સાંધા નિષ્ણાત સાથે મુલાકાત
24.09.2016 , 10:32
પાછળ અને સંયુક્ત સમસ્યાઓ - અપંગતાનો સીધો રસ્તો! મેડિકલ સાયન્સના ડોક્ટર, પ્રોફેસર સેર્ગેઈ મિખાયલોવિચ બુબનોવ્સ્કી કહે છે કે પોતાને કેવી રીતે બચાવી શકાય અને પીડાને કેવી રીતે ભૂલી શકાય.
2015-10-25સંપાદકમાંથી: આંકડા મુજબ, દર 8 મી રશિયન નાગરિક osસ્ટિઓચ્રોન્ડ્રોસિસથી પીડાય છે, વિવિધ સંયુક્ત રોગો (આર્થ્રોસિસ, સંધિવા, રેડિક્યુલાઇટિસ). તે જીવલેણ નહીં, લાગે છે, પરંતુ ... પ્રથમ, દર્દીઓ જીવવાનું નથી, પરંતુ અસ્તિત્વ ધરાવે છે. અને તે પછી જ, ગતિશીલતાના પ્રતિબંધને લીધે, ત્યાં હર્નીઆ, મેટાબોલિક ડિસઓર્ડર્સ અને ચાલવામાં અસમર્થતા જેવા સહજ રોગો છે. મસ્ક્યુલોસ્કેલેટલ સિસ્ટમની સમસ્યાઓથી કેવી રીતે છુટકારો મેળવવો અને તંદુરસ્ત વ્યક્તિ કેવી રીતે બનવું તે વિશે, અમે તબીબી વિજ્ ofાનના ડ doctorક્ટર, પ્રોફેસર બુબ્નોવ્સ્કી સેર્ગેઇ મિખાયલોવિચને પૂછ્યું
હેલો, સેર્ગેઈ મિખાઇલોવિચ. મને કહો: શું તે સાચું છે કે આવા બિન-જીવલેણ, પ્રથમ નજરમાં, રેડિક્યુલાટીસ અને teસ્ટિઓચ્રોન્ડ્રોસિસ જેવા રોગો વધુ ગંભીર રોગોનું કારણ બની શકે છે? અને શું તે સાચું છે કે દરેક 8 મી રશિયન બીમાર છે?
શુભ બપોર, ઇરિના. Osસ્ટિઓચ્રોન્ડ્રોસિસ અને રેડિક્યુલાઇટિસથી મરી જતા નથી. પરંતુ, ત્યાં એક મહત્વપૂર્ણ મુદ્દો છે - જો તેમની સારવાર કરવામાં નહીં આવે, તો સહવર્તી રોગોનો કલગી છ મહિનાની અંદર શાબ્દિક રીતે દેખાય છે. આમાં વજનમાં વધારો, અને કરોડરજ્જુની વક્રતા અને મેટાબોલિક ડિસઓર્ડર શામેલ છે. અને સૌથી ખરાબ ભાગ એ છે કે સાંધાના ખૂબ જ છેલ્લા તબક્કે નિયોપ્લાઝમ્સ કે જે કેન્સર તરફ દોરી જાય છે.
ઉદાહરણ તરીકે, સારવાર વિના, હર્નીઆ એક જીવલેણ ગાંઠમાં ફેરવી શકે છે. હા, તે ચલાવી શકાય છે, પરંતુ ... તે પાછળ છે. તમે અક્ષમ રહી શકો છો.
આંકડા વિશે: કમનસીબે, હા - એકંદરે રશિયાની 50% થી વધુ વસ્તી teસ્ટિઓચ્રોન્ડ્રોસિસ અને રેડિક્યુલાટીસથી પીડાય છે. અને, સૌથી ખરાબ, આ રોગ વધુ નાનો થઈ રહ્યો છે. જો પહેલા 40 વર્ષથી વધુ ઉંમરના લોકોએ સારવાર માંગી હોત, તો હવે યુવાનો આવવાનું શરૂ કરી દીધા છે.
તેથી, જો તમારી પીઠ, ગળા અથવા સાંધામાં દુખાવો થવા લાગે છે, તો તમારે બધાને થાક માટે જવાબદાર ન રાખવું જોઈએ. મોટે ભાગે, આમાંના એક રોગ તમારા સુધી પહોંચ્યો છે.
- આવી સ્થિતિમાં શું કરવું?
મારો જવાબ છે - સારવાર કરવી. ફક્ત આમાં બે સમસ્યાઓ છે.
પ્રથમ: મોટાભાગની હોસ્પિટલોમાં કોઈ નિષ્ણાત રુમેટોલોજિસ્ટ અને સર્જનો નથી જે સમયસર સારવારનું નિદાન કરી શકે છે અને સૂચવી શકે.
બીજું: નાના-નાના ર્યુમેટોલોજિસ્ટ-સર્જનો ઘણીવાર સમસ્યાનું સાર શોધી કા .તા નથી, કારણ કે આ રોગો ક્રોનિક છે અને જોખમી નથી. તેઓ ફક્ત જેલ્સ સૂચવે છે જે પીડાને દૂર કરે છે, અને કસરતો કરવાની ભલામણ કરે છે. તે છે, પરિણામે, વ્યક્તિ તેની સમસ્યા અને પીડા સાથે એકલા રહે છે.
અલબત્ત, અમારી સંસ્થા, વ્યક્તિગત રીતે, મારી ટીમ અને હું આ પરિસ્થિતિને હલ કરવાનો પ્રયાસ કરી રહ્યા છીએ. પરંતુ, દુર્ભાગ્યવશ, અમે પ્રાદેશિક ક્લિનિક્સને ordersર્ડર આપી શકતા નથી અને પરિસ્થિતિને નિયંત્રિત કરી શકતા નથી.
તેથી, અમે એક અલગ રસ્તો લેવાનું નક્કી કર્યું, અને તાજેતરમાં જ "નો દુખાવો" આંતરરાષ્ટ્રીય પ્રોજેક્ટના માળખામાં એક વાસ્તવિક પ્રગતિ કરી. અમને વિશ્વાસ છે કે આનાથી દેશની પરિસ્થિતિ બદલવામાં મદદ મળશે અને લોકોને સંપૂર્ણ જીવન જીવવામાં મદદ મળશે.
- એટલે કે, તમારી પાસે પીઠ, ગળા અને સાંધામાં દુખાવાની સમસ્યાનું સમાધાન પહેલેથી જ છે?
હા એ જ. પ્રોજેક્ટના ભાગ રૂપે, અમને આ પ્રોગ્રામના માળખામાં બનાવેલી પ્રથમ દવાઓની accessક્સેસ મળી -. પહેલાં, આ સાધન રશિયાને પૂરું પાડવામાં આવતું ન હતું, કારણ કે ત્યાં કોઈ પરવાનગી અને જરૂરી ક્ષમતાઓ ન હતી, અને ચાઇના અને યુનાઇટેડ સ્ટેટ્સમાં બધી ઉપલબ્ધ પાર્ટીઓ ખરીદવામાં આવી હતી. અમે "આર્ટ્રોપન્ટ" ક્રીમના વિકાસ અને સંશોધનમાં ભાગ લેવા માટે હાંસલ કર્યું છે, અને હવે તે રશિયાને પૂરું પાડવામાં આવે છે!
- પ્રગતિ બરાબર શું છે, આ દવા શું છે?
આર્થ્રોપન્ટ સાંધામાં દુખાવો, સંધિવા અને આર્થ્રોસિસ સામેની લડત માટે સાબિત ક્રીમ છે, તે ફક્ત શરીરને ફરીથી પ્રારંભ કરે છે અને ક્ષતિગ્રસ્ત કોષોના પુનર્જીવનનો સમાવેશ કરે છે. તે છે, તે દુ theખનું કારણ પોતે જ દૂર કરે છે અને કરોડરજ્જુ, સાંધાને તેમની મૂળ, સામાન્ય સ્થિતિમાં પરત આપે છે. તે છે, પરિણામે, દર્દી ફક્ત લક્ષણોથી છૂટકારો મેળવતો નથી, પરંતુ સંપૂર્ણ સ્વસ્થ વ્યક્તિ બની જાય છે.
શરૂઆતમાં, આર્થ્રોપન્ટ શરીરની પુનર્જીવન સિસ્ટમ ફરીથી શરૂ કરે છે, એક સાથે પીડા સિન્ડ્રોમ બંધ કરે છે. બેથી ત્રણ અઠવાડિયામાં, સારવાર પૂર્ણ થઈ જશે, અને, સૌથી અગત્યનું, કોર્સને તુરંત જ પુનરાવર્તિત કરીને દુખાવો ફરીથી થવાનું અટકાવવા.
- શું ક્રીમ "આર્ટ્રોપન્ટ" ફક્ત teસ્ટિઓચ્રોન્ડ્રોસિસ, રેડિક્યુલાટીસ અને આર્થ્રોસિસ સામે જ મદદ કરે છે?
માત્ર. તેની સાથે, તમે સાંધા અથવા કરોડરજ્જુ - આર્થ્રોસિસ અને સંધિવા, સાયટિકા, સંધિવા, ર radડિક્યુલાટીસ અને teસ્ટિઓચ્રોન્ડ્રોસિસ, વર્ટીબ્રલ ડિસ્કનું વિસ્થાપન સાથે સંકળાયેલ કોઈપણ રોગનો ઇલાજ કરી શકો છો. તેનો ઉપયોગ સ્પર્સ અને મકાઈ માટે પણ થઈ શકે છે, "વિધર્સ" (ચોથા વર્ટીબ્રાના પ્રદેશમાં ચરબીની થાપણો), ઇજાઓ, ફ્રેક્ચર, ડિસલોકેશન અને અન્ય ઘણા રોગોને દૂર કરવા માટે.
આ એક ખૂબ જ રસપ્રદ સાધન છે. અને તે, ખરેખર, તે બરાબર છે જે આ તમામ રોગોથી રાહત આપે છે, અને માત્ર પીડાને દૂર કરતું નથી?
ક્રીમ "આર્ટ્રોપન્ટ" અને પીડા (ઉપચારના પ્રારંભિક તબક્કામાં) દૂર કરે છે, અને રોગને સંપૂર્ણપણે દૂર કરે છે. હવે આ તેના પ્રકારનું એકમાત્ર સાધન છે જે ખરેખર મદદ કરે છે.
- તેથી તે તારણ આપે છે કે આર્ટ્રોપન્ટ રશિયામાં ખરીદી શકાય છે? અને માર્ગ દ્વારા, તે ક્યાં ઉત્પન્ન થાય છે?
હા, હવે આર્ટ્રોપન્ટ રશિયામાં ખરીદી શકાય છે. અમે આ પ્રોજેક્ટમાં જોડાયા અને વિકાસ કરવામાં મદદ કરી એ હકીકતને કારણે આ શક્ય બન્યું. આર્થ્રોપantન્ટ સાઇબિરીયાના ઉત્તર-પશ્ચિમમાં વસતા સેલકઅપ્સની પ્રાચીન રેસીપી અનુસાર બનાવવામાં આવે છે. રેસીપી પે generationી દર પે generationી નીચે પસાર કરવામાં આવે છે અને સખત વિશ્વાસમાં રાખવામાં આવે છે.
આ ઉપરાંત, આરોગ્ય મંત્રાલયે આ કાર્યક્રમમાં ભાગ લેવાનું અને ડિલિવરીની કિંમત માટે વળતર આપવાનું નક્કી કર્યું. તેથી, ક્રીમ "આર્ટ્રોપન્ટ" અન્ય દેશોમાં વેચાય છે તેના કરતા 2 ગણી સસ્તી છે.
- અને હું આર્ટ્રોપન્ટ ક્યાંથી ખરીદી શકું?
અમે દેશની ફાર્મસી ચેઇન્સમાં મોટા પાયે વેચાણ શરૂ કરવા માગતો હતો, પરંતુ, દુર્ભાગ્યવશ, ફાર્મસીઓ આર્થ્રોપન્ટ ક્રીમ તેની કિંમત કરતાં ઓછી વેચવા માંગતી નથી અને મોટી ટકાવારી માંગે છે.
તેથી, અમે આવા વિચારને છોડી દીધો અને સસ્તું ખર્ચ જાળવવા અને શક્ય તેટલા લોકોને પુન recoverપ્રાપ્ત કરવાની તક આપવાનું નક્કી કર્યું. હવે તમે પ્રોજેક્ટની સત્તાવાર વેબસાઇટ પર ક્રીમ ખરીદી શકો છો.
ડિલિવરી મેલ દ્વારા કરવામાં આવે છે, ડિલિવરી પર રોકડ, અને ક્રીમનો ઉપયોગ કરવા માટે નિષ્ણાત નિયંત્રણની જરૂર નથી - સારવાર શક્ય તેટલી સરળ છે.
સેરગેઈ મિખાઇલોવિચ, ઇન્ટરવ્યૂ માટે આભાર! આપણે વિદાય આપતા પહેલા કદાચ તમે અમારા વાચકોને કંઈક કહેવા માંગતા હો?
હા ચોક્ક્સ. હું વાચકોનું ધ્યાન આકર્ષિત કરવા માંગું છું કે પીઠ અને સાંધાના રોગો નાના થઈ રહ્યા છે, અને હળવા સમયાંતરે દુખાવો એ સમસ્યા તરફ ધ્યાન દોરવાનો પ્રસંગ છે. તે જ સમયે, તમારા આરોગ્યને બચાવવા તે તમારા પર સીધો આધાર રાખે છે. ડ doctorક્ટર તમને સારવાર માટે રાજી કરશે નહીં. તમારા બધા હાથમાં.
ઉપરાંત, તે યાદ રાખવું એ યોગ્ય છે કે પીઠ અને સાંધામાં દુખાવો થવાને કારણે પેદા થતા રોગો ફક્ત અગવડતા લાવતા નથી. તેઓ તમને સામાન્ય જીવનથી વંચિત રાખે છે અને 10-15 વર્ષ સુધી તમારું જીવન ટૂંકી કરે છે. અને ક્રીમ "આર્ટ્રોપન્ટ" ની મદદથી તમે આ વર્ષ બચાવશો અને તમે તેમને સામાન્ય રીતે જીવી શકશો.
આભાર સેરગેઈ મિખાઇલોવિચ! અને અમે તમને યાદ અપાવીએ છીએ કે ટિપ્પણીઓમાં તમે તમારા પ્રશ્નો પૂછી શકો છો અથવા ક્રીમ "આર્ટ્રોપન્ટ" વિશે અભિપ્રાય આપી શકો છો.
પી.એસ .: ઇન્ટરવ્યૂ પછી, અમે સેર્ગી મિખાયલોવિચને પૂછ્યું. અને અમારી સાઇટના વાચકો માટે હવે વધારાના ડિસ્કાઉન્ટ સાથે ક્રીમ "આર્ટ્રોપન્ટ" ને ઓર્ડર આપવાની તક છે! અને સાંધા અને કરોડરજ્જુ સાથે સંકળાયેલ રોગો વિશે હંમેશાં ભૂલી જાઓ
ઇરિના મખાગોનોવા દ્વારા મુલાકાત લીધી
ખુલ્લા સ્રોતનાં ફોટા
વેલ્ડીંગ - એક જટિલ પ્રક્રિયા, તેનું અમલીકરણ ચોક્કસ ક્રિયાઓના કડક ક્રમમાં હાથ ધરવામાં આવવું આવશ્યક છે જે ધાતુની તૈયારી, વેલ્ડેડ સંયુક્ત અને ત્યારબાદના નિયંત્રણના અમલીકરણ સાથે સંકળાયેલ છે. વેલ્ડ, જો યોગ્ય ધ્યાન આપવામાં ન આવે તો તે કોઈપણ વેલ્ડેડ સ્ટ્રક્ચરની નબળી જગ્યા છે. આનું કારણ વેલ્ડીંગ તકનીકના વિકાસમાં ખામીઓ અથવા તો તેની ગેરહાજરી, અપૂરતું નિયંત્રણ, વેલ્ડીંગ સાધનો અને સામગ્રીની નબળી પસંદગી હોઈ શકે છે. પરિણામે, સંસ્થા દ્વારા તેને દૂર કરવામાં મોટી સંખ્યામાં ખામીઓ અને નુકસાન. એક્ઝેક્યુશન માટેની સૂચનાને યોગ્ય રીતે વિકસિત કરીને નુકસાનને અટકાવી શકાય છે વેલ્ડીંગ કામ અને તેના અમલને નિયંત્રિત કરી રહ્યા છીએ.
તો વેલ્ડિંગ શેડ્યૂલ શું છે? વેલ્ડીંગ પ્રક્રિયા ફ્લો ચાર્ટ, અથવા તેને વેલ્ડીંગ ફ્લો ચાર્ટ પણ કહેવામાં આવે છે, તે એક દસ્તાવેજ છે જે કોઈ ખાસ સંયુક્ત માટે વેલ્ડીંગ તકનીક વિકસાવવાનું પરિણામ છે, જે વેલ્ડેડ સંયુક્ત બનાવવા માટેના સૌથી મહત્વપૂર્ણ તકનીકી પરિમાણોની જોડણી કરે છે, હકીકતમાં તે વેલ્ડીંગ સાંધા માટેની સૂચના છે. રoutટિંગ વેલ્ડિંગને મંજૂરી આપવામાં આવી હતી અને 30 થી વધુ વર્ષો પહેલાં, જાન્યુઆરી 1984 ના પ્રથમ દિવસે તેને ક્રિયામાં મૂકવામાં આવી હતી. વેલ્ડીંગ મેટલ સ્ટ્રક્ચર્સ માટે તકનીકી વિકસાવતી વખતે, દરેક વેલ્ડેડ સંયુક્ત તેના માટે વિકસિત વેલ્ડીંગ પ્રક્રિયા ચાર્ટ અનુસાર બનાવવું જોઈએ.
વેલ્ડીંગ ફ્લો ચાર્ટમાં નીચેનો ડેટા હોવો જોઈએ:
1. આધાર ધાતુ વિશે માહિતી.
2. વેલ્ડીંગ માટે સંયુક્તની ગુણવત્તા અને તૈયારી વિશેની માહિતી: કટીંગ ડેટા (ગેપ સાઇઝ, બ્લન્ટિંગ એંગલ, કટીંગ એંગલ, વગેરે), ટેક્સની સંખ્યા અને સ્થાન, ધારની પ્રારંભિક સફાઇ પરનો ડેટા, વેલ્ડ પરિમાણો.
3. વેલ્ડેડ પ્રોડક્ટના ફિક્સેશન પર અને શક્ય હીટિંગ પરનો ડેટા. તેમજ વેલ્ડમાં પાસનો ક્રમ.
4. વપરાયેલ વેલ્ડીંગ સાધનો અને વેલ્ડીંગ સામગ્રી વિશેની માહિતી. વેલ્ડીંગ મટિરિયલ્સ અને સાધનોની પસંદગી સાહિત્યમાંથી મેળવેલી વિવિધ માહિતી પર આધારિત છે, જેમાં વ્યાવસાયિક વેલ્ડીંગ (સામયિકો, લેખો), આપણા પોતાના અનુભવ પર, તેમજ સંસ્થાઓની સમીક્ષાઓ પર આધારિત છે.
5. વેલ્ડીંગ મોડ પરની માહિતી, વેલ્ડીંગ પદ્ધતિના આધારે, આમાં શામેલ હોઈ શકે છે: વેલ્ડીંગ વર્તમાન, આર્ક વોલ્ટેજ, વેલ્ડીંગ ગતિ, વેલ્ડીંગ દરમિયાન ધ્રુવીયતા, શિલ્ડિંગ ગેસ ફ્લો રેટ, વાયર ફીડની ગતિ, વગેરે.
6. વેલ્ડેડ સંયુક્તના આકાર વિશેની માહિતી, વેલ્ડેડ સંયુક્તના ગુણવત્તા નિયંત્રણની પદ્ધતિઓ અને અવકાશ.
વેલ્ડીંગ પ્રક્રિયાના નકશાના વિકાસની શરૂઆત વેલ્ડિંગ કરવામાં આવતી સામગ્રીના વિશ્લેષણ અને વેલ્ડીંગ પદ્ધતિની પસંદગીથી થાય છે. તે પછી, એક વિશ્લેષણ એ પરિસ્થિતિઓથી બનેલું છે કે જેના હેઠળ વેલ્ડેડ સ્ટ્રક્ચર કાર્ય કરશે અને તે નક્કી કરવામાં આવે છે કે આ રચનાના નિર્માણ અને કામગીરીને કયા નિયમનકારી દસ્તાવેજો સામાન્ય કરે છે. આગળ, નિયમનકારી સાહિત્ય અને ગણતરી કરેલા ડેટા અનુસાર, વેલ્ડીંગ મોડ નક્કી કરવામાં આવે છે, જરૂરી સંખ્યામાં પાસ, વેલ્ડેડ સંયુક્તની ભૂમિતિ અને અન્ય પરિમાણોની ગણતરી કરવામાં આવે છે.
દરેક વેલ્ડીંગ પ્રક્રિયા ચાર્ટને તેનો પોતાનો ઓળખ નંબર મળે છે, જેનો ઉપયોગ પછી તકનીકી દસ્તાવેજીકરણ અને પ્રોજેક્ટ વિશિષ્ટતાઓમાં સૂચવવા માટે થાય છે. વિકાસકર્તા પોતે વેલ્ડીંગ તકનીકી પ્રક્રિયાના નકશાને જુએ છે; તે પોતાની સહી પણ ફોર્મની નીચે મૂકે છે.
Anબ્જેક્ટ બનાવતી વખતે, કીટ ઉત્પાદનમાં હોવી આવશ્યક છે 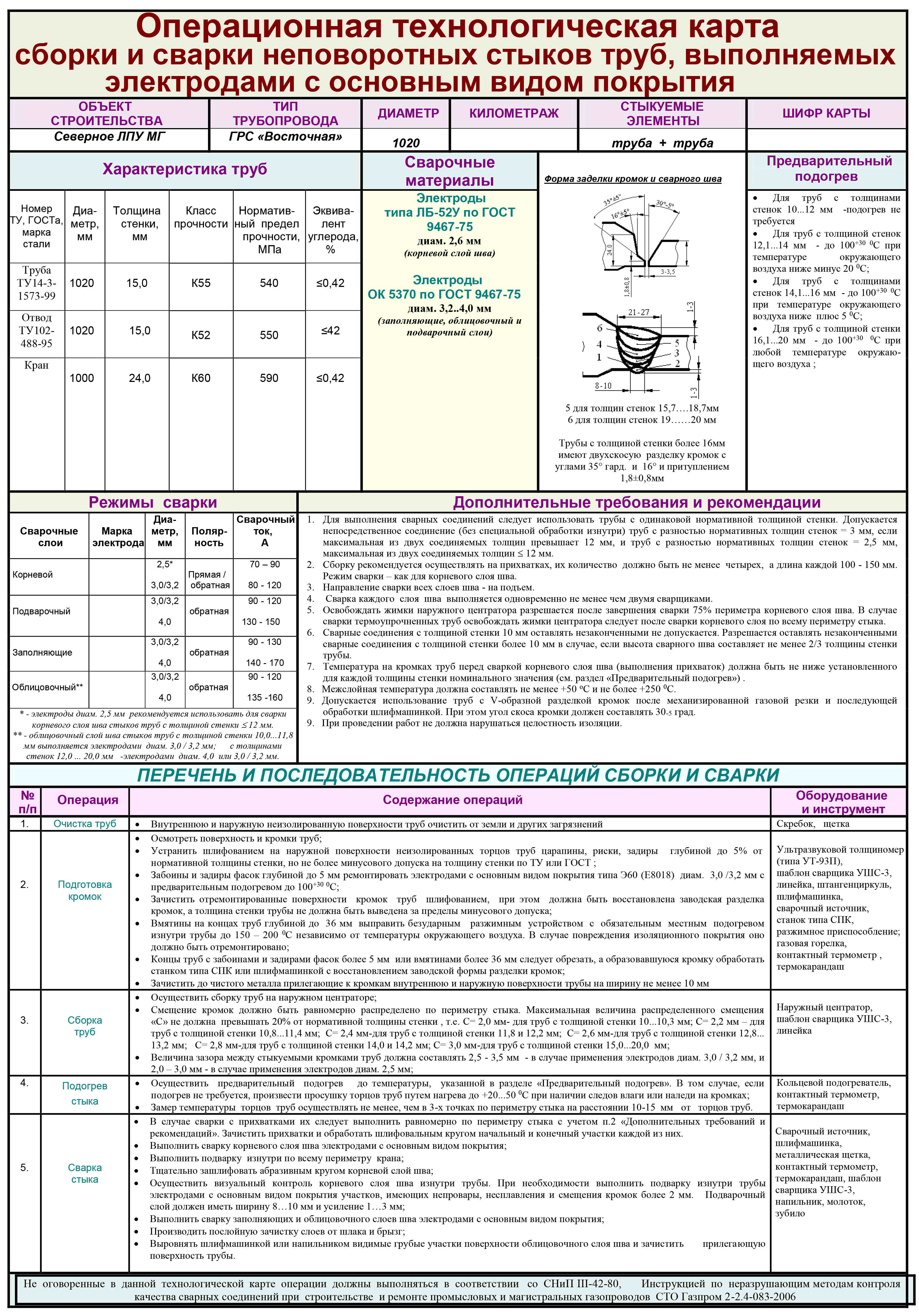 વપરાયેલ તમામ પ્રકારનાં તકનીકી નકશા વેલ્ડેડ સાંધા. મુખ્ય વેલ્ડરના વિભાગમાં વેલ્ડિંગ પ્રક્રિયા કાર્ડ્સનો સંપૂર્ણ સેટ સંગ્રહિત થાય છે. વેલ્ડર, જ્યારે શિફ્ટમાં પ્રવેશ કરે છે, ત્યારે વેલ્ડેડ સાંધા માટે રૂટ મેળવે છે, જે તે પ્રક્રિયામાં કરે છે. તકનીકી નિયંત્રણ સેવા અને વેલ્ડેડ સાંધાના પરીક્ષણના વિભાગ અનુસાર તૈયાર ધાર અને સમાપ્ત વેલ્ડેડ સાંધાઓની નિરીક્ષણ અને નિયંત્રણ હાથ ધરવામાં આવે છે. આમ, સેવાઓ વચ્ચે કોઈ મૂંઝવણ નથી, કારણ કે આવશ્યક બધું વેલ્ડ સંયુક્ત પ્રવાહ ચાર્ટમાં સૂચવવામાં આવે છે.
વપરાયેલ તમામ પ્રકારનાં તકનીકી નકશા વેલ્ડેડ સાંધા. મુખ્ય વેલ્ડરના વિભાગમાં વેલ્ડિંગ પ્રક્રિયા કાર્ડ્સનો સંપૂર્ણ સેટ સંગ્રહિત થાય છે. વેલ્ડર, જ્યારે શિફ્ટમાં પ્રવેશ કરે છે, ત્યારે વેલ્ડેડ સાંધા માટે રૂટ મેળવે છે, જે તે પ્રક્રિયામાં કરે છે. તકનીકી નિયંત્રણ સેવા અને વેલ્ડેડ સાંધાના પરીક્ષણના વિભાગ અનુસાર તૈયાર ધાર અને સમાપ્ત વેલ્ડેડ સાંધાઓની નિરીક્ષણ અને નિયંત્રણ હાથ ધરવામાં આવે છે. આમ, સેવાઓ વચ્ચે કોઈ મૂંઝવણ નથી, કારણ કે આવશ્યક બધું વેલ્ડ સંયુક્ત પ્રવાહ ચાર્ટમાં સૂચવવામાં આવે છે.
દરેક એન્ટરપ્રાઇઝ પર, જ્યારે વેલ્ડીંગ ઉત્પાદનનું આયોજન કરતી વખતે, વેલ્ડીંગ પ્રક્રિયાના નકશાઓનું સંકલન કરવામાં આવે છે, નહીં તો કામગીરીની ગુણવત્તા માટે જરૂરી પરિમાણોને જાળવવાનું મુશ્કેલ છે. કેટલાક સાહસો વેલ્ડીંગ ઉદ્યોગમાં ખર્ચાળ એન્જિનિયરિંગ સ્ટાફની જાળવણી પરવડી શકે નહીં. તે એન્જિનિયરિંગ અને તકનીકી કામદારોના જાળવણી માટેના તમારા ખર્ચને ઘટાડે છે અને કરાર અને તકનીકી લાક્ષણિકતાઓના આધારે, વહેલી તકે વેલ્ડીંગ તકનીકી નકશાઓનો સમૂહ વિકસાવે છે, તેમજ સાધનો અને સામગ્રીની પસંદગી કરે છે.
વેલ્ડીંગ દરમિયાન કરવામાં આવેલા કામના ઉચ્ચ-ગુણવત્તાવાળા પરિણામ મેળવવા માટે, વેલ્ડરને દસ્તાવેજ દ્વારા માર્ગદર્શન આપવું જોઈએ જે બાંધકામ સાઇટ પર વેલ્ડીંગના તમામ તબક્કાઓને યોગ્ય રીતે વર્ણવે છે. રૂટીંગમાં આપવામાં આવેલી ભલામણોનું પાલન કરવામાં નિષ્ફળતા ઓપરેશન દરમિયાન વેલ્ડેડ સંયુક્તનો વિનાશ તરફ દોરી શકે છે, જે બદલી ન શકાય તેવા પરિણામો તરફ દોરી શકે છે.
ટાઇપિકલ ટેકનોલોજીકલ કાર્ડ (ટીટીકે)
આર્ક વેલ્ડીંગની પદ્ધતિ દ્વારા મેટલ સ્ટ્રક્ચર્સની સ્થાપના માટે પ્રાયોગિક તકનીકી તકતીકી કાર્ડ
ઉપયોગનો 1 ક્ષેત્ર
ઉપયોગનો 1 ક્ષેત્ર
દ્વારા ફ્લો ચાર્ટ મેટલ સ્ટ્રક્ચર્સની સ્થાપના માટે રચાયેલ છે આર્ક વેલ્ડીંગ વેલ્ડીંગ સાધનો અને ઉપકરણોનો ઉપયોગ. જ્યારે એસેમ્બલી યુનિટ્સના નિર્માણ માટે બાંધકામ સ્થળ પર વિવિધ હેતુઓ માટે વેલ્ડિંગ એકમો અને ભાગો વેલ્ડિંગ કરતી હોય ત્યારે કામના તકનીકી રૂપે યોગ્ય અમલ માટે માર્ગદર્શિકા તરીકે રૂટીંગનો ઉપયોગ કરી શકાય છે.
રૂટીંગમાં ધ્યાનમાં લેતા વેલ્ડીંગ દ્વારા મેટલ સ્ટ્રક્ચર્સની સ્થાપના દરમિયાન કરેલા કામની રચનામાં આ શામેલ છે:
- સીધા વિભાગોમાં મેટલ ગટર અને સ્ટ્રીપ્સનું વેલ્ડિંગ સંયુક્ત અને તેમની વેલ્ડિંગથી દિવાલ કૌંસ અથવા કોણી સુધી;
- 90 ° ના ખૂણા પર ધાતુના ગટર અને સ્ટ્રીપ્સનું વેલ્ડિંગ, દિવાલમાંથી પસાર થતાં દિવાલોના ખૂણામાં સ્ટ્રક્ચર્સનું વેલ્ડિંગ, દિવાલોમાં કૌંસ પર structuresભી રચનાઓની વેલ્ડીંગ;
- ફ્રેમ પંક્તિમાં તેમના ઉતરતા સમયે અને ફ્લોર સ્લેબમાંથી પસાર થતી વખતે ગટર, સ્ટ્રીપ્સ અને અન્ય રચનાઓનું વેલ્ડિંગ;
- બિલ્ડિંગની અંદર શાફ્ટમાં કૌંસનું સ્થાપન અને વેલ્ડીંગ;
- ખાણમાં અને મકાનની અંદર વેલ્ડીંગ દ્વારા ધાતુની રચનાઓની સ્થાપના;
- અન્ય માળખામાં ટ્રંક સ્ટ્રક્ચર્સના વેલ્ડીંગ દ્વારા અને ફ્લાઇટમાં 3.0. m મીટર સુધી બાંધવું;
- ઉપયોગિતાઓના તત્વો મૂકવા માટે ખુલ્લા પ્રકારનાં સ્ટ્રક્ચર્સ, પાઈપો અને એર ગટરના વેલ્ડિંગ દ્વારા ફાસ્ટિંગ.
આર્ક વેલ્ડીંગ પદ્ધતિનો ઉપયોગ કરીને ધાતુની રચનાઓનું સ્થાપન એક છત્ર હેઠળ, બાંધકામ હેઠળની ઇમારતના પરિસરમાં, ખાણોમાં, સંક્રમણ ટનલમાં અને વેલ્ડીંગ માટે યોગ્ય અન્ય રૂમમાં કરી શકાય છે. વિશિષ્ટ પરિસ્થિતિઓમાં કામ કરતી વખતે, કામની રચના અને અવકાશ, વેલ્ડીંગ પદ્ધતિઓનો ઉલ્લેખ કરી શકાય છે.
2. સામાન્ય જોગવાઈઓ
વેલ્ડિંગ એકમો અને મેટલ સ્ટ્રક્ચર્સના ભાગો પર કામ વિવિધ ઓરડાઓ, એન્જીનિયરિંગ સ્ટ્રક્ચર્સથી મુક્ત અથવા સાધનો સાથે, ખુલ્લા અને બંધ, ઠંડા અને ઇન્સ્યુલેટેડમાં કરી શકાય છે. વેલ્ડીંગ કામગીરી કરતી વખતે, ખાસ કરીને શિયાળામાં, પ્રવાહ-એક્ઝોસ્ટ વેન્ટિલેશન શામેલ થવું જોઈએ, જો કોઈ હોય તો, અને વેન્ટિલેશનની ગેરહાજરીમાં ઇન્સ્યુલેશન માટે બંધ રૂમમાં વેલ્ડીંગના કામો કરતી વખતે, પોર્ટેબલ વેન્ટિલેશન ઉપકરણોનો ઉપયોગ કરવાની ભલામણ કરવામાં આવે છે. ઇન્સ્ટોલ કરેલા ઉપકરણોવાળા રૂમમાં વેલ્ડીંગનું કામ કરતી વખતે, ઉપકરણોને મેટલ અને સ્કેલના ટીપાંથી બચાવવું જોઈએ.
સામાન્ય માહિતી વેલ્ડીંગ સાંધા વિશે
વેલ્ડેડ સંયુક્ત એ બે અથવા વધુ માળખાકીય ભાગો અને આ ભાગોને જોડતા એક વેલ્ડ ધરાવતા વેલ્ડેડ સંરચનાનું એક તત્વ છે (જુઓ GOST 5264-80. "વેલ્ડ સાંધા").
મેટલ સ્ટ્રક્ચર્સ સ્થાપિત કરતી વખતે, નીચેના મુખ્ય પ્રકારનાં સાંધા મળી આવે છે: કુંદો, વાળવું, ટી, ખૂણો.
બટ્ટ સાંધા એ સૌથી લાક્ષણિક વેલ્ડેડ સાંધા છે જેમાં જોડાવા માટેના ભાગોના અંત અથવા ધાર સ્થિત છે જેથી તેમની વચ્ચે 1-2 મીમીનું અંતર હોય. 6 મીમી જાડા સુધીના ભાગો એક બાજુવાળા સીમ સાથે વેલ્ડિંગ કરવામાં આવે છે, અને 6 મીમીથી વધુ - ડબલ-બાજુવાળા સીમ સાથે.
લapપ કનેક્શન્સ બીજા પર કનેક્શનના એક તત્વને સુપરિમ્પોઝ કરીને બનાવવામાં આવે છે. ઓવરલેપનું પ્રમાણ ઉત્પાદનના વેલ્ડેડ ધારની જાડાઈના સરવાળાના ઓછામાં ઓછા બે વાર હોવું જોઈએ. વેલ્ડિંગ ભાગોને બંને બાજુ વેલ્ડિંગ કરવામાં આવે છે.
ટી-સાંધા સાંધા છે જેમાં એક તત્વનો અંતિમ ચહેરો ચોક્કસ કોણ પર વેલ્ડેડ રચનાના બીજા તત્વની સપાટીને જોડે છે. મજબૂત સીમ મેળવવા માટે, વેલ્ડિંગ કરવાના તત્વો વચ્ચેનું અંતર 23 મીમી હોવું જોઈએ.
ખૂણાના સાંધા બનાવવામાં આવે છે જ્યારે વેલ્ડિંગ કરવામાં આવતા તત્વો જમણા અથવા મનસ્વી કોણ પર સ્થિત હોય છે, અને વેલ્ડિંગ આ તત્વોની ધાર સાથે એક અથવા બંને બાજુ કરવામાં આવે છે.
ઉપર વર્ણવેલ તમામ વેલ્ડેડ સાંધા સીમ દ્વારા કરવામાં આવે છે, જે વેલ્ડેડ સ્ટ્રક્ચરના તત્વોને જોડતી કડક થાપણો ધરાવતી ધાતુ છે. વેલ્ડ્સ નીચેના માપદંડ અનુસાર પેટાવિભાજિત કરવામાં આવે છે: વર્તમાન પ્રયત્નો (ફિગ) ની સરખામણીએ સ્થિતિ દ્વારા. 1
), અવકાશમાં સ્થિતિ દ્વારા (ફિગ. 2
), બાહ્ય સ્વરૂપમાં (ફિગ. 3
).
ફિગ .1. વર્તમાન પ્રયત્નોને લગતા વેલ્ડ્સની સ્થિતિ:
એ) દોરી, બી) આગળનો ભાગ, સી) ત્રાંસુ
ફિગ .2. અવકાશમાં વેલ્ડ્સની સ્થિતિ:
એ) નીચલા, બી) આડા, સી) icalભા, ડી) છત
ફિગ .3. બાહ્ય વેલ્ડ આકારો:
એ) બહિર્મુખ, બી) સામાન્ય, સી) અંતર્મુખ
વેલ્ડીંગ માટે ઇલેક્ટ્રોડનો વ્યાસ વેલ્ડિંગ કરવાની ધારની જાડાઈ, વેલ્ડનો પ્રકાર અને વેલ્ડના કદના આધારે સેટ કરવામાં આવે છે. માટે કુંદો સાંધા વેલ્ડેડ ધારની જાડાઈના આધારે ઇલેક્ટ્રોડના વ્યાસને પસંદ કરવા માટેની વ્યવહારિક ભલામણો:
|
વેલ્ડેડ ધારની જાડાઈ, મીમી |
||||||
|
ઇલેક્ટ્રોડનો વ્યાસ, મીમી |
કોણીય અને ટી સાંધા બનાવતી વખતે, વેલ્ડ પગનું કદ ધ્યાનમાં લેવામાં આવે છે: જ્યારે વેલ્ડ લેગ 35 મીમી હોય છે, ત્યારે વેલ્ડિંગ 34 મીમીના વ્યાસ સાથે ઇલેક્ટ્રોડ સાથે કરવામાં આવે છે, અને 68 મીમીના પગ સાથે, 45 મીમીના વ્યાસવાળા ઇલેક્ટ્રોડનો ઉપયોગ થાય છે. વેલ્ડીંગ વર્તમાન પસંદ કરેલા ઇલેક્ટ્રોડ વ્યાસ અનુસાર સેટ થયેલ છે, જે ઇલેક્ટ્રોડ્સ સાથેના બંડલમાં ગુંદર ધરાવતા ફેક્ટરી લેબલ પર દર્શાવવું જોઈએ.
46 મીમીના ઇલેક્ટ્રોડ્સ માટે વેલ્ડીંગ વર્તમાન સૂત્ર દ્વારા નક્કી કરી શકાય છે:
વેલ્ડીંગ પ્રવાહની તીવ્રતા ક્યાં છે, એ;
ઇલેક્ટ્રોડનો વ્યાસ, મીમી.
4 મીમીથી ઓછા વ્યાસવાળા ઇલેક્ટ્રોડ્સ માટે વેલ્ડીંગ વર્તમાનની તીવ્રતા અને 6 મીમીથી વધુની સૂત્ર દ્વારા નિર્ધારિત કરી શકાય છે:
આ કિસ્સામાં, ધાતુની જાડાઈ અને વેલ્ડની સ્થિતિને ધ્યાનમાં રાખીને સુધારો કરવો જોઈએ.
1.3 થી 1.6 ની ધારની જાડાઈ સાથે, વેલ્ડીંગ પ્રવાહની ગણતરી કરેલ કિંમત 1015% દ્વારા ઘટાડો થાય છે, અને 3 થી વધુની ધારની જાડાઈ સાથે, તે 1015% દ્વારા વધારવામાં આવે છે. Eldભી વેલ્ડિંગ અને છત સાંધા વર્તમાન કરો, ગણતરી કરતા 1015% ઓછો.
આર્ક વેલ્ડીંગ માટે મેટલ ઇલેક્ટ્રોડ્સ GOST 9466-75 અનુસાર બનાવવામાં આવે છે. "મેન્યુઅલ આર્ક વેલ્ડીંગ અને સર્ફેસિંગ માટે કોટેડ મેટલ ઇલેક્ટ્રોડ્સ. વર્ગીકરણ, પરિમાણો અને સામાન્ય તકનીકી આવશ્યકતાઓ."
GOST દ્વારા સ્થાપિત કદ:
કોષ્ટક 1
|
ઇલેક્ટ્રોડનો વ્યાસ, મીમી |
ઇલેક્ટ્રોડ લંબાઈ મીમી |
|
|
કાર્બન અને એલોય વાયર |
ઉચ્ચ એલોય વાયર |
|
વેલ્ડીંગ ફ્લો ચાર્ટ - ચોક્કસ સામગ્રી માટેની તકનીકી અને વેલ્ડીંગ પ્રક્રિયાને નિર્ધારિત કરતું દસ્તાવેજ. તે મહત્વપૂર્ણ તકનીકી પરિમાણો અને વેલ્ડ બનાવવા માટે જરૂરી કામના ક્રમનું વર્ણન કરે છે. વેલ્ડીંગ સીમ એ ડિઝાઇનનો સૌથી નબળો મુદ્દો છે, તેથી, તકનીકી નકશો લાગુ રાજ્ય ધોરણો અનુસાર વિકસિત કરવામાં આવે છે અને વિશેષ નિરીક્ષણ સેવાઓ દ્વારા નિયંત્રિત થાય છે.
નકશો બનાવવાની શરૂઆત સામગ્રીના અભ્યાસ અને વેલ્ડીંગ પદ્ધતિની પસંદગીથી થાય છે. પરિસ્થિતિઓનું વિશ્લેષણ જેમાં પરિણામી ડિઝાઇન કાર્ય કરશે. સંદર્ભ સાહિત્ય અને ગણતરીઓના આધારે, વેલ્ડીંગ મોડ્સ, પાસની સંખ્યા, વેલ્ડની ભૂમિતિ અને અન્ય પરિમાણો નક્કી કરવામાં આવે છે.
વેલ્ડીંગ પ્રક્રિયાના નકશામાં નીચેના ડેટા શામેલ છે:
- વેલ્ડિંગ કરવાના ભાગોની માહિતી અને લાક્ષણિકતાઓ;
- વેલ્ડીંગ પહેલાં સંયુક્તની તૈયારી વિશેની માહિતી (ધારનો આકાર, કોમ્ફર્સનું આકાર અને કદ);
- ટેક્સની સંખ્યા, સ્થાન અને કદ પરનો ડેટા;
- ભાગ કેવી રીતે ઠીક કરવામાં આવે છે અને વેલ્ડીંગ દરમિયાન ભાગોના વિરૂપતા અથવા શીયરને કેવી રીતે ટાળવું તે વિશેની માહિતી;
- એમ્બિયન્ટ તાપમાન કે જેમાં વેલ્ડીંગની મંજૂરી છે અથવા વેલ્ડિંગ પહેલાં ભાગો (જો જરૂરી હોય તો) ના ગરમીનો ડેટા;
- ઉપકરણોનો ડેટા કે જેનો ઉપયોગ કરી શકાય છે અને ઉપભોક્તા વસ્તુઓનો ઉપયોગ કરવામાં આવે છે (ઇલેક્ટ્રોડ્સ, વેલ્ડીંગ વાયર, શિલ્ડિંગ ગેસ);
- વેલ્ડીંગ મોડ્સ પરની માહિતી (શું વર્તમાન અને વોલ્ટેજ સેટ કરવું જોઈએ, સ્વચાલિત મશીનો માટે વેલ્ડીંગ ગતિ, અંદાજિત ગેસ ફ્લો રેટ અને વેલ્ડીંગ વાયર ફીડ ગતિ સૂચવવામાં આવે છે);
- પ્રાપ્ત વેલ્ડને તપાસવા અને નિયંત્રિત કરવાની પદ્ધતિઓ વિશેની માહિતી.
જ્યારે નકશાને સંકલન કરતી વખતે, મુખ્ય ભાગ તે સામગ્રીનો અભ્યાસ છે કે જે વેલ્ડિંગ કરવામાં આવશે, તેમની લાક્ષણિકતાઓ અને ગુણધર્મો. જો સામગ્રી અજ્ unknownાત મૂળની છે અને તેના ગુણધર્મો અજાણ્યા છે, તો પછી નમૂનાઓ લેવામાં આવે છે અને રચનાના વિશ્લેષણ અને ઓળખ માટે પ્રયોગશાળાને આપવામાં આવે છે. પ્રાપ્ત ડેટાના આધારે, ઉપભોક્તા વસ્તુઓની પસંદગી કરવામાં આવે છે અને આ ભાગો માટે સૌથી યોગ્ય છે કે શરતો અને વેલ્ડીંગની પદ્ધતિ નક્કી કરવામાં આવે છે. વાસ્તવિકતામાં માળખાકીય સ્ટીલ્સ તે ધોરણો અને નમૂનાઓ સાથે સખત રીતે બનાવવામાં આવે છે, તેથી ખૂબ સામાન્ય ધાતુઓ અને સામગ્રી માટે તકનીકી નકશા લાંબા સમયથી બનાવવામાં આવ્યા છે.
રૂટીંગમાં ક્રમિક કાર્ય, રેખાંકનો અને તેમને ખુલાસાની સૂચિ શામેલ છે. ભંગાણ, અકસ્માતો અને નુકસાનથી બચવા માટે, તકનીકી પ્રક્રિયાના વિકાસને તમામ ગંભીરતા સાથે લેવાની જરૂર છે, કારણ કે આ એક સંપૂર્ણ શ્રેણીની કામગીરી છે. એક તબક્કે ભૂલ એ હકીકત તરફ દોરી શકે છે કે વેલ્ડિંગ સીમ નાશ પામે છે, પછી ભલે અન્ય બધી કામગીરી બરાબર કરવામાં આવી હોય.
વેલ્ડિંગ મેટલ સ્ટ્રક્ચર્સનો તકનીકી નકશો
તેમાં આ તકનીકીના અવકાશનું વર્ણન છે. તે સૂચવે છે કે આ પ્રકારની તકનીકી કયા પ્રકારનાં છે, કયા અંતર પર અને કયા ખૂણા પર જોડાયેલા ભાગો બંધારણની વિશ્વસનીયતા અને ટકાઉપણુંની ખાતરી કરવા માટે જોડાયેલા હોવા જોઈએ. તે સૂચવે છે કે કઈ પરિસ્થિતિમાં અને કયા તાપમાનમાં વેલ્ડીંગ કરવું જોઈએ (બહાર અથવા ઘરની અંદર).
આગામી વસ્તુ ઉત્પાદન પ્રક્રિયામાં સૌથી વિસ્તૃત અને સૌથી મહત્વપૂર્ણ છે. તેમાં વેલ્ડીંગ તકનીક પોતે અને તેના તકનીકી પરિમાણો વિશેની માહિતી શામેલ છે, જેમાં નીચેના સબપgraphરેગ્રાફ્સ શામેલ છે:
- પ્રારંભિક કાર્ય અને તેમના અમલીકરણ માટેના નિયમો;
- વેલ્ડીંગના પ્રકારો વિશેની માહિતી;
- કાર્યના દરેક તબક્કાના ક્રમનું વર્ણન (ટેક્સની સ્થાપના, સુટરિંગનો ક્રમ);
- આકૃતિઓ અને રેખાંકનો સૂચવે છે કે ટેક્સ ક્યાં મૂકવામાં આવે છે, સીમ કેવી રીતે લાગુ કરવામાં આવે છે, તેમને ખુલાસો;
- શરતો કે જેના હેઠળ પ્રક્રિયા અને સલામતીના નિયમો હાથ ધરવામાં આવે છે;
- રજૂઆત કરનારાઓની સંખ્યા અને દરેક કામગીરી માટેનો અંદાજિત સમય અને સામાન્ય રીતે બધા કાર્ય;
- જરૂરી પુરવઠાની ગણતરી.
છેલ્લા ફકરા તમને તકનીકી ખર્ચ, સમયમર્યાદા અને તેના ફાયદાઓની ગણતરી કરવા દે છે. આમ, વેલ્ડીંગ કાર્ય શરૂ થયાના લાંબા સમય પહેલા અને તેમને સુધારવા માટે પ્રક્રિયામાં ફેરફાર કરવો શક્ય છે. પ્રક્રિયા કાર્ડ સંસાધનો અને માધ્યમોની ગણતરી, તેમજ લોકોની સંખ્યા અને વેલ્ડીંગ પ્રક્રિયા માટે જરૂરી સમય સાથે સમાપ્ત થાય છે.
પાઇપ વેલ્ડીંગ ફ્લો ચાર્ટ
તેણી એક દસ્તાવેજ રજૂ કરે છે જેમાં નીચેના મુખ્ય મુદ્દાઓ શામેલ છે:
- તકનીકી પ્રક્રિયાનો અવકાશ;
- સામાન્ય જોગવાઈઓ અને ભલામણો;
- તકનીકી અને કાર્યની સંસ્થા;
- ગુણવત્તા જરૂરિયાતો;
- અને મજૂર સુરક્ષા;
- વપરાયેલ નિયમનકારી અને તકનીકી દસ્તાવેજો અને સાહિત્યની સૂચિ;
- વેલ્ડીંગ માટે તકનીકી કાર્ડ્સ.
પ્રથમ, તે સૂચવવામાં આવે છે કે આ નકશો કયા પદાર્થો માટે લાગુ છે. પછી, સામાન્ય જોગવાઈઓ વર્ણવે છે:
- કાર્ય તકનીક;
- ગુણવત્તાની શરતો અને સ્વીકૃતિના નિયમો;
- સલામતીનાં પગલાં અને મજૂર સંરક્ષણ.
- આ નિયમિત પર કરવામાં આવેલા પ્રકારનાં કામ (પાઇપ વેલ્ડીંગ, એસેમ્બલી, ધારની તૈયારી).
એક મહત્વપૂર્ણ ભાગ એ બધી કામગીરી માટેની સૂચનાઓ અને તેમના અમલીકરણનો ક્રમ છે. સપાટીઓનું પ્રારંભિક દ્રશ્ય નિરીક્ષણ કેવી રીતે કરવું તે વિશે ઉલ્લેખિત. પાઇપ, વાલ્વ અને વિતરણ વાલ્વને નુકસાન માટે તપાસવામાં આવે છે, પોલાણને સાફ કરવામાં આવે છે અને એસેમ્બલી માટે તૈયાર કરવામાં આવે છે. એક મહત્વનો મુદ્દો એ છે કે જો (નુકસાન) માન્ય મર્યાદા કરતાં વધી ગયું હોય તો શું કરવું તે અંગેનું માર્ગદર્શન છે. સપાટીના ખામીને ગ્રાઇન્ડીંગ દ્વારા દૂર કરવામાં આવે છે, જ્યારે બાકીની દિવાલની જાડાઈ અનુમતિપાત્ર લઘુત્તમ કરતા ઓછી હોવી જોઈએ નહીં. સ્કફ્સ અને નિક્સ સાથેના પાઈપોના અંત કાપી નાખવામાં આવે છે. વેલ્ડેડ પાઈપોના સંયુક્તમાં, એકબીજાના સંબંધમાં ફેક્ટરીના રેખાંશ અથવા સર્પાકાર સીમ આવશ્યકપણે 75 મીમી દ્વારા વિસ્થાપિત થાય છે.
સલામતીમાં સૂચનાઓ શામેલ છે જેનું વેલ્ડીંગ શરૂ કરતા પહેલા પાલન કરવું આવશ્યક છે. વેલ્ડિંગ દ્વારા મેટલ સ્ટ્રક્ચર્સની તકનીકી સ્થાપના, અને કયા પ્રકારનાં અગ્નિશામક સાધનોનો ઉપયોગ કરવો, તે સાઇટને કેવી રીતે સજ્જ કરવું તે માટેની આવશ્યકતાઓ પણ સૂચવવામાં આવી છે. વેલ્ડીંગ એ ઓપરેશનલ-તકનીકી નકશાઓ અનુસાર હાથ ધરવામાં આવવી જોઈએ કે જે વેલ્ડિંગ કરવામાં આવતા પાઈપોના વ્યાસના આધારે આ તકનીકી નકશાના ભાગ છે.
કામની ગુણવત્તા માટેની આવશ્યકતાઓમાં વેલ્ડ્સ અને પરવાનગી મુજબના વિચલનોની તપાસ માટેની પદ્ધતિઓની ગણતરી શામેલ છે. અસંતોષકારક નિયંત્રણ પરિણામોના કિસ્સામાં, ખામીઓને સુધારવા માટેની પ્રક્રિયા અને પદ્ધતિ સૂચવવામાં આવશે.
ઓપરેશનલ અને તકનીકી નકશામાં દરેક વસ્તુ શામેલ છે સ્પષ્ટીકરણો વેલ્ડીંગ માટે જરૂરી:
- વેલ્ડીંગનો ;બ્જેક્ટ;
- પાઇપ લાક્ષણિકતાઓ;
- વેલ્ડીંગ ઉપભોક્તા;
- કટીંગ ધાર અને વેલ્ડનો આકાર;
- પ્રિહિટિંગ (જો જરૂરી હોય તો);
- વેલ્ડીંગ મોડ્સ;
- વધારાની આવશ્યકતાઓ અને ભલામણો;
- વિધાનસભા અને વેલ્ડીંગ કામગીરીની સૂચિ અને ક્રમ.
વેલ્ડીંગ પાઈપો અને અન્ય ધાતુની રચનાઓ માટેના તકનીકી નકશા દેખાવમાં સંપૂર્ણપણે સમાન છે, પરંતુ સામગ્રી અને સામગ્રીમાં અલગ છે.
મીન એન કમ્યુનિકેશન લાયબિલિટી યુનિયન
તકનીકી કારકિર્દી અને તકનીકી વિશેષતા અને માઉન્ટ
બી યુરો કન્સ્ટ્રક્શન
હું ખાતરી આપું છું
ઝેડ એમ જીઆરએસએસના વડા
એ.આઇ. પોલન ઇકોવ
27 માર્ચ, 1989
રુટિંગ
મેથોડ પર મેટલ સ્ટ્રક્ચર્સની સ્થાપના માટે
આર્ક વેલ્ડીંગ
મોસ્કો - 1989
ઉપયોગની 1 ક્ષેત્ર
1.1. તકનીકી નકશો વેલ્ડિંગ ઉપકરણો અને ફિક્સરની મદદથી આર્ક વેલ્ડીંગની પદ્ધતિ દ્વારા સ્વચાલિત ટેલિફોન એક્સ્ચેંજની મેટલ રચનાઓની સ્થાપના માટે વિકસાવવામાં આવ્યો હતો. વેર્ડીંગ એકમો અને કાર્પુલ, ક્રોસ-કન્ટ્રી, શાફ્ટ અને વીજ પુરવઠો પ્લાન્ટમાં વિવિધ હેતુઓના ભાગો કામ કરતી વખતે તકનીકી રીતે યોગ્ય અમલ માટે માર્ગદર્શિકા તરીકે રૂટીંગનો ઉપયોગ કરી શકાય છે. 12. મેટલ સ્ટ્રક્ચર્સની સ્થાપના દરમિયાન હાથ ધરવામાં આવેલા કામનો અવકાશ પીબીએક્સ પદ્ધતિ રૂટીંગ સૂચિમાં ધ્યાનમાં લેવામાં આવતા વેલ્ડીંગ્સમાં શામેલ છે: - ગટરની વેલ્ડીંગ એ બટ્ટ પર સીધા વિભાગોમાં પ્રથમ પ્રકારની ખુલ્લી હોય છે અને તેમને દિવાલ કૌંસ અથવા ચોરસ પર વેલ્ડિંગ; - 90 ° ના ખૂણા પર ખુલ્લા કપાળનું વેલ્ડિંગ, દિવાલમાંથી પસાર થતાં દિવાલોના ખૂણા પર પોલાણની વેલ્ડીંગ, દિવાલ કૌંસ પર foreભી કપાળનું વેલ્ડિંગ; - ફ્રેમ પંક્તિમાં તેમના ઉતરતા દરમિયાન અને જ્યારે ફ્લોર સ્લેબમાંથી પસાર થતા હતા ત્યારે તે જ પ્રકારના ગટરનું વેલ્ડિંગ; - એકમોમાં તાજની સ્થાપના અને વેલ્ડીંગ; - ખાણ અને ક્રોસમાં વેલ્ડિંગ દ્વારા ધાતુની રચનાઓની સ્થાપના; - સામાન્ય ચેનલોમાં મુખ્ય ચેનલો અને 2.5 મીન સુધીના ગાળામાં મુખ્ય ચેનલને વેલ્ડિંગની પદ્ધતિ દ્વારા ફાસ્ટિંગ; - સબસ્ક્રાઇબર ક્રોસ-કન્ટ્રીમાં ક્રોસ-વાયર વાયર અને ફ્રેમ્સ સાથેના ફ્રેમ્સ અને પરીક્ષણ સોકેટ્સ માટે ખુલ્લા પ્રકારનાં એર ડ્યુક્ટ્સના વેલ્ડીંગની પદ્ધતિ દ્વારા ફાસ્ટિંગ. 1. 3. વેલ્ડીંગ એકમો અને મેટલ સ્ટ્રક્ચર્સના ભાગો પર કામ પરિસર અને પરિસરમાં, ખાડી, શાફ્ટ, ઝાડીઓ, રેક્ટિફાયર્સ અને સંચયકર્તાઓ પર કરી શકાય છે. વેલ્ડીંગનું કામ કરતી વખતે, ખાસ કરીને શિયાળાના સમયગાળામાં, વેન્ટિલેશન ચાલુ થવું જોઈએ, અને જ્યારે રૂમ અને શાફ્ટમાં વેલ્ડીંગનું કામ હાથ ધરવામાં આવે ત્યારે, પોર્ટેબલ વેન્ટિલેશન ડિવાઇસીસનો ઉપયોગ કરવાની ભલામણ કરવામાં આવે છે. દૂષિત ધાતુથી રસોઈ બનાવવા માટેનું માન્યતા પ્રાપ્ત કાર્ય પણ સ્થળ પર મૂકવામાં આવ્યું હતું, અને એક્સેક્યુલેટર બેટરીઓનું ઇન્સ્ટોલેશન પૂર્ણ થાય તે પહેલાં બાંધકામની સૂચનાઓ પૂર્ણ થવી જોઈએ. ઇન્સ્ટોલ કરેલા ઉપકરણોવાળા રૂમમાં વેલ્ડીંગનું કામ કરતી વખતે, ઉપકરણોને મેટલ ટીપાં અને સ્કેલના પ્રવેશ સામે સુરક્ષિત રાખવું આવશ્યક છે. 14. તકનીકી નકશાને કોઈ વિશિષ્ટ objectબ્જેક્ટ અને બાંધકામની સ્થિતિ સાથે જોડતી વખતે, કાર્યક્ષેત્ર, મજૂર ખર્ચની ગણતરી, તકનીકી અને આર્થિક સૂચકાંકો અને યાંત્રિકરણના માધ્યમોને ઉપકરણો અને ઉપકરણોમાંથી એસેમ્બલી મેચોના ઉપલબ્ધ કાફલાનો મહત્તમ ઉપયોગ ધ્યાનમાં લેતા સ્પષ્ટ કરવામાં આવે છે.2. સંગઠન અને કાર્યોની કામગીરીની તકનીકી
2.1. તૈયારી કામ
1.૧.૨. તકનીકી ઓરડાઓ તૈયાર કરો જેમાં ધાતુની રચનાઓની એસેમ્બલીને GOST 1 2.3.003.75, GOS T 1 2.2.007.75 અનુસાર, રસોઈની સહાયથી હાથ ધરવામાં આવશે અને તેમને અગ્નિશામક ઉપકરણોથી સજ્જ કરો. 2.2.2. જરૂરી બાંધકામો અને વિગતો કાર્યસ્થળ પર પહોંચાડો અને ઇન્સ્ટોલેશન કાર્યના તકનીકી ક્રમ અનુસાર ગોઠવો. 2.1.3. પોતાને કાર્યકારી પરિસ્થિતિઓથી પરિચિત કરો અને, જો જરૂરી હોય તો, "સલામતી અને ફાયર સેફ્ટી નિયમો" (એસ.એન.આઇ.પી. III-4-80, SNiP II -01-0 2-8 5) અનુસાર વર્ક એક્ઝેક્યુશન ક્ષેત્રને સજ્જ કરો. 2.1.4. ભારે વેન્ટિલેશન સાથે સંચાલન કરવાની ખાતરી કરો. 2.1.5. વેલ્ડીંગ માટે જરૂરી દસ્તાવેજો, સાધનો અને એસેસરીઝ તૈયાર કરો. 2.1.6. ખાતરી કરો કે વેલ્ડીંગ ઉપકરણો કાર્યરત છે.2.2. સામાન્ય વેલ્ડીંગ માહિતી
2.2. .. વેલ્ડેડ સંયુક્ત એ વેલ્ડેડ બાંધકામનું એક તત્વ છે, જેમાં બે અથવા ઘણા માળખાકીય ભાગો અને આ ભાગોને જોડતા એક વેલ્ડનો સમાવેશ થાય છે (GOST 5264-80 જુઓ. "વેલ્ડેડ સાંધામાંથી વેલ્ડ્સ"). 2.2.2. મેટલ સ્ટ્રક્ચર્સને એસેમ્બલ કરતી વખતે, નીચેના મુખ્ય પ્રકારનાં સાંધા જોવા મળે છે: બટ્ટ, ફ્લશ, ટી, કોર્નર. 2.2. But. બટ સાંધા એ સૌથી લાક્ષણિક વેલ્ડેડ સાંધા છે જેમાં જોડાવા માટેના ભાગોના અંત અથવા ધાર તેની સાથે મૂકવામાં આવે છે જેથી તેમની વચ્ચે 1 - 2 મીમીનું અંતર હોય. 6 મીમી સુધીની જાડાઈની વિગતો એકતરફી સીમ સાથે વેલ્ડિંગ કરવામાં આવે છે, અને 6 મીમીથી વધુ - ડબલ-બાજુવાળા સીમ સાથે. 2.2. Over. ઓવરહેડ કનેક્શન્સ બીજા પરના કનેક્શનના એક તત્વને સુપરિમ્પોઝ કરીને બનાવવામાં આવે છે. ઓવરલેપ માટેનાં મૂલ્યો, વિભાજનમાંથી વેલ્ડેડ એક્સ ધારની જાડાઈના સરવાળાના ઓછામાં ઓછા બે વાર હોવા જોઈએ. વેલ્ડિંગ ભાગોમાં બંને બાજુ અકસ્માત થાય છે. 2.2 .5. ટી-સાંધા એ સાંધા છે કે જ્યાં એક તત્વનો અંતિમ ચહેરો ચોક્કસ કોણ પર વેલ્ડેડ બંધારણના બીજા તત્વની સપાટીને જોડે છે. મજબૂત સંયુક્ત મેળવવા માટે, વેલ્ડિંગ કરવાના તત્વો વચ્ચેનું અંતર 2-3 મીમી હોવું આવશ્યક છે. 2.2.6. ખૂણાના સાંધા બનાવવામાં આવે છે જ્યારે વેલ્ડિંગ કરવાના તત્વો જમણા અથવા મનસ્વી કોણ પર સ્થિત હોય છે અને એક અથવા બંને બાજુથી આ તત્વોની ધાર સાથે વેલ્ડિંગ કરવામાં આવે છે. 2.2.7. ઉપર વર્ણવેલ તમામ વેલ્ડેડ સાંધા સીમ દ્વારા હાથ ધરવામાં આવે છે, જે સખત થાપણ ધરાવતી ધાતુ છે, જે વેલ્ડેડ સ્ટ્રક્ચરના તત્વોને જોડે છે. નીચેના માપદંડો અનુસાર વેલ્ડ્સને વિભાજિત કરવામાં આવે છે: કાર્યકારી દળને સંબંધિત સ્થિતિ દ્વારા (ફિગ. 1 જુઓ), અવકાશમાં સ્થાન દ્વારા (ફિગ. 2 જુઓ), અને તેમના બાહ્ય આકાર દ્વારા (ફિગ .3 જુઓ).ફિગ. 1. વર્તમાન બળ અને હું સંબંધિત વેલ્ડ્સની સ્થિતિ:
a) દોરી, બી) આગળનો ભાગ, સી) ત્રાંસુ
![]()
ફિગ. 2. જગ્યામાં વેલ્ડ્સ સાથેની સ્થિતિ:
એ) નીચલા, બી) આડા, સી) icalભા, ડી) છત
ફિગ. 3. વેલ્ડેડ સીમ્સના બાહ્ય સ્વરૂપો:
એ) બહિર્મુખ, બી) સામાન્ય, સી) અંતર્મુખ
2.2.8. રસોઈ માટે ઇલેક્ટ્રોડનો વ્યાસ વેલ્ડિંગ કરવાની ધારની જાડાઈ, વેલ્ડેડ સંયુક્તનો દૃષ્ટિકોણ અને વેલ્ડના પરિમાણોના આધારે સેટ કરવામાં આવે છે. બટ સાંધા માટે, ધારવાળી કિનારીઓની જાડાઈના આધારે ઇલેક્ટ્રોડના વ્યાસને પસંદ કરવા માટે વ્યવહારિક ભલામણો કરવામાં આવી હતી: 2.2.9. કોણીય અને ટી સાંધા બનાવતી વખતે, વેલ્ડ પગનું કદ ધ્યાનમાં લેવામાં આવે છે: –- mm મીમીના વેલ્ડ લેગ સાથે, ld- mm મીમીના વ્યાસ સાથે ઇલેક્ટ્રોડ સાથે વેલ્ડીંગ કરવામાં આવે છે, અને –-– મીમીના પગ સાથે, –- mm મીમીના વ્યાસવાળા ઇલેક્ટ્રોડનો ઉપયોગ થાય છે. 2.2 .1 0. પસંદ કરેલા ઇલેક્ટ્રોડ વ્યાસ અનુસાર, રસોઈ પ્રવાહનું મૂલ્ય સુયોજિત થયેલ છે, જે ઇલેક્ટ્રોડ્સવાળા પેકમાં ગુંદર ધરાવતા ફેક્ટરી લેબલ પર સૂચવવું જોઈએ. 2.2. અગિયાર. ઇલેક્ટ્રોડ્સ 4 ÷ 6 મીમી માટે રસોઈ વર્તમાનનું મૂલ્ય સૂત્ર દ્વારા નક્કી કરી શકાય છે:
વાય \u003d (40 ÷ 60) e ડી ઇ,
જ્યાં વાય રસોઈ પ્રવાહનું મૂલ્ય છે, એ; ઇલેક્ટ્રોડનો ડી ઇ - ડી એમ એટી આર, મીમી. 2.2. 1 2. 4 મીમીથી ઓછા વ્યાસવાળા ઇલેક્ટ્રોડ્સ અને 6 મીમીથી વધુના વેલ્ડીંગ વર્તમાનનું મૂલ્ય સૂત્ર દ્વારા નક્કી કરી શકાય છે:
વાય \u003d (20 + 6 ડી ઇ) · ડી ઇ.
આ માટે, ધાતુની જાડાઈ અને વેલ્ડની સ્થિતિને ધ્યાનમાં રાખીને સુધારણા કરવી જોઈએ. જ્યારે કિનારીઓની જાડાઈ 1, 3 ડી ઇડીથી લગભગ 1.6 ડી ઇ હોય છે, ત્યારે વેલ્ડીંગ પ્રવાહની ગણતરી કરેલ કિંમત 1 0 ÷ 1 5% દ્વારા ઘટાડે છે, અને જ્યારે કિનારીઓની જાડાઈ 3 ડી કરતા વધુ હોય છે, ત્યારે તે 1 0 ÷ દ્વારા વધે છે પંદર %. Vertભી અને છતની સીમનું વેલ્ડિંગ વર્તમાન દ્વારા કરવામાં આવે છે, જે ગણતરી કરેલ કરતા 1% ÷ 1 5% ઓછું છે. 2.2. 1 3. આર્ક વેલ્ડીંગ માટે મેટલ ઇલેક્ટ્રોડ્સ GOST 9466-75 અનુસાર તૈયાર કરવામાં આવે છે. “મેન્યુઅલ આર્ક વેલ્ડીંગ અને સર્ફેસિંગ માટે કોટેડ મેટલ ઇલેક્ટ્રોડ. વર્ગીકરણ, પરિમાણો અને સામાન્ય તકનીકી આવશ્યકતાઓ. " રાજ્ય માનક સ્પષ્ટીકરણ દ્વારા સ્થાપિત કદ:
કોષ્ટક 1
|
ઇલેક્ટ્રોડનો વ્યાસ, મીમી |
ઇલેક્ટ્રોડ લંબાઈ મીમી |
||
|
કાર્બન અને એલોય વાયર |
ઉચ્ચ એલોય વાયર |
||
૨.3. ક્રમ અને કાર્યની પદ્ધતિઓ
૨.3. .. વેલ્ડીંગ પોસ્ટને એસેમ્બલ કરો (અંજીર 4 જુઓ), જેના માટે:
ફિગ. 4. જાતે રસોઈ માટે બ્રવહાઉસ સાથે જોડાણની યોજના
એ) “સલામતી અને અગ્નિ સલામતી તકનીકી નિયમો”, સ્થાન અનુસાર, ખાસ સજ્જ જગ્યાએ વેલ્ડીંગ ટ્રાન્સફોર્મર સ્થાપિત કરો. કોષ્ટક અનુસાર વેલ્ડીંગ ટ્રાન્સફોર્મર બનાવો. 2.
કોષ્ટક 2
|
ટ્રાન્સફોર્મર બ્રાન્ડ |
વેલ્ડીંગ કરંટ, એ |
વિદ્યુત્સ્થીતિમાન |
રેટેડ પાવર, કેવી · એ |
એકંદરે પરિમાણો, મીમી |
વજન કિલો |
વર્કિંગ રેટ કર્યું |
નિષ્ક્રિય ચાલ |
|
|
નજીવા |
નિયમન મર્યાદા |
|||||||
| ટીડી - 306U 2 |
570 × 325 × 530 |
|||||||
| ટીડી -06 યુ 2 |
630 × 365 × 590 |
|||||||
| ટીડી - 251U 2 |
420 × 260 × 450 |
|||||||
| ટીડી - 500-4U 2 |
570 × 720 × 835 |
|||||||
| ટી ડીએમ -31 7 યુ 2 |
585 × 555 × 81 8 |
|||||||
| ટી ડીએમ -4 01 યુ 2 |
585 × 760 × 848 |
|||||||
| ટી ડીએમ -50 3 યુ 2 |
555 × 585 × 888 |
|||||||
| ટી ડીએમ -50 2U2 |
720 × 845 × 780 |
|||||||
રી એસ. 5. વેલ્ડીંગ વાયરને વેલ્ડિંગ કરવાની આઇટમથી કનેક્ટ કરવા માટેની ક્લિપ્સ:
a) બાહ્ય, બી) સ્ક્રુ
ઇ) વેલ્ડીંગ ટ્રાન્સફોર્મરના બીજા ટર્મિનલને આરજીડી અથવા પી આરજીડીઓ (GOST 6731 -77E) ના વાયર સાથે ઇલેક્ટ્રિક ધારક સાથે (ફિગ. 6 જુઓ) જોડો;

ફિગ. 6. ઇલેક્ટ્રિક પાવર સપ્લાયના પ્રકારો
ઇ) વેલ્ડિંગ કાર્ય માટે વાયરની ક્રોસ-સેક્શન પસંદ કરો તેમની ભલામણ ધોરણો અનુસાર તેમની લંબાઈ 3 0 મીટર કરતા વધુ ન હોય.
|
વેલ્ડીંગ વર્તમાનનું સર્વોચ્ચ મૂલ્ય, એ |
||||
| વાયરનો ક્રોસ-વિભાગીય વિસ્તાર, મીમી 2: | ||||
| એકલુ | ||||
| ડબલ |
યુ એલ \u003d 1, 73 જ /લ / સે,
જ્યાં યુ એલ - વોલ્ટેજ ડ્રોપ, વી; જે વેલ્ડીંગ વર્તમાન છે, એ; ires એ વાયરનો વિશિષ્ટ પ્રતિકાર છે, ઓહ્મ · એમ; l વાયરની લંબાઈ છે, એમ; s એ વાયરનો ક્રોસ-વિભાગીય ક્ષેત્ર છે, એમએમ 2. જો યુ એલનું મૂલ્ય 5% કરતા વધુ દ્વારા માન્ય કરતાં વધુ હોય, તો વાયરના ક્રોસ-વિભાગીય ક્ષેત્રમાં વધારો કરવો જરૂરી છે; એચ) વેલ્ડિંગ દરમિયાન eyesાલ, માસ્ક અથવા હેલ્મેટ (GOST 1 361-69) સાથે કામ કરતી વખતે આંખો અને ચહેરાની ત્વચાના રક્ષણ માટે તેનો ઉપયોગ કરો (ફિગ. 7 જુઓ).
રી એસ. 7. આર્ક અને મેટલ સ્પ્રેથી સંરક્ષણ માધ્યમ
2.3.2. બસ ટર્મિનલ, ક્રોસ, શાફ્ટ અને વીજ પુરવઠો એકમોના પરિસરમાં બધા જરૂરી દિવાલ કૌંસ, કૌંસ માટે ડિઝાઇન અને સૂચનાત્મક દસ્તાવેજો અનુસાર સૂચનાઓનું પાલન કરો. 2.3.3. દિવાલો સાથે જોડાયેલા ગટર વિભાગના ખુલ્લા પ્રકારનાં કૌંસ પર મૂકો, તેમને એક સાથે સ્લાઇડ કરો જેથી તેમની વચ્ચે 1-2 મીમીનું અંતર રહે, ગટરના વ્યક્તિગત ભાગોને એક તીક્ષ્ણ સીમ સાથે વેલ્ડ કરો (ફિગ. 8 જુઓ) અને વેલ્ડ કરો. સમાન કપાળના પરિણામે એક જ કપાળ 400 ÷ 6 00 મીમી અથવા એક બાજુ પર 1 - er 300 મીમીની ખાંચોની પહોળાઈ સાથે, સમાન કપાળ 400 ÷ 6 00 મીમીની પહોળાઈ સાથે કૌંસમાં સમાન ફિક્સ્ટ્સનો ટ્રેક.
આર અને સી. 8. ટાઇક સાથે વેલ્ડિંગ ગટર
દિવાલની ખૂણાઓ સુધી, મુખ્ય ચેનલોના અંતને ફિગમાં સૂચવ્યા મુજબ બંને બાજુ વેલ્ડિંગ કરવામાં આવે છે. 9.
ફિગ. 9. દિવાલ સાથે કૌંસ અથવા કોણીમાં ગટરને જોડવું
2.3.4. ઓરડામાં છિદ્ર દ્વારા મેજેજ અને ગટરને પસાર કરો, તેને મુખ્ય ગટરમાં ખસેડો, નાખ્યો અને નિશ્ચિત (વિભાગ 2.3.3 જુઓ) જેથી ગટર વચ્ચેનો અંતર 1 ÷ 2 મીમી હોય, અને બનાવે 90 ° ના ખૂણા પર પાઇપમાં મુખ્ય ચેનલોનું વેલ્ડિંગ (ફિગ. 10 અને ફિગ. 11 ના મીટર સાથે). આ કિસ્સામાં, ગટરની દરેક બાજુની પટ્ટી બધી બાજુઓથી સંપૂર્ણપણે વિસ્તરે છે.

ફિગ. 11. 90 of ના સંયુક્તમાં મુખ્ય ગટરને જોડવું
2.3.5. દિવાલ કૌંસ સુધી શેડમાંથી પેસેજમાં મુખ્ય રેલ્વે વેલ્ડ કરો (ફિગ. 12 જુઓ). ચેકરબોર્ડ પેટર્નમાં ખાંચોની એક બાજુ એક ટાંકા સાથે વેલ્ડિંગ હાથ ધરવામાં આવે છે.
ફિગ. 12. દિવાલ દ્વારા મુખ્ય ફરિયાદ પસાર
2.3.6. ખંડની દિવાલ પર લગાવેલી કૌંસ પર mainભી મુખ્ય ચેનલોને વેલ્ડ કરો (ફિગ. 13 જુઓ). વેલ્ડિંગ ત્રણ કૌંસથી દરેક કૌંસ સુધી હાથ ધરવામાં આવે છે.

ફિગ. 1 3. બંને દિવાલથી icalભી ટ્રંકમાં જોડવું
2.3 .7. ફ્રેમ પંક્તિમાં મુખ્ય કપાળના ઉતરોને માઉન્ટ કરો (ફિગ. 14 જુઓ), જ્યારે ખાંચની દરેક બાજુની પટ્ટીની ત્રણ બાજુઓ પર ફ્રેમ પંક્તિના મેટની તાજ પર ગ્રુવ્સને વેલ્ડ કરો.
રી એસ. 14. ફ્રેમ પંક્તિમાં ગટરોનું મૂળ
2.3.8. ફ્લોર સ્લેબ દ્વારા તેમના પેસેજના સ્થળોએ સફાઇ કરતી ગટમાંથી મેજની ofોળાવને માઉન્ટ કરો (ફિગ. 15 જુઓ). કાર્ય દરમિયાન, જ્યારે મુખ્ય ચેનલોની કમાનને પેસેજ હોલની ફ્રેમમાં જોડતી વખતે, ચેનલની બાજુની પટ્ટીઓની બંને બાજુઓ બનાવો.
ફિગ. 15. ટોચમર્યાદા દ્વારા મુખ્ય ચેનલોના પેસેજ ડિવાઇસ
2.3.9. ખાણ રૂમમાં માઉન્ટ ધાતુના બંધારણ. સ્લોટેડ બ્રracકેટ્સના પાયા આધાર ચોરસ સુધી વેલ્ડિંગ થયેલ છે. કૌંસના ઉપલા ભાગમાં PR અને સ્ટીલ સ્ટ્રીપ્સ પર રાંધવા અને 3 0 × 4. શાફ્ટમાં કૌંસની સ્થાપનાનું ઉદાહરણ ફિગમાં બતાવવામાં આવ્યું છે. સોળ.
ફિગ. 1 6. ખાણમાં કૌંસ સ્થાપિત કરવાનું ઉદાહરણ
સ્લોટેડ કૌંસની પંક્તિઓ એકબીજાને અને પરિસરની દિવાલોને 40 × 50 × 4 ટ્રંક એંગલ્સનો ઉપયોગ કરીને જોડવામાં આવે છે, જે આ સ્લોટેડ કૌંસ અને દિવાલની કોણથી ઉપરના ભાગમાં વેલ્ડિંગ કરવામાં આવે છે. ઓરડાઓ અને શાફ્ટમાં સામાન્ય ગટરને મુખ્ય ચોરસ સુધી વેલ્ડિંગ કરવામાં આવે છે, તદુપરાંત, તેઓ બંને બાજુના ગટરના આત્યંતિક ચોકમાં વેલ્ડિંગ કરવામાં આવે છે (ફિગ. 9 જુઓ), અને અન્ય ચોકમાં - એક ચેકરબોર્ડ પેટર્નની એક બાજુ (ફિગ. 17 અને અંજીર જુઓ.) eigh અteenાર).
ફિગ. 1 7. બેચમાં ગ્રુવ્સના સ્થાન અને વેલ્ડીંગના સ્થાનો (આશરે)

ફિગ. 1 8. બેચમાં ગ્રુવ્સના સ્થાન અને વેલ્ડીંગના સ્થાનો (આશરે)
૨.3. 1 0. શાફ્ટમાં કૌંસની પંક્તિઓ જોડવા માટે ટ્રંક એંગલ કૌંસ બટ વેલ્ડિંગ (પી. 19 એ ની પિચ સાથે) અથવા ઓવરલેપ (પી. 19 બીથી પિયર સાથે) સાથે જોડાય છે.
ફિગ. 19. ટ્રંક એક્સ સ્ક્વેરને સ્પિલિંગના ઉદાહરણો
2.3 .11. શાફ્ટ રૂમની દિવાલો સાથે હવાના નળીઓમાં માઉન્ટ કરો. ગટરના વેલ્ડિંગનું સ્થાન અને સ્થળનું ઉદાહરણ ફિગમાં બતાવવામાં આવ્યું છે. 20 અને અંજીર. 21.
ફિગ. વીસ ખાણમાં વેલ્ડિંગ ગટરના સ્થાનો અને સ્થાનો (આશરે)
રી એસ. 21. શાફ્ટમાં વેલ્ડિંગ ગટરના સ્થાનો અને સ્થાનો (આશરે)
2.3 .1 2. શિયાળામાં મેટલ બાંધકામોની સ્થાપના ખાણમાં મેટલ વિંડોઝની સ્થાપનાની જેમ જ હાથ ધરવામાં આવે છે. ક્રોસ-કન્ટ્રીમાં રેક્સની હરોળ તેમની વચ્ચે અને ઓરડાના દિવાલ ચોરસની વચ્ચે મુખ્ય ચોરસ 40 × 50 × 4 ની મદદથી જોડવામાં આવે છે, જે ક્રોસ-ફ્રેમ અને દિવાલ ચોરસથી વેલ્ડિંગ હોય છે. વેલ્ડીંગ દ્વારા ક્રોસમાં સામાન્ય ગટરનું બાંધવું શાફ્ટમાં બંધબેસતાની જેમ જ હાથ ધરવામાં આવે છે. ક્રોસ સેલની ઉપર ગટર સ્થાપિત કરવાના ઉદાહરણને ફિગમાં બતાવવામાં આવ્યું છે. 22.
ફિગ. 22. અનોવકના મોં અને આઇ રોસા કોષો ઉપરના ગટરોનું ઉદાહરણ
૨.3. 1 3. સામાન્ય પાઈપોમાં મુખ્ય ચાટનું બાંધવું લાકડી સાથે વેલ્ડીંગ દ્વારા હાથ ધરવામાં આવે છે, જે બંને બાજુથી સામાન્ય અને મુખ્ય ચેનલોની બાજુની પટ્ટીઓ પર વેલ્ડિંગ કરવામાં આવે છે (ફિગ. 23 જુઓ).
ફિગ. 23. મુખ્ય ખાઈને સામાન્યમાં નકલ કરવા
૨.3. 1 4. ઉકળતાની પદ્ધતિ દ્વારા મુખ્ય ચેનલોને 2.5 મીમી સુધીના અંતરે મુખ્ય ચેનલોને બાંધી રાખવાની પ્રક્રિયા હાથ ધરવામાં આવે છે, અને તાકાત માટેની મુખ્ય ચેનલને ચેનલની બંને બાજુની પટ્ટાઓ પર વેલ્ડિંગ સ્ટીલ સળિયાથી મજબૂત બનાવવામાં આવે છે (ફિગ 24 જુઓ).
ફિગ. 24. 2.5 ઇંચ સુધી ઇસ્ત્રી લાકડી ફિક્સિંગ
3. 1.૧ 5. ક્રોસ વાયર માટેના ગ્રુવ્સનું બાંધવું, વેલ્ડિંગ પદ્ધતિનો ઉપયોગ કરીને, ફક્ત સ્ટીલના જડતા સળિયાઓના ઉપયોગ વિના, 2.5 મી સુધીના ગાળામાં મુખ્ય ખાંચોના બંધનને સમાન રીતે હાથ ધરવામાં આવે છે. કપાળને ઠીક કરવાનું ઉદાહરણ ફિગમાં બતાવવામાં આવ્યું છે. 25.

ફિગ. 25. ક્રોમ વાયર માટે ચૂટ માઉન્ટ કરવાનું ઉદાહરણ
૨.3. 1 6. સબ્સ્ક્રાઇબર ક્રોસમાં પરીક્ષણ સોકેટ્સ સાથે ફ્રેમને જોડવું, રસોઈની પદ્ધતિનો ઉપયોગ કરીને કરવામાં આવે છે. વેલ્ડિંગ દ્વારા ફ્રેમ વેલ્ડિંગનું ઉદાહરણ ફિગમાં બતાવવામાં આવ્યું છે. 26.
રી એસ. 26. એબ nન એનટીએસથી એમ ક્રોસ સુધીના પરીક્ષણ સોકેટ્સ સાથે ફ્રેમને જોડવું
2. 3.1 7. મેટલ સ્ટ્રક્ચર્સની સ્થાપના પૂર્ણ થયા પછી, વેલ્ડેડ સાંધા સ્કેલથી સાફ થાય છે, તેમની કામગીરીની ગુણવત્તા તપાસવામાં આવે છે અને ગ્રે મીનોથી રંગવામાં આવે છે. ૨.3. 1 8. બાહ્ય નિરીક્ષણ દ્વારા 10x વિસ્તૃતિકરણ દ્વારા વેલ્ડેડ સાંધાઓની ગુણવત્તા તપાસવાની પ્રક્રિયામાં, ખામી શોધી શકાય છે. વેલ્ડીંગ પ્રક્રિયાથી થતા ખામીના પ્રકારો ફિગમાં બતાવવામાં આવ્યા છે. 27.
ફિગ. 27. વેલ્ડિંગ ખામીનો પ્રકાર
2 .3.1 9. વેલ્ડેડ સાંધામાંથી ખામીઓ કમાન હેઠળ નિશ્ચિત કરવામાં આવે છે, ત્યારબાદ સ્કેલમાંથી સફાઈ અને ગ્રે મીનોની એક સ્તર સાથે કોટિંગ.
2.4. વેલ્ડીંગની સાવચેતીઓ
2.4. .. કામ શરૂ કરતા પહેલા આર્ક પાવર સ્ત્રોતો (ટ્રાન્સફોર્મર્સ), રસોઈ સહાયક ઉપકરણો અને વેલ્ડેડ પ્રોડક્ટ્સના કેસ ભેલા છે. 2.4.2. ગ્રાઉન્ડિંગ તાંબાના વાયર દ્વારા હાથ ધરવામાં આવે છે, જેનો એક અંત આર્ક પાવર સપ્લાયના શરીર પર શિલાલેખ "ગ્રાઉન્ડ" સાથે એક ખાસ બોલ્ટથી જોડાયેલ છે, અને બીજો છેડો ગ્રાઉન્ડિંગ બસ સાથે છે. 2.4 .3. નેટવર્કમાં વેલ્ડીંગ ટ્રાન્સફોર્મરને કનેક્ટ કરવા માટે, છરી સ્વીચો, ફ્યુઝ અને ક્લેમ્પ્સવાળા દિવાલ બ boxesક્સનો ઉપયોગ થાય છે. વીજ પુરવઠોના વાયરની લંબાઈ 10 મી. 2.4.4 કરતા વધુ ન હોવી જોઈએ. જો પાવર વાયરને લંબાવવી જરૂરી છે, તો મજબૂત ઇન્સ્યુલેટીંગ માસ સાથે જોડીનો ઉપયોગ કરવામાં આવે છે. 2 .4.5. W. w - 3.5. m મીટરની heightંચાઇએ પાવર વાયર સસ્પેન્ડ કરવામાં આવે છે, અને વાયર ડાઉ્રેન્ટ્સ મેટલ પાઈપોમાં બંધ છે. 2.4.6. વેલ્ડીંગ વાયરનો ઉપયોગ અખંડ ઇન્સ્યુલેશન સાથે થવો આવશ્યક છે અને વેલ્ડીંગ વર્તમાનને અનુરૂપ ક્રોસ સેક્શન હોવું જોઈએ. 2.4.7. Lightાલ, માસ્ક અથવા હેલ્મેટના નિરીક્ષણ છિદ્રમાં દાખલ કરવામાં આવતા લાઇટ ફિલ્ટર્સ, વેલ્ડીંગ વર્તમાનના આધારે GOST 9497-60 અનુસાર પસંદ કરવામાં આવે છે. ત્યાં ચાર પ્રકારના ગ્લાસ વેટરનરી ફિલ્ટર્સ છે: ઇ -1 (પ્રવાહો 30 - 75 એ માટે), ઇ -2 (પ્રવાહો 75 - 200 એ માટે), ઇ -3 (પ્રવાહો 200 - 400 એ માટે), 3 - 4 (400 એ કરતા વધુની કરંટ માટે). 2.4.8. રસોઈમાં મદદ કરતા કામદારોની આંખોને સુરક્ષિત કરવા માટે, વી -1, બી -2 અને બી -3 લાઇટ ફિલ્ટર્સનો ઉપયોગ કરવામાં આવે છે. 2.4.9. વેલ્ડિંગ ટેર્પulલિન અથવા કેનવાસથી બનેલા ઓવરઓલ્સમાં હાથ ધરવામાં આવે છે, જેમાં ગ્લોવ્સ અને હેડગિયર હોય છે, જ્યારે ટ્રાઉઝરને પગરખાંમાં ન મૂકવા જોઈએ, ખિસ્સાને ફ્લpsપ્સથી coveredાંકવા જોઈએ, અને જેકેટમાં ટકી ન શકાય. પેન્ટમાં. 2.4 .1 0. જ્યારે વેલ્ડિંગ છત, આડી અને .ભી સીમ હાથ આવરિત પર મૂકો અને હાથની સ્લીવ્ઝ પર કડક રીતે બાંધો. 2.4. અગિયાર. સંપૂર્ણ ઠંડક પછી અને હંમેશા સાદા ચશ્માવાળા ચશ્માંમાં વેલ્ડીંગ સીમ્સની સ્લેગથી શોધ કરવામાં આવે છે. 2.4. 1 2. વેન્ટિલેશન ઉપકરણોએ ઇલેક્ટ્રોડ વપરાશના 1 કિલો દીઠ 4000 થી 6000 મી 3 સુધી ઉચ્ચ-ગુણવત્તાવાળા કોટિંગવાળા ઇલેક્ટ્રોડ્સ સાથે મેન્યુઅલ આર્ક વેલ્ડીંગ દરમિયાન હવાનું વિનિમય આપવું આવશ્યક છે. 2.4. 1 3. કાર્યસ્થળ પર, હવામાં પદાર્થોની નીચેની સાંદ્રતાની મંજૂરી છે (મિલિગ્રામ / એમ 3 માં): એમ મેંગેનીઝ અને તેના સંયોજનો - 0.3; ક્રોમિયમ અને તેના સંયોજનો - 0.1; સીસા અને તેના સંયોજનો - 0.001; હાઇડ્રોજન ફ્લોરાઇડ - 0.5; ઓક્સાઇડ અને ઝોટા - 5.0; ગેસોલિન, કે રોઝિન - 300.0. 10 મિલિગ્રામ / એમ 3 ઉપર ન nonનટtoક્સિક ધૂળ અને ધૂળની સાંદ્રતાની મંજૂરી નથી, જો કે, જો ધૂળમાં ક્વાર્ટઝની સામગ્રી 10% કરતા વધુ હોય, તો ન nonન્ટોક્સિક ધૂળની સાંદ્રતા ફક્ત 2 મિલિગ્રામ / એમ 3 સુધી જ માન્ય છે.2.5. કલાકારોની સંખ્યા અને લાયકાત
વેલ્ડીંગ દ્વારા સ્વચાલિત ટેલિફોન એક્સચેંજની મેટલ સ્ટ્રક્ચર્સ પર ઇન્સ્ટોલેશન કાર્ય કુલ 3 લોકોની કડી સાથે કડી દ્વારા હાથ ધરવામાં આવે છે, જેમાં સમાવિષ્ટ છે: 5 વર્ગોના સંદેશાવ્યવહારની સ્થાપના અને સતત 4 વખત સંદેશાવ્યવહારના બે સ્થાપકો, જેમાંથી એક અભ્યાસક્રમો પૂર્ણ કેવી રીતે કરવો તે પૂર્ણ કરે છે. વેલ્ડીંગ કામ.2.6. મજૂરી ખર્ચ
વેલ્ડીંગ સમયનો ધોરણ - ટી પણ પાંચ તત્વોથી બનેલો છે: પ્રારંભિક સમય - ટી પી, મૂળ સમય - ટી о, સહાયક સમય - ટી વી, અતિરિક્ત સમય - ટી ડી, અને અપવાદરૂપ સમય - ટી .જ્યાં વાય \u003d 7.85 ગ્રામ / સે.મી. 3 - કમરથી વિશિષ્ટ ઘનતા, એફ \u003d 0, 5 5 એસ એમ 2 - સીમનો ક્રોસ-સેક્શન, એલ \u003d 1 00 સેમી - સીમ લંબાઈ, ડી માં \u003d 1 0 જી / એ · એચ - ઇલેક્ટ્રોડ જુબાનીનો ગુણાંક, જે \u003d 1 80 એ - વેલ્ડીંગ દરમિયાન વર્તમાન તાકાત, apગલો. \u003d 0.25 એ મજૂરના સંગઠનને ધ્યાનમાં લેતા ગુણાંક છે, કે 1 સે.મી.ના 1 સે.મી. માટે શ્રમનું સંગઠન ધ્યાનમાં લેવું ગુણાંક છે, અને ટી о ચાપને બાળી નાખવાનો મુખ્ય સમય છે. એમપીની ગણતરી x સુધીના ખર્ચમાં કોષ્ટકમાં આપવામાં આવે છે. 3.
કોષ્ટક 3
|
ન્યાય (ENIR અને અન્ય.) |
કૃતિઓનું નામ |
માપન એકમ |
કામ અવકાશ |
માપનના એકમ દીઠ સમયનો ધોરણ, વ્યક્તિ-એચ |
સમગ્ર વોલ્યુમ માટે મજૂર ખર્ચ, માણસ-કલાક |
માપના એકમ દીઠ ભાવ, ઘસવું. |
સંપૂર્ણ વોલ્યુમ, રબ.-કોપેક્સ માટેના ખર્ચની કિંમત. |
| વેલ્ડીંગ દ્વારા એટી એટીએ સ્ટ્રક્ચર્સની મેટલ વિંડોઝની સ્થાપના |
૨.7. ઓપરેશનલ ગુણવત્તા નિયંત્રણ યોજના
વેલ્ડિંગ દ્વારા મેટલ સ્ટ્રક્ચર્સની સ્થાપના દરમિયાન operationalપરેશનલ ગુણવત્તા નિયંત્રણની યોજના કોષ્ટકમાં આપવામાં આવી છે. 4કોષ્ટક 4
|
કામગીરીના નામ નિયંત્રણ હેઠળ છે |
કામગીરીનું ગુણવત્તા નિયંત્રણ |
સામેલ સેવાઓ |
||||
|
કામ નિર્માતા |
માસ્ટર |
|||||
| તૈયારી કામ | કાર્યસ્થળની સાચી સંસ્થા. વેલ્ડીંગ ઉપકરણોની સેવા અને ગ્રાઉન્ડિંગ વિશ્વસનીયતા. આવશ્યક રચનાઓ અને ભાગોની હાજરી અને યોગ્ય સ્થાન | દૃષ્ટિની | ડી મેટલ વિંડોઝના રસોઈ પર કામની શરૂઆત વિશે | |||
| વેલ્ડેડ સંયુક્ત ગુણવત્તા | તિરાડો, છિદ્રો, સ્લેગ, જેમાં ઘૂંસપેંઠ વિના, અન્ડરકટ્સ, સ saગિંગ, બર્ન્સ, ક્રેટર્સ, અસમાન રેસ્ટ વેલ્ડ પહોળાઈઓ, વેલ્ડ એજ ડિસ્પ્લેસમેન્ટ્સની હાજરી છે. | દૃષ્ટિની, 10x વિસ્તૃતીકરણ સાથે વિપુલ - દર્શકનો ઉપયોગ કરીને | વેલ્ડીંગ દરમિયાન | |||
3. તકનીકી અને આર્થિક સૂચકાંકો
કાર્યની જટિલતા, વ્યક્તિ-દિવસ - સમયગાળો, દિવસો - કાર્યરત ઇન્સ્ટોલર્સની સંખ્યા, પર્સ. - 3M. સામગ્રી અને તકનીકી સાધન
ટૂલ્સ અને ફિક્સરની આવશ્યકતા હું ટેબલમાં સાથે છું. 5.કોષ્ટક 5
|
નામ |
પ્રકાર, બ્રાન્ડ, GOST, TU |
જથ્થો |
નિમણૂક |
|
| 300 એ અથવા 500 એ વિદ્યુત ધારક |
GOST 14651-78 ઇ |
વેલ્ડીંગ માટે ઇલેક્ટ્રોડ રાખવા માટે | ||
| વેલ્ડિંગ વાયર માર્ક અને પીઆરજીડી એલ \u003d 3 મી |
GOST 6371 - 77E |
ઇલેક્ટ્રિક ધારક સાથે જોડાવા માટે | ||
| કપલિંગ | કનેક્ટિંગ વાયર માટે | |||
| ગ્રાઉન્ડ ટર્મિનલ | વેલ્ડેડ ભાગ સાથે જોડાણ માટે | |||
| ડાઇલેક્ટ્રિક હેન્ડલ એલ \u003d 200 મીમી સાથેનો સ્ક્રુડ્રાઇવર |
GOST 17199 -7 1 |
વેલ્ડીંગ સાધનોની મરામત કરતી વખતે વિવિધ કાર્ય માટે | ||
| એલ \u003d 200 મીમી માં મિશ્રણ પેઇર |
GOST 17440 -72 |
|||
| એડજસ્ટેબલ રેંચ નંબર 2 |
GOST 7275-75 |
કનેક્ટિંગ વાયર માટે | ||
| હેમર એ 2 |
GOST 2310 - 70 |
સીમ સ્ટ્રિપિંગ માટે | ||
| ગ્લાસ પ્રોટેક્શન (લાઇટ ફિલ્ટર) પ્રકાર E-2, E-3, E-4 |
GOST 9497 - 60 |
આંખોને ક્રિયાથી બચાવવા માટે વેલ્ડિંગ આર્ક | ||
| પ્રકાશ કાચ, કદ 52 × 1 04. 3 | પ્રકાશ ગાળકોના રક્ષણ માટે | |||
| એક કાર્ડોલ પર મેટલ સાફ કરો |
ટીયુ-494-01 -104-76 |
વેલ્ડેડ સપાટી સાફ કરવા માટે | ||
| વેલ્ડર માસ્ક |
GOST 136 1-69 |
આર્ક સામે રક્ષણ માટે | ||
| છીણી |
GOST 72 11 -72 |
સીમ સ્ટ્રિપિંગ માટે | ||
| ફોલ્ડબલ મીટર એલીક |
GOST 7253 - 54 |
ભાગો અને તેમની વચ્ચેનું અંતર માપવા માટે | ||
| વેલ્ડિંગ ટ્રાંસ ફો આરએમ એટ્ર | ||||
| ઇ-ક્રોટોડ્સ |
GOST 9466-75 |

