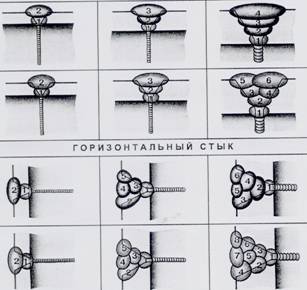
વેલ્ડીંગ માટે પાઇપ્સના આડી સાંધાને એકત્રિત કરતી વખતે, તળિયે પાઇપ પર તે સંપૂર્ણ કટીંગ ધાર કરવા માટે જરૂરી નથી. તેને માત્ર એક નાનો કટર બનાવવાની છૂટ છે, જે 10 ડિગ્રીનું મૂલ્ય છે. આ સ્વાગત વેલ્ડીંગ મેટલની પ્રક્રિયાને સુધારે છે, જ્યારે તેની ગુણવત્તા ઘટાડે છે (યોજના એ) નીચેની આકૃતિમાં). જ્યારે વેલ્ડીંગને બિન-જવાબદાર પાઇપલાઇન્સ તૈયાર કરતી વખતે, તળિયે પાઇપ પરની ધાર ઘણીવાર નીચેની આકૃતિમાં (યોજના બી જુઓ) પર અલગ થતી નથી).
અલગ સાંકડી સ્તરોવાળા પાઇપ્સના આડી સાંધાને વેલ્ડીંગ કરતી વખતે સૌથી સારા પરિણામો મેળવવામાં આવે છે. પ્રથમ રોલર સીમની રુટને ઉકળે છે (નીચેની આકૃતિમાં યોજના છે), આ માટે, 4 એમએમના વ્યાસવાળા ઇલેક્ટ્રોડ્સનો ઉપયોગ થાય છે. વર્તમાન શક્તિ 160-190A ની શ્રેણીમાં સેટ છે. ઇલેક્ટ્રોડને ચળવળની નોંધ આપવામાં આવે છે, જ્યારે સંયુક્તના અંદરના ભાગમાં થ્રેડ રોલર, 1-1.5 મીમીની ઊંચાઈ હોવી જોઈએ.
પ્રથમ સ્તરની ઓવરલે પછી, તેની સપાટીને કાળજીપૂર્વક સાફ કરવી જોઈએ. બીજી સ્તરને તેના માટે ઇલેક્ટ્રોડની એકાંતરાત્મક ચળવળ સાથે પ્રથમ સ્તરને ઓવરલેપ કરવા અને નીચલા કિનારે નીચલા ધારની ધારથી તેની સહેજ વધઘટ સાથે હાથ ધરવામાં આવે છે. બીજી લેયરનું વેલ્ડીંગ એ જ દિશામાં પ્રથમ સ્તરની વેલ્ડીંગની દિશામાં કરવામાં આવે છે.
બીજા સ્તરની કામગીરી કર્યા પછી, વેલ્ડીંગ કરનની શક્તિ 250-300 એમાં વધી છે અને ત્રીજી સ્તરનું પ્રદર્શન કરવામાં આવે છે. વેલ્ડીંગ ઇલેક્ટ્રોડ્સ દ્વારા 5mm વ્યાસથી કરવામાં આવે છે, આ તમને વેલ્ડીંગ પ્રક્રિયાના પ્રદર્શનમાં વધારો કરવાની મંજૂરી આપે છે. ત્રીજી સ્તરની પુરવઠો પ્રથમ બે સ્તરોની વેલ્ડીંગની વિરુદ્ધ દિશામાં હોવી જોઈએ. ત્રીજા રોલરને બીજા રોલરની પહોળાઈની 2/3 ઓવરલેપ કરવી આવશ્યક છે. ચોથા રોલરની ફિલ્માંકન એ જ દિશામાં થાય છે, પરંતુ તે ત્રીજા રોલર અને ઉપલા ધારના અવશેષમાં સ્થિત હોવું જોઈએ.
જ્યારે ત્રણ સ્તરોથી વધુ પાઈપોના આડી જંકશનને વેલ્ડીંગ કરે છે, ત્યારે ત્રીજાથી શરૂ થતા દરેક અનુગામી સ્તર, પાછલા એકની વિરુદ્ધ દિશામાં કરવામાં આવે છે. પાઈપો જેની વ્યાસ 200 મીમીથી વધુ નથી કરતા, સામાન્ય રીતે ઘન સીમથી વેલ્ડેડ કરે છે. જો વેલ્ડેડ પાઇપનો વ્યાસ 200mm કરતા વધી જાય, તો વેલ્ડીંગ બેકસ્ટેજ પદ્ધતિ દ્વારા કરવામાં આવે છે.
વિડિઓ: આડી જંકશન સાથે પાઈપોનું વેલ્ડીંગ
બિન-ટર્નિંગ જેકની વેલ્ડીંગ
વર્ટિકલ નોન-ટર્નિંગ જંક્શન્સઉપર તરફ વેલ્ડ.
219 મીમીથી વધુના વ્યાસવાળા પાઈપોના સાંધામાં પ્રથમ ત્રણ સ્તરોનું વેલ્ડીંગ નવીનીકરણીય પદ્ધતિમાં કરવામાં આવે છે. દરેક સાઇટની લંબાઈ 200-250 એમએમ હોવી જોઈએ.
અનુગામી સ્તરોના વિભાગોની લંબાઈ સંયુક્તની પરિઘ અડધી હોઈ શકે છે. પાઇપ સાંધા દિવાલની જાડાઈ સાથે 16 મીમી સુધીના ચિત્તભ્રમણાની લંબાઈની લંબાઈની લંબાઈથી શરૂ થઈ શકે છે, જે બીજા સ્તરથી શરૂ થાય છે.
સીમની પ્રાધાન્યતા (1-14) અને સ્તરો (i-iv) એક વેલ્ડર દ્વારા
| બીજા તબક્કે |
 |
આડું બિન-પ્રતિબિંબીત સાંધા219 મીમીથી વધુ વ્યાસ ધરાવતા પાઇપ, એક વેલ્ડર દ્વારા કરવામાં આવે છે, તે 200-250 એમએમની લંબાઈવાળા વિભાગોની નવીકરણક્ષમ પદ્ધતિમાં વેલ્ડ કરવું જરૂરી છે. ચોથા અને અનુગામી સ્તરો વેલ્ડેડ કરી શકાય છે.
પ્રાધાન્યતા (1-12) એક વેલ્ડર દ્વારા સીમ કરે છે
જ્યારે બે વેલ્ડર સાથે આડી સંયુક્ત સંયુક્ત કરવામાં આવે છે, ત્યારે રુટ સીમનું વેલ્ડીંગ અનુક્રમણિકા પાઇપ્સના વ્યાસ પર આધારિત છે. જો વ્યાસ 300 મીમીથી ઓછો હોય, તો દરેક વેલ્ડર પરિઘનો અડધો ભાગ ઉભો કરે છે. તે જ સમયે, વેલ્ડરને સંયુક્ત રીતે વિપરીત સંયુક્ત બિંદુઓમાં હોવું આવશ્યક છે. જો પાઈપનો વ્યાસ 300 એમએમ અને વધુ હોય, તો રુટ સીમ 200-250 એમએમના વિભાગોની એક અનિવાર્ય પદ્ધતિ સાથે વેલ્ડેડ થાય છે.
 |  |
||
40 મીમીથી વધુની દિવાલની જાડાઈ સાથે 300 મીમી સુધીના પાઈપોના સાંધામાં, પ્રથમ ત્રણ સ્તરોને નવીનીકરણીય પદ્ધતિમાં વેલ્ડેડ કરવું જોઈએ, અને પછીની સ્તરો વર્તુળના અડધા જેટલા વિસ્તારો છે.
25-45 એમએમની દિવાલની જાડાઈ સાથે 600 મીમીથી વધુ વ્યાસવાળા લો-એલોયેડ સ્ટીલથી બનેલા પાઇપ્સના સાંધા નીચે મુજબ છે: બધી સીમ સ્તરો 250 મીમીથી વધુના પ્લોટ દ્વારા નવીનીકરણીય પદ્ધતિથી કરવામાં આવે છે.
ChromolibDenovadium સ્ટીલથી 600 મીમીથી વધુના વ્યાસવાળા પાઇપ, બે અને વધુ વેલ્ડર એકસાથે વેલ્ડેડ કરવામાં આવે છે, જેમાંના દરેકને સંયુક્ત તેનું પોતાનું સેગમેન્ટ હોય છે. ઇનવર્સ મેથડ (200-250 એમએમના વિભાગો) લાગુ કરો. ચોથા અને અનુગામી સ્તરોને વર્તુળના એક ક્વાર્ટર જેટલા વિભાગો કરવા માટે પરવાનગી આપવામાં આવે છે.
પ્રાધાન્યતા અને સ્તરો અને રોલર્સનો અંદાજિત સ્થાન (1 - 20) જ્યારે વેલ્ડીંગ કાર્બન અને ઓછી એલોય સ્ટીલ્સથી જાડા-દિવાલોવાળા પાઇપ્સના વર્ટિકલ અને આડી સાંધા
મેન્યુઅલ ટેકનીક આર્ક વેલ્ડીંગ પાઇપ ઇલેક્ટ્રોડ્સ આવરી લે છે
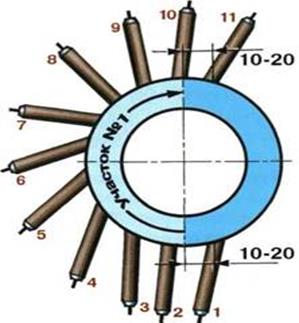
વેલ્ડેડ સીમ બે રિસેપ્શન્સ માટે કરવામાં આવે છે. જંક્શનનો પરિમિતિ શરતી રીતે વર્ટિકલ અક્ષીય લાઇન દ્વારા બે વિભાગોમાં વિભાજિત થાય છે, જેમાંના દરેકમાં ત્રણ લાક્ષણિક સ્થિતિ છે:
છત (પોઝિશન 1-3);
વર્ટિકલ (પોઝિશન 4-8);
નીચલું (પોઝિશન 9-11). દરેક પ્લોટ છત સ્થિતિથી વેલ્ડેડ થાય છે. વેલ્ડીંગ ફક્ત ટૂંકા એઆરસી સાથે જ હાથ ધરવામાં આવે છે:
જ્યાં ડી ઇલેક્ટ્રોડનો વ્યાસ છે. નીચલા સ્થાને સીમ સમાપ્ત કરો.
દરેક વિભાગના વેલ્ડીંગ વર્ટિકલ અક્ષીયથી 10 20 મીમીના વિસ્થાપનથી શરૂ થાય છે. સીમ ઓવરલેપ વિભાગ એ "લોક" સંયોજન છે - પાઇપ વ્યાસ પર આધાર રાખે છે અને 20 થી 40 એમએમ હોઈ શકે છે. પાઇપનો વ્યાસ મોટો, લાંબા સમય સુધી "કેસલ"
સીમનો પ્રારંભિક વિભાગ છત સ્થિતિમાં "એન્ગલ બેક" (પોઝ. 1,2) માં કરવામાં આવે છે. જ્યારે ઊભી સ્થિતિમાં જાય છે (પોઝ. 3-7), વેલ્ડીંગ "કોણ આગળ" છે. પોઝિશન 8 સુધી પહોંચ્યા પછી, ઇલેક્ટ્રોડ જમણા ખૂણા પર આધારિત છે, પરંતુ નીચલા સ્થાને જઈને, વેલ્ડીંગ ફરીથી "કોણ પાછળ" તરફ દોરી જાય છે.
બીજી સાઇટને વેલ્ડીંગ કરતા પહેલા તમારે સીમના પ્રારંભિક અને અંતિમ વિભાગોને ગેપ અથવા પાછલા રોલરમાં સરળ સંક્રમણ સાથે સાફ કરવાની જરૂર છે. બીજી સાઇટનું વેલ્ડીંગ એ પહેલું એક જ રીતે કરવામાં આવે છે.
રુટ સીમ માટે 3 એમએમ વ્યાસવાળા ઇલેક્ટ્રોડનો ઉપયોગ થાય છે. છત સ્થિતિમાં વર્તમાનની શક્તિ 80-95 એ. વર્તમાન ઊભી રીતે 75-90 એ ઘટાડવા માટે આગ્રહણીય છે. વેલ્ડીંગ દરમિયાન વર્તમાન વધારા ની નીચલા સ્થાને 85-100 એ.

જ્યારે વેલ્ડીંગ પાઈપો ફિટિંગ વગર સીમના મૂળની ઉચ્ચ ગુણવત્તાની રચના સાથે હોય છે, ત્યારે કેરિઅરને સતત ઇલેક્ટ્રોડને અંતરમાં ખવડાવવામાં આવે છે. પાઇપની અંદરના નિયમનને પ્રાપ્ત કરવા માટે, તમે એક કન્વેરેક્સ સપાટી સાથે સીમ મેળવી શકો છો, જેને ત્યારબાદના મિકેનિકલ સ્ટ્રિપિંગને છત સ્થિતિમાં રાખવાની જરૂર પડશે.
8 મીમીથી વધુની દિવાલની જાડાઈ સાથે પાઈપોની કાપણી ભરીને અસમાન રીતે થાય છે. નિયમ પ્રમાણે, નીચલા સ્થાને પાછળ છે. કટીંગના કટીંગને ગોઠવવા માટે, કટીંગની ટોચ પર રોલર્સને વધુ રિમેક કરવું આવશ્યક છે. અંતિમ સ્તરોએ 2 મીમીથી વધુની ઊંડાઈ પર ખાલી છોડી જ જોઈએ
 |
એક અથવા વધુ માર્ગો માટે સીમનો સામનો કરવો પડે છે. અંતિમ રોલર સમાપ્ત થાય છે જેથી કટીંગ 0.5-2 મીમીની ઊંડાઈ સુધી ભરાઈ જાય, અને કટીંગના કિનારે મુખ્ય ધાતુ ઇલેક્ટ્રોડના વ્યાસની 1/2 ની પહોળાઈ પર સાફ કરવામાં આવી.

જ્યારે દિવાલની જાડાઈ સાથે 150 મીમીથી ઓછા વ્યાસવાળા પાઇપ વેલ્ડીંગ 6 મીમીથી ઓછી હોય છે, તેમજ ઇન્સ્ટોલેશન પરિસ્થિતિઓમાં, જ્યારે ઓપરેશનના સ્થળે પાવર સ્રોત દૂર કરવામાં આવે છે, ત્યારે વેલ્ડીંગ એક અને એક પર કરવામાં આવે છે તે જ વેલ્ડીંગ વર્તમાન મૂલ્ય. તે છત સ્થિતિ પર વર્તમાન મોડને પસંદ કરવાની ભલામણ કરવામાં આવે છે, જે વર્તમાનમાં નીચલા સ્થાને છે. જ્યારે છતની સ્થિતિ ઊભી થવા પર વેલ્ડીંગ થાય છે, જેથી ત્યાં વધારે પડતા નિયમન ન હોય, તો તેને અંતરાય સીમ રચનાનો ઉપયોગ કરવો જોઈએ. આ કિસ્સામાં, પદ્ધતિ સમયાંતરે એક ધાર પર બર્નિંગ આર્કની પ્રક્રિયાને ખલેલ પહોંચાડે છે.
પાઇપની દિવાલની જાડાઈ, ગેપ અને નીરસ ધારની જાડાઈને આધારે, તેને એક રીતે એક રીતે "સ્મર્સ" સાથે વેલ્ડીંગ કરવાની ભલામણ કરવામાં આવે છે:
1. એ કિનારીઓ પર સતત એઆરસીને સળગાવો, અને સ્નાનના નિર્માણ પછી તૂટી જાય છે - બીજામાં. ખડકો અને ઇગ્નીશન વચ્ચેની વિરામ એટલી ટૂંકી હોવી જોઈએ કે મેટલ સીમ પાસે સંપૂર્ણપણે સ્ફટિકીકરણ કરવા માટે સમય નથી, અને સ્લેગ ઠંડુ છે.
2. મોટી ધાતુની જાડાઈ સાથે, એઆરસી સમાન ધાર પર પ્રગટાવવામાં આવે છે.
એઆરસી કપ્લીંગ આર્કની ઇગ્નીશન
નૉન-ટર્ન હોરીઝોન્ટલ સંયુક્ત વેલ્ડીંગ
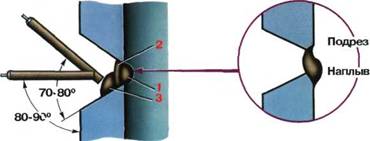
સ્થિર નિયમનની રચના સાથે વેલ્ડીંગ 3 એમએમ વ્યાસવાળા ઇલેક્ટ્રોડ દ્વારા હાથ ધરવામાં આવે છે. વેલ્ડીંગ કરન્ટને બેઝ મેટલની જાડાઈ, ધાર અને જાડાઈ જાડાઈ વચ્ચેનો તફાવત પર આધાર રાખીને પસંદ કરવામાં આવે છે. ઇલેક્ટ્રોડની ઢાળ 80-90 ° સુધી ઊભી છે. જ્યારે "એન્ગલ બેક" વેલ્ડીંગ થાય છે, ત્યારે ઢાળ મહત્તમ તપાસ પૂરી પાડે છે, અને "કોણ આગળ" ન્યૂનતમ છે.
અપર્યાપ્ત નિયમનના કિસ્સામાં, આર્કની લંબાઈ ટૂંકા રાખવી જોઈએ, અને સામાન્ય કેરેજ - મધ્યમ.
 |  |
||
રુટ સીમ વેલ્ડીંગ સ્નાનના ન્યૂનતમ કદ સાથે કરવા માટે વધુ સારું છે જેથી સીમની વિરુદ્ધ બાજુ પર કોઈ ફીડ્સ અને સ્પ્રિંગ્સ નથી.
બીજા રોલરપ્રથમ રુટ સીમ અને પાઇપના બંને ધારને ઓગળવા માટે બનાવવામાં આવી. વેલ્ડીંગ વર્તમાન સરેરાશ શ્રેણી પર સ્થાપિત થયેલ છે. કેટલની ઢાળ પ્રથમ રુટ સીમ વેલ્ડીંગની જેમ જ છે. વેલ્ડીંગ "એન્ગલ બેક" ને દોરી જાય છે. ઝડપ પસંદ કરવામાં આવે છે જેથી રોલરનું દેખાવ સામાન્ય હોય (નહી અને કન્સેવ નહીં)
ત્રીજો રોલરવધેલા મોડ્સ પર કરવું વધુ સારું છે. વેલ્ડીંગ લીડ જમણી બાજુએ અથવા "કોણ પાછળ" તરફ દોરી જાય છે. ઝડપ પસંદ કરવામાં આવે છે જેથી રોલર ત્યારબાદ રોલરના મેટલ સ્નાનને પકડી રાખશે. આર્કના પ્રવાહને બીજા રોલરની ધાર સાથે જોડાવું જોઈએ.
ચોથી રોલર- આડી. તે એક જ સ્થિતિઓ પર ત્રીજા સ્થાને કરવામાં આવે છે. ઇલેક્ટ્રોડ 80-90 ° ના ખૂણામાં પાઇપની ઊભી સપાટી પર નમેલી છે. વેલ્ડીંગ સ્પીડ સપોર્ટેડ છે જેથી કટીંગની ટોચની ધાર ઓગળી જાય, બીજા રોલરની સપાટી અને ત્રીજા રોલરની ટોચની સપાટી. દેખાવ ચોથા રોલર સામાન્ય હોવું આવશ્યક છે.
 |
"કેસલ» જોડાણશરૂઆતમાં સીમ કદમાં સરળ વધારો અને અંતિમ વિભાગમાં ઘટાડો, "RAID" ની શરૂઆતમાં 20-30 મીમી સુધીમાં ઘટાડો થાય છે.
વેલ્ડીંગ ફેશિયલ લેયરતે જ વ્યાસના ઇલેક્ટ્રોડ્સનું પ્રદર્શન કરવું જરૂરી છે, જેનો ઉપયોગ કટીંગ ભરવા દરમિયાન કરવામાં આવતો હતો, પરંતુ 4 મીમીથી વધુ નહીં. છેલ્લું ટોપ રોલર ઊંચી ઝડપે નાખવામાં આવે છે જેથી તે સાંકડી અને સપાટ થઈ જાય
ટેકનોલોજી હેન્ડ એર્ગોન-આર્ક વેલ્ડીંગ પાઇપ
તકનીકી વિકલ્પો
વેલ્ડેડ સીમ સંપૂર્ણપણે બિન-સુસંગત ઇલેક્ટ્રોડ સાથે મેન્યુઅલ એર્ગોન-એઆરસી વેલ્ડીંગ દ્વારા સંપૂર્ણપણે કરવામાં આવે છે (તે દિવાલની જાડાઈ 3 એમએમ સુધી ભલામણ કરે છે);
વેલ્ડેડ સીમ સંયુક્ત પદ્ધતિ દ્વારા કરવામાં આવે છે: રુટ સીમ - બિન-સુસંગત ઇલેક્ટ્રોડ સાથે મેન્યુઅલ આર્ગોન-આર્ક વેલ્ડીંગ, અને ત્યારબાદ સ્તરો - એક કોટેડ ઇલેક્ટ્રોડ સાથે મેન્યુઅલ આર્ક વેલ્ડીંગ (તે પાઇપ વોલ 4 એમએમની જાડાઈ પર સલાહ આપે છે અથવા વધારે).
સ્તરો અને રોલર્સનું અંદાજિત સ્થાન (1 - 8)
 |
સાંધામાં, વિવિધ તકનીકી વિકલ્પો અનુસાર રાંધવામાં આવે છે
2 મીમીની દીવાલની જાડાઈ સાથે, સંયુક્ત ક્રોસ વિભાગને એક સ્તરમાં વેલ્ડેડ કરવું જોઈએ
બિન-કરુણા ડબ્લ્યુ-ઇલેક્ટ્રોડનું મેન્યુઅલ એર્ગોન રૂપાંતરણ વેલ્ડીંગનો ઉપયોગ ઓછી કાર્બન, લો-એલોયેડ અને એલોયેડ (કાટરોધક-પ્રતિરોધક) સ્ટીલ્સથી પાઇપ્સના બિન-પ્રતિબિંબીત સાંધા માટે થાય છે. વેલ્ડેડ પાઇપ્સનો વ્યાસ 100 મીમીથી ઓછો છે, દિવાલની જાડાઈ 10 મીમી સુધી છે.
મોડ પરિમાણો પસંદ કરો
વેલ્ડિંગ વર્તમાનપસંદ કરો: સિંગલ પાસ વેલ્ડીંગ સાથે - પાઇપ વોલની જાડાઈ પર આધાર રાખીને, અને મલ્ટિ-ફ્રીક્વન્સી સાથે - રોલર ઊંચાઈ પર આધારિત, જે 2-2.5 એમએમ હોવું જોઈએ. વેલ્ડીંગનું વર્તમાન ઇલેક્ટ્રોડના 1 એમએમ વ્યાસ દીઠ 30 - 35 ની દરે સૂચવવામાં આવે છે.
ચાપ પર તાણતે ન્યૂનતમ હોવું જોઈએ, જે ટૂંકા એઆરસીના વેલ્ડીંગને અનુરૂપ છે.
વેલ્ડિંગ ઝડપનિયમન જેથી ધારની ખાતરી આપી શકાય અને ઇચ્છિત સીમ કદની રચના.
રક્ષણાત્મક ગેસ વપરાશવેલ્ડેડ સ્ટીલ અને વર્તમાન મોડના બ્રાન્ડ પર આધાર રાખે છે (8 થી 14 એલ / મિનિટ સુધી).
ફ્રન્ટ વાયરવેલ્ડેડ સ્ટીલના બ્રાન્ડ સાથે 1.6-2 મીમીનો વ્યાસ પસંદ કરવામાં આવે છે (પી. 16 પર કોષ્ટક જુઓ).
વર્ગીકરણ માટે: વેલ્ડીંગ વર્ક
પાઇપલાઇન સાંધાના મેન્યુઅલ ઇલેક્ટ્રિક આર્મ્સ વેલ્ડીંગ
પાઇપના મેન્યુઅલ ઇલેક્ટ્રિક આર્ક વેલ્ડીંગ માટે, મેટલ ઇલેક્ટ્રોડ્સનો ઉપયોગ કરવામાં આવે છે, જે ભરવા માટે ઉમેરવાની સામગ્રી તરીકે સેવા આપે છે વેલ્ડેડ સીમ અને તે જ સમયે વર્તમાન કંડક્ટર આર્કમાં.
વેલ્ડની ગુણવત્તા મોટાભાગના પાઇપની કોઇલવાળી સપાટીઓની સ્થિતિ પર આધારિત છે, જે તેમના અંતના સંયોજનની ચોકસાઈ પર અને મુખ્યત્વે ઇલેક્ટ્રોડનો ઉપયોગ કરે છે, જે મેટલ કોટેડ મેટલ રોડ છે. ઇલેક્ટ્રોડની મેટલ લાકડી વિવિધ જાડાઈ ઇલેક્ટ્રોડ વાયરથી બનેલી છે. વેલ્ડીંગ પાઇપ માટે, 2 થી 5 મીમીની જાડાઈ સાથે વાયરનો ઉપયોગ થાય છે.
ઇલેક્ટ્રોડ કોટિંગ્સ પાતળા અને જાડા છે, જે ઉચ્ચ ગુણવત્તાવાળા કોટિંગ સાથે છે. સૂક્ષ્મ (ચાક) કોટિંગ સાથે ઇલેક્ટ્રોડનું કોટિંગ મેટલ રોડના વજનના 1-2% છે. ઉચ્ચ ગુણવત્તાવાળા ઇલેક્ટ્રોડનો કૂલ મેટલ રોડના વજનના 20-30% છે.
કોટિંગ-ફોર્મિંગ સ્લેગની સૌથી મહત્વપૂર્ણ મિલકત. સ્લેગ એ નોન-મેટાલિક એલોય છે જેનું શેર વેલ્ડેડ મેટલની ચોક્કસ ગુરુત્વાકર્ષણ કરતા ઓછું છે; સ્લેગ ઉડાવે છે અને ઓગળેલા ધાતુના યાંત્રિક કવર બનાવે છે. સ્લેગ ઓક્સિજન અને નાઇટ્રોજન માટે હાનિકારક વાયુઓના અદલાબદલ વાતાવરણમાંથી અદલાબદલી વાતાવરણમાંથી શોષક ધાતુને સુરક્ષિત કરે છે.
કારણ કે સ્લેગ મુખ્ય ધાતુ કરતાં નીચા તાપમાને પીગળે છે, અને ઘનતા દરમિયાન નાજુક બનાવવામાં આવે છે, પછી વેલ્ડર સરળતાથી ઇલેક્ટ્રોડની લાકડીની લાકડીની જાડાઈથી તેને ફરીથી સેટ કરે છે. સિવીંગ સીવ ઇલેક્ટ્રિક પાઇપ વેલ્ડીંગનું ખામી છે, કારણ કે કોઈપણ બિન-ધાતુની સમાવિષ્ટો નાટકીય રીતે સીમની શક્તિને ઘટાડે છે.
થિન (ચાક) કોટિંગમાં 80-85% ચાકનો સમાવેશ થાય છે અને 15-20% પ્રવાહી ગ્લાસ છે, જે એક દ્વિસંગી સામગ્રી છે, જેના કારણે કોટિંગને લાકડી પર રાખવામાં આવે છે. આર્કના સતત બર્નિંગ માટે થિન કોટિંગની જરૂર છે, કારણ કે વારંવાર આર્ક બ્રેક વેલ્ડની ગુણવત્તાને વધુ ખરાબ કરે છે.
U.electrodes સ્ટેબલ બર્નિંગ એના જાડા કોટિંગ સાથે, પરંતુ મેટલ ડિપોઝિશન સ્લેગ લેયર હેઠળ થાય છે, જે રચનાવાળી સીમને જોઈને અટકાવે છે. સીમની મજબૂતાઈ અને વિસ્કોસીટી એ દંડ કોટિંગ સાથે ઇલેક્ટ્રોડ્સ દ્વારા કરવામાં આવેલા સીમ કરતાં નોંધપાત્ર રીતે વધારે છે. સીમની ગુણવત્તામાં સુધારો કરવો એ ધાતુના રક્ષણ અને ઇલેક્ટ્રોડના જાડા કોટથી એક સ્લેગ દ્વારા રચાયેલી હવાના નાઇટ્રોજનની ક્રિયા દ્વારા પ્રાપ્ત થાય છે, તેમજ ઘટાડાપાત્ર ધાતુમાં ઉચ્ચ ગુણવત્તાવાળા તત્વોની રજૂઆત કરે છે. આ તત્વો વેલ્ડીંગ દરમિયાન મેટલમાં કોટિંગથી આગળ વધી રહ્યા છે.
પાઇપના મેન્યુઅલ આર્ક વેલ્ડીંગ માટે, ઇ -42 અને ઇ -42 એ ઇલેક્ટ્રોડ્સનો ઉપયોગ કરવો જરૂરી છે. ઇલેક્ટ્રોડ્સમાં સૉફ્ટવેરની સમાન જાડાઈનું કોટિંગ હોવું આવશ્યક છે. ક્રેક્સ, સ્થાનિક જાડા અને અન્ય દૃશ્યમાન ખામી વિના બધા ઇલેક્ટ્રોડ્સ.
ઇલેક્ટ્રોડનો વ્યાસ કોઇલવાળા પાઇપ્સની જાડાઈને આધારે પસંદ કરવો જોઈએ. બટન જોડાણો દિવાલની જાડાઈ સાથે પાઇપ્સ - 5 મીમી સુધીના 3 એમએમના વ્યાસવાળા 3 એમએમના વ્યાસથી 100-250 એમાં અને 80-120 એ 80-120 એ.
બહુ-સ્તરવાળી માં બટન સીમ પ્રથમ સ્તરને ડીપ પ્રોવાઇડર, ત્યારબાદ સીમ - વધુ વ્યાસના ઇલેક્ટ્રોડ્સ સાથે - 4 એમએમના વ્યાસવાળા ઇલેક્ટ્રોડ દ્વારા કરવામાં આવશ્યક છે.
વેલ્ડીંગ વાયર જે પાવર સપ્લાયથી વર્તમાન સપ્લાય કરે છે વેલ્ડીંગ આર્મીહલકો, લવચીક હોવું જ જોઈએ અને વિશ્વસનીય ઇન્સ્યુલેશન હોવું આવશ્યક છે.
જ્યારે વેલ્ડીંગ, નીચેના જોડાણોના જોડાણો કરવામાં આવે છે: જેક, ટ્વિટ કરેલ, વીટીએચઆર અને કોણ.
પેક્ટરિસ્ટના સંયોજનને આ કહેવામાં આવે છે, જેમાં એક તત્વ બીજા પર સુપરપોઝ થાય છે. બાદમાંની પહોળાઈ પોતે ઓછામાં ઓછી બે મેટલ જાડાઈ હોવી જોઈએ.
તે સ્થિતિ અનુસાર વેલ્ડીંગનું ઉત્પાદન થાય છે, સીમ નીચલા, આડી, ઊભી અને છત છે. લોઅર સીમ વેલ્ડીંગ માટે સૌથી અનુકૂળ છે. તે ઇલેક્ટ્રોડ હેઠળ તળિયે સ્થિત છે, અને વેલ્ડીંગ ઉપરથી બનાવવામાં આવે છે. આડું સીમ પાઇપની પરિઘ ઊભી રીતે સ્થાપિત કરો. વર્ટિકલ સીમ સ્થાપિત સીધી પાઇપની બાજુ પર સ્થિત છે, જે તેની લંબાઈ દ્વારા વેલ્ડેડ છે. છત સીમ વેલ્ડરના માથા ઉપર કરવામાં આવે છે.
વેલ્ડીંગ પાઇપલાઇન્સ નીચલા સ્થાને (સ્વિવલ સીમ) માં વધુ સારું છે. માત્ર બંધ માઉન્ટિંગ સાંધા બિન-પ્રતિબિંબીત કરે છે.
સ્ટીલ ટ્યુબ મુખ્યત્વે જેક જોડો. પાઇપ્સનું જોડાણ. શબ્દને દિવાલોની સંપૂર્ણ જાડાઈ સુધી ધારની ફરજિયાત જોગવાઈની જરૂર છે.
નાના વ્યાસ પાઇપ્સના ઇલેક્ટ્રિક આર્ક વેલ્ડીંગના પ્રકાર ફિગમાં બતાવવામાં આવે છે. એક.
પાઇપની અંદરના પ્રવાહને ઘટાડવા માટે, આડીમાં ઇલેક્ટ્રોડની ઝલકનો કોણ 45 ° (ફિગ. 1, એ) કરતાં વધુ હોવો જોઈએ નહીં.
નાના વ્યાસના પાઇપ્સના કુંદો અને ટી આકારના સંયોજનોને વેલ્ડીંગ કરે છે, ઇલેક્ટ્રોડ્સ 3 એમએમ પ્રકારના ઇ -42 અને ઇ -42 એ વ્યાસનો ઉપયોગ થાય છે (ફિગ. 1, બી, ડી). વર્તમાનની શક્તિ 80 માં સુયોજિત છે. વેલ્ડમાં 2-3 મીમીની ઊંચાઈ હોવી જોઈએ, 6-8 મીમીની પહોળાઈ.
જ્યારે વેલ્ડીંગ, ત્યારે જ ઇલેક્ટ્રોડ્સ એ જ ઇલેક્ટ્રોડ્સ લાગુ પડે છે જ્યારે વેલ્ડીંગ; વર્તમાન શક્તિ 10Q-120 એ પર સેટ છે. વેલ્ડની ઊંચાઈ 3 એમએમ હોવી આવશ્યક છે, અને પહોળાઈ 6-8 મીમી છે.
વેલ્ડીંગ પાઇપ્સ પહેલાં, નીચેના પ્રારંભિક કામ કરવું આવશ્યક છે: - જમીન, ગંદકી અને કચરોથી સ્વચ્છ પાઇપ્સ; - વિકૃત પાઇપ સમાપ્ત કરો અથવા સીધી કરો. જ્યારે તેઓ ગોઠવાયેલા હોય ત્યારે પાઇપ્સનો સીધો અંત મેળવે છે. ડેન્ટ્સ અને કેલાસની હાજરીની મંજૂરી નથી;
ચાપ વેલ્ડીંગમાં, મેટલ બ્રિલિલેન્સને ધારને સાફ કરો અને ઓછામાં ઓછા 10 મીમીની પહોળાઈ પર પાઈપોની આંતરિક અને બાહ્ય સપાટીને તેની નજીકથી સાફ કરો;
આખા સંયુક્ત સંપૂર્ણ રીતે વેલ્ડીંગ ન થાય ત્યાં સુધી ઓપરેટિંગમાં બ્રેક વિના કરવા સાંધાના સાંધા; - વેલ્ડીંગ પાઇપલાઇન્સ રિંગ્સ વગર; - રોટરીના આર્ક વેલ્ડીંગ અને પાઈપોના બિન-પ્રતિબિંબીત સાંધામાં ઓછામાં ઓછા બે સ્તરો કરવા માટે દિવાલોની જાડાઈ સાથે; પાઇપ દિવાલની જાડાઈ 6 થી 12 મીમીની જાડાઈ - ત્રણ સ્તરોમાં અને 19 મીમીની જાડાઈ સાથે ચાર સ્તરોમાં. અનુગામી ઓવરલેંગ કરતા પહેલાં દરેક સીમ લેયર સ્લેગને સાફ કરવી જોઈએ. આરવીએના પ્રથમ સ્તરોએ તેના રુટને સંપૂર્ણ પ્રદાતા પ્રદાન કરવું જોઈએ.
ફિગ. 1. પાઇપ્સનું ઇલેક્ટ્રિક વેલ્ડીંગ: એ - ઇલેક્ટ્રોડની સ્થિતિ જ્યારે વેલ્ડીંગ પાઇપ્સ, બી - જેકિંગ માટે પાઇપ્સનું વેલ્ડીંગ, વેન્સેલના વેલ્ડીંગ પાઇપ્સ, જી - શાખાઓ દરમિયાન પાઈપ્સનું વેલ્ડીંગ
પાઇપના કિનારે અને વેલ્ડીંગ દરમિયાન ઉપયોગમાં લેવાતા તેમના બેવલના ખૂણાના આકારને ટેબલમાં બતાવેલ મૂલ્યોને અનુરૂપ હોવું આવશ્યક છે. એક.
કોષ્ટક 1
વેલ્ડીંગ માટે તૈયાર પાઇપ્સની ધારનો આકાર 
પાઇપનું મેન્યુઅલ આર્ક વેલ્ડીંગ 4 મીમી સુધી દિવાલની જાડાઈ અને પાઈપોનું સ્વચાલિત વેલ્ડીંગ, દિવાલની જાડાઈ સાથે 6 મીમી સુધીની તીવ્રતાવાળા બેવલો વગર ઉત્પાદન કરે છે.
સંરેખણમાંથી વિચલન (ધારની વિસ્થાપન) જ્યારે પાઈપોને એકીકૃત કરવામાં આવે ત્યારે તે કોષ્ટકમાં આપવામાં આવેલા મૂલ્યોને વધારે ન હોવી જોઈએ. 2.
કોષ્ટક 2
ધારને એસેમ્બલ કરતી વખતે એજ ડિસ્પ્લેસમેન્ટની સહનશીલતા 
પાઇપ્સને અંતર સાથે લણવામાં આવે છે, જેનું મૂલ્ય ટેબલમાં સૂચવવામાં આવે છે. 18.
પાઇપલાઇનના વેલ્ડ્સના સ્થાન પર શાખાઓ માટે વોર્ડિંગ નોઝલની મંજૂરી નથી.
પાઇપલાઇન અને નોઝલના વેલ્ડીંગ વચ્ચેની અંતર ઓછામાં ઓછી 100 મીમી હોવી જોઈએ.
કોષ્ટક 3.
વેલ્ડીંગ પાઇપ્સ જ્યારે મંજૂર અંતર 
ટેપ રોટરી સાંધા માટે 40-50 એમએમ લાંબી હોવી જોઈએ, છત માટે 60-70 એમએમ. ટેપની ઊંચાઈ પાઇપ દિવાલની જાડાઈના 40-50% હોવી જોઈએ.
જ્યારે 8 મીમીથી વધુની જાડાઈવાળા દિવાલો સાથે વેલ્ડીંગ પાઈપો, પ્રથમ સ્તર સ્પીડ વેલ્ડીંગથી બાફેલી હોય છે, બાકીની સ્તરો ઘન હોય છે. સ્ટેપ્ડ વેલ્ડીંગ સાથે, સંયુક્ત વર્તુળ ઘણા વિભાગોમાં તૂટી જાય છે, જે સાઇટ દ્વારા પહેલા વેલ્ડ કરે છે અને પછી ચૂકી જાય છે.
વેલ્ડીંગનું પ્રથમ સ્તર સૌથી જવાબદાર છે. જ્યારે તમે આ લેયરને એમ્બેડ કરો છો, ત્યારે તમારે કાંઠે અને નબળાઇને સંપૂર્ણપણે ઓગળવું આવશ્યક છે. પછી તે જરૂરી છે. તે કાળજીપૂર્વક જોવામાં આવે છે અને તપાસે છે કે કોઈ ક્રેક્સ નથી. શોધાયેલ ક્રેક્સ કાપી અથવા ચૂકવણી કરવી જ જોઈએ, અને વિભાગો ફરીથી વેલ્ડેડ છે.
બીજી અને ત્રીજી સ્તરો વેલ્ડ કરવામાં આવે છે, ધીમે ધીમે પાઇપને ફેરવે છે. આ દરેક સ્તરોની શરૂઆત અને અંત અગાઉના સ્તરની શરૂઆત અને અંતના સંબંધમાં 15-30 મીમી સુધી ખસેડવું જોઈએ.
છેલ્લી સીમમાં સરળ સપાટી હોવી જોઈએ અને મુખ્ય ધાતુમાં સરળ રીતે ખસેડવું જોઈએ.
મલ્ટિલેયર વેલ્ડીંગના કિસ્સામાં, દરેક અનુગામી સ્તરની પહેલાંની દિશામાં દરેક અનુગામી સ્તર હાથ ધરવામાં આવે છે, દરેક સ્તરના બંધના વિભાગોમાં એકબીજાથી સંબંધિત રોટરી બાજુ હોય છે. આ વેલ્ડીંગ ગુણવત્તા સુધારે છે.
સીમના દરેક સ્તરની વેલ્ડીંગ કર્યા પછી અને તેનાથી નજીકના વિસ્તારને સ્લેગથી શુદ્ધ કરવામાં આવે છે અને સ્તરોની સારી સંયોજન માટે splashes.
પાઇપલાઇન સાંધાના મેન્યુઅલ ઇલેક્ટ્રિક આર્મ્સ વેલ્ડીંગ
પ્રકરણ xxviii.
વેલ્ડીંગની કેટલીક પ્રકારના માળખા
§ 125. પાઇપ વેલ્ડીંગ
સામાન્ય પાઇપલાઇન્સનું નિર્માણ કરતી વખતે, વેલ્ડેડ સાંધા સ્વિવલ, બિન-પ્રતિબિંબીત અને આડી (ફિગ 123) હોઈ શકે છે.
ફિગ. 123. વેલ્ડેડ પાઇપ સાંધા:
અને - સ્વિવલ, બી - નોન-ટર્ન, ઇન-હોરીઝોન્ટલ
પાઇપને એસેમ્બલિંગ અને વેલ્ડીંગ કરતા પહેલા, તેઓ પ્રોજેક્ટની આવશ્યકતાઓને અનુસરવા માટે તપાસ કરે છે, તે મુજબ પાઇપલાઇનનું નિર્માણ થાય છે અને વિશિષ્ટતાઓ. મૂળભૂત આવશ્યકતાઓ: પાઇપ પર પ્રમાણપત્રની હાજરી, પાઇપ ellipence ની ગેરહાજરી, પાઇપ કદની ગેરહાજરી, પાઇપ મેટલના રાસાયણિક રચના અને મિકેનિકલ ગુણધર્મોનું પાલન, તકનીકી વિશિષ્ટતાઓ અથવા ગોસ્ટ્સમાં ઉલ્લેખિત આવશ્યકતાઓ સાથે.
વેલ્ડીંગ માટે પાઇપ્સના સાંધાની તૈયારીમાં, પાઇપ કટીંગના પ્લેનની લંબાઈ તેના ધરીને ચકાસવામાં આવે છે, ધારની ધારનો કોણ અને નબળાઇની તીવ્રતા. સીમ ડિસ્ક્લોઝર એન્ગલ 60-70 ° હોવું જોઈએ, અને અવશેષની તીવ્રતા 2-2.5 એમએમ (ફિગ 124) છે. ચેમ્પર્સને મિકેનિકલ પદ્ધતિ, ગેસ તીવ્ર અથવા અન્ય પદ્ધતિઓ દ્વારા પાઇપ્સના અંતથી દૂર કરવામાં આવે છે જે સારવારવાળા ધારની આવશ્યક આકાર, પરિમાણો અને ગુણવત્તા પ્રદાન કરે છે.

ફિગ. 124. દિવાલ જાડાઈ 8-12 મીમી સાથે વેલ્ડીંગ માટે પાઇપ ધારની તૈયારી
કોઇલવાળા પાઈપોની દિવાલોની જાડાઈમાં તફાવત અને તેમના ધારના વિસ્થાપનને દિવાલની જાડાઈના 10% કરતા વધારે ન હોવી જોઈએ, પરંતુ 3 મીમીથી વધુ નહીં. જ્યારે પાઈપો ડોકીંગ કરે છે, ત્યારે જગગ્લ ઘટકોના જોડાયેલ ધાર વચ્ચે સમાન તફાવત 2-3 મીમી છે.
જામડ પાઇપ્સની ધારને ભેગા કરતા પહેલા, તેમજ 15-20 મીમીની લંબાઈની અંદર આંતરિક અને બાહ્ય સપાટીઓ તેલ, સ્કેલ, કાટ અને ગંદકીથી શુદ્ધ કરવામાં આવે છે.
ફેક્સ કે જે વેલ્ડનો એક અભિન્ન ભાગ છે, તે જ વેલ્ડર્સ કરે છે જે સમાન ઇલેક્ટ્રોડ્સનો ઉપયોગ કરીને સાંધાને વેલ્ડ કરશે. જ્યારે પાઇપ 300 મીમી સુધીના વ્યાસ સાથે વેલ્ડીંગ કરે છે, ત્યારે ટેગ 3-4 એમએમ અને 50 મીમી લાંબી ઊંચાઈવાળા ચાર સ્થળોએ વર્તુળની આસપાસ સમાનરૂપે કરવામાં આવે છે. જ્યારે 300 મીમીથી વધુ વ્યાસનો વ્યાસ ધરાવતો વેલ્ડીંગ પાઇપ કરે છે, ત્યારે ટેપ્સ દર 250-300 એમએમ સમગ્ર સંયુક્ત વર્તુળમાં એકસરખું હોય છે.
પાઇપલાઇન્સ ઇન્સ્ટોલ કરતી વખતે, તે સુનિશ્ચિત કરવા માટે પ્રયત્ન કરવો જરૂરી છે કે વધુ જંકશનને સ્વિગલ પોઝિશનમાં વેલ્ડેડ કરવામાં આવે છે. પાઇપ જેની દિવાલ જાડાઈ 12 મીમી છે, ત્રણ સ્તરોમાં વેલ્ડેડ છે. પ્રથમ સ્તર એ સ્થાનિક પ્રાંતને સીમના મૂળમાં અને ધારના વિશ્વસનીય સંયોજનમાં બનાવે છે. આ કરવા માટે, તે જરૂરી છે કે પાઇપમાં એક સાંકડી થ્રેડ રોલરની અંદર એક સાંકડી થ્રેડ રોલર 1-1.5 મીમીની ઊંચાઈ સાથે, સમાન રીતે વર્તુળમાં વિતરિત કરે છે. ઇક્વિલ્સ અને ગ્રાફ વિના પ્રદાતા મેળવવા માટે, ઇલેક્ટ્રોડની હિલચાલ વેલ્ડીંગ સ્નાન પર બિન-હારી ઇલેક્ટ્રોડ વિલંબ, ધાર વચ્ચે સહેજ ટ્રાન્સસ્લેશન અને કોણીય એન્ગલની ટોચ પરના નાના છિદ્રની રચના કરવી આવશ્યક છે ધારની. છિદ્ર દ્વારા મુખ્ય ધાતુના પ્રચારના પરિણામે છિદ્ર મેળવવામાં આવે છે. તેનું કદ પાઇપ્સ વચ્ચે 1-2 મીમી સેટનો તફાવત કરતા વધારે ન હોવો જોઈએ.
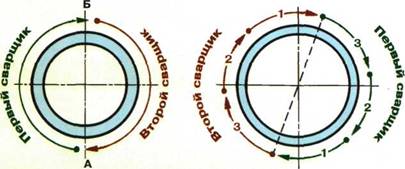
વેલ્ડીંગ સ્વિવિલ સાંધા. 3-4 મીમીની ઊંચાઈનું પ્રથમ સ્તર 2, 3 અને 4 એમએમના વ્યાસવાળા ઇલેક્ટ્રોડ્સ સાથે વેલ્ડેડ કરવામાં આવ્યું છે, બીજો સ્તર મોટા વ્યાસ ઇલેક્ટ્રોડ્સ સાથે ફિલ્માંકન કરે છે અને વર્તમાનમાં વધતો જાય છે. પ્રથમ બે સ્તરો નીચે આપેલામાંથી એકમાં કરી શકાય છે.
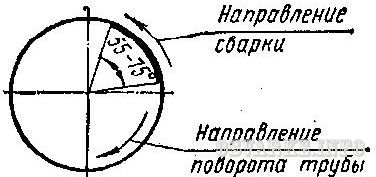
1. મજાક ચાર વિભાગોમાં વહેંચાયેલું છે. શરૂઆતમાં, વિભાગો 1-2 વેલ્ડેડ છે, જેના પછી પાઇપ 180 ° ફેરવવામાં આવે છે અને વિભાગો 3 અને 4 બ્રુઇંગ (ફિગ 125) છે. પાઇપ પછી બીજા 90 ° અને વેલ્ડેડ વિભાગો 5 અને 6 દ્વારા ફેરવવામાં આવે છે, પછી પાઇપ 180 અને વેલ્ડ સેક્શન 7 અને 8 ફેરવો.

ફિગ. 125. પાઇપ સંયુક્ત વેલ્ડીંગ સર્કિટ:
2. મજાક ચાર વિભાગોમાં વહેંચાયેલું છે. પ્રથમ વેલ્ડ 1 અને 2, પછી પાઇપને 90 ° ફેરવો અને વિભાગો 3 અને 4 વેલ્ડેડ છે (ફિગ. 126). પ્રથમ સ્તરના વેલ્ડીંગ પછી, પાઇપને 90 ° દ્વારા ફેરવવામાં આવે છે અને વિભાગો 5 અને 6 વેલ્ડ કરવામાં આવે છે, પછી પાઇપ 90 ° છે અને વિભાગો 7 અને 8 વેલ્ડેડ છે.

ફિગ. 126. બીજી પદ્ધતિ પર પાઇપના સંયુક્તની યોજના
3. સંયુક્તને ઘણા વિભાગોમાં વહેંચવામાં આવે છે (જ્યારે 500 મીમીથી વધુ વ્યાસવાળા વેલ્ડીંગ પાઈપો), વેલ્ડીંગ વ્યક્તિગત વિભાગોમાં (ફિગ. 127) માં રીટ્રેન-સ્ટેપ લીડ કરે છે. દરેક સીમ વિભાગ (1-8) ની લંબાઈ 150300 મીમી છે અને પાઇપના વ્યાસ પર આધાર રાખે છે.

ફિગ. 127. મોટા વ્યાસ પાઇપ્સના સંયુક્તની વેલ્ડીંગની યોજના:
એ - ફર્સ્ટ લેયર, બી - સેકન્ડ લેયર
ઉપરની ચર્ચા કરતી બધી પદ્ધતિઓમાં ત્રીજી સ્તર એક દિશામાં લાગુ થાય છે જ્યારે પાઇપ ફેરવવામાં આવે છે. 200 મીમી સુધીના વ્યાસવાળા પાઈપો પર, તમે સંયુક્તને વિભાગોમાં વિભાજીત કરી શકતા નથી અને વેલ્ડીંગ પ્રક્રિયામાં પાઇપને ફેરવીને તેને સખત સીમથી વેલ્ડ કરી શકો છો (ફિગ. 128). બીજા અને ત્રીજા સ્તરો પ્રથમ સમાન છે, પરંતુ વિરુદ્ધ દિશાઓમાં. બધા કિસ્સાઓમાં, પાછલા 10-15 એમએમ દ્વારા અનુગામી ઓવરલેપિંગ આવશ્યક છે.
ફિગ. 128. નાના વ્યાસ ટ્યુબ સંયુક્ત
બિન-ટર્નિંગ જંક્શનની વેલ્ડીંગ. 12 મીમી સુધી દિવાલની જાડાઈવાળા પાઇપના બિન-ટર્નિંગ સાંધા ત્રણ સ્તરોમાં વેલ્ડેડ થાય છે, દરેક સ્તરની ઊંચાઈ 4 એમએમથી વધુ ન હોવી જોઈએ, અને રોલરની પહોળાઈ ઇલેક્ટ્રોડના બે-ત્રણ વ્યાસ જેટલી હોવી જોઈએ.
300 મીમીથી વધુથી વધુ વ્યાસવાળા પાઈપોના સાંધા એક વિપરીત પગલું સાથે વેલ્ડેડ છે, દરેક વિભાગની લંબાઈ 150-300 મીમી હોવી જોઈએ, તેમના ઓવરલેનો ઓર્ડર ફિગમાં બતાવવામાં આવે છે. 129.

ફિગ. 129. સ્તરોની સ્તરોની યોજના 400 મીમી સુધીના વ્યાસ પાઇપ્સના નૉન-ટર્નિંગ સાંધાના વેલ્ડીંગ (સ્તરોની સાથે વેલ્ડીંગ વિભાગોની સંખ્યા બતાવવામાં આવે છે, અને તીર - વેલ્ડીંગની દિશા)
જ્યારે ઇલેક્ટ્રોડ વેલ્ડીંગ સ્નાન પર આર્કમાં વિલંબ સાથે બદલાયેલ હોય ત્યારે પ્રથમ સ્તર બનાવવામાં આવે છે. વર્તમાન 140-170 એ પર સેટ છે, જે તમને તેની આંતરિક બાજુ પર 1-1.5 મીમીની ઊંચાઈ સાથે સાંકડી થ્રેડ રોલર બનાવવા માટે સંયુક્તની ધારને ચૂકવવાની મંજૂરી આપે છે. તે જ સમયે, ઓગળેલા મેટલ અને વેલ્ડીંગના મોટા સ્પ્લેશને વેલ્ડેડ ધારને બનાવવું જોઈએ અને વેલ્ડીંગ બર્ન વગર બનાવવું જ જોઇએ. આ આર્ક માટે ટૂંકા હોવું જોઈએ. સ્નાનમાંથી આર્ક ખોલવું, તે 1-2 મીમીથી વધુ દ્વારા તેને દૂર કરવું અશક્ય છે. શરૂઆતની ઓવરલેપ અને નજીકના સ્તરનો અંત 20-25 એમએમ હોવો જોઈએ.
વેલ્ડીંગ માટેનો મોડ બીજી લેયર પ્રથમ સ્તરને વેલ્ડીંગ કરવા માટે સમાન છે. બીજા સ્તરના વેલ્ડીંગ દરમિયાન ઇલેક્ટ્રોડમાં એક ધારની ધારથી બીજા ધારની ધાર સુધીના ટ્રાંસવલિંગ ઓસિલેશન હોવું જોઈએ.
જ્યારે વેલ્ડીંગ, દરેક સ્તરની સપાટી કન્સેવ (ફિગ. 130, એ) અથવા સહેજ કન્વેક્સ (ફિગ. 130, બી), સીમની અતિશય ઉત્તેજના, ખાસ કરીને જ્યારે છત વેલ્ડીંગ (ફિગ. 130, સી), નિઃશંકનું કારણ હોઈ શકે છે.

ફિગ. 130. રુટ સીમની સપાટી:
અને - કન્સેવ, 6 - સહેજ કેનવેક્સ, બી ખૂબ જ કન્વેક્સ છે (તીર રસની શક્ય જગ્યાઓ સૂચવે છે)
અંતિમ સ્તરની છેલ્લી સ્તરને જાળવી રાખવાની દિશામાં વેલ્ડીંગ ઝોનની અવલોકનને સરળ બનાવવા માટે, ધારના ક્ષેત્રમાં લાગુ પડે છે જેથી તેની સપાટી ધાર (ફિગ 131) ની કિનારીઓથી 1-1.5 મીમીની નીચે હોય. બાદમાં સ્તર 2-3 મીમીની ઊંચાઈ અને ધાર કટીંગની પહોળાઈ કરતાં 2-3 મીમીની પહોળાઈ સાથે કરવામાં આવે છે; તે વેલ્ડ મેટલથી મુખ્ય એકમાં એક સરળ સંક્રમણ હોવું જોઈએ.

ફિગ. 131. એજ કટીંગ સર્કિટ
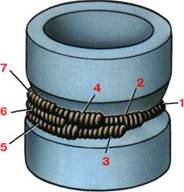
વેલ્ડીંગ હોરીઝોન્ટલ જંક્શન. પાઇપ્સના આડી સાંધાને એકત્રિત કરતી વખતે, નીચલા પાઇપના કિનારે સંપૂર્ણપણે દૂર કરવાની જરૂર નથી, તે 10-15 ° ના ખૂણા પર તેને જાહેર કરવા માટે પૂરતું છે, જે તેની ગુણવત્તા બદલ્યાં વિના વેલ્ડીંગ પ્રક્રિયાને સુધારે છે (ફિગ 132 , એ). જ્યારે તળિયે ટ્યુબ પર અદ્રશ્ય પાઇપલાઇન્સને ભેગા કરતી વખતે, ચેમ્બરને દૂર કરવામાં આવતું નથી (ફિગ. 132, બી).

ફિગ. 132. જવાબદાર (એ) અને અદ્રશ્ય (બી) પાઇપલાઇન્સ અને તેમના વેલ્ડીંગ (બી) ની આડી સાંધાના કિનારે કટીંગને કાપીને, સ્તરોની સંખ્યા સૂચવવામાં આવે છે.
આડી સાંધાની શ્રેષ્ઠ વેલ્ડીંગ પદ્ધતિ નાના ક્રોસ-સેક્શન રોલર્સનું વેલ્ડીંગ છે. પ્રથમ રોલર સીમ (ફિગ. 132, સી) ની ટોચ પર લાદવામાં આવે છે જેમાં ઇલેક્ટ્રોડ્સ સાથે ઇલેક્ટ્રોડ્સ (160-190 એના વર્તમાનમાં) સાથે ઇલેક્ટ્રોડની આંતરિક રચના સાથે ઇલેક્ટ્રોડની એક રિસ્પોન્સિવ હિલચાલ સાથે સાંકડી થ્રેડ રોલરની સંયુક્ત 1-1.5 મીમીની ઊંચાઈ સાથે. પ્રથમ રોલર (લેયર) પછી, તે તેની સપાટીથી સાફ થાય છે, બીજો રોલર સુપરમોઝ્ડ છે જેથી તે ઇલેક્ટ્રોડની એક વધતી જતી હિલચાલ સાથે પ્રથમ ઓવરલેપ કરે છે અને નીચલા કિનારે નીચલા કિનારે નીચલા કિનારે તેની નાની ઓસિલેશન ધાર. વેલ્ડીંગ એ જ દિશામાં પ્રથમ સ્તર (રોલર) ની વેલ્ડીંગની જેમ કરવામાં આવે છે, ત્યારબાદ વર્તમાનમાં 250-300 એમાં વધારો થયો છે અને ત્રીજા રોલરને 5 મીમીના વ્યાસવાળા ઇલેક્ટ્રોડ્સ સાથે કરવામાં આવે છે, જે વેલ્ડીંગ પ્રદર્શનને વધારે છે. ત્રીજા રોલર પ્રથમની વિરુદ્ધ દિશામાં લાદવામાં આવે છે, તે બીજા રોલરની પહોળાઈના 70% ઓવરલેપ કરવી આવશ્યક છે. ચોથા રોલર એક જ દિશામાં મૂકવામાં આવે છે, પરંતુ તે ત્રીજા રોલર અને ઉપલા ધાર વચ્ચેના અવશેષમાં છે.
ત્રણથી વધુ સ્તરોમાં પાઇપના સંયુક્તની વેલ્ડીંગ સાથે, ત્રીજા સ્તરથી શરૂ થતા દરેક અનુગામી અગાઉના એક કરતાં વિપરીત દિશામાં કરવામાં આવે છે. 200 મીમી સુધીના વ્યાસવાળા પાઈપોને સખત સીમથી વેલ્ડ કરવામાં આવે છે, અને 200 મીટરથી વધુ વ્યાસનો વ્યાસ એક રિવર્સ સ્ટેપ પદ્ધતિ છે.
પ્રિય વિઝિટર, તમે "વેલ્ડીંગ પાઇપ" લેખ વાંચો, જે "મેન્યુઅલ આર્ક વેલ્ડીંગ" કેટેગરીમાં પ્રકાશિત થાય છે. જો તમને આ લેખ ગમે છે અથવા ઉપયોગી છે, તો કૃપા કરીને, તમારા મિત્રો અને પરિચિતોને કૃપા કરીને શેર કરો.
તમારા જ્ઞાન પર કમાઓ. પ્રશ્નોના જવાબ આપો અને તેના માટે પૈસા મેળવો!
ફેબ્રુઆરી 11, 2012 | દૃશ્યો: 48851 |
એરે (\u003d\u003e [~ ટૅગ્સ] \u003d\u003e \u003d\u003e 40509 [~ ~ ~ ~ ~] \u003d\u003e 40509 \u003d\u003e પાઇપલાઇન વેલ્ડીંગ ટેકનોલોજી [~ નામ] \u003d\u003e પાઇપલાઇન વેલ્ડીંગ ટેકનોલોજી \u003d\u003e 1 [~ iblock_id] \u003d\u003e 1 \u003d\u003e 115 [~ iblock_section_id ] \u003d\u003e 115 \u003d\u003e
પાઇપલાઇન્સનું વર્ગીકરણ
ફિશર પાઇપલાઇન્સ
મુખ્ય પાઇપલાઇન્સ
પાણી પુરવઠા અને ગટર
પાઇપલાઇન્સની વેલ્ડીંગ પદ્ધતિઓ
કોષ્ટક 1
પાઇપ માટે જરૂરીયાતો
સીઆઈએસ પાઇપ્સમાં ગોસ્ટ 8731 અનુસાર ઉપયોગ થાય છે ... ગોસ્ટ 8734 જૂથો બી, તેમજ સંબંધિત તકનીકી અને આર્થિક સમર્થન સાથે - ગોસ્ટ 9567 મુજબ; સ્ટીલ ઇલેક્ટ્રિક વેલ્ડ પાઇપ્સ - એક શરતી વ્યાસ (ડીએફ) થી 800 એમએમ સહિત પાઇપ માટે જીસ્ટ 20295 અનુસાર. પાઇપ ડુ માટે\u003e
પાઇપ એસેમ્બલી આવશ્યકતાઓ
Preheating
કોષ્ટક 2
(° C) tp.p \u003d 1440 આરસીએમ - 392.
કોષ્ટક 3.
[~ વિગતવાર_ટેક્સ્ટ] \u003d\u003e
પાઇપલાઇન્સનું વર્ગીકરણ
પાઇપલાઇનના વિધેયાત્મક હેતુને આધારે, તેમાં વિભાજિત:
ફિશર પાઇપલાઇન્સ
મુખ્ય પાઇપલાઇન્સ
પાઇપલાઇન્સ દંપતી હું. ગરમ પાણી
તકનીકી પાઇપલાઇન્સ
ગેસ સપ્લાય પાઇપલાઇન્સ (વિતરણ)
પાણી પુરવઠા અને ગટર
સ્ટીલમાં નોંધપાત્ર વોલ્યુમ પાઇપના ઉત્પાદન માટે ઉપયોગમાં લેવાય છે અને વિવિધ હેતુઓના પાઇપલાઇન્સનું નિર્માણ ઓછી કાર્બન અને લો-એલોય સ્ટીલ દ્વારા 500 એમપીએની ઉપજની શક્તિ સાથે કબજે કરવામાં આવે છે.
વિવિધ હેતુઓના પાઇપલાઇન્સના બાંધકામ દરમિયાન સૂચિત સ્ટીલ્સમાંથી પાઇપ વેલ્ડીંગની તકનીકી પ્રક્રિયાઓ એકબીજાથી લગભગ થોડું અલગ છે, અને કિનારીઓ, એસેમ્બલી, ગુણવત્તાની તૈયારી માટે ફક્ત તફાવતોમાં જતા નિયમનકારી નિયમનકારી અને તકનીકી દસ્તાવેજો વેલ્ડેડ સાંધા અને તાકાત અને તાણ અને ભવિષ્યમાં તાણ માટે પરીક્ષણ, અમે પાઇપલાઇન્સના મુખ્ય અને વિતરણ (ગેસ સપ્લાય પાઇપલાઇન્સ) ના ઉદાહરણ પર ઉત્પાદન પ્રક્રિયાના સામાન્ય જોગવાઈઓને ધ્યાનમાં લઈશું.
પાઇપલાઇન્સની વેલ્ડીંગ પદ્ધતિઓ
વેલ્ડીંગ પાઇપલાઇન્સ માટેની પદ્ધતિઓ થર્મલ, થર્મોમેકનિકલ અને મિકેનિકલ તરીકે વર્ગીકૃત કરવામાં આવે છે. થર્મલ પદ્ધતિઓમાં તમામ પ્રકારના મેલિંગ વેલ્ડીંગ (આર્ક, ગેસ, પ્લાઝ્મા, ઇલેક્ટ્રોન-બીમ, લેસર, લેસર, વગેરેનો પ્રકારોનો સમાવેશ થાય છે. થર્મોમેક્રેનિકલ ક્લાસમાં કસાઈ સંપર્ક વેલ્ડીંગનો સમાવેશ થાય છે, જે ચુંબકીય રીતે નિયંત્રિત આર્કનું વેલ્ડીંગ છે. મિકેનિકલ પદ્ધતિઓમાં ઘર્ષણ અને વિસ્ફોટનો સમાવેશ થાય છે. વેલ્ડીંગ
ઊર્જા કેરિયર્સ (આર્ક, ગેસ, પ્લાઝમા, લેસર, વગેરે) ના પ્રકાર દ્વારા વેલ્ડીંગ પાઇપલાઇન્સ માટે પદ્ધતિઓ છે; સંયોજનની રચનાની શરતો હેઠળ (વેલ્ડની મફત અથવા ફરજિયાત રચના); વેલ્ડીંગ ઝોનને સુરક્ષિત કરવાની પદ્ધતિ દ્વારા (ફ્લોક્સ હેઠળ, રક્ષણાત્મક ગેસમાં, સ્વ-રક્ષણ ઇલેક્ટ્રોડ વાયર, વગેરેનો ઉપયોગ કરીને); મિકેનાઇઝેશનની ડિગ્રી અને પ્રક્રિયાના ઓટોમેશન (મેન્યુઅલ, મિકેનાઇઝ્ડ, ઓટોમેટેડ અને રોબોટિક) અનુસાર.
મુખ્ય પાઇપલાઇન્સના વેલ્ડીંગ માટે, સૌથી મહાન વિતરણ પ્રાપ્ત થયું આર્ક પદ્ધતિઓ વેલ્ડીંગ ધોરીમાર્ગો પરના તમામ સાંધામાંથી 60% થી વધુ પ્રવાહને ફ્લુક્સ હેઠળ સ્વચાલિત આર્ક વેલ્ડીંગ દ્વારા વેલ્ડેડ કરવામાં આવે છે. ફ્લુક્સ હેઠળ આર્ક વેલ્ડીંગનો ઉપયોગ ફક્ત એવા કેસોમાં થાય છે જ્યાં સંયુક્તને ફેરવવાની ક્ષમતા હોય છે. પ્રવાહ હેઠળ પાઇપલાઇન્સનું વેલ્ડીંગ મુખ્યત્વે બે અને ત્રણ પાઇપ વિભાગોના ઉત્પાદનમાં 219 વ્યાસના વ્યાસ સાથે ઉપયોગમાં લેવાય છે ... 1420 એમએમ. જ્યારે યાંત્રિક પદ્ધતિઓનો ઉપયોગ અશક્ય છે, મેન્યુઅલ આર્ક વેલ્ડીંગનો ઉપયોગ થાય છે.
મેન્યુઅલ આર્ક વેલ્ડીંગને જંકશનની વિવિધ અવકાશી સ્થિતિ સાથે કરવામાં આવે છે - નીચલા, વર્ટિકલ અને છત. વેલ્ડીંગની પ્રક્રિયામાં, 8 ની ઝડપે જંક્શન પરિમિતિની આસપાસ ઇલેક્ટ્રોડને મેન્યુઅલી ખસેડો ... 20 મીટર / કલાક.
રક્ષણાત્મક ગેસ વેલ્ડીંગમાં જાતો છે: રક્ષણાત્મક ગેસના પ્રકાર મુજબ - નિષ્ક્રિય ગેસ (એર્ગોન, હિલીયમ, તેમના મિશ્રણ) માં વેલ્ડીંગ, સક્રિય વાયુઓ (CO2, નાઇટ્રોજન, હાઇડ્રોજન) માં વેલ્ડીંગ ઇન્ટ અને સક્રિય ગેસ (એજી +) CO2; એજી + CO2 + O2); ઇલેક્ટ્રોડના પ્રકાર દ્વારા - ગલન અને અસંતુષ્ટ (ટંગસ્ટન) ઇલેક્ટ્રોડ; મિકેનાઇઝેશન, મેન્યુઅલ, મિકેનાઇઝ્ડ અને ઓટોમેટેડ વેલ્ડીંગની ડિગ્રી અનુસાર. પ્રોટેક્ટીવ ગેસમાં આર્ક વેલ્ડીંગનો ઉપયોગ વિવિધ અવકાશી સ્થિતિઓમાં પાઇપલાઇન દ્વારા વેલ્ડીંગ માટે થાય છે. મેન્યુઅલ વેલ્ડીંગની ઝડપ 8 ... 30 મીટર / એચ, મિકેનાઇઝ્ડ અને ઓટોમેટેડ 20 ... 60 એમ / એચ. પાઇપલાઇન દ્વારા વેલ્ડીંગ માટે, ફરજિયાત સીમ રચના સાથે પાવડર વાયર સાથે મિકેનાઇઝ્ડ વેલ્ડીંગની પદ્ધતિનો ઉપયોગ કરવામાં આવે છે, જેમાં પાઉડર ઘટકો દ્વારા સુરક્ષા કાર્યો કરવામાં આવે છે જે વાયર શેલને ભરે છે. વેલ્ડીંગ સ્નાન સ્ફટિકીકરણ કરે છે, બાહ્ય રચના ઉપકરણ અને વેલ્ડીંગનું માથું તળિયેથી તળિયેથી જંકશન પરિમિતિ સાથે ખસેડવામાં આવે છે ... 20 મીટર / કલાક. પાઇપલાઇન સાથે લેસર વેલ્ડીંગ, જેમાં લેસર બીમ ઊર્જા વાહક દ્વારા સેવા આપવામાં આવે છે. લેસર વેલ્ડીંગની ઝડપ 300 મીટર / કલાક સુધી છે.
સતત ગલન સાથે વેલ્ડીંગનો સંપર્ક કનેક્ટ કરતી વખતે, આપેલ પ્રોગ્રામ મુજબ પ્રક્રિયા આપમેળે થાય છે. 1420 મી.મી.ના વ્યાસવાળા પાઈપોના એક જંકશનની વેલ્ડીંગની અવધિ 3 છે ... 4 મિનિટ, પાઇપલાઇન્સ -10 ના નિર્માણ દરમિયાન એક સંયુક્તનું વેલ્ડીંગ ચક્ર ... 15 મિનિટ.
મેગ્નેટિકલી નિયંત્રિત આર્ક (અથવા આર્કોન્ટક્ટ વેલ્ડીંગ) ના સ્વચાલિત વેલ્ડીંગ એ કિનારીઓને ગરમ કરીને બટનો સંપર્ક વેલ્ડીંગથી અલગ પડે છે. આર્કોન્ટક્ટ વેલ્ડીંગમાં, હીટિંગ એ ચાપ દ્વારા ઉચ્ચ ઝડપે કોઇલવાળા પાઇપ્સના કિનારે મેગ્નેટિક ક્ષેત્રને ફેરવવા માટે કરવામાં આવે છે. આ વેલ્ડીંગ પદ્ધતિનો ઉપયોગ નાની પાઇપલાઇન્સ (114 મીમી સુધી) વ્યાસ બનાવવા માટે થાય છે.
મુખ્ય અને વિતરણ પાઇપલાઇન્સના નિર્માણમાં વપરાતા નિયમનકારી દસ્તાવેજો
એસેમ્બલીના અમલીકરણ માટેના નિયમોનું નિયમન મુખ્ય નિયમનકારી દસ્તાવેજ વેલ્ડીંગ વર્ક સીઆઈએસમાં પાઇપલાઇન્સના નિર્માણ દરમિયાન, "બાંધકામના કાર્યો અને નિયમો" વેલ્ડીંગ કાર્યોના ઉત્પાદન માટે એકીકૃત નિયમો અને વેલ્ડેડ સાંધાના ગુણવત્તા નિયંત્રણને વિકસાવવામાં આવ્યા હતા "એસપી 105-34-96 તેમજ સ્નિપ 3.05.02.88 "ગેસ સપ્લાય પાઇપલાઇન્સ". આ દસ્તાવેજો વેલ્ડર્સના ક્વોલિફાઇંગ પરીક્ષણો અને સહિષ્ણુતાના નિયંત્રણ માટે નિયમો પ્રદાન કરે છે, પાઇપની તૈયારી માટેના નિયમો, એડિટિંગની શરતો, સંપાદનની શરતો, સમાધાન અને પાઇપ, એસેમ્બલી પ્રક્રિયાને નકારી કાઢે છે. વિવિધ પાઇપ્સ એકબીજા સાથે અને સાથે પાઇપ ફિટિંગવેલ્ડીંગ અને હવામાનની સ્થિતિઓની પદ્ધતિઓ ટ્રૅક પર કામ કરતી વખતે નિર્ધારિત કરવામાં આવે છે, નિયમનકારી દસ્તાવેજો, ભલામણ કરેલ વેલ્ડીંગ સામગ્રીના ઉપયોગને નિયમન કરે છે, તેમજ વેલ્ડેડ પાઇપલાઇન સંયોજનોને નિયંત્રિત કરવા માટેના નિયમો અને નિયમો તેમના નિવારણ અને સમારકામ માટે શરતોને નિયંત્રિત કરે છે.
આ સ્નીપ્સના મુખ્ય જોગવાઈઓના વિકાસમાં, વેલ્ડીંગ પાઇપલાઇન્સ માટે તકનીકી સૂચનાઓ વિકસાવવામાં આવી હતી (વી.એન.આઇ. 066-89 અને એલબીએન A.3.1.-36-3-96 અને પાઇપલાઇન્સના વેલ્ડેડ સાંધાને નિયંત્રિત કરવાની પદ્ધતિ (વી.એન. 012-88) . આ સૂચનાઓ નિયમન કરે છે: ટેક્નોલૉજીના મુખ્યમંત્રી અને પાઈપોના રિંગ સાંધાના સ્વયંસંચાલિત આર્ક વેલ્ડીંગ, તેમજ ટ્રંક અને વિતરણ પાઇપલાઇન્સના શૉટ-ઑફ અને ડિસ્ટ્રિબ્યુશન પાઇપલાઇન્સના વિતરણની મજબૂતીકરણ સાથે પાઈપો, જેની જાડાઈ સાથે 14 થી 1420 એમએમનો વ્યાસ ધરાવે છે. 1 થી 26 એમએમની દીવાલ, 7.5 એમપીએથી વધુ દબાણ માટે રચાયેલ; વેલ્ડેડ સાંધા અને તેમની સમારકામનું નિયંત્રણ; સલામતી અને ઉત્પાદન સ્વચ્છતા. આ સૂચનો અનુસાર, તેને 590 એમપીએ સમાવિષ્ટ કરવા માટે નિયમનકારી સમય પ્રતિકાર સાથે સ્ટીલ્સથી સ્ટીલ્સથી વેલ્ડ પાઇપને મંજૂરી આપવામાં આવે છે. . સૂચનાઓ મેન્યુઅલ આર્ક વેલ્ડીંગ તકનીકોનો ઉપયોગ કરીને પાઇપલાઇન્સ વેલ્ડીંગની તકનીકી સુવિધાઓ, ફ્લુક્સ હેઠળ સ્વચાલિત વેલ્ડીંગ, રક્ષણાત્મક ગેસ પર્યાવરણમાં સ્વચાલિત વેલ્ડીંગ અને બળજબરીપૂર્વક સીમ રચના સાથે પાવડર વાયર. સૂચનાઓ વેલ્ડીંગ વિશેષ હેતુ પાઇપલાઇન્સ (એમોનિયા, ઇથેનિઆ, ઇથેનોલ, કાર્બન ડાયોક્સાઇડ, વગેરે), તેમજ ક્રોંધિત ઉત્પાદનો માટે પાઇપલાઇન્સને વેલ્ડીંગ વિશેષ હેતુ પાઇપલાઇન્સ પર લાગુ થતી નથી.
વિદેશમાં પાઇપલાઇન્સના નિર્માણ દરમિયાન રાષ્ટ્રીય અને આંતરરાષ્ટ્રીય ધોરણો (કોષ્ટક 1) દ્વારા માર્ગદર્શન આપવામાં આવે છે, જેમાં એઆરઆઈ 1104, એઆરઆઈ 5 ડી અને સીએસ 4515 સૌથી મોટી લોકપ્રિયતાનો ઉપયોગ કરે છે. જ્યારે પાઇપલાઇન વેલ્ડેડ કનેક્શન્સની ગુણવત્તાને નિયંત્રિત કરતી વખતે, નિયમ પ્રમાણે, માર્ગદર્શન આપવામાં આવે છે આંતરરાષ્ટ્રીય ધોરણ આઇએસઓ 8517 અને યુરોપિયન સ્ટાન્ડર્ડ એન 25817.
કોષ્ટક 1
પાઇપ માટે જરૂરીયાતો
ટ્રંક અને વિતરણ ગેસ પાઇપલાઇન્સના નિર્માણ માટે, સ્ટીલ સીમલેસ ઇલેક્ટ્રિક વેલ્ડેડ સ્ટ્રોબેરી અને સ્પિલાશૉટ્સનો ઉપયોગ કરવામાં આવે છે. 1020 મીમી સુધીના વ્યાસવાળા પાઇપ શાંત અને અર્ધ-તેજસ્વી લો-એલોય સ્ટીલ્સથી બનેલા છે, જે 1420 મીમી સુધીના વ્યાસવાળા પાઇપ કરે છે - લો-એલાય્ડ સ્ટીલ્સથી થર્મલી સુધારેલા અથવા થર્મોમેકનિકલી સખત સ્થિતિમાં. ફક્ત વિતરણ ગેસ પાઇપલાઇન્સ માટે ઓછું દબાણ (0.005 એમપીએ સુધી) તેને ઉકળતા નીચા કાર્બન સ્ટીલ્સથી પાઇપનો ઉપયોગ કરવાની છૂટ છે.
સીઆઈએસ પાઇપ્સમાં ગોસ્ટ 8731 અનુસાર ઉપયોગ થાય છે ... ગોસ્ટ 8734 જૂથો બી, તેમજ સંબંધિત તકનીકી અને આર્થિક સમર્થન સાથે - ગોસ્ટ 9567 મુજબ; સ્ટીલ ઇલેક્ટ્રિક વેલ્ડ પાઇપ્સ - એક શરતી વ્યાસ (ડીએફ) થી 800 એમએમ સહિત પાઇપ માટે જીસ્ટ 20295 અનુસાર. પાઇપ ડુ\u003e 800 એમએમ માટે, ખાસ તકનીકી પરિસ્થિતિઓ વિકસાવવામાં આવી છે જેમાં નીચેની આવશ્યકતાઓ શામેલ હોવી જોઈએ.
ફિનિશ્ડ પાઇપને ચિહ્નિત કરવામાં આવે છે, પાઇપના અંતથી 250-500 એમએમની અંતર પર સ્ટેમ્પ્સ (ઠંડા સ્ટેમ્પિંગ) નોકિંગ કરે છે, નીચેના ડેટા: એક ટ્રેડમાર્ક અથવા ઉત્પાદકનું નામ; સ્ટીલ અથવા તેના શરતી હોદ્દોનો બ્રાન્ડ; પાઇપ નંબર; તકનીકી નિયંત્રણની સ્ટેમ્પ; ઉત્પાદનનો વર્ષ. સ્ટિકિંગનો પ્લોટ સ્પષ્ટ રીતે ડિસ્ટ્રિબ્યુટેડ પેઇન્ટ છે. આ ઉપરાંત, તેનો વ્યાસ અને દિવાલ જાડાઈ પાઇપ ઇનશેબલ પેઇન્ટ પર સૂચવે છે.
આયાત પાઇપનું નિર્માણ કરવામાં આવે છે અને મુખ્યત્વે અમેરિકન ઓઇલ ઇન્સ્ટિટ્યુટ (એઆરઆઈ) ના ધોરણો મુજબ, જેમ કે: એઆઈઆઈ -5 આઇ (સીમલેસ અને સીધી પાઇપ્સ), એઆઈઆઈ -513 (વિવિધ પાઇપલાઇન્સ માટે સર્પાકાર પાઇપ્સ) એઆઈઆઈ -51x (પાઇપ્સ માટે ઉચ્ચ દબાણ પાઇપલાઇન્સ).
આ ધોરણો અનુસાર, પાઇપ સ્ટીલ ઉપજ શક્તિ પર જૂથોમાં જોડાય છે. સ્ટીલ્સના દરેક જૂથને 1 ચોરસ મીટર દીઠ હજારો પાઉન્ડમાં સમાન ઉપજ તાકાત મૂલ્યો સાથે આ ધોરણો અનુસાર, સ્ટીલ્સના જૂથો છે: એક્સ -42, એક્સ -46, એક્સ -52, એક્સ -56, એક્સ -60, એક્સ -65, એક્સ -70 એ 414 થી 565 એમપીએથી વિનાશનો સમય પ્રતિકાર છે. મિકેનિકલ પ્રોપર્ટીઝ ઉપરાંત એરી સ્ટાન્ડર્ડ્સ ઉત્પાદન પાઇપ, સ્ટીલની રાસાયણિક રચના, કદ, સમૂહ અને પાઇપની લંબાઈ, દબાણની પ્રક્રિયાને નિયંત્રિત કરે છે. હાઇડ્રોલિક ટેસ્ટ ઉત્પાદનની પ્રક્રિયામાં, બિન-વિનાશક પરીક્ષણ પદ્ધતિઓનો ઉપયોગ પાઇપ સમારકામની સ્થિતિ વગેરેના ઉત્પાદનમાં થાય છે. એરી સ્ટાન્ડર્ડ અનુસાર પાઇપનું નામ પાઈપોના પાઇપના નામ, એરીના મોનોગ્રામ (ટ્રેડમાર્કનો અર્થ એ છે કે આ પાઇપ એરીની આવશ્યકતાઓ અનુસાર બનાવવામાં આવે છે), પાઇપનું કદ ઇંચમાં બનાવે છે. , પાઉન્ડમાં પાઇપના એક પગનો જથ્થો, સ્ટીલની હોદ્દો વર્ગ અને ઉત્પાદનના પ્રકાર (એસ -બેસ્ટ, ઇ - વેલ્ડેડ ગંદકી પાઇપ, એસડબલ્યુ - સર્પાકાર પાઇપ્સ, પી.આઇ.પી.પી. , જેનું નામ સ્ટીલ (ઇ-સ્ટીલ ઇલેક્ટ્રિક હોલોઝમાં સ્પ્લેશ થાય છે, એમ - હાઇ-સ્ટ્રેન્થ લો-એલોય સ્ટીલ), લિસ્કિંગ પ્રજાતિઓ (એનએમ-નોર્મલિઝાઇઝેશન અથવા સામાન્યકરણ અને છોડો, ના - સખ્તાઇ અને વેકેશન, એનએસ-ઉચ્ચ વેકેશન). અનિશ્ચિત પેઇન્ટ દ્વારા માર્કિંગ કરવામાં આવે છે. મુખ્ય પાઇપલાઇન્સ માટે પાઇપ સ્ટીલ્સથી બનેલા છે, જે ઉપજની શક્તિના ગુણોત્તરને ભંગાણના સમયની પ્રતિકારમાં નથી. 0.75 - ઓછી કાર્બન સ્ટીલ્સ માટે; 0.8 - લો-એલોયેડ સામાન્ય સ્ટીલ્સ માટે; 0.85 - વિખેરવું-સખતતા માટે સામાન્ય અને થર્મલી સુધારેલા સ્ટીલ્સ; 0.9 - નિયંત્રિત રોલિંગ સ્ટીલ્સ માટે.
વેલ્ડીંગ માટે પાઇપ ધારની તૈયારી
વેલ્ડીંગ અને ઇન્સ્ટોલેશન કાર્ય શરૂ કરતા પહેલા, ખાતરી કરવી જરૂરી છે કે પાઇપ અને પાઇપલાઇન્સનો ઉપયોગ ગુણવત્તા પ્રમાણપત્રો હોય અને પ્રોજેક્ટ, તેમની સપ્લાય માટે તકનીકી સ્થિતિઓનું પાલન કરે. પાઇપ અને વિગતોને સંબંધિત ધોરણોની આવશ્યકતાઓ અનુસાર ઇનપુટ નિયંત્રણ પાસ કરવું આવશ્યક છે તકનીકી શરતો પાઇપ પર.
પાઇપ અને કનેક્ટિંગ ભાગોનો અંત એ લાગુ વેલ્ડીંગ પ્રક્રિયાઓને અનુરૂપ બેવલ ધારના આકાર અને પરિમાણોમાં હોવું આવશ્યક છે. તેમની અસંગતતા સાથે, ટ્રેકમાં ધારની મિકેનિકલ પ્રક્રિયાને મંજૂરી છે. નાના વ્યાસ પાઇપ્સ (520 મીમી સુધી) માટે, રસ્તાઓ, છિદ્ર, પાઇપ કટર અને ગ્રાઇન્ડર્સનો ઉપયોગ કરવો શક્ય છે. ઓર્બિટલ મિલિંગ મશીનો, હાઈડ્રોબ્રાસિવ કટીંગ અને ગ્રાઇન્ડીંગ મશીનોનો ઉપયોગ મોટા વ્યાસ માટે થાય છે. કેટલાક કિસ્સાઓમાં, જ્યારે કોઇલ અથવા પ્રદર્શન કોઇલ શામેલ કરવામાં આવે છે, ત્યારે ધારની તૈયારી માટે થર્મલ પદ્ધતિઓનો ઉપયોગ, જેમ કે:
એ) અનુગામી મિકેનિકલ સ્ટ્રીપિંગ ધાર સાથે ગેસ ઓક્સિજન કટીંગ 0.1 ..0.2 એમએમની ઊંડાઈ સુધી;
બી) નાઇટ્રોજન સાથે ધારની સંતૃપ્તિને કારણે - 1 એમએમ સુધીની ઊંડાણમાં હવા-પ્લાઝ્માને કાપીને (જ્યારે પ્લાઝમા-રચના ગેસ તરીકે આર્ગોનનો ઉપયોગ કરતી વખતે મિકેનિકલ પ્રોસેસિંગ જરૂરી નથી); સી) 0.5 મીમીની ઊંડાઈ (ધારને મથાળું) ની ઊંડાઈ સાથે અનુગામી મૂકેલા એર-આર્ક કટીંગ;
ડી) એએનઆર -2 એમ, એએનઆર -3 અથવા ઓકે .2.03 ના વિશિષ્ટ ઇલેક્ટ્રોડ્સ સાથે એક તિફટ અને કટીંગ, પછી યાંત્રિક પ્રક્રિયા જરૂરી નથી.
પાઈપોને ભેગા કરતા પહેલા, ત્યાં જમીન, ગંદકી, બરફથી પાઈપોની આંતરિક પોલાણને સાફ કરવું જરૂરી છે, અને પાઇપ્સની આંતરિક અને આંતરિક અને બાહ્ય સપાટી અને કનેક્ટિંગ ભાગોને પહોળાઈ સુધી પહોળાઈને સાફ કરવી જરૂરી છે. ઓછામાં ઓછા 10 મીમી.
ટ્યુબની નજીકના બાહ્ય ફેક્ટરીના સીમને મજબુત બનાવવા માટેના પ્લોટને વેલ્ડેબલ થવા માટે, તે ઓછામાં ઓછા 10 મીમીના અંતથી અંતરથી આશરે ..5 એમએમની ઊંચાઈ પર સ્ટફ્ડ કરવાની ભલામણ કરવામાં આવે છે.
બધા પાઇપ કોટેડ ઇલેક્ટ્રોડ્સ સાથે મેન્યુઅલ આર્ક વેલ્ડીંગ માટે બનાવાયેલ કટીંગ ધાર સાથે છોડમાંથી ટ્રેક પર આવે છે. આ કટીંગ (ફિગ. 1, એ) પાસે 25-30 ડિગ્રી કિનારાઓના બેવલના 4 એમએમ કરતાં વધુની દિવાલની જાડાઈના પાઈપો માટે છે અને 1-2.6 એમએમ ની તીવ્રતા છે. 16 મીમીની દિવાલની જાડાઈ અને મોટા વ્યાસના વધુ પાઇપને ફિગ અનુસાર સંયુક્ત કટીંગ ધાર સાથે પૂરી પાડી શકાય છે. 1, બી.
કદ દિવાલની જાડાઈ પર આધારિત છે અને તે છે:
7 મીમી - પાઇપ વોલની જાડાઈ સાથે 15 ... 19 મીમી
8 મીમી - પાઇપ વોલની જાડાઈ સાથે 19 ... 21,5 મીમી
10 મીમી - પાઇપ વોલની જાડાઈ 21.5 ... 26 મીમી.
ફિગ. 1. મેન્યુઅલ આર્ક વેલ્ડીંગ (એ, બી), પ્રોટેક્ટીવ ગેસ (બી) ના પર્યાવરણમાં ઓટોમેટિક વેલ્ડિંગ, ફ્લુક્સ (જી, ડી, ઇ, જી) અને દબાણવાળા રચના સાથે પાઉડર વાયર ( એ, બી).
પાઇપલાઇન્સ ડુ 1000 એમએમ માટે અને જ્યારે ઉપકરણની સાધનસામગ્રીનું સાધન અંદરથી પ્રદાન કરવામાં આવે છે, ત્યારે ફિગ 1 માં પ્રસ્તુત કટીંગ, બી ભલામણ કરવામાં આવે છે. વિતરણ પાઇપલાઇન્સના નિર્માણ દરમિયાન, પેઈપની મેન્યુઅલ આર્ક વેલ્ડીંગ 4 મીમીની દિવાલની જાડાઈવાળા કિનારે કાપીને મંજૂરી આપવામાં આવે છે. વધુમાં, 152 મીમી સુધીના વ્યાસવાળા પાઇપલાઇન્સ માટે, તેનો ઉપયોગ કરવો શક્ય છે ગેસ વેલ્ડીંગ (કિનારીઓ કાપીને - 3 એમએમ સુધી, અને એક બાજુના બેવલને કિનારીઓ - 5 મીમી સુધી).
ટ્રેક પરના તફાવત પાઇપના જોડાણને વધારાની ધાર પ્રક્રિયા વિના મંજૂરી આપવામાં આવે છે:
દિવાલની જાડાઈ માટે, 12.5 મીમીથી વધુ નહીં, જો જાડાઈ તફાવત 2 મીમીથી વધુ ન હોય;
12.5 મીમીથી વધુની દિવાલોની જાડાઈ માટે, જો જાડાઈ તફાવત 3 એમએમ કરતા વધારે ન હોય. આ કિસ્સામાં, આઘાતજનક ધારની મંજૂરી નથી.
શૉટ-ઑફ અને ડિસ્ટ્રિબ્યુશન મજબૂતીકરણ સાથે પાઇપ્સ અથવા પાઈપોનું જોડાણ, ફેક્ટરીના ઉત્પાદનના પગલાઓ અથવા મધ્યવર્તી જાડાઈ પાઇપ્સમાંથી ઓછામાં ઓછા 250 એમએમની લંબાઈ સાથે દાખલ કરવામાં આવે છે. .
તે ડાયરેક્ટ એસેમ્બલી અને પાઇપલાઇન્સના ભાગો સાથે પાઇપલાઇન્સના ભાગો સાથે 1.5 જાડાઈ સુધીના જુદા જુદા માર્ગે અથવા એક જાડા પાઇપ અથવા ભાગ (ફિગ 2, એ) ની સપાટીના અંત સુધીના વિશિષ્ટ પ્રોસેસિંગ સાથે વિવિધ રીતે પાઇપલાઇન્સના ભાગોમાં પાઇપો અથવા પાઈપોનું વેલ્ડીંગ કરવાની મંજૂરી આપે છે. બહુવિધ પાઇપના ચક્સની વેલ્ડીંગની મંજૂરી નથી.
શૉટ-ઑફ અને વિતરણ મજબૂતીકરણ સાથે પાઈપોનો સીધો સંબંધ એ સ્થિતિમાં ઉકેલાઈ ગયો છે જો મજબૂતીકરણની ફિટિંગની જાડાઈ પાકની દિવાલની 1.5 જાડાઈથી વધી ન હોય તો મજબૂતીકરણ પાઇપની તૈયારી (ફિગ. 2, બી ). આ તૈયારી સપ્લાયર દ્વારા અમલમાં મૂકવી આવશ્યક છે.
ફિગ. 2. ટ્યુબના વેલ્ડીંગ અને વિવિધ દિવાલની જાડાઈવાળા ભાગો માટે તૈયારી.
પાઇપ એસેમ્બલી આવશ્યકતાઓ
પાઇપ્સના સાંધાને બાંયધરી આપવી જોઈએ:
પાઇપલાઇનના અક્ષમાં સંયુક્તને લંબચોરસ. લંબચોરસથી વિચલન 2 મીમીથી વધુ ન હોવું જોઈએ;
અંતરની પરિમિતિની આસપાસ એકરૂપતા, જે સંબંધિત ધોરણો અને સૂચનો દ્વારા નિયમન મૂલ્યોની મર્યાદામાં છે;
સાર્વત્રિક નમૂનાઓ દ્વારા નોંધાયેલા કિનારીઓની ન્યૂનતમ સંભવિત શ્રેણી અનુમતિપાત્ર મૂલ્યો (ટ્રંક પાઇપલાઇન્સ માટે - 0.2 દિવાલની જાડાઈ, પરંતુ 3 એમએમથી વધુ નહીં, વિતરણ માટે - (0.15 દિવાલ જાડાઈ + 0.5 એમએમ);
100 મીમીથી વધુના જથ્થા સાથે પાઈપો માટે, 100 મીમીથી ઓછા વ્યાસવાળા પાઈપો માટે - 100 મીમીથી વધુના વ્યાસવાળા પાઇપ માટે - એક બીજાથી સંબંધિત ફેક્ટરી સીમનું મિશ્રણ એકબીજાથી સંબંધિત છે. આ જરૂરિયાતો કરવા માટે તકનીકી અશક્યતાના કિસ્સામાં, વેલ્ડીંગ કંપાઉન્ડની વધારાની અલ્ટ્રાસોનિક મોનીટરીંગ સંયુક્તના આ વિભાગ પર સૂચવવામાં આવે છે.
મોટા વ્યાસના પાઇપના ઉત્પાદનમાં, શેલ્સના સિલિન્ડર ગૃહો નીચેની પ્રકારની એસેમ્બલી અને વેલ્ડીંગને લાગુ કરે છે - "હાઉસિંગ શેલની એસેમ્બલી અને વેલ્ડીંગ."
Preheating
Preheating એ સૌથી મહત્વપૂર્ણ તકનીકી કામગીરીમાંની એક છે જે તમને થર્મલ વેલ્ડીંગ ચક્રને સમાયોજિત કરવાની મંજૂરી આપે છે. તે જાણીતું છે કે વેલ્ડેડ સંયુક્તની રચના અને ગુણધર્મો મોટેભાગે 800-500 ડિગ્રી સેલ્સિયસ (ઑસ્ટનેનાઇટનો સૌથી નીચો પ્રતિકાર) ની તાપમાનમાં ધાતુને ઠંડુ કરવાની ગતિ દ્વારા નક્કી કરવામાં આવે છે. ઉચ્ચ ઠંડક દરોમાં, માર્ટેન્સાઇટ-પ્રકાર હાર્ડવેર માળખાંની રચના શક્ય છે, જેમાં ઉચ્ચ તાકાત અને ઓછી પ્લાસ્ટિકિટી હોય છે, તેમજ ઠંડા ક્રેક્સની રચના કરવાની વલણ હોય છે. આ ખાસ કરીને 0.43% અને તેથી વધુના કાર્બન સમકક્ષ સાથે ઓછી-એલોય્ડ સ્ટીલ્સની સાચી છે. આ સ્ટીલ થર્મલ ચક્રની ક્રિયા માટે ખૂબ જ સંવેદનશીલ બની ગઈ છે, એકાગ્રતા માટે, અને થર્મલ પ્રભાવ ઝોન એમ્બ્રીલેમેન્ટ થવાની સંભાવના છે. આ ઘટના મોટેભાગે મેન્યુઅલ આર્ક વેલ્ડીંગ સાથે સ્પષ્ટપણે પ્રગટ થાય છે, જ્યારે જીવીટી મેટલની ઠંડક દર 70 ડિગ્રી સેલ્સિયસ / સેકંડ સુધી પહોંચી શકે છે. પાઇપ દિવાલની આપેલ જાડાઈ સાથે, થર્મલ ઇન્ફર્મેશન ઝોનની ઠંડક દરને વ્યવસ્થિત કરો, Preheating ના કનેક્ટિંગ ધારના પ્રારંભિક તાપમાન દ્વારા બદલી શકાય છે. સેલ્યુલોઝ કોટિંગ ઇલેક્ટ્રોડ્સ સાથે સીમના મૂળને વેલ્ડીંગ કરતી વખતે તે ખાસ કરીને મહત્વપૂર્ણ છે, જ્યારે કૂલિંગ રેટ અન્ય સીમ સ્તરોની વેલ્ડીંગની સરખામણીમાં મહત્તમ છે, રોવિંગ વેલ્ડીંગ એનર્જી ઘટાડે છે (જેમ કે ઇલેક્ટ્રોડ્સ દ્વારા વેલ્ડીંગ સ્પીડ ઇલેક્ટ્રોડ્સની વેલ્ડીંગ સ્પીડમાં બે વખત મુખ્ય કોટિંગ) અને વેલ્ડ મેટલમાં પ્રસરણ હાઇડ્રોજનની સામગ્રીમાં વધારો માટે એક એકાઉન્ટ માટે કોલ્ડ ક્રેક્સની વલણમાં વધારો થયો છે. પ્રારંભિક ગરમી જીવીટીમાં સખ્તાઈના માળખાના નિર્માણની શક્યતાને ઘટાડે છે, પરંતુ વેલ્ડ મેટલ અને ઉલ્લેખિત ઝોનથી ફેલાયેલા હાઇડ્રોજનની સક્રિય ખાલી જગ્યાઓ માટે પણ શરતો બનાવે છે. શું, બદલામાં, ઠંડા તિરાડોની રચના સામે વેલ્ડેડ સંયોજનોનો પ્રતિકાર વધારે છે, ખાસ કરીને જ્યારે સેલ્યુલોઝ કોટિંગ સાથે ઇલેક્ટ્રોડ્સનો ઉપયોગ કરે છે, જ્યારે સીમમાં હાઇડ્રોજન સામગ્રી વેલ્ડ મેટલના 100 ગ્રામ દીઠ 50 એમએમ સુધી પહોંચી શકે છે.
પ્રીહિટિંગનું તાપમાન રાસાયણિક સ્ટેશન (કાર્બન સમકક્ષ દ્વારા), પાઇપ મશીનો, આસપાસના તાપમાન અને ઇલેક્ટ્રોડ કોટિંગના પ્રકારને આધારે પસંદ કરવામાં આવે છે. આ પરિમાણો સામાન્ય રીતે સંબંધિત ધોરણો અને તકનીકી સૂચનાઓ દ્વારા સંચાલિત થાય છે. તેથી, ઉદાહરણ તરીકે, સીઆઈએસમાં VNC 066-89 (કોષ્ટક 2) દ્વારા માર્ગદર્શન આપવામાં આવે છે. જ્યારે સેલ્યુલોઝ કોટિંગ સાથે ઇલેક્ટ્રોડ્સ સાથે વેલ્ડીંગ કરે છે, ત્યારે પ્રીહિટિંગનું તાપમાન 75 ડિગ્રી સેલ્સિયસ સુધી વધે છે.
કોષ્ટક 2
વિદેશમાં, ઘણીવાર, ગરમી પસંદ કરતી વખતે, વેલ્ડેડ સાંધાના ક્રેક પ્રતિકારના સૂચક સાથે કાર્યરત છે, જે ફોર્મ્યુલા ઇટો-બીઝિઓ દ્વારા નિર્ધારિત છે:
ક્યાં: [એન] - પ્રસરણ હાઇડ્રોજનની સામગ્રી, એમએમ / 100 ગ્રામ;
ટી - વેલ્ડ પ્લેટ્સ, એમએમ ની જાડાઈ. ગરમીનું તાપમાન પ્રયોગમૂલક સૂત્ર પર નક્કી કરવામાં આવે છે:
(° C) tp.p \u003d 1440 આરસીએમ - 392.
પ્રારંભિક અને જો જરૂરી હોય તો, ઉષ્ણકટિબંધીય ગરમીને હીટિંગ ઉપકરણો (ગેસ અથવા ઇલેક્ટ્રિક) દ્વારા કરવામાં આવે છે, જે વેલ્ડેડ સંયુક્ત પરિમિતિમાં મેટલની એક સમાન ગરમી પૂરું પાડે છે. સીમની દરેક દિશામાં પાઇપ સૂકા ઝોનની પહોળાઈ ઓછામાં ઓછી 75 મીમી હોવી જોઈએ.
પ્રારંભિક અને સંમિશ્રિત ગરમીનું તાપમાન જ્યારે પાઈપો (અથવા ભાગ સાથે પાઇપ્સ) વિવિધ સ્ટીલ ગ્રેડથી અથવા વિવિધ દિવાલની જાડાઈથી જોડાયેલું હોય, જે વિવિધ તાપમાને ગરમ કરવું જોઈએ, મહત્તમ મૂલ્ય પર સેટ કરવામાં આવે છે.
મેન્યુઅલ આર્ક વેલ્ડીંગની તકનીકી અને તકનીક
પાઇપલાઇન્સના નિર્માણ દરમિયાન લગભગ 60% વેલ્ડીંગ કામ મેન્યુઅલ આર્ક વેલ્ડીંગ માટે એકાઉન્ટ્સ ધરાવે છે. આ વિભાગો અથવા વ્યક્તિગત પાઇપનો સતત થ્રેડ, વેલ્ડીંગ સંક્રમણો કુદરતી અને કૃત્રિમ અવરોધો, વેલ્ડીંગ સ્ટેલમ્સ, વેલ્ડીંગ કોઇલ, ક્રેન ગાંઠો, ટેપ્સ, વગેરે.
મેન્યુઅલ આર્ક વેલ્ડીંગની તકનીક મુખ્યત્વે પાઇપ્સની સામગ્રી દ્વારા વેલ્ડીંગ કરવા માટે નક્કી કરવામાં આવે છે. સ્ટીલ સ્ટીલ અને ઓપરેટિંગ શરતોના આધારે, વેલ્ડીંગ સામગ્રી પસંદ કરવામાં આવે છે. તે પછી, અમે ટેક્નોલૉજી અને વેલ્ડીંગ તકનીકોની સ્થાપના કરીએ છીએ, તેમજ પાઇપલાઇન બાંધકામની આપેલ ગતિ દ્વારા સંચાલિત હોવા છતાં, કામ ગોઠવવા માટેની યોજના તેમજ એક યોજના. આપવામાં આવેલી વેલ્ડીંગ સામગ્રી માટે, વેલ્ડીંગ ટેકનોલોજી વ્યાસ અને પાઇપ દિવાલની જાડાઈ પર આધારિત છે.
ટ્રંક અને વિતરણ પાઇપલાઇન્સના નિર્માણમાં અવિશ્વસનીય નિયમ સીમમાં ન્યૂનતમ સ્તરોની જરૂરિયાત માટે આવશ્યકતા છે. 6 મીમી અને ઓછી - 2 સ્તરોની દિવાલની જાડાઈ સાથે પાઈપો માટે, દિવાલની જાડાઈ 6 મીમીથી વધુ - 3 સ્તરોથી વધુ.
સૌથી વધુ જવાબદાર સીમની મૂળ સ્તર છે. તે સીમની આંતરિક સપાટી પર 1-3 મીમીના ફાયદાથી એક સમાન ઇનવર્સ રોલરને વિશ્વસનીય રીતે ચૂકવવા અને એક સમાન વ્યુત્પન્ન રોલરને ચૂકવશે. તે સંયુક્તના જુદા જુદા વિભાગોમાં 50 મીમીથી વધુ (દરેક 350 એમએમ સીમ માટે) ની લંબાઈ (દરેક 350 એમએમ સીમ માટે) પાઇપ દિવાલની જાડાઈના 10-15% સુધીના સીમ રુટ (મેનિસ્કસ) ની તીવ્રતા. રુટ સ્તરની બાહ્ય સપાટી સરળ, ઉડી, અને કટીંગની બાજુની સપાટીઓ સાથે સરળ જોડી બનાવવી જોઈએ. સીમની બાહ્ય સપાટીનો શ્રેષ્ઠ આકાર ગ્રાઇન્ડીંગ મશીન તરીકે કરી શકાય છે, અને સૂચનાની આવશ્યકતાઓ અનુસાર ન્યુમેટિક કલેક્ટર કરી શકાય છે.
જ્યારે વેલ્ડીંગ પાઈપોને 1020 મીમીના વ્યાસ સાથે અને સીમના મૂળના વેલ્ડીંગ પછી વધુ, તે તે સ્થાનોમાં પાઇપના અંદરથી રુટ સ્તરની એક રચના કરવાની ભલામણ કરવામાં આવે છે જ્યાં ત્યાં કોઈ રુટ પુરવઠો નથી, અને આવશ્યક નથી જંક્શન પરિમિતિ (અંદરથી) ની નીચલી ક્વાર્ટર, એટલે કે તે પ્લોટ પર, જે વેલ્ડીંગ દરમિયાન સીમની રુટ છત સ્થિતિમાં કરવામાં આવી હતી. મોટા વ્યાસના પાઇપ્સના સ્વિવલ સાંધાના મૂળના મેન્યુઅલ વેલ્ડીંગ સાથે, કેબિનેટને જંક્શનની સમગ્ર પરિમિતિ પર કરવામાં આવે છે. યજમાન સીમ રુટ પ્રદાતા પ્રદાન કરે છે, તેમાં નાની બાજુવાળી સપાટી હોવી જોઈએ, ફીડ્સ અને અન્ય ખામી વિના પાઇપની આંતરિક સપાટી સાથે સરળ રીતે સંમિશ્રિત કરવું જોઈએ. વેલ્ડીંગ સીમની વૃદ્ધિ ઓછામાં ઓછી 1 હોવી જોઈએ અને 3 મીમીથી વધુ નહીં. એડહેસિયન મુખ્ય પ્રકારના ઇલેક્ટ્રોડ્સ દ્વારા 3-4 એમએમ વ્યાસ સાથે કરવામાં આવે છે.
સીમની સ્તરો ભરવાથી એકબીજા સાથે સલામત રીતે ઓગળવામાં આવે છે અને કોઇલવાળા પાઇપ્સની ધાર મૂકે છે. દરેક સીમ લેયર પછી, સ્લેગથી સીમની સપાટીને સાફ કરવું જરૂરી છે.
સીમનો સામનો કરવો એ એક સરળ રૂપરેખા છે અને પાઇપની સપાટીથી, કાપીને અને અન્ય દૃશ્યમાન ખામી વિના જોડી બનાવી રહી છે. સીમની વૃદ્ધિ ઓછામાં ઓછી 1 હોવી જોઈએ અને 3 મીમીથી વધુ નહીં. વેલ્ડ પહોળાઈ દરેક દિશામાં 2-3 એમએમ દ્વારા કટીંગ પહોળાઈને ઓવરલેપ કરે છે.
શિફ્ટના અંતે, વેલ્ડ સંપૂર્ણપણે વેલ્ડેડ હોવું જોઈએ. આ જરૂરિયાત એ હકીકતને કારણે થાય છે કે દિવસ દરમિયાન પાઇપલાઇન એ એમ્બિયન્ટ તાપમાને ફેરફારોની અસરથી પસાર થાય છે, જે દિવસ દરમિયાન રાત્રે અને રાત્રીમાં બદલાતી વખતે ખાસ કરીને નોંધપાત્ર છે. તાપમાન બદલવું એ પાઈપોમાં થયેલી ઘટના અને તાણના સાંધાના સાંધામાં ખૂબ ઊંચી હોઈ શકે છે.
જો જંકશન સંપૂર્ણપણે નથી, તો વોલ્ટેજના સીમના નબળા ક્રોસ વિભાગમાં ઉપજની તાકાતથી વધી શકે છે અને સીમની ધાતુના વિનાશ માટે સમય પ્રતિકાર પણ થઈ શકે છે અને સંયુક્ત પતન થશે. જ્યારે મેટલની પ્લાસ્ટિકિટી ઘટાડે ત્યારે આ પરિસ્થિતિ ખાસ કરીને નકારાત્મક હવાના તાપમાને જોખમી છે.
ભલામણ કરેલ ઇલેક્ટ્રોડ્સના પ્રકારને આધારે, ત્યાં 3 સૌથી સામાન્ય વેલ્ડીંગ સ્કીમ્સ છે: મુખ્ય કોટિંગ સાથે ઇલેક્ટ્રોડ્સનો સંયુક્ત વેલ્ડીંગ, ગેસ ફસાયેલા ઇલેક્ટ્રોડ્સનો સંયુક્ત વેલ્ડીંગ, સીમના મૂળની વેલ્ડીંગ અને ઇલેક્ટ્રોડ્સ દ્વારા ગરમ માર્ગ ગેસ રોપણીનો પ્રકાર, અને ભરણ અને સામનો સ્તરો - મુખ્ય કોટિંગ સાથેના ઇલેક્ટ્રોડ્સ.
મુખ્ય કોટિંગ સાથે વેલ્ડીંગ ઇલેક્ટ્રોડ્સ નીચેનાથી થતા ઓસિલેશન્સ સાથે કરવામાં આવે છે, જેની લંબાઈ જંકશન કટીંગની પહોળાઈ પર આધારિત છે. ફ્લો-ડિસક્ટેડ વેલ્ડીંગ પદ્ધતિ સાથે, દરેક વેલ્ડર ચોક્કસ સીમ વિભાગ કરે છે, જે સ્થિતિ સમાન સંયુક્ત પર એકસાથે સંચાલિત વેલ્ડર્સની સંખ્યા પર આધાર રાખે છે. મોટા વ્યાસ પાઇપ્સ પર, તેમની સંખ્યા ચાર સુધી પહોંચી શકે છે. એક નિયમ તરીકે, જો વેલ્ડર બે હોય, તો તેઓ નાદિરથી તળિયેથી વેલ્ડીંગ હોય છે, અને દિશામાં પરિમિતિ ઉપર જાય છે (ડાયલ ઘડિયાળ દ્વારા) 6-3-12 અને 6-9-12. તે જ સમયે, સંયુક્તના છત ભાગમાં, લૉકને પાઇપના વર્તુળના નીચલા બિંદુથી 50-60 એમએમ દ્વારા ખસેડવું જોઈએ. બે નજીકના સ્તરોમાં, તાળાઓ એકબીજાથી ઓછામાં ઓછા 50-100 મીમીથી અમૂર્ત હોવા જોઈએ. જો ચાર વેલ્ડર, તો પ્રથમ જોડી સંયુક્ત (ડાયલ દ્વારા ડાયલ) દ્વારા રાંધવામાં આવે છે 6-3 અને 6-9, અને બીજો વરાળ 3-12 અને 9-12 છે.
મુખ્ય કોટેડ ઇલેક્ટ્રોડ્સથી નીચે ઉપરથી ઉપરથી વેલ્ડીંગને ઓવરલે કરવાના ક્રમના આકૃતિને ફિગમાં બતાવવામાં આવે છે. 3, એ. બધા અનુગામી વિચિત્ર સ્તરો પ્રથમ સ્તરની આકૃતિ અનુસાર કરવામાં આવે છે, પણ - બીજા સ્તરની યોજના અનુસાર. રોમન નંબરો વ્યક્તિગત સીમ વિભાગોના વેલ્ડીંગનું અનુક્રમ દર્શાવે છે. પર આધાર રાખીને અવકાશી સ્થિતિ વેલ્ડીંગ કોષ્ટક 3 માં બતાવેલ વર્તમાન મૂલ્યોની ભલામણ કરે છે.
મુખ્ય પ્રકાર સાથે કોટેડ ઇલેક્ટ્રોડ્સનો ઉપયોગ કરતી વખતે, ફક્ત ઇલેક્ટ્રોડ બ્રાંડના પાઇપલાઇનના નિર્માણ માટે પ્રમાણિત થવું જોઈએ.
કોષ્ટક 3.
ગેસ રોપણીના પ્રકારના ઇલેક્ટ્રોડ્સનો ઉપયોગ કરતી વખતે, સીમના રુટનું વેલ્ડીંગ કંપૅશનલ હિલચાલ વિના ટોચથી નીચેથી કરવામાં આવે છે, જે કોઇલવાળા પાઇપ્સના કિનારે ઇલેક્ટ્રોડના અંત સુધીમાં આધાર રાખે છે. વેલ્ડીંગ ઓછામાં ઓછી 75V ની પાવર સપ્લાયના સ્ટ્રોકમાં રિવર્સ અથવા સીધી પોલેરિટીના સતત પ્રવાહ દ્વારા કરવામાં આવે છે. વેલ્ડીંગની કિંમત 3.25 એમએમના વ્યાસવાળા ઇલેક્ટ્રોડ્સ સાથે વર્તમાન પ્રવાહ 100-110A કરતા વધી ન હોવી જોઈએ; જ્યારે નીચલા અને અર્ધ-પ્રોપ્લિકલ પોઝિશન 120-160 એમાં 3 મીમીના વ્યાસ સાથે ઇલેક્ટ્રોડ્સ સાથે વેલ્ડીંગ, બાકીની સ્થિતિમાં 100-140 એ. વેલ્ડીંગ ઝડપ 16-22 મીટર / કલાકની શ્રેણીમાં જાળવી રાખવી જોઈએ. વેલ્ડીંગ પ્રક્રિયામાં 40 થી 90 ડિગ્રી સુધી ઇલેક્ટ્રોડની ઝંખનાના ખૂણાને બદલવું, વેલ્ડર ક્રોસ-કટીંગ ધાર સાથે પ્રોસેસિંગ વિંડોને જાળવી રાખે છે, જેના દ્વારા તે ધારના ગલનને અવલોકન કરે છે.
અવશેષ સ્તરો ઘટાડવા માટે વેલ્ડીંગ તાણ -ની ઉપર વેલ્ડેડ સંયુક્ત બિન-ટર્નિંગ સંયુક્તનો પરિમિતિ સમપ્રમાણતામાં વહેંચાયેલું છે, ભૌતિક રીતે વિપરીત વિસ્તારોમાં અને મલ્ટિલેયર વેલ્ડીંગ ફિગમાં દર્શાવવામાં આવેલા અનુક્રમમાં કરવામાં આવે છે. 4. વેલ્ડીંગ તાણ ઘટાડવા અને વિકૃતિ ઘટાડવા માટેની વધુ અસર એ નવીનીકરણીય વેલ્ડીંગ પદ્ધતિનો ઉપયોગ કરે છે અને કટીંગ બે અથવા ચાર વેલ્ડરને એકસાથે ભરવામાં આવે છે.
જ્યારે નાના વ્યાસ પાઇપલાઇન્સ (530 મીમી સુધી) ની વેલ્ડીંગ, ટ્રેન્ચમાં ઇન્સ્ટોલેશન કાર્યની વોલ્યુમ ઘટાડવા માટે, તે ઘણીવાર સાંધાને 90 અથવા 180 ડિગ્રી સુધી વેલ્ડીંગ સાથેના પાઇપના વિભાગમાં પ્રેક્ટિસ કરવામાં આવે છે. પાઇપ પરિઘની આસપાસ ચાર જેટલી લંબાઈમાં વહેંચાયેલું છે. બ્રુઇંગ વિભાગો 1 અને 2 વેલ્ડીંગ વિસ્તારોમાં 3 અને 4 (ફિગ 5) માટે 90 ° ફેરવાય છે. પછી, 90 ° દ્વારા બીજા વળાંક, વિભાગો 5 અને 6, 7 અને 8 નું અનુક્રમણિકા ઉત્પન્ન કરે છે.
અન્ય કિસ્સામાં, વિભાગો 1 અને 2 (ફિગ. 6) ની વેલ્ડીંગ પછી, તે વિભાગો 3 અને 4 ની વેલ્ડીંગ માટે 180 ° દ્વારા ફેરવવામાં આવશે. પછી વેલ્ડીંગ વિસ્તારોમાં 90 ° અને 180 ° માટે 180 ° માટે ફેરવવામાં આવશે. અનુક્રમે 7 અને 8.
ફિગ .5. 90 ° દ્વારા પાઇપના પરિભ્રમણ સાથે વેલ્ડીંગ: એ - ફર્સ્ટ લેયર, બી - સેકંડ, 1 ... 8 એ લેયર વિભાગોનું અનુક્રમણિકા છે.
ફિગ 6. 180 ° પાઇપના પરિભ્રમણ સાથે વેલ્ડીંગ: એ - ફર્સ્ટ લેયર, બી - સેકંડ, 1 ... 8 એ લેયર વિભાગોનું અનુક્રમણિકા છે.
\u003d\u003e HTML [~ વિગતવાર_Text_type] \u003d\u003e HTML \u003d\u003e પાઇપલાઇન વર્ગીકરણ
પાઇપલાઇનના વિધેયાત્મક હેતુને આધારે, તેઓમાં વિભાજિત કરવામાં આવે છે: [~ પૂર્વાવલોકન_ટેક્સ્ટ] \u003d\u003e પાઇપલાઇનના કાર્યાત્મક હેતુને આધારે પાઇપલાઇન્સનું વર્ગીકરણ, \u003d\u003e ટેક્સ્ટ [~ પૂર્વાવલોકન_Text_type] \u003d\u003e ટેક્સ્ટ \u003d\u003e [~ વિગતવાર_પિકેટર] \u003d\u003e \u003d\u003e 12/15/2016 15: 16: 53 [~ timestamp_x] \u003d\u003e 12/15/2016 15:16:53 \u003d\u003e 15.12.2016 [~ uty onctifrom] \u003d\u003e 15.12.2016 \u003d\u003e / સમાચાર / ~ ~ ~ ~ smal_page_url] \u003d\u003e / સમાચાર / \u003d\u003e / સમાચાર / 115/40509 / [~ વિગતવાર_પેજ_યુઆરએલ] \u003d\u003e / સમાચાર / 115/40509 / \u003d\u003e / [~ lang_dir] \u003d\u003e / \u003d\u003e tekhnologiya_svarki_truboprovoda [~ કોડ ] \u003d\u003e Tekhnologiya_svarki_truboprovoda \u003d\u003e 4050509 [~ endoart_id] \u003d\u003e 40509 \u003d\u003e સમાચાર [~ iblock_type_id] \u003d\u003e સમાચાર \u003d\u003e સમાચાર [~ ~ ~ ~ ~ ~ newsews_s1 [~ iblock_external_id] \u003d\u003e clock_news_s1 \u003d\u003e S1 [~ ઢાંકણ ] \u003d\u003e s1 \u003d\u003e \u003d\u003e 15.12.2016 \u003d\u003e એરે (\u003d\u003e પાઇપલાઇન વેલ્ડીંગ ટેક્નોલૉજી \u003d\u003e પાઇપલાઇનનું વર્ગીકરણ \u003d પાઇપલાઇનનું વર્ગીકરણ, પાઇપલાઇનના કાર્યાત્મક હેતુને આધારે, \u003d\u003e ટેક્નોલૉજિસ્ટ પાઇપલાઇન વેલ્ડીંગ \u003d\u003e પાઇપલાઇન વેલ્ડીંગ ટેક્નોલૉજી \u003d\u003e પાઇપલાઇન વેલ્ડીંગ ટેકનોલોજી \u003d\u003e પાઇપલાઇનનું વર્ગીકરણ પાઇપલાઇનના કાર્યાત્મક હેતુને આધારે વિભાજિત કરવામાં આવ્યું છે: \u003d\u003e પાઇપલાઇન વેલ્ડીંગ ટેકનોલોજી \u003d\u003e પાઇપલાઇન વેલ્ડીંગ ટેકનોલોજી \u003d\u003e પાઇપલાઇન વેલ્ડીંગ ટેકનોલોજી \u003d\u003e પાઇપલાઇન વેલ્ડીંગ ટેકનોલોજી \u003d \u003e વેલ્ડીંગ ટેકનોલોજી Pipeline \u003d\u003e પાઇપલાઇન વેલ્ડીંગ ટેકનોલોજી \u003d\u003e પાઇપલાઇન વેલ્ડીંગ ટેકનોલોજી \u003d\u003e પાઇપલાઇન વેલ્ડીંગ ટેકનોલોજી \u003d\u003e પાઇપલાઇન વેલ્ડીંગ ટેકનોલોજી \u003d\u003e એરે (\u003d\u003e) \u003d\u003e એરે () \u003d\u003e એરે (\u003d\u003e 1 [~ id] \u003d\u003e 1 \u003d\u003e 02/15/2016 17:09:48 [~ timestamp_x] \u003d\u003e 02/15/2016 \u003d\u003e સમાચાર [~ iblock_type_id] \u003d\u003e સમાચાર \u003d\u003e S1 [~ lid] \u003d\u003e S1 \u003d \u003d \u003e સમાચાર [~ કોડ] \u003d\u003e સમાચાર \u003d\u003e પ્રેસ કેન્દ્ર [~ નામ] \u003d\u003e પ્રેસ સેન્ટર \u003d\u003e y [~ સક્રિય] \u003d\u003e વાય \u003d\u003e 500 [~ સૉર્ટ] \u003d\u003e 500 \u003d\u003e / સમાચાર / [~ list_page_url] \u003d\u003e / સમાચાર / \u003d\u003e # STAIT_DIR # / # Element_id # / [~ ~ ~ ~ ~ ~ ~_પેજ_યુઆરએલ] \u003d\u003e # સાઇટ_ડીઆઈઆર # / સમાચાર / # વિભાગ_ID # / # Element_id # / \u003d\u003e #\u003e # સાઇટ_dir # / સમાચાર / # SEND_ID # / [~ વિભાગ_પેજ_યુઆરએલ] \u003d\u003e # site_dir # / સમાચાર / # વિભાગ_ID # / \u003d\u003e [~ ચિત્ર] \u003d\u003e \u003d\u003e [~ વર્ણન] \u003d\u003e \u003d\u003e ટેક્સ્ટ [~ વર્ણન_ type] \u003d\u003e ટેક્સ્ટ \u003d\u003e 24 [~ rss_ttl] \u003d\u003e 24 \u003d\u003e ~ ~ ~ rss_file_acty_fial_acty] \u003d\u003e n \u003d\u003e 0 [rss_file_limit] \u003d\u003e 0 \u003d\u003e 0 [rss_file_days] \u003d\u003e 0 \u003d\u003e N [~ rss_yandex_actacty] \u003d\u003e n \u003d\u003e clock_news_s1 [~ xml_id] \u003d\u003e clocks_news_s1 \u003d\u003e [~ tmp_id] \u003d\u003e \u003d\u003e y ~ ~ index_ealment] \u003d\u003e y \u003d\u003e y ~ ~ ~ index_section] \u003d\u003e y \u003d\u003e n [ ~ વર્કફ્લો] \u003d\u003e n \u003d\u003e n [~ ~ bizproc] \u003d\u003e n \u003d\u003e l [~ section_mode] \u003d\u003e \u003d\u003e s: list_mode] \u003d\u003e \u003d\u003e S [~ ~ ~ ~ ~ ~ ~ mites_mode] \u003d\u003e s \u003d\u003e n [~ વિભાગ_પ્રોપીટી ] \u003d\u003e N \u003d\u003e n ~ memport_index] \u003d\u003e n \u003d\u003e 1 [~ સંસ્કરણ] \u003d\u003e 1 \u003d\u003e 0 [~ last_conv_Element] \u003d\u003e 0 \u003d\u003e [~ socnet_group_id] \u003d\u003e \u003d\u003e [~ itret_file_before] \u003d\u003e \u003d\u003e [It ~ intry_file_fter] \u003d\u003e \u003d\u003e વિભાગો [~ વિભાગ_ name] \u003d\u003e વિભાગ \u003d\u003e વિભાગ [~ વિભાગ_ name] \u003d\u003e વિભાગ \u003d\u003e સમાચાર [~ quests_name] \u003d\u003e સમાચાર \u003d\u003e સમાચાર [~ Element_name] \u003d\u003e સમાચાર \u003d\u003e [~ Canonical_page_url] \u003d\u003e \u003d\u003e ruting_news_s1 [~ બાહ્ય_દ] \u003d\u003e કપડાં_ news_s1 \u003d\u003e / ~ lang_dir] \u003d\u003e / \u003d\u003e www.alfa-indry.ru [~ server_name] \u003d\u003e www.alfa-indry.ru) \u003d\u003e એરે (\u003d\u003e એરે (\u003d\u003e એરે (\u003d\u003e 115 [~ ~ ~] \u003d\u003e 115 \u003d\u003e 2015-11-25 18:37:33 [~ timestamp_x] \u003d\u003e 2015-11-25 18:37:33 \u003d\u003e 2 [~ modified_by] \u003d\u003e 2 \u003d\u003e 2015-09-29 20:10:16 [~ date_create] \u003d\u003e 2015-09-29 20:10:16 \u003d\u003e 1 [~ kered_by] \u003d\u003e 1 \u003d\u003e 1 [~ iblock_id] \u003d\u003e 1 \u003d\u003e ~ ~ iblock_section_id] \u003d\u003e \u003d\u003e y [~ ~ સક્રિય] \u003d\u003e વાય \u003d\u003e y ~ y ~ y ~ yostacty] \u003d\u003e y \u003d\u003e 500 [~ sort] \u003d\u003e 500 \u003d\u003e તકનીકી લેખો [~ નામ] \u003d તકનીકી લેખ \u003d\u003e [~ ચિત્ર] \u003d\u003e \u003d\u003e 27 [~ lid_margin] \u003d\u003e 27 \u003d\u003e 28 [~ queld_margin] \u003d\u003e 28 \u003d\u003e 1 [~ deepth_level] \u003d\u003e 1 \u003d\u003e [~ વર્ણન] \u003d\u003e \u003d\u003e ટેક્સ્ટ [~ વર્ણન_ type] \u003d\u003e ટેક્સ્ટ \u003d\u003e તકનીકી લેખ [~ restake_content] \u003d\u003e તકનીકી લેખ \u003d\u003e [~ કોડ] \u003d\u003e \u003d\u003e 115 [~ xml_id] \u003d\u003e 115 \u003d\u003e [~ tmp_id] \u003d\u003e \u003d\u003e [~ ~ વિગતવાર_પિકેટર ] \u003d\u003e \u003d\u003e [~ Socnet_group_id] \u003d\u003e \u003d\u003e / સમાચાર / [~ સૂચિ_પેજ_યુઆરએલ] \u003d\u003e / સમાચાર / \u003d\u003e / સમાચાર / 115 / [~ સંપ્રદાય Ion_page_url] \u003d\u003e / સમાચાર / 115 / \u003d\u003e સમાચાર [~ iblock_type_id] \u003d\u003e સમાચાર \u003d\u003e સમાચાર [~ ibock_code] \u003d\u003e સમાચાર \u003d\u003e કપડાં_ news_s1 [~ iblock_external_id] \u003d\u003e clock_news_s1 \u003d\u003e 115 [~ oferderner_id] \u003d\u003e 115 \u003d \u003e એરે (\u003d\u003e તકનીકી લેખ \u003d\u003e તકનીકી લેખ \u003d\u003e \u003d\u003e તકનીકી લેખ \u003d\u003e તકનીકી લેખ \u003d\u003e \u003d\u003e તકનીકી લેખ \u003d\u003e તકનીકી લેખ \u003d\u003e તકનીકી લેખ \u003d\u003e તકનીકી લેખ \u003d\u003e તકનીકી લેખ \u003d\u003e તકનીકી લેખ \u003d\u003e તકનીકી લેખ \u003d\u003e તકનીકી લેખ))) \u003d\u003e / સમાચાર / 115 /)
ટેકનોલોજી વેલ્ડીંગ પાઇપલાઇન્સ
પાઇપલાઇન્સનું વર્ગીકરણ
પાઇપલાઇનના વિધેયાત્મક હેતુને આધારે, તેમાં વિભાજિત:
ફિશર પાઇપલાઇન્સ
મુખ્ય પાઇપલાઇન્સ
દંપતી અને ગરમ પાણી પાઇપલાઇન્સ
તકનીકી પાઇપલાઇન્સ
ગેસ સપ્લાય પાઇપલાઇન્સ (વિતરણ)
પાણી પુરવઠા અને ગટર
સ્ટીલમાં નોંધપાત્ર વોલ્યુમ પાઇપના ઉત્પાદન માટે ઉપયોગમાં લેવાય છે અને વિવિધ હેતુઓના પાઇપલાઇન્સનું નિર્માણ ઓછી કાર્બન અને લો-એલોય સ્ટીલ દ્વારા 500 એમપીએની ઉપજની શક્તિ સાથે કબજે કરવામાં આવે છે.
વિવિધ હેતુઓના પાઇપલાઇન્સના બાંધકામ દરમિયાન સૂચિત સ્ટીલ્સમાંથી પાઇપ વેલ્ડીંગની તકનીકી પ્રક્રિયાઓ એકબીજાથી લગભગ થોડું અલગ છે, અને કિનારીઓ, એસેમ્બલી, ગુણવત્તાની તૈયારી માટે ફક્ત તફાવતોમાં જતા નિયમનકારી નિયમનકારી અને તકનીકી દસ્તાવેજો વેલ્ડેડ સાંધા અને તાકાત અને તાણ અને ભવિષ્યમાં તાણ માટે પરીક્ષણ, અમે પાઇપલાઇન્સના મુખ્ય અને વિતરણ (ગેસ સપ્લાય પાઇપલાઇન્સ) ના ઉદાહરણ પર ઉત્પાદન પ્રક્રિયાના સામાન્ય જોગવાઈઓને ધ્યાનમાં લઈશું.
પાઇપલાઇન્સની વેલ્ડીંગ પદ્ધતિઓ
વેલ્ડીંગ પાઇપલાઇન્સ માટેની પદ્ધતિઓ થર્મલ, થર્મોમેકનિકલ અને મિકેનિકલ તરીકે વર્ગીકૃત કરવામાં આવે છે. થર્મલ પદ્ધતિઓમાં તમામ પ્રકારના મેલિંગ વેલ્ડીંગ (આર્ક, ગેસ, પ્લાઝ્મા, ઇલેક્ટ્રોન-બીમ, લેસર, લેસર, વગેરેનો પ્રકારોનો સમાવેશ થાય છે. થર્મોમેક્રેનિકલ ક્લાસમાં કસાઈ સંપર્ક વેલ્ડીંગનો સમાવેશ થાય છે, જે ચુંબકીય રીતે નિયંત્રિત આર્કનું વેલ્ડીંગ છે. મિકેનિકલ પદ્ધતિઓમાં ઘર્ષણ અને વિસ્ફોટનો સમાવેશ થાય છે. વેલ્ડીંગ
ઊર્જા કેરિયર્સ (આર્ક, ગેસ, પ્લાઝમા, લેસર, વગેરે) ના પ્રકાર દ્વારા વેલ્ડીંગ પાઇપલાઇન્સ માટે પદ્ધતિઓ છે; સંયોજનની રચનાની શરતો હેઠળ (વેલ્ડની મફત અથવા ફરજિયાત રચના); વેલ્ડીંગ ઝોનને સુરક્ષિત કરવાની પદ્ધતિ દ્વારા (ફ્લોક્સ હેઠળ, રક્ષણાત્મક ગેસમાં, સ્વ-રક્ષણ ઇલેક્ટ્રોડ વાયર, વગેરેનો ઉપયોગ કરીને); મિકેનાઇઝેશનની ડિગ્રી અને પ્રક્રિયાના ઓટોમેશન (મેન્યુઅલ, મિકેનાઇઝ્ડ, ઓટોમેટેડ અને રોબોટિક) અનુસાર.
મુખ્ય પાઇપલાઇન્સના વેલ્ડીંગ માટે, આર્ક વેલ્ડીંગ પદ્ધતિઓ સૌથી સામાન્ય હતી. ધોરીમાર્ગો પરના તમામ સાંધામાંથી 60% થી વધુ પ્રવાહને ફ્લુક્સ હેઠળ સ્વચાલિત આર્ક વેલ્ડીંગ દ્વારા વેલ્ડેડ કરવામાં આવે છે. ફ્લુક્સ હેઠળ આર્ક વેલ્ડીંગનો ઉપયોગ ફક્ત એવા કેસોમાં થાય છે જ્યાં સંયુક્તને ફેરવવાની ક્ષમતા હોય છે. પ્રવાહ હેઠળ પાઇપલાઇન્સનું વેલ્ડીંગ મુખ્યત્વે બે અને ત્રણ પાઇપ વિભાગોના ઉત્પાદનમાં 219 વ્યાસના વ્યાસ સાથે ઉપયોગમાં લેવાય છે ... 1420 એમએમ. જ્યારે યાંત્રિક પદ્ધતિઓનો ઉપયોગ અશક્ય છે, મેન્યુઅલ આર્ક વેલ્ડીંગનો ઉપયોગ થાય છે.
મેન્યુઅલ આર્ક વેલ્ડીંગને જંકશનની વિવિધ અવકાશી સ્થિતિ સાથે કરવામાં આવે છે - નીચલા, વર્ટિકલ અને છત. વેલ્ડીંગની પ્રક્રિયામાં, 8 ની ઝડપે જંક્શન પરિમિતિની આસપાસ ઇલેક્ટ્રોડને મેન્યુઅલી ખસેડો ... 20 મીટર / કલાક.
રક્ષણાત્મક ગેસ વેલ્ડીંગમાં જાતો છે: રક્ષણાત્મક ગેસના પ્રકાર મુજબ - નિષ્ક્રિય ગેસ (એર્ગોન, હિલીયમ, તેમના મિશ્રણ) માં વેલ્ડીંગ, સક્રિય વાયુઓ (CO2, નાઇટ્રોજન, હાઇડ્રોજન) માં વેલ્ડીંગ ઇન્ટ અને સક્રિય ગેસ (એજી +) CO2; એજી + CO2 + O2); ઇલેક્ટ્રોડના પ્રકાર દ્વારા - ગલન અને અસંતુષ્ટ (ટંગસ્ટન) ઇલેક્ટ્રોડ; મિકેનાઇઝેશન, મેન્યુઅલ, મિકેનાઇઝ્ડ અને ઓટોમેટેડ વેલ્ડીંગની ડિગ્રી અનુસાર. પ્રોટેક્ટીવ ગેસમાં આર્ક વેલ્ડીંગનો ઉપયોગ વિવિધ અવકાશી સ્થિતિઓમાં પાઇપલાઇન દ્વારા વેલ્ડીંગ માટે થાય છે. મેન્યુઅલ વેલ્ડીંગની ઝડપ 8 ... 30 મીટર / એચ, મિકેનાઇઝ્ડ અને ઓટોમેટેડ 20 ... 60 એમ / એચ. પાઇપલાઇન દ્વારા વેલ્ડીંગ માટે, ફરજિયાત સીમ રચના સાથે પાવડર વાયર સાથે મિકેનાઇઝ્ડ વેલ્ડીંગની પદ્ધતિનો ઉપયોગ કરવામાં આવે છે, જેમાં પાઉડર ઘટકો દ્વારા સુરક્ષા કાર્યો કરવામાં આવે છે જે વાયર શેલને ભરે છે. વેલ્ડીંગ સ્નાન સ્ફટિકીકરણ કરે છે, બાહ્ય રચના ઉપકરણ અને વેલ્ડીંગનું માથું તળિયેથી તળિયેથી જંકશન પરિમિતિ સાથે ખસેડવામાં આવે છે ... 20 મીટર / કલાક. પાઇપલાઇન સાથે લેસર વેલ્ડીંગ, જેમાં લેસર બીમ ઊર્જા વાહક દ્વારા સેવા આપવામાં આવે છે. લેસર વેલ્ડીંગની ઝડપ 300 મીટર / કલાક સુધી છે.
સતત ગલન સાથે વેલ્ડીંગનો સંપર્ક કનેક્ટ કરતી વખતે, આપેલ પ્રોગ્રામ મુજબ પ્રક્રિયા આપમેળે થાય છે. 1420 મી.મી.ના વ્યાસવાળા પાઈપોના એક જંકશનની વેલ્ડીંગની અવધિ 3 છે ... 4 મિનિટ, પાઇપલાઇન્સ -10 ના નિર્માણ દરમિયાન એક સંયુક્તનું વેલ્ડીંગ ચક્ર ... 15 મિનિટ.
મેગ્નેટિકલી નિયંત્રિત આર્ક (અથવા આર્કોન્ટક્ટ વેલ્ડીંગ) ના સ્વચાલિત વેલ્ડીંગ એ કિનારીઓને ગરમ કરીને બટનો સંપર્ક વેલ્ડીંગથી અલગ પડે છે. આર્કોન્ટક્ટ વેલ્ડીંગમાં, હીટિંગ એ ચાપ દ્વારા ઉચ્ચ ઝડપે કોઇલવાળા પાઇપ્સના કિનારે મેગ્નેટિક ક્ષેત્રને ફેરવવા માટે કરવામાં આવે છે. આ વેલ્ડીંગ પદ્ધતિનો ઉપયોગ નાની પાઇપલાઇન્સ (114 મીમી સુધી) વ્યાસ બનાવવા માટે થાય છે.
મુખ્ય અને વિતરણ પાઇપલાઇન્સના નિર્માણમાં વપરાતા નિયમનકારી દસ્તાવેજો
એસેમ્બલ અને વેલ્ડીંગના અમલીકરણ માટેના નિયમોનું સંચાલન કરતી મુખ્ય નિયમનકારી દસ્તાવેજ સીઆઈએસમાં પાઇપલાઇન્સના નિર્માણ દરમિયાન "બાંધકામના ધોરણો અને નિયમો" છે, જે "વેલ્ડીંગ વર્કના ઉત્પાદન અને વેલ્ડેડ સાંધાના ગુણવત્તા નિયંત્રણના નિયમોનું સારાંશ "એસપી 105-34-96, તેમજ સ્નિપ 3.05.02.88" ગેસ સપ્લાય પાઇપલાઇન્સ ". આ દસ્તાવેજો વેલ્ડર્સના ક્વોલિફાઇંગ પરીક્ષણો અને સહનશીલતાના નિયંત્રણ, વેલ્ડીંગની તૈયારી, સંપાદન, સમારકામ અને પાઇપ્સની અસ્વીકાર માટેનાં નિયમો પ્રદાન કરે છે, પોતાને વચ્ચે અને પાઇપલાઇન મજબૂતીકરણ સાથે વિવિધ પાઇપ ભેગા કરવાનો આદેશ વેલ્ડીંગ અને હવામાનની સ્થિતિઓની પદ્ધતિઓ ટ્રૅક પર કામ કરતી વખતે નક્કી કરવામાં આવે છે, નિયમનકારી દસ્તાવેજો, ભલામણ કરેલ વેલ્ડીંગ સામગ્રીના ઉપયોગને નિયમન કરે છે, તેમજ વેલ્ડેડ પાઇપલાઇન્સને નિયંત્રિત કરવા માટેના નિયમો અને નિયમો તેમના નિવારણ અને સમારકામ માટે શરતોનું નિયંત્રણ કરે છે.
આ સ્નીપ્સના મુખ્ય જોગવાઈઓના વિકાસમાં, વેલ્ડીંગ પાઇપલાઇન્સ માટે તકનીકી સૂચનાઓ વિકસાવવામાં આવી હતી (વી.એન.આઇ. 066-89 અને એલબીએન A.3.1.-36-3-96 અને પાઇપલાઇન્સના વેલ્ડેડ સાંધાને નિયંત્રિત કરવાની પદ્ધતિ (વી.એન. 012-88) . આ સૂચનાઓ નિયમન કરે છે: ટેક્નોલૉજીના મુખ્યમંત્રી અને પાઈપોના રિંગ સાંધાના સ્વયંસંચાલિત આર્ક વેલ્ડીંગ, તેમજ ટ્રંક અને વિતરણ પાઇપલાઇન્સના શૉટ-ઑફ અને ડિસ્ટ્રિબ્યુશન પાઇપલાઇન્સના વિતરણની મજબૂતીકરણ સાથે પાઈપો, જેની જાડાઈ સાથે 14 થી 1420 એમએમનો વ્યાસ ધરાવે છે. 1 થી 26 એમએમની દીવાલ, 7.5 એમપીએથી વધુ દબાણ માટે રચાયેલ; વેલ્ડેડ સાંધા અને તેમની સમારકામનું નિયંત્રણ; સલામતી અને ઉત્પાદન સ્વચ્છતા. આ સૂચનો અનુસાર, તેને 590 એમપીએ સમાવિષ્ટ કરવા માટે નિયમનકારી સમય પ્રતિકાર સાથે સ્ટીલ્સથી સ્ટીલ્સથી વેલ્ડ પાઇપને મંજૂરી આપવામાં આવે છે. . સૂચનાઓ મેન્યુઅલ આર્ક વેલ્ડીંગ તકનીકોનો ઉપયોગ કરીને પાઇપલાઇન્સ વેલ્ડીંગની તકનીકી સુવિધાઓ, ફ્લુક્સ હેઠળ સ્વચાલિત વેલ્ડીંગ, રક્ષણાત્મક ગેસ પર્યાવરણમાં સ્વચાલિત વેલ્ડીંગ અને બળજબરીપૂર્વક સીમ રચના સાથે પાવડર વાયર. સૂચનાઓ વેલ્ડીંગ વિશેષ હેતુ પાઇપલાઇન્સ (એમોનિયા, ઇથેનિઆ, ઇથેનોલ, કાર્બન ડાયોક્સાઇડ, વગેરે), તેમજ ક્રોંધિત ઉત્પાદનો માટે પાઇપલાઇન્સને વેલ્ડીંગ વિશેષ હેતુ પાઇપલાઇન્સ પર લાગુ થતી નથી.
વિદેશમાં, પાઇપલાઇન્સનું નિર્માણ રાષ્ટ્રીય અને આંતરરાષ્ટ્રીય ધોરણો (કોષ્ટક 1) દ્વારા માર્ગદર્શન આપવામાં આવે છે, જેમાં એઆરઆઈ 1104, એઆરઆઈ 5 ડી અને સીએસ 4515 પાઇપલાઇન વેલ્ડેડ સાંધાની ગુણવત્તા સાથે સૌથી વધુ લોકપ્રિયનો ઉપયોગ કરે છે, જે નિયમ તરીકે માર્ગદર્શન આપે છે. સ્ટાન્ડર્ડ આઇએસઓ 8517 અને યુરોપિયન સ્ટાન્ડર્ડ એન 25817.
કોષ્ટક 1
પાઇપ માટે જરૂરીયાતો
ટ્રંક અને વિતરણ ગેસ પાઇપલાઇન્સના નિર્માણ માટે, સ્ટીલ સીમલેસ ઇલેક્ટ્રિક વેલ્ડેડ સ્ટ્રોબેરી અને સ્પિલાશૉટ્સનો ઉપયોગ કરવામાં આવે છે. 1020 મીમી સુધીના વ્યાસવાળા પાઇપ શાંત અને અર્ધ-તેજસ્વી લો-એલોય સ્ટીલ્સથી બનેલા છે, જે 1420 મીમી સુધીના વ્યાસવાળા પાઇપ કરે છે - લો-એલાય્ડ સ્ટીલ્સથી થર્મલી સુધારેલા અથવા થર્મોમેકનિકલી સખત સ્થિતિમાં. ફક્ત લો-પ્રેશર વિતરણ ગેસ પાઇપલાઇન્સ (0.005 એમપીએ સુધી) માટે, તેને ઉકળતા નીચા કાર્બન સ્ટીલ્સથી પાઇપનો ઉપયોગ કરવાની છૂટ છે.
સીઆઈએસ પાઇપ્સમાં ગોસ્ટ 8731 અનુસાર ઉપયોગ થાય છે ... ગોસ્ટ 8734 જૂથો બી, તેમજ સંબંધિત તકનીકી અને આર્થિક સમર્થન સાથે - ગોસ્ટ 9567 મુજબ; સ્ટીલ ઇલેક્ટ્રિક વેલ્ડ પાઇપ્સ - એક શરતી વ્યાસ (ડીએફ) થી 800 એમએમ સહિત પાઇપ માટે જીસ્ટ 20295 અનુસાર. પાઇપ ડુ\u003e 800 એમએમ માટે, ખાસ તકનીકી પરિસ્થિતિઓ વિકસાવવામાં આવી છે જેમાં નીચેની આવશ્યકતાઓ શામેલ હોવી જોઈએ.
ફિનિશ્ડ પાઇપને ચિહ્નિત કરવામાં આવે છે, પાઇપના અંતથી 250-500 એમએમની અંતર પર સ્ટેમ્પ્સ (ઠંડા સ્ટેમ્પિંગ) નોકિંગ કરે છે, નીચેના ડેટા: એક ટ્રેડમાર્ક અથવા ઉત્પાદકનું નામ; સ્ટીલ અથવા તેના શરતી હોદ્દોનો બ્રાન્ડ; પાઇપ નંબર; તકનીકી નિયંત્રણની સ્ટેમ્પ; ઉત્પાદનનો વર્ષ. સ્ટિકિંગનો પ્લોટ સ્પષ્ટ રીતે ડિસ્ટ્રિબ્યુટેડ પેઇન્ટ છે. આ ઉપરાંત, તેનો વ્યાસ અને દિવાલ જાડાઈ પાઇપ ઇનશેબલ પેઇન્ટ પર સૂચવે છે.
આયાત પાઇપનું નિર્માણ કરવામાં આવે છે અને મુખ્યત્વે અમેરિકન ઓઇલ ઇન્સ્ટિટ્યુટ (એઆરઆઈ) ના ધોરણો મુજબ, જેમ કે: એઆઈઆઈ -5 આઇ (સીમલેસ અને સીધી પાઇપ્સ), એઆઈઆઈ -513 (વિવિધ પાઇપલાઇન્સ માટે સર્પાકાર પાઇપ્સ) એઆઈઆઈ -51x (પાઇપ્સ માટે ઉચ્ચ દબાણ પાઇપલાઇન્સ).
આ ધોરણો અનુસાર, પાઇપ સ્ટીલ ઉપજ શક્તિ પર જૂથોમાં જોડાય છે. સ્ટીલ્સના દરેક જૂથને 1 ચોરસ મીટર દીઠ હજારો પાઉન્ડમાં સમાન ઉપજ તાકાત મૂલ્યો સાથે આ ધોરણો અનુસાર, સ્ટીલ્સના જૂથો છે: એક્સ -42, એક્સ -46, એક્સ -52, એક્સ -56, એક્સ -60, એક્સ -65, એક્સ -70 એ 414 થી 565 એમપીએથી વિનાશનો સમય પ્રતિકાર છે. મિકેનિકલ પ્રોપર્ટીઝ ઉપરાંત એરી સ્ટાન્ડર્ડ્સ પાઈપો, સ્ટીલ, પરિમાણો, માસ અને પાઇપની રાસાયણિક રચના, ઉત્પાદન પ્રક્રિયા દરમિયાન હાઇડ્રોલિક પરીક્ષણો દરમિયાન દબાણ, બિન-વિનાશક પરીક્ષણની પદ્ધતિઓનું સંચાલન કરે છે, જેનો ઉપયોગ કરવામાં આવે છે. પાઇપ સમારકામની શરતો, વગેરેનું ઉત્પાદન વગેરે. એરી સ્ટાન્ડર્ડ અનુસાર પાઇપનું નામ પાઈપોના પાઇપના નામ, એરીના મોનોગ્રામ (ટ્રેડમાર્કનો અર્થ એ છે કે આ પાઇપ એરીની આવશ્યકતાઓ અનુસાર બનાવવામાં આવે છે), પાઇપનું કદ ઇંચમાં બનાવે છે. , પાઉન્ડમાં પાઇપના એક પગનો જથ્થો, સ્ટીલની હોદ્દો વર્ગ અને ઉત્પાદનના પ્રકાર (એસ -બેસ્ટ, ઇ - વેલ્ડેડ ગંદકી પાઇપ, એસડબલ્યુ - સર્પાકાર પાઇપ્સ, પી.આઇ.પી.પી. , જેનું નામ સ્ટીલ (ઇ-સ્ટીલ ઇલેક્ટ્રિક હોલોઝમાં સ્પ્લેશ થાય છે, એમ - હાઇ-સ્ટ્રેન્થ લો-એલોય સ્ટીલ), લિસ્કિંગ પ્રજાતિઓ (એનએમ-નોર્મલિઝાઇઝેશન અથવા સામાન્યકરણ અને છોડો, ના - સખ્તાઇ અને વેકેશન, એનએસ-ઉચ્ચ વેકેશન). અનિશ્ચિત પેઇન્ટ દ્વારા માર્કિંગ કરવામાં આવે છે. મુખ્ય પાઇપલાઇન્સ માટે પાઇપ સ્ટીલ્સથી બનેલા છે, જે ઉપજની શક્તિના ગુણોત્તરને ભંગાણના સમયની પ્રતિકારમાં નથી. 0.75 - ઓછી કાર્બન સ્ટીલ્સ માટે; 0.8 - લો-એલોયેડ સામાન્ય સ્ટીલ્સ માટે; 0.85 - વિખેરવું-સખતતા માટે સામાન્ય અને થર્મલી સુધારેલા સ્ટીલ્સ; 0.9 - નિયંત્રિત રોલિંગ સ્ટીલ્સ માટે.
વેલ્ડીંગ માટે પાઇપ ધારની તૈયારી
વેલ્ડીંગ અને ઇન્સ્ટોલેશન કાર્ય શરૂ કરતા પહેલા, ખાતરી કરવી જરૂરી છે કે પાઇપ અને પાઇપલાઇન્સનો ઉપયોગ ગુણવત્તા પ્રમાણપત્રો હોય અને પ્રોજેક્ટ, તેમની સપ્લાય માટે તકનીકી સ્થિતિઓનું પાલન કરે. પાઇપ્સ અને વિગતો પાઇપ પર સંબંધિત ધોરણો અને તકનીકી પરિસ્થિતિઓની જરૂરિયાતો અનુસાર ઇનપુટ નિયંત્રણ પસાર કરવું આવશ્યક છે.
પાઇપ અને કનેક્ટિંગ ભાગોનો અંત એ લાગુ વેલ્ડીંગ પ્રક્રિયાઓને અનુરૂપ બેવલ ધારના આકાર અને પરિમાણોમાં હોવું આવશ્યક છે. તેમની અસંગતતા સાથે, ટ્રેકમાં ધારની મિકેનિકલ પ્રક્રિયાને મંજૂરી છે. નાના વ્યાસ પાઇપ્સ (520 મીમી સુધી) માટે, રસ્તાઓ, છિદ્ર, પાઇપ કટર અને ગ્રાઇન્ડર્સનો ઉપયોગ કરવો શક્ય છે. ઓર્બિટલ મિલિંગ મશીનો, હાઈડ્રોબ્રાસિવ કટીંગ અને ગ્રાઇન્ડીંગ મશીનોનો ઉપયોગ મોટા વ્યાસ માટે થાય છે. કેટલાક કિસ્સાઓમાં, જ્યારે કોઇલ અથવા પ્રદર્શન કોઇલ શામેલ કરવામાં આવે છે, ત્યારે ધારની તૈયારી માટે થર્મલ પદ્ધતિઓનો ઉપયોગ, જેમ કે:
એ) અનુગામી મિકેનિકલ સ્ટ્રીપિંગ ધાર સાથે ગેસ ઓક્સિજન કટીંગ 0.1 ..0.2 એમએમની ઊંડાઈ સુધી;
બી) નાઇટ્રોજન સાથે ધારની સંતૃપ્તિને કારણે - 1 એમએમ સુધીની ઊંડાણમાં હવા-પ્લાઝ્માને કાપીને (જ્યારે પ્લાઝમા-રચના ગેસ તરીકે આર્ગોનનો ઉપયોગ કરતી વખતે મિકેનિકલ પ્રોસેસિંગ જરૂરી નથી); સી) 0.5 મીમીની ઊંડાઈ (ધારને મથાળું) ની ઊંડાઈ સાથે અનુગામી મૂકેલા એર-આર્ક કટીંગ;
ડી) એએનઆર -2 એમ, એએનઆર -3 અથવા ઓકે .2.03 ના વિશિષ્ટ ઇલેક્ટ્રોડ્સ સાથે એક તિફટ અને કટીંગ, પછી યાંત્રિક પ્રક્રિયા જરૂરી નથી.
પાઈપોને ભેગા કરતા પહેલા, ત્યાં જમીન, ગંદકી, બરફથી પાઈપોની આંતરિક પોલાણને સાફ કરવું જરૂરી છે, અને પાઇપ્સની આંતરિક અને આંતરિક અને બાહ્ય સપાટી અને કનેક્ટિંગ ભાગોને પહોળાઈ સુધી પહોળાઈને સાફ કરવી જરૂરી છે. ઓછામાં ઓછા 10 મીમી.
ટ્યુબની નજીકના બાહ્ય ફેક્ટરીના સીમને મજબુત બનાવવા માટેના પ્લોટને વેલ્ડેબલ થવા માટે, તે ઓછામાં ઓછા 10 મીમીના અંતથી અંતરથી આશરે ..5 એમએમની ઊંચાઈ પર સ્ટફ્ડ કરવાની ભલામણ કરવામાં આવે છે.
બધા પાઇપ કોટેડ ઇલેક્ટ્રોડ્સ સાથે મેન્યુઅલ આર્ક વેલ્ડીંગ માટે બનાવાયેલ કટીંગ ધાર સાથે છોડમાંથી ટ્રેક પર આવે છે. આ કટીંગ (ફિગ. 1, એ) પાસે 25-30 ડિગ્રી કિનારાઓના બેવલના 4 એમએમ કરતાં વધુની દિવાલની જાડાઈના પાઈપો માટે છે અને 1-2.6 એમએમ ની તીવ્રતા છે. 16 મીમીની દિવાલની જાડાઈ અને મોટા વ્યાસના વધુ પાઇપને ફિગ અનુસાર સંયુક્ત કટીંગ ધાર સાથે પૂરી પાડી શકાય છે. 1, બી.
કદ દિવાલની જાડાઈ પર આધારિત છે અને તે છે:
7 મીમી - પાઇપ વોલની જાડાઈ સાથે 15 ... 19 મીમી
8 મીમી - પાઇપ વોલની જાડાઈ સાથે 19 ... 21,5 મીમી
10 મીમી - પાઇપ વોલની જાડાઈ 21.5 ... 26 મીમી.
ફિગ. 1. મેન્યુઅલ આર્ક વેલ્ડીંગ (એ, બી), પ્રોટેક્ટીવ ગેસ (બી) ના પર્યાવરણમાં ઓટોમેટિક વેલ્ડિંગ, ફ્લુક્સ (જી, ડી, ઇ, જી) અને દબાણવાળા રચના સાથે પાઉડર વાયર ( એ, બી).
પાઇપલાઇન્સ ડુ 1000 એમએમ માટે અને જ્યારે ઉપકરણની સાધનસામગ્રીનું સાધન અંદરથી પ્રદાન કરવામાં આવે છે, ત્યારે ફિગ 1 માં પ્રસ્તુત કટીંગ, બી ભલામણ કરવામાં આવે છે. વિતરણ પાઇપલાઇન્સના નિર્માણ દરમિયાન, પેઈપની મેન્યુઅલ આર્ક વેલ્ડીંગ 4 મીમીની દિવાલની જાડાઈવાળા કિનારે કાપીને મંજૂરી આપવામાં આવે છે. વધુમાં, 152 મીમી સુધીના વ્યાસવાળા પાઇપલાઇન્સ માટે, ગેસ વેલ્ડીંગનો ઉપયોગ કરવો શક્ય છે (3 એમએમ સુધી કિનારીઓ - 3 મીમી સુધીના એક બાજુના બેવલ - 5 મીમી સુધી).
ટ્રેક પરના તફાવત પાઇપના જોડાણને વધારાની ધાર પ્રક્રિયા વિના મંજૂરી આપવામાં આવે છે:
દિવાલની જાડાઈ માટે, 12.5 મીમીથી વધુ નહીં, જો જાડાઈ તફાવત 2 મીમીથી વધુ ન હોય;
12.5 મીમીથી વધુની દિવાલોની જાડાઈ માટે, જો જાડાઈ તફાવત 3 એમએમ કરતા વધારે ન હોય. આ કિસ્સામાં, આઘાતજનક ધારની મંજૂરી નથી.
શૉટ-ઑફ અને ડિસ્ટ્રિબ્યુશન મજબૂતીકરણ સાથે પાઇપ્સ અથવા પાઈપોનું જોડાણ, ફેક્ટરીના ઉત્પાદનના પગલાઓ અથવા મધ્યવર્તી જાડાઈ પાઇપ્સમાંથી ઓછામાં ઓછા 250 એમએમની લંબાઈ સાથે દાખલ કરવામાં આવે છે. .
તે ડાયરેક્ટ એસેમ્બલી અને પાઇપલાઇન્સના ભાગો સાથે પાઇપલાઇન્સના ભાગો સાથે 1.5 જાડાઈ સુધીના જુદા જુદા માર્ગે અથવા એક જાડા પાઇપ અથવા ભાગ (ફિગ 2, એ) ની સપાટીના અંત સુધીના વિશિષ્ટ પ્રોસેસિંગ સાથે વિવિધ રીતે પાઇપલાઇન્સના ભાગોમાં પાઇપો અથવા પાઈપોનું વેલ્ડીંગ કરવાની મંજૂરી આપે છે. બહુવિધ પાઇપના ચક્સની વેલ્ડીંગની મંજૂરી નથી.
શૉટ-ઑફ અને વિતરણ મજબૂતીકરણ સાથે પાઈપોનો સીધો સંબંધ એ સ્થિતિમાં ઉકેલાઈ ગયો છે જો મજબૂતીકરણની ફિટિંગની જાડાઈ પાકની દિવાલની 1.5 જાડાઈથી વધી ન હોય તો મજબૂતીકરણ પાઇપની તૈયારી (ફિગ. 2, બી ). આ તૈયારી સપ્લાયર દ્વારા અમલમાં મૂકવી આવશ્યક છે.
ફિગ. 2. ટ્યુબના વેલ્ડીંગ અને વિવિધ દિવાલની જાડાઈવાળા ભાગો માટે તૈયારી.
પાઇપ એસેમ્બલી આવશ્યકતાઓ
પાઇપ્સના સાંધાને બાંયધરી આપવી જોઈએ:
પાઇપલાઇનના અક્ષમાં સંયુક્તને લંબચોરસ. લંબચોરસથી વિચલન 2 મીમીથી વધુ ન હોવું જોઈએ;
અંતરની પરિમિતિની આસપાસ એકરૂપતા, જે સંબંધિત ધોરણો અને સૂચનો દ્વારા નિયમન મૂલ્યોની મર્યાદામાં છે;
સાર્વત્રિક પેટર્ન દ્વારા નોંધાયેલા કિનારીઓના વિસ્થાપનની ન્યૂનતમ સંભવિત કિંમત, અનુમતિપાત્ર મૂલ્યો (મુખ્ય પાઇપલાઇન્સ માટે - 0.2 દિવાલની જાડાઈ માટે, પરંતુ 3 એમએમ કરતાં વધુ નહીં, વિતરણ માટે - (0.15 દિવાલ જાડાઈ + 0.5 મીમી );
100 મીમીથી વધુના જથ્થા સાથે પાઈપો માટે, 100 મીમીથી ઓછા વ્યાસવાળા પાઈપો માટે - 100 મીમીથી વધુના વ્યાસવાળા પાઇપ માટે - એક બીજાથી સંબંધિત ફેક્ટરી સીમનું મિશ્રણ એકબીજાથી સંબંધિત છે. આ જરૂરિયાતો કરવા માટે તકનીકી અશક્યતાના કિસ્સામાં, વેલ્ડીંગ કંપાઉન્ડની વધારાની અલ્ટ્રાસોનિક મોનીટરીંગ સંયુક્તના આ વિભાગ પર સૂચવવામાં આવે છે.
મોટા વ્યાસના પાઇપના ઉત્પાદનમાં, શેલ્સના સિલિન્ડર ગૃહો નીચેની પ્રકારની એસેમ્બલી અને વેલ્ડીંગને લાગુ કરે છે - "હાઉસિંગ શેલની એસેમ્બલી અને વેલ્ડીંગ."
Preheating
Preheating એ સૌથી મહત્વપૂર્ણ તકનીકી કામગીરીમાંની એક છે જે તમને થર્મલ વેલ્ડીંગ ચક્રને સમાયોજિત કરવાની મંજૂરી આપે છે. તે જાણીતું છે કે વેલ્ડેડ સંયુક્તની રચના અને ગુણધર્મો મોટેભાગે 800-500 ડિગ્રી સેલ્સિયસ (ઑસ્ટનેનાઇટનો સૌથી નીચો પ્રતિકાર) ની તાપમાનમાં ધાતુને ઠંડુ કરવાની ગતિ દ્વારા નક્કી કરવામાં આવે છે. ઉચ્ચ ઠંડક દરોમાં, માર્ટેન્સાઇટ-પ્રકાર હાર્ડવેર માળખાંની રચના શક્ય છે, જેમાં ઉચ્ચ તાકાત અને ઓછી પ્લાસ્ટિકિટી હોય છે, તેમજ ઠંડા ક્રેક્સની રચના કરવાની વલણ હોય છે. આ ખાસ કરીને 0.43% અને તેથી વધુના કાર્બન સમકક્ષ સાથે ઓછી-એલોય્ડ સ્ટીલ્સની સાચી છે. આ સ્ટીલ થર્મલ ચક્રની ક્રિયા માટે ખૂબ જ સંવેદનશીલ બની ગઈ છે, એકાગ્રતા માટે, અને થર્મલ પ્રભાવ ઝોન એમ્બ્રીલેમેન્ટ થવાની સંભાવના છે. આ ઘટના મોટેભાગે મેન્યુઅલ આર્ક વેલ્ડીંગ સાથે સ્પષ્ટપણે પ્રગટ થાય છે, જ્યારે જીવીટી મેટલની ઠંડક દર 70 ડિગ્રી સેલ્સિયસ / સેકંડ સુધી પહોંચી શકે છે. પાઇપ દિવાલની આપેલ જાડાઈ સાથે, થર્મલ ઇન્ફર્મેશન ઝોનની ઠંડક દરને વ્યવસ્થિત કરો, Preheating ના કનેક્ટિંગ ધારના પ્રારંભિક તાપમાન દ્વારા બદલી શકાય છે. સેલ્યુલોઝ કોટિંગ ઇલેક્ટ્રોડ્સ સાથે સીમના મૂળને વેલ્ડીંગ કરતી વખતે તે ખાસ કરીને મહત્વપૂર્ણ છે, જ્યારે કૂલિંગ રેટ અન્ય સીમ સ્તરોની વેલ્ડીંગની સરખામણીમાં મહત્તમ છે, રોવિંગ વેલ્ડીંગ એનર્જી ઘટાડે છે (જેમ કે ઇલેક્ટ્રોડ્સ દ્વારા વેલ્ડીંગ સ્પીડ ઇલેક્ટ્રોડ્સની વેલ્ડીંગ સ્પીડમાં બે વખત મુખ્ય કોટિંગ) અને વેલ્ડ મેટલમાં પ્રસરણ હાઇડ્રોજનની સામગ્રીમાં વધારો માટે એક એકાઉન્ટ માટે કોલ્ડ ક્રેક્સની વલણમાં વધારો થયો છે. પ્રારંભિક ગરમી જીવીટીમાં સખ્તાઈના માળખાના નિર્માણની શક્યતાને ઘટાડે છે, પરંતુ વેલ્ડ મેટલ અને ઉલ્લેખિત ઝોનથી ફેલાયેલા હાઇડ્રોજનની સક્રિય ખાલી જગ્યાઓ માટે પણ શરતો બનાવે છે. શું, બદલામાં, ઠંડા તિરાડોની રચના સામે વેલ્ડેડ સંયોજનોનો પ્રતિકાર વધારે છે, ખાસ કરીને જ્યારે સેલ્યુલોઝ કોટિંગ સાથે ઇલેક્ટ્રોડ્સનો ઉપયોગ કરે છે, જ્યારે સીમમાં હાઇડ્રોજન સામગ્રી વેલ્ડ મેટલના 100 ગ્રામ દીઠ 50 એમએમ સુધી પહોંચી શકે છે.
પ્રીહિટિંગનું તાપમાન રાસાયણિક સ્ટેશન (કાર્બન સમકક્ષ દ્વારા), પાઇપ મશીનો, આસપાસના તાપમાન અને ઇલેક્ટ્રોડ કોટિંગના પ્રકારને આધારે પસંદ કરવામાં આવે છે. આ પરિમાણો સામાન્ય રીતે સંબંધિત ધોરણો અને તકનીકી સૂચનાઓ દ્વારા સંચાલિત થાય છે. તેથી, ઉદાહરણ તરીકે, સીઆઈએસમાં VNC 066-89 (કોષ્ટક 2) દ્વારા માર્ગદર્શન આપવામાં આવે છે. જ્યારે સેલ્યુલોઝ કોટિંગ સાથે ઇલેક્ટ્રોડ્સ સાથે વેલ્ડીંગ કરે છે, ત્યારે પ્રીહિટિંગનું તાપમાન 75 ડિગ્રી સેલ્સિયસ સુધી વધે છે.
કોષ્ટક 2
વિદેશમાં, ઘણીવાર, ગરમી પસંદ કરતી વખતે, વેલ્ડેડ સાંધાના ક્રેક પ્રતિકારના સૂચક સાથે કાર્યરત છે, જે ફોર્મ્યુલા ઇટો-બીઝિઓ દ્વારા નિર્ધારિત છે:
ક્યાં: [એન] - પ્રસરણ હાઇડ્રોજનની સામગ્રી, એમએમ / 100 ગ્રામ;
ટી - વેલ્ડ પ્લેટ્સ, એમએમ ની જાડાઈ. ગરમીનું તાપમાન પ્રયોગમૂલક સૂત્ર પર નક્કી કરવામાં આવે છે:
(° C) tp.p \u003d 1440 આરસીએમ - 392.
પ્રારંભિક અને જો જરૂરી હોય તો, ઉષ્ણકટિબંધીય ગરમીને હીટિંગ ઉપકરણો (ગેસ અથવા ઇલેક્ટ્રિક) દ્વારા કરવામાં આવે છે, જે વેલ્ડેડ સંયુક્ત પરિમિતિમાં મેટલની એક સમાન ગરમી પૂરું પાડે છે. સીમની દરેક દિશામાં પાઇપ સૂકા ઝોનની પહોળાઈ ઓછામાં ઓછી 75 મીમી હોવી જોઈએ.
પ્રારંભિક અને સંમિશ્રિત ગરમીનું તાપમાન જ્યારે પાઈપો (અથવા ભાગ સાથે પાઇપ્સ) વિવિધ સ્ટીલ ગ્રેડથી અથવા વિવિધ દિવાલની જાડાઈથી જોડાયેલું હોય, જે વિવિધ તાપમાને ગરમ કરવું જોઈએ, મહત્તમ મૂલ્ય પર સેટ કરવામાં આવે છે.
મેન્યુઅલ આર્ક વેલ્ડીંગની તકનીકી અને તકનીક
પાઇપલાઇન્સના નિર્માણ દરમિયાન લગભગ 60% વેલ્ડીંગ કામ મેન્યુઅલ આર્ક વેલ્ડીંગ માટે એકાઉન્ટ્સ ધરાવે છે. આ વિભાગો અથવા વ્યક્તિગત પાઇપ્સનો એક સતત થ્રેડમાં, કુદરતી અને કૃત્રિમ અવરોધો દ્વારા સંક્રમણોનું વેલ્ડીંગ, સ્ટીફ, વેલ્ડીંગ કોઇલ, ક્રેન ગાંઠો, ટેપ્સ વગેરે વગેરે.
મેન્યુઅલ આર્ક વેલ્ડીંગની તકનીક મુખ્યત્વે પાઇપ્સની સામગ્રી દ્વારા વેલ્ડીંગ કરવા માટે નક્કી કરવામાં આવે છે. સ્ટીલ સ્ટીલ અને ઓપરેટિંગ શરતોના આધારે, વેલ્ડીંગ સામગ્રી પસંદ કરવામાં આવે છે. તે પછી, અમે ટેક્નોલૉજી અને વેલ્ડીંગ તકનીકોની સ્થાપના કરીએ છીએ, તેમજ પાઇપલાઇન બાંધકામની આપેલ ગતિ દ્વારા સંચાલિત હોવા છતાં, કામ ગોઠવવા માટેની યોજના તેમજ એક યોજના. આપવામાં આવેલી વેલ્ડીંગ સામગ્રી માટે, વેલ્ડીંગ ટેકનોલોજી વ્યાસ અને પાઇપ દિવાલની જાડાઈ પર આધારિત છે.
ટ્રંક અને વિતરણ પાઇપલાઇન્સના નિર્માણમાં અવિશ્વસનીય નિયમ સીમમાં ન્યૂનતમ સ્તરોની જરૂરિયાત માટે આવશ્યકતા છે. 6 મીમી અને ઓછી - 2 સ્તરોની દિવાલની જાડાઈ સાથે પાઈપો માટે, દિવાલની જાડાઈ 6 મીમીથી વધુ - 3 સ્તરોથી વધુ.
સૌથી વધુ જવાબદાર સીમની મૂળ સ્તર છે. તે સીમની આંતરિક સપાટી પર 1-3 મીમીના ફાયદાથી એક સમાન ઇનવર્સ રોલરને વિશ્વસનીય રીતે ચૂકવવા અને એક સમાન વ્યુત્પન્ન રોલરને ચૂકવશે. તે સંયુક્તના જુદા જુદા વિભાગોમાં 50 મીમીથી વધુ (દરેક 350 એમએમ સીમ માટે) ની લંબાઈ (દરેક 350 એમએમ સીમ માટે) પાઇપ દિવાલની જાડાઈના 10-15% સુધીના સીમ રુટ (મેનિસ્કસ) ની તીવ્રતા. રુટ સ્તરની બાહ્ય સપાટી સરળ, ઉડી, અને કટીંગની બાજુની સપાટીઓ સાથે સરળ જોડી બનાવવી જોઈએ. સીમની બાહ્ય સપાટીનો શ્રેષ્ઠ આકાર ગ્રાઇન્ડીંગ મશીન તરીકે કરી શકાય છે, અને સૂચનાની આવશ્યકતાઓ અનુસાર ન્યુમેટિક કલેક્ટર કરી શકાય છે.
જ્યારે વેલ્ડીંગ પાઈપોને 1020 મીમીના વ્યાસ સાથે અને સીમના મૂળના વેલ્ડીંગ પછી વધુ, તે તે સ્થાનોમાં પાઇપના અંદરથી રુટ સ્તરની એક રચના કરવાની ભલામણ કરવામાં આવે છે જ્યાં ત્યાં કોઈ રુટ પુરવઠો નથી, અને આવશ્યક નથી જંક્શન પરિમિતિ (અંદરથી) ની નીચલી ક્વાર્ટર, એટલે કે તે પ્લોટ પર, જે વેલ્ડીંગ દરમિયાન સીમની રુટ છત સ્થિતિમાં કરવામાં આવી હતી. મોટા વ્યાસના પાઇપ્સના સ્વિવલ સાંધાના મૂળના મેન્યુઅલ વેલ્ડીંગ સાથે, કેબિનેટને જંક્શનની સમગ્ર પરિમિતિ પર કરવામાં આવે છે. યજમાન સીમ રુટ પ્રદાતા પ્રદાન કરે છે, તેમાં નાની બાજુવાળી સપાટી હોવી જોઈએ, ફીડ્સ અને અન્ય ખામી વિના પાઇપની આંતરિક સપાટી સાથે સરળ રીતે સંમિશ્રિત કરવું જોઈએ. વેલ્ડીંગ સીમની વૃદ્ધિ ઓછામાં ઓછી 1 હોવી જોઈએ અને 3 મીમીથી વધુ નહીં. એડહેસિયન મુખ્ય પ્રકારના ઇલેક્ટ્રોડ્સ દ્વારા 3-4 એમએમ વ્યાસ સાથે કરવામાં આવે છે.
સીમની સ્તરો ભરવાથી એકબીજા સાથે સલામત રીતે ઓગળવામાં આવે છે અને કોઇલવાળા પાઇપ્સની ધાર મૂકે છે. દરેક સીમ લેયર પછી, સ્લેગથી સીમની સપાટીને સાફ કરવું જરૂરી છે.
સીમનો સામનો કરવો એ એક સરળ રૂપરેખા છે અને પાઇપની સપાટીથી, કાપીને અને અન્ય દૃશ્યમાન ખામી વિના જોડી બનાવી રહી છે. સીમની વૃદ્ધિ ઓછામાં ઓછી 1 હોવી જોઈએ અને 3 મીમીથી વધુ નહીં. વેલ્ડ પહોળાઈ દરેક દિશામાં 2-3 એમએમ દ્વારા કટીંગ પહોળાઈને ઓવરલેપ કરે છે.
શિફ્ટના અંતે, વેલ્ડ સંપૂર્ણપણે વેલ્ડેડ હોવું જોઈએ. આ જરૂરિયાત એ હકીકતને કારણે થાય છે કે દિવસ દરમિયાન પાઇપલાઇન એ એમ્બિયન્ટ તાપમાને ફેરફારોની અસરથી પસાર થાય છે, જે દિવસ દરમિયાન રાત્રે અને રાત્રીમાં બદલાતી વખતે ખાસ કરીને નોંધપાત્ર છે. તાપમાન બદલવું એ પાઈપોમાં થયેલી ઘટના અને તાણના સાંધાના સાંધામાં ખૂબ ઊંચી હોઈ શકે છે.
જો જંકશન સંપૂર્ણપણે નથી, તો વોલ્ટેજના સીમના નબળા ક્રોસ વિભાગમાં ઉપજની તાકાતથી વધી શકે છે અને સીમની ધાતુના વિનાશ માટે સમય પ્રતિકાર પણ થઈ શકે છે અને સંયુક્ત પતન થશે. જ્યારે મેટલની પ્લાસ્ટિકિટી ઘટાડે ત્યારે આ પરિસ્થિતિ ખાસ કરીને નકારાત્મક હવાના તાપમાને જોખમી છે.
ભલામણ કરેલ ઇલેક્ટ્રોડ્સના પ્રકારને આધારે, ત્યાં 3 સૌથી સામાન્ય વેલ્ડીંગ સ્કીમ્સ છે: મુખ્ય કોટિંગ સાથે ઇલેક્ટ્રોડ્સનો સંયુક્ત વેલ્ડીંગ, ગેસ ફસાયેલા ઇલેક્ટ્રોડ્સનો સંયુક્ત વેલ્ડીંગ, સીમના મૂળની વેલ્ડીંગ અને ઇલેક્ટ્રોડ્સ દ્વારા ગરમ માર્ગ ગેસ રોપણીનો પ્રકાર, અને ભરણ અને સામનો સ્તરો - મુખ્ય કોટિંગ સાથેના ઇલેક્ટ્રોડ્સ.
મુખ્ય કોટિંગ સાથે વેલ્ડીંગ ઇલેક્ટ્રોડ્સ નીચેનાથી થતા ઓસિલેશન્સ સાથે કરવામાં આવે છે, જેની લંબાઈ જંકશન કટીંગની પહોળાઈ પર આધારિત છે. ફ્લો-ડિસક્ટેડ વેલ્ડીંગ પદ્ધતિ સાથે, દરેક વેલ્ડર ચોક્કસ સીમ વિભાગ કરે છે, જે સ્થિતિ સમાન સંયુક્ત પર એકસાથે સંચાલિત વેલ્ડર્સની સંખ્યા પર આધાર રાખે છે. મોટા વ્યાસ પાઇપ્સ પર, તેમની સંખ્યા ચાર સુધી પહોંચી શકે છે. એક નિયમ તરીકે, જો વેલ્ડર બે હોય, તો તેઓ નાદિરથી તળિયેથી વેલ્ડીંગ હોય છે, અને દિશામાં પરિમિતિ ઉપર જાય છે (ડાયલ ઘડિયાળ દ્વારા) 6-3-12 અને 6-9-12. તે જ સમયે, સંયુક્તના છત ભાગમાં, લૉકને પાઇપના વર્તુળના નીચલા બિંદુથી 50-60 એમએમ દ્વારા ખસેડવું જોઈએ. બે નજીકના સ્તરોમાં, તાળાઓ એકબીજાથી ઓછામાં ઓછા 50-100 મીમીથી અમૂર્ત હોવા જોઈએ. જો ચાર વેલ્ડર, તો પ્રથમ જોડી સંયુક્ત (ડાયલ દ્વારા ડાયલ) દ્વારા રાંધવામાં આવે છે 6-3 અને 6-9, અને બીજો વરાળ 3-12 અને 9-12 છે.
મુખ્ય કોટેડ ઇલેક્ટ્રોડ્સથી નીચે ઉપરથી ઉપરથી વેલ્ડીંગને ઓવરલે કરવાના ક્રમના આકૃતિને ફિગમાં બતાવવામાં આવે છે. 3, એ. બધા અનુગામી વિચિત્ર સ્તરો પ્રથમ સ્તરની આકૃતિ અનુસાર કરવામાં આવે છે, પણ - બીજા સ્તરની યોજના અનુસાર. રોમન નંબરો વ્યક્તિગત સીમ વિભાગોના વેલ્ડીંગનું અનુક્રમ દર્શાવે છે. વેલ્ડીંગની અવકાશી સ્થિતિને આધારે, વર્તમાન મૂલ્યોને કોષ્ટક 3 માં આગ્રહણીય છે.
મુખ્ય પ્રકાર સાથે કોટેડ ઇલેક્ટ્રોડ્સનો ઉપયોગ કરતી વખતે, ફક્ત ઇલેક્ટ્રોડ બ્રાંડના પાઇપલાઇનના નિર્માણ માટે પ્રમાણિત થવું જોઈએ.
કોષ્ટક 3.
ગેસ રોપણીના પ્રકારના ઇલેક્ટ્રોડ્સનો ઉપયોગ કરતી વખતે, સીમના રુટનું વેલ્ડીંગ કંપૅશનલ હિલચાલ વિના ટોચથી નીચેથી કરવામાં આવે છે, જે કોઇલવાળા પાઇપ્સના કિનારે ઇલેક્ટ્રોડના અંત સુધીમાં આધાર રાખે છે. વેલ્ડીંગ ઓછામાં ઓછી 75V ની પાવર સપ્લાયના સ્ટ્રોકમાં રિવર્સ અથવા સીધી પોલેરિટીના સતત પ્રવાહ દ્વારા કરવામાં આવે છે. વેલ્ડીંગની કિંમત 3.25 એમએમના વ્યાસવાળા ઇલેક્ટ્રોડ્સ સાથે વર્તમાન પ્રવાહ 100-110A કરતા વધી ન હોવી જોઈએ; જ્યારે નીચલા અને અર્ધ-પ્રોપ્લિકલ પોઝિશન 120-160 એમાં 3 મીમીના વ્યાસ સાથે ઇલેક્ટ્રોડ્સ સાથે વેલ્ડીંગ, બાકીની સ્થિતિમાં 100-140 એ. વેલ્ડીંગ ઝડપ 16-22 મીટર / કલાકની શ્રેણીમાં જાળવી રાખવી જોઈએ. વેલ્ડીંગ પ્રક્રિયામાં 40 થી 90 ડિગ્રી સુધી ઇલેક્ટ્રોડની ઝંખનાના ખૂણાને બદલવું, વેલ્ડર ક્રોસ-કટીંગ ધાર સાથે પ્રોસેસિંગ વિંડોને જાળવી રાખે છે, જેના દ્વારા તે ધારના ગલનને અવલોકન કરે છે.
વેલ્ડેડ સંયુક્તમાં અવશેષ વેલ્ડીંગ વોલ્ટેજના સ્તરને ઘટાડવા માટે, બિન-પ્રતિબિંબીત સંયુક્તના પરિમિતિને સમપ્રમાણતામાં વહેંચવામાં આવે છે, ડાયમ્યુઅલી વિપરીત વિસ્તારો અને મલ્ટિલેયર વેલ્ડીંગ ફિગમાં દર્શાવવામાં આવેલા અનુક્રમમાં કરવામાં આવે છે. 4. વેલ્ડીંગ તાણ ઘટાડવા અને વિકૃતિ ઘટાડવા માટેની વધુ અસર એ નવીનીકરણીય વેલ્ડીંગ પદ્ધતિનો ઉપયોગ કરે છે અને કટીંગ બે અથવા ચાર વેલ્ડરને એકસાથે ભરવામાં આવે છે.
જ્યારે નાના વ્યાસ પાઇપલાઇન્સ (530 મીમી સુધી) ની વેલ્ડીંગ, ટ્રેન્ચમાં ઇન્સ્ટોલેશન કાર્યની વોલ્યુમ ઘટાડવા માટે, તે ઘણીવાર સાંધાને 90 અથવા 180 ડિગ્રી સુધી વેલ્ડીંગ સાથેના પાઇપના વિભાગમાં પ્રેક્ટિસ કરવામાં આવે છે. પાઇપ પરિઘની આસપાસ ચાર જેટલી લંબાઈમાં વહેંચાયેલું છે. બ્રુઇંગ વિભાગો 1 અને 2 વેલ્ડીંગ વિસ્તારોમાં 3 અને 4 (ફિગ 5) માટે 90 ° ફેરવાય છે. પછી, 90 ° દ્વારા બીજા વળાંક, વિભાગો 5 અને 6, 7 અને 8 નું અનુક્રમણિકા ઉત્પન્ન કરે છે.
અન્ય કિસ્સામાં, વિભાગો 1 અને 2 (ફિગ. 6) ની વેલ્ડીંગ પછી, તે વિભાગો 3 અને 4 ની વેલ્ડીંગ માટે 180 ° દ્વારા ફેરવવામાં આવશે. પછી વેલ્ડીંગ વિસ્તારોમાં 90 ° અને 180 ° માટે 180 ° માટે ફેરવવામાં આવશે. અનુક્રમે 7 અને 8.
ફિગ .5. 90 ° દ્વારા પાઇપના પરિભ્રમણ સાથે વેલ્ડીંગ: એ - ફર્સ્ટ લેયર, બી - સેકંડ, 1 ... 8 એ લેયર વિભાગોનું અનુક્રમણિકા છે.
ફિગ 6. 180 ° પાઇપના પરિભ્રમણ સાથે વેલ્ડીંગ: એ - ફર્સ્ટ લેયર, બી - સેકંડ, 1 ... 8 એ લેયર વિભાગોનું અનુક્રમણિકા છે.

