ízületek Interjú szakértővel
24.09.2016 , 10:32
Hát- és ízületi problémák - közvetlen út a fogyatékossághoz! Hogyan lehet megmenteni magad és elfelejteni a fájdalmat, mondja orvosorvos, Szergej Mihailovics Bubnovsky professzor
2015-10-25A szerkesztőtől: statisztikák szerint minden nyolc orosz állampolgár oszteokondrozisban, különböző ízületi betegségekben (ízületi gyulladás, ízületi gyulladás, radikulitisz) szenved. Úgy tűnik, nem végzetes, de ... Először a betegeknek nem élniük kell, hanem létezniük kell. És csak akkor, a mobilitás korlátozása miatt, vannak olyan betegségek is, mint a sérv, anyagcsere-rendellenességek és a járhatatlanság. Arról, hogyan lehet megszabadulni az izom-csontrendszeri problémáktól és hogyan válhat egészséges emberré, az orvostudományok doktora, Bubnovsky professzor, Szergej Mihailovics kérdését kérdeztük.
Üdvözlet, Szergej Mihailovics. Mondja el nekem: igaz, hogy az ilyen első pillantásra nem halálos kimenetelű betegségek, például a radikulitisz és az oszteokondrozis súlyosabb betegségeket okozhatnak? És igaz, hogy minden nyolc orosz beteg?
Jó napot, Irina. Osteokondrozis és radikulitisz nem hal meg. De van egy fontos szempont - ha nem kezelik őket, akkor szó szerint hat hónapon belül megjelenik egy-egy kísérő betegség. Ez és a súlygyarapodás, valamint a gerinc görbülete és anyagcsere-rendellenességek. És ami a legrosszabb - az ízületek legutolsó szakaszában előfordulhat daganatok, amelyek rákhoz vezetnek.
Például kezelés nélkül a sérv rosszindulatú daganattá alakulhat. Igen, működtethető, de ... hátul van. Lehet, hogy le van tiltva.
A statisztikákról: sajnos igen - az orosz népesség több mint 50% -a szenved osteochondrosisban és radikulitiszben együttesen. És ami a legrosszabb, ez a betegség egyre fiatalabbá válik. Ha korábban 40 év feletti emberek jelentkeztek kezelésre, most a fiatalok kezdtek jönni.
Ezért, ha a hát, a nyaka vagy az ízületek fájni kezdenek, ne mindent írjon le a kimerültség miatt. Valószínűleg az egyik ilyen betegség elérte Önt.
- Mit tegyünk ilyen helyzetben?
A válaszomat kezelni kell. Csak ennek két problémája van.
Először: a legtöbb kórházban nincs olyan speciális reumatológus és sebész, akik képesek lennének időben diagnosztizálni és előírni a kezelést.
Másodszor: a kisvárosi reumatológus-sebész gyakran nem mélyül a probléma lényegébe, mivel ezeket a betegségeket krónikusnak és nem veszélyesnek tekintik. Egyszerűen olyan géleket írnak fel, amelyek kiküszöbölik a fájdalmat, és javasolják a gyakorlatok elvégzését. Vagyis ennek eredményeként az ember egyedül marad a problémájával és a fájdalmával.
Természetesen intézetünk, személyesen, a csapatom és én próbáljuk megoldani ezt a helyzetet. De sajnos nem adhatunk rendeléseket a regionális klinikáknak és szabályozhatjuk a helyzetet.
Ezért úgy döntöttünk, hogy más utat választunk, és a közelmúltban valódi áttörést hajtottunk végre a „No Pain” nemzetközi projekt keretében. Biztosak vagyunk abban, hogy ez segít megváltoztatni az ország helyzetét, és segít az embereknek teljes életet élni.
- Vagyis van megoldása a hát-, nyaki- és ízületi fájdalom problémájára?
Igen van. A projekt részeként megkaptuk az első, a program keretében létrehozott drogot -. Korábban ezt az eszközt nem szállították Oroszországba, mivel nem volt engedély és a szükséges kapacitások, és az összes rendelkezésre álló felet Kínában és az Egyesült Államokban vásárolták meg. Elértünk részt venni az "Artropant" krém fejlesztésében és kutatásában, és most Oroszországba szállítják!
- Pontosan mi az áttörés, mi ez a gyógyszer?
Az Arthropant bizonyított krém az ízületi fájdalmak, ízületi gyulladások és ízületi gyulladások elleni küzdelemhez, egyszerűen újraindítja a testet és magában foglalja a sérült sejtek regenerációját. Vagyis kiküszöböli a fájdalom okát, és visszaállítja a gerinc, az ízületek eredeti, normál állapotát. Vagyis ennek eredményeként a beteg nem csak megszabadul a tünetektől, hanem teljesen egészséges emberré is válik.
Először az Arthropant újraindítja a test regenerációs rendszerét, egyidejűleg leállítva a fájdalom szindrómát. Mindössze két vagy három hét alatt a kezelés befejeződik, és ami a legfontosabb, hogy a kezelés azonnal megismétli a fájdalom újbóli megjelenését.
- Az "Arthropant" krém csak az osteochondrosis, radikulitisz és ízületi gyulladás ellen segít?
Nem csak. Ezzel gyógyíthatja az ízületek vagy a gerinc betegségeivel kapcsolatos bármely betegséget - ízületi gyulladás és ízületi gyulladás, isiában, reuma, radikulitisz és csontritkulás, a gerinctárcsák elmozdulása. Használható sarkantyúkhoz és tyúkszemhez, a marmagasságok (zsírlerakódások a negyedik csigolya környékén), sérülések, törések, diszlokációk és sok más betegség elhárításához.
Ez egy nagyon érdekes eszköz. És mi, valóban, pontosan enyhíti ezeket a betegségeket, és nem csupán kiküszöböli a fájdalmat?
Az "Artropant" krém eltávolítja a fájdalmat (a kezelés kezdeti szakaszában), és teljes mértékben kiküszöböli a betegséget. Most ez az egyetlen ilyen eszköz, amely valóban segít.
- Tehát kiderül, hogy az Artropant Oroszországban megvásárolható? És mellesleg, hol készül?
Igen, most az Artropant Oroszországban megvásárolható. Ez annak a ténynek köszönhető, hogy csatlakoztunk a projekthez és hozzájárulunk a fejlődéshez. Az ízeltlábúak egy Selkups ősi receptje szerint készülnek, amely Szibéria északnyugati részén él. A receptet nemzedékről generációra adják át, és a legszigorúbb bizalommal megőrzik.
Ezenkívül az Egészségügyi Minisztérium úgy döntött, hogy részt vesz a programban, és kompenzálja a szállítás költségeit. Ezért az "Artropant" krém kétszer olcsóbb, mint más országokban.
- És hol lehet megvásárolni az Artropant-ot?
Nagyszabású értékesítést akartunk indítani az ország gyógyszertári láncaiban, de sajnos a gyógyszertárak nem akarják az Arthropant krémet a költségeik alatt eladni, és nagy százalékot akarnak.
Ezért feladtuk egy ilyen ötletet, és úgy döntöttünk, hogy megfizethető költségeket tartunk fenn, és lehetőséget biztosítunk a lehető legtöbb ember gyógyulására. Most megvásárolhatja a krémet a projekt hivatalos weboldalán.
A kézbesítés postai úton, kézbesítéskor történik, és a krém használatához nincs szükség speciális ellenőrzésre - a kezelés a lehető legegyszerűbb.
Szergej Mihailovics, köszönöm az interjút! Lehet, hogy el akar mondani valamit az olvasóinknak, mielőtt elbúcsúzna?
Természetesen. Felhívom az olvasók figyelmét, hogy a hát és az ízületek betegségei egyre fiatalabbá válnak, s még enyhe időszakos fájdalom is alkalom arra, hogy odafigyeljünk a problémára. Ugyanakkor az egészség megtakarítása közvetlenül tőled függ. Az orvos nem fogja rávenni a kezelésre. Minden a kezedben van.
Érdemes megjegyezni, hogy a hát- és ízületi fájdalmak miatt felmerülő betegségek nem csak kellemetlenséget okoznak. Megfosztják a normális élettől és 10-15 évvel lerövidítik az életedet. Az "Artropant" krémmel megmentheti ezeket az éveket, és képes lesz normálisan élni.
Köszönöm Szergej Mihailovics! És emlékeztetjük Önt, hogy a hozzászólásokban felteheti kérdéseit, vagy véleményt nyilváníthat az "Artropant" krémről.
P.S .: Az interjú után megkérdeztük Szergej Mihailovicsot. És webhelyünk olvasói számára most lehetőség nyílik az Artropant krém megrendelésére további kedvezménnyel! És örökké elfelejti az ízületekkel és a gerincvel kapcsolatos betegségeket
Interjú: Irina Makhagonova
Fotó nyílt forrásból
Hegesztés - összetett folyamat, amelynek végrehajtását a fém előkészítésével, a hegesztett csatlakozás végrehajtásával és az azt követő ellenőrzéssel kapcsolatos egyes tevékenységek szigorú sorrendjében kell végrehajtani. Ha a hegesztést nem kapják kellő figyelmet, akkor az minden hegesztett szerkezet gyenge pontja. Ennek oka lehet a hegesztési technológia fejlesztésének hiányossága vagy egyáltalán hiánya, elégtelen irányítás, hegesztőberendezések és anyagok rossz választéka. Ennek eredményeként számos hiba és veszteség merült fel a szervezet számára annak megszüntetése érdekében. A veszteséget a végrehajtási utasítás helyes kidolgozásával lehet megakadályozni hegesztési munkák és végrehajtásának ellenőrzése.
Tehát mi a hegesztési ütemterv? A hegesztési folyamat folyamatábrája, vagy más néven a hegesztési folyamatábra, egy adott hegesztési hegesztési technológia kifejlesztésének eredménye, amely meghatározza a hegesztett hézag létrehozásának legfontosabb technológiai paramétereit, sőt, ez egy hegesztési illesztési utasítás. útvonalválasztás A hegesztést 1984. január 1-jén, több mint 30 évvel ezelőtt hagyták jóvá és üzembe helyezték. A fémszerkezetek hegesztési technológiájának kidolgozásakor minden hegesztett csatlakozást a kidolgozott hegesztési technológiai térképnek megfelelően kell elkészíteni.
A hegesztési folyamatábrának a következő adatokat kell tartalmaznia:
1. Információk a nem nemesfémből.
2. Információ a hegesztés minőségéről és előkészítéséről a hegesztéshez: vágási adatok (résméret, tompítási szög, vágási szög stb.), A horgonyok száma és elhelyezkedése, adatok az élek előzetes tisztítására, a hegesztés méretei.
3. Adatok a hegesztett termék rögzítéséről és a lehetséges hevítésről. Csakúgy, mint a hegesztési lépések sorrendje.
4. Információk a használt hegesztő berendezésekről és hegesztő anyagokról. A hegesztési anyagok és berendezések kiválasztása az irodalomból származó különféle információk alapján történik, ideértve a professzionális hegesztést (folyóiratok, cikkek), a saját tapasztalataink alapján, valamint a szervezetek áttekintése alapján.
5. A hegesztési módra vonatkozó információk - a hegesztési módszertől függően - a következők lehetnek: hegesztési áram, ívfeszültség, hegesztési sebesség, polaritás a hegesztés során, árnyékoló gázfogyasztás, huzalvezetési sebesség stb.
6. Információk a hegesztett hézag formájáról, a hegesztett hézag minőség-ellenőrzési módszereiről és terjedelméről.
A hegesztési folyamat térképének kidolgozása a hegesztett anyag elemzésével és a hegesztési módszer kiválasztásával kezdődik. Ezt követően elemzik azokat a feltételeket, amelyek között a hegesztett szerkezet működni fog, és meghatározzák, mely szabályozási dokumentumok szabályozzák ennek a szerkezetnek a gyártását és működését. Ezenkívül a szabályozási irodalom és a számított adatok szerint meghatározzuk a hegesztési módot, kiszámoljuk a szükséges áthaladások számát, a hegesztett csatlakozás geometriáját és egyéb paramétereket.
Minden hegesztési folyamatábra megkapja a saját azonosító számát, amelyet ezután jelölnek a műszaki dokumentációban és a projekt specifikációjában. A fejlesztő maga látja el a hegesztési technológiai térképet, aláírását az űrlap aljára helyezi.
Objektum felépítésekor a készletnek késznek kell lennie 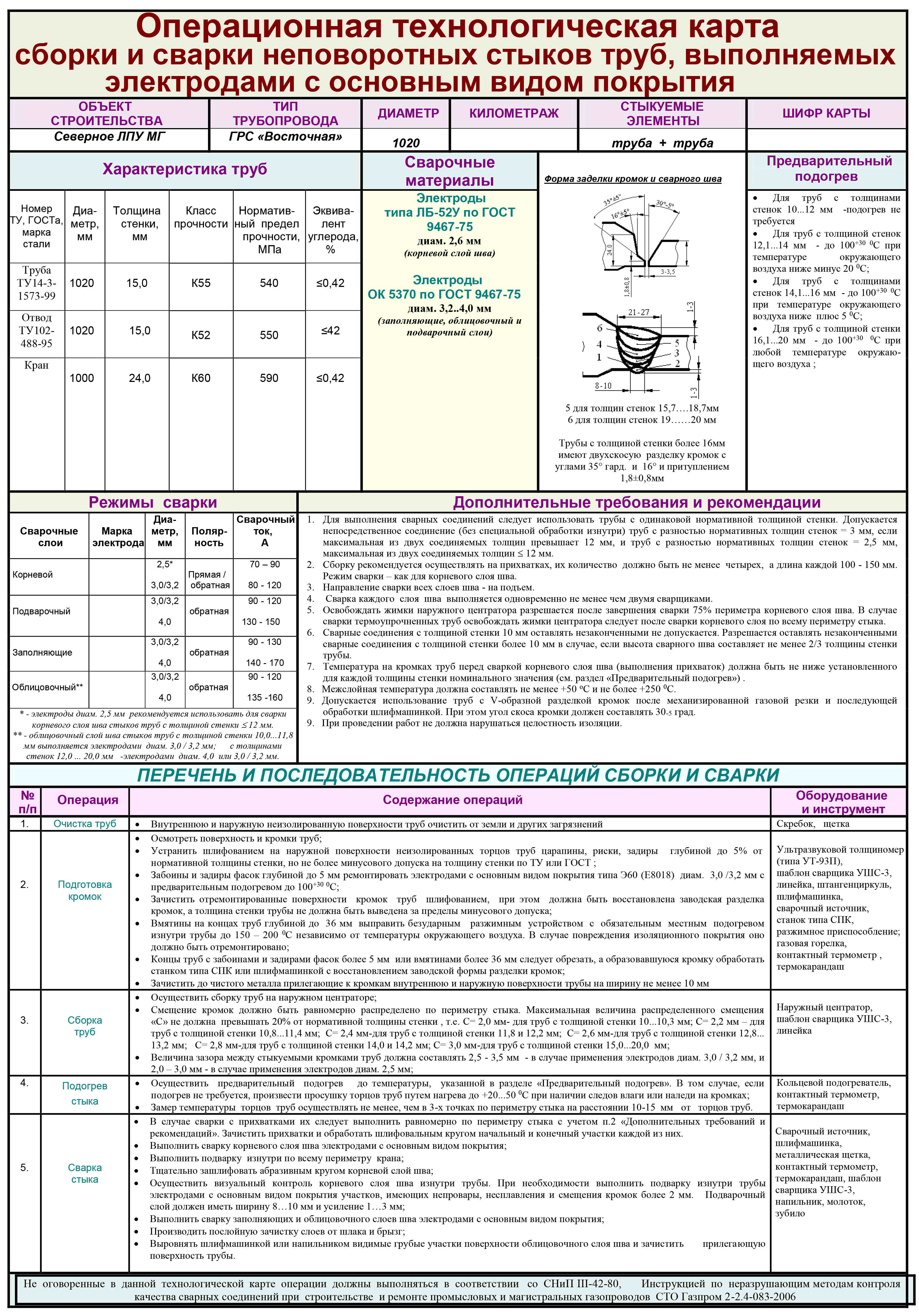 minden felhasznált technológiai térkép hegesztett csatlakozások. A hegesztési folyamat teljes kártyáját a főhegesztő osztályában tárolják. A hegesztő, amikor belép a műszakba, hegesztett kötések útvonalait kapja, amelyeket a folyamat során hajt végre. Az előkészített élek és a kész hegesztett illesztések ellenőrzését és ellenőrzését a műszaki ellenőrző szolgálat végzi a hegesztett illesztések minőség-ellenőrzési és tesztelési szakaszának megfelelően. Így nincs összetévesztés a szolgáltatások között, mivel minden szükséges információt a hegesztett csatlakozás technológiai térképe feltüntet.
minden felhasznált technológiai térkép hegesztett csatlakozások. A hegesztési folyamat teljes kártyáját a főhegesztő osztályában tárolják. A hegesztő, amikor belép a műszakba, hegesztett kötések útvonalait kapja, amelyeket a folyamat során hajt végre. Az előkészített élek és a kész hegesztett illesztések ellenőrzését és ellenőrzését a műszaki ellenőrző szolgálat végzi a hegesztett illesztések minőség-ellenőrzési és tesztelési szakaszának megfelelően. Így nincs összetévesztés a szolgáltatások között, mivel minden szükséges információt a hegesztett csatlakozás technológiai térképe feltüntet.
Minden vállalkozásnál a hegesztés előállításának megszervezésekor összeállítják a hegesztési folyamat térképeit, különben nehéz fenntartani az elvégzett munka minőségéhez szükséges paramétereket. Egyes vállalkozások nem engedhetik meg maguknak a hegesztőipar drága mérnökeinek fenntartását. Minimalizálja a mérnöki és műszaki dolgozók karbantartási költségeit, és egy szerződés és a műszaki előírások alapján a lehető leghamarabb kidolgozza a hegesztési technológiai térképeket, és kiválasztja a berendezéseket és anyagokat.
A hegesztés során elvégzett munka magas színvonalú eredményének elérése érdekében a hegesztőt olyan dokumentumnak kell vezetnie, amely helyesen írja le a hegesztés minden szakaszát az építkezésen. Az útvonalakban megadott ajánlások be nem tartása a hegesztett csatlakozás megsemmisüléséhez működés közben, ami visszafordíthatatlan következményekhez vezethet.
TÍPUSI TECHNOLÓGIAKÁRTYA (TTK)
TÍPUSI TECHNOLÓGIAKÁRTYA FÉMSZERKEZETEK SZERELÉSÉRE AZ ARK-HEGYEZÉS MÓDSZERÉVEL
1 felhasználási terület
1 felhasználási terület
Az folyamatábrát fémszerkezetek telepítésére tervezték ívhegesztő hegesztő berendezések és eszközök használata. Az útvonal felhasználható útmutatásként a munka technológiailag helyes végrehajtásához, amikor egységek és különböző célokra szolgáló alkatrészek hegesztésre kerülnek építkezésen, szerelési egységek gyártása céljából.
A fémszerkezetek hegesztéssel történő beszerelése során elvégzett munka körébe az alábbiak vonatkoznak:
- fém ereszcsatorna és csík hegesztése egyenes szakaszokban a csatlakozáshoz és hegesztésük a falhoz vagy a könyökhez;
- fém ereszcsatornák és szalagok hegesztése 90 ° -os szöget, szerkezetek hegesztése falszögekhez, ha a falon áthaladnak, szerkezetek hegesztése függőlegesen a fal konzoljain;
- ereszcsatorna, -sáv és más szerkezet hegesztése a keretsorban való leereszkedésük során és a padlólap áthaladásakor;
- konzolok beszerelése és hegesztése az épület belsejében lévő tengelybe;
- fémszerkezetek beszerelése hegesztéssel a bányában és az épület belsejében;
- rögzítés csomagtartószerkezetek hegesztésével más szerkezetekhez és repülés közben 3,0 m-ig;
- rögzítés nyílt típusú szerkezetek, csövek és csatornák hegesztésével műszaki kommunikációs elemek lerakására.
A fémszerkezetek ívhegesztési módszerrel történő felszerelése előtetők alatt, építés alatt álló épület helyiségeiben, aknákban, átmeneti alagutakban és más hegesztésre alkalmas helyiségekben végezhető. Különleges körülmények között végzett munka esetén a munka összetétele és terjedelme, a hegesztési módszerek meghatározhatók.
2. Általános rendelkezések
A hegesztőegységekkel és a fémszerkezetek alkatrészeivel végzett munkák különféle helyiségekben végezhetők, műszaki szerkezetektől mentesen vagy felszereléssel, nyitott és zárt, hideg és szigetelt helyen. Hegesztési műveletek elvégzésekor, különösen télen, az elszívó szellőztetést be kell vonni, ha van ilyen, és ha hegesztési munkákat végeznek szellőzés nélküli szigetelés céljából bezárt helyiségekben, akkor hordozható szellőztetőberendezéseket kell használni. Ha hegesztési munkákat végeznek telepített berendezésekkel felszerelt helyiségekben, akkor a készülékeket védeni kell a fémcseppek és az esőcseppek esésétől.
Általános információ a hegesztésekről
A hegesztett csatlakozás egy hegesztett szerkezet eleme, amely két vagy több szerkezeti részből és egy hegesztési varratból áll, amely ezeket az alkatrészeket összeköti (lásd GOST 5264-80. "Hegesztési varratok").
A fémszerkezetek összeszerelésekor a következő fő illesztési típusok találhatók: tompa, öl, tee, sarok.
A hegesztések a legjellemzőbb hegesztett illesztések, amelyekben az összekapcsolandó alkatrészek végei vagy szélei úgy vannak elhelyezve, hogy közöttük 1-2 mm távolság legyen. A legfeljebb 6 mm vastag alkatrészeket egyoldalas varrattal, 6 mm-nél többet pedig kétoldalas varrattal hegesztik.
A kör-kapcsolatok úgy történnek, hogy a kapcsolat egyik elemét a másikra helyezik. Az átfedésnek legalább a termék hegesztett széleinek vastagságának kétszeresének kell lennie. A hegesztő alkatrészeket mindkét oldalon hegesztik.
A T-illesztések olyan illesztések, amelyekben az egyik elem végfelülete egy bizonyos szögben a hegesztett szerkezet egy másik elemének felületéhez kapcsolódik. Erős varrás eléréséhez a hegeszteni kívánt elemek közötti résnek 23 mm-nek kell lennie.
A sarokcsuklások akkor készülnek, amikor a hegesztett elemek derékszögben vagy tetszőleges szögben vannak elhelyezve, és hegesztést végeznek ezen elemek széle mentén mindkét, mindkét oldalon.
Az összes fent leírt hegesztés varrattal készül, amely egy edzett lerakódott fém, amely összekapcsolja a hegesztett szerkezet elemeit. Welds az alábbiak szerint oszlik meg a következő kritériumok szerint: helyzet szerint az aktuális erőfeszítéshez viszonyítva (2. 1
), a térbeli helyzet szerint (5. ábra) 2
), külső formában (2. ábra) 3
).
1. ábra. A hegesztések helyzete a jelenlegi erőfeszítéshez képest:
A) oldalsó, b) elülső, c) ferde
2. ábra A varratok helyzete az űrben:
A) alsó, b) vízszintes, c) függőleges, d) mennyezet
3. ábra Hegesztési varratok külső formái:
A) domború, b) normál, c) konkáv
A hegesztéshez használt elektróda átmérőjét a hegesztendő élek vastagságától, a hegesztett illesztés típusától és a hegesztés méretétől függően kell beállítani. mert tompa ízületei gyakorlati ajánlások az elektróda átmérőjének megválasztására a hegesztett élek vastagságától függően:
|
A hegesztett élek vastagsága, mm |
||||||
|
Az elektróda átmérője, mm |
Szög- és tee-illesztések készítésekor a hegesztési láb méretét veszik figyelembe: amikor a hegesztési láb 35 mm, a hegesztést 34 mm átmérőjű elektródával, 68 mm-es lábával hegesztik, 45 mm átmérőjű elektródákat használnak. A hegesztési áramot a kiválasztott elektróda átmérőjének megfelelően kell beállítani, amelyet az elektródákhoz a köteghez ragasztott gyári címkén kell feltüntetni.
A 46 mm-es elektródák hegesztési áramát a következő képlettel lehet meghatározni:
Hol van a hegesztőáram nagysága, A;
Az elektróda átmérője, mm.
A 4 mm-nél kisebb és 6 mm-nél nagyobb átmérőjű elektródák hegesztési árama a következő képlettel határozható meg:
Ebben az esetben a módosításokat a fém vastagságának és a hegesztés helyzetének figyelembevételével kell elvégezni.
1,3–1,6 élvastagság esetén a hegesztőáram kiszámított értékét 1015% -kal, 3-nál nagyobb szélesség esetén 1015% -kal növelik. Hegesztés függőleges és mennyezeti illesztések 1015% -kal kevesebb áramot hajt végre, mint a számított.
Az ívhegesztéshez használt fém elektródákat a GOST 9466-75 szabványnak megfelelően gyártják. "Bevont fém elektródák kézi ívhegesztéshez és felülethez. Osztályozás, méretek és általános előírások."
A GOST által megállapított méretek:
Asztal 1
|
Az elektróda átmérője, mm |
Elektróda hossza mm |
|
|
szén és ötvözött huzal |
magas ötvözetű huzal |
|
Hegesztési folyamatábra - dokumentum, amely meghatározza az egyes anyagok technológiáját és hegesztési folyamatát. Leírja a fontos műszaki paramétereket és a hegesztés elkészítéséhez szükséges munka sorrendjét. A hegesztési varrat a tervezés leggyengébb pontja, ezért a technológiai térképet az alkalmazandó állami szabványoknak megfelelően fejlesztették ki, és azt speciális ellenőrző szolgálatok irányítják.
A térkép létrehozása az anyag tanulmányozásával és a hegesztési módszer kiválasztásával kezdődik. Azoknak a feltételeknek az elemzése, amelyek között a kapott terv működni fog. A referencia irodalom és a számítások alapján meghatározzuk a hegesztési módokat, az áthaladások számát, a hegesztés geometriáját és az egyéb paramétereket.
A hegesztési folyamat térképe a következő adatokból áll:
- a hegesztett alkatrészekre vonatkozó információk és jellemzők;
- információk a hézag hegesztés előtti előkészítéséről (az élek alakja, a letörések szöge és mérete);
- adatok a csapok számáról, helyéről és méretéről;
- információ az alkatrész rögzítéséről és arról, hogyan kerülhető el az alkatrészek alakváltozása vagy nyírása hegesztés közben;
- környezeti hőmérséklet, amelyen a hegesztés megengedett, vagy az alkatrészek hevítés előtti hevítésére vonatkozó adatok (ha szükséges);
- adatok a használható berendezésekről és a felhasznált fogyóeszközökről (elektródák, hegesztőhuzal, árnyékológáz);
- információk a hegesztési módokról (milyen áramot és feszültséget kell beállítani, az automatikus gépeknél a hegesztési sebesség, a becsült gázáram és a hegesztő huzal előtolás sebessége meg van adva);
- információk a kapott hegesztés ellenőrzésének és ellenőrzésének módszereiről.
A térképezés során a fő rész a hegeszteni kívánt anyagok, jellemzőik és tulajdonságaik tanulmányozása. Ha az anyag ismeretlen eredetű és tulajdonságai ismeretlenek, akkor mintákat vesznek, és a laboratóriumhoz adják az összetétel elemzése és azonosítása céljából. A kapott adatok alapján kiválasztják a fogyóeszközöket, és meghatározzák az ezen alkatrészekhez legmegfelelőbb hegesztési feltételeket és módszert. A valóságban szerkezeti acélok Ezeket szigorúan a szabványok és a sablonok szerint készítik, ezért a leggyakoribb fémek és anyagok technológiai térképét már régóta készítették.
Az útválasztás a szekvenciális munkák, rajzok és magyarázatok listájából áll. A meghibásodások, a balesetek és a veszteségek elkerülése érdekében minden komoly komolysággal figyelembe kell venni a műszaki folyamat fejlesztését, mivel ez egy egész sor munka. Az egyik szakasz hibája ahhoz vezethet, hogy a hegesztési varrat megsemmisül, még akkor is, ha az összes többi műveletet helyesen hajtották végre.
Hegesztési fémszerkezetek technológiai térképe
Leírja e technológia alkalmazási körét. Ez jelzi, hogy milyen típusú technológiát, milyen távolságra és milyen szögben kell a csatlakoztatott alkatrészeket rögzíteni a szerkezet megbízhatóságának és tartósságának biztosítása érdekében. Ez jelzi, hogy milyen körülmények között és milyen hőmérsékleten kell hegeszteni (szabadban vagy beltéri).
A következő tétel a legszélesebb körű és legfontosabb a gyártási folyamatban. Információkat tartalmaz magáról a hegesztési technológiáról és műszaki paramétereiről, amely a következő albekezdésekből áll:
- előkészítő munka és végrehajtásának szabályai;
- információk a hegesztés típusairól;
- az egyes munkafázisok sorrendjének leírása (ragasztók felszerelése, a varrás sorrendje);
- diagramok és rajzok, amelyek megmutatják, hogy a ragasztók hol vannak elhelyezve, a varratok hogyan kerülnek alkalmazásra, azok magyarázata;
- a folyamat és a biztonsági szabályok végrehajtásának feltételei;
- az előadóművészek száma és az egyes műveletek becsült ideje, valamint az összes munka;
- a szükséges készletek kiszámítása.
Az utolsó bekezdések lehetővé teszik a műszaki költségek, a határidők és azok előnyeinek kiszámítását. Így a hegesztési munkák megkezdése előtt sokáig meg lehet változtatni és kijavítani. A folyamatkártya az erőforrások és az eszközök kiszámításával, valamint az emberek számával és a hegesztési folyamathoz szükséges idővel ér véget.
Csőhegesztési útvonal
Bemutat egy dokumentumot, amely a következő fő pontokból áll:
- a műszaki folyamat hatálya;
- általános rendelkezések és ajánlások;
- technológia és a munka megszervezése;
- minőségi követelmények;
- és a munkavédelem;
- a használt műszaki dokumentáció és irodalom felsorolása;
- hegesztési technológiai kártyák.
Először azt jelzik, hogy mely objektumokhoz alkalmazható ez a térkép. Ezután az általános rendelkezések leírják:
- munkatechnika;
- minőségi feltételek és elfogadási szabályok;
- biztonsági intézkedések és munkavédelem.
- az ezen a rutinon végzett munka típusai (csőhegesztés, összeszerelés, élek előkészítése).
Fontos rész az összes műveletre vonatkozó utasítások és végrehajtásuk sorrendje. Megemlítették, hogyan kell elvégezni a felületek előzetes vizuális ellenőrzését. A csövet, a szelepeket és az elosztószelepeket megvizsgálják sérülések szempontjából, az üregeket megtisztítják és előkészítik az összeszerelésre. Fontos szempont az iránymutatás, hogy mit kell tenni, ha (sérülés) meghaladja a megengedett határértékeket. A felületi hibákat csiszolással távolítják el, miközben a maradék falvastagság nem lehet kevesebb, mint a megengedett mínusz minimum. A csövek darabokkal és hornyokkal ellátott végét levágják. Hegesztett csövek illesztésénél a gyári hossz- vagy spirálvarratok egymáshoz képest 75 mm-rel elmozdulnak.
A biztonság olyan utasításokat tartalmaz, amelyeket be kell tartani a hegesztés megkezdése előtt. Ugyancsak fel vannak tüntetve a fémszerkezetek hegesztéssel történő műszaki telepítésének helyszínének felszerelésére és a használni kívánt tűzoltó berendezésekre vonatkozó követelmények. A hegesztést az üzemi-technológiai térkép alapján kell elvégezni, amely ennek a technológiai térképnek a hegesztett csövek átmérőjén alapuló részét képezi.
A munkaminőség követelményei között szerepel a hegesztések és a megengedett eltérések ellenőrzésére szolgáló módszerek felsorolása. Nem megfelelő ellenőrzési eredmények esetén meg kell jelölni a hibák kijavításának eljárását és módszerét.
Az operatív és technológiai térképek mindent tartalmaznak leírások hegesztéshez szükséges:
- hegesztési tárgy;
- cső jellemzői;
- hegesztő fogyóeszközök;
- a vágóélek és a hegesztés alakja;
- előmelegítés (ha szükséges);
- hegesztési módok;
- kiegészítő követelmények és ajánlások;
- az összeszerelési és hegesztési műveletek listája és sorrendje.
A csőhegesztés és más fémszerkezetek technológiai térképei megjelenése teljesen azonos, de tartalommal és tartalommal különböznek.
AZ SSR UNIÓ SZAKMAI KÖZLEMÉNYES FELELŐSSÉGE
SPECIALIZÁLJON ÉS ÖSSZESEN HASZNÁLJON A TORSK O-TECHNOLÓGIAI CSEHÉRZÉKELÉS CSEH
B YURO ÉPÍTÉS TE KHNI KI SV YAZI
Állítom
Z am A GRSS vezetője
I. I. Poln Ikov
1989. március 27
ÚTVONALVÁLASZTÁS
A FÉMszerkezetek telepítéséhez ATE módszer
ÍVHEGESZTŐ
MOSZKVA - 1989
1 HASZNÁLATI TERÜLET
1.1. A technológiai térképet kifejlesztették az automatikus telefonközpontok fémszerkezeteinek ívhegesztéssel történő hegesztési módszerrel történő hegesztésére hegesztőberendezések és készülékek felhasználásával. Az útvonal felhasználható útmutatásként a munka technológiailag helyes végrehajtásához, amikor egységek és különféle rendeltetésű alkatrészek hegesztésre kerülnek autócsarnokban, keresztmetszetben, tengelyen és tápegységekben. 12. A fémszerkezetek felszerelésekor elvégzett munka köre PBX módszer A rovatvezetési listán szereplő hegesztések a következőket foglalják magukban: - a nyílt típusú ereszcsatorna hegesztése egyenes szakaszoknál a fenekén, és hegesztés falkonzolhoz vagy könyökhez; - nyitott homlokok hegesztése 90 ° -os szögben, hornyok hegesztése a falszögekhez a falon való áthaladáskor, a homlokok függőleges hegesztése a falkonzolon; - az azonos típusú ereszcsatorna hegesztése a keretsorban történő leereszkedésük során és a padlólap áthaladásakor; - darab koronák beszerelése és hegesztése a tételben; - fémszerkezetek beszerelése hegesztéssel egy bányában és egy kereszten; - rögzítés a fő csatornák hegesztésével a szokásos csatornákhoz és a fő csatorna 2,5 m-es távolságig történő hegesztése; - keresztkötésekhez és keretekhez rögzítő nyílt levegő ereszcsatorna hegesztési módszerrel, előfizetői kereszten lévő tesztcsatlakozókkal. 1. 3. A helyiségben és a helyiségben, oszlopokban, tengelyekben, perselyekben, egyenirányítókban és akkumulátorokban hegesztőegységekkel és fémszerkezetek alkatrészeivel végzett munkák végezhetők. Hegesztési munkák elvégzésekor, különösen téli időszakban, a szellőztetést be kell kapcsolni, a helyiségekben és a tengelyekben végzett hegesztési munkák során pedig hordozható szellőztetőberendezéseket kell használni. A rosszindulatú fémmel való főzés akkreditált munkáját szintén a helyén helyezték el, és az építkezésnek be kell fejeződnie az akkumulátorok beszerelésének befejezése előtt. Ha hegesztési munkákat végeznek olyan helyiségekben, ahol be van építve a berendezés, a készüléket védeni kell a fémcseppek és a vízkő behatolása ellen. tizennégy. Amikor összekapcsolják a technológiai térképet egy adott objektummal és az építkezés feltételeivel, meghatározzák a munka körét, a munkaerőköltségek kiszámítását, a műszaki és gazdasági mutatókat, valamint a gépesítési eszközöket, figyelembe véve a berendezésekből és eszközökből a rendelkezésre álló összeszerelőgép-állomány maximális kihasználását.2. A TELJESÍTMÉNY SZERVEZÉSE ÉS TECHNOLÓGIA
2.1. Előkészítő munka
2.1.1. Készítse elő a műszaki helyiségeket, ahol a fémszerkezetek összeszerelését főzés útján hajtják végre, a GOST 1 2.3.003.75, GOS T 1 2.2.007.75 szerint, és szerelje fel őket tűzoltó berendezéssel. 2.2.2. Szállítsa a szükséges szerkezeteket és részleteket a munkaterületre, és rendezze azokat a telepítési munka technológiai sorrendjének megfelelően. 2.1.3. Ismerkedjen meg a munkakörülményekkel, és ha szükséges, szerelje fel a munkaterületet a „Biztonsági és tűzbiztonsági szabályok” (SNiP III-4-80, SNiP II -01-0 2-8 5) szerint. 2.1.4. Ügyeljen arra, hogy erős szellőzés mellett működjön. 2.1.5. Készítse elő a hegesztéshez szükséges dokumentációt, eszközöket és kiegészítőket. 2.1.6. Ellenőrizze, hogy a hegesztőberendezés működik-e.2.2. Hegesztő általános
2.2. 1. A hegesztett csatlakozás egy hegesztett szerkezet eleme, amely két vagy több szerkezeti részből és egy hegesztésből áll, amely ezeket az alkatrészeket összeköti (lásd GOST 5264-80. “Hegesztési varratok”). 2.2.2. A fémszerkezetek összeszerelésekor a következő fő illesztési típusokat kell figyelembe venni: tompa, öblítő, tee, sarok. 2.2. 3. A fenékcsuklások a legjellemzőbb hegesztett illesztések, amelyekben az összekapcsolandó alkatrészek végeit vagy széleit úgy helyezik el, hogy közöttük 1-2 mm távolság legyen. A legfeljebb 6 mm vastagságú részeket egyoldalas varrattal, 6 mm-t meghaladóan pedig kétoldalas varrattal hegesztik. 2.2. 4. A felső csatlakozás úgy történik, hogy a csatlakozás egyik elemét a másikra helyezik. Az átfedés értékeinek legalább kétszeresének kell lennie a hegesztett x élek vastagságának összegével az elválasztótól. A hegesztő alkatrészek mindkét oldalon baleseteket szenvednek. 2.2 .5. A T-illesztések olyan illesztések, amelyeknél az egyik elem végfelülete egy bizonyos szögben a hegesztett szerkezet egy másik elemének felületéhez kapcsolódik. Tartós hézag létrehozásához a hegeszteni kívánt elemek közötti résnek 2-3 mm-nek kell lennie. 2.2.6. A sarokcsuklások akkor készülnek, amikor a hegesztendő elemek derékszögben vagy tetszőleges szögben vannak elhelyezve, és hegesztést végeznek ezen elemek széle mentén egyik vagy mindkét oldalról. 2.2.7. Az összes fent leírt hegesztett illesztést varrással készítik, amely egy keményen lerakódott fém, egy hegesztett szerkezet összekötő elemei. A hegesztéseket a következő kritériumok szerint lehet felosztani: a működési erőhöz viszonyított helyzet szerint (lásd az 1. ábrát), a térbeli helyzetben (lásd 2. ábra) és külső alakjuk szerint (lásd 3. ábra).Ábra. 1. A varratok helyzete a jelenlegi erőhez képest és I:
a) oldalsó, b) elülső, c) ferde
![]()
Ábra. 2. A varratok helyzete az űrben:
a) alsó, b) vízszintes, c) függőleges, d) mennyezet
Ábra. 3. Hegesztett varratok külső formái:
a) domború, b) normál, c) konkáv
2.2.8. A főzéshez használt elektróda átmérőjét a hegesztendő élek vastagságától, a hegesztett csatlakozás kilátásától és a varrat méretétől függően kell beállítani. A fenékcsuklók esetében gyakorlati ajánlásokat fogalmaztak meg az elektróda átmérőjének megválasztására, a szélezett szélek vastagságától függően: 2.2.9. A szög- és a tee-illesztések készítésekor a hegesztési láb méretét veszik figyelembe: 3–5 mm-es hegesztési lábakkal a hegesztést 3–4 mm átmérőjű elektródával, 6–8 mm-es lábakkal hegesztik, 4–5 mm átmérőjű elektródokat használnak. 2.2 .1 0. A kiválasztott elektróda átmérője szerint beállítják a főzési áram értékét, amelyet az elektródokkal a csomagoláshoz ragasztott gyári címkén kell feltüntetni. 2.2. tizenegy. A 4 ÷ 6 mm-es elektródák főzési árama a következő képlettel határozható meg:
Y \u003d (40–60) · D e,
Ahol Y a főzési áram értéke, A; Az elektród D e - di am et r, mm. 2.2. 1 2. A 4 mm-nél kisebb és 6 mm-nél nagyobb átmérőjű elektródák hegesztési árama a következő képlettel határozható meg:
I \u003d (20 + 6D e) · D e.
Ehhez javításokat kell végezni, figyelembe véve a fém vastagságát és a hegesztés helyzetét. Ha az élek vastagsága 1, 3D és mintegy 1,6 D e között van, akkor a hegesztőáram kiszámított értékét 1 0 ÷ 1 5% -kal csökkentik, és ha az élek vastagsága nagyobb, mint 3 D e, akkor ezek 1 0 ÷ -kal növekednek 15%. A függőleges és mennyezeti varratok hegesztése árammal történik, amely 1 0 ÷ 1,5% -kal kevesebb, mint a számított. 2.2. 1 3. Az ívhegesztéshez használt fém elektródákat a GOST 9466-75 szerint kell elkészíteni. „Bevont fém elektródák kézi ívhegesztéshez és felülethez. Osztályozás, méretek és általános műszaki követelmények. ” Az állami szabványos előírások által meghatározott méretek:
Asztal 1
|
Az elektróda átmérője, mm |
Elektróda hossza mm |
||
|
szén és ötvözött huzal |
magas ötvözetű huzal |
||
2.3. A munka sorrendje és módszerei
2.3. 1. Szerelje össze a hegesztőoszlopot (lásd a 4. ábrát), amelyre:
Ábra. 4. A sörfőzőhöz való kapcsolódási séma kézi főzéshez
A) szerelje fel a hegesztő transzformátort egy speciálisan felszerelt helyre, a „Biztonsági és tűzvédelmi műszaki előírások” előírásainak megfelelően. Készítse el a hegesztési transzformátort a táblázat szerint. 2.
2. táblázat
|
Transzformátor márka |
Hegesztőáram, A |
Feszültség |
Névleges teljesítmény, kV · A |
Teljes méret, mm |
Súly kg |
minősített dolgozó |
alapjáraton |
|
|
névleges |
a szabályozás határai |
|||||||
| TD - 306U 2 |
570 × 325 × 530 |
|||||||
| TD-0 6U 2 |
630 × 365 × 590 |
|||||||
| TD - 251U 2 |
420 × 260 × 450 |
|||||||
| TD - 500-4U 2 |
570 × 720 × 835 |
|||||||
| T DM-31 7U 2 |
585 × 555 × 81 8 |
|||||||
| T DM-4 01U 2 |
585 × 760 × 848 |
|||||||
| T DM-50 3U 2 |
555 × 585 × 888 |
|||||||
| T DM-50 2U2 |
720 × 845 × 780 |
|||||||
Ri s. öt. Csipeszek a hegesztőhuzal összekapcsolásához a hegesztendő elemmel:
a) külső, b) csavar
E) csatlakoztassa a hegesztési transzformátor második kapcsát az elektromos tartóhoz (lásd a 6. ábrát) az RGD vagy a P RGDO vezetékével (GOST 6731 -77E);

Ábra. 6. Az áramellátás típusai
E) válassza ki a hegesztési huzalok keresztmetszetét, amelynek hossza nem haladja meg a 3 0 m-t az ajánlott szabványok szerint:
|
A hegesztési áram legnagyobb értéke, A |
||||
| A huzalok keresztmetszeti területe, mm 2: | ||||
| egyetlen | ||||
| kettős |
U l \u003d 1, 73 Jρl / s,
Ahol U l - feszültségesés, V; J a hegesztőáram, A; ρ a vezetékek fajlagos ellenállása, Ohm · m; l a vezetékek hossza, m; s a huzalok keresztmetszeti területe, mm 2. Ha az U l értéke több mint 5% -kal haladja meg a megengedett értéket, meg kell növelni a huzalok keresztmetszetét; h) használja a szem és az arcbőr védelmére pajzsokkal, maszkokkal vagy sisakokkal történő hegesztés során (GOST 1 361-69) (lásd 7. ábra).
Ri s. 7. Környezetvédelem az ív és a fémpermet ellen
2.3.2. Az összes szükséges fali konzolra, konzolra a buszpályaudvar helyén, a kereszten, a tengelyen és az áramellátó egységeknél kövesse az utasításokat a tervezési és a használati útmutató szerint. 2.3.3. Fektesse a falhoz rögzített nyitott típusú konzolszakaszokat, csúsztassa össze őket úgy, hogy 1–2 mm rés maradjon közöttük, hegesztse az egyes barázdaszakaszokat egy éles varrással (lásd 8. ábra) és hegessze össze az ugyanazon homlokuk végső nyomvonala mindkét oldalon a konzolokhoz (lásd a 9. ábrát), ugyanazon homlok szélességével 400–6 00 mm, vagy egyik oldalán sakktábla mintázattal - nem hornyok szélességével 1 50–300 mm.
R és C 8. Hegesztési csatornák hegesztése tyk-vel
A falszögekhez a főcsatornák végeit mindkét oldalon hegeszteni kell, ahogy az az 1. ábrán látható. kilenc.
Ábra. 9. Az ereszcsatorna rögzítése a tartóhoz vagy a könyökhöz a fal mentén
2.3.4. Vezesse át a varázst és a csatornát a helyiség lyukán, mozgassa a fő csatornába, lerakva és rögzítve (lásd a 2.3.3. Szakaszt) úgy, hogy a csatornák közötti rés 1 ÷ 2 mm legyen, és a főcsatornák hegesztése egy csőben 90 ° szögben (a 10. és 11. ábra mérőkészülékével). Ebben az esetben az ereszcsatorna mindegyik oldalsó szalagja teljesen kinyúlik minden oldalról.

Ábra. 11. A fő ereszcsatorna rögzítése 90 ° -os csatlakozáson
2.3.5. Hegessze a fõsínt az árnyékolás átmenõ járatánál a falkonzolokhoz (lásd 12. ábra). A hegesztést egy öltéssel, egy csatornában, egy hegyes varrással, sakktábla mintázattal hajtják végre.
Ábra. 12. A fő panasz átjutása a falon
2.3.6. Hegessze a függőleges főcsatornákat a helyiség falához rögzített tartókhoz (lásd 13. ábra). A hegesztést minden egyes tartóhoz három oldalról kell elvégezni.

Ábra. 1 3. Rögzítés a függőleges csomagtartóban mind a falhoz
2.3 .7. Szerelje fel a főhomlok lejtőit a keretsorba (lásd a 14. ábrát), míg a barázdákat hegessze a keretsor matétkoronájához a horony mindkét oldalsó oldalának három oldalára.
Ri s. 14. Az ereszcsatorna leszállása a keretsorban
2.3.8. Szerelje fel a mágusok lejtőit a seprőnyílásoktól a padlólapon történő áthaladásuk helyére (lásd 15. ábra). A munka során, amikor a fő csatornák ívét csatlakoztatja a folyosó nyílásának keretéhez, készítse el a csatorna oldalsó szalagjainak mindkét oldalát.
Ábra. 15. A fő csatornák átmenő berendezése a mennyezeten
2.3.9. Szerelje fel a fémszerkezeteket az akna helyiségében. A réselt konzolok alapjai hegesztésre kerülnek az alapterekhez. A zárójelek felső részében főzzen acélszalagokká e 3 0 × 4. A tartó tengelybe történő beszerelésének példáját a 2. ábra mutatja. tizenhat.
Ábra. 1 6. Példa a konzolok beszerelésére az aknában
A hasított konzolok sorát egymáshoz és a helyiség falához rögzítik 40 × 50 × 4 csomagtartó szögekkel, amelyeket ezeknek a hasított konzoloknak és falszögeknek a felső részéhez hegesztenek. A helyiségekben és a tengelyekben található rendes ereszcsatornakat a fő négyzetekhez hegesztik, ráadásul mindkét oldalon a csatornának a szélső négyzetére (lásd a 9. ábrát) és a másik négyzetre hegesztenek az egyik oldalon egy sakktábla mintázattal (lásd a 17. és a 17. ábrát). (18).
Ábra. 1 7. A horony hegesztésének helye és hegesztési helyei a tételben (hozzávetőleges)

Ábra. 1 8. A barázdák helye és hegesztési helyei a tételben (hozzávetőleges)
2.3. 1 0. A keretsorok tengelyhez történő rögzítésére szolgáló csomagtartó-szögtartókat tompahegesztéssel (a 19a. Oldaltól bemenő szöggel) vagy az átfedéssel (a 19b. Oldali mólónál) kell összekapcsolni.
Ábra. 19. Példák a törzs x négyzetének illesztésére
2.3 .11. Szerelje be a légcsatornákba a tengely szoba falai mentén. A csatornák hegesztésének és hegesztésének helyét a 2. ábrán mutatjuk be. 20 és ábra 21.
Ábra. 20. A hegesztő ereszcsatorna helye és helye a bányában (hozzávetőleges)
Ri s. 21. A hegesztő ereszcsatorna helye és helye a tengelyen (hozzávetőleges)
2.3 .1 2. A fémszerkezetek télen történő felszerelése hasonlóan történik a fémablakok bányába történő felszerelésével. A kereszten lévő állványsorokat egymáshoz és a szoba falteretéhez rögzítjük 40 × 50 × 4 csomagtartó négyzetek segítségével, amelyeket a keretekhez és a fal négyzetekhez hegesztünk. A közönséges ereszcsatorna keresztben történő hegesztéssel történő rögzítése hasonlóan történik a tengelyben történő rögzítéshez. Az ereszcsatornáknak a keresztcellák fölé történő beszerelésének példáját az 1. ábra mutatja. 22.
Ábra. 22. Példa az anovk és az ereszcsatorna szájára az I rosa sejtek felett
2.3. 1 3. A fővályúk rögzítését a szokásos csövekhez rúddal hegesztik, amelyet mindkét oldalról a szokásos és a főcsatorna oldalsó csíkjaira hegesztenek (lásd 23. ábra).
Ábra. 23. A fő árok megismételése a közönség felé
2.3. 1 4. A fő csatornák rögzítését a fő csatornákhoz legfeljebb 2,5 m szélességben a főzés módszerével hajthatjuk végre, és a fő csatorna erősségét a csatorna mindkét oldalsó csíkjára hegesztett acélrudakkal erősítjük meg (lásd a 24. ábrát).
Ábra. 24. A vasaló rudak rögzítése 2,5 m-re
3. 3.1 5. A keresztirányú huzalok hornyai rögzítéséhez hasonlóan a főhornyok legfeljebb 2,5 m átmérőjű rögzítésére kerül sor hegesztési módszerrel, csak acél merevségrúd használata nélkül. A homlokfej rögzítésének példáját a 2. ábra mutatja. 25.

Ábra. 25. Példa a króm huzalokhoz való csaptelep felszerelésére
2.3. 1 6. A keret tesztcsatlakozókkal történő rögzítése az előfizetői kereszten főzés útján történik. A 9. ábra a keret hegesztéssel hegesztésének példáját mutatja. 26.
Ri s. 26. A keret rögzítése a tesztcsatlakozókkal az abontokban, hogy keresztbe kerüljenek
2. 3.1. 7. A fémszerkezetek beszerelésének befejezése után a hegesztett csatlakozásokat megtisztítják a méretarányt, ellenőrzik teljesítményüket és szürke zománccal festenek. 2.3. 1 8. A hegesztett kötések minőségének külső ellenőrzéssel történő ellenőrzése során 10x-es nagyítóval nagy hibákat lehet észlelni. A hegesztési eljárás során fellépő hibák típusait az 1. ábra mutatja. 27.
Ábra. 27. A hegesztési hibák típusa
2.3.1 9. A lakkozott hézagok hibáit az ív alatt rögzítik, ezt követõen megtisztítják a mérlegbõl és bevonják egy réteg szürke zománcba.
2.4. Hegesztéssel kapcsolatos óvintézkedések
2.4. 1. A ív áramforrások (transzformátorok), a főzési segédberendezések és a hegesztett termékek eseteit a munka megkezdése előtt földelni kell. 2.4.2. A földelést egy rézvezeték hajtja végre, amelynek egyik vége egy speciális csavarral van összekötve, amelyen az ív tápegység testén "Föld" felirat van, a másik végén pedig a földelő buszon. 2.4 .3. A hegesztő transzformátor hálózathoz történő csatlakoztatásához késkapcsolóval ellátott fali dobozokat, biztosítékokat és bilincseket használnak. A tápvezetékek hossza nem haladhatja meg a 10 métert. 2.4.4. Ha meg kell hosszabbítani a tápvezetékeket, erős szigetelőtömegű tengelykapcsolót kell használni. 2 .4.5. A tápvezetékeket 2,5 - 3,5 m magasságban függesztik fel, és a vezetékek leereszkedését fémcsövekbe zárják. 2.4.6. A hegesztési huzalokat ép ép szigeteléssel kell használni, keresztmetszetüknek meg kell felelnie a hegesztési áramnak. 2.4.7. A pajzs, a maszk vagy a sisak ellenőrző nyílásába behelyezett fényszűrőket a GOST 9497-60 szerint választják meg, a hegesztési áram függvényében. Az üveg vétószűrőknek négy típusa létezik: E-1 (30 - 75 A áramhoz), E-2 (75 - 200 A áramhoz), E-3 (200 - 400 A áramhoz), 3 - 4 (400 A feletti áramok esetén). 2.4.8. A főzéshez segítő munkavállalók szemének védelme érdekében a B-1, B-2 és B-3 fényszűrőket használják. A hegesztést ponyvából vagy vászonból készült kezeslábasban kell elvégezni, kesztyűvel és fejfedővel, míg a nadrágot nem szabad lábbelibe helyezni, a zsebeket fedelekkel kell lefedni, és a kabátot nem szabad bedugni. nadrágban. 2.4 .1 0. Mennyezet hegesztésekor vízszintesen és függőleges varratok tegye le a karját és szorosan kösse össze őket a kéz ujjaival. 2.4. tizenegy. A hegesztési varratokat csak salakból, teljes hűtés után, sima szemüvegekben keresik. 2.4. 1 2. A szellőztető berendezéseknek cserélniük kell a levegőcserét a kézi ívhegesztés során, kiváló minőségű bevonatú elektródákkal, 4000 és 6000 m 3/1 elektród-fogyasztás között. 2.4. 1 3. A munkahelyen az alábbi koncentrációk megengedettek a levegőben (mg / m 3): m mangán és vegyületei - 0,3; króm és vegyületei - 0,1; ólom és vegyületei - 0,001; hidrogén-fluorid - 0,5; oxid és zota - 5,0; benzin, ke kolofon - 300,0. A nem mérgező por és a 10 mg / m 3 feletti por koncentrációja nem engedélyezett, azonban ha a kvarctartalom a porban meghaladja a 10% -ot, akkor a nem mérgező por koncentrációja csak 2 mg / m 3 -ig megengedett.2.5. Az előadóművészek száma és képesítése
Az automatikus telefonközpontok fémszerkezetein történő hegesztéssel történő szerelési munkát összeköttetésben tartják, összesen 3 főt használva a, amely magában foglalja: 5 kategóriájú kommunikáció telepítését és két kommunikációs telepítőt sorban négyszer, amelyek közül az egyik elvégezte a végrehajtási tanfolyamokat hegesztési munkák.2.6. Munkaköltség
A T hegesztési időtartam szintén öt elemből áll: előkészítési idő - t p, alapidő - t о, kiegészítő idő - t v, kiegészítő idő - t d és kivételes idő - t s .Ahol Y \u003d 7,85 g / cm 3 a fajsúly, F \u003d 0, 5 5 s m 2 a varrat keresztmetszete, L \u003d 1 00 cm a varrás hossza, d in \u003d 1 0 g / A · h - az elektróda lerakódási együtthatója, J \u003d 1 80 A - áramszilárdság hegesztés közben, Heap. \u003d 0,25 az együttható, figyelembe véve a munka megszervezését, k az együttható, amely figyelembe veszi a munka megszervezését 1 00 cm varrásnál, és t о az ív égetésének fő ideje. Az mp kiszámítása legfeljebb x költségnél a táblázatban található. 3.
3. táblázat
|
Indokolás (ENiR és mások.) |
A művek neve |
mértékegység |
Munkakör |
Az idő normája a mértékegységre, személy-h |
A teljes mennyiség bérköltsége, emberóra |
Ár mértékegységenként, dörzsölje. |
A teljes kötet költségei, rub. |
| AT AT szerkezetek fém ablakainak beszerelése hegesztéssel |
2.7. Működési minőség-ellenőrzési rendszer
A fémszerkezetek hegesztéssel történő felszerelésének üzem közbeni minőség-ellenőrzési rendszerét a táblázat tartalmazza. 4.4. táblázat
|
Az ellenőrzés alá tartozó műveletek neve |
A műveletek minőségellenőrzése |
érintett szolgáltatások |
||||
|
munka producer |
fő- |
|||||
| Előkészítő munka | a munkahely megfelelő megszervezése. A hegesztő berendezések üzemképessége és a földi megbízhatóság. A szükséges szerkezetek és alkatrészek megléte és megfelelő elhelyezkedése | vizuálisan | d a fémablakok főzésével kapcsolatos munka megkezdéséről | |||
| hegesztett kötések minősége | Repedések, pórusok, salak jelenléte, ideértve a behatolás nélküli lerakódásokat, megereszkedést, égéseket, krátereket, egyenetlen hegesztési szélességet, a hegesztési él eltolódását | vizuálisan, 10-szeres nagyítással | hegesztés közben | |||
3. MŰSZAKI ÉS GAZDASÁGI MUTATÓK
A munka összetettsége, személynap - Időtartam, napok - Az alkalmazott szerelők száma, fő - 34. ANYAG ÉS MŰSZAKI FORRÁSOK
A szerszámok és szerelvények szükségessége vezeti az I táblázatban. öt.5. táblázat
|
Név |
Típus, márka, GOST, TU |
Mennyiség |
Időpont egyeztetés |
|
| 300 A vagy 500 A elektromos tartó |
GOST 14651-78 E |
az elektród hegesztéshez tartására | ||
| Hegesztőhuzal jelölése és PRGD L \u003d 3 m |
GOST 6371 - 77E |
elektromos tartóhoz történő csatlakoztatáshoz | ||
| Kapcsolás | vezetékek csatlakoztatására | |||
| Földi terminál | a hegesztett alkatrészhez történő csatlakoztatáshoz | |||
| Csavarhúzó, dielektromos fogantyúval, L \u003d 200 mm |
GOST 17199 -7 1 |
különböző munkákhoz hegesztő berendezések javításakor | ||
| Kombinált fogó, L \u003d 200 m m-rel |
GOST 17440 -72 |
|||
| Állítható csavarkulcs, 2. sz |
GOST 7275-75 |
vezetékek csatlakoztatására | ||
| Kalapács A 2 |
GOST 2310 - 70 |
varrás eltávolításához | ||
| Üvegvédelem (fényszűrő), E-2, E-3, E-4 típus |
GOST 9497–60 |
hogy megvédje a szemet a cselekedetektől hegesztőív | ||
| Világos üveg, mérete 52 × 1 04 × 3 | a fényszűrők védelmére | |||
| Ecsettel fémmel egy kartonra |
TU-494-01 -104-76 |
hegesztett felületek tisztításához | ||
| Hegesztő maszk |
GOST 136 1-69 |
az ív elleni védelemhez | ||
| Véső |
GOST 72 11 -72 |
varrás eltávolításához | ||
| Összecsukható Meter Allic |
GOST 7253 - 54 |
az alkatrészek és a köztük lévő távolság mérésére | ||
| Hegesztési transzformáció | ||||
| E-ctrodes |
GOST 9466-75 |

