A hegesztőív egy erős, stabil elektromos kisülés egy gázközegben, amely az elektródok, vagy az elektródok és a termék között van kialakítva. A hegesztési ívre nagy mennyiségű hőenergia és erős fényhatás szabadul fel. Ez egy koncentrált hőforrás, amelyet az alap- és töltőanyagok megolvasztására használnak.
Attól függően, hogy milyen közegben történik az ívkisülés, különbséget kell tenni:
nyílt ív égés a levegőbenahol az ívzóna gáznemű közegének összetétele levegővel keveredik a hegesztett fém gőzeivel, az elektród anyaggal és az elektród bevonatokkal;
zárt ív merülő ívahol az ívzóna gáz-halmazállapotú közegének összetétele nem nemesfém, huzal és védőáram;
árnyékoló ív (a védőgáz atmoszférája, a huzal és a nemesfémek gőze a ívzóna gáznemű közegének része). A hegesztési ív besorolása a felhasznált áram típusa (közvetlen, váltakozó, háromfázisú) és az égés időtartama szerint (álló, impulzusos). Egyenáram használatakor meg kell különböztetni a közvetlen és a fordított polaritás ívet. Közvetlen polaritással a tápáramkör negatív pólusa - a katód - az elektródon, a pozitív pólus - az anód - a nem nemesfémen helyezkedik el. Fordított polaritással, plusz az elektródon és mínusz a terméken.
Az alkalmazott elektróda típusától függően az ív gerjeszthető az olvadó (fém) és a nem fogyóképes (szén, volfrám stb.) Elektródok között. Az ív működési elve szerint vannak közvetlen, közvetett és kombinált tevékenységek (14. ábra).

Egyenes ív az úgynevezett ívkisülés, amely az elektróda és a termék között következik be. Közvetett ív két elektróda közötti ívkisülést jelent (atomi-hidrogén hegesztés). Kombinált ív a közvetlen és közvetett cselekvés körének kombinációja. A kombinált ívre példa egy háromfázisú ív, amelyben két ív elektromosan csatlakoztatja az elektródokat a termékhez, és a harmadik ég egymástól elkülönített két elektród között.
Az íves gerjesztés kétféle módon történik: megérintéssel vagy ütéssel, amelynek lényegét a 2. ábra mutatja. 15.

A hegesztési ívben az ívrés három fő területre oszlik: anód, katód és ívoszlop. Az ívégetés során az elektródon és az alapfémen aktív foltok vannak, amelyek az elektród és az alapfémek melegebb szakaszai, amelyeken az egész íváram áthalad. A katódon lévő aktív foltot nevezzük katód, és az anódon található pont anód.

A hegesztési ív teljes hossza (16. ábra) megegyezik mindhárom terület hosszának összegével:
L d \u003d L a + -ig L c + L és
ahol L d a hegesztési ív teljes hossza, lát;
L k a katódrégió hossza, körülbelül 10-5 lát;
L C az ívoszlop hossza, lát;
L d - az anódrégió hossza, körülbelül 10 -3 ÷ 10 -4 lát.
A hegesztési ív teljes feszültsége az ív egyes területein feszültségcsökkenések összegéből áll:
U d \u003d U a + -ig U c + U és
ahol U d az ív teljes feszültségcsökkenése, -ban;
U k a feszültségcsökkenés a katód régióban, -ban;
U c feszültségcsökkenés az ívoszlopban, -ban;
U a az feszültségcsökkenés az anód régióban, -ban.
A hegesztőív oszlopában a hőmérséklet 5000 és 12 000 ° K között van, és az függ az ív gáznemű közegének összetételétől, az anyagtól, az elektróda átmérőjétől és az áram sűrűségétől. A hőmérsékletet megközelítőleg meg lehet határozni az ukrán SSR Tudományos Akadémia tudósának, K. Khrenov által javasolt képlettel:
T st \u003d 810 U eff,
ahol T st - az ívoszlop hőmérséklete, ° K;
U ef a tényleges ionizációs potenciál.
A hegesztőív statikus áramerősség-jellemzői. A hegesztőív feszültségének a hosszától és a hegesztési áram nagyságától való függését, amelyet a hegesztési ív áram-feszültség karakterisztikájának nevezünk, az egyenlettel lehet leírni
U d + egy + bL d,
ahol és a katódnál és az anódnál fellépő feszültségcsökkenések összege ( és = U a + -ig U a):
b - fajlagos feszültségcsökkenés a gázoszlopban, az 1. pont szerint mm ívhossz (érték b attól függ gáz összetétel ívoszlop);
L d az ív hossza, mm.
Kis és ultra nagy áramok mellett U d függ a hegesztőáram nagyságától.
A hegesztőív statikus áram-feszültség karakterisztikáját a 2. ábra mutatja. 17. A környéken én az áram növekedése 80-ra és az ívfeszültség hirtelen csökkenéséhez vezet, ami annak a ténynek köszönhető, hogy alacsony teljesítményű ívek esetén az áram növekedése növeli az ívoszlop keresztmetszeti területét, valamint az elektromos vezetőképességét. A hegesztési ív statikus jellemzőinek alakja ebben a szakaszban csökken. Az eső áram-feszültség karakterisztikával rendelkező hegesztőív stabilitása alacsony. A környéken II (80 - 800 és) az ívfeszültség szinte változatlan marad, ezt magyarázza az ívoszlop keresztmetszetének és az aktív foltoknak a hegesztési áram értékének változásával arányos növekedése, ezért az áramsűrűség és a feszültségcsökkenés az ívkisülés minden szakaszában állandó. Ebben az esetben a hegesztőív statikus jellemzője merev. Az ilyen ívet széles körben használják a hegesztési technológiában. A hegesztési áram több mint 800% -kal növekszik és (terület III) Az ívfeszültség ismét emelkedik. Ezt az áramsűrűség növekedése magyarázza anélkül, hogy a katódfolt növekedne, mivel az elektróda felülete már nem elegendő a normál áramsűrűségű katódfolt befogadására. A növekvő jellemzőkkel bíró ív széles körben alkalmazható a süllyesztett ívhegesztésben és a védőgázokban.

A hegesztési ív gerjesztésének pillanatában zajló folyamatok. Rövidzárlat esetén az elektróda vége érintkezésbe kerül a termékkel. Mivel az elektróda végfelületének egyenetlen felülete van, az elektróda végének teljes síkja mentén nem kerül érintkezés (18. ábra). Az érintkezési pontokon az áram sűrűsége nagyon nagy értéket ér el, és ezekben a pontokban a felszabaduló hő hatására a fém azonnal megolvad. Az elektród termékből történő eltávolításakor az olvadt fém zóna - a folyadékhíd meg van nyújtva, a keresztmetszete csökken, és a fém hőmérséklete megemelkedik. Amikor az elektródot eltávolítják a termékből, a folyékony fémhíd eltörik, gyors párolgás következik be (fém „robbanás”). Ebben a pillanatban a kisülési rést melegített ionizált fémgőzök, elektróda bevonat és levegő töltik meg - hegesztőív jön létre. Az íves folyamat csak egy másodperc tört. A gázok ionizációja az ívrésben a kezdeti pillanatban a katód felületéből származó hőionos emisszió eredményeként, a fém és az elektród bevonatának éles túlmelegedése és megolvadása következtében fellépő szerkezeti zavarok miatt.

Az elektronáram sűrűségének növekedése az oxidok és az olvadt fluxusok vagy az elektród bevonatok kialakult felületi rétegei miatt is csökken, amelyek csökkentik az elektronok munkafunkcióját. A folyékony fém hídjának szakadásakor a potenciál hirtelen csökken, ami hozzájárul a terepi emisszió kialakulásához. A potenciális esés lehetővé teszi az emissziósáv sűrűségének növelését, az elektronok kinetikus energiájának felhalmozódását fématomokkal történő rugalmatlan ütközésekhez és ionizált állapotba való átvitelüket, ezáltal növelve az elektronok számát és ennek következtében az ívrés vezetőképességét. Ennek eredményeként az áram növekszik és a feszültség csökken. Ez egy bizonyos határig megtörténik, és akkor kezdődik az ív kisülésének stabil állapota - az ív égése.
Katód régió. A katodikus feszültségesés területén zajló folyamatok fontos szerepet játszanak a hegesztési folyamatokban. A katódos feszültségcsökkenés régiója primer elektronok forrása, amelyek gerjesztő ionizált állapotban támasztják alá az ívrés gázát, és nagy mobilitásuk miatt a töltés nagy részét rájuk hordozzák. Az elektronok elválasztását a katód felületétől elsősorban a termikus és a mezőkibocsátás okozza. Az elektronoknak a katód felületéről történő eltávolítására és a fém lerakódására fordított energiát bizonyos mértékben ellensúlyozza az ívoszlop energiája, pozitív töltésű ionok áramlása miatt, amelyek ionizációs energiájukat a katód felületén adják. A katódos feszültségesés területén zajló folyamatok az alábbiak szerint mutathatók be.
1. A katód felületéről kibocsátott elektronok megkapják a molekulák és gázatomok ionizációjához szükséges gyorsulásokat. Bizonyos esetekben a katódos feszültségcsökkenés megegyezik a gázionizációs potenciállal. A katódos feszültségcsökkenés nagysága a gáz ionizációs potenciáljától függ és 10-16 lehet -ban.
2. A katódzóna kicsi vastagsága miatt (kb. 10–5 mm) lát) az abban lévő elektronok és ionok ütközések nélkül mozognak, és megközelítőleg megegyezik az elektron szabad útvonalával. A katódzóna vastagságának empirikus eredményei 10–4 alatt vannak lát.
3. Az áram sűrűségének növekedésével a katód régió hőmérséklete megemelkedik.
Az ív oszlop. Az ívoszlopban háromféle töltött részecske található - elektronok, pozitív ionok és negatív ionok, amelyek a pólusban lévő ellenkező jelre mozognak.
Az ívoszlop semlegesnek tekinthető, mivel a negatív részecskék töltésének összege megegyezik a pozitív részecskék töltésének összegével. Az ívoszlopot jellemzi a töltött részecskék képződése és a töltött részecskék semleges atomokba történő újraegyesítése (rekombináció). Az elektronok áramlása a kisülési rés gázrétegén keresztül elsősorban rugalmas ütközéseket okoz a gáz molekuláival és atomjaival, ami nagyon magas hőmérsékletet eredményez. Ionizáció az elasztikus ütközések miatt is lehetséges.
Az ívoszlop hőmérséklete a gázok összetételétől, a hegesztési áram nagyságától (a hőmérséklet az áram növekvő növekedésével), az elektróda bevonat típusától és a polaritástól függ. Fordított polaritás esetén az ívoszlop hőmérséklete magasabb.
Anód régió. Az anód régió nagyobb mértékben és kisebb feszültséggradienssel rendelkezik, mint a katód régió. A feszültségcsökkenést az anód régióban az elektronok az ívkisülés oszlopából történő kivonásának és az anódba való belépésük gyorsulásának eredményeként hozzák létre. Az anód régióban elsősorban csak egy elektronikus áram van, mivel a negatív töltésű ionok kis száma miatt alacsonyabb sebességű, mint az elektron. Az anód felületére eső elektron nemcsak a kinetikus energiát szolgáltatja a fémnek, hanem a munkafunkció energiáját is, tehát az anód az ívoszlopról energiát kap nem csak elektronáram, hanem hőkibocsátás formájában is. Ennek eredményeként az anód hőmérséklete mindig magasabb, és több hő szabadul fel rajta.
A hegesztőív jellemzői váltakozó árammal működnek. Váltóáramú hegesztéskor (ipari frekvencia 50 per másodperc), a katód és az anód foltok másodpercenként 100-szor változnak. A polaritás megváltozásakor létrejön az úgynevezett "szelephatás", amely az áram részleges korrigálásából áll. Az áram helyreigazítása az elektronkibocsátás folyamatosan változó hatására következik be, mivel amikor az áram iránya megváltozik, az elektród és a termék kibocsátási áramának kibocsátási feltételei nem lesznek azonosak.
Ugyanazokkal az anyagokkal az áramot szinte nem javítják ki, ezért hívják az áram helyreigazítását a hegesztési ívben dC komponens, amely argonnal ívhegesztés az alumínium negatívan befolyásolja a folyamatot. A váltakozó árammal működő hegesztőív égési stabilitása alacsonyabb, mint az egyenáram által táplált ív égési stabilitása. Ennek oka az a tény, hogy az áram nullán keresztüli átmenetekor és a polaritás változásakor minden félciklus elején és végén az ív elhalványul. Az ív kioltásakor az ívrés hőmérséklete csökken, ami az ívoszlop gázok ioncseréjét okozza. Ugyanakkor az aktív foltok hőmérséklete csökken. A hőmérséklet különösen az aktív ponton esik le, amely a hegesztési medence felületén helyezkedik el a termék hőelvezetése miatt. A folyamat hőtehetetlensége miatt a hőmérséklet-csökkenés némileg elmarad az áram nullán keresztüli fázisátmenetétől. Az ívgyújtás az ívrés csökkent ionizációja miatt az egyes félciklusok elején csak az elektróda és a termék közötti feszültség megnövekedése esetén lehetséges, az úgynevezett gyújtási csúcsot. Ha a katódfolt az alapfémen van, akkor ebben az esetben a gyújtási csúcs nagysága valamivel nagyobb. A gyújtási csúcs nagyságát befolyásolja a tényleges ionizációs potenciál: minél nagyobb a tényleges ionizációs potenciál, annál nagyobb a gyulladási csúcs. Ha a hegesztési ívben könnyen ionizálódó elemek helyezkednek el, akkor a gyújtási csúcs csökken, és fordítva, akkor növekszik, ha az ív atmoszférájában fluort tartalmazó ionok vannak, amelyek pozitív ionokkal kombinálva könnyen semleges molekulákat képeznek.
A váltakozó áramú ív fő előnyei a következők: a berendezés relatív egyszerűsége és alacsonyabb költségei, a mágneses robbantás hiánya és az oxidréteg katódos permetezése jelenléte az alumínium argon-ívhegesztésekor. A katódos permetezés a hegesztési medence pozitív ionokkal bombázott folyamata abban a pillanatban, amikor a termék katód, amelynek következtében az oxidfilm elpusztul.
A mágneses mező és a ferromágneses tömegek hatása a hegesztési ívre
Hegesztési ívben az ívoszlop rugalmas vezetőnek tekinthető, amelyen áthalad egy elektromos áram, és amely egy elektromágneses mező hatására megváltoztathatja alakját. Ha feltételeket teremtünk a hegesztési ív körül kialakuló elektromágneses mező kölcsönhatásához, idegen mágneses mezőkkel, a hegesztési kör saját mezőjével, valamint a ferromágneses anyagokkal, akkor ebben az esetben megfigyelhető az ívkisülés eltérése az eredeti saját tengelyétől. Ebben az esetben a hegesztési folyamat néha megszakad. Ezt a jelenséget hívják mágneses robbanás.
Vegyünk néhány példát a külső mágneses mező hegesztési ívre gyakorolt \u200b\u200bhatásának bemutatására.
1. Ha szimmetrikus mágneses mező jön létre az ív körül, az ív nem tér el, mivel a létrehozott mezőnek szimmetrikus hatása van az ívoszlopra (19. ábra, a).
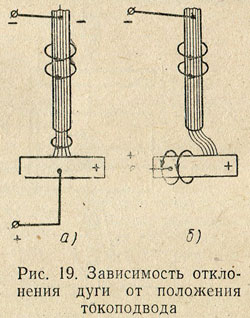
2. A hegesztési ív pólusára aszimmetrikus mágneses mező hat, amelyet a termékben áramló áram hoz létre; az ívoszlop az aktuális vezetékkel ellentétes irányba tér el (19.6 ábra).
Az elektróda dőlésszöge, amely szintén ívhajlást okoz, szintén jelentős (20. ábra).

Az ív elhajlását befolyásoló erős tényező a ferromágneses tömegek: a masszív hegesztett termékek (ferromágneses tömegek) nagyobb mágneses áteresztőképességgel bírnak, mint a levegő, és a mágneses mező vonalai mindig hajlamosak átmenni egy olyan közegen, amely kisebb ellenállású, ezért egy ívkisülés a A ferromágneses tömeg mindig eltér az irányába (21. ábra).

A mágneses mezők és a ferromágneses tömegek hatása kiküszöbölhető az áramellátás helyének, az elektróda szögének megváltoztatásával, a ferromágneses anyag ideiglenes elhelyezésével egy szimmetrikus mező létrehozásához, és az egyenáram kicserélésével.
Az olvadt fém átvitele egy ívtérben
Az olvadt fém átvitele során a gravitáció, a felületi feszültség, az elektromágneses mező és a belső gáznyomás hat.
A gravitáció abban rejlik, hogy a csepp a saját súlyának köszönhetően lefelé mozog: Ha az alsó helyzetben hegesztenek, akkor a gravitáció pozitív szerepet játszik abban, hogy a cseppet a hegesztési medencébe juttatják; Ha függőlegesen és különösen mennyezeti helyzetben hegesztenek, ez megnehezíti az elektród fém átadását.
Felületi feszültség Ez egy folyadék hajlandóságában csökkenti a felületét olyan molekuláris erők hatására, amelyek hajlamosak olyan formájúvá tenni, amely minimális energiatartalékkal rendelkezik. Ez a forma egy gömb. Ezért a felületi feszültség erő az olvadt fém cseppjének gömb alakját adja, és addig is fenntartja ezt az alakot, amíg az meg nem olvad az olvadékfürdő felületéhez, vagy a cseppek érintkezés nélkül le nem kerülnek az elektróda végéből, miután a fürdőfém felületi feszültsége „behúzza” a cseppet a fürdőbe. A felületi feszültség hatására a fürdött olvadt fém mennyezeti helyzetben tartja a hegesztést, és kedvező feltételeket teremt a varrat kialakulásához.
Az elektromágneses mező erőssége abban rejlik, hogy az elektródon áthaladó elektromos áram mágneses erőmezőt képez körül, amely nyomást gyakorol az elektróda felületére, és amely csökkenti az elektród keresztmetszetét. A mágneses erőtér nem befolyásolja a szilárd fémet. A gömb alakú olvadékcsepp felületére normálisan ható mágneses erők jelentős hatással vannak rá. Az olvadt fém mennyiségének növekedésével az elektróda végén, a felületi feszültség erőinek, valamint a nyomó mágneses erők hatására, az olvadt és a szilárd elektród fém között iszmus alakul ki (22. ábra).

Ahogy az állcsont keresztmetszete csökken, az áram sűrűsége hirtelen növekszik, és a mágneses erők nyomóhatása növekszik, hajlamosak letörni az elektródról eső csepp. A mágneses erők minimális nyomóhatást gyakorolnak a csepp gömbfelületére, amely az olvadt fürdő felé néz. Ennek oka az, hogy az ív ezen részén és a terméken az áram sűrűsége kicsi, tehát a mágneses erőtér nyomóhatása is kicsi. Ennek eredményeként a fém mindig a kis keresztmetszetű elektróda (rúd) és a nagy keresztmetszetű elektróda (termék) irányába kerül. Meg kell jegyezni, hogy az ebből adódó hasmellékben, az áram áthaladása során fellépő ellenállás növekedése miatt, nagy mennyiségű hő szabadul fel, ami az ingerület hevítéséhez és forrásához vezet. A túlmelegedés során a cseppek leválásakor képződött fémgőzök reaktív hatást gyakorolnak rá - felgyorsítják a fürdőbe való áttérést. Az elektromágneses erők mindegyikében elősegítik a fémátvitelt térbeli rendelkezések hegesztés.
A belső gáznyomás erőssége az aktívabban zajló kémiai reakciók eredményeként merül fel, annál inkább az elektród végén lévő olvadt fém melegszik túl. A reakciók kialakulásának kiindulási termékei a gázok, és a képződött gázok térfogata tízszer nagyobb, mint a reakcióban részt vevő vegyületek térfogata. A nagy és a kis cseppek elválasztása az elektróda végétől a gyors felforródás és a képződött gázoknak az olvadt fémből való eltávolítása eredményeként következik be. A fröccsenés kialakulása a nem nemesfémeken azzal is magyarázható, hogy a csepp robbanásszerűen fragmentálódik, amikor a csepp áthalad az ívrésen, mivel ebben a pillanatban növekszik az abból származó gázkibocsátás, és a cseppek egy része repül ki a hegesztési medencéből. A gázok belső nyomásának erője elsősorban a cseppet mozgatja az elektródról a termékre.
A hegesztőív fő mutatói
Fúziós együttható. A fém hegesztésekor a varrat a töltőanyag megolvadása és az nemesfém behatolása miatt képződik.
A töltőfém olvadását az olvadási együttható jellemzi
ahol α p az olvadási együttható;
G p az olvadt anyag tömege az idő függvényében t elektróda fém g
t - ív égési ideje, h;
én - hegesztőáram és.
A hegesztőív egy erőteljes, tartós elektromos kisülés az energiával ellátott elektródok között gázok és gőzök keverékében. Az ívre jellemző a magas hőmérséklet és a nagy áramsűrűség. A hegesztőív mint energiafogyasztó és az ív energiaforrása (hegesztő transzformátor, generátor vagy egyenirányító) kölcsönösen összekapcsolt energiarendszert alkot.
Ennek a rendszernek két működési módja van: 1) statikus, amikor a rendszerben a feszültség és az áram nem változik kellően hosszú ideig; 2) átmeneti (dinamikus), amikor a rendszer feszültsége és árama folyamatosan változik. A hegesztési ív égési módját azonban minden esetben az áram (I D), feszültség (U D), az elektródák közötti rés (az úgynevezett ívrés) és az ezek közötti kapcsolat határozza meg.
Az I D ívrésben három területet különböztetünk meg (1. ábra a): 1. anódos, 2. katódos és a 3. ívoszlop. A anódos és katódos tartomány feszültségcsökkenése állandó ezen hegesztési körülmények között. Az ívoszlop egységhosszonkénti feszültségcsökkenése szintén állandó érték. Ezért az ívfeszültség hosszától való függése lineáris (1. ábra, b).
A hegesztési ív stabilitását az áram és a feszültség aránya határozza meg. Ennek a függőségnek a grafikus ábrázolását (2. ábra) állandó ívhosszúsággal nevezzük az ív statikus áram - feszültség karakterisztikájának. Három fő szakasz jól látható a grafikonon: az áram növekedése a szakaszban én kíséri az ív feszültségének csökkenése; az oldalon II az ívfeszültség alig változik; az oldalon III feszültség emelkedik. Az első szakasznak megfelelő hegesztési ív égési módjai instabilok a meglévő áramforrások feszültségén. A gyakorlatban a hegesztési ív stabil lesz az áram-feszültség karakterisztika második és harmadik szakaszában. Az ív hosszának növekedésével vagy csökkenésével a jellemzők a 2. és a 3. helyzetbe kerülnek (lásd 2. ábra). Kisebb átmérőjű elektródok esetén a jellemzők balra, nagyobb átmérőjűekkel jobbra tolódnak.

Ábra. 1. Hegesztőív égő nem fogyó elektródok között: a - ívdiagram, b - az ívfeszültség (Ud) függése az ívrésről (/ d): 1 - anód régió, 2 - katód régió, 3 - ív oszlop

2. ábra Az ív volt-amper karakterisztikája (CVC)
Ábrán látható Az ív 2 volt-amper karakterisztikáját a hegesztési ív állandó hosszán vesszük. Fogyasztható elektróddal hegesztve az ívrés hossza folyamatosan változik. Ezekben az esetekben azokat a jellemzőket kell használni, amelyek meghatározzák a feszültség és az íváram közötti kapcsolatot az elektródavezeték állandó előtolási sebességénél (3. ábra, 1. és 2. görbe). Mindegyik előtolási sebesség egy bizonyos áramlási tartománynak felel meg, amelynél a hegesztőív állandó marad és az elektróda megolvad. Ebben az esetben a kis feszültségváltozásokkal a feszültség nagy határok között változhat. Ezt a függőséget nevezik a stabil működés jellemzőinek. Ez, mint az áram-feszültség jellemző, az elektróda hosszától és az előtolástól függ.
Ezek a szabályosságok érvényesek a egyenáramra és a váltakozó áramra, mivel az áram jellege nem befolyásolja az elektromos ív áram - feszültség jellemzőit. A jellemző alakját befolyásolja az elektródák geometriája és anyaga, az ívoszlop hűtési körülményei, valamint a közeg jellege, amelyben a kisülés bekövetkezik.
A hegesztési ív stabilitása és a hegesztési mód az ív kisülésének feltételeitől, valamint az áramforrások és az áramkör tulajdonságaitól, paramétereitől függ. Az energiaforrás külső jellemzője (a 3. ábrán a 3. görbe) a végpontján lévő feszültség függése a terhelési áramtól. Az energiaforrások alábbi külső jellemzőit különböztetjük meg (4. ábra): 1. esés, enyhén esés 6, kemény 5, növekvő 3 és függőleges 2. A hegesztési módszertől függően egy vagy másik külső jellemzővel rendelkező áramforrást választunk. Az egyes források beállító készüléke számos külső jellemzőt ad („jellemzők családja”). A rendszer megállapított működési módját: „hegesztőív - áramforrás” az energiaforrás külső jellemzőinek (1, 2, 3, 5 vagy 6) A metszéspontja és a hegesztési ív 7. áram-feszültség karakterisztikája határozza meg.

3. ábra: A hegesztési ív (CVC) 1.2 volt-amper karakterisztikája állandó vezeték-előtolási sebességgel (a stabil működés jellemzője) és a 3., 4. és 5. tápegység külső jellemzői

4. ábra Az 1., 2., 3., 5., 6. tápegység külső jellemzői és a 4, 7 hegesztőáram áram-feszültség jellemzői
A hegesztési folyamat akkor stabil, ha hosszú ideig folyamatban van egy ívkisülés a megadott feszültség és áram értékeknél. Amint az az 1. ábrából látható A 4. ábrán a 7 ív és az áramforrás külső jellemzőinek metszéspontjának A és B pontjában egyensúlyi áram és feszültség lép fel. Ha valamilyen okból az A pontnak megfelelő hegesztési ívben áram csökken, akkor a feszültsége alacsonyabb lesz, mint az energiaforrás feszültségének állandó állapotának értéke; ez az áram növekedéséhez vezet, vagyis az A ponthoz való visszatéréshez. Éppen ellenkezőleg: az áram véletlenszerű növekedése esetén az energiaforrás egyensúlyi feszültsége alacsonyabb, mint az ívfeszültség; ez az áram csökkenését és ennek következtében a hegesztési ív égési módjának helyreállítását fogja eredményezni. Hasonló érvelés alapján egyértelmű, hogy a B pontban a hegesztőív instabil módon ég. Az áram véletlenszerű változásai addig alakulnak, amíg el nem éri az A stabil egyensúly pontjának megfelelő értéket, vagy amíg az ív el nem szakad. Lejtős külső jellemzővel (6. görbe) stabil ívégés következik be az A pontban is.
Ha az ív áram-feszültségjellemzői egy eső szakaszon dolgoznak, a forrás külső jellemzőjének a működési pontnál meredebben esnie kell, mint a hegesztési ív statikus jellemzőjének. Az ív jellemzőinek növekedése esetén a forrás külső jellemzői lehetnek merevek 5 vagy akár növekedhetnek 3.
A kézi hegesztésnél, ha lehetséges az ív hosszának megváltoztatása, ennek elégséges stabilitási határértékkel kell rendelkeznie.
Más dolgok egyenlőek mellett a stabilitási különbség az áramforrás külső jellemzőinek meredek meredekségével növekszik. Ezért meredeken eső tulajdonságokkal rendelkező forrásokat használunk kézi hegesztéshez: egy hegesztő meghosszabbíthatja az ívöt, attól tartva, hogy el fog törni, vagy lerövidítheti, anélkül, hogy félne az áram túlzott mértékű növekedésétől.
A hegesztési ív önszabályozása. Automatikus vagy félautomata hegesztés olvadó elektróda segítségével annak előtolási sebessége (va) megegyezik az olvadási sebességgel. Az ívrés véletlenszerű csökkenésekor (a 4. ábrán a 4. görbe) az áram növekszik, és a huzal gyorsabban megolvad. Ennek eredményeként az ívrés fokozatosan növekszik, és a hegesztési ív eléri az eredeti hosszát. Ugyanez történik, ha az ív véletlenül meghosszabbodik. Ezt a jelenséget nevezzük a hegesztési ív önszabályozásának, mivel a kezdeti üzemmód helyreállítása egyetlen szabályozó befolyása nélkül történik. Az önszabályozás minél aktívabban fordul elő, annál jobb az áramforrás külső jellemzői és annál nagyobb az elektróda előtolási sebessége. Ezért a fogyóelektródával végzett gépes hegesztéshez a csillapító külső jellemzőkkel rendelkező tápegységeket kell választani. Árnyékoló gázokban lévő egyenáramú hegesztéskor, amikor a hegesztési ív statikus tulajdonságai növekvő formát öltenek, ésszerű merev jellemzőkkel rendelkező forrásokat használni az önszabályozó rendszerekhez. A nyitott áramkör feszültsége azonban kicsi, és még kisebb is lehet, mint az ív üzemi feszültsége, ami bonyolítja az eredeti gerjesztést. Ezekben az esetekben tanácsos olyan energiaforrásokat alkalmazni, amelyekben a munkadarab külső jellemzője merev vagy félig növekvő volt-amper jellemző, és a nyitott áramkör feszültsége kissé növekszik, amint azt a 2. ábra szaggatott vonal mutatja. 4.
Az AC hegesztési ív megköveteli a hegesztő ív megbízható újbóli gerjesztését az áramforrásokból. Ezt a nyitott áramkör feszültsége, a gyújtás és az ívégés, valamint a hegesztési áramkör paraméterei közötti kapcsolat helyes megválasztásával érik el. A stabil hegesztési ív előállításának legegyszerűbb módja a reaktancia beépítése a hegesztési körbe. Emiatt az ív újbóli gerjesztésének pillanatában az ív feszültsége hirtelen növekedhet (5. ábra) a gyújtási feszültség értékéhez (U3). A szaggatott t / xx görbe az áramforrás feszültségét mutatja alapjáraton. Terhelés alatt a reaktancia jelenléte miatt a hegesztőáram időben elmarad a feszültségtől.
Ha az ív megszakad, az ívrés feletti feszültségnek olyan értékre kell növekednie, amely megegyezik az áramforrás nyitott áramköri feszültségének pillanatnyi értékével. A feszültségből származó áram késése miatt ez a feszültség elegendő a hegesztési ív újbóli gerjesztéséhez (Un).
Fémátadás a hegesztési ívben és a tápegységek dinamikus tulajdonságainak követelményei. Az elektród fémnek a hegesztési medencébe történő átvitelének a következő típusait különböztetjük meg: nagycseppek, alacsony áramsűrűségre jellemzőek; kis csepp, sugárhajtómű, amikor a fém nagyon kis cseppekben áramlik az elektródból. Az olvadt fém cseppjei időszakonként bezárják az ívrést, vagy ha rövidzárlat nem fordul elő, akkor rendszeresen változtassa meg az ív hosszát. Nagy áramsűrűség mellett csekély fémcsere figyelhető meg az elektródban, anélkül, hogy a hegesztési ív hosszában és feszültségében észrevehető ingadozások lennének.
A feszültség, az áramerősség és az ívhossz periodikusan változik alapjárattól rövidzárlatig; üzemmódban az ív ég, a csepp kialakulása és növekedése. Ezt követően a csepp és a fürdő közötti rövidzárlat mellett az áram hirtelen növekszik. Ez a csepp összenyomódásához és a csepp és az elektróda közötti híd megsemmisítéséhez vezet. A feszültség szinte azonnal megemelkedik, és a hegesztőív újra gerjesztésre kerül, azaz a folyamatot periodikusan megismételjük. Az üzemmódváltás másodpercen belül történik. Ezért az energiaforrásnak magas dinamikai tulajdonságokkal kell rendelkeznie, vagyis a feszültség nagy növekedésének sebességével, amikor az áramkör megszakad, és a kívánt áramlási sebességre.

Ábra. 5 Az áram- és ívfeszültség oszcillogramja AC hegesztés közben.
Alacsony áramlási sebesség mellett a nem olvasztott huzal belép a fürdőbe. Nagyon viszonylag lassan hevítik, amely ekkor összeomlik. Ha az áram túl gyorsan növekszik, a fürdő és a csepp fém elektróda közötti híd gyorsan túlmelegszik, és robbanás közben összeomlik. Az olvadt fém egy részét permetezzük, és nem esik a varrásba.
A fröccsenés elkerülése érdekében növelni kell az áramforrás elektromágneses tehetetlenségét azáltal, hogy növelik a hegesztési kör induktivitását.
Mi az ívhegesztés alapelve? A hegesztő transzformátorból az elektróda és a hegesztett termék áramot kap, amely elektromos ívot hoz létre és tart fenn. Az elektromos ívot 7000 fokos hőmérsékleten hevítik úgy, hogy az elektród és a hegesztett termékek szélei megolvadjanak, és úgynevezett hegesztési medencét képezzenek. A hegesztési medence rövid ideig olvadt állapotban van. Ekkor az elektród olvadt fémét összekeverik a cikk olvadt fémével, és védőfóliát képeznek. Miután a hegesztési medence megszilárdult, hegesztett csatlakozás alakul ki.
Az elektromos ív létrehozásához és fenntartásához szükséges villamos energiát váltakozó áramú vagy egyenáramú forrásokból állítják elő.
Az ív volt-amper karakterisztikája.
Az ív V-amper (statikus) jellemzője az ív feszültségének a külső hálózat áramától való függése.
Az ívfeszültség a hegesztés során közvetlenül függ a hegesztési áram nagyságától és maga az ív hosszától. A kézi ívhegesztésnél minél alacsonyabb a feszültség, annál alacsonyabb az ív feszültsége. Automatikus hegesztési folyamatban az ívfeszültség csak az ív hosszától függ: minél hosszabb az elektromos ív, annál nagyobb a feszültsége, ami növeli a fém és az áramlás megolvasztásához felhasznált hőmennyiséget.
Az ívfeszültség a maximális értékre növekszik, amely után változatlan marad, amíg az elektromos ív kialszik.
Az ívfeszültség befolyásolja a hegesztés végső eredményét - a varrás minőségét és a hegesztés vastagságát. Minél nagyobb a feszültség, annál szélesebb a varrás és annál alacsonyabb a termék behatolási mélysége. Az ívfeszültség megváltoztatása az úgynevezett pórusok és az olvadt fémcseppek megjelenéséhez vezethet.
Az ívfeszültség a kézi hegesztés során kis határokon belül változik - 15-30 V, azonban az elektróda cseréjekor a feszültség 70 V-ra emelkedhet.

Az ívfeszültség függése a feszültségtől az automatikus hegesztés során.
Amikor a feszültség 80 V-ra növekszik, a hegesztés során az ívfeszültség hirtelen csökken (1. régió, 2. ábra). Kicsi ívteljesítmény mellett, a növekvő árammal, a keresztmetszeti terület és az ívoszlop elektromos áramvezetési képessége megnő. Az ívnek ezt a statikus tulajdonságát nevezzük eső; a leeső ív stabilitása alacsony. A feszültség 80 és 800 V közötti növekedésével (II. Régió, 2. ábra) az ívfeszültség szinte változatlan. Ennek oka elsősorban az a tény, hogy az ívoszlop és az aktív folt keresztmetszete növekszik. Ez a növekedés a hegesztőáram értékének változásával arányosan történik, ezért az áramsűrűség, és ezért az ívfeszültség sem változik. Az ívnek ezt a statikus tulajdonságát nevezzük szűk. A merev ívet leggyakrabban hegesztőberendezésekben használják. A feszültség több mint 800 V-os növekedésével maga az ív feszültsége ismét növekszik (III. Régió, 2. ábra). A katódfolt növekedése a feszültség növekedésével nem növekszik, amelynek következtében növekszik az áram sűrűsége és ezzel az ívfeszültség. Egy ilyen ív, úgynevezett növekvőaktívan használják a hegesztési munkákah merülve és árnyékoló gázokba és gázkeverékekbe.
Az ívfeszültség vagy a feszültségtől, vagy az ívhosszától függ, a hegesztés típusától függően - automatikus vagy kézi. A kézi hegesztés kapcsán szeretném megjegyezni, hogy az elektróda cseréje során az ívfeszültség 70 V-ra növekszik, tehát a hegesztőnek rendkívül óvatosnak kell lennie. Automatikus hegesztési eljárás esetén az áramütés valószínűsége sokkal alacsonyabb.
A hegesztő anyagok fizikai alapjai
A hegesztés különböző szilárd anyagok magas hőmérsékleten történő összekapcsolásának folyamata. Ennek lényege az atom-molekuláris kötések kialakulásában rejlik az összekötő termékek szerkezeti elemei között. Úgy tervezték, hogy egyesítse a különféle alkatrészek fémfelületeit. Ezért annak lényegét és mechanizmusát figyelembe kell venni a fémes anyagokon.
A folyamat kétféle módon hajtható végre: olvadás és nyomás.
Az első az, hogy a fémfelületek összekapcsolásának területén a hőmérsékletet a megfelelő olvadáspontra állítják, és mindegyik megolvad. Ezután mindkét folyékony fémek összeolvadnak, és közös hegesztési medencét képeznek, amely hűtéskor kristályosodik, és szilárd réteget képez, amelyet hegesztésnek hívnak.
A második esetben, magas nyomáson, a fém fokozott plasztikus deformációt mutat, és folyadékként kezd folyni. Továbbá, minden történik, mint az előző esetben.
A fenti módszerek mindegyikét a végrehajtás elve szerint osztályozzuk.
A fúziós hegesztésnek tartalmaznia kell forrasztani, azzal jellemezve, hogy csak a töltőanyag megolvad és a hegesztett főfémek olvaszthatatlanok maradnak, míg a főfémek hegesztés közben részben megolvadnak.
Domináns pozíció a gyártásban fémszerkezetek az elmúlt 70 év szükséges ívhegesztés. A hegesztési munka több mint 60% -át végzi. Noha nincs más olyan módszer, amely az egyszerűség és sokoldalúság szempontjából versenyezne az ívhegesztéssel.
1881-ben N. Benardos felfedezte az ívhegesztést. 1888-1890 között N. G. Slavyanov orosz mérnök kifejlesztette és szabadalmazta az ívhegesztést fém elektródával, amely szintén töltőanyag. 1907-ben O. Kjelberg svéd mérnök bevont fém elektródákat használt, amelyek javították a hegesztett kötések minőségét.
A hegesztőív egy erős elektromos kisülés az ionizált gázok és gőzök környezetében található elektródák között.
A fém hegesztési folyamat során történő befolyásolásával az ív közvetett (független) és közvetlen (függő) hatású. Az első esetben a nemesfém nem tartozik a hegesztési körbe, és főleg az ív gázaiból történő hőátadás és annak sugárzása miatt hevítik. Ezt a módszert jelenleg az iparban nem használják.
A hegesztési módszerek osztályozása
A közvetlen ívhegesztésnél a fém a hegesztési kör elemeihez tartozik, és az egyik elektródként működik. Főleg melegítik felületének elektromosan töltött részecskékkel történő bombázásával. A fémfelület hevítésének fajlagos értéke ebben az esetben az elektróda folt tartományában nagyon magas, és 10-310 W / cm2 között van.
A hegesztést olvadó és nem fogyóelektródákkal végezzük. Az első hegesztésnek nevezzük N. G. Slavyanov módszere szerint, a második pedig N. N. Benardos módszerének megfelelően.
Az olvasztó elektródák acélból, alumíniumból és más fémekből készülnek. Még mindig töltőanyag szerepet töltenek be, amelyből hegesztett fémvarrat nagyrészt áll. A szén (grafit) vagy a volfrám elektródjai nem fogyaszthatók, és nem vesznek részt a varrat kialakulásában. Ebben az esetben a töltőanyagot oldalról vezeték vagy rúd formájában vezetik be.
Az ív táplálására direkt vagy váltakozó áramú, egy- vagy többfázisú áram, alacsony vagy magas frekvencia alkalmazható; lehetséges bonyolult kombinált sémák használata.
Hegesztéskor a következő üzemmódot kell használni: U d \u003d 10 - 50 V; \u003d 1 - 3000 A; R d \u003d 0,01 - 150 kW, ahol I d az áramszilárdság, U d a feszültség és R d az ívteljesítmény.
Az ív meggyújtása az elektród rövidre zárásával történik a termék felé. Rövidzárlati áram (SC) szinte azonnal megolvasztja a fémöt az érintkezési ponton, folyadékáthidalást eredményezve. Az elektróda eltávolításakor megnyújtódik, a fém túlmeleged és hőmérséklete eléri a forráspontot; a hő- és mezőkibocsátás hatására fémgőzök és gázok ionizálódnak - egy ív gerjesztődik. Nem fogyó elektróddal hegesztve az ív ellenőrizetlen módon gerjesztődik, nagyfrekvenciás impulzusokkal ionizálva.
Az ív alapja élesen meghatározott, fényesen ragyogó foltok az elektródok felületén. Minden áram áthalad rajtuk keresztül, amelynek sűrűsége elérheti több száz amper / 1 mm2-t. Egy DC ívben megkülönböztetik a katódot és az anódot. A foltok közötti elektromosan vezető gázcsatorna plazma - semleges atomok, elektronok és ionok keveréke az ív körülvevő légkörből, valamint az elektródákat és fluxusokat alkotó anyagokból. Csonka kúp alakú, és három területre oszlik: katód 10–10–4 mm nagyságrendű, anód - vastagsága 10 -2 - 10 -3 mm és az ívoszlop. Az ívoszlop a leghosszabb és a legmagasabb hőmérsékleti zóna. A hőmérséklete a tengelyén eléri a 6000–8000 K-ot. A foltok hőmérséklete jóval alacsonyabb - általában közel van az elektróda anyag forráspontjához (acélhoz - 3013 K). Ezért a hőmérsékleti gradiens mindkét régióban nagyon nagy (kb. 3x106 K / mm), ami erőteljes hőáramot hoz létre az ívoszlopról a katódra és az anódfoltokra.
Az ívoszlopban a feszültségcsökkenés kicsi; a térerő csak benne 1 - 5 V / mm, és hosszától szinte független. Az ívfeszültség jelentős része esik az elektróda régiókban; 4 - 5 V az anód régióban és 2-20 V a katód régióban. A régiók hossza kicsi, ezért a térerősségükben eléri a 2 × 10 5 és 10 3 V / mm értéket.
Az ívoszlopban felszabaduló energiát a térerősség, az íváram erőssége és az oszlop hossza határozza meg. Részben a fém melegítésére költik, bizonyos mértékig a sugárzás szétszórja az űrbe. Minél nagyobb az ív behatolása a hegesztett fémbe, annál kisebb az oszlop sugárvesztesége és annál nagyobb az ív hatékonysága (COP).
Az ívfeszültség, azaz az elektródák közötti potenciálkülönbség az ív hosszától, az áramszilárdságtól, valamint az elektródák anyagaitól és méretétől, valamint az ívplazma összetételétől függ.
Az ívfeszültségnek az áramszilárdságtól való függését állandó ívhosszon statikus áramfeszültségnek vagy egyszerűen az ív statikus tulajdonságának nevezzük. Nemlineáris és három szakaszból áll - eső I, kemény II és emelkedő III. Egy 4 mm hosszú ívnél, amelynek olvadó acél elektródja átmérője 4 mm, a beeső szakasz határa megközelítőleg 40-50 A, a kemény rész körülbelül 350 A.


A hegesztőív statikus jellemzői:
Alacsony áramerősségnél (a 13.4. Ábra a szakaszának I. szakasza) a közeli elektróda régiókból az elektród foltokig terjedő hőáramok nem elegendőek az utóbbi melegítéséhez az elektróda anyag forráspontjáig. Ezért az ívoszlop és az elektróda foltok közötti hőmérsékleti különbség nagyon nagy, ami azt jelenti, hogy a feszültségcsökkenés a közeli elektróda területein is nagy. Ezen felül az U csökkenése az oszlopban szintén jelentős, mivel viszonylag „hideg” és a gázionizáció mértéke kicsi. Ezért ahhoz, hogy egy ív alacsony áramok mellett égessék, nagy feszültségre van szükség. Ahogy az áramszilárdság növekszik, az elektróda foltok és az ív oszlopa felmelegedésének hőmérséklete megemelkedik, ami azt jelenti, hogy az U csökkenése a közeli elektróda régiókban és az ív oszlopában csökken. Ennek eredményeként az ívfeszültség csökken a növekvő áramerősség mellett, és a jellemző véletlenszerű.
Az áramszilárdság változása az átlagértékek tartományában az ívoszlop keresztmetszetének és mindkét folt területének arányos módosításával jár (átmérőjük kisebb, mint az elektródé). Az oszlopban az áram sűrűsége nem változik, és az ívfeszültség egészében állandó marad.
A nagy áramok területén a katódfolt az elektróda teljes végét lefedi; az áramszilárdság növekedése nem a vezetőképes csatorna területének megnövekedése, hanem a sűrűség növekedése miatt következik be. Ezért az áramszilárdság növelése érdekében meg kell növelni a feszültséget, és a közöttük fennálló kapcsolat szinte lineáris. Minél kisebb az elektróda átmérője, annál alacsonyabb az áramszilárdság, amelynél az ív jellemzői növekednek. Állandó áram mellett az ívfeszültség szinte lineárisan függ annak hosszától:
U d \u003d és + bl,
ahol és - a katód és az anód tartományban a feszültség csökkenése; l - ívhossz; b - az ívoszlop feszültsége (feszültséggradiens). Acél elektródákhoz és \u003d 8-25 V; b \u003d 2,3 - 4,3 V / mm. Ezért az ív hosszának növekedése, a ceteris paribus, statikus karakterisztikájának felfelé tolódását, lefelé csökkenését eredményezi, mivel az ívoszlop feszültségcsökkenése hosszának arányában változik (13.4. Ábra, c).
A hegesztőív egyen- és váltakozó árammal működhet. Az ív váltakozó árammal van ellátva egy hegesztő transzformátorból, állandó pedig - hegesztő egyenirányítókból és generátorokból. A legtöbb generátort kollektor hajtja egy indukciós motor három fázisa vagy egy belső égésű motorból. Az indukciós motor hajtásával felszerelt generátort hegesztőátalakítónak, belső égésű motorból pedig egységnek nevezzük. Ez utóbbiakat főleg hegesztéshez használják terepi körülmények között, ahol nincs elektromos hálózat.
A legtöbb forrást úgy tervezték, hogy áramot biztosítson egyetlen hegesztőállomáshoz. Nagyon sok hegesztőállomással rendelkező műhelyekben azonban sokkal gazdaságosabb több állomású forrást használni, amelyek egyszerre több állomást táplálnak.
Az egyenáramnak bizonyos technológiai előnyei vannak a váltakozó árammal szemben. Ezen az ív egyenletesebben ég. A polaritás megváltoztatásával beállíthatja az elektróda és a termék hevítési intenzitása közötti arányt. Ezért sokáig azt hitték, hogy kiváló minőségű hegesztett csatlakozások csak egyenárammal kapható. A modern elektródok azonban lehetővé teszik, hogy a legtöbb anyagon váltakozó árammal kiváló minőségű varratokat szerezzenek. Az AC használata az ív táplálására számos előnnyel jár. A legfontosabb a jövedelmezőség. A hegesztő transzformátor hatékonysága körülbelül 0,9; egyenirányító - körülbelül 0,7; és egy kollektorgenerátorral ellátott transzformátor körülbelül 0,45.
Így az AC hegesztés energetikailag kétszer annyira jövedelmező, mint a konverterrel végzett munka. Ezenkívül a hegesztő transzformátor lényegesen megbízhatóbb, egyszerűbben kezelhető és könnyebb, mint az egyenáramú tápegységek. Ezért az ívhegesztés nagy részét váltakozó árammal hajtják végre.
A külső volt-amper vagy egyszerűen az ív áramforrás külső jellemzője az áram és a kimenet feszültsége közötti kapcsolat egyensúlyi állapotban. Lehet meredek és merülő, merev és felfelé. A különböző hegesztési folyamatokhoz sokféle külső jellemzővel rendelkező tápegység szükséges.

A tápegységek külső jellemzői:
1, 2 - meredek és merülő; 3 - kemény; 4 - növekszik
A kézi ívhegesztéshez mind fogyóeszközökkel, mind nem fogyóelektródákkal csak a meredeken eső jellemzőkkel rendelkező tápegységekre van szükség. A kézi hegesztés jellemző az ívhossz változása. Ezért ahhoz, hogy a hegesztési medence méretei és a varrat keresztmetszete állandó legyen, meg kell határozni az áram állandóságát az ívhossz változásaival. Ez egy meredek merülési jellemzővel rendelkező energiaforrás segítségével érhető el.
Ha az ív ég, az áram és a feszültség az áramforrás kimenetén megegyezik az ív azonos paramétereivel. Az ívégetési módot a megfelelő külső és statikus jellemzők metszéspontja határozza meg. Ábrán 13.6. Pont szerint, és két ilyen pont létezik, de az ív csak a B pontnak megfelelő egyensúlyi állapotban ég majd egyenletesen. Ez az alábbiak szerint magyarázható. Ha bármilyen véletlenszerű okból az íváram csökken, akkor a forrás feszültsége nagyobb lesz, mint U d, és növeli az I értéket az áramkörben, azaz visszatér a B lépéshez. Ha az íváram növekszik, akkor annak feszültsége nagyobb lesz, mint az energiaforrásé, ami ismét a B ponthoz vezet.
Így az ív-forrás rendszer e pontjának megfelelő egyensúly önállósul. Hasonló megfontolások azt mutatják, hogy az ív üzemmód legkisebb eltérése az A ponttól vagy az ív kitörése előtt, vagy a B pontba lépés előtt alakul ki.


Az áramforrás külső jellemzői (a, c)
és az ív statikus jellemzői kézi ívhegesztésnél (b)
Így a stabil ívégetéshez szükséges, hogy a forrás külső jellemzőinek lejtése nagyobb legyen, mint az ív statikus jellemzőinek a lejtőjénél az metszéspontnál. Ezért, amikor az ív statikus jellemzőjének eső szakaszának megfelelő üzemmódokban működnek, a forrás külső tulajdonságainak még meredekebbnek kell lenniük. Ha az ív statikus tulajdonságának szinte vízszintes részének megfelelő üzemmódokban működik, akkor stabil módon ég, a meredek merülés és a forrás merülőjellemzője mellett. Ha az ív üzemmód megfelel a statikus jellemző növekvő szakaszának, akkor az ívégés stabilitását minden jellemzõvel - meredek merítéssel, lejtõvel, merev és emelkedõvel - biztosítani kell. A gyakorlatban a jellemző tulajdonság további korlátozásait vezette a vezetékes elektróda betápláló mechanizmusa a gépesített hegesztéshez. Attól függően kemény vagy lejtős jellemzőkkel rendelkező áramforrásokat használnak.
Az ív hosszának változásával a statikus jellemzõje felfelé vagy lefelé tolódik, és ennek megfelelõen eltolja az ív statikus jellemzõjének és a forrás külsõ jellemzõjének, azaz az áram üzemmódnak a metszéspontját. A kézi hegesztés során az íváramban bekövetkező változás mértéke nem haladja meg a több százalékot, mivel az áramforrás jellemzője meredek merülés.
Az ív feszültségét a (7.1.4) képlet határozza meg:
A betáplálási sebességet a padló határozza meg a (7.1.5) képlet alapján. A folyamatos keresztmetszetű elektróda huzalának olvadási tényezőjét 8 - 12 g / A ∙ h tartományban kell kiválasztani, a (7.1.6) képletet:

56 src \u003d "images / referats / 13263 / image037.png"\u003e
A helyreállított réteg minőségét befolyásolja a lerakódás lépése, amelyet a lerakódott gyöngy szélessége határoz meg, és az ívfeszültségtől függ:
![]() (7.2.1)
(7.2.1)
Lerakódási sebesség:
 (7.2.2)
(7.2.2)
ahol Kp az elektród fém hegesztésbe való átmenetének együtthatója,
a együttható, amely figyelembe veszi a hegesztési rács területének a téglalap területétõl való eltérését, a \u003d 0,7;
Az elektród fémnek a lerakódottá történő átalakítási koefficiense a következő képlettel határozható meg:
ahol Ψ az elektród fém veszteségi együtthatója, Ψ \u003d 10%;
![]()
![]()
A leválasztási sebesség kiválasztásakor figyelembe kell venni, hogy az elektródavezeték előtolási sebessége és a leválasztási sebesség között meg kell tartani a Vel / Vn arányt 1,5 - 2,5. Ez a követelmény teljesül: Vel / Vn \u003d 86,23 / 58,02 \u003d 1,5.
Rezgés amplitúdója, mm, az elektróda huzalának vége:
Az ív alacsonyabb feszültségértékei az elektródavezeték kisebb rezgési amplitúdójának felelnek meg.
Az elektróda távolsága 10 - 12 mm-re van beállítva.
A hegesztési kör induktivitása az áramforrás induktivitása és a hegesztési kör külső induktivitása miatt alakul ki. Mivel a használt egyenirányítók és generátorok induktanciája kicsi, egy további induktivitást is beépítik az áramkörbe.
Induktív ellenállásként az RSTE-24 L \u003d 0,12 GN fojtók használhatók.
A felületet fordított polaritású egyenárammal, merev külső jellemzőkkel rendelkező forrásokkal hajtják végre.
A lerakódott fém védelmére folyadékot, szén-dioxidot és fluxust használnak. Folyadék kerül a hegesztési medence farokához. Jól ionizálja az ívégetési zónát, és gyors hűtést biztosít az alkatrésznek, amelynek eredményeként az alkatrész deformációja és a hő által érintett terület mérete minimális, és a lerakódott fém keménysége és kopásállósága a legnagyobb. A folyadék használatának hátránya a helyreállított rész alacsony fáradtság, amely a pórusok megjelenésének, repedéseknek és a lerakódott réteg szerkezeti heterogenitásának köszönhető.
- 5% szóda, 1% mosószappan és 0,5% glicerin tartalmú vizes oldat;
- 20-30% glicerint tartalmazó vizes oldat stb.
Alkatrészek közepes és magas széntartalmú acélokból és ötvözött acélokból történő felületkezelésekor a folyadék áramlási sebessége 0,3 - 0,5 l / perc, alacsony széntartalmú - 1 l / perc vagy annál nagyobb. Kis átmérőjű vékony falú alkatrészek felületének felületén a folyadék áramlási sebessége 3 - 5 l / perc tartományban lehet.
A két automatikus felület üzemmódjának kiszámítása után: a beolvadt fluxus és a vibráló ív alatt, a kapott Vн felületsebesség értékeinek elemzésével megállapíthatjuk, hogy gazdaságosabb és hatékonyabb az alkatrész felületének kopását kiküszöbölni nagy sebességű felülettel, azaz automatikus vibrációs ívfelülettel, amelynél a Vn sebesség kiszámított értéke 104,4 m / h.
8. Testreszabott megmunkálás
Ezzel a javítási módszerrel a megmunkálás eredményeként létrejövő alkatrész új méretűvé válik, amely a rajz szerint eltér az eredeti (névleges) mérettől, a helyes geometriai alaktól és a szükséges felületi érdességtől. Ezt az új alkatrészméretet javító résznek hívják, és lehet nagyobb vagy kisebb, mint a névleges.
A méret megmunkálási ráhagyását az alkatrész geometriai méretei és a kezelt felület kopásának nagysága alapján választjuk meg: δ0 \u003d 0,6 mm.
A vágási ajak megegyeznek a megmunkálási támogatással megegyező mérettel: t \u003d 0,6 mm.
A durva őrlés kezdeti előtolása a fogamonkénti előtolás Sz \u003d 0,2 mm.
Vágási sebesség - perifériás marósebesség, m / perc,

ahol a Cv állandó a feldolgozás típusától, a szerszám tulajdonságaitól és a feldolgozott anyagoktól függően, Cv \u003d 332 mm;
D a maró átmérője, D \u003d 90 mm;
T az ellenállás periódusa, T \u003d 180 mm;
Sz - fogamonkénti betáplálás, Sz \u003d 0,2 mm;
B marási szélesség, B \u003d D / (1,25 - 1,5) \u003d 90 / 1,25 \u003d 72 mm;
Z a maró fogainak száma, Z \u003d 16;
Kv - a vágási sebesség általános korrekciós tényezője, figyelembe véve a tényleges vágási körülményeket;
kitevők:
A vágási sebesség teljes korrekciós tényezőjét, figyelembe véve a tényleges vágási körülményeket, Kv, a következő képlet határozza meg:
![]()
ahol Kmv - a feldolgozott anyag minőségét figyelembe vevő együttható, Kmv \u003d 1;
Kpv– együttható, figyelembe véve a munkadarab felületét Kpv \u003d 1;
Kiv– együttható, figyelembe véve a műszer anyagát, Kiv \u003d 1,5;
![]()
A vágási gyakoriságot a (6.3) képlet határozza meg, fordulat / perc:

A felület méretének ellenőrzését a felületkezelés és a megmunkálás után vonalzóval vagy fúrómérővel végezzük, a kapott értéket összehasonlítjuk a névleges értékkel. Eltérés esetén az alkatrészt újra felszínre vesszük, majd méretre megmunkáljuk és újra irányítjuk.
9. A merülő ív automatikus felületének technológiai költségének kiszámítása
A technológiai folyamat ésszerűsítésének szakaszában meghatározzák az idő- és anyagfogyasztási normák kiszámításához szükséges kiindulási adatokat; kiszámítja és egységesíti a folyamat végrehajtásához szükséges anyagköltségeket, az anyagok felhasználási arányát; meghatározza az előadóművészek munkájának és szakmájának szintjét a műveletek elvégzéséhez e művek függvényében
Ezeknek a problémáknak a megoldására használja az idő, a fogyasztás és az anyagok szabványait.
A költség meghatározására számos módszer létezik: számvitel, tételenkénti számítás és tételesen normatív.

