Positionભી સ્થિતિમાં વેલ્ડીંગ સીમ્સ નીચલી સ્થિતિમાં વેલ્ડીંગ કરતા વધુ મુશ્કેલ છે, કારણ કે પીગળેલા ધાતુ વેલ્ડ પૂલમાંથી લિક થવાનું વલણ ધરાવે છે. વર્ટિકલ સીમ્સ વેલ્ડિંગ કરતી વખતે બાથમાં પ્રવાહી ધાતુનું પ્રમાણ ઘટાડવા માટે, નીચલા સ્થાને વેલ્ડીંગની તુલનામાં વેલ્ડીંગ પ્રવાહની તાકાતમાં 10-15% ઘટાડો થયો છે. વેલ્ડીંગ હંમેશાં એક ટૂંકી ચાપ હોય છે, જે ઇલેક્ટ્રોડના પીગળેલા ધાતુના પ્રવાહી સ્નાનમાં વધુ સારી રીતે સંક્રમણ કરવામાં ફાળો આપે છે. વેલ્ડ પૂલમાંથી વેલ્ડ મેટલના લિકેજને ટાળવા માટે, ઇલેક્ટ્રોડને સીમની મધ્યથી બાજુ અને ઉપર તરફ પ્રમાણમાં ઝડપથી ખસેડવાની ભલામણ કરવામાં આવે છે. આ સીમની ઝડપી રચનામાં ફાળો આપે છે.
Vertભી સાંધા વેલ્ડ કરવાની બે રીત છે: નીચેથી ઉપરથી અને નીચેથી નીચે સુધી. સૌથી સામાન્ય એ પ્રથમ પદ્ધતિ છે.
ફિગ. 52. "બોટ" માં ફિલ્લેટ વેલ્ડ્સનું વેલ્ડિંગ
મુખ્યત્વે પાતળા શીટ્સને કનેક્ટ કરતી વખતે ટોપ-ડાઉન વેલ્ડીંગનો ઉપયોગ થાય છે. "ઉપરથી નીચે સુધી" vertભી સીમ કરતી વખતે, સંપૂર્ણ નિષ્ફળતા પ્રાપ્ત થતી નથી.
નીચેથી ઉપરથી vertભી સીમ વેલ્ડિંગની તકનીક નીચે મુજબ છે. સૌ પ્રથમ, સીમના વિમાનને લગતા ઇલેક્ટ્રોડને યોગ્ય રીતે સ્થિત કરવું જરૂરી છે. જ્યારે પાતળા-કોટેડ ઇલેક્ટ્રોડ (ફિગ. 53, એ) સાથે વેલ્ડીંગ થાય છે, ત્યારે ઝોકનું કોણ 15-25 within ની અંદર લેવામાં આવે છે; જ્યારે જાડા-કોટેડ ઇલેક્ટ્રોડ્સ (ફિગ. 53, બી) સાથે વેલ્ડીંગ કરવામાં આવે છે, ત્યારે આડી લાઇન તરફ ઇલેક્ટ્રોડનું વલણ લગભગ 45-50 be હોવું જોઈએ. સ્નાનમાંથી સ્લેગના સરળ ડ્રેનેજની ખાતરી કરવા અને પીગળેલા ધાતુને જાળવવા માટે જાડા કોટિંગવાળા ઇલેક્ટ્રોડનો આટલો મોટો ઝોક જરૂરી છે.
ચાપ સીમના સૌથી નીચા સ્થાને સળગાવવામાં આવે છે, અને પીગળેલા ધાતુથી સ્નાનની રચના કર્યા પછી, ટૂંકી ટૂંકી શક્ય ચાપ સાથે, ઇલેક્ટ્રોડનો અંત, જમણી અથવા ડાબી બાજુ અને કંઈક અંશે ઉપર તરફ ખસેડવામાં આવે છે. ઇલેક્ટ્રોડની આ હિલચાલ સાથે, પીગળેલા ધાતુના કણોને ઝડપથી મજબૂત થવાની મંજૂરી છે અને પીગળેલા ધાતુના અનુગામી ટીપાંને વિલંબિત કરવા માટે એક પ્રકારનો થ્રેશોલ્ડ બનાવવાની મંજૂરી છે. ઇલેક્ટ્રોડની ગતિવિધિઓનું પુનરાવર્તન થાય છે, અને વેલ્ડ મેટલ સીમનું સ્વરૂપ લે છે. .ભી સીમ પર, ફ્લેક્સ વધુ સ્પષ્ટ થાય છે, અને આ નિશાની દ્વારા icalભી સીમ નીચલા કરતા અલગ પડે છે.

ફિગ .53. ફિગ .54. "નીચેથી ઉપર" ની પદ્ધતિ દ્વારા icalભી સીમ વેલ્ડ કરતી વખતે ઇલેક્ટ્રોડ્સની સ્થિતિ; "ઉપર નીચે"
જ્યારે ઉપરથી નીચે સુધી icalભી સીમ વેલ્ડીંગ કરવામાં આવે છે, ત્યારે ઇલેક્ટ્રોડ સપાટીને વેલ્ડેડ કરવા માટે લંબરૂપ હોય છે. ચાપ ઉત્તેજના અને પીગળેલા ધાતુના પ્રથમ ટીપાંની રચના પછી, ઇલેક્ટ્રોડ નીચેની તરફ નમેલું છે (ફિગ. 54), જ્યારે આધાર ધાતુ ઓગળવા માટે ચાલુ રાખવું. ઇલેક્ટ્રોડને ધીરે ધીરે ખવડાવવા અને ટૂંકા ચાપ જાળવવા માટે, ઇલેક્ટ્રોડના અંત સાથે ધાતુને ટપકતા અટકાવવાનું જરૂરી છે, અને તેને બાજુથી અને નીચે ખેંચીને, તે જમા કરેલા ટીપાંને મજબૂત બનાવવા અને વેલ્ડની રચના કરવામાં મદદ કરે છે.
Vertભી સીમ બનાવવાની બંને પદ્ધતિઓ સાથે, ઇલેક્ટ્રોડમાં ટ્રાંસ્વર્સ ઓસિલેટરી હલનચલનની જાણ કરવી જરૂરી છે. આ કિસ્સામાં, આવા ઇલેક્ટ્રોડ માર્ગને પસંદ કરવો જરૂરી છે કે જેમાં સીમની સાથે હિલચાલ કોઈ પણ સ્થળે ગરમીની લાંબા સમય સુધી સાંદ્રતા વિના થાય.
જ્યારે સ્નાનનું કદ ઘટાડવા માટે ઉપરથી નીચે વેલ્ડિંગ કરવું પીગળેલા ધાતુ સાથે, વેલ્ડિંગ વર્તમાનની તાકાત અને ઇલેક્ટ્રોડનો વ્યાસ નીચેથી ઉપરની બાજુ વેલ્ડિંગ કરતા થોડો ઓછો સોંપવો જોઈએ. જ્યારે performingભી કામગીરી કરે છે બટ્ટ વેલ્ડ્સ કિનારીઓના વી-આકારના અને એક્સ આકારના ગ્રુવ્સ, તેમજ રોલર સીમ્સ સાથે, વેલ્ડિંગ સિક્વન્સ, મલ્ટિ-લેયર, ખૂણાની ટોચની ઘૂંસપેંઠ નીચલા સીમ્સ વેલ્ડિંગની જેમ કરવામાં આવે છે.
વેલ્ડિંગ સીમ એ બે સમાગમ બંધારણોની ધાર પર પીગળેલા ધાતુની એક લાઇન છે જે ઇલેક્ટ્રિક આર્ક દ્વારા સ્ટીલના સંપર્કમાં આવે છે. દરેક કેસ માટે સીમનો પ્રકાર અને રૂપરેખાંકન વ્યક્તિગત રીતે પસંદ કરવામાં આવે છે, તેની પસંદગી ઉપયોગમાં લેવાતા ઉપકરણોની શક્તિ, વેલ્ડેડ એલોયની જાડાઈ અને રાસાયણિક રચના જેવા પરિબળો પર આધારિત છે. સોલ્ડરિંગ આયર્ન સાથે પોલીપ્રોપીલિન પાઈપો વેલ્ડિંગ કરતી વખતે આવી સીમ પણ થાય છે.
આ લેખમાં વેલ્ડ્સના પ્રકારો અને તેમના અમલીકરણ માટેની તકનીકની ચર્ચા કરવામાં આવી છે. અમે vertભી, આડી અને છતની સીમનો અભ્યાસ કરીશું, અને તેમને કેવી રીતે સાફ કરવું અને ખામીઓની તપાસ કરવી તે પણ શીખીશું.
1 વેલ્ડ વર્ગીકરણ
જાતોમાં સીમનું વર્ગીકરણ ઘણા પરિબળો અનુસાર કરવામાં આવે છે, જેમાંથી મુખ્ય સંયુક્ત પ્રકાર છે. આ પરિમાણ મુજબ, સીમ્સ આમાં વહેંચાયેલી છે:
- કુંદો સંયુક્ત;
- વાળવું સીમ;
- ટી સીમ.
વધુ વિગતવાર રજૂ કરેલા દરેક વિકલ્પોનો વિચાર કરો.
1.1 બટ્ટ સંયુક્ત
કનેક્શનની આ પદ્ધતિનો ઉપયોગ પાઈપો, ચોરસ પ્રોફાઇલ અને શીટ મેટલના અંત ભાગોને વેલ્ડીંગ માટે થાય છે. કનેક્ટિંગ ભાગો મૂકવામાં આવે છે જેથી તેમની ધાર વચ્ચે 1.5-2 મીમીની અંતર હોય (ક્લેમ્પ્સવાળા ભાગોનું ફિક્સેશન ઇચ્છનીય છે). શીટ મેટલ સાથે કામ કરતી વખતે, જેની જાડાઈ 4 મીમીથી વધુ ન હોય, સીમ ફક્ત એક જ બાજુ પર નાખવામાં આવે છે, 4-12 મીમીની શીટમાં તે 12 મીમી અથવા વધુની જાડાઈ સાથે, બેવડા અથવા એકલ હોઈ શકે છે - ફક્ત ડબલ.

જો ભાગોની દિવાલની જાડાઈ 4-12 મીમી હોય તો, ધારની યાંત્રિક સફાઇ અને ધારને સીલ કરવાની આવશ્યકતા નીચેની એક રીતમાં જરૂરી છે. એક્સ-આકારની સ્ટ્રીપિંગનો ઉપયોગ કરીને ખાસ કરીને જાડા ધાતુ (12 મીમીથી) ને કનેક્ટ કરવાની ભલામણ કરવામાં આવે છે, રચાયેલ સીમ ભરવા માટે મોટી માત્રામાં ધાતુની જરૂરિયાતને કારણે અન્ય વિકલ્પો ગેરલાભજનક છે, જે ઇલેક્ટ્રોડનો વપરાશ વધારે છે.

જો કે, કેટલાક કિસ્સાઓમાં, વેલ્ડર જાડા ધાતુને એક સીમથી રાંધવાનું નક્કી કરી શકે છે, જેને તેને ઘણા પાસમાં ભરવાની જરૂર છે. આ રૂપરેખાંકનની સીમને મલ્ટિલેયર કહેવામાં આવે છે, મલ્ટિલેયર સીમ્સની વેલ્ડીંગ ટેકનોલોજી છબીમાં બતાવવામાં આવી છે.
1.2
લapપ સંયુક્તનો ઉપયોગ 4-8 મીમીની જાડાઈ સાથે શીટ મેટલની વેલ્ડીંગ માટે વિશિષ્ટરૂપે થાય છે, જ્યારે પ્લેટ બંને બાજુ ઉકાળવામાં આવે છે, જે ચાદર અને તેના પછીના કાટ વચ્ચે ભેજની શક્યતાને દૂર કરે છે.

આવી સીમની તકનીક ઇલેક્ટ્રોડના યોગ્ય કોણનું પાલન કરવા માટે અત્યંત માંગ કરે છે, જે 15-40 ડિગ્રીની રેન્જમાં અલગ હોવી જોઈએ. ધોરણમાંથી વિચલનની સ્થિતિમાં, સીમ ભરતી ધાતુ સંયુક્ત લાઇનથી વિસ્થાપિત થઈ જશે, જે સંયુક્તની તાકાતમાં નોંધપાત્ર ઘટાડો કરશે.
1.3 ટી-સંયુક્ત
ટી-સંયુક્ત અક્ષર "ટી" ના સ્વરૂપમાં બનાવવામાં આવે છે, તે બે અને એક બાજુ બંને પર કરી શકાય છે. સીમની સંખ્યા અને ભાગનો અંત કાપવાની જરૂરિયાત તેની જાડાઈ પર આધારિત છે:
- 4 મીમી સુધી - અંત કાપ્યા વિના એકતરફી સીમ;
- 4-8 મીમી - ડબલ, કાપ્યા વિના;
- 4-12 મીમી - એકતરફી કટીંગ સાથે સિંગલ;
- 12 મીમીથી વધુ - ડબલ-બાજુવાળા, ડબલ કટીંગ.
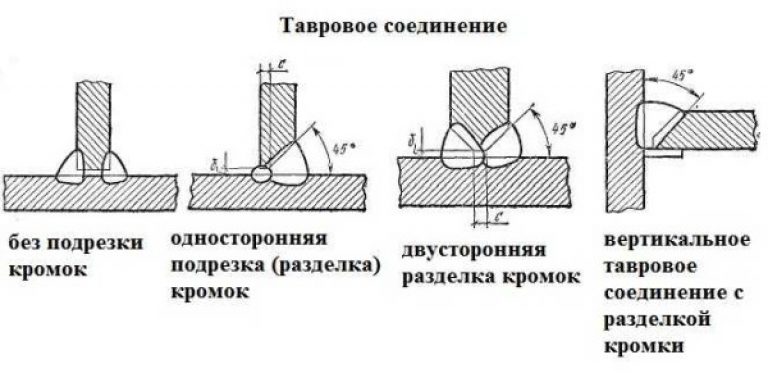
ટી-સાંધાના પ્રકારોમાંથી એક મેટલ કાટખૂણે અથવા એકબીજા સાથે વલણની બે શીટ્સમાં જોડાવા માટે વપરાયેલ ફાઇલલેટ સંયુક્ત છે.
અવકાશી સ્થિતિમાં સીમના 2 પ્રકારો
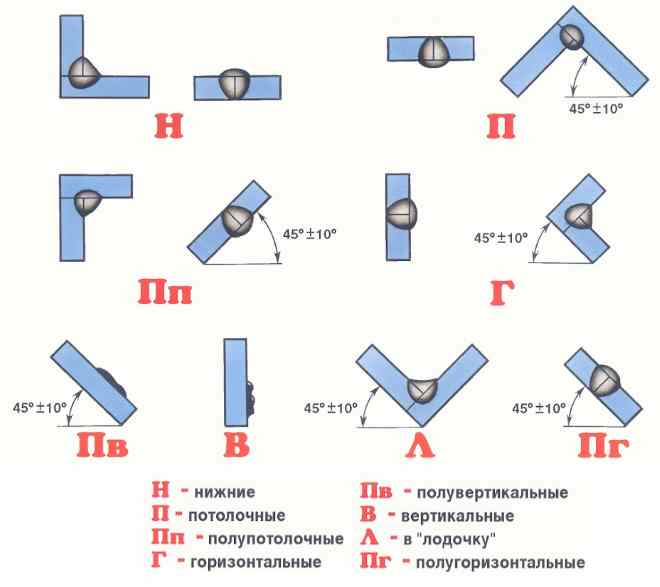
જોડાણના પ્રકાર દ્વારા વર્ગીકરણ ઉપરાંત, સીમ્સ અવકાશમાંની સ્થિતિના આધારે જાતોમાં વહેંચાયેલી છે, તે મુજબ:
- .ભી
- આડી
- છત.
Icalભી સાંધાઓની સમસ્યા એ છે કે પીગળેલા ધાતુની નીચે સ્લાઇડિંગ છે, જે ગુરુત્વાકર્ષણને કારણે છે. ઇલેક્ટ્રોડના અંતને શક્ય તેટલી ધાતુની નજીક રાખવા - અહીં ટૂંકા આર્ક લાગુ કરવો જરૂરી છે. વેલ્ડિંગ વર્ટિકલ સાંધાને પ્રારંભિક કાર્ય - સ્ટ્રિપિંગ અને કટીંગના અમલીકરણની જરૂર હોય છે, જે જોડાણના પ્રકાર અને મેટલની જાડાઈના આધારે પસંદ કરવામાં આવે છે. તૈયારી કર્યા પછી, ભાગોને જરૂરી સ્થિતિમાં ઠીક કરવામાં આવે છે અને રફ કનેક્શન ટ્રાંસવર્સ "ગ્રિપ્સ" સાથે બનાવવામાં આવે છે જે વર્કપીસને ફરતા અટકાવે છે.

Aભી સીમનું વેલ્ડિંગ બંને ઉપરથી નીચે અને નીચે અપ કરી શકાય છે; ઉપયોગમાં સરળતાની દ્રષ્ટિએ, બાદમાં વિકલ્પ વધુ સારું છે. જોડાવા માટેના ભાગો માટે ઇલેક્ટ્રોડ કાટખૂણે હોવું આવશ્યક છે, તેને વેલ્ડેડ ક્રેટરની કિનારીઓ પર આરામ કરવાની મંજૂરી છે. ઇલેક્ટ્રોડની હિલચાલ સીમની આવશ્યક જાડાઈના આધારે પસંદ કરવામાં આવે છે, ઇલેક્ટ્રોડના બાજુની ડિસ્પ્લેસમેન્ટ સાથે બાજુથી અને લૂપ જેવા ઓસિલેશન સાથે સૌથી વધુ ટકાઉ સંયુક્ત પ્રાપ્ત થાય છે.

Vertભી વિમાનો પર, આડી પ્રકારની સીમ્સ ડાબેથી જમણે અથવા જમણેથી ડાબે પ્રદર્શિત થાય છે. વેલ્ડીંગ આડી સીમ બાથને નીચે કાiningીને જટિલ, જેને ઇલેક્ટ્રોડના નોંધપાત્ર કોણને જાળવવા માટે જરૂરી છે - 80 થી 90 0 સુધી. આવી સ્થિતિમાં ધાતુના ધસારોને રોકવા માટે, સંકુચિત રોલરોનો ઉપયોગ કરીને, ટ્રાંસવર્સ સ્પંદનો વિના ઇલેક્ટ્રોડને ખસેડવું જરૂરી છે.
ઇલેક્ટ્રોડની ગતિ પસંદ કરવામાં આવે છે જેથી ચાપનું કેન્દ્ર સીમની ઉપલા સીમા સાથે પસાર થાય છે, અને પીગળેલા બાથનું નીચલું સમોચ્ચ પાછલા રોલરના ઉપલા અંત સુધી પહોંચતું નથી. વિશેષ ધ્યાન ઉપલા ધાર પર આપવું જોઈએ, વિવિધ ખામીની રચનામાં સૌથી વધુ સંભવિત. છેલ્લા રોલરને વેલ્ડીંગ કરતા પહેલાં, સ્લેગ અને કાર્બન ડિપોઝિટમાંથી રચાયેલ સીમ સાફ કરવી જરૂરી છે.
કરવા માટે સૌથી મુશ્કેલ એ છત સીમ છે. જેમ કે અવકાશી સ્થિતિ પીગળેલ સ્નાન ફક્ત ધાતુની સપાટીના તણાવ દ્વારા યોજવામાં આવે છે, સીમ પોતે શક્ય તેટલું સાંકડી હોવું આવશ્યક છે. રોલરની પ્રમાણભૂત પહોળાઈ વપરાયેલ ઇલેક્ટ્રોડની પહોળાઈ કરતા બમણી કરતા વધારે હોતી નથી, જ્યારે કામમાં 4 મીમી સુધીના વ્યાસવાળા ઇલેક્ટ્રોડ્સનો ઉપયોગ કરવો આવશ્યક છે.
સીમ નાખતી વખતે, વિમાનોમાં જોડાવા માટે, ઇલેક્ટ્રોડ 90 થી 130 0 ખૂણા પર હોવું આવશ્યક છે. રોલર એક ધારથી ધાર સુધી ઇલેક્ટ્રોડની cસિલેટરી હિલચાલ દ્વારા રચાય છે, જ્યારે આત્યંતિક બાજુની સ્થિતિમાં, ઇલેક્ટ્રોડ વિલંબિત થાય છે, જે અન્ડરકટ્સને ટાળવા માટે મદદ કરે છે. નોંધ કરો કે છત સીમમાં કોઈ અનુભવ ન હોય તેવા વેલ્ડર્સની ભલામણ કરવામાં આવતી નથી.
2.1 વેલ્ડિંગ ટોચમર્યાદાના સાંધા માટેની તકનીક (વિડિઓ)
૨.૨ ખામીની સફાઇ અને નિરીક્ષણ
સીમની રચના પછી, સ્લેગ કનેક્ટેડ ભાગોની સપાટી પર રહે છે, પીગળેલા સ્ટીલ અને સ્કેલના ટીપાં, જ્યારે સીમમાં પોતે જ એક બહિર્મુખ આકાર અને ધાતુના વિમાનની ઉપર આગળ નીકળી શકે છે. આ ખામીઓને દૂર કરવા માટે સ્ટ્રિપિંગને મંજૂરી આપે છે, જે તબક્કામાં કરવામાં આવે છે.
શરૂઆતમાં, ધણ અને છીણીની સહાયથી, સ્કેલ અને સ્લેગને દૂર કરવું જરૂરી છે, પછી એક ઘર્ષક ડિસ્ક અથવા ગ્રાઇન્ડીંગ મશીનથી સજ્જ ગ્રાઇન્ડરની સહાયથી, જોડાયેલ વિમાનો ગોઠવાયેલા છે. ઘર્ષક વ્હીલની કપચી સપાટીની જરૂરી સરળતાને આધારે પસંદ કરવામાં આવે છે.

ખામી વેલ્ડબિનઅનુભવી નિષ્ણાતો દ્વારા વારંવાર સામનો કરવો પડ્યો છે, નિયમ તરીકે, ઇલેક્ટ્રોડની અસમાન ગતિ અથવા ખોટી રીતે પસંદ કરેલી વર્તમાન શક્તિ અને તીવ્રતાનું પરિણામ છે. કેટલાક ખામીઓ નિર્ણાયક છે, કેટલાકને સુધારી શકાય છે - કોઈ પણ સંજોગોમાં, તેમની હાજરી માટે સીમનું નિયંત્રણ ફરજિયાત છે.
ખામી શું છે અને તે કેવી રીતે ચકાસાયેલ છે તે ધ્યાનમાં લો:

ખામી ક્રેક્સના સ્વરૂપમાં પણ બની શકે છે જે મેટલ ઠંડકના તબક્કે દેખાય છે. તિરાડો બે રૂપરેખાંકનોમાં આવે છે - સીમની આજુ બાજુ અથવા તેની સાથે દિશામાન. રચનાના સમયને આધારે, તિરાડોને ગરમ અને ઠંડા તરીકે વર્ગીકૃત કરવામાં આવે છે, બાદમાં વધુ પડતા ભારને કારણે સંયુક્તના સખ્તાઇ પછી દેખાય છે જે એક ખાસ પ્રકારનું વેલ્ડ ટકી શકતું નથી.
શીત તિરાડો એક મહત્વપૂર્ણ ખામી છે જે સંયુક્તનો સંપૂર્ણ વિનાશ તરફ દોરી શકે છે. તેમની રચનાના કિસ્સામાં, ક્ષતિગ્રસ્ત વિસ્તારોને ફરીથી વેલ્ડ કરવું જરૂરી છે, જો તેમાં ઘણા બધા છે, તો સીમ કાપીને ફરીથી બનાવવી આવશ્યક છે.
Vertભી સાંધા વેલ્ડિંગ કરતી વખતે, પીગળેલા ધાતુના ટીપાં નીચે વહી જાય છે (ફિગ. 69, એ). તેથી, આવી સીમ ટૂંકા ચાપ દ્વારા કરવામાં આવે છે, જેમાં ટીપાં, સપાટી તણાવ દળોની ક્રિયાને લીધે, ઇલેક્ટ્રોડથી સીમ ખાડોમાં વધુ સરળતાથી પસાર થાય છે (ફિગ. 69, બી). ઇલેક્ટ્રોડનો અંત ડ્રોપથી ઉપર અથવા દૂર લાવવામાં આવે છે, તેને સખત કરવાની તક આપે છે. નીચેથી ઉપર vertભી સીમ વેલ્ડ કરવાનું વધુ સારું છે, પછી અંતર્ગત ખાડો મેટલના ટીપાંને પકડી રાખશે (ફિગ. 69, સી). ઇલેક્ટ્રોડ નીચે અથવા નીચે નમેલું હોઈ શકે છે. જ્યારે ઇલેક્ટ્રોડ નીચે નમેલું હોય છે, ત્યારે વેલ્ડર માટે વેલ્ડ ગ્રુવમાં ઇલેક્ટ્રોડ મેટલના ટીપાંના વિતરણનું નિરીક્ષણ કરવું વધુ અનુકૂળ છે. જો તમારે vertભી જાળવવાની જરૂર હોય

ઉપરથી નીચે સુધી વેલ્ડિંગ, ઇલેક્ટ્રોડને સ્થિતિ I (ફિગ. 69, ડી) માં મૂકવામાં આવે છે, અને રચના પછી, ટીપું નીચેથી નીચે પડે છે, સ્થિતિ II માં, જેમાં ટપકું ડ્રેઇનિંગથી ટૂંકા ચાપ દ્વારા પકડવામાં આવે છે. ઇલેક્ટ્રોડથી વધુ નહીં સાથે vertભી સીમ વેલ્ડ કરવાનું વધુ સારું છે

4 મીમી, ઘટાડેલા પ્રવાહ પર (લગભગ 160 એ). આ વેલ્ડ ક્રેટરમાં પ્રવાહી ધાતુનું પ્રમાણ ઘટાડે છે, જે વેલ્ડીંગને સરળ બનાવે છે.
આડી સીમ્સ (ફિગ. 70, એ) કરતી વખતે ધાતુના રનઆઉટને ઘટાડવા માટે, ધારની બેવલ ફક્ત ટોચની શીટ પર કરવામાં આવે છે. ચાપ નીચલા ધાર (પોઝિશન I) પર ઉત્સાહિત થાય છે, અને પછી તે ઉપલા શીટ (પોઝિશન II) ની ધાર પર સ્થાનાંતરિત થાય છે, જે ધાતુના ઘટતા ડ્રોપને વધારે છે. સિંગલ-લેયર આડી સીમ વેલ્ડ કરતી વખતે ઇલેક્ટ્રોડ અંતની ગતિશીલ પદ્ધતિ, ફિગમાં બતાવવામાં આવે છે. 70, એ, જમણી બાજુએ. આડી સીમ્સ પણ રેખાંશયુક્ત રોલરોથી વેલ્ડિંગ કરવામાં આવે છે, જેમાં પ્રથમ રોલર (સીમનો મૂળ) વ્યાસ 4 મીમીના ઇલેક્ટ્રોડથી બનાવવામાં આવે છે, અને ત્યારબાદના 5 મીમીના ઇલેક્ટ્રોડ સાથે.
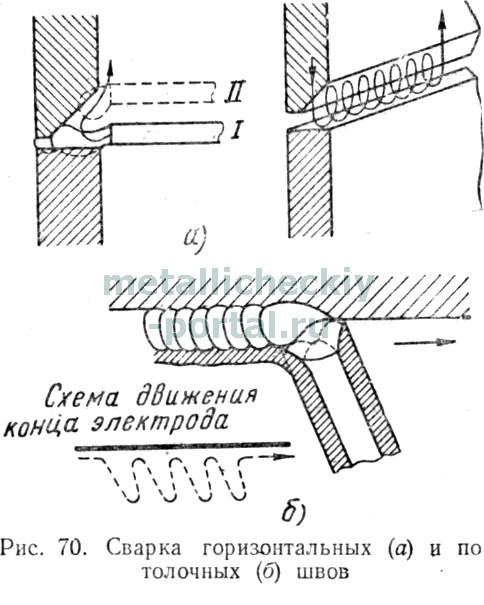
શક્ય તેટલી ટૂંકી વેલ્ડિંગવાળી છતની સીમ બનાવવાનું ખૂબ મુશ્કેલ છે. વેલ્ડીંગ સીલિંગ સાંધા માટે, ઇલેક્ટ્રોડના ધાતુ કરતાં કોટિંગ્સવાળા ઇલેક્ટ્રોડ્સ વધુ પ્રત્યાવર્તન માટે વપરાય છે. આ કિસ્સામાં, કોટિંગ ઇલેક્ટ્રોડના અંતમાં એક કેપ બનાવે છે, જેમાં ધાતુના ટીપાં પડે છે (ફિગ. 70, બી). વેલ્ડીંગ પ્રક્રિયામાં, ઇલેક્ટ્રોડનો અંત પછી દૂર કરવામાં આવે છે, પછી તેને સ્નાનની નજીક લાવવામાં આવે છે. જ્યારે ઇલેક્ટ્રોડ દૂર કરવામાં આવે છે, ત્યારે ચાપ બહાર જાય છે અને વેલ્ડ મેટલ સખત થઈ જાય છે. છત વેલ્ડીંગ માટે - icalભી અને આડી, નાના વ્યાસનું ઇલેક્ટ્રોડ વપરાય છે, અને નીચલા સ્થાને સમાન જાડાઈના ધાતુના વેલ્ડિંગની તુલનામાં વર્તમાનમાં 10-12% ઘટાડો થાય છે.
જ્યારે વેલ્ડિંગ ટોચમર્યાદા સીમ, ગેસ પરપોટા સીમના મૂળમાં તરતા હોય છે, જે વેલ્ડેડ સંયુક્તની તાકાત ઘટાડે છે. સીલિંગ વેલ્ડીંગનો ઉપયોગ ફક્ત મોટા બંધારણની સ્થાપના માટે, વેલ્ડીંગ માટે થાય છે નિશ્ચિત સાંધા પાઇપલાઇન્સ, રિપેર વેલ્ડીંગ અને અન્ય સમાન કામો જ્યારે નીચલા સ્થાને સીમ અશક્ય હોય છે.
Verભી, આડી અને છતની સીમ્સને ાલ વાયુઓમાં પણ વેલ્ડિંગ કરી શકાય છે, જે વેલ્ડ પૂલમાં ઇલેક્ટ્રોડ મેટલનું જેટ ટ્રાન્સફર પ્રદાન કરે છે. આ કિસ્સામાં, યાંત્રિકીકૃત વેલ્ડીંગ પદ્ધતિઓનો ઉપયોગ થવો જોઈએ.
ઇલેક્ટ્રોડ્સ કોઈપણ અવકાશી સ્થિતિમાં વેલ્ડીંગ માટે યોગ્ય છે: OMA-2, OMM-5, OZTs-1, TsM-7, OZS-4, OZS-2, UONI-13, વગેરે. (જુઓ કોષ્ટક. 5).
વહીવટ લેખની એકંદર રેટિંગ: પોસ્ટ કરેલું: 2011.06.01
ટિપ્પણીઓ:
ટિપ્પણીઓ:
- ઇલેક્ટ્રિક વેલ્ડીંગ પદ્ધતિના મૂળભૂત
- વર્ટિકલ સીમ વેલ્ડીંગ
- કામ પૂર્ણ
વિવિધ ધાતુના ભાગો અને ભાગોના ટુકડાઓ વેલ્ડ કરવું હંમેશાં જરૂરી છે. એવી ઘણી પદ્ધતિઓ છે જે કાર્યને પ્રાપ્ત કરવામાં મદદ કરશે, પરંતુ અન્ય કરતા વધુ વખત, ઇલેક્ટ્રિક વેલ્ડીંગનો ઉપયોગ થાય છે.
ઇલેક્ટ્રિક વેલ્ડીંગ પદ્ધતિના મૂળભૂત
આ પદ્ધતિ ઇલેક્ટ્રિક ચાપની રચના પર આધારિત છે. ધાતુના સંપર્કના બિંદુએ ચાપ એક વિરામ રચે છે. આ હતાશા ઇલેક્ટ્રોડના દહનના પરિણામે પીગળેલા ધાતુથી ભરેલી છે. જેમ જેમ તે સપાટી પર વેલ્ડેડ થવા માટે આગળ વધે છે, ત્યારે તેની ધાર ગરમ થાય છે અને ઓગળી જાય છે, જે ઇલેક્ટ્રોડની ધાતુ સાથે એક જ રચના બનાવે છે.
ઇલેક્ટ્રિક વેલ્ડીંગમાં એક મહત્વપૂર્ણ પરિબળ એ વર્તમાન તાકાત છે. જો તેમાં પર્યાપ્ત પરિમાણો નથી, તો આર્ક બધા સમયની બહાર જશે, અને ઇલેક્ટ્રોડ સપાટીને વેલ્ડિંગ કરવામાં વળગી રહેશે. આવશ્યક એમ્પીરેજ ઉપયોગમાં લેવાતા ઉપકરણ પર આધારિત હોવું જોઈએ. જો કોઈ ઇન્વર્ટર ઉપકરણનો ઉપયોગ કરવામાં આવે છે, તો પછી જરૂરી સૂચક 80-100 એથી અલગ હોવું જોઈએ. ટ્રાન્સફોર્મર પ્રકારનાં ઉપકરણોની મદદથી, શ્રેણી 35-55 એ ની રેન્જમાં હોવી જોઈએ.
Forપરેશન માટેના ઇલેક્ટ્રોડ્સની પસંદગી તેમની રાસાયણિક બંધારણ અને પ્રક્રિયા સપાટીની રચનાને ધ્યાનમાં લેવી જોઈએ. આવા ધાતુના ઘણા પ્રકારો છે: સ્ટીલ, કાટરોધક સ્ટીલ, એલ્યુમિનિયમ. બધા ઇલેક્ટ્રોડ્સ તે મુજબ ચિહ્નિત થયેલ છે, જે તેમને યોગ્ય રીતે પસંદ કરવાની મંજૂરી આપે છે. તમારા કાર્યમાં ઇલેક્ટ્રિક વેલ્ડીંગ મશીનનો ઉપયોગ કરતી વખતે, તમારે યાદ રાખવું જરૂરી છે કે પ્રક્રિયા કરવામાં આવતી સામગ્રીની જાડાઈને ધ્યાનમાં રાખીને ઇલેક્ટ્રોડ્સનો વ્યાસ પસંદ કરવો આવશ્યક છે.
પાછા સમાવિષ્ટોના કોષ્ટક પર
વર્ટિકલ સીમ વેલ્ડીંગ
કામ શરૂ કરતા પહેલા, તમારે નક્કી કરવું આવશ્યક છે કે તમે કઈ સીમ પૂર્ણ કરવા માંગો છો. સીમના ઘણા મૂળભૂત પ્રકારો છે:
- વેલ્ડિંગ ફ્લેટ શીટ સાંધા.
- Verભી સીમ.
- કોર્નર વેલ્ડ સંયુક્ત.
- વેલ્ડિંગ ટ્યુબ્યુલર સાંધા.
Vertભી વેલ્ડીંગ અને સ્પષ્ટ અને તે પણ સીમ મેળવવા દરમિયાન, પ્રક્રિયા આકૃતિ અવલોકન કરવી આવશ્યક છે. આ માટે, તૈયાર ભાગો સ્પષ્ટપણે નિશ્ચિત હોવા જોઈએ. ટેક્સનો ઉપયોગ કરીને, તમારે તેમને 3-4 જગ્યાએ ધારની આસપાસ જોડવાની જરૂર છે. ભાગોને ક્લેમ્બથી સુરક્ષિત કરવું આવશ્યક છે. ઇલેક્ટ્રોડનું વલણ સપાટીની તુલનામાં 70-75 be હોવું જોઈએ.
ઇલેક્ટ્રિક વેલ્ડીંગ દ્વારા icalભી સીમને યોગ્ય રીતે વેલ્ડ કરવા માટે, સમયાંતરે રોટેશનલ હિલચાલ કરવી જરૂરી છે જે 2 ભાગોના જંકશન પોઇન્ટ પર ઓગળેલા ધાતુને રેકિંગમાં મદદ કરશે. ઇલેક્ટ્રોડનો અંત સીમની મધ્યમાં બરાબર હોવો જોઈએ. વેલ્ડિંગ પ્રક્રિયા નીચેથી નીચે હાથ ધરવામાં આવશ્યક છે, ડ્રોપ દ્વારા ડ્રોપ ચોંટતા. આ પીગળેલા ઇલેક્ટ્રોડ વાયરથી અંતરે ધીમે ધીમે ભરવામાં મદદ કરશે.
વેલ્ડીંગ દરમિયાન, સૌથી વધુ વિશ્વસનીય સાંધા રચાય છે. વેલ્ડ્સ વિવિધ સામગ્રીને જોડી શકે છે. ધાતુ ઉપરાંત, તમે ગ્લાસ, પ્લાસ્ટિક, સિરામિક્સ રસોઇ કરી શકો છો. જુદી જુદી વિમાનોમાં વેલ્ડિંગનું કામ કરી શકાય છે. તેથી, વેલ્ડીંગ દરમિયાન સીમની સ્થિતિ તે ભાગોની ધારની અવકાશી ગોઠવણી પર આધારિત છે જેને વેલ્ડિંગ કરવાની જરૂર છે.
અમલની પદ્ધતિ અનુસાર, સીમ્સ આ છે:
- એકતરફી;
- દ્વિપક્ષીય;
- એક સ્તર;
- મલ્ટિલેયર.
વર્ગીકરણ પર વધુ વેલ્ડેડ સાંધા વાંચો. જગ્યા અને લંબાઈના સ્થાન દ્વારા વેલ્ડીંગના નીચેના પ્રકારો છે:
- નીચલી સ્થિતિમાં. ક્યારે વેલ્ડ પૃથ્વીની સપાટી પર 0 of ના ખૂણા પર સ્થિત;
- આડા વેલ્ડીંગ આડા હાથ ધરવામાં આવે છે, અને ભાગ 0 થી 60 from સુધીના ખૂણા પર મૂકવામાં આવે છે;
- સીધા. વેલ્ડીંગ vertભી રીતે હાથ ધરવામાં આવે છે, અને રચના 60 થી 120 from સુધીના વિમાનમાં સ્થિત છે;
- છત માં. સીમ વેલ્ડરની ઉપર સ્થિત છે, અને 120-180 ° ના ખૂણા પર કામ હાથ ધરવામાં આવે છે;
- "બોટ" માં. વેલ્ડિંગ "ખૂણામાં" થાય છે, અને તે ભાગ એક ખૂણા પર સ્થિત છે.
નીચલા સ્થાને વેલ્ડિંગ કાર્ય, નવા નિશાળીયા માટે પણ મુશ્કેલ નથી. તેઓ કેવી રીતે હાથ ધરવામાં આવે છે તે કહેવામાં આવ્યું હતું. દરેક બીજા માટે, તકનીકી જ્ knowledgeાન જરૂરી છે.
વેલ્ડિંગ વર્ટિકલ સાંધા
Aભી સીમ કેવી રીતે રાંધવા? Vertભી સાંધાને વેલ્ડીંગ કરતી વખતે, ધાતુ તૈયાર કરવામાં આવે છે જેથી જોડાણનો પ્રકાર અને તત્વોની જાડાઈ ધ્યાનમાં લેવામાં આવે. પછી તેઓ ઇચ્છિત સ્થિતિમાં ઠીક કરવામાં આવે છે, અને નાના ટ્રાંસવર્સ ટાંકાઓ સાથે કબજે કરવામાં આવે છે, જે ભાગોને ખસેડવા દેતા નથી.

વેલ્ડિંગ બે icalભી પ્લેટો
Vertભી સીમને બે રીતે વેલ્ડિંગ કરવામાં આવે છે: નીચેથી ઉપર અને વિરુદ્ધ દિશામાં. નીચેથી ઉપરથી કામ કરતી વખતે ઉચ્ચ ગુણવત્તાવાળી icalભી સીમ મેળવવાનું વધુ સરળ છે, કારણ કે વેલ્ડ પૂલ ચાપમાં ઉગે છે અને તેને નીચે જતા અટકાવે છે.
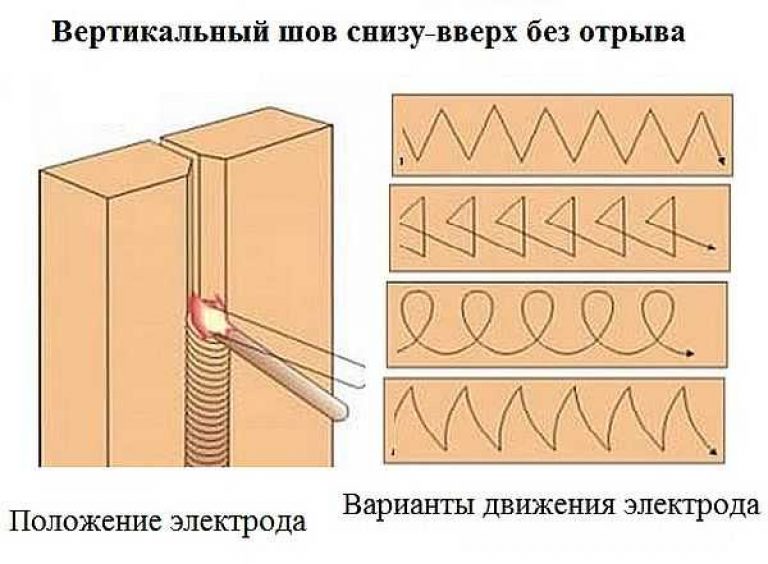
ચાપ તોડ્યા વગર નીચેથી fromભી સીમ વેલ્ડિંગમાં આડી વિસ્થાપન વિના એક દિશામાં ઇલેક્ટ્રોડની ગતિ શામેલ છે. તે 80-90 ° ના ખૂણા પર વિમાન તરફ ઝૂકે છે. વેલ્ડિંગ આર્ક તેની સીધી અસર ભાગ પર પડે છે, જે પ્રક્રિયા નિયંત્રણને સરળ બનાવે છે.
અલ્ગોટર્મ વેલ્ડીંગ:
- નીચલા બિંદુએ, એક આર્ક ઉત્સાહિત છે;
- સીમના ક્રોસ-સેક્શનની સમાન આડી સપાટીની તૈયારી - ઇલેક્ટ્રોડની હિલચાલ: અર્ધચંદ્રાકાર, ક્રિસમસ ટ્રી અથવા ઝિગઝેગ;
- વેલ્ડ પૂલને હોલ્ડિંગ એ ચાપના દબાણ દ્વારા હાથ ધરવામાં આવે છે, જે ઇલેક્ટ્રોડના ઝોક દ્વારા નિયંત્રિત થાય છે.
ઇલેક્ટ્રોડ હલનચલનને બદલે ઝડપથી હાથ ધરવા જોઈએ, પ્રક્રિયા પર સંપૂર્ણ નિયંત્રણ જરૂરી છે. જો વેલ્ડ પૂલ એક ધારથી લિક થવા લાગે છે, તો એક સાથે ઉપરની ચળવળ સાથે બીજામાં ખસેડો.
મહત્વપૂર્ણ! મેટલને વધુ ગરમ ન કરો અને બંધ ન કરો. બાથ પડી શકે છે, જેના પરિણામે બર્ન થઈ શકે છે.
વર્ટિકલ ફીલેટ વેલ્ડનું વેલ્ડિંગ તેની પોતાની લાક્ષણિકતાઓ છે. પ્રથમ શેલ્ફ ફ્યુઝ થાય છે, પછી ધીમી મેટલ મેનિપ્યુલેશન્સ મેટલને ફ્યુઝ કરે છે. સમાપ્ત સીમ "સીડી" સાથેના પેસેજ દરમિયાન રચાય છે. તે. તેઓએ ઇલેક્ટ્રોડને ઉપરની તરફ જમણી તરફ ઉંચક્યું, પીગળેલા ધાતુની એક ટીપું ધારની વચ્ચે મજબૂત બને છે, પછી આપણે સીમની ધાર સાથે ઇલેક્ટ્રોડની ટોચને ડાબી અને ઉપર તરફ ખસેડીએ છીએ, ત્યાં "નક્કર" વિશ્વસનીય સાંધા રચે છે.
મુ વેલ્ડીંગ કામ ચાપના વિચ્છેદ સાથે, નાના ટ્રાંસવ .ર્સ ટાંકા અથવા આંટીઓ સાથે હલનચલન એક બાજુથી બીજી તરફ કરવામાં આવે છે.
![]()
આર્ક બ્રેક વેલ્ડીંગ
સંયુક્તનો આકાર વર્તમાન તાકાતથી ખૂબ પ્રભાવિત છે. વર્તમાન, મોટેભાગે, ચોક્કસ પ્રકારનાં ઇલેક્ટ્રોડ્સ અને સામગ્રીની જાડાઈ માટેના ભલામણ કરેલા મૂલ્યો કરતા 5-10 એ ઓછું હોય છે. જોકે આ હંમેશાં સાચું હોતું નથી. તેથી, તેને પ્રાયોગિક રૂપે નિર્ધારિત કરવું અને સરેરાશ મૂલ્યો લેવાનું શ્રેષ્ઠ છે.
આડી સાંધા વેલ્ડિંગ
Aભી સપાટી પર આડી સીમ જમણીથી ડાબી અને versલટું વેલ્ડિંગ કરવામાં આવે છે. આ કિસ્સામાં સ્નાન પણ નીચે વળશે, નીચલા ધારમાં ડ્રેઇન કરે છે. ઇલેક્ટ્રોડ મોટા કોણ પર ઝુકાવવું, જે વર્તમાન પરિમાણો પર આધારીત છે. સ્નાન જગ્યાએ જ રહેવું જોઈએ. 
જાડા ધાતુને વેલ્ડીંગ કરતી વખતે ત્યાં ફક્ત ઉપરની ધારની એક લોપ (કટીંગ) હોય છે, જ્યારે નીચલા ભાગ પીગળેલા ધાતુને વેલ્ડ પૂલમાં રાખે છે.
- ડાબેથી જમણે રાંધવાનું વધુ સારું છે, તેથી વેલ્ડ પૂલ વધુ સારી રીતે દેખાય છે;
- ઇલેક્ટ્રોડ સ્થિતિ થોડી પાછળ, સીમ પર;
- ચાપ ઉત્તેજના નીચલા ધાર પર થાય છે, પછી ઉપલામાં સ્થાનાંતરિત થાય છે;
- ઇલેક્ટ્રોડનો માર્ગ એક સર્પાકારમાં હાથ ધરવામાં આવે છે.

સર્પાકારમાં ઇલેક્ટ્રોડ ચળવળ
જ્યારે ધાતુ નીચે વહે છે, ત્યારે ચળવળની ગતિ વધારવી અને મેટલની ગરમી ઘટાડવી જરૂરી છે. તમે આર્ક વિરામ કરી શકો છો. આ અંતરાલો પર, ધાતુ થોડી ઠંડુ થાય છે અને તેનો પ્રવાહ અટકી જાય છે. સમાન અસર વર્તમાન તાકાતમાં ઘટાડો આપે છે. ફક્ત આ તકનીકોનો ઉપયોગ તબક્કામાં કરો.
સલાહ! જો રસોઈ ક્ષિતિજ તમારા માટે નવીનતા છે, તો ઘણી બધી મેટલ સર્ફ ન કરો, ગુણાત્મક પાતળા સીમ બનાવવાનો પ્રયાસ કરો. પછી, જો જરૂરી હોય તો, પ્રથમ ઉપર એક પેસેજ બનાવો.
ખોટા સાંધામાં આડા ફીલેટ વેલ્ડ્સને ખૂબ સરળ રીતે વેલ્ડિંગ કરવામાં આવે છે, તકનીકી નીચી સ્થિતિમાં વેલ્ડિંગનું પુનરાવર્તન કરે છે.
છત વેલ્ડીંગ
ઇલેક્ટ્રિક વેલ્ડીંગ દ્વારા છત સીમ કેવી રીતે રાંધવા? આવી પરિસ્થિતિઓ બિનઅનુભવી શરૂઆતના લોકોને મૂંઝવણમાં મૂકી શકે છે. 
આ કિસ્સામાં વેલ્ડર અસ્વસ્થ સ્થિતિમાં છે, અને છત પરથી ગરમ ધાતુના ટીપાં નીચે આવશે. આ પ્રકારના કાર્યમાં ઇલેક્ટ્રોડ સપાટીની લંબરૂપ છે. તેણે કનેક્શનને વિસ્તૃત કરવા માટે ધીમી ગતિએ ગોળ ફરવું જોઈએ. ઇલેક્ટ્રિક આર્ક ટૂંક સમયમાં. લાંબી ચાપ સાથે, અન્ડરકટ્સ રચાય છે.

છત સીમ બનાવવાની રીતો
છતની સાંધાની વેલ્ડીંગ એ જ સિદ્ધાંત અનુસાર હાથ ધરવામાં આવે છે - મેટલ શક્ય તેટલી ઝડપથી સખત બનાવવી જોઈએ. આ પ્રકારના કાર્ય માટે, ખાસ પ્રત્યાવર્તન કોટિંગવાળા ઇલેક્ટ્રોડ્સનો ઉપયોગ થાય છે.
ઇલેક્ટ્રોડ્સના ગોળાકાર હલનચલન સાથે, icalભી પણ બનાવવામાં આવે છે. જ્યારે સ્નાનથી દૂર જતા હો ત્યારે આર્ક બુઝાઇ જાય છે. Energyર્જા પ્રવાહ બંધ થાય છે. ધાતુ ઠંડુ થાય છે અને સ્ફટિકીકૃત થાય છે, વેલ્ડ પૂલ ઘટે છે. આમ, શોર્ટ સર્કિટ દ્વારા ગલન કરવામાં આવે છે.
ઇમરજન્સીના કિસ્સામાં છત વેલ્ડીંગનો ઉપયોગ કરવામાં આવે છે, જ્યારે વધુ વેલ્ડેડ ભાગોની વ્યવસ્થા કરવાની કોઈ રીત નથી. ધાતુ નીચેથી ગરમ થાય છે, જ્યારે વેલ્ડ પૂલમાંથી વધતા પરપોટા સીમના મૂળમાં હોય છે, અને તેને નબળી પાડે છે.
કોર્નર સીમ
વેલ્ડિંગ ફીલેટ વેલ્ડ્સની તેની પોતાની લાક્ષણિકતાઓ છે. એકથી બીજાના સુપરિમ્પોઝ્ડ કનેક્શનની બનેલી વેલ્ડીંગ પ્રક્રિયા, ધારની પ્રારંભિક તૈયારી વિના હાથ ધરવામાં આવે છે. સાંધા ખૂણાની બંને બાજુ બનાવવામાં આવે છે.
જ્યારે ભાગો અંત થી અંતમાં જોડાય છે અને એક ખૂણો બનાવે છે, ત્યારે અંતનો ચહેરો એક તત્વ પર કાપી નાખવામાં આવે છે.
ટી પ્રકારનું જોડાણ
સંપૂર્ણ સીમ મેળવવા માટે, એક વિમાન આડું હોવું જોઈએ, બીજું icallyભી. ખૂણાના સંયુક્તને વેલ્ડિંગ કરવું 90 an ના ખૂણા પર ફરજિયાત છે. જ્યારે ઉત્પાદનની જાડાઈ, જે icallyભી સ્થિત હોય છે, તે 12 મીમી કરતા વધુ નથી, તો પછી વધારાની પ્રક્રિયા કરવી જરૂરી નથી. જો તેની જાડાઈ 12 - 25 મીમીની હોય, તો તેની તૈયારી વી-આકારમાં કરવી જરૂરી છે.
25-40 મીમીથી, યુ-આકારના બેવલ્સની એકતરફી ટ્રીમિંગ કરવામાં આવે છે.
40 મીમીથી વધુ - વી-આકારની ડબલ-બાજુવાળા ટ્રિમિંગ.
Locatedભી સ્થિત ઉત્પાદનની નીચલી ધાર સમાનરૂપે સુવ્યવસ્થિત હોય છે, અને સંયુક્ત પહોળાઈ 2 મીમીથી વધુ હોતી નથી.
ખૂણાના સંયુક્તને સારી રીતે ચલાવવા માટે, ચાપને યોગ્ય રીતે સળગાવવામાં સક્ષમ બનવું જરૂરી છે. વેલ્ડીંગ પ્રક્રિયા શરૂ કરતા પહેલા તે સળગાવવામાં આવે છે. તે વારંવાર વિરામ સમયે હાથ ધરવામાં આવે છે.
જાડા કોટિંગ સાથે ઇલેક્ટ્રોડનો ઉપયોગ કરતી વખતે, ઓગાળવામાં ધાતુના મોટા ભાગો રચાય છે. ધાતુ નીચે પડી જવાને કારણે, ખૂણાની સીમની સપાટી બનાવવી શક્ય નથી.
વેલ્ડિંગ કરવાની સપાટીઓ સ્થિત હોવી આવશ્યક છે જેથી ઝોક 45. હોય અને વેલ્ડિંગ હોડીથી થવી જોઈએ.
લેપ સાંધા
આ ચાદરોની thick- thick જાડાઈના અંતરે બીજાની ઉપર એક બાજુ વેલ્ડિંગ કરવાની શીટ્સ, pાંકતી વખતે ખૂણાની ધાર સાથે, પરિમિતિની આસપાસ ઉકાળવામાં આવે છે. એજિંગ આવશ્યક નથી. પરંતુ સામગ્રીની કિંમત વધે છે, અને જોડાણ વધુ ભારે બને છે. આ હોવા છતાં, આ વિકલ્પનો ઉપયોગ ઘણી વાર થાય છે.
રીંગ વેલ્ડીંગની સુવિધાઓ
પાઈપો, વિવિધ ભાગોને કનેક્ટ કરતી વખતે ફાઇલલેટ વેલ્ડ્સનું વેલ્ડિંગ આવશ્યક છે વાલ્વ રોકો. સંયુક્ત પ્રકારો રજૂ કરે છે.
ઇલેક્ટ્રિક વેલ્ડ એ પાઇપની બાજુ પર સ્થિત એક icalભી સીમ છે. પરિઘની આસપાસ આડી સીમ લાગુ પડે છે. ટોચમર્યાદા સીમનું વેલ્ડિંગ અને નીચે, જે અનુક્રમે સ્થિત છે, પણ કરવામાં આવે છે.
સ્ટીલથી બનેલા પાઈપો મોટાભાગે બટ-વેલ્ડ્ડ હોય છે. પાઈપોની અંદર ઝૂલાવવું ટાળવા માટે, ઇલેક્ટ્રોડ 45 ° કરતા વધુ ક્ષિતિજ તરફ વળેલું નથી, સંયુક્ત 3 મીમી highંચું અને 8 પહોળું છે.
રિંગ વેલ્ડીંગ કરવા પહેલાં, સપાટી તૈયાર કરવી જરૂરી છે:
- ભાગ સંપૂર્ણપણે સાફ થાય છે;
- વિકૃત છેડા કાપી અને સીધા કરવામાં આવે છે;
- ધારની ધારથી 10 મીમીના અંતરે, તેઓ એક ચમકવા માટે બ્રશ કરવામાં આવે છે.
વેલ્ડીંગ દરમિયાન, સાંધા સતત પ્રક્રિયા કરવામાં આવે છે, અને ખૂણાના સાંધાને અનેક સ્તરોમાં બાફવામાં આવે છે. દરેક કમ્પાઉન્ડ આગામી લાગુ કરતાં પહેલાં સ્લેગથી સાફ થાય છે. પ્રથમ લાગુ કરતી વખતે - બધી ધાર સંપૂર્ણપણે ઓગાળવામાં આવે છે. જો તિરાડો મળી આવે, તો તે કાપી નાખવામાં આવે છે અને ટુકડો ફરીથી બાફવામાં આવે છે.
પાઇપના ધીમા રોટેશન પર બાકીના સ્તરો સુપરમાઇઝ્ડ છે. પહેલાનું અંત અને આગળના સ્તરની શરૂઆત 15-30 મીમી દ્વારા સ્થાનાંતરિત થાય છે.
સપાટ સપાટી સાથે અંતિમ સ્તર આવશ્યકરૂપે સુંદર છે.
બટ્ટ સીમ
બટ્ટ વેલ્ડીંગ વિવિધ રીતે કરવામાં આવે છે:
- અવકાશ મા;
- તાંબાના બનેલા દૂર કરી શકાય તેવા અસ્તર પર;
- પ્રારંભિક સીવીન સાથે.
જ્યારે જગ્યામાં વેલ્ડિંગ સીમ હોય છે, ત્યારે તેની લંબાઈને સમગ્ર લંબાઈ સાથે વેલ્ડ કરવું ખૂબ મુશ્કેલ છે. તેથી, તાંબાની બનેલી દૂર કરી શકાય તેવી પ્લેટનો ઉપયોગ કરવો વધુ સારું છે, જે તેની therંચી થર્મલ વાહકતાને કારણે અને તકનિકી વિશિષ્ટતાઓ પીગળેલા ધાતુના સંપર્કની ક્ષણે અસ્તરને ઓગળવાથી અટકાવે છે. કામના અંતે, તેને સરળતાથી દૂર કરવામાં આવે છે.
આવા સંયોજનોનો ગેરલાભ એ પ્રવેશની અભાવની probંચી સંભાવના છે. આ ખામીને ટાળવા માટે, વિપરીત બાજુને વેલ્ડીંગ કરતા પહેલાં, 2-3 મીમી deepંડા ખાંચને ધાતુમાં કાપી નાખવામાં આવે છે. તે પછી, તે વેલ્ડીંગ રોલરથી coveredંકાયેલ છે, પછી સંયુક્ત બહારથી મજબૂત થાય છે.
વેલ્ડેડ મલ્ટિલેયર સીમ્સ
નવું લાગુ પાડવા પહેલાં દરેક સ્તર ઝેર અને ઠંડુથી સાફ થાય છે. તેથી, મલ્ટિલેયર સીમ્સનું વેલ્ડીંગ અન્ય પ્રકારોથી અલગ છે. પ્રથમ સ્તર માટે, 3-4 મીમીના વ્યાસવાળા ઇલેક્ટ્રોડ્સનો ઉપયોગ થાય છે, અને અન્ય લોકો માટે, 5-6 મીમી. અંતિમ સ્તર બહિર્મુખ છે, અને તે અગાઉના સ્તરોની હીટ ટ્રીટમેન્ટ પણ કરે છે.
વેલ્ડ સીમ એ મલ્ટિલેયર સંયુક્તનો મહત્વપૂર્ણ ઘટક છે. તે સ્ટ્રિપિંગ અને સંભવત the પ્રથમ ટાંકાને આંશિક દૂર કર્યા પછી કરવામાં આવે છે, તે જગ્યાએ જ્યાં ખામીના સંચયની સંભાવના વધારે છે. સંપૂર્ણ સંયુક્તની વિશ્વસનીયતા તેના પર નિર્ભર છે કે વેલ્ડ સીમ કેટલી સારી રીતે બનાવવામાં આવે છે.
નિષ્કર્ષ
અમે સારાંશ આપીએ છીએ, વેલ્ડિંગ દ્વારા યોગ્ય રીતે કેવી રીતે રાંધવું તે શીખવા માટે, તમારે સૌથી સરળ સાથે પ્રારંભ કરવાની જરૂર છે:
- ઇલેક્ટ્રોડ્સના આવશ્યક ઝોકનું કામ કરવા માટે, જ્યારે ભાગોના જોડાણ માટે સામૂહિક હલનચલન કરે છે.
- સાંધામાંથી સ્લેગ કઠણ કરવાનું શીખો, જે પ્રત્યેક સમય વધુ સારી અને સારી રીતે બહાર આવશે.
ઇલેક્ટ્રિક વેલ્ડીંગ સાથે vertભી સીમ કેવી રીતે રાંધવા? બધી ભલામણો ધ્યાનમાં લેવી ખૂબ જ મહત્વપૂર્ણ છે. Vertભી સીમ આડી કરતાં થોડી વધુ જટિલ છે. પ્રથમ, તે ઘણી જગ્યાએ પકડવામાં આવે છે, અને પછી ધીમે ધીમે નીચેથી ઉપરથી ભરાય છે. આમ, સમગ્ર અંતર પ્રવાહી ધાતુથી ભરેલું છે.
પ્રેક્ટિસ કુશળતા, વેલ્ડીંગ મશીન, ઇલેક્ટ્રોડ ખરીદો, સુંદર સીમ કેવી રીતે બનાવવી તે શીખવાનું પ્રારંભ કરો.

