő. Ha a mennyezeti pozíciótól függőleges helyzetben hegesztés, úgy, hogy nincs túlzott szabályozás, azt a szakaszos varratképződésre kell használni. Ebben az esetben a módszer rendszeresen megszakítja az égő ív égésének folyamatát az egyik szélén.
A cső falának vastagságától függően a rés és a tompa szélén ajánlott a "kenetek" hegesztését az egyik módszerrel:
1. Ellenőrizze az ívet folyamatosan az egyik szélén, és lebontja le a fürdő kialakulását - a másikra. A szikla és a gyújtás közötti szünetnek olyan rövidnek kell lennie, hogy a fém varratnak nincs ideje teljesen kristályosodni, és a salak hűvös.
2. Nagy fém vastagsággal az ív ugyanazon a szélén világít.
Az íves kapcsoló ív gyújtása
Nem kapcsolódó vízszintes kötés hegesztése
A stabil szabályozás kialakításával hegesztést 3 mm átmérőjű elektróda vezet. A hegesztési áramot az alapfém vastagságától függően választjuk ki, a szélek és a vastagságvastagság közötti rés. Az elektród lejtése 80-90 ° a függőleges. A "szög vissza" hegesztéskor a lejtés maximális kérdést biztosít, és a "szög előre" minimális.
Elégtelen szabályozás esetén az ív hosszát röviden kell tartani, és normál kocsi-táptalajjal kell tartani.
 |  |
||
A gyökér varratok jobbak a hegesztő fürdő minimális méretével, hogy nincsenek takarmányok és rugók a varrás hátoldalán.
Második görgőÚgy alakították ki, hogy megolvasztja az első gyökér varratot és mindkét szélét a cső. A hegesztőáram az átlagos tartományon van felszerelve. A vízforraló lejtője megegyezik az első gyökér varrás hegesztéskor. Hegesztés vezet a "szög vissza". A sebességet úgy választják, hogy a görgő megjelenése normális (nem konvex és nem konkáv)
Harmadik görgőjobb, ha megnövekedett módokon végezhető el. Hegesztési ólom jobb szögben vagy "szögben". A sebességet úgy választják ki, hogy a görgő konvex, polcon, hogy tartsa a metalfürdőt a következő görgő. Az ARC pálya egybe kell egyeznie a második görgő szélével.
Negyedik görgő- Vízszintes. Ez ugyanazon a módokon történik, mint a harmadik. Az elektróda 80-90 ° -os szögben van billentve a cső függőleges felületéhez. A hegesztési sebesség támogatott, így a vágás felső széle megolvadt, a második görgő felülete és a harmadik görgő teteje. Megjelenés A negyedik görgőnek normálisnak kell lennie.
 |
"Vár» Összeköttetésa varratméret sima növekedésével hegesztve az elején és a végső szakasz csökkenése, a "RAID" a varrás elejére 20-30 mm.
Hegesztő arcrétegszükség van az azonos átmérőjű elektródák elvégzésére, amelyet a vágás kitöltésekor használunk, de legfeljebb 4 mm. Az utolsó felső görgő nagyobb sebességgel van kialakítva, hogy keskeny és lapos legyen
Technológia kézi argon-ív hegesztő csövek
Technológiai lehetőségek
A hegesztett varrat teljesen kézi argon-ívhegesztéssel történik, nem kompatibilis elektróddal (ajánlott a fal vastagsága 3 mm-re);
A hegesztett varrat kombinált módszerrel történik: gyökér varrat - Kézi argon-ívhegesztés egy nem kompatibilis elektróddal és a későbbi rétegek - kézi ívhegesztés bevonattal ellátott elektróddal (ajánlatos a csőfal vastagsága 4 mm vagy több).
A rétegek és hengerek hozzávetőleges helye (1 - 8)
 |
Az ízületekben, különféle technológiai lehetőségek szerint főzve
A falvastagság legfeljebb 2 mm, az ízületi keresztmetszetet egy rétegbe hegeszteni kell
Kézi argon konverziós hegesztése nem együttérzékeny W-elektródot használunk az alacsony szén-dioxid-kibocsátású csövek nem fényvisszaverő és ötvözött (korrózióálló) acélokból. A hegesztett csövek átmérője kevesebb, mint 100 mm, a falvastagság legfeljebb 10 mm.
Válasszon mód paramétereket
Hegesztőáramválasszon: Egyetlen hegesztéssel - a csőfal vastagságától függően, és többfrekvenciás - a görgősmagasság alapján, amely 2-2,5 mm. A hegesztési áramot az elektróda 30 - 35 az 1 mm átmérőjű sebességgel írjuk elő.
Feszültség az ívenminimálisnak kell lennie, ami megfelel a rövid ív hegesztésének.
Hegesztési sebességrendszerezzük, hogy a szélek garantáltak és a kívánt varratméretek képződése.
Védőgázfogyasztása hegesztett acél és az aktuális üzemmód márkájától függ (8-tól 14 l / perc).
Elülső vezetékaz 1,6-2 mm átmérőjét a hegesztett acél márkájánál választjuk (lásd 16. oldal. 16).
Kategóriában: Hegesztési munka
Kézi elektromos karok hegesztése csővezeték csatlakozások
A csővezetékek kézi elektromos ívhegesztéséhez fémelektródákat használnak, amelyek adalékanyagként szolgálnak a töltéshez hegesztett varrás És ugyanakkor az aktuális karmester az ívhez.
A hegesztés minősége nagymértékben függ a csövek tekercselt felületének állapotától, a végük kombinációjának pontossága és elsősorban az alkalmazott elektródából, amely fém bevonatú fém rúd. Az elektród fém rúdja különböző vastagságú elektródákból készül. A hegesztőcsövekhez 2-5 mm vastagságú huzal használható.
Az elektróda bevonatok vékonyak és vastagok, az utolsó kiváló minőségű bevonattal. Az elektróda bevonata finom (kréta) bevonattal a fém rúd súlyának 1-2% -a. A kiváló minőségű elektród hűtője a fém rúd tömegének 20-30% -a.
A bevonatképző salak legfontosabb tulajdonsága. A salak egy nem fémes ötvözet, amelynek részesedése kisebb, mint a hegesztett fém fajlagos gravitációja; A salak lebeg, és létrehoz egy mechanikus fedelet az olvadt fém. A salak védi a megolvadt fémet a felszívódás az apróra vágott környezetre káros gázok számára varrás - az oxigén és a nitrogén.
Mivel a salak alacsonyabb hőmérsékleten olvad, mint a főfém, és a megszilárdulás során törékeny, akkor a hegesztő könnyen visszaállítja az elektród rúdjának hegesztésének vastagságát. A varrási varrás az elektromos csőhegesztés hibája, mivel bármely nem fémes zárványok drasztikusan csökkentik a varrás szilárdságát.
Vékony (kréta) A bevonat a krétát 80-85% -át és a folyadéküveg 15-20% -át tartalmazza, amely kötőanyag-anyag, amelynek következtében a bevonat a rúdon van. Vékony bevonat szükséges az ARC folyamatos égéséhez, mivel a gyakori íves szünetek rontják a hegesztés minőségét.
U.Elektródák, amelyek vastag bevonattal rendelkeznek az ív égő stabilan, de a fém lerakódás a salakréteg alatt történik, ami megakadályozza a kialakult varrat látását. A varrat szilárdsága és viszkozitása szignifikánsan magasabb, mint a finom bevonattal ellátott elektródák által végzett varratoké. Minőségének javítása a varrat érhető el a védelmet a fém az oxigén hatására, és a levegő nitrogénjét alakult egy salak vastag rétegben az elektróda, valamint a bevezetése a magas minőségű elemek a redukálható fém. Ezek az elemek a hegesztés során a fém bevonásával mozognak.
A csövek kézi ívhegesztéséhez E-42 és E-42A elektródákat kell használni. Az elektródáknak ugyanolyan vastagságú bevonattal kell rendelkezniük. Minden elektróda repedések nélkül, helyi sűrészletek és egyéb látható hibák.
Az elektród átmérőjét a tekercselt csövek vastagságától függően kell kiválasztani. Button Connections A fal vastagságú csövek - akár 5 mm-t kell hegeszteni 3 mm átmérőjű elektródákkal, 100-250 A-os forgócsatlakozások esetén, és a 80-120.
Többrétegű gomb varratok Az első réteget 4 mm átmérőjű elektródával kell elvégezni, hogy mélyebb, későbbi varratok legyenek - nagyobb átmérőjű elektródákkal.
Hegesztési vezetékek, amelyek az áramellátástól áramot adnak hegesztő argeKönnyű, rugalmas és megbízható szigetelésnek kell lennie.
Hegesztés esetén a következő típusú csatlakozások történnek: Jack, Tweeted, VTAVR és szög.
A pectorist vegyületét ezt nevezzük, amelyben egy elem egymásra helyezkedik. Az utóbbi szélességének legalább két fémvastagságnak kell lennie.
A hegesztés kialakulása szerint a varratok alacsonyabb, vízszintes, függőleges és mennyezet. Az alsó varrás a legmegfelelőbb a hegesztéshez. Az elektród alatt található alján található, és a hegesztés felülről készül. Vízszintes varrás Végezze el a függőleges cső kerületét. A függőleges varrás a telepített meredek cső oldalán található, hossza által hegesztve. Mennyezeti varrás A hegesztő feje fölött.
A hegesztő csővezetékek jobbak az alsó helyzetben (forgóvarrások). Csak záró szerelvények végeznek nem fényvisszaverő.
Acélcsövek Csatlakoztassa a túlnyomórészt csatlakozót. A csövek csatlakoztatása. A szó megköveteli a szélek kötelező biztosítása a falak teljes vastagságára.
A kis átmérőjű csövek elektromos ívhegesztését az 1. ábrán mutatjuk be. egy.
A cső belsejében lévő beáramlás csökkentése érdekében az elektróda dőlésszögének a vízszinteshez nem lehet több, mint 45 ° (1. ábra, A).
A kis átmérőjű csövek hegesztése során az E-42 és E-42a típusú, 3 mm-es átmérőjű elektródákat alkalmazzuk (1., B, D). Az áram erőssége 80-as évekre van beállítva. A hegesztésnek 2-3 mm magassága, 6-8 mm szélessége.
Hegesztés esetén az ugyanazok az elektródák ugyanazokat az elektródákat alkalmazzák hegesztéskor; Az aktuális erő 10Q-120 a. A hegesztés magassága 3 mm, és a szélesség 6-8 mm.
A hegesztési csövek előtt a következő előkészítő munkát kell elvégezni: - Tiszta csövek talajból, szennyeződésből és szemétből; - A deformált csővégek végzése vagy kiegyenesítése. A csövek egyenes végeinek meg kell egyezniük, ha igazodnak. A Dents és a Calas jelenléte nem megengedett;
Az ívhegesztés során tisztítsa meg a szélét a fém fényességhez és a csövek belső és külső felülete legalább 10 mm-es szélességben;
az ízületek ízületei a szünet nélküli szünet nélkül, amíg az egész közösség teljesen hegesztés; - hegesztő csővezetékek bélésgyűrűk nélkül; - a falak vastagságával a falak vastagságával a falak vastagsága, hogy a falak vastagsága legalább két réteg; A csőfal vastagsága 6-12 mm - három rétegben és vastagságú, 19 mm-es és magasabb - négy rétegben. Minden varratréteget, mielőtt átfedné az ezt követő oldalt, meg kell tisztítani a salakot. Az RVA első rétegei a gyökér teljes szolgáltatóját kell biztosítaniuk.
Ábra. 1. Csövek elektromos hegesztése: A - az elektróda helyzete hegesztő csövek esetén, B - csövek hegesztése a vansel hegesztési csövek, G - csövek hegesztése ágakban
A csövek éleinek alakja és a hegesztés során felhasznált ferde szögei meg kell felelniük a táblázatban bemutatott értékeknek. egy.
Asztal 1
A hegesztéshez készített csövek szélei 
Kézi íves hegesztés csövek vastagsága a fal legfeljebb 4 mm és a csövek automatikus hegesztése, amely a fal vastagsága legfeljebb 6 mm-ig terjedő fekvésű szélek nélkül termel.
A csövek összeszerelésénél az összehangolás (az élek elmozdulása) eltérések nem haladhatják meg a táblázatban megadott értékeket. 2.
2. táblázat
Az él elmozdulása a csövek összeszerelésénél 
A csöveket egy rés, amelynek értéke a táblázatban van feltüntetve. tizennyolc.
A csővezeték hegesztéseinek helyén lévő ágak fúvókái nem megengedettek.
A csővezeték gyűrű alakú hegesztése és a fúvóka hegesztése közötti távolságnak legalább 100 mm-re kell lennie.
3. táblázat.
Megengedhető rések a csövek hegesztésekor 
A szalagnak 40-50 mm hosszúnak kell lennie forgó ízületekhez, 60-70 mm a mennyezetre. A szalag magassága a cső falvastagságának 40-50% -ának kell lennie.
Ha 8 mm-es vastagságú falakkal ellátott hegesztési csövek esetén az első réteget sebességhegesztéssel forraljuk, a fennmaradó rétegek szilárdak. A lépcsős hegesztéssel a közös kört több részre törik, először a webhelyen keresztül hegesztve, majd kimaradt.
A hegesztés első rétege a leginkább felelős. Ha beágyazod ezt a réteget, akkor teljesen meg kell olvadnia az éleket és a dullness-t. Ezután szükséges. A gondosan megtekintik és ellenőrzik, hogy nincs repedés. Az észlelt repedést le kell vágni vagy fizetni, és a szakaszokat ismét hegeszteni.
A második és a harmadik réteg hegesztett, lassan forgatja a csövet. Mindegyik réteg elejét és végét 15-30 mm-rel kell eltolni az előző réteg elejére és végére.
Az utolsó varrásnak sima felületűnek kell lennie, és simán mozog a fő fémre.
Többrétegű hegesztés esetén minden további réteget a hátramenet irányában végezzük, az egyes rétegek záró részei rotációs oldalt mutatnak egymáshoz képest. Ez javítja a hegesztési minőséget.
Az egyes varratok hegesztése és a szomszédos terület hegesztése után salakból tisztítunk és fröccsennek a rétegek jobb fúziójához.
Kézi elektromos karok hegesztése csővezeték csatlakozások
XXVII. FEJEZET.
Néhány szerkezetű hegesztés jellemzői
§ 125. Csőhegesztés
Tábornok. A csővezetékek építése során hegesztett ízületek lehetnek forgatható, nem fényvisszaverő és vízszintes (123. ábra).
Ábra. 123. Hegesztett csővezetékek:
és - forgó, b - nem viszont, - vízszintes
A cső összeszerelése és hegesztése előtt ellenőrzik a projekt követelményeinek való megfelelést, amely szerint a csővezeték épül, és a specifikációk. Alapvető Követelmények: A jelenléte igazolást a csövekben, a hiánya cső ellipsence, hiányában a cső mérete, megfelelés a kémiai összetétele és mechanikai tulajdonságai a cső fém meghatározott követelményeknek a műszaki előírásokat vagy GOSTs.
A hegesztési csövek kötéseinek előkészítésében ellenőrizni kell a cső vágásának síkjának a tengelyére, a szél szélének szögét és a dullness nagyságát. A varrat közzétételi szöge 60-70 ° -os, és a mélyedés nagysága 2-2,5 mm (124. ábra). A csövek mechanikai módszerével eltávolítják a csövek végeit, gázéles vagy más módszereket, amelyek a kezelt élek szükséges formáját, méretét és minőségét biztosítják.

Ábra. 124. Csőszélek előkészítése falvastagsághoz 8-12 mm
A tekercselt csövek falainak vastagságának és széleik elmozdulása nem haladhatja meg a falvastagság 10% -át, de legfeljebb 3 mm. A csövek dokkolócsövek esetén a zsonglós elemek csatlakoztatott élei közötti egyenletes rés 2-3 mm.
Az elakadt csövek szélének összeszerelése előtt, valamint a 15-20 mm hosszúságú belsejében szomszédos belső és külső felületeket olaj, skála, rozsda és szennyeződésből tisztítjuk.
A hegesztők szerves része, ugyanazokat a hegesztőket hajtsa végre, amelyek az illesztést ugyanazokkal az elektródák segítségével hajtják végre. Ha a csövek legfeljebb 300 mm átmérőjű hegesztéssel rendelkeznek, a címkét egyenletesen hajtjuk végre a kör körül négy helyen, 3-4 mm és 50 mm hosszú magasságban. Ha 300 mm-nél nagyobb átmérőjű hegesztési csövek, a szalagok egyenletesen vannak a teljes ízületi körön 250-300 mm-enként.
A csővezetékek telepítésekor törekedni kell arra, hogy több csomópontot hegesztsünk forgatható helyzetben. Csővezetékek, amelyek falvastagsága 12 mm, hegesztve három rétegben. Az első réteg helyi tartományt hoz létre a varrat gyökerében és a szélek megbízható fúziójában. Ehhez szükség van arra, hogy a cső belsejében lévő szűrt fém keskeny menetes henger, 1-1,5 mm magasságú, egyenletesen terjesztve a körben. Annak érdekében, hogy a belégészet és a grafikon nélküli szolgáltató elősegítse az elektróda mozgását egy hegesztőfürdőn, enyhe keresztirányú oszcillációval, valamint a szögszög tetején lévő kis lyuk képződésének enyhe keresztirányú oszcillációjával az élek. A lyukat az ARC főfémének szaporítása eredményeként kapjuk meg. A mérete nem haladhatja meg az 1-2 mm-es szettet a csövek között.
Hegesztési forgó ízületek. Az első 3-4 mm magas réteget 2, 3 és 4 mm átmérőjű elektródák hegesztjük, a második réteget nagyobb átmérőjű elektródokkal és megnövekedett árammal forgatjuk. Az első két réteg az alábbi módok egyikében is elvégezhető.
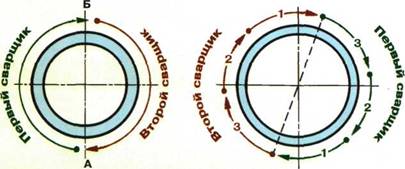
1. A vicc négy részre oszlik. Kezdetben az 1-2. Szakasz hegesztettek, majd a csövet 180 ° -kal forgatjuk, és a 3. és 4. szakasz sörfőzés (125. ábra). A csövet ezután elforgatjuk egy másik 90 ° és hegesztett szakaszok az 5. és 6., majd forgassa a cső 180º és hegesztési szakaszok 7. és 8..

Ábra. 125. Csőcsillapító hegesztő áramkör:
2. A vicc négy részre oszlik. Az első hegesztés 1 és 2, majd forgassa el a 90 ° -os csövet, és a 3. és 4. fejezet hegesztve van (126. ábra). Az első réteg hegesztése után a csövet 90 ° -kal forgatjuk, az 5. és 6. pont hegesztve hegesztve, majd a cső 90 ° C, és a 7 és 8 szakasz hegesztett.

Ábra. 126. A cső összekötése a második módszerre
3. Az ízület több részre oszlik (500 mm-nél nagyobb átmérőjű hegesztési csövek), a hegesztés az egyes szakaszok utáni lépcsős lépését (127. ábra). Az egyes varratok hossza (1-8) 150300 mm, és a cső átmérőjétől függ.

Ábra. 127. A nagy átmérőjű csövek összekötésének hegesztése:
a - első réteg, B - második réteg
A fentiekben tárgyalt módszerek harmadik réteget egy irányba forgatjuk, amikor a csövet forgatjuk. A csövek átmérője legfeljebb 200 mm, akkor nem osztja a közös, hogy a szakaszok és hegeszteni azt egy szilárd varrat fordult a cső a hegesztési folyamat (ábra. 128). A második és a harmadik rétegeket hasonlóan az első, de ellentétes irányba hajtják végre. Mindenesetre minden esetben az előző 10-15 mm-es átfedésre van szükség.
Ábra. 128. Kis átmérőjű csőcsukló
Nem fordító csomópontok hegesztése. Nem-esztergálás ízületek csövek falvastagság legfeljebb 12 mm-es hegesztett három rétegben, a magassága az egyes rétegek nem haladhatja meg a 4 mm-es, és a szélessége a hengert ki kell egyenlő két-három átmérő az elektróda.
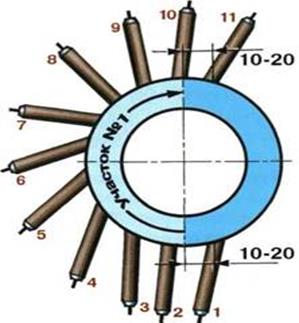
A 300 mm-nél nagyobb átmérőjű csövek összekötése hátrameneti lépésenként hegesztve, az egyes szakaszok hosszának 150-300 mm hosszúnak kell lennie, az átfedésük sorrendjét az 1. ábrán mutatjuk be. 129.

Ábra. 129. A rétegek rétegei, ha 400 mm-ig terjedő átmérőjű csövek hegesztése (a rétegek mentén hegesztési szakaszok száma látható, és a nyilak - a hegesztés iránya)
Az első réteg akkor alakul ki, amikor az elektróda a hegesztőfürdő íves késleltetésével van kialakítva. A jelenlegi beállítása 140-170 A, amely lehetővé teszi, hogy kötelezze a szélén a közös, hogy egy szűk szál henger magassága 1-1,5 mm a belső oldalán. Ugyanakkor az olvadt fémek és hegesztés nagy fröccsenése a hegesztett élekbe kell készülnie, és a hegesztést égetések nélkül kell elvégezni. Ehhez az ívnek rövidnek kell lennie. Az ív kinyitása a fürdőből, lehetetlen több mint 1-2 mm-rel eltávolítani. A szomszédos réteg kezdete és vége átfedése 20-25 mm.
A második réteg hegesztésének módja ugyanaz, mint az első réteg hegesztéséhez. Az elektróda a második réteg hegesztése során keresztirányú oszcillációval kell rendelkeznie az egyik él széléből egy másik él széléhez.
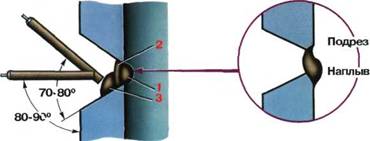
Hegesztés esetén az egyes rétegek felülete homorú lehet (130, A) vagy enyhén domború (130. ábra), a varrás túlzott konvexitása, különösen akkor, amikor mennyezeti hegesztés (130. ábra, c), lehet, hogy kétségtelen.

Ábra. 130. A gyökér varrás felszíne:
És - konkáv, 6 - enyhén domború, b nagyon konvex (a nyilak jelzik a lehetséges érdekes helyeket)
A hegesztési zóna megfigyelésének elősegítése az utolsó félidős réteg utolsó rétegének fenntartásának irányában, a szélek régiójában, így a felülete 1-1,5 mm a szélek szélei alatt (131. ábra). Az utóbbi fázist 2-3 mm magasságú és 2-3 mm szélessége nagyobb, mint a szélesség szélessége; A hegesztési fémből zökkenőmentes átmenetnek kell lennie a főre.

Ábra. 131. EDGE Vágó áramkör
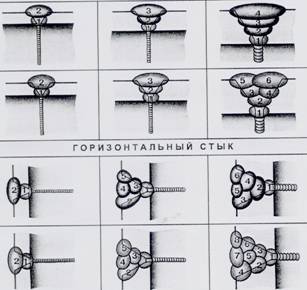
Hegesztési vízszintes csomópontok. A csövek vízszintes ízületeinek összeszerelése során nincs szükség teljesen eltávolítani az alsó csövek széleit, elegendő 10-15 ° -os szögben, ami javítja a hegesztési folyamatot anélkül, hogy megváltoztatná a minőségét (132. Ábra) , a). A láthatatlan csővezetékek összeszerelése az alsó csőben, a csirkemez egyáltalán nincs eltávolítva (132. Ábra, B).

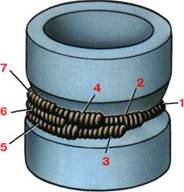
Ábra. 132. vágása diagramja széleinek vízszintes illesztések a felelős (A) és irradicient (b) csővezetékek és azok hegesztési (B), a számok a rétegek vannak feltüntetve.
A vízszintes ízületek legjobb hegesztési módja a kis keresztmetszeti görgők hegesztése. Az első görgőt a varrás tetején (132 ábra, C) kivetíti, 4 mm átmérőjű elektródákkal (160-190 A), az elektróda átkapcsolásával a kötelező képződéssel a belsejében a keskeny menetes henger csatlakozása 1-1,5 mm magasságú. Az első görgő (réteg) után a felülete tisztításra kerül, a második görgő el van helyezve, hogy átfedje az elsőt az elektróda és kis oszcillációjának az alsó szél széléből a felső széléből él. A hegesztési végezzük ugyanabban az irányban, mint a hegesztés az első réteg (görgő), akkor az aktuális emeljük 250-300 A és hegeszteni a harmadik görgő elektródák átmérője 5 mm, ami növeli a hegesztési teljesítményt. A harmadik görgőt az elsővel ellentétes irányba vetjük alá, át kell fednie a második görgő szélességének 70% -át. A negyedik görgőt ugyanabba az irányba helyezzük, de a harmadik görgő és a felső szél között vannak.
A cső összekötőjének hegesztésével több mint három rétegben, a harmadik rétegből kiindulva az egyes későbbi irányban az előzőnél az ellenkező irányban történik. A legfeljebb 200 mm átmérőjű csöveket szilárd varratokkal hegesztjük, és a 200 mm-nél nagyobb átmérője fordított lépés módszer.
Kedves Látogató, Olvassa el a "Hegesztőcső" cikket, amelyet a "Kézi ívhegesztés" kategóriában tesz közzé. Ha tetszett vagy hasznos ez a cikk, ossza meg, kérem, barátaiddal és ismerőseivel.
Keresd meg a tudását. Válaszoljon a kérdésekre, és pénzt kapjon rá!
2012. február 11. | Nézetek: 48851 |
Tömb (\u003d\u003e [~ címkék] \u003d\u003e \u003d\u003e 40509 [~ ID] \u003d\u003e 40509 \u003d\u003e Csővezeték hegesztési technológia [~ NAME] \u003d\u003e Csővezeték hegesztési technológia \u003d\u003e 1 [~ iblock_id] \u003d\u003e 1 \u003d\u003e 115 [~ iblock_section_id ] \u003d\u003e 115 \u003d\u003e
A csővezetékek osztályozása
Halászati \u200b\u200bcsővezetékek
Fővezetékek
Vízellátás és szennyvíz
Csővezetékek hegesztési módszerei
Asztal 1
A csövekre vonatkozó követelmények
A CIS csövekben a GOST 8731 ... GOST 8734 B csoportok, valamint a 9567-es GOST szerint - Acél elektromos hegesztett csövek - a 20295-ös GOST-nak, a feltételes átmérővel (DF) 800 mm-es csövekhez. Pipe du\u003e
Csőszerelési követelmények
Előmelegítés
2. táblázat
(° C) tp.p \u003d 1440 RCM - 392.
3. táblázat.
[~ Detail_text] \u003d\u003e
A csővezetékek osztályozása
A csővezeték funkcionális céljától függően:
Halászati \u200b\u200bcsővezetékek
Fővezetékek
Csővezetékek Pár I. forró víz
technológiai csővezetékek
Gázellátó csővezetékek (terjesztés)
Vízellátás és szennyvíz
A csövek gyártásához használt acélból és a különböző célú csővezetékek felépítéséhez használt acélban az alacsony szén- és alacsony ötvözetű acél elfoglalja az 500 MPa hozamerősségét.
Mivel a különböző célú csővezetékek építése során a jelzett acélokból származó csőhegesztés technológiai folyamataink szinte kevéssé különböznek egymástól, és a szabályozó és műszaki dokumentumok a különbségekre csak az élek, összeszerelés, minőség előállítására vonatkozó követelményekre vonatkoznak Hegesztett ízületek és tesztelés az erő és a feszesség és a feszesség a jövőben, figyelembe vesszük a gyártási folyamat általános rendelkezéseit a csővezetékek fő és eloszlásának (gázellátó csővezetékei) példáján.
Csővezetékek hegesztési módszerei
A hegesztési csővezetékek módszerei hő-, termomechanikusnak és mechanikusnak minősülnek. Termikus módszerek közé tartozik mindenféle olvadó hegesztési (ív, gáz, plazma, elektronsugár, lézer, stb típusú hegesztő. A termomechanikus osztály tartalmazza hentes hegesztéséhez, a hegesztési a mágnesesen szabályozott ív. Ahhoz, hogy a mechanikai módszerek közé tartozik a súrlódás és robbanás hegesztés.
Vannak módszerek hegesztő csővezetékek típusú energiahordozók (ív, gáz, plazma, lézer stb.); a vegyület képződésének feltételei mellett (a hegesztés szabad vagy kényszeríthető képződése); a hegesztési zóna (fluxus alatt, védőgázokban, önvédő elektródhuzal stb.) A folyamat mechanizálása és automatizálása (kézi, gépesített, automatizált és robot).
A fővezetékek hegesztéséhez a legnagyobb eloszlás Íves módszerek hegesztés. Az autópályák összes ízületének több mint 60% -át az Automatikus ívhegesztéssel hegeszti a fluxus alatt. Az ívhegesztést a fluxus alatt csak olyan esetekben használják, ahol a kötés forgatása. A csővezetékek hegesztését a fluxus alatt főként a 219 ... 1420 mm átmérőjű két és háromcsőszakaszú szakaszok előállítására használják. A gépesített módszerek használata lehetetlen, kézi ívhegesztést használnak.
A kézi ívhegesztést a csomópont különböző térbeli helyzetével végzik - alacsonyabb, függőleges és mennyezet. A hegesztés folyamatában manuálisan mozgassa az elektródát a csomópont körüli kerület körül 8 ... 20 m / h sebességgel.
A védőgázhegesztés fajtáiban vannak: az inert gázok (Argon, hélium, keveréke), aktív gázokban (CO2, nitrogén, hidrogén), inert és aktív gázok keverékében hegesztése (AG + CO2; AG + CO2 + O2); Elektród típusú - olvasztása és kiemelve (volfrám) elektróda; A gépesítés, a kézi, a gépesített és automatizált hegesztés mértéke szerint. Az ívhegesztést védőgázokban különböző térbeli pozíciókban hegesztésre használják. A kézi hegesztés sebessége 8 ... 30 m / h, gépesített és automatizált 20 ... 60 m / h. Csővezeték hegesztéséhez a gépiített hegesztési módszert egy kényszerített varratképződéssel ellátott porhegesztéssel alkalmazzuk, amelyben a védelmi funkciókat porított komponensekkel hajtjuk végre, amelyek töltik a huzalhéjat. Mivel a hegesztési fürdőt kristályosítjuk, a külső képzőberendezést és a hegesztőfejet az alulról felfelé mozgatja a csomópont mentén, 10 ... 20 m / h sebességgel. Lézeres hegesztés egy csővezetékkel, amelyben lézersugár az energia-hordozó szolgálja. A lézeres hegesztés sebessége legfeljebb 300 m / óra.
Amikor összekötő hegesztéséhez folyamatos olvasztási, a folyamat automatikusan történik szerinti egy adott program. A 1420 mm átmérőjű csövek hegesztésének időtartama 3 ... 4 perc, az egyik kötés hegesztési ciklusa a csővezetékek építése során - 10 ... 15 perc.
A mágnesesen vezérelt ív (vagy arcontact hegesztése) automatikus hegesztése a szélek melegítésével különbözik a Butt kontakt hegesztéstől. A arcontact hegesztés, a melegítést végezzük, amit az ív forgó mágneses mező szélei mentén a tekercselt csövek nagy sebességgel. Ez a hegesztési eljárás kis csővezetékek (114 mm-es) átmérőjének kialakítására szolgál.
A fő és elosztóvezetékek építésében használt szabályozási dokumentumok
Az összeszerelés végrehajtására vonatkozó szabályokat szabályozó fő szabályozási dokumentum hegesztési munka A CIS-ben lévő csővezetékek építése során az "építési normák és szabályok" azon alapján, amelyek alapján "a hegesztési munkák gyártására és a hegesztett ízületek minőségellenőrzésére szolgáló konszolidált szabályok" SP 105-34-96, valamint snip 3.05.02.88 "gázellátó csővezetékek". Ezek a dokumentumok szabályokat biztosítanak a hegesztők és a tolerancia ellenőrzésére, a csövek hegesztésére, a csövek szerkesztési feltételeire, javítására és elutasítására vonatkozó szabályok szabályai, összeszerelési eljárás különböző csövek egymással és csőszerelvényA hegesztési és időjárási viszonyok módszereit a pályán végzett munkák során szabályozzák, a szabályozói dokumentumok szabályozzák az ajánlott hegesztési anyagok használatát, valamint a hegesztett csővezetékvegyületek szabályozására szolgáló normákat és szabályokat, lekapcsolt állapotuk és javításuk feltételei.
A fejlesztés a főbb rendelkezéseit, ezen metszetek, technológiai utasítások hegesztő csővezetékek fejlesztettek ki (VNI 066-89 és LBN A.3.1.-36-3-96 és ellenőrzésének módját hegesztett kötések csővezetékek (VN 012-88) . Ezek az utasítások szabályozzák: a főbb rendelkezéseit, a technológia kézzel készített és automatikus ívhegesztő gyűrű ízületek csövek, valamint csövek elzáró- és forgalmazás megerősítése törzs és elosztóvezetékek, átmérője 14-1420 mm vastagságú 1-26 mm-es fal, amely nem több mint 7,5 MPa nyomáson van kialakítva; a hegesztett ízületek ellenőrzése és javítása; Biztonsági és termelési higiénia. Ezeknek az utasításoknak megfelelően az acélokból származó csövek szabályozási idő ellenállása 590 MPa . az utasítások közölt technológiai jellemzői csővezetékek hegesztési kézi ívhegesztés technikák, automatikus hegesztési alatt fluxus, automatikus hegesztési a védekezési gázokban környezet és por vezeték kényszerítő varrat képződését. Utasítások nem vonatkoznak a hegesztési speciális célú csővezetékek (szállítására ammónia, etilén, etanol, szén-dioxid, stb), valamint a csővezetékek számára corrosionactive termékek.
Külföldön a csővezetékek építése során nemzeti és nemzetközi szabványok (1. táblázat) vezetnek (1. táblázat), köztük az ARI 1104, ARI 5D és CS 4515 a legnagyobb népszerűséget. A csővezeték hegesztett kapcsolatok minőségének szabályozásakor szabályozzák nemzetközi szabvány ISO 8517 és az európai szabvány EN 25817.
Asztal 1
A csövekre vonatkozó követelmények
Az építési törzs és forgalmazás gázvezetékek, acélcsövek elektromos hegesztésű eper és spiralshots használnak. A legfeljebb 1020 mm átmérőjű csövek nyugodt és félig fényes alacsony ötvözetű acélokból készülnek, és 1420 mm átmérőjű csövek - alacsony ötvözött acéloktól hőkezelt vagy termomechanikusan edzett állapotban vannak. Csak az elosztó gázvezetékekhez alacsony nyomás (Legfeljebb 0,005 MPa) Használható csövek forró szén-dioxid-kibocsátású acélokból.
A CIS csövekben a GOST 8731 ... GOST 8734 B csoportok, valamint a 9567-es GOST szerint - Acél elektromos hegesztési csövek - összhangban GOST 20295 csövek esetében a feltételes átmérőjű (DF) 800 mm-es befogadó. A Pipe du\u003e 800 mm-re speciális technikai feltételeket fejlesztettek ki, amelyekben az alábbi követelményeket fel kell venni.
A kész csövek vannak jelölve, kiütése bélyegek (hideg sajtolás) a parttól 250-500 mm-re az egyik a cső végein a következő adatokat: védjegye vagy a gyártó neve; Az acél márka vagy annak feltételes megnevezése; csőszám; technikai ellenőrzés bélyegzője; Gyártási év. A tapadás egyértelműen elosztott festék. Ezenkívül átmérője és falvastagsága a csőben biztosított festéket jelzi.
A behozatali csöveket főként az American Oil Institute (ARI) szabványai szerint gyártják és szállítják, mint például: AII-5 I (zökkenőmentes és egyenes csövek), AII-513 (spirálcsövek különböző csővezetékekhez) AII-51X (csövek nagynyomású csővezetékek).
Ezeknek a szabványoknak megfelelően a cső acélcsoportot csoportosítunk a hozamerősségen. Minden olyan acélcsoport, amelynek azonos hozamerőssége van több ezer fontonként 1 négyzetméterenként. M. Ezeknek a szabványoknak megfelelően acélcsoportok vannak: X-42, X-46, X-52, X-56, X-60, X-65, X-70 időtartamú megsemmisítéssel 414 és 565 MPa között. Az ARI szabványok a mechanikai tulajdonságok mellett szabályozzák a csövek gyártási folyamatát, az acél kémiai összetételét, a méret méretét, tömegét és hosszát, a nyomást hidraulikus tesztek A gyártási folyamat során, a csövek javítási feltételeinek, stb. Az elnevezés a cső megfelelően ARI szabvány áll a nevét a csövek csövek, monogramja az ARI (védjegy azt jelenti, hogy ez a cső készül követelményeivel összhangban az ARI), a méret a cső hüvelyk , a tömege az egyik láb a cső fontban, kijelölésére osztály az acél és a gyártási mód (S -Best, e - hegesztett szennyeződés csövek, SW - spirál csövek, P - csövek hosszanti varrattal, hegesztett megnyomásával módszerek) , a kijelölés típus acél (E - acél fröcskölt elektromos üregekben, M - nagy szilárdságú alacsonyan ötvözött acélból), symptaking fajok (Nm -Normalization vagy normalizálás és szabadság, NO - edzés és pihenés, NS-high pihenés). A jelölést letörölhetetlen festék végzi. A fővezetékek csövek acélból készültek, a hozamerősség arányával a szakadás időtartamának aránya többé: 0,75 - az alacsony szén-dioxid-acélok esetében; 0,8 - alacsony ötvözött normalizált acélokhoz; 0,85 - a diszperziós keményedéshez normalizált és termikusan javított acélok; 0,9 - az ellenőrzött gördülő acélokhoz.
Csőszélek előkészítése hegesztéshez
A hegesztés és a telepítés megkezdése előtt meg kell győződni arról, hogy a csövek és csővezetékek minőségi tanúsítványokkal rendelkeznek, és megfelelnek a projektnek a kínálatának technikai feltételeinek. A csövek és a részletek meg kell adniuk a beviteli szabályozást a vonatkozó szabványok követelményeinek megfelelően és műszaki feltételek csöveken.
A végeit a csövek és összekötő alkatrész legyen az alakja és méretei a ferde szélek megfelelő az alkalmazott hegesztési eljárásokat. Az inkonzisztenciákkal megengedett, hogy a szélek mechanikus feldolgozása a pályákban megengedett. Kis átmérőjű csövekhez (legfeljebb 520 mm) lehetséges nyomvonalak, felek, csővágók és csiszolók használata. Az orbitális marógépek, a hidrookrasív vágó- és csiszológépek nagy átmérőjűek. Bizonyos esetekben, amikor a tekercsek vagy a teljesítő tekercsek egészül ki, a használata termikus módszerekkel előállítására élek, mint például:
a) Gáz oxigén vágás, amelyet későbbi mechanikus sztrippelő élekkel csiszolókörrel 0,1 ..0,2 mm mélységig;
b) Levegő-plazma vágás, majd 1 mm-es mélységgel történő megmunkálással - a perem telítettségének a nitrogénelvezetésével (amikor argont alkalmazunk plazmázó gázként, mechanikai feldolgozás nem szükséges); c) levegő-ívű vágás, amelynek következtében 0,5 mm mélység (az élek irányítása);
d) Az ANR-2M, az ANR-3 vagy az OK.21.03 speciális elektródáival, miután a mechanikus feldolgozás nem szükséges.
A csövek összeszerelése előtt meg kell tisztítani a csövek belső üregét a talajból, a szennyeződésből, a hóból, valamint a csövek szélét és belső és külső felületét, valamint az összekötő részeket a szélesség szélességéhez legalább 10 mm.
A csövekhez szomszédos külső gyári varratok erősítése hegeszthető, javasoljuk, hogy legalább 10 mm-es végtől távolítsunk el.
Minden csövek jönnek a pályán a kézi íves hegesztéshez, bevont elektródákkal. Ez a vágás (ábra. 1, a) rendelkezik csövekhez bármely átmérőjű fal vastagsága nagyobb, mint 4 mm-szög a ferde élei 25-30 ° és unalmas 1-2,6 mm. A 16 mm-es fal vastagságával és a nagy átmérőjű csövek egy kombinált vágóélrel szállíthatók az 1. ábrával összhangban. 1, b.
A méret a falvastagságtól függ, és:
7 mm - a csőfal vastagságával 15 ... 19 mm
8 mm - a csőfal vastagsága 19 ... 21,5 mm
10 mm - a csőfal vastagsága 21,5 ... 26 mm.
Ábra. 1. Csövek vágóélei kézi íves hegesztéshez (A, B), Automatikus hegesztés a védőgázok környezetében (B), Automatikus hegesztés fluxus alatt (G, D, E, G) és porhuzal kényszerítéssel ( A, b).
A DU 1000 mm-es csővezetékekhez és a készülékek, amikor a készülék gyökér varrata belsejéből áll, az 1. ábrán bemutatott vágás ajánlott. Az elosztóvezetékek felépítése során a csővezetékek kézi ívhegesztése max. Ezenkívül akár 152 mm átmérőjű csővezetékekhez is használható gázhegesztés (Vágóélek nélkül - akár 3 mm, és egyoldalas szélek - akár 5 mm).
A pályán lévő csövek csatlakoztatása további élfeldolgozás nélkül megengedett:
Falvastagságokra, legfeljebb 12,5 mm, ha a vastagságkülönbség nem haladja meg a 2 mm-t;
A 12,5 mm feletti falak vastagságára, ha a vastagságkülönbség nem haladja meg a 3 mm-t. Ebben az esetben a sokkoló élek nem megengedettek.
A csövek vagy csövek csatlakoztatását, és a falvastagság nagyobb különbségével történő elosztási megerősítést végző csövek csatlakoztatása a gyári gyártás és a gyári gyártás zakóelemei között, vagy a közbenső vastagságú csövekből legalább 250 mm hosszúságú betétek .
Lehetőség van a csövek vagy csövek közvetlen összeszerelésére és hegesztésére csővezetékekkel különböző módon, akár 1,5 vastagságú, speciális feldolgozással, amely a vastagabb cső vagy rész felületének végéhez szomszédos (2, A). A többszörös csövek hegesztése nem megengedett.
A csövek közvetlen összekapcsolása az elzáró és eloszláserősítéssel az állapot alatt van megoldva, ha a vasaló szerelvényének vastagsága nem haladja meg a csőfal 1,5 vastagságát a megerősítőcső előállításával (2. ábra, b ). Ezt a készítményt a szállítónak végre kell hajtani.
Ábra. 2. Előkészítés csövek és alkatrészek hegesztésére különböző falvastagsággal.
Csőszerelési követelmények
A csövek ízületeinek meg kell garantálnia:
Merőleges a csővezeték tengelyére. A merőleges viszonytól való eltérés nem haladhatja meg a 2 mm-t;
egyenletesség a rés kerülete körül, amely a vonatkozó szabványok és utasítások által szabályozott értékek határain belül van;
az univerzális sablonok által rögzített minimális lehetséges tartomány, amely nem haladja meg megengedett értékek (a törzsvezetékekhez - 0,2 falvastagság, de legfeljebb 3 mm, eloszláshoz - (0,15 falvastagság + 0,5 mm);
A keverést a hosszanti gyári varratok egymáshoz képest a parttól legalább 100 mm-es - a csövek átmérője a több mint 100 mm, és 1/3 a kör hossza - a csövek átmérője kisebb, mint 100 mm. A követelmények teljesítésének technikai lehetetlenségét illetően a hegesztővegyület további ultrahangos ellenőrzését a kötés ezen szakaszára írjuk elő.
A nagy átmérőjű csövek gyártása során a héjas hengerházak a következő típusú összeszerelési és hegesztési típusokat alkalmazzák - "A házhéj szerelése és hegesztése".
Előmelegítés
Az előmelegítés az egyik legfontosabb technológiai művelet, amely lehetővé teszi a hőhegesztési ciklus beállítását. Ismeretes, hogy a hegesztett kötés szerkezete és tulajdonságai nagymértékben meghatározzák a fém hűtési sebességét a 800-500 ° C hőmérséklet-tartományban (az austenit legalacsonyabb ellenállása). Magas a hűtési sebességet, a kialakulását martenzit-típusú hardver szerkezet lehetséges, amelyek nagy szilárdság és alacsony plaszticitás, valamint a tendencia, hogy alkotnak hideg repedések. Ez különösen igaz az alacsony ötvözött acélokra, amelyek szénjobbakkal egyenértékűek 0,43% -kal. Ezek az acél nagyon érzékeny lett a termikus ciklus hatására, a koncentrátorokra, és a hőhatás zónája hajlamos a kezelésre. Ezek a jelenségek a legegyszerűbben manifesztálódnak kézi ívhegesztéssel, ha a GVT fém hűtési sebessége elérheti a 70 ° C / s-t. A csőfal adott vastagságával állítsa be a hőhálózati zóna hűtési sebességét az előmelegítés összekötő éleinek kezdeti hőmérsékletével. Ez különösen fontos, ha hegesztés a gyökere varrat cellulózzal bevonattal elektródák, ha a hűtési sebesség maximális összehasonlítva a hegesztési más varrat rétegek, az evezés hegesztési energiát csökken (hegesztési sebesség ilyen elektródok kétszeresével hegesztési sebesség elektródák a fő bevonat) és növelte a hideg repedések tendenciáját és kialakulását egy számlán a hegesztési fém diffúziós hidrogén tartalmának növekedéséhez. Az előzetes fűtés nemcsak csökkenti a GVT-ben lévő keményedő struktúrák kialakulásának valószínűségét, hanem a hegesztési fémből és a meghatározott zónából a diffúziós hidrogén aktív evakuálásának feltételeit is eredményezi. Mi viszont növeli az ellenállást a hegesztett vegyületek képződése ellen hideg repedések, különösen akkor, ha elektródák segítségével egy cellulóz-bevonattal, ha a hidrogén tartalom a varrat elérheti a 50 mm-es 100 g a hegesztési varrat.
Az előmelegítés hőmérsékletét a kémiai állomástól (szén-ekvivalens), a csőgépek, a környezeti hőmérséklet és az elektróda bevonat típusa függvényében választjuk. Ezeket a paramétereket rendszerint a vonatkozó szabványok és technológiai utasítások szabályozzák. Tehát például a CIS-ben a VNC 066-89 (2. táblázat) vezet. A cellulóz bevonattal ellátott elektródák hegesztésekor az előmelegítés hőmérséklete 75 ° C-kal nő.
2. táblázat
Külföldön gyakran a fűtés kiválasztásakor a hegesztett ízületek repedésállóságának jelzőjével működtünk, amelyet az ITO-beesio képletének meghatározása határoz meg:
ahol: [n] - a diffúziós hidrogén tartalma, mm / 100 g;
T - A hegesztett lemezek vastagsága, mm. A fűtési hőmérsékletet empirikus képleten határozzuk meg:
(° C) tp.p \u003d 1440 RCM - 392.
Előzetes és szükség esetén a mellékelt fűtést fűtőberendezésekkel (gáz vagy elektromos) kell elvégezni, amely a fém egységes fűtését biztosítja a hegesztett kötés kerülete során. A csőszárító zóna szélessége minden irányban a varratból legalább 75 mm.
A hőmérséklet az előzetes és az egyidejű melegítés ha a csövek (vagy csövek a része) van csatlakoztatva a különböző acélfajták, vagy különböző falvastagságú, amelyet meg kell különböző hőmérsékletre hevítjük, vannak beállítva, hogy a maximális értéket.
A kézi ívhegesztés technológiája és technikája
A hegesztési munka közel 60% -a csővezetékek felépítése során kézi ívhegesztés esetén. Ez a szakaszok vagy az egyes csövek csatlakoztatása folyamatos menetbe, hegesztési átmenetek természetes és mesterséges akadályok, Stollems hegesztése, hegesztő tekercsek, daru csomók, csapok stb.
A kézi ívhegesztés technológiáját elsősorban a hegesztési csövek anyaga határozza meg. Az acél acélból és üzemi körülményektől függően hegesztési anyagokat választanak ki. Ezt követően technikai és hegesztési technikákat, valamint munkavégzési rendszert hozunk létre, miközben egy adott csővezetéképítési ütemben vezetünk. Az adott hegesztési anyagok esetében a hegesztési technológia a csőfal átmérőjétől és vastagságától függ.
A törzs és az elosztó csővezetékek felépítésének megkérdőjelű szabálya a varrott rétegek minimális számának követelménye. 6 mm-es és kevesebb - 2 rétegű falvastagságú csövekhez, falvastagsággal, több mint 6 mm - 3 réteggel.
A leginkább felelős a varrás gyökérrétege. Megbízhatóan meg kell fizetnie a tekercselt csövek széleit, és egységes inverz görgőt képez, amelynek nyeresége 1-3 mm a varrás belső felületén. Ez megengedett külön szekciókban a közös, amelynek teljes hossza nem több, mint 50 mm (minden 350 mm-es varrás) csillapítása a varrat gyökér (meniszkusz) legfeljebb 10-15% -át a vastagsága a cső fala. A root réteg külső felületének sima, finom, és sima párosítással kell rendelkeznie a vágás oldalsó felületével. A varrás külső felületének optimális alakját csiszológépként és pneumatikus kollektorként lehet végrehajtani az utasítás követelményeinek megfelelően.
Ha 1020 mm átmérőjű hegesztőcsöveket hegesztési csövek, a varrás gyökere hegesztése után javasoljuk, hogy a gyökér réteget a cső belsejéből végezzük el azokon a helyeken, ahol nincs gyökérellátás és szükségszerűen a csomópont alsó negyedét (belülről), azaz Ezen a telken, amely a hegesztés során a varrás gyökerét a mennyezeti helyzetben végeztük. A nagy átmérőjű csövek forgócsatlakozásainak kézi hegesztésével a szekrényt a csomópont teljes kerületén végezzük. A fogadó varrat gyökérszolgáltatót biztosít, egy kisoldalú felületnek kell lennie, simán párosodik a cső belső felületével takarmányok és egyéb hibák nélkül. A hegesztési varrás fokozása legalább 1 és legfeljebb 3 mm. Az adhéziót a fő típusú elektródák hajtjuk végre, amelynek átmérője 3-4 mm.
A varrat töltő rétegei biztonságosan megolvadtak egymással, és helyezzük a tekercselt csövek széleit. Minden egyes varratréteg után meg kell tisztítani a varrat felületét a salakból.
A varrásnak sima vázlata és párosítása a cső felületével, vágás nélkül és más látható hibák nélkül. A varrat enhancementének legalább 1 és legfeljebb 3 mm-nek kell lennie. A hegesztési szélesség átfedi a vágási szélességet 2-3 mm-rel minden irányban.
A váltás végén a hegesztést teljesen hegeszteni kell. Ezt a követelményt az a tény okozza, hogy a nap folyamán a csővezeték a környezeti hőmérséklet változásainak hatása, amely különösen jelentős, amikor éjszaka és éjszaka változik - a nap folyamán. A hőmérséklet megváltoztatása a csövek és hegesztett ízületek előfordulását okozza, amelyek nagyon magasak lehetnek.
Ha a csomópont nem teljesen, akkor a feszültség gyengült keresztmetszetében meghaladhatja a hozamerősséget, és még az idő ellenállása a varrás fémjének megsemmisítésével, és az ízület összeomlik. Ez a helyzet különösen veszélyes a negatív levegőhőmérsékleten, amikor a fém plaszticitása csökken.
Az ajánlott elektródák típusától függően 3 leggyakoribb hegesztési rendszer van: az elektródák együttes hegesztése fő bevonattal, gázcsapdázási elektródák közös hegesztése, a varrás gyökere hegesztése és a forró átjáró az elektródákkal A gáz ültetési típus, valamint a töltés és az arcú rétegek - az elektródák a fő bevonattal.
A fő bevonattal ellátott hegesztőelektródákat az alsó felfelé hajtjuk végre a keresztirányú oszcillációkkal, amely amplitúdója a csomópont szélességétől függ. Áramlás-dezektív hegesztési módszerrel minden hegesztő egy adott varratrészt végez, amelynek pozíciója az ugyanazon az ízületen egyidejű hegesztők számától függ. Nagy átmérőjű csöveken számuk elérheti a négyet. Szabályként, ha a hegesztők kettő, akkor hegesztés az alulról, a nadirből, és felmegy a kerületbe a 6-3-12 és a 6-9-12. Ugyanakkor az ízület mennyezeti részében a zárat 50-60 mm-rel kell eltolva a cső körének alsó részéből. Két szomszédos rétegben a zárakat legalább 50-100 mm-ről kell elvonni. Ha négy hegesztőt, akkor az első párot a 6-3 és a 6-9.
A diagram a szekvencia az átfedő két réteg hegesztésekor alulról felfelé a fő bevont elektródák ábrán látható. 3, a. Az összes későbbi furcsa réteg az első réteg diagramja szerint történik, a második réteg sémájának megfelelően. A római számok az egyes varratrészek hegesztésének sorát mutatják. Attól függően, hogy a térbeli helyzet Hegesztés Ajánlott aktuális értékek a 3. táblázatban látható.
Ha a bevont elektródákat a fő típusú, csak az elektróda márka csővezetéképítésére szolgálnak.
3. táblázat.
Amikor az elektródok a gáz ültetés típusú, a hegesztési a gyökér a varrat végezzük felülről lefelé nélkül vibrációs mozgás, támaszkodva a végén az elektródát a széleit a tekercselt csövek. A hegesztést a hátrameneti vagy közvetlen polaritás állandó áramával végezzük legalább 75V tápegységben. A hegesztőáram értékei a hegesztés során 3,25 mm átmérőjű elektródákkal nem haladhatják meg a 100-110A-t; Amikor a hegesztés elektródákkal ellátott átmérője 4 mm az alsó és a fél-propical helyzetben 120-160a, a fennmaradó pozíciókban 100-140a. A hegesztési sebességet 16-22 m / h tartományban kell tartani. Az elektróda szögének 40-90 ° -os szögének megváltoztatása a hegesztési folyamatban, a hegesztő megőrzi a feldolgozóablakot egy kereszteződő szélével, amelyen keresztül megfigyeli az élek olvadását.
A maradék szintek csökkentése hegesztési feszültségek ban ben hegesztett kötés A nem fordító kötés kerületét szimmetrikus, átmérőjű ellentétes területekre és többrétegű hegesztésre osztjuk az 1. ábrán bemutatott szekvenciában. 4. A nagyobb hatása, hogy csökkenti a hegesztési feszültséget és a deformáció ad a használata megújuló hegesztési eljárást és az egyidejű töltését vágás két vagy négy hegesztők.
Amikor a hegesztés a kis átmérőjű csővezetékek (legfeljebb 530 mm), annak érdekében, hogy csökkentse a hangerőt a szerelési munka az árokban, hogy gyakran alkalmaznak a részén csövek hegesztés fordult az ízületek 90, illetve 180 °. A cső a kerület körül négy mintegy azonos hosszúságú. Az 1. és 2. fejezetet 90 ° -kal elforgatják a 3. és 4. hegesztési területekhez (5. ábra). Ezután, teljesítő másik viszont 90 °, termék szekvenciáját szakaszok az 5. és 6., 7. és 8..
Egy másik esetben, a hegesztés után az 1. és 2. szakaszban (ábra. 6), el van forgatva, hogy 180 ° -kal forgatható hegesztésére szakaszok a 3. és 4. Ezután a forgatás 90 ° és 180 ° hegesztésére területek 5 és 6, 7 és 8.
5. ábra. Hegesztés csövek forgásával 90 ° -kal: A - első réteg, B - Második, 1 ... 8 egy sorozatos rétegszakaszok sorrendje.
6. ábra. Hegesztés 180 ° C-os csövek forgatásával: A - első réteg, B - Második, 1 ... 8 az előadó rétegszakaszok sorrendje.
\u003d\u003e Html [~ detail_text_type] \u003d\u003e html \u003d\u003e csővezeték osztályozása
A csővezeték funkcionális céljától függően: [~ preview_text] \u003d\u003e A csővezetékek besorolása a csővezeték funkcionális céljától függően: \u003d\u003e szöveg [~ preview_text_type] \u003d\u003e szöveg \u003d\u003e [~ Detail_picture] \u003d\u003e \u003d\u003e 12/15/2016 15: 16: 53 [~ timestamp_x] \u003d\u003e 12/15/2016 15:16:53 \u003d\u003e 15.12.2016 [~ Active_FROM] \u003d\u003e 15.12.2016 \u003d\u003e / Hírek / [~ LIST_PAGE_URL] \u003d\u003e / HÍREK / \u003d\u003e / HÍREK / 115/40509 / [~ DERIND_PAGE_URL] \u003d\u003e / HÍREK / 115/40509 / \u003d\u003e / [~ lang_dir] \u003d\u003e / \u003d\u003e Tekhnologiya_svarki_truboprovoda [~ kód ] \u003d\u003e Teknologiya_svarki_truboprovoda \u003d\u003e 40509 [~ külső_id] \u003d\u003e 40509 \u003d\u003e Hírek [~ iblock_type_id] \u003d\u003e hírek \u003d\u003e hírek [~ iblock_code] \u003d\u003e hírek \u003d\u003e ruhák_news_s1 [~ iblock_external_id] \u003d\u003e ruhák_news_s1 \u003d\u003e s1 [~ fedél ] \u003d\u003e S1 \u003d\u003e \u003d\u003e 15.12.2016 \u003d\u003e tömb (\u003d\u003e csővezeték hegesztési technológia \u003d\u003e csővezeték hegesztési technológia \u003d\u003e csővezetékek besorolása a csővezeték funkcionális céljától függően: \u003d\u003e technológus Csővezeték hegesztés \u003d\u003e Csővezetékhegesztés technológia \u003d\u003e Csővezeték hegesztési technológia \u003d\u003e A csővezetékek besorolása a csővezeték funkcionális céljától függően: \u003d\u003e csővezeték hegesztési technológia \u003d\u003e Csővezeték hegesztési technológia \u003d\u003e Csővezeték hegesztési technológia \u003d \u003e Hegesztési technológia csővezeték \u003d\u003e csővezeték hegesztési technológia \u003d\u003e Csővezeték hegesztési technológia \u003d\u003e Csővezetékhegesztés technológia \u003d\u003e Csővezeték hegesztési technológia) \u003d\u003e tömb (\u003d\u003e) \u003d\u003e tömb () \u003d\u003e tömb (\u003d\u003e 1 [~ id] \u003d 1 \u003d\u003e 02/15/2016 17:09:48 [~ timestamp_x] \u003d\u003e 02/15/2016 17:09:48 \u003d\u003e Hírek [~ iblock_type_id] \u003d\u003e hírek \u003d\u003e s1 [~ lid] \u003d\u003e s1 \u003d \u003e Hírek [~ Code] \u003d\u003e Hírek \u003d\u003e Press Center [~ NAME] \u003d\u003e Press Center \u003d\u003e Y [~ Active] \u003d\u003e Y \u003d\u003e 500 [~ Rendezés] \u003d\u003e 500 \u003d\u003e / Hírek / [~ List_Page_URL] \u003d\u003e / Hírek / \u003d\u003e # SITE_DIR # / # elem_id # / [~ detail_page_url] \u003d\u003e # SITE_DIR # / HÍREK / # szekció_id # / # element_id # / \u003d\u003e # SITE_DIR # / Hírek / # SEND_ID # / [~ SETTER_PAGE_URL] \u003d\u003e # SITE_DIR # / HÍREK / # szekció_id # / \u003d\u003e [~ leírás] \u003d\u003e \u003d\u003e [~ Leírás] \u003d\u003e \u003d\u003e Leírás_Type] \u003d\u003e Text \u003d\u003e 24 [~ rss_ttl] \u003d\u003e 24 \u003d\u003e y [~ rss_aktív] \u003d\u003e y \u003d\u003e n [~ rss_file_active] \u003d\u003e n \u003d\u003e 0 [~ rss_file_limit] \u003d\u003e 0 \u003d\u003e 0 [~ rss_file_days] \u003d\u003e 0 \u003d\u003e N [~ rss_yandex_active] \u003d\u003e n \u003d\u003e ruhák_news_s1 [~ xml_id] \u003d\u003e ruhák_news_s1 \u003d\u003e [~ tmp_id] \u003d\u003e \u003d\u003e y [~ index_element] \u003d\u003e y \u003d\u003e y [~ index_section] \u003d\u003e y \u003d\u003e n [ ~ Munkafolyamat] \u003d\u003e n \u003d\u003e n [~ bizproc] \u003d\u003e n \u003d\u003e l [~ szekció_chooser] \u003d\u003e l \u003d\u003e [~ lista_mode] \u003d\u003e \u003d\u003e s [~ Rights_mode] \u003d\u003e s \u003d\u003e n [~ szekció_property ] \u003d\u003e N \u003d\u003e n [~ ingatlan_index] \u003d\u003e n \u003d\u003e 1 [~ verzió] \u003d\u003e 1 \u003d\u003e 0 [~ last_conv_element] \u003d\u003e 0 \u003d\u003e [~ socnet_group_id] \u003d\u003e \u003d\u003e [~ EDIT_FILE_BEEFE] \u003d\u003e \u003d\u003e [~ EDIT_FILE_AFTER] \u003d\u003e \u003d\u003e szakaszok [~ Sections_name] \u003d\u003e Sections \u003d\u003e [~ szekció_neve] \u003d\u003e szakasz \u003d\u003e hírek [~ elemek_neve] \u003d\u003e hírek \u003d\u003e hírek [~ element_name] \u003d\u003e hírek \u003d\u003e [~ Canonical_page_URL] \u003d\u003e \u003d\u003e ruhák_news_s1 [~ külső_id] \u003d\u003e ruhák_news_s1 \u003d\u003e / [~ lang_dir] \u003d\u003e / \u003d\u003e www.alfa-industry.ru [~ server_name] \u003d\u003e www.alfa-industry.ru) \u003d\u003e Array (\u003d\u003e tömb) (\u003d\u003e Tömb (\u003d\u003e 115 [~ id] \u003d\u003e 115 \u003d\u003e 2015-11-25 18:37:33 [~ timestamp_x] \u003d\u003e 2015-11-25 18:37:33 \u003d\u003e 2 [~ Modified_by] \u003d\u003e 2 \u003d\u003e 2015-09-29 20:10:16 [~ date_create] \u003d\u003e 2015-09-29 20:10:16 \u003d\u003e 1 [~ created_by] \u003d\u003e 1 \u003d\u003e 1 [~ iblock_id] \u003d\u003e 1 \u003d\u003e [~ iblock_section_id] \u003d\u003e \u003d\u003e y [~ Active] \u003d\u003e y \u003d\u003e y [~ global_active] \u003d\u003e y \u003d\u003e 500 [~ sort] \u003d\u003e 500 \u003d\u003e Műszaki cikkek [~ NAME] \u003d\u003e Műszaki Cikkek \u003d\u003e [~ Picture] \u003d\u003e \u003d\u003e 27 [~ left_margin] \u003d\u003e 27 \u003d\u003e 28 [~ Right_margin] \u003d\u003e 28 \u003d\u003e 1 [~ depth_level] \u003d\u003e 1 \u003d\u003e [~ description] \u003d\u003e \u003d\u003e text [~ Leírás_Type] \u003d\u003e Text \u003d\u003e Műszaki cikkek [~ kereshető_content] \u003d\u003e Műszaki cikkek \u003d\u003e [~ code] \u003d\u003e \u003d\u003e 115 [~ xml_id] \u003d\u003e 115 \u003d\u003e [~ TMP_ID] \u003d\u003e \u003d\u003e [~ detail_picture ] \u003d\u003e \u003d\u003e [~ SOCNET_GROUP_ID] \u003d\u003e \u003d\u003e / Hírek / [~ LIST_PAGE_URL] \u003d\u003e / HÍREK / \u003d\u003e / HÍREK / 115 / [~ SECT Ion_page_url] \u003d\u003e / hírek / 115 / \u003d\u003e hírek [~ iblock_type_id] \u003d\u003e hírek \u003d\u003e hírek [~ iblock_code] \u003d\u003e News \u003d\u003e clothes_news_s1 [~ iblock_external_id] \u003d\u003e clothes_news_s1 \u003d\u003e 115 [~ external_id] \u003d\u003e 115 \u003d \u003e Array (\u003d\u003e Műszaki cikkek \u003d\u003e Műszaki cikkek \u003d\u003e \u003d\u003e Műszaki cikkek \u003d\u003e Műszaki cikkek \u003d\u003e Műszaki cikkek \u003d\u003e \u003d\u003e Műszaki cikkek \u003d\u003e Műszaki cikkek \u003d\u003e Műszaki cikkek \u003d\u003e műszaki Cikkek \u003d\u003e Műszaki cikkek \u003d\u003e Műszaki cikkek \u003d\u003e Műszaki cikkek)))))) \u003d\u003e / Hírek / 115 /)
Technológiai hegesztő csővezetékek
A csővezetékek osztályozása
A csővezeték funkcionális céljától függően:
Halászati \u200b\u200bcsővezetékek
Fővezetékek
Pár és forró vízvezetékek
Technológiai csővezetékek
Gázellátó csővezetékek (terjesztés)
Vízellátás és szennyvíz
A csövek gyártásához használt acélból és a különböző célú csővezetékek felépítéséhez használt acélban az alacsony szén- és alacsony ötvözetű acél elfoglalja az 500 MPa hozamerősségét.
Mivel a különböző célú csővezetékek építése során a jelzett acélokból származó csőhegesztés technológiai folyamataink szinte kevéssé különböznek egymástól, és a szabályozó és műszaki dokumentumok a különbségekre csak az élek, összeszerelés, minőség előállítására vonatkozó követelményekre vonatkoznak Hegesztett ízületek és tesztelés az erő és a feszesség és a feszesség a jövőben, figyelembe vesszük a gyártási folyamat általános rendelkezéseit a csővezetékek fő és eloszlásának (gázellátó csővezetékei) példáján.
Csővezetékek hegesztési módszerei
A hegesztési csővezetékek módszerei hő-, termomechanikusnak és mechanikusnak minősülnek. Termikus módszerek közé tartozik mindenféle olvadó hegesztési (ív, gáz, plazma, elektronsugár, lézer, stb típusú hegesztő. A termomechanikus osztály tartalmazza hentes hegesztéséhez, a hegesztési a mágnesesen szabályozott ív. Ahhoz, hogy a mechanikai módszerek közé tartozik a súrlódás és robbanás hegesztés.
Vannak módszerek hegesztő csővezetékek típusú energiahordozók (ív, gáz, plazma, lézer stb.); a vegyület képződésének feltételei mellett (a hegesztés szabad vagy kényszeríthető képződése); a hegesztési zóna (fluxus alatt, védőgázokban, önvédő elektródhuzal stb.) A folyamat mechanizálása és automatizálása (kézi, gépesített, automatizált és robot).
A fővezetékek hegesztéséhez az ívhegesztési módszerek a leggyakoribbak voltak. Az autópályák összes ízületének több mint 60% -át az Automatikus ívhegesztéssel hegeszti a fluxus alatt. Az ívhegesztést a fluxus alatt csak olyan esetekben használják, ahol a kötés forgatása. A csővezetékek hegesztését a fluxus alatt főként a 219 ... 1420 mm átmérőjű két és háromcsőszakaszú szakaszok előállítására használják. A gépesített módszerek használata lehetetlen, kézi ívhegesztést használnak.
A kézi ívhegesztést a csomópont különböző térbeli helyzetével végzik - alacsonyabb, függőleges és mennyezet. A hegesztés folyamatában manuálisan mozgassa az elektródát a csomópont körüli kerület körül 8 ... 20 m / h sebességgel.
A védőgázhegesztés fajtáiban vannak: az inert gázok (Argon, hélium, keveréke), aktív gázokban (CO2, nitrogén, hidrogén), inert és aktív gázok keverékében hegesztése (AG + CO2; AG + CO2 + O2); Elektród típusú - olvasztása és kiemelve (volfrám) elektróda; A gépesítés, a kézi, a gépesített és automatizált hegesztés mértéke szerint. Az ívhegesztést védőgázokban különböző térbeli pozíciókban hegesztésre használják. A kézi hegesztés sebessége 8 ... 30 m / h, gépesített és automatizált 20 ... 60 m / h. Csővezeték hegesztéséhez a gépiített hegesztési módszert egy kényszerített varratképződéssel ellátott porhegesztéssel alkalmazzuk, amelyben a védelmi funkciókat porított komponensekkel hajtjuk végre, amelyek töltik a huzalhéjat. Mivel a hegesztési fürdőt kristályosítjuk, a külső képzőberendezést és a hegesztőfejet az alulról felfelé mozgatja a csomópont mentén, 10 ... 20 m / h sebességgel. Lézeres hegesztés egy csővezetékkel, amelyben lézersugár az energia-hordozó szolgálja. A lézeres hegesztés sebessége legfeljebb 300 m / óra.
Amikor összekötő hegesztéséhez folyamatos olvasztási, a folyamat automatikusan történik szerinti egy adott program. A 1420 mm átmérőjű csövek hegesztésének időtartama 3 ... 4 perc, az egyik kötés hegesztési ciklusa a csővezetékek építése során - 10 ... 15 perc.
A mágnesesen vezérelt ív (vagy arcontact hegesztése) automatikus hegesztése a szélek melegítésével különbözik a Butt kontakt hegesztéstől. A arcontact hegesztés, a melegítést végezzük, amit az ív forgó mágneses mező szélei mentén a tekercselt csövek nagy sebességgel. Ez a hegesztési eljárás kis csővezetékek (114 mm-es) átmérőjének kialakítására szolgál.
A fő és elosztóvezetékek építésében használt szabályozási dokumentumok
Az összeszerelési és hegesztési munkák végrehajtására vonatkozó szabályozási dokumentumok a CIS-ben szereplő csővezetékek építése során "építési szabványok és szabályok", amelyek alapján "összefoglaló szabályok a hegesztési munkák előállítására és a hegesztett ízületek minőségellenőrzésére vonatkozó összefoglaló szabályok "SP 105-34-96, valamint Snip 3.05.02.88" gázellátó csővezetékek ". Ezek a dokumentumok biztosítják a hegesztési tesztek és a toleranciák ellenőrzésének szabályait, a hegesztési csövek előállítására vonatkozó szabályokat, a csövek szerkesztési feltételeit, javítását és elutasítását, a különböző csövek összeszerelésének sorrendjét maguk és csővezeték megerősítéssel, a A hegesztési és időjárási viszonyok módja a pályán végzett munka során a szabályozói dokumentumok szabályozási dokumentumok szabályozzák az ajánlott hegesztési anyagok használatát, valamint a hegesztett csővezetékek szabályozására vonatkozó normákat és szabályokat, a megszakításuk feltételeinek és javításának feltételeit.
A fejlesztés a főbb rendelkezéseit, ezen metszetek, technológiai utasítások hegesztő csővezetékek fejlesztettek ki (VNI 066-89 és LBN A.3.1.-36-3-96 és ellenőrzésének módját hegesztett kötések csővezetékek (VN 012-88) . Ezek az utasítások szabályozzák: a főbb rendelkezéseit, a technológia kézzel készített és automatikus ívhegesztő gyűrű ízületek csövek, valamint csövek elzáró- és forgalmazás megerősítése törzs és elosztóvezetékek, átmérője 14-1420 mm vastagságú 1-26 mm-es fal, amely nem több mint 7,5 MPa nyomáson van kialakítva; a hegesztett ízületek ellenőrzése és javítása; Biztonsági és termelési higiénia. Ezeknek az utasításoknak megfelelően az acélokból származó csövek szabályozási idő ellenállása 590 MPa . az utasítások közölt technológiai jellemzői csővezetékek hegesztési kézi ívhegesztés technikák, automatikus hegesztési alatt fluxus, automatikus hegesztési a védekezési gázokban környezet és por vezeték kényszerítő varrat képződését. Utasítások nem vonatkoznak a hegesztési speciális célú csővezetékek (szállítására ammónia, etilén, etanol, szén-dioxid, stb), valamint a csővezetékek számára corrosionactive termékek.
Külföldön a csővezetékek építését nemzeti és nemzetközi szabványok irányítják (1. táblázat), amelyek közti ARI 1104, ARI 5D és CS 4515 A Csővezeték hegesztett ízületek minőségének legnépszerűbbé válik, mivel általában a nemzetközi Standard ISO 8517 és az európai szabvány EN 25817.
Asztal 1
A csövekre vonatkozó követelmények
Az építési törzs és forgalmazás gázvezetékek, acélcsövek elektromos hegesztésű eper és spiralshots használnak. A legfeljebb 1020 mm átmérőjű csövek nyugodt és félig fényes alacsony ötvözetű acélokból készülnek, és 1420 mm átmérőjű csövek - alacsony ötvözött acéloktól hőkezelt vagy termomechanikusan edzett állapotban vannak. Csak az alacsony nyomású gázvezetékek (legfeljebb 0,005 MPa) esetén használhat csöveket forralt alacsony szén-dioxid-acélból.
A CIS csövekben a GOST 8731 ... GOST 8734 B csoportok, valamint a 9567-es GOST szerint - Acél elektromos hegesztési csövek - összhangban GOST 20295 csövek esetében a feltételes átmérőjű (DF) 800 mm-es befogadó. A Pipe du\u003e 800 mm-re speciális technikai feltételeket fejlesztettek ki, amelyekben az alábbi követelményeket fel kell venni.
A kész csövek vannak jelölve, kiütése bélyegek (hideg sajtolás) a parttól 250-500 mm-re az egyik a cső végein a következő adatokat: védjegye vagy a gyártó neve; Az acél márka vagy annak feltételes megnevezése; csőszám; technikai ellenőrzés bélyegzője; Gyártási év. A tapadás egyértelműen elosztott festék. Ezenkívül átmérője és falvastagsága a csőben biztosított festéket jelzi.
A behozatali csöveket főként az American Oil Institute (ARI) szabványai szerint gyártják és szállítják, mint például: AII-5 I (zökkenőmentes és egyenes csövek), AII-513 (spirálcsövek különböző csővezetékekhez) AII-51X (csövek nagynyomású csővezetékek).
Ezeknek a szabványoknak megfelelően a cső acélcsoportot csoportosítunk a hozamerősségen. Minden olyan acélcsoport, amelynek azonos hozamerőssége van több ezer fontonként 1 négyzetméterenként. M. Ezeknek a szabványoknak megfelelően acélcsoportok vannak: X-42, X-46, X-52, X-56, X-60, X-65, X-70 időtartamú megsemmisítéssel 414 és 565 MPa között. Az ARI szabványok a mechanikai tulajdonságok mellett szabályozzák a gyártási csövek gyártási folyamatát, az acél, a méretek, a tömeg és a cső hossza, a nyomás a hidraulikus vizsgálatok során a gyártási folyamat során, amelyet a roncsolás nélküli tesztelés során használnak Csőjavítási feltételek gyártása stb. Az elnevezés a cső megfelelően ARI szabvány áll a nevét a csövek csövek, monogramja az ARI (védjegy azt jelenti, hogy ez a cső készül követelményeivel összhangban az ARI), a méret a cső hüvelyk , a tömege az egyik láb a cső fontban, kijelölésére osztály az acél és a gyártási mód (S -Best, e - hegesztett szennyeződés csövek, SW - spirál csövek, P - csövek hosszanti varrattal, hegesztett megnyomásával módszerek) , a kijelölés típus acél (E - acél fröcskölt elektromos üregekben, M - nagy szilárdságú alacsonyan ötvözött acélból), symptaking fajok (Nm -Normalization vagy normalizálás és szabadság, NO - edzés és pihenés, NS-high pihenés). A jelölést letörölhetetlen festék végzi. A fővezetékek csövek acélból készültek, a hozamerősség arányával a szakadás időtartamának aránya többé: 0,75 - az alacsony szén-dioxid-acélok esetében; 0,8 - alacsony ötvözött normalizált acélokhoz; 0,85 - a diszperziós keményedéshez normalizált és termikusan javított acélok; 0,9 - az ellenőrzött gördülő acélokhoz.
Csőszélek előkészítése hegesztéshez
A hegesztés és a telepítés megkezdése előtt meg kell győződni arról, hogy a csövek és csővezetékek minőségi tanúsítványokkal rendelkeznek, és megfelelnek a projektnek a kínálatának technikai feltételeinek. A csövek és a részletek meg kell adniuk a beviteli szabályozást a vonatkozó szabványok és technikai feltételek követelményeinek megfelelően.
A végeit a csövek és összekötő alkatrész legyen az alakja és méretei a ferde szélek megfelelő az alkalmazott hegesztési eljárásokat. Az inkonzisztenciákkal megengedett, hogy a szélek mechanikus feldolgozása a pályákban megengedett. Kis átmérőjű csövekhez (legfeljebb 520 mm) lehetséges nyomvonalak, felek, csővágók és csiszolók használata. Az orbitális marógépek, a hidrookrasív vágó- és csiszológépek nagy átmérőjűek. Bizonyos esetekben, amikor a tekercsek vagy a teljesítő tekercsek egészül ki, a használata termikus módszerekkel előállítására élek, mint például:
a) Gáz oxigén vágás, amelyet későbbi mechanikus sztrippelő élekkel csiszolókörrel 0,1 ..0,2 mm mélységig;
b) Levegő-plazma vágás, majd 1 mm-es mélységgel történő megmunkálással - a perem telítettségének a nitrogénelvezetésével (amikor argont alkalmazunk plazmázó gázként, mechanikai feldolgozás nem szükséges); c) levegő-ívű vágás, amelynek következtében 0,5 mm mélység (az élek irányítása);
d) Az ANR-2M, az ANR-3 vagy az OK.21.03 speciális elektródáival, miután a mechanikus feldolgozás nem szükséges.
A csövek összeszerelése előtt meg kell tisztítani a csövek belső üregét a talajból, a szennyeződésből, a hóból, valamint a csövek szélét és belső és külső felületét, valamint az összekötő részeket a szélesség szélességéhez legalább 10 mm.
A csövekhez szomszédos külső gyári varratok erősítése hegeszthető, javasoljuk, hogy legalább 10 mm-es végtől távolítsunk el.
Minden csövek jönnek a pályán a kézi íves hegesztéshez, bevont elektródákkal. Ez a vágás (ábra. 1, a) rendelkezik csövekhez bármely átmérőjű fal vastagsága nagyobb, mint 4 mm-szög a ferde élei 25-30 ° és unalmas 1-2,6 mm. A 16 mm-es fal vastagságával és a nagy átmérőjű csövek egy kombinált vágóélrel szállíthatók az 1. ábrával összhangban. 1, b.
A méret a falvastagságtól függ, és:
7 mm - a csőfal vastagságával 15 ... 19 mm
8 mm - a csőfal vastagsága 19 ... 21,5 mm
10 mm - a csőfal vastagsága 21,5 ... 26 mm.
Ábra. 1. Csövek vágóélei kézi íves hegesztéshez (A, B), Automatikus hegesztés a védőgázok környezetében (B), Automatikus hegesztés fluxus alatt (G, D, E, G) és porhuzal kényszerítéssel ( A, b).
A DU 1000 mm-es csővezetékekhez és a készülékek, amikor a készülék gyökér varrata belsejéből áll, az 1. ábrán bemutatott vágás ajánlott. Az elosztóvezetékek felépítése során a csővezetékek kézi ívhegesztése max. Ezenkívül akár 152 mm átmérőjű csővezetékekhez is gázhegesztést használhatunk (3 mm-ig - akár 3 mm-ig, akár egyoldalas szélek - akár 5 mm-ig).
A pályán lévő csövek csatlakoztatása további élfeldolgozás nélkül megengedett:
Falvastagságokra, legfeljebb 12,5 mm, ha a vastagságkülönbség nem haladja meg a 2 mm-t;
A 12,5 mm feletti falak vastagságára, ha a vastagságkülönbség nem haladja meg a 3 mm-t. Ebben az esetben a sokkoló élek nem megengedettek.
A csövek vagy csövek csatlakoztatását, és a falvastagság nagyobb különbségével történő elosztási megerősítést végző csövek csatlakoztatása a gyári gyártás és a gyári gyártás zakóelemei között, vagy a közbenső vastagságú csövekből legalább 250 mm hosszúságú betétek .
Lehetőség van a csövek vagy csövek közvetlen összeszerelésére és hegesztésére csővezetékekkel különböző módon, akár 1,5 vastagságú, speciális feldolgozással, amely a vastagabb cső vagy rész felületének végéhez szomszédos (2, A). A többszörös csövek hegesztése nem megengedett.
A csövek közvetlen összekapcsolása az elzáró és eloszláserősítéssel az állapot alatt van megoldva, ha a vasaló szerelvényének vastagsága nem haladja meg a csőfal 1,5 vastagságát a megerősítőcső előállításával (2. ábra, b ). Ezt a készítményt a szállítónak végre kell hajtani.
Ábra. 2. Előkészítés csövek és alkatrészek hegesztésére különböző falvastagsággal.
Csőszerelési követelmények
A csövek ízületeinek meg kell garantálnia:
Merőleges a csővezeték tengelyére. A merőleges viszonytól való eltérés nem haladhatja meg a 2 mm-t;
egyenletesség a rés kerülete körül, amely a vonatkozó szabványok és utasítások által szabályozott értékek határain belül van;
A szélek elmozdulásának minimális értéke, amelyet univerzális minták rögzítenek, nem haladja meg a megengedett értékeket (a fővezetékek esetében - 0,2 falvastagság, de legfeljebb 3 mm, eloszláshoz (0,15 falvastagság + 0,5 mm );
A keverést a hosszanti gyári varratok egymáshoz képest a parttól legalább 100 mm-es - a csövek átmérője a több mint 100 mm, és 1/3 a kör hossza - a csövek átmérője kisebb, mint 100 mm. A követelmények teljesítésének technikai lehetetlenségét illetően a hegesztővegyület további ultrahangos ellenőrzését a kötés ezen szakaszára írjuk elő.
A nagy átmérőjű csövek gyártása során a héjas hengerházak a következő típusú összeszerelési és hegesztési típusokat alkalmazzák - "A házhéj szerelése és hegesztése".
Előmelegítés
Az előmelegítés az egyik legfontosabb technológiai művelet, amely lehetővé teszi a hőhegesztési ciklus beállítását. Ismeretes, hogy a hegesztett kötés szerkezete és tulajdonságai nagymértékben meghatározzák a fém hűtési sebességét a 800-500 ° C hőmérséklet-tartományban (az austenit legalacsonyabb ellenállása). Magas a hűtési sebességet, a kialakulását martenzit-típusú hardver szerkezet lehetséges, amelyek nagy szilárdság és alacsony plaszticitás, valamint a tendencia, hogy alkotnak hideg repedések. Ez különösen igaz az alacsony ötvözött acélokra, amelyek szénjobbakkal egyenértékűek 0,43% -kal. Ezek az acél nagyon érzékeny lett a termikus ciklus hatására, a koncentrátorokra, és a hőhatás zónája hajlamos a kezelésre. Ezek a jelenségek a legegyszerűbben manifesztálódnak kézi ívhegesztéssel, ha a GVT fém hűtési sebessége elérheti a 70 ° C / s-t. A csőfal adott vastagságával állítsa be a hőhálózati zóna hűtési sebességét az előmelegítés összekötő éleinek kezdeti hőmérsékletével. Ez különösen fontos, ha hegesztés a gyökere varrat cellulózzal bevonattal elektródák, ha a hűtési sebesség maximális összehasonlítva a hegesztési más varrat rétegek, az evezés hegesztési energiát csökken (hegesztési sebesség ilyen elektródok kétszeresével hegesztési sebesség elektródák a fő bevonat) és növelte a hideg repedések tendenciáját és kialakulását egy számlán a hegesztési fém diffúziós hidrogén tartalmának növekedéséhez. Az előzetes fűtés nemcsak csökkenti a GVT-ben lévő keményedő struktúrák kialakulásának valószínűségét, hanem a hegesztési fémből és a meghatározott zónából a diffúziós hidrogén aktív evakuálásának feltételeit is eredményezi. Mi viszont növeli az ellenállást a hegesztett vegyületek képződése ellen hideg repedések, különösen akkor, ha elektródák segítségével egy cellulóz-bevonattal, ha a hidrogén tartalom a varrat elérheti a 50 mm-es 100 g a hegesztési varrat.
Az előmelegítés hőmérsékletét a kémiai állomástól (szén-ekvivalens), a csőgépek, a környezeti hőmérséklet és az elektróda bevonat típusa függvényében választjuk. Ezeket a paramétereket rendszerint a vonatkozó szabványok és technológiai utasítások szabályozzák. Tehát például a CIS-ben a VNC 066-89 (2. táblázat) vezet. A cellulóz bevonattal ellátott elektródák hegesztésekor az előmelegítés hőmérséklete 75 ° C-kal nő.
2. táblázat
Külföldön gyakran a fűtés kiválasztásakor a hegesztett ízületek repedésállóságának jelzőjével működtünk, amelyet az ITO-beesio képletének meghatározása határoz meg:
ahol: [n] - a diffúziós hidrogén tartalma, mm / 100 g;
T - A hegesztett lemezek vastagsága, mm. A fűtési hőmérsékletet empirikus képleten határozzuk meg:
(° C) tp.p \u003d 1440 RCM - 392.
Előzetes és szükség esetén a mellékelt fűtést fűtőberendezésekkel (gáz vagy elektromos) kell elvégezni, amely a fém egységes fűtését biztosítja a hegesztett kötés kerülete során. A csőszárító zóna szélessége minden irányban a varratból legalább 75 mm.
A hőmérséklet az előzetes és az egyidejű melegítés ha a csövek (vagy csövek a része) van csatlakoztatva a különböző acélfajták, vagy különböző falvastagságú, amelyet meg kell különböző hőmérsékletre hevítjük, vannak beállítva, hogy a maximális értéket.
A kézi ívhegesztés technológiája és technikája
A hegesztési munka közel 60% -a csővezetékek felépítése során kézi ívhegesztés esetén. Ez a szakaszok vagy az egyes csövek csatlakoztatása egy folyamatos menetbe, az átmenetek hegesztése természetes és mesterséges akadályok révén, merev, hegesztő tekercsek, daru csomók, csapok hegesztése stb.
A kézi ívhegesztés technológiáját elsősorban a hegesztési csövek anyaga határozza meg. Az acél acélból és üzemi körülményektől függően hegesztési anyagokat választanak ki. Ezt követően technikai és hegesztési technikákat, valamint munkavégzési rendszert hozunk létre, miközben egy adott csővezetéképítési ütemben vezetünk. Az adott hegesztési anyagok esetében a hegesztési technológia a csőfal átmérőjétől és vastagságától függ.
A törzs és az elosztó csővezetékek felépítésének megkérdőjelű szabálya a varrott rétegek minimális számának követelménye. 6 mm-es és kevesebb - 2 rétegű falvastagságú csövekhez, falvastagsággal, több mint 6 mm - 3 réteggel.
A leginkább felelős a varrás gyökérrétege. Megbízhatóan meg kell fizetnie a tekercselt csövek széleit, és egységes inverz görgőt képez, amelynek nyeresége 1-3 mm a varrás belső felületén. Ez megengedett külön szekciókban a közös, amelynek teljes hossza nem több, mint 50 mm (minden 350 mm-es varrás) csillapítása a varrat gyökér (meniszkusz) legfeljebb 10-15% -át a vastagsága a cső fala. A root réteg külső felületének sima, finom, és sima párosítással kell rendelkeznie a vágás oldalsó felületével. A varrás külső felületének optimális alakját csiszológépként és pneumatikus kollektorként lehet végrehajtani az utasítás követelményeinek megfelelően.
Ha 1020 mm átmérőjű hegesztőcsöveket hegesztési csövek, a varrás gyökere hegesztése után javasoljuk, hogy a gyökér réteget a cső belsejéből végezzük el azokon a helyeken, ahol nincs gyökérellátás és szükségszerűen a csomópont alsó negyedét (belülről), azaz Ezen a telken, amely a hegesztés során a varrás gyökerét a mennyezeti helyzetben végeztük. A nagy átmérőjű csövek forgócsatlakozásainak kézi hegesztésével a szekrényt a csomópont teljes kerületén végezzük. A fogadó varrat gyökérszolgáltatót biztosít, egy kisoldalú felületnek kell lennie, simán párosodik a cső belső felületével takarmányok és egyéb hibák nélkül. A hegesztési varrás fokozása legalább 1 és legfeljebb 3 mm. Az adhéziót a fő típusú elektródák hajtjuk végre, amelynek átmérője 3-4 mm.
A varrat töltő rétegei biztonságosan megolvadtak egymással, és helyezzük a tekercselt csövek széleit. Minden egyes varratréteg után meg kell tisztítani a varrat felületét a salakból.
A varrásnak sima vázlata és párosítása a cső felületével, vágás nélkül és más látható hibák nélkül. A varrat enhancementének legalább 1 és legfeljebb 3 mm-nek kell lennie. A hegesztési szélesség átfedi a vágási szélességet 2-3 mm-rel minden irányban.
A váltás végén a hegesztést teljesen hegeszteni kell. Ezt a követelményt az a tény okozza, hogy a nap folyamán a csővezeték a környezeti hőmérséklet változásainak hatása, amely különösen jelentős, amikor éjszaka és éjszaka változik - a nap folyamán. A hőmérséklet megváltoztatása a csövek és hegesztett ízületek előfordulását okozza, amelyek nagyon magasak lehetnek.
Ha a csomópont nem teljesen, akkor a feszültség gyengült keresztmetszetében meghaladhatja a hozamerősséget, és még az idő ellenállása a varrás fémjének megsemmisítésével, és az ízület összeomlik. Ez a helyzet különösen veszélyes a negatív levegőhőmérsékleten, amikor a fém plaszticitása csökken.
Az ajánlott elektródák típusától függően 3 leggyakoribb hegesztési rendszer van: az elektródák együttes hegesztése fő bevonattal, gázcsapdázási elektródák közös hegesztése, a varrás gyökere hegesztése és a forró átjáró az elektródákkal A gáz ültetési típus, valamint a töltés és az arcú rétegek - az elektródák a fő bevonattal.
A fő bevonattal ellátott hegesztőelektródákat az alsó felfelé hajtjuk végre a keresztirányú oszcillációkkal, amely amplitúdója a csomópont szélességétől függ. Áramlás-dezektív hegesztési módszerrel minden hegesztő egy adott varratrészt végez, amelynek pozíciója az ugyanazon az ízületen egyidejű hegesztők számától függ. Nagy átmérőjű csöveken számuk elérheti a négyet. Szabályként, ha a hegesztők kettő, akkor hegesztés az alulról, a nadirből, és felmegy a kerületbe a 6-3-12 és a 6-9-12. Ugyanakkor az ízület mennyezeti részében a zárat 50-60 mm-rel kell eltolva a cső körének alsó részéből. Két szomszédos rétegben a zárakat legalább 50-100 mm-ről kell elvonni. Ha négy hegesztőt, akkor az első párot a 6-3 és a 6-9.
A két réteg átfedésének szekvenciájának ábrája az alulról felfelé történő hegesztés során a fő bevonattal ellátott elektródákkal látható. 3, a. Az összes későbbi furcsa réteg az első réteg diagramja szerint történik, a második réteg sémájának megfelelően. A római számok az egyes varratrészek hegesztésének sorát mutatják. A hegesztés térbeli helyzetétől függően az aktuális értékek a 3. táblázatban ajánlottak.
Ha a bevont elektródákat a fő típusú, csak az elektróda márka csővezetéképítésére szolgálnak.
3. táblázat.
Amikor az elektródok a gáz ültetés típusú, a hegesztési a gyökér a varrat végezzük felülről lefelé nélkül vibrációs mozgás, támaszkodva a végén az elektródát a széleit a tekercselt csövek. A hegesztést a hátrameneti vagy közvetlen polaritás állandó áramával végezzük legalább 75V tápegységben. A hegesztőáram értékei a hegesztés során 3,25 mm átmérőjű elektródákkal nem haladhatják meg a 100-110A-t; Amikor a hegesztés elektródákkal ellátott átmérője 4 mm az alsó és a fél-propical helyzetben 120-160a, a fennmaradó pozíciókban 100-140a. A hegesztési sebességet 16-22 m / h tartományban kell tartani. Az elektróda szögének 40-90 ° -os szögének megváltoztatása a hegesztési folyamatban, a hegesztő megőrzi a feldolgozóablakot egy kereszteződő szélével, amelyen keresztül megfigyeli az élek olvadását.
A hegesztett kötésben lévő maradék hegesztési feszültségek szintjének csökkentése érdekében a nem fényvisszaverő kötés kerületét szimmetrikus, átmérőjű ellentétes területekre és többrétegű hegesztésre osztjuk az 1. ábrán bemutatott szekvenciában. 4. A nagyobb hatása, hogy csökkenti a hegesztési feszültséget és a deformáció ad a használata megújuló hegesztési eljárást és az egyidejű töltését vágás két vagy négy hegesztők.
Amikor a hegesztés a kis átmérőjű csővezetékek (legfeljebb 530 mm), annak érdekében, hogy csökkentse a hangerőt a szerelési munka az árokban, hogy gyakran alkalmaznak a részén csövek hegesztés fordult az ízületek 90, illetve 180 °. A cső a kerület körül négy mintegy azonos hosszúságú. Az 1. és 2. fejezetet 90 ° -kal elforgatják a 3. és 4. hegesztési területekhez (5. ábra). Ezután, teljesítő másik viszont 90 °, termék szekvenciáját szakaszok az 5. és 6., 7. és 8..
Egy másik esetben, a hegesztés után az 1. és 2. szakaszban (ábra. 6), el van forgatva, hogy 180 ° -kal forgatható hegesztésére szakaszok a 3. és 4. Ezután a forgatás 90 ° és 180 ° hegesztésére területek 5 és 6, 7 és 8.
5. ábra. Hegesztés csövek forgásával 90 ° -kal: A - első réteg, B - Második, 1 ... 8 egy sorozatos rétegszakaszok sorrendje.
6. ábra. Hegesztés 180 ° C-os csövek forgatásával: A - első réteg, B - Második, 1 ... 8 az előadó rétegszakaszok sorrendje.

