Hitsausputkien vaakasuoralla liitoksissa pohjaputkessa ei ole tarpeen suorittaa täydellistä leikkuureunaa. Se saa tehdä vain pieni leikkuri, arvo 10 °. Tämä vastaanotto parantaa metallin hitsausprosessia, samalla kun se ei vähennä sen laatua (ks. Ohjelma A) alla olevassa kuvassa). Valmistettaessa vastuullisia putkia hitsaukseen, pohjaputken reunaa ei usein ole erotettu ollenkaan (katso kaavio b) alla olevassa kuvassa).
Hyvin tulokset saadaan hitsaamalla vaakasuorat putkistot erillisillä kapeilla kerroksilla. Ensimmäinen rulla kiehukaa sauman juuret (katso C) -järjestelmä alla olevassa kuvassa), jos elektrodit, joiden halkaisija on 4 mm. Nykyinen vahvuus on asetettu alueella 160-190A. Elektrodi raportoidaan edestakaisin liikkeen, kun taas liitoksen sisäpuolella muodostuu langan rulla, korkeus 1-1,5 mm.
Ensimmäisen kerroksen päällekkäisyyden jälkeen sen pinta on puhdistettava huolellisesti. Toinen kerros suoritetaan sen kirjanpitoon päällekkäin ensimmäisen kerroksen kanssa elektrodin edestakaisin ja sen pienillä vaihteluilla alareunan reunasta yläreunan reunaan. Toisen kerroksen hitsaus suoritetaan samaan suuntaan ensimmäisen kerroksen hitsaus.
Toisen kerroksen suorittamisen jälkeen hitsausvirran teho nostetaan 250-300A: ksi ja kolmas kerros suoritetaan. Hitsaus suoritetaan elektrodit, joiden halkaisija on 5 mm, tämä mahdollistaa hitsausprosessin suorituskyvyn lisäämisen. Kolmannen kerroksen tarjonta tulee tapahtua vastakkaiseen suuntaan ensimmäisten kahden kerroksen hitsaukseen. Kolmas rulla on päällekkäinen 2/3 toisen telan leveydestä. Neljännen rullan kuvaaminen tapahtuu samaan suuntaan, mutta sen pitäisi sijoittaa kolmannen rullan ja yläreunan syvennyksessä.
Kun hitsaamalla vaakasuorat putkistot yli kolme kerrosta, kukin myöhempi kerros, alkaen kolmannesta, tulisi suorittaa vastakkaiseen suuntaan edellisen. Putket, joiden halkaisija ei ylitä 200 mm, hitsataan tavallisesti kiinteisiin saumoihin. Jos hitsatun putken halkaisija ylittää 200 mm: n, hitsaus suoritetaan backstage-menetelmällä.
Video: Putkien hitsaus vaakasuoralla risteyksellä
Ei kääntöliittimien hitsaus
Pystysuorat käännöksethitsata ylöspäin.
Ensimmäisten kolmen kerroksen hitsaus putkien liitoksissa, joiden halkaisija on yli 219 mm, tulisi toteuttaa uusiutuvissa menetelmässä. Kunkin sivuston pituus on 200-250 mm.
Seuraavien kerrosten osien pituus voi olla puolet liitoksen kehästä. Putkiliitokset, joissa on seinän paksuus 16 mm: iin, voidaan hitsata pituudella kehän puolelta toisesta kerroksesta.
SeMAMS (1-14) ja kerrokset (I-IV) yhdellä hitsaajalla
| Toinen taso |
 |
Horisontaaliset heijastamattomat liitoksetputket, joiden halkaisija on yli 219 mm, suoritetaan yksi hitsaaja, on välttämätöntä hitsata uusiutuvaan menetelmään, jonka pituus on 200-250 mm. Neljäs ja myöhemmät kerrokset voidaan hitsata.
Ensisijainen (1-12), jotka suorittavat saumoja yhdellä hitsaajalla
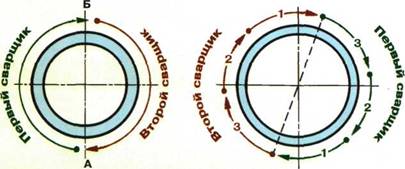
Hitsaamalla horisontaalisen liitoksen kahdella hitsaajalla, juuren sauman hitsaussekvenssi riippuu putkien halkaisijasta. Jos halkaisija on alle 300 mm, kukin hitsaaja panee puolen kehän. Samaan aikaan hitsaajien on oltava täysin vastakkaisia \u200b\u200bnivelpisteitä. Jos putkien halkaisija on 300 mm ja enemmän, juuriharja on hitsattu 200-250 mm: n osa-alueilla.
 |  |
||
Putkien liitoksissa, joiden halkaisija on korkeintaan 300 mm, joiden seinämän paksuus on yli 40 mm, ensimmäiset kolme kerrosta on hitsattava uusiutuvaan menetelmään, ja seuraavat kerrokset ovat puolet, jotka ovat puolet ympyrästä.
Alhaisen seostetun teräksen liitokset, joiden halkaisija on yli 600 mm, joiden seinämän paksuus on 25-45 mm, hitsataan seuraavasti: Kaikki saumakerrokset suoritetaan uusiutuvalla menetelmällä enintään 250 mm: n tontteilla.
Putket, joiden halkaisija on yli 600 mm kromolibdenovadium terästä, kaksi ja enemmän hitsaaja hitsataan samanaikaisesti, joista jokaisella on oma nivelen segmentti. Käytä käänteismenetelmää (200-250 mm: n osat). Neljäs ja sen jälkeen kerrokset saa suorittaa osia, jotka ovat yhtä suuria kuin neljäsosa ympyrästä.
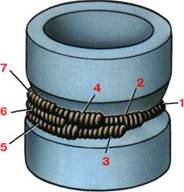
Yritysten ja rullien prioriteetti ja likimääräinen sijainti (1 - 20), kun hitsataan paksun seinämäisten putkien pystysuorat ja horisontaaliset liitokset hiilestä ja matalista seosteräksistä
Manuaalinen tekniikka kaarihitsaus Putket kattavat elektrodit
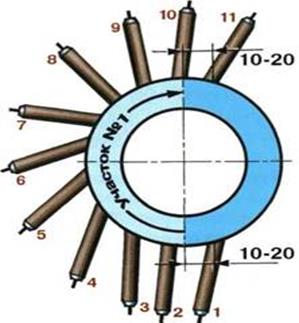
Hitsattu sauma suoritetaan kahdelle vastaanotolle. Liitäneen kehä jaetaan ehdollisesti pystysuoraan aksiaaliseen linjaan kahteen osaan, joista jokaisella on kolme ominaispiirteitä:
Katto (asento 1-3);
Pystysuora (asento 4-8);
Alempi (asento 9-11). Jokainen tontti on hitsattu kattoasennosta. Hitsaus suoritetaan vain lyhyellä kaarella:
jossa d on elektrodin halkaisija. Lopeta sauma alemmassa asennossa.
Kunkin osan hitsaus alkaa 10 20 mm: n siirtymisestä pystysuorasta aksiaalisesta. Sauman päällekkäisyysosa on "Lock" -yhdiste - riippuu putken halkaisijasta ja voi olla 20 - 40 mm. Mitä suurempi putken halkaisija, sitä pidempi "linna"
Sauman alkuperäinen osa suoritetaan kattoasennossa "Kulma takaisin" (POS. 1,2). Kun siirryt pystysuoraan asentoon (pos. 3-7), hitsaus on "kulma eteenpäin". Kun asento 8, elektrodi suuntautuu oikeaan kulmaan, mutta menemällä alempaan asentoon hitsaus jälleen johtaa "kulma takaisin".
Ennen toista sivustoa hitsaamista varten sinun on puhdistettava sauman alku- ja lopulliset osat sujuvalla siirtymällä aukkoon tai edelliseen rullalle. Toisen sivuston hitsaus olisi suoritettava samalla tavoin kuin ensimmäinen.
Juuri sauman käytetty elektrodi, jonka halkaisija on 3 mm. Virran lujuus kattoasennossa 80-95 A. Nykyinen pystysuora on suositeltavaa vähentää 75-90 A: aan hitsauksen aikana nykyisen nousun alemmassa asennossa 85-100 A.

Kun hitsausputket sauman juuren korkealaatuisella muodostumisella ilman asennusta, kantaja saavutetaan jatkuvasti syöttämällä elektrodi aukkoon. Putken sisällä oleva asetus voi saada sauman kuperapinnalla, joka vaatii seuraavan mekaanisen strippauksen kattoasennossa.
Putkien leikkaamisen täyttäminen yli 8 mm: n seinämän paksuuden kanssa tapahtuu epätasaisesti. Sääntönä alempi asema on jäljessä. Leikkauksen leikkaamisen kohdistaminen on välttämätöntä, että rullat voidaan lisäksi ruuduttaa leikkauksen yläosassa. Viimeinen kerrosten on jätettävä tyhjä enintään 2 mm: n syvyyteen
 |
Tammereitä hitsataan yhteen tai useampaan kohtaan. Viimeinen rullapäällyste siten, että leikkaus pysyy täyttämättä 0,5-2 mm syvyyttä ja päämetalli leikkauksen reunojen varrella puhdistettiin elektrodin halkaisijasta 1/2: n leveydellä.

Kun putkihitsaus, jonka halkaisija on alle 150 mm, seinämän paksuus on alle 6 mm, samoin kuin asennusolosuhteissa, kun virtalähde poistetaan toimintapaikasta, hitsaus suoritetaan yhdessä ja Sama hitsausvirran arvo. On suositeltavaa valita nykyinen tila kattoasentoon, virta, jossa on riittävä alempaan asentoon. Kun hitsaus nousee kattoasennosta pystysuoraan, niin että ei ole liiallista sääntelyä, se olisi turvauduttava ajoittaiseen sauman muodostumiseen. Tällöin menetelmä keskeyttää säännöllisesti kaaren polttamisprosessin jollakin reunasta.
Riippuen putken seinän paksuudesta, aukon ja tylsä \u200b\u200breunasta, on suositeltavaa suorittaa hitsaus "Smears" jollakin tavoin:
1. Sytyttää kaari jatkuvasti yhdellä reunasta ja hajota kylvyn muodostumisen jälkeen - toiseen. Kallion ja sytytyksen välinen tauko on niin lyhyt, että metalli-saumalla ei ole aikaa kiteytyä kokonaan, ja kuona on viileä.
2. Suuri metallipaksuus kaari palaa samalla reunalla.
ARC-kytkimen sytytys
Hitsaus ei-puolestaan \u200b\u200bhorisontaalinen nivel
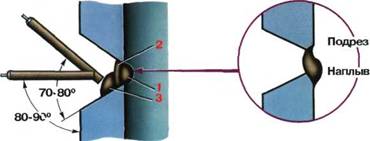
Hitsaamalla stabiilin säätelyn muodostaminen elektrodilla, jonka halkaisija on 3 mm. Hitsausvirta valitaan perusmetallin paksuudesta riippuen reunojen ja paksuuden paksuuden välisestä rakosta. Elektrodin kaltevuus on 80-90 ° pystysuoraan. Kun hitsaamalla "kulma takaisin", rinne tarjoaa maksimaalisen tiedon ja "kulma eteenpäin" on minimaalinen.
Riittämättömän sääntelyn tapauksessa kaaren pituus on pidettävä lyhyenä ja normaalilla vaunuilla.
 |  |
||
Juuri sauma on parempi suorittaa minimaalisesti hitsaushauteen siten, että sauman kääntöpuolella ei ole syötteitä ja jousia.
Toinen rullamuodostettu siten, että sulatetaan ensimmäinen juurihauma ja molemmat putken reunat. Hitsausvirta on asennettu keskimääräiseen alueeseen. Kattilan kaltevuus on sama kuin ensimmäisen juuren sauman hitsattaessa. Hitsaus johtaa "kulma takaisin". Nopeus valitaan niin, että rullan ulkonäkö on normaali (ei kuperaa eikä kovera)
Kolmas rullaon parempi suorittaa lisääntyneillä tiloissa. Hitsausjohto oikealla kulmalla tai "kulma takaisin". Nopeus valitaan siten, että rulla on kupera, jossa on hylly pitämään seuraavan rullan metallipylväs. ARC-reitin tulisi olla samansuuntainen toisen rulla.
Neljäs rulla- horisontaalinen. Se suoritetaan samoilla tiloilla kuin kolmas. Elektrodi kallistetaan 80-90 °: n kulmassa putken pystysuoraan pintaan. Hitsausnopeutta tuetaan siten, että leikkauksen yläreuna sulatetaan, toisen telan pinta ja kolmas rulla. Ulkomuoto Neljäs rullan pitäisi olla normaali.
 |
"Linna» yhteydetse on hitsattu saumakoon sujuvalla kasvulla lopullisen osan alussa ja lasku, "RAID" sauman alkuun 20-30 mm.
Hitsaus kasvokerroson tarpeen suorittaa saman halkaisijan elektrodit, joita käytettiin leikkaamalla, mutta enintään 4 mm. Viimeinen ylävalssa on asetettu suuremmalla nopeudella niin, että se osoittautuu kapeiksi ja tasaisiksi
Teknologia Käsi Argon-ARC-hitsausputket
Teknologiset optiot
Hitsattu sauma suoritetaan kokonaan manuaalisella argon-kaarisella hitsaamalla ei-yhteensopivalla elektrodilla (seinän paksuus on suositeltavaa 3 mm: iin);
Hitsattu sauma suoritetaan yhdistetyllä menetelmällä: juurisauma - manuaalinen argon-kaarihitsaus ei-yhteensopivalla elektrodilla ja sen jälkeiset kerrokset - manuaalinen kaarihitsaus päällystetyllä elektrodilla (on suositeltavaa putken seinän paksuudessa 4 mm tai enemmän).
Kerrosten ja rullien likimääräinen sijainti (1 - 8)
 |
Nivelissä keitetyt eri teknologiset vaihtoehdot
Kun seinämän paksuus on enintään 2 mm, nivel poikkileikkaus on hitsattava yhteen kerrokseen
Manuaalinen argonin muunnoshitsaus ei-myötätuntoa W-elektrodista käytetään heijastaviin putkien heijastaviin liitoksiin vähähiilisestä, alhaisesta seostamisesta ja seostetuista (korroosionkestäviä) teräksistä. Hitsausputkien halkaisija on alle 100 mm, seinämän paksuus on jopa 10 mm.
Valitse MODE-parametrit
Hitsausvirtavalitse: Yhdellä ohitushitsauksella - riippuen putken seinän paksuudesta ja monivaiheisella - rullakorkeudella, jonka pitäisi olla 2-2,5 mm. Hitsausvirta määräytyy 30 - 35 A: n nopeudella elektrodin halkaisijaltaan.
Jännitys kaarellasen pitäisi olla minimaalinen, mikä vastaa lyhyen kaaren hitsausta.
Hitsausnopeussäädetään niin, että reunat taataan ja halutun saumakokojen muodostumista.
Suojakaasun kulutusriippuu hitsatun teräksen ja nykyisen tilan tuotemerkistä (8-14 l / min).
Etujohtohitsatun teräksen tuotemerkin halkaisija on 1,6-2 mm (katso taulukko s. 16).
Luokittelu: Hitsaustyö
Manuaalinen sähköaseman hitsaus putkiliitosten
Putkien manuaaliseen sähkökaaren hitsaukseen käytetään metallielektrodeja, jotka toimivat lisäaineina täytettäessä hitsattu sauma Ja samanaikaisesti nykyinen kattori kaarelle.
Hitsauksen laatu riippuu suurelta osin putkien kierrettyjen pintojen tilasta, niiden päiden yhdistelmän tarkkuudesta ja pääasiassa käytetystä elektrodista, joka on metallipäällysteinen metallitanko. Elektrodin metallitanko on valmistettu eri paksuuselektrodilangasta. Hitsausputkille käytetään lankaa 2 - 5 mm: n paksuuden kanssa.
Elektrodipinnoitteet ovat ohut ja paksu, viimeinen korkealaatuinen pinnoite. Elektrodin päällystys hienolla (liitu) pinnoitteella on 1-2% metallitangon painosta. Korkealaatuisen elektrodin jäähdytin on 20-30% metallitangon painosta.
Päällysteen muodostavan kuonan tärkein ominaisuus. Kuona on ei-metallinen seos, jonka osake on pienempi kuin hitsatun metallin ominaispaino; Kuori kelluu ja luo mekaanisen sulan metallin. Kuori suojaa sulaa metallia imeytymisestä haitallisten kaasujen hienonnettuun ympäristöön sauman happea ja typpeä varten.
Koska kuola sulaa pienemmällä lämpötilassa kuin päämetalli, ja kiinteyksen aikana tehdään hauras, niin hitsaaja helposti palauttaa sen elektrodin sauvan hitsauksen paksuudella. Ompelun ompelu on sähköputkihitsauksen puute, koska kaikki ei-metalliset sulkeumat vähentävät huomattavasti sauman lujuutta.
Ohut (liitu) Päällystys koostuu 80-85% liidosta ja 15-20% nestemäisestä lasista, joka on sideainetta, jonka vuoksi päällyste pidetään tangossa. Ohutta päällystettä tarvitaan kaaren jatkuvaan polttoon, koska usein kaaret taukot pahenevat hitsauksen laatua.
U.Electrodit kaaren paksu päällyste, joka polttaa stabiili, mutta metallin kerrostuminen tapahtuu kuonan kerroksen alla, mikä estää muodostun sauman. Sauman voimakkuus ja viskositeetti ovat huomattavasti korkeammat kuin elektrodien suorittamat saumat hieno pinnoite. Sauvan laadun parantaminen saavutetaan metallin suojaamalla happea ja kuonan muodostaman ilman typpeä, joka on muodostettu elektrodin paksuisesta kerroksesta sekä korkealaatuisten elementtien käyttöönottoon vähennysteolliseen metalliin. Nämä elementit siirtyvät päällysteestä metallilla hitsauksen aikana.
Putkien manuaalisen kaarihitsaukseen on tarpeen käyttää E-42- ja E-42A-elektrodeja. Elektrodien on oltava päällyste saman paksuuden ohjelmistosta. Kaikki elektrodit ilman halkeamia, paikallisia paksuja ja muita näkyviä vikoja.
Elektrodin halkaisija on valittava riippuen kierrätettyjen putkien paksuudesta. Painikytkimet Putket, joiden paksuus on seinän paksuus, on hitsattava elektrodien halkaisijaltaan, joiden halkaisija on 3 mm virrassa kiertoliitoksissa 100-250 A: ssa ja kääntöliitoksella-80-120 a.
Monikerroksisessa painikkeen saumat Ensimmäinen kerros on suoritettava elektrodi, jonka halkaisija on 4 mm, jotta saadaan aikaan syvä tarjoaja, seuraavat saumat - halkaisijaltaan suuremman elektrodit.
Hitsausjohdot, jotka toimittavat virran virtalähteestä hitsausOn oltava kevyt, joustava ja luotettava eristys.
Hitsauksen yhteydessä suoritetaan seuraavat liitännät: Jack, tweeted, VTAVR ja kulma.
Pektoristin yhdistettä kutsutaan tämä, jossa yksi elementti on päällekkäin toiselle. Jälkimmäisen leveyden pitäisi olla vähintään kaksi metallin paksuutta.
Aseman mukaan hitsaus tuotetaan, saumat ovat pienemmät, vaakasuorat, pystysuorat ja katto. Alempi sauma on kätevin hitsaus. Se sijaitsee alareunassa elektrodin alla ja hitsaus valmistetaan ylhäältä. Horisontaalinen sauma Suorita putken ympärysmitta asennettuna pystysuoraan. Pystysuora sauma sijaitsee asennetun jyrkkä putken puolella, hitsattu sen pituus. Katto-sauma Suoritetaan hitsaajan pään yläpuolella.
Hitsausputket ovat parempia alemmassa asennossa (kääntyvät saumat). Vain sulkeminen kiinnitysliitokset suorittavat heijastavia.
Teräsputket Yhdistä pääasiassa Jack. Putkien liittäminen. Sana vaatii pakollisen reunojen tarjonta seinien koko paksuuteen.
Kuviossa 2 on esitetty pienten halkaisijoiden sähkökaaren hitsaustyypit. yksi.
Putken sisäänvirtauksen vähentämiseksi elektrodin kaltevuuden kulma vaakasuoraan tulisi olla enintään 45 ° (kuvio 1, A).
Kun hitsataan pienen halkaisijaltaan putkien putkien pusku- ja t-muotoiset yhdisteet, käytetään elektrodit, joiden halkaisija on 3 mm tyyppiä E-42 ja E-42a (kuvio 1, b, d). Virran vahvuus on 80-luvulla. Hitsaus on korkeus 2-3 mm, leveys 6-8 mm.
Hitsauksen yhteydessä samat elektrodit soveltavat samoja elektrodeja hitsaamalla; Nykyinen vahvuus on asetettu 10Q-120 A: ksi. Hitsan korkeuden on oltava 3 mm ja leveys on 6-8 mm.
Ennen hitsausputkia on suoritettava seuraavat valmistelutyöt: - Puhdista putket maaperästä, likasta ja roskaa; - Rajaa tai suoristaa epämuodostuneet putket. Putkien suorat päimmällä on vastattava, kun ne ovat linjassa. Dentin ja lasien läsnäolo ei ole sallittua;
Puhdista kaarihitsauksessa reuna metallilevylle ja vierekkäin putkien sisä- ja ulkopinnalle leveydellä vähintään 10 mm;
nivelten nivelet suorittavat ilman taukoa, kunnes koko liitos on täysin hitsaus; - hitsausputket ilman vuorausrenkaat; - kaaren hitsaus pyörivien ja heijastavien putkien nivelten seinien paksuuden mukaan B m: lle vähintään kahden kerroksen suorittamiseksi; Putkiseinän paksuus 6 - 12 mm - kolmessa kerroksessa ja paksuus 19 mm ja korkeampi - neljässä kerroksessa. Jokainen saumakerros ennen päällekkäisyyttä tulisi puhdistaa kuonasta. RVA: n ensimmäisillä kerroksilla on tarjottava täydellinen palveluntarjoaja hänen juurestaan.
Kuva. 1. Putkien sähköhitsaus: A - elektrodin sijainti, kun hitsausputket, B - Putkien hitsaus, Vansel-hitsausputket, G - Putkien hitsaus haarojen aikana
Putkien reunojen muoto ja hitsauksen aikana käytettyjen viisteen kulmat on vastattava taulukossa esitettyjä arvoja. yksi.
pöytä 1
Hitsaukseen valmistettujen putkien reunojen muoto 
Manuaalinen kaaren hitsaus putkien paksuus, jossa on seinän paksuus 4 mm ja putkien automaattinen hitsaus seinän paksuus jopa 6 mm, joka on sisällyttävä ilman reunojen viistoa.
Poikkeamat kohdistamisesta (reunojen siirtyminen) putkien kokoonpanossa ei saa ylittää taulukossa esitetyt arvot. 2.
Taulukko 2
Reunan siirtymän a toleranssit, kun ne kokoontuvat putkien 
Putket korjataan aukolla, jonka arvo on merkitty taulukossa. kahdeksantoista.
Putkilinjan hitsien sijainnin suuttimet eivät ole sallittuja.
Putkilinjan rengasmaisen hitsauksen välinen etäisyys ja suuttimen hitsaus on oltava vähintään 100 mm.
Taulukko 3.
Sallitut aukot, kun hitsausputket 
Nauhan tulisi olla 40-50 mm pitkä pyöriville nivelille, 60-70 mm kattoon. Nauhan korkeus on 40-50% putken seinämän paksuudesta.
Kun hitsausputket seinät, joiden paksuus on yli 8 mm, ensimmäinen kerros keitetään nopeushitsauksella, jäljellä olevat kerrokset ovat kiinteitä. Stepped hitsaus, yhteinen ympyrä on rikki useisiin osiin, hitsaa aluksi sivuston läpi ja sitten jäi.
Ensimmäinen hitsauskerros on kaikkein vastuullisin. Kun upotat tämän kerroksen, sinun täytyy täysin sulattaa reunat ja tylsä. Sitten on tarpeen. Sitä tarkastellaan huolellisesti ja tarkista, onko halkeamia. Tunnistetut halkeamat on leikattava tai maksettava, ja osat hitsataan jälleen.
Toinen ja kolmas kerrokset on hitsattu, kääntää hitaasti putken. Kunkin kerroksen alku ja pää olisi siirrettävä 15-30 mm suhteessa edellisen kerroksen alkuun ja päähän.
Viimeisellä saumalla pitäisi olla sileä pinta ja liikkua sujuvasti päämetalliin.
Monikerroksisen hitsauksen tapauksessa kukin myöhempi kerros suoritetaan käänteisen edeltävän suuntaan, kunkin kerroksen sulkemisosioilla on pyörivä puoli suhteessa toisiinsa. Tämä parantaa hitsausta.
Kunkin saumakerroksen hitsauksen jälkeen ja sen vieressä oleva alue puhdistetaan kuona ja roiskeet kerrosten parempaan fuusioon.
Manuaalinen sähköaseman hitsaus putkiliitosten
XXVIII luku.
Ominaisuudet hitsaamalla joitakin rakenteita
§ 125. Putkihitsaus
Yleinen. Rakentaessa putkistoja, hitsatut liitokset voivat kääntää, heijastavaa ja vaakasuorasta (kuva 123).
Kuva. 123. Hitsatut putkiliitokset:
ja - kääntö, b - kääntöinen, horisontaalinen
Ennen putken kokoamista ja hitsaamista ne tarkistavat hankkeen vaatimusten noudattamisen, jonka mukaan putki on rakennettu ja eritelmät. Perusvaatimukset: Putkien sertifikaatin läsnäolo, putken ellipsence, putken koon puuttuminen, putken metallin kemiallisen koostumuksen ja mekaanisten ominaisuuksien noudattaminen teknisissä eritelmissä tai gosteilla määritellyillä vaatimuksilla.
Hitsauksen putkien liitosten valmistuksessa putken leikkaamisen tason kohtisuoraus akseliinsa tarkistetaan, reunan reunan kulma ja tylsyn suuruus. Sauman selostuskulman tulisi olla 60-70 ° ja syvennyksen suuruus on 2-2,5 mm (kuvio 124). Sammukat poistetaan putkien päistä mekaanisella menetelmällä, kaasun terävät tai muut menetelmät, jotka tarjoavat vaaditun muodon, käsiteltyjen reunojen laadun.

Kuva. 124. Putkien reunojen valmistus hitsaukseen seinän paksuus 8-12 mm
Kiilan putkien seinämien paksuuden ero ja niiden reunojen siirtyminen ei saa ylittää 10% seinän paksuudesta, mutta olla enintään 3 mm. Kun telakointiputkia, juggled-elementtien liitettyjen reunojen välinen yhtenäinen ero on 2-3 mm.
Ennen juuttuneiden putkien reunaa sekä niille vierekkäisiä sisä- ja ulkopintaja 15-20 mm: n pituudeltaan puhdistetaan öljystä, asteikolla, ruosteella ja likalla.
FACKS, jotka ovat olennainen osa hitsausta, suorittavat samat hitsaajat, jotka hitsaavat nivelet käyttäen samoja elektrodit. Kun putket hitsaamalla halkaisijaltaan jopa 300 mm, tunniste suoritetaan tasaisesti ympyrän ympärillä neljässä paikassa, joiden korkeus on 3-4 mm ja 50 mm pitkä. Kun hitsausputket, joiden halkaisija on yli 300 mm, nauhat ovat tasaisesti koko koko ympyrän joka 250-300 mm.
Putkistojen asentamisen yhteydessä on välttämätöntä pyrkiä varmistamaan, että enemmän risteyksiä hitsataan kääntöasentoon. Putket, joiden seinämän paksuus on 12 mm, hitsataan kolmeen kerrokseen. Ensimmäinen kerros luo paikallisen maakunnan sauman sauman juuressa ja reunojen luotettavan fuusion. Tehdä tämä, on välttämätöntä, että suodatettu metalli muodostuu putken sisälle kapea langan rulla, jonka korkeus on 1-1,5 mm, tasaisesti jakelu koko ympyrän ajan. Palveluntarjoajan saamiseksi ilman jääpuitteita ja kaaviota elektrodin liikkeen on oltava edestakaisin hitsaushauteessa ei-menettämässä elektrodividulla, pieni poikittainen värähtely reunojen välillä ja pienen reiän muodostuminen kulmikulman yläosassa reunat. Reikä saadaan kaaren päämetallin etenemisen seurauksena. Sen koko ei saa ylittää 1-2 mm: n välistä kuilua putkien välillä.
Hitsaus kääntöliitokset. Ensimmäinen 3-4 mm: n korkeus on hitsattu elektrodeilla, joiden halkaisija on 2, 3 ja 4 mm, toinen kerros kuvataan suuremmilla halkaisijan elektrodeilla ja lisääntyneellä virtalähteellä. Ensimmäiset kaksi kerrosta voidaan suorittaa jollakin seuraavista tavoista.
1. vitsi on jaettu neljään osaan. Aluksi kohdat 1-2 hitsataan, minkä jälkeen putki pyöritetään 180 ° ja osat 3 ja 4 panimo (kuvio 125). Putkea pyöritetään sitten toisella 90 ° ja hitsatuilla osilla 5 ja 6 ja pyörivät sitten putken 180 asteen ja hitsausosan 7 ja 8.

Kuva. 125. Putken yhteinen hitsauspiiri:
2. vitsi on jaettu neljään osaan. Ensimmäinen hitsaus 1 ja 2 ja pyörivät sitten putken 90 ° ja kohdat 3 ja 4 hitsataan (kuvio 126). Ensimmäisen kerroksen hitsauksen jälkeen putki pyöritetään 90 ° ja osat 5 ja 6 hitsataan, putki on 90 ° ja osat 7 ja 8 hitsataan.

Kuva. 126. Putken liitoksen järjestelmä toisessa menetelmässä
3. Yhteinen on jaettu useisiin osiin (kun hitsausputket, joiden halkaisija on yli 500 mm), hitsaus johtaa uudelleenkoulutusvaiheessa yksittäisissä osissa (kuvio 127). Jokaisen sauman osan (1-8) pituus on 150300 mm ja riippuu putken halkaisijasta.

Kuva. 127. Suurten halkaisijoiden liitoksen hitsausjärjestelmä:
a - Ensimmäinen kerros, B - Toinen kerros
Kolmas kerros kaikissa edellä kuvatuissa menetelmissä levitetään yhteen suuntaan, kun putki pyöritetään. Putkilla, joiden läpimitta on jopa 200 mm, et voi jakaa liitosta osuuksiin ja hitsaa sitä kiinteällä saumalla, kun putki kääntämällä putkea hitsausprosessissa (kuva 128). Toinen ja kolmas kerrokset suoritetaan samalla tavoin kuin ensimmäinen, mutta vastakkaisiin suuntiin. Kaikissa tapauksissa jokainen myöhempi päällekkäisyys edellisellä 10-15 mm on välttämätöntä.
Kuva. 128. Pieni halkaisija putki
Ei-kääntöisteiden hitsaus. Putkien ei-kääntöliitokset seinämän paksuuden kanssa 12 mm: llä on hitsattu kolmeen kerrokseen, kunkin kerroksen korkeus ei saa ylittää 4 mm ja telan leveys on yhtä suuri kuin elektrodin halkaisija.
Putkien liitokset, joiden halkaisija on yli 300 mm, hitsataan taaksepäin, kunkin osan pituus on 150-300 mm, niiden peittomääräys on esitetty kuviossa 2. 129.

Kuva. 129. Kerroskerrosten järjestelmä, kun hitsaamalla halkaisijan putkien liitokset jopa 400 mm (hitsausosien lukumäärä kerroksista, ja nuolet - hitsauksen suunta)
Ensimmäinen kerros muodostuu, kun elektrodi on edestakaisin kaaren viiveellä hitsaushauteessa. Nykyinen on asetettu 140-170 A, jonka avulla voit maksaa liitoksen reunan kapean lankatelan muodostamiseksi, jonka korkeus on 1-1,5 mm sen sisäpuolella. Samanaikaisesti sulan metallin ja hitsauksen suuret roiskeet tulisi tehdä hitsattuihin reunoihin ja hitsaus on tehtävä ilman palovammoja. Tämän kaaren pitäisi olla lyhyt. ARC: n avaaminen kylvystä, on mahdotonta poistaa sitä yli 1-2 mm. Viereisen kerroksen alkua ja pään päällekkäisyys olisi 20-25 mm.
Toisen kerroksen hitsaustila on sama kuin ensimmäisen kerroksen hitsaamiseksi. Elektrodi toisen kerroksen hitsauksen aikana tulisi olla poikittaisia \u200b\u200bvärähtelyjä yhden reunan reunasta toisen reunan reunaan.
Hitsaamalla kunkin kerroksen pinta voi olla kovera (kuvio 130, a) tai hieman kupera (kuvio 130, b), liiallinen sauma, erityisesti silloin, kun kattohitsaus (Kuva 130, C) voi olla epäilemättä.

Kuva. 130. Juuri sauman pinta:
ja - kovera, 6 - hieman kuperaa, B on erittäin kupera (nuolet osoittavat mahdollisia kiinnostavia paikkoja)
Hitsausvyöhykkeen havainnon helpottamiseksi viimeistelyn viimeisen kerroksen ylläpitämisen suunnassa sovelletaan reunojen alueella niin, että sen pinta on 1-1,5 mm reunojen reunojen alapuolella (kuva 131). Jälkimmäinen kerros suoritetaan 2-3 mm: n korkeudella ja leveys 2-3 mm suurempi kuin reunan leikkauksen leveys; Sillä pitäisi olla sileä siirtyminen hitsin metallista päällekkäin.

Kuva. 131. Reunan leikkauspiiri
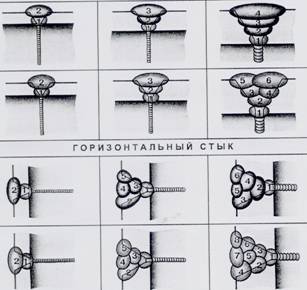
Horisontaaliset liitokset. Putkien vaakasuorien liitosten kokoamisen yhteydessä ei ole tarvetta kokonaan poistaa alemman putken reunoja, riittää paljastamaan se 10-15 ° kulmassa, mikä parantaa hitsausprosessia muuttamatta sen laatua (kuva 132 , A). Kun kootat näkymättömiä putkistoja pohjaputkeen, viistoa ei poisteta lainkaan (kuvio 132, b).

Kuva. 132. Vastuullisten (A) ja säteilimättömien (b) putkistojen ja niiden hitsauksen (B) horisontaalisten liitosten leikkauskaavio.
Vaakasuorien nivelten paras hitsausmenetelmä on pienten poikkileikkausrullien hitsaus. Ensimmäinen rulla asetetaan sauman yläosaan (kuvio 132, C) elektrodilla, joiden halkaisija on 4 mm (virtalla 160-190 A), ja elektrodin edestakainen liike pakollisella muodostumalla sisäpuolella kapean lankatelan liitoksesta, jonka korkeus on 1-1,5 mm. Ensimmäisen rullan (kerros) jälkeen se puhdistetaan sen pinnalla, toinen rulla on päällekkäin niin, että se on päällekkäinen elektrodin edestakaisin ja sen pienen värähtelyn alareunan reunasta ylemmän reunan reunasta reuna. Hitsaus suoritetaan samaan suuntaan ensimmäisen kerroksen hitsaus (rulla), sitten virta kasvaa 250-300 A: ksi ja hitsaa kolmas rulla elektrodeilla, joiden halkaisija on 5 mm, mikä lisää hitsaustehoa. Kolmas rulla on asetettu ensimmäiseen vastakkaiseen suuntaan, sen on oltava päällekkäin 70% toisen telan leveydestä. Neljäs rulla sijoitetaan samaan suuntaan, mutta ne ovat syvennyksessä kolmannen telan ja yläreunan välillä.
Putken liitoksen hitsaamalla useammalla kuin kolmessa kerroksessa alkaen kolmannesta kerroksesta kukin seuraavan seuraavan suuntaan kuin edellinen. Putket, joiden halkaisija on korkeintaan 200 mm, hitsataan kiinteillä saumilla ja halkaisija on yli 200 mm on taaksepäin vaiheen menetelmä.
Hyvä kävijä, luet artikkelin "hitsausputki", joka julkaistaan \u200b\u200bluokassa "Manuaalinen kaarihitsaus". Jos pidit tai hyödyllinen tämä artikkeli, jaa se, ota ystäväsi ja tuttavuusi.
Ansaitse tietosi. Vastaa kysymyksiin ja saada rahaa!
11. helmikuuta 2012 | Katsottu: 48851 |
Array (\u003d\u003e [~ Tunnisteet] \u003d\u003e \u003d\u003e 40509 [~ ID] \u003d\u003e 40509 \u003d\u003e Putkilinjan hitsaustekniikka [~ Nimi] \u003d\u003e Pipeline hitsaustekniikka \u003d\u003e 1 [~ IBLOCK_ID] \u003d\u003e 1 \u003d\u003e 115 [~ IBLOCK_SECTION_ID ] \u003d\u003e 115 \u003d\u003e
Putkistojen luokittelu
Kalastusputket
Pääputket
Vesihuolto ja jätevesi
Hitsausmenetelmät putkistojen
pöytä 1
Putkien vaatimukset
CIS-putkissa käytetään GOST 8731: n kanssa ... GOST 8734 -ryhmät B sekä asiaankuuluvat tekniset ja taloudelliset perustelut - GOST 9567: n mukaan; Teräs sähköhitsausputket - GOST 20295: n mukaisesti putkille, joilla on ehdollinen halkaisija (DF) 800 mm: n mukaan. Pipe du\u003e
Putken kokoonpanovaatimukset
Esikuumennus
Taulukko 2
(° C) TP.P \u003d 1440 RCM - 392.
Taulukko 3.
[~ Yksityiskohta_text] \u003d\u003e
Putkistojen luokittelu
Riippuen putkiston toiminnallisesta tarkoituksesta jaettu:
Kalastusputket
Pääputket
Putkilinjat pari I. kuuma vesi
teknologiset putkistot
Kaasun syöttöputket (jakelu)
Vesihuolto ja jätevesi
Merkittävä määrä terästä, jota käytetään putkien valmistukseen ja eri tarkoitusten putkistojen rakentamiseen, on käytössä vähähiilisellä ja matala-seosterällä, joiden saantolujuus on enintään 500 MPa.
Koska putkihitsauksen tekniset prosessit ilmoitetuista teräksistä eri tarkoitusten putkistojen rakentamisen aikana lähes vähän eroaa toisistaan, ja hallitsevat sääntely- ja tekniset asiakirjat, joita sovelletaan erimielisyyksiin vain reunojen, yleiskokouksen, laadun vaatimusten vaatimuksissa Hitsatuista nivelistä ja testauksesta voimaa ja tiukkuusta ja tiukkuusta tulevaisuudessa tarkastelemme valmistusprosessin yleisiä määräyksiä esimerkissä putkilinjojen pää- ja jakeluputkistoista.
Hitsausmenetelmät putkistojen
Hitsausputkia koskevat menetelmät luokitellaan lämpö-, termomekaanisiksi ja mekaanisiksi. Lämpömenetelmiä ovat kaikenlaiset sulatushitsaus (kaari, kaasu, plasma, elektronipalkki, laser jne. Hitsaustyypit. Termomekaaninen luokka sisältää teurastajan kosketushitsaus, magneettisesti ohjatun kaaren hitsaus. Mekaaniset menetelmät sisältävät kitkan ja räjähdyksen Hitsaus.
On olemassa menetelmiä putkilinjojen hitsaamiseksi energiankuljettajien tyypin mukaan (kaari, kaasu, plasma, laser jne.); Yhdisteen (vapaan tai pakotetun hitsan muodostumisen muodostumisen edellytysten mukaan; hitsausvyöhykkeen suojelemiseksi (Flux, suojakaasuissa käyttäen itse suojaava elektrodijää, jne.); Prosessin mekaanisuuden ja automaation (manuaalinen, koneistettu, automatisoitu ja robotti) mukaan.
Pääputkien hitsaamiseksi suurin jakelu vastaanotettiin kaarimenetelmät Hitsaus. Yli 60% moottoriteillä olevista nivelistä on hitsattu automaattisen kaarihitsauksen alapuolella. VUODEN ARC-hitsausta käytetään vain tapauksissa, joissa on kyky kiertää liitosta. Flugin putkistojen hitsaus käytetään pääasiassa kahden ja kolmen putken osan valmistuksessa, joiden halkaisija on 219 ... 1420 mm. Kun koneistettujen menetelmien käyttö on mahdotonta, käytetään manuaalista kaarihitsausta.
Manuaalinen kaarihitsaus suoritetaan erilaisilla risteyksessä - alempi, pystysuora ja katto. Hitsausprosessissa siirrä elektrodi manuaalisesti liitäntäkehän ympärille 8 ... 20 m / h nopeudella.
Suojakaasuhitsauksessa on lajikkeita: suojaavan kaasun hitsauksen mukaan inerttien kaasujen (argon, helium, niiden seos), aktiivisissa kaasuissa (CO2, typpi, vedy), hitsaus inerttien ja aktiivisten kaasujen seoksessa (Ag + CO2; AG + CO2 + O2; elektrodin tyypin - sulaminen ja kompensoitu (volframi) elektrodi; Mekanisointiin, manuaaliseen, koneistetun ja automaattisen hitsauksen asteen mukaan. ARC-hitsausta suojakaasuissa käytetään putkilinjan hitsaamiseen eri paikkatietoihin. Manuaalisen hitsauksen nopeus 8 ... 30 m / h, koneistettu ja automatisoitu 20 ... 60 m / h. Putkilinjan hitsaamiseksi käytetään koneistetun hitsauksen menetelmää, jossa on pakko-saumanmuodostusta, jossa suojaustoiminnot suoritetaan jauhemaisilla komponenteilla, jotka täyttävät lankakuoren. Kun hitsaushaude kiteytyy, ulompi muodostuslaite ja hitsauspää siirretään pitkin liitäntäkehää alhaalta ylöspäin 10 ... 20 m / h nopeudella. Laserhitsaus, jossa on putkisto, jossa energiakantaja toimii lasersäteen. Laserhitsauksen nopeus on jopa 300 m / h.
Kun liität kontaktihitsauksen jatkuvalla sulamisella, prosessi tapahtuu automaattisesti tietyn ohjelman mukaisesti. Yhden putkien liitoksen hitsauksen kesto 1420 mm: n halkaisijaltaan on 3 ... 4 min, yhden liitoksen hitsausjakso putkistojen rakentamisen aikana -10 ... 15 min.
Magneettisesti ohjatun kaaren (tai Arcontact-hitsauksen) automaattinen hitsaus eroaa puskusta kosketushitsauksesta lämmittämällä reunat. Arcontact-hitsauksessa lämmitys suoritetaan kaarella, joka pyörii magneettikentän kierrätettyjen putkien reunojen varrella suurella nopeudella. Tätä hitsausmenetelmää käytetään pienten putkistojen (114 mm: n) halkaisijaan.
Pää- ja jakeluputkien rakentamisessa käytetyt sääntelyasiakirjat
Tärkein sääntelyasiakirja, jolla säädetään yleiskokouksen täytäntöönpanoa koskevista säännöistä hitsaustyö IVY-järjestelmien putkistojen rakentamisen aikana "rakennusstandardeja ja sääntöjä", joiden perusteella kehitettiin "SP 105-34-96: n ja hitsausliitosten laadunvalvontaa ja laadunvalvonnan" konsolidoituja sääntöjä 3.05.02.88 "Kaasuputket". Nämä asiakirjat antavat säännöt hitsaajien määräysten ja suvaitsevaisuuden valvonnasta, putkien valmistelusta koskevat säännöt hitsaukseen, petkien muokkaamiseen, korjaamiseen ja hylkäämiseen, kokoonpanomenettelyyn eri putket keskenään ja putkiliittimetHitsaus- ja sääolosuhteet on määritelty, kun se työskentelee radalla, sääntelyasiakirjat säätelevät suositeltujen hitsausmateriaalien käyttöä sekä normeja ja sääntöjä hitsattujen putkistoyhdisteiden valvomiseksi, olosuhteet niiden keventämiseen ja korjaamiseen.
Näiden leikkausten tärkeimpien säännösten kehittämisessä kehitettiin hitsausputkistoja (VNI 066-89 ja LBN A.3.1.-36-3-96 ja menetelmä hitsattujen liitosten ohjaamiseksi (VN 012-88) . Nämä ohjeet säätelevät: Teknologian käsintehtävän ja automaattisen kaaren hitsauksen tärkeimmät säännökset, sekä putket, joissa on sulku- ja jakeluputkisto, jonka läpimitta on 14 - 1420 mm, paksuus Seinämä, joka on 1 - 26 mm, joka on suunniteltu yli 7,5 MPa; hitsattujen liitosten hallinta ja niiden korjaus; turvallisuus ja tuotannon saniteetti. Näiden ohjeiden mukaan se voi hitsata putket teräksestä, jossa on sääntelyajan vastustuskyky 590 MPa Inclusive . Ohjeissa esitetään putkistohitsauksen tekniset piirteet käyttäen manuaalisia kaarejahitsaustekniikoita, automaattinen hitsaus fluxissa, automaattisen hitsauksen suojakaasujen ympäristössä ja jauhejohdossa pakkovedellä. Ohjeita ei sovelleta hitsaukseen erikoiskäyttöisiin putkistoihin (ammoniakki, etyleeni, etanoli, hiilidioksidi jne.), Samoin kuin Corroorrooraktiivisten tuotteiden putkistot.
Ulkomailla putkistojen rakentamisen aikana ohjataan kansalliset ja kansainväliset standardit (taulukko 1), joista ARI 1104, ARI 5D ja CS 4515 käyttävät suurinta suosiota. Kun ohjataan putkilinjan hitsattujen yhteyksien laatua pääsääntöisesti kansainvälinen standardi ISO 8517 ja Euroopan standardi EN 25817.
pöytä 1
Putkien vaatimukset
Trunk- ja jakelukaasuputkien rakentamiseksi käytetään teräs saumattomia sähköhitsauksia mansikoita ja spiraaleja. Putket, joiden läpimitta on jopa 1020 mm, on valmistettu rauhallisista ja puolivalaisimista alhaisen seosteosten teräksistä, putket, joiden läpimitta on jopa 1420 mm - alhaisen seostetuista teräksistä termisesti parantuneessa tai termomekaanisesti kovetetussa tilassa. Vain jakelukaasuputkistoille alhainen paine (Enintään 0,005 MPa) On sallittua käyttää putkia kiehumisesta vähähiilisen teräksestä.
CIS-putkissa käytetään GOST 8731: n kanssa ... GOST 8734 -ryhmät B sekä asiaankuuluvat tekniset ja taloudelliset perustelut - GOST 9567: n mukaan; Teräs sähköhitsausputket - GOST 20295: n mukaisesti putkille, joilla on ehdollinen halkaisija (DF) 800 mm: n mukaan. Putken DU\u003e 800 mm: n tekniset edellytykset kehitetään erityisiä teknisiä ehtoja, joissa jäljempänä esitetyt vaatimukset on sisällytettävä.
Valmis putket on merkitty, koputtaa leimat (kylmä leimaus) 250-500 mm: n etäisyydellä putken päistä seuraavat tiedot: valmistajan tavaramerkki tai nimi; Teräs- tai sen ehdollinen nimitys; Putkenumero; Teknisen valvonnan leima; Valmistusvuosi. Tontti tarttuminen on selvästi jaettu maali. Lisäksi sen halkaisija ja seinämän paksuus osoittavat putken vihjeessä.
Tuontiputket valmistetaan pääasiassa American Oil Institute (ARI), kuten: AII-5 I (saumattomia ja suorat putket), AII-513 (spiraaliputket eri putkistoille) AII-51x (putket Korkeapaineputket).
Näiden standardien mukaan putken teräs yhdistetään ryhmiin saantolujuuteen. Jokainen teräsryhmä, jolla on samat saantolujuusarvot tuhansina kiloina 1 neliömetriä kohden M. Näiden standardien mukaan teräsryhmät ovat: X-42, X-46, X-52, X-56, X-60, X-65, X-70, jonka vastustuskyky vastustaa 414 - 565 MPa. ARI-standardit mekaanisten ominaisuuksien lisäksi säätelevät putkien valmistusprosessia, teräksen kemiallista koostumusta, koko, massan ja pituuden, paine hydrauliset testit Valmistusprosessissa ei-tuhoisia testausmenetelmiä, joita käytetään putkien korjausolosuhteiden valmistuksessa jne. ARI-standardin mukaisen putken nimeäminen koostuu putkien putkien nimistä, ARI: n monogrammit (tavaramerkki tarkoittaa, että tämä putki on valmistettu ARI: n vaatimusten mukaisesti), putken koko on tuumaa , Putken yhden jalan massa, teräksen ja valmistuksen tyyppi (S-best, e - hitsatut putket, SW-spiraaliset putket, P-putket, joissa on pituussuuntainen sauma, hitsaamalla painamalla menetelmät) , teräksen tyyppi (E - Steel roiskuu sähköisenä, M - korkean lujuuden alhaisen seosteräs teräs), oireet lajit (nm -ormalisointi tai normalisointi ja lomalla, ei - kovettuminen ja loma, NS-korkea loma). Merkintä suoritetaan pysyvällä maalilla. Pääputkien putket on valmistettu teräksistä, joiden saanto lujuus suhde repeytyksen ajan kuluessa: 0,75 - vähähiilisten teräksiin; 0,8 - alhaisille seostetuille normalisoituneille teräksille; 0,85 - dispersion-kovettumiseen normalisoituja ja termisesti parannettuja teräksiä; 0,9 - valvotun valssauksen teräksille.
Hitsauksen putkien reunojen valmistus
Ennen hitsauksen ja asennuksen aloittamista on varmistettava, että putkistoja ja putkistoja käytetään laatutodistuksia ja noudattavat hankkeen teknisiä edellytyksiä niiden toimittamiselle. Putkien ja yksityiskohtien on läpäistävä panosvalvonta asiaa koskevien standardien vaatimusten mukaisesti ja tekniset edellytykset Putkilla.
Putkien ja liitososien päät on oltava käytetyistä hitsausprosesseista vastaavien viisteiden reunojen muodossa ja mitat. Niiden epäjohdonmukaisuuksilla on sallittu raideleiden reunojen mekaaninen käsittely. Pienien halkaisijoiden putket (enintään 520 mm) on mahdollista käyttää polkuja, puoliskoja, putkileikkureita ja hiomakoneita. Orbital-jyrsintäkoneet, hydrakkausleikkaus- ja hiontakoneita käytetään suurille halkaisijoille. Joissakin tapauksissa silloin, kun käämiä tai suorituskykyä syötetään, lämpömenetelmien käyttö reunojen valmistamiseksi, kuten:
a) Kaasu hapen leikkaus myöhemmillä mekaanisilla strippausreunoilla hioma-ympyrässä syvyyteen 0,1 ..0,0 mm;
b) Ilmaplasman leikkaus myöhemmällä koneistuksella jopa 1 mm: n syvyyteen - reunan kyllästyksen vuoksi typen (kun käytetään argonia plasmanmuodostuskaasuna, mekaanista käsittelyä ei tarvita); c) Ilma-kaaren leikkaus myöhemmällä asetuksella 0,5 mm: n syvyyteen (reunat);
d) Rift ja leikkaus ANR-2M: n, ANR-3: n tai OK.21.03: n erityisten elektrodien kanssa, minkä jälkeen mekaanista käsittelyä ei tarvita.
Ennen kuin asennat putket, on välttämätöntä puhdistaa putkien sisäinen ontelo maaperästä, likaisesta lumesta, ja myös putkien reunan ja sisä- ja ulkopinnan puhdistaminen ja liitososat leveydelle leveydelle Vähintään 10 mm.
Putken vieressä olevien ulkoisten tehtaan saumien lujittaminen hitsattaviksi, on suositeltavaa olla täytetty noin..d5 mm etäisyydellä vähintään 10 mm: n päässä.
Kaikki putket tulevat radalle kasveista, joiden leikkausreunat on tarkoitettu manuaaliseen kaarihitsaukseen päällystetyillä elektrodeilla. Tämä leikkaus (kuvio 1, A) on halkaisijaltaan putkille, joiden seinämän paksuus on yli 4 mm kulman reunojen reunojen reunojen ja tylsä \u200b\u200b1-2,6 mm. Seinämän paksuus 16 mm ja suurempien halkaisijoiden putket voidaan toimittaa yhdistettynä leikkausreunalla kuvion 2 mukaisesti. 1, b.
Koko riippuu seinän paksuudesta ja on:
7 mm - putken seinän paksuus 15 ... 19 mm
8 mm - putken seinämän paksuus 19 ... 21,5 mm
10 mm - putken seinän paksuus 21,5 ... 26 mm.
Kuva. 1. Putkien leikkausreunat manuaalisen kaarihitsaukseen (A, B), Automaattinen hitsaus suojakaasujen ympärillä (B), Automaattinen hitsaus Flux (G, D, E, G) ja jauhejohdosta pakotetulla muodostumisella ( A, b).
Putkistoja du 1000 mm ja ohi, kun laitteen juuren sauman laite on varustettu sisäpuolelta, suositellaan kuviossa 1 esitettyä leikkausta. Jakeluputkistojen rakentamisen aikana putkien manuaalinen kaarihitsaus ilman leikkaamista reunoja, joiden seinämän paksuus on enintään 4 mm. Lisäksi putkistoille, joiden läpimitta on jopa 152 mm, on mahdollista käyttää kaasuhitsaus (ilman leikkausreunoja - jopa 3 mm ja yksipuolinen viiste reunasta - jopa 5 mm).
Erotusputkien liittäminen radalla on sallittu ilman ylimääräistä reunan käsittelyä:
Seinämän paksuudelle enintään 12,5 mm, jos paksuusero ei ylitä 2 mm;
Seinien paksuus yli 12,5 mm, jos paksuusero ei ylitä 3 mm. Tällöin järkyttävät reunat eivät ole sallittuja.
Putkien tai putkien liittäminen sulku- ja jakeluvalmisteen kanssa suuremmalla seinämän paksuudella suoritetaan levittämällä tehtaan valmistuksen transienttien tai inserttien välityselementtien väliin vähintään 250 mm .
Se voi suorittaa suorat putkien tai putkien suoran kokoonpanon ja hitsauksen putkistoilla eri tavoin jopa 1,5 paksuudella, jossa on erityinen käsittely paksumpi putken tai osan pinnan päähän (kuvio 2, A). Useiden putkien iskujen hitsaus ei ole sallittua.
Putkien suora liitäntä sulku- ja jakeluvalmisteella on ratkaistu tilalla, jos vahvistuksen asennuksen paksuus ei ylitä putkeinän paksuutta vahvistusputken valmistuksessa (kuvio 2, b ). Tämän valmisteen on toteutettava toimittaja.
Kuva. 2. Putkien ja osien hitsaaminen eri seinämän paksuuden hitsaukseen.
Putken kokoonpanovaatimukset
Rakentaa putkien nivelten pitäisi taata:
Kohtisuorassa liitokseen putkilinjan akseliin. Poikkeama kohtisuoskaluista ei saa ylittää 2 mm;
yhdenmukaisuus aukon kehän ympärillä, joka on kyseisten standardien ja ohjeiden mukaisten arvojen rajoissa;
Yleismallien tallentamat reunat, joita ei ylitetä sallitut arvot (Trunk-putkistot - 0,2 seinämän paksuus, mutta enintään 3 mm jakelu - (0,15 seinämän paksuus + 0,5 mm);
Pitkittäisten tehtaan saumien sekoittaminen suhteessa toisiinsa vähintään 100 mm: n etäisyydellä, jonka läpimitta on yli 100 mm ja 1/3 ympyrän pituudesta - putkille, joiden halkaisija on alle 100 mm. Näiden vaatimusten suorittamisen teknisen mahdottomuuden tapauksessa hitsausyhdisteen ylimääräinen ultraäänivalvonta on määrätty liitoksen tähän osaan.
Suurten halkaisijoiden putkien valmistuksessa Sylinterin kotelot soveltuvat seuraaviin kokoonpanotyyppeihin ja hitsaukseen - "Kotelon kuoren kokoonpano ja hitsaus".
Esikuumennus
Esikuumennus on yksi tärkeimmistä teknologisista toiminnoista, joiden avulla voit säätää lämpöhitsausjaksoa. Tiedetään, että hitsatun liitoksen rakenne ja ominaisuudet määritetään suurelta osin metallin jäähdyttämisen nopeudella 800-500 ° C: n lämpötila-alueella (austeniitin alhaisin resistenssi). Suurilla jäähdytysnopeuksilla martensiittityyppisten laitteistorakenteiden muodostuminen on mahdollista, joilla on suuri lujuus ja alhainen pehmitys sekä taipumus muodostaa kylmät halkeamat. Tämä pätee erityisesti alhaisiin seostettuihin teräksiin, joissa on hiilen ekvivalentti 0,43% ja korkeampi. Nämä teräs tuli erittäin herkiksi lämpösyklin toiminnalle, keskittyijöille ja lämpövaikutusvyöhyke on altis haurisointiin. Nämä ilmiöt näkyvät selvästi manuaalisella kaarihitsauksella, kun GVT-metallin jäähdytysnopeus voi saavuttaa 70 ° C / s. Putken seinän tietyn paksuuden avulla säädä lämpövaikutusvyöhykkeen jäähdytysnopeutta esilämmityksen liitosreunojen alkuvaiheessa. Se on erityisen tärkeää, kun hitsataan sauman juurella, kun jäähdytysnopeus on maksimaalinen verrattuna muiden saumakerrosten hitsaukseen, soutuhitsausenergia vähenee (hitsausnopeus tällaisilla elektrodeilla kahdesti elektrodien hitsausnopeus Tärkeimmät pinnoite) ja kasvatti kylmän halkeamien taipumuksen ja muodostumisen, jotta voidaan lisätä diffuusioveden pitoisuutta hitsausmetallissa. Alustava lämmitys paitsi vähentää kovettumisrakenteiden muodostumisen todennäköisyyttä GVT: ssä, mutta luo myös ehtoja diffuusioveden aktiiviselle evakuoimiseksi hitsausmetallilta ja määritetystä vyöhykkeestä. Mikä puolestaan \u200b\u200blisää hitsattujen yhdisteiden resistanssia kylmien halkeamien muodostumista, varsinkin kun käytät elektrodeja selluloosapäällysteellä, kun sauman vetypitoisuus voi saavuttaa 50 mm / 100 g hitsausmetallia kohden.
Esikuumennin lämpötila valitaan riippuen kemiallisesta asemasta (hiilen ekvivalentilla), putkikoneiden paksuus, ympäristön lämpötila ja elektrodipinnoite tyyppi. Näitä parametreja säännellään yleensä asianomaisilla standardeilla ja teknisillä ohjeilla. Joten esimerkiksi CIS: llä ohjataan VNC 066-89 (taulukko 2). Kun hitsaamalla elektrodeja selluloosapäällysteellä, esikuumennin lämpötila kasvaa 75 ° C: lla.
Taulukko 2
Ulkomailla, usein lämmityksen valinnassa, toimivat hitsattujen liitosten halkeamista, joka määritetään kaavan Ito-beesio:
missä: [n] - diffuusioveden pitoisuus, mm / 100 g;
T - hitsauslevyjen paksuus, mm. Lämmityslämpötila määritetään empiirisellä kaavalla:
(° C) TP.P \u003d 1440 RCM - 392.
Alustava ja tarvittaessa oheinen lämmitys olisi suoritettava lämmityslaitteilla (kaasulla tai sähköisellä), jolloin metallien yhtenäinen lämmitys koko hitsatun liitoksen ympärysmitta. Putken kuivausvyöhykkeen leveys kuhunkin suuntaan sauman tulee olla vähintään 75 mm.
Alustavan ja samanaikaisen lämmityksen lämpötila, kun putket (tai putket osalla) on kytketty eri teräskerroksista tai erilaisella seinämän paksuudella, joka on lämmitettävä eri lämpötiloissa, asetetaan maksimiarvoon.
Manuaalisen kaarihitsauksen tekniikka ja tekniikka
Lähes 60% hitsaustyöstä putkilinjojen rakentamisen aikana Manuaalinen kaarihitsaus. Tämä on osioiden tai yksittäisten putkien liittäminen jatkuvaan kierteeseen, hitsaamalla siirtymistä luonnollisella ja keinotekoiset esteet, Stalemien hitsaus, hitsauskääkit, nosturi solmut, hanat jne.
Manuaalisen kaarihitsauksen tekniikka määritetään ensisijaisesti putkien materiaalilla hitsaus. Riippuen teräksestä valmistetusta teräksestä ja käyttöolosuhteista, valitaan hitsausmateriaalit. Sen jälkeen vahvistamme teknologia- ja hitsaustekniikoita sekä työn järjestämisjärjestelmää, kun se ohjaa tietyn putkilinjan rakentamisen tahti. Hitsausmateriaalien osalta hitsaustekniikka riippuu putken seinän halkaisijasta ja paksuudesta.
Trunk- ja jakeluputkien rakentamisen kiistaton sääntö on vaatimus sauman kerroksille. Putkilla, joiden seinämän paksuus on 6 mm ja vähemmän - 2 kerrosta, seinämän paksuus yli 6 mm - 3 kerrosta.
Vastuullinen on sauman juurikerros. Sen on luotettavasti kiinnittävä kierrätettyjen putkien reunat ja muodostaa yhtenäinen käänteinen rulla, jonka vahvistus on 1-3 mm sauman sisäpinnalla. Se on sallittua nivelen erillisissä osissa, joiden pituus on enintään 50 mm (jokaisen 350 mm: n sauman osalta) vaimennuksen sauman juuren (meniscus) jopa 10-15% putkeinän paksuudesta. Juurikerroksen ulkopinnalla pitäisi olla sileä, hienoksi ja niillä on sileä pariliitos leikkauksen sivupinnoilla. Sauman ulkopinnan optimaalinen muoto voidaan suorittaa hiomakoneeksi ja pneumaattinen keräilijä ohjeiden vaatimusten mukaisesti.
Kun hitsausputket, joiden halkaisija on 1020 mm ja enemmän sauman juuren hitsauksen jälkeen, on suositeltavaa suorittaa juurikerroksen rehu putken sisäpuolelta niissä paikoissa, joissa ei ole juuritarjontaa ja välttämättä Liitäntäkehys (sisäpuolelta) Tähän tonttiin, joka hitsauksen aikana sauman ulkopuolella suoritettiin kattoasennossa. Suuren halkaisijan putkien kääntöliitosten manuaalisen hitsauksen avulla kaappi suoritetaan koko risteyksestä. Isäntä sauma tarjoaa juuren tarjoajan, sillä pitäisi olla pienikokoinen pinta, joka sujuvasti liittää putken sisäpinnalle ilman syötteitä ja muita vikoja. Hitsaussauman parannuksen tulisi olla vähintään 1 ja enintään 3 mm. Adheesio suoritetaan päätyypin elektrodilla, joiden halkaisija on 3-4 mm.
Sauman täyttökerrokset sulatetaan kunnolla toistensa kanssa ja laittavat kierrätettyjen putkien reunat. Jokaisen saumakerroksen jälkeen on tarpeen puhdistaa sauman pinta kuona.
Päällä olevalla saumalla on sileä ääriviiva ja pariliitos putken pinnan kanssa leikkaamalla ja muita näkyviä vikoja. Sauman parannuksen tulisi olla vähintään 1 ja enintään 3 mm. Hitsausleveys päällekkäin leikkausleveys 2-3 mm kussakin suunnassa.
Vaihdon lopussa hitsin on oltava täysin hitsattu. Tämä vaatimus johtuu siitä, että putki päivän aikana tapahtuu ympäristön lämpötilassa, mikä on erityisen merkittävää, kun vaihdat yöllä ja yöllä - päivän aikana. Lämpötilan muuttaminen aiheuttaa putkien esiintymisen ja hitsatut jännitykset, jotka voivat olla erittäin korkeat.
Jos risteys ei ole kokonaan, niin jännitteen sauman heikentyneessä poikkileikkauksessa voi ylittää saantolujuuden ja jopa aikakestävyyden sauman metallin hävittämiseksi ja liitokset romahtavat. Tämä tilanne on erityisen vaarallinen negatiivisissa ilman lämpötiloissa, kun metallin plastisuus pienenee.
Suositeltujen elektrodien tyypistä riippuen on kolme yleisimpiä hitsausjärjestelmiä: elektrodien yhteinen hitsaus, jossa on pääpinnoite, kaasuputkistoelektrodien liitoshitsaus, sauman juuren hitsaus ja kuuma kulku elektrodit Kaasun istutustyyppi ja täyttö- ja kasvokerros - elektrodit pääpinnoitteella.
Hitsauselektrodit, joissa on pääpäällyste, suoritetaan alhaalta ylöspäin poikittaisoskillien kanssa, jonka amplitudi riippuu liitäntäleikkauksen leveydestä. Flow-leveällä hitsausmenetelmällä kukin hitsaaja suorittaa spesifisen sauma-osan, jonka sijainti riippuu samana liitoksen samanaikaisesti toimivista hitsauksista. Suurilla läpimittaisilla putkilla niiden määrä voi tavoittaa neljä. Pääsääntöisesti, jos hitsaajat ovat kaksi, ne hitsataan pohjasta, nadirista ja siirtyvät kehän suuntaan (dialkellolla) 6-3-12 ja 6-9-12. Samanaikaisesti liitoksen kattoosassa lukko on siirrettävä 50-60 mm putken ympyrän alemmasta pisteestä. Kahdessa vierekkäisessä kerroksessa lukot on kiinnitettävä toisistaan \u200b\u200bvähintään 50-100 mm. Jos neljä hitsaajaa, ensimmäinen pari keitetään liitoksella (dial) 6-3 ja 6-9 ja toinen höyry on 3-12 ja 9-12.
Kuviossa 1 esitetään kahta kerrosta kahta kerrosta, kun hitsataan pohjalta ylöspäin päällystetyillä elektrodeilla. 3, a. Kaikki seuraavat parilliset kerrokset suoritetaan ensimmäisen kerroksen kaavion mukaisesti, kaikki jopa toisen kerroksen kaavan mukaan. Rooman numerot osoittavat sekvenssin yksittäisten saumaosien hitsaukseen. Riippuen spatialento Hitsaus Suositeltavat taulukossa 3 esitetyt nykyiset arvot.
Kun käytät päällystettyjä elektrodeja päätyyppillä, on sovellettava vain elektrodin brändin putkilinjan rakentamista varten.
Taulukko 3.
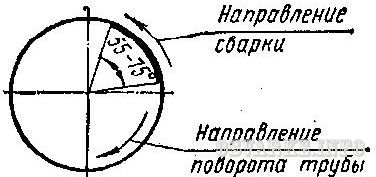
Kun käytät kaasun istutustyypin elektrodien, sauman juuren hitsaus suoritetaan ylhäältä alaspäin ilman värähtelyliikkeitä, jotka luottavat elektrodin päähän kierrellä putkien reunoihin. Hitsaus suoritetaan käänteisen tai suoran napaisuuden vakiovirralla vähintään 75V: n virtalähteen aivohalvauksella. Hitsausvirran arvot hitsauksen aikana elektrodeilla, joiden halkaisija on 3,25 mm, ei saa ylittää 100-110A; Kun hitsaamalla elektrodeja, joiden halkaisija on 4 mm alemmassa ja puoliksi proporisesti 120-160A, jäljellä olevissa asemissa 100-140A. Hitsausnopeus on säilytettävä alueella 16-22 m / h. Elektrodin kaltevuuden kulman muuttaminen 40 - 90 ° hitsausprosessissa hitsaaja säilyttää käsittelyikkunan, jossa on ristikkopuolinen reuna, jonka kautta se havaitsee reunojen sulamista.
Jäljelleiden vähentämiseksi hitsausjännitys sisään hitsattu nivel Ei-kääntöliitoksen kehä on jaettu symmetriseen, diametraalisesti vastakkaisiin alueisiin ja monikerroksinen hitsaus suoritetaan kuviossa 2 esitetyssä järjestyksessä. 4. Hitsausjännitysten ja muodonmuutoksen vähentämisen suurempi vaikutus antaa uusiutuvan hitsausmenetelmän ja leikkauksen samanaikaisen täytteen kaksi tai neljä hitsaajaa.
Kun hitsataan pienten halkaisijoiden putkistoista (jopa 530 mm), asennustöiden määrän vähentämiseksi kaivossa, sitä käytetään usein putkien osassa hitsaamalla liitosten kääntämällä 90 tai 180 °. Putki on jaettu ympärysmittaan neljään suunnilleen samalle pituukselle. Panimo-osia 1 ja 2 pyöritetään 90 ° hitsausalueille 3 ja 4 (kuvio 5). Sitten suoritetaan toinen kierros 90 °: lla, tuota osat 5 ja 6, 7 ja 8.
Toisessa tapauksessa osuuksien 1 ja 2 hitsauksen jälkeen (kuvio 6), sitä pyöritetään 180 °: lla osien 3 ja 4 hitsaamiseksi 90 °: n ja 180 °: n pyörimiseksi hitsausalueille 5 ja 6, 7 ja 8 vastaavasti.
Kuva.5. Hitsaus putkien kiertämällä 90 °: A - Ensimmäinen kerros, B - Toinen 1 ... 8 on järjestyskerrososien sekvenssi.
Kuvio 6. Hitsaus putkien pyörimisellä 180 °: A - Ensimmäinen kerros, B - Toinen, 1 ... 8 on järjestyskerrososien sekvenssi.
\u003d\u003e HTML [~ detaile_text_type] \u003d\u003e HTML \u003d\u003e Putkilinjan luokittelu
Riippuen putkilinjan toiminnallisesta tarkoituksesta, ne jaetaan: [~ esikatselu_text] \u003d\u003e putkilinjan luokittelu putkilinjan toiminnallisesta tarkoituksesta riippuen on jaettu: \u003d\u003e Teksti [~ esikatselu_text_type] \u003d\u003e Teksti \u003d\u003e [~ Detail_Picture] \u003d\u003e \u003d\u003e 12/15/2016 15: 16: 53 [~ TIMEAMP_X] \u003d\u003e 12/15/2016 15:16:53 \u003d\u003e 15.12.2016 [~ Active_from] \u003d\u003e 15.12.2016 \u003d\u003e / Uutiset / [~ List_Page_url] \u003d\u003e / Uutiset / \u003d\u003e / Uutiset / 115/40509 / [~ Detaile_Page_url] \u003d\u003e / Uutiset / 115/40509 / \u003d\u003e / [~ Lang_dir] \u003d\u003e / \u003d\u003e Tekhnologiya_svarki_truboprovoda [~ Koodi ] \u003d\u003e Teknologiya_svarkki_truboprovoda \u003d\u003e 40509 [~ ulkoinen_id] \u003d\u003e 40509 \u003d\u003e Uutiset [~ IBlock_type_id] \u003d\u003e Uutiset \u003d\u003e Uutiset [~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ news_s1 [~ iblock_exnal_id] \u003d\u003e clothes_news_s1 \u003d\u003e S1 [~ kansi ] \u003d\u003e S1 \u003d\u003e \u003d\u003e 15.12.2016 \u003d\u003e Array (\u003d\u003e putkilinjan hitsaustekniikka \u003d\u003e putkilinjan hitsaustekniikka \u003d\u003e Putkilinjan luokittelu putkilinjan toiminnallisesta tarkoituksesta, jaetaan: \u003d\u003e Technologist Putkilinjan hitsaus \u003d\u003e Putkilinjan hitsaustekniikka \u003d\u003e Putkilinjan luokittelu putkilinjan toiminnallisesta tarkoituksesta on jaettu: \u003d\u003e putkilinjan hitsaustekniikka \u003d\u003e Putkilinjan hitsaustekniikka \u003d\u003e Putkilinjan hitsaustekniikka \u003d\u003e Putkilinjan hitsaustekniikka \u003d \u003e Hitsaustekniikka putki \u003d\u003e putkilinjan hitsaustekniikka \u003d\u003e putkilinjan hitsaustekniikka \u003d\u003e putkilinjan hitsaustekniikka) \u003d\u003e array (\u003d\u003e) \u003d\u003e array () \u003d\u003e array (\u003d\u003e 1 [~ ID] \u003d\u003e 1 \u003d\u003e 02/15/2016 17:09:48 [~ TimesTamp_x] \u003d\u003e 02/15/2016 17:09:48 \u003d\u003e Uutiset [~ IBLOCK_TYPE_ID] \u003d\u003e Uutiset \u003d\u003e S1 [~ kansi] \u003d\u003e S1 \u003d \u003e Uutiset [~ koodi] \u003d\u003e Uutiset \u003d\u003e Press Center [~ Nimi] \u003d\u003e Paina Center \u003d\u003e Y [~ Active] \u003d\u003e Y \u003d\u003e 500 [~ Lajittele] \u003d\u003e 500 \u003d\u003e / Uutiset / [~ List_page_url] \u003d\u003e / Uutiset / \u003d\u003e # Site_Dir # / # Element_ID # / [~ detaile_page_url] \u003d\u003e # Site_dir # / Uutiset / # jakso_ID # / # element_id # / \u003d\u003e # Site_dir # / Uutiset / # Send_ID # / [~ coction_page_url] \u003d\u003e # Site_dir # / Uutiset / # jakso_ID # / \u003d\u003e [~ Kuva] \u003d\u003e \u003d\u003e [~ Kuvaus] \u003d\u003e \u003d\u003e Teksti [~ Kuvaus_Type] \u003d\u003e Teksti \u003d\u003e 24 [~ RSS_TTL] \u003d\u003e 24 \u003d\u003e Y [~ rss_active] \u003d\u003e y \u003d\u003e n [~ rss_file_active] \u003d\u003e n \u003d\u003e 0 [~ rss_file_limit] \u003d\u003e 0 \u003d\u003e 0 [~ rss_file_days] \u003d\u003e 0 \u003d\u003e N [~ rss_yandex_active] \u003d\u003e n \u003d\u003e clothes_news_s1 [~ xml_id] \u003d\u003e clothes_news_s1 \u003d\u003e [~ tmp_id] \u003d\u003e \u003d\u003e y [~ index_element] \u003d\u003e y \u003d\u003e y [~ index_section] \u003d\u003e Y \u003d\u003e n [ ~ Workflow] \u003d\u003e n \u003d\u003e n [~ bizproc] \u003d\u003e n \u003d\u003e l [~ osasto_Chooser] \u003d\u003e L \u003d\u003e [~ List_mode] \u003d\u003e \u003d\u003e S [~ Rights_mode] \u003d\u003e S \u003d\u003e n [~ OSALAINEN_PROPERTY ] \u003d\u003e N \u003d\u003e n [~ property_index] \u003d\u003e n \u003d\u003e 1 [~ versio] \u003d\u003e 1 \u003d\u003e 0 [~ Last_conv_element] \u003d\u003e 0 \u003d\u003e [~ socnet_group_id] \u003d\u003e \u003d\u003e [~ muokkaus_file_before] \u003d\u003e \u003d\u003e [~ Muokkaa_FILE_AFTER] \u003d\u003e \u003d\u003e Osat [~ osat_nimi] \u003d\u003e Osat \u003d\u003e Osa [~ osa_nimi] \u003d\u003e osa \u003d\u003e Uutiset [~ Elements_name] \u003d\u003e Uutiset \u003d\u003e Uutiset [~ Element_name] \u003d\u003e Uutiset \u003d\u003e [~ Canonical_page_url] \u003d\u003e \u003d\u003e clothes_news_s1 [~ ulkoinen_id] \u003d\u003e clothes_news_s1 \u003d\u003e / [~ lang_dir] \u003d\u003e / \u003d\u003e www.alfa-industry.ru [~ server_name] \u003d\u003e www.alfa-industry.ru) \u003d\u003e array (\u003d\u003e array (\u003d\u003e Array (\u003d\u003e 115 [id] \u003d\u003e 115 \u003d\u003e 2015-11-25 18:37:33 [~ TimesTamp_x] \u003d\u003e 2015-11-25 18:37:33 \u003d\u003e 2 [~ Modified_by] \u003d\u003e 2 \u003d\u003e 2015-09-29 20:10:16 [~ ~ date_create] \u003d\u003e 2015-09-29 20:10:16 \u003d\u003e 1 [~ Lähettänyt_BY] \u003d\u003e 1 \u003d\u003e 1 [~ iblock_id] \u003d\u003e 1 \u003d\u003e [~ ioblock_section_id] \u003d\u003e \u003d\u003e y [~ aktiivinen] \u003d\u003e y \u003d\u003e y [~ global_active] \u003d\u003e y \u003d\u003e 500 [~ lajitella] \u003d\u003e 500 \u003d\u003e tekniset artikkelit [~ nimi] \u003d\u003e Tekninen Artikkelit \u003d\u003e [~ Kuva] \u003d\u003e \u003d\u003e 27 [~ Left_margin] \u003d\u003e 27 \u003d\u003e 28 [~ Right_margin] \u003d\u003e 28 \u003d\u003e 1 [~ DEPTH_LEVEL] \u003d\u003e 1 \u003d\u003e [~ Kuvaus] \u003d\u003e \u003d\u003e Teksti [~ Kuvaus_Type] \u003d\u003e Text \u003d\u003e Tekniset artikkelit [~ SearchAble_Content] \u003d\u003e Tekniset artikkelit \u003d\u003e [~ koodi] \u003d\u003e \u003d\u003e 115 [~ xml_id] \u003d\u003e 115 \u003d\u003e [~ TMP_ID] \u003d\u003e \u003d\u003e [~ Detail_Picture ] \u003d\u003e \u003d\u003e [~ Socnet_group_id] \u003d\u003e \u003d\u003e / Uutiset / [~ List_page_url] \u003d\u003e / Uutiset / \u003d\u003e / Uutiset / 115 / [~ Sect Ion_page_url] \u003d\u003e / news / 115 / \u003d\u003e uutiset [~ iblock_type_id] \u003d\u003e uutiset \u003d\u003e uutiset [~ iblock_code] \u003d\u003e uutiset \u003d\u003e clothes_news_s1 [~ iblock_external_id] \u003d\u003e clothes_news_s1 \u003d\u003e 115 [~ external_id] \u003d\u003e 115 \u003d \u003e ARRAY (\u003d\u003e Tekniset artikkelit \u003d\u003e Tekniset artikkelit \u003d\u003e \u003d\u003e Tekniset artikkelit \u003d\u003e Tekniset artikkelit \u003d\u003e Tekniset artikkelit \u003d\u003e \u003d\u003e Tekniset artikkelit \u003d\u003e Tekniset artikkelit \u003d\u003e Tekniset artikkelit \u003d\u003e Tekniset artikkelit \u003d\u003e Tekniset artikkelit \u003d\u003e Tekniset artikkelit Artikkelit \u003d\u003e Tekniset artikkelit \u003d\u003e Tekniset artikkelit \u003d\u003e Tekniset artikkelit))) \u003d\u003e / Uutiset / 115 /)
Teknologiahitsausputket
Putkistojen luokittelu
Riippuen putkiston toiminnallisesta tarkoituksesta jaettu:
Kalastusputket
Pääputket
Pari ja kuuma vesiputket
Teknologiset putkistot
Kaasun syöttöputket (jakelu)
Vesihuolto ja jätevesi
Merkittävä määrä terästä, jota käytetään putkien valmistukseen ja eri tarkoitusten putkistojen rakentamiseen, on käytössä vähähiilisellä ja matala-seosterällä, joiden saantolujuus on enintään 500 MPa.
Koska putkihitsauksen tekniset prosessit ilmoitetuista teräksistä eri tarkoitusten putkistojen rakentamisen aikana lähes vähän eroaa toisistaan, ja hallitsevat sääntely- ja tekniset asiakirjat, joita sovelletaan erimielisyyksiin vain reunojen, yleiskokouksen, laadun vaatimusten vaatimuksissa Hitsatuista nivelistä ja testauksesta voimaa ja tiukkuusta ja tiukkuusta tulevaisuudessa tarkastelemme valmistusprosessin yleisiä määräyksiä esimerkissä putkilinjojen pää- ja jakeluputkistoista.
Hitsausmenetelmät putkistojen
Hitsausputkia koskevat menetelmät luokitellaan lämpö-, termomekaanisiksi ja mekaanisiksi. Lämpömenetelmiä ovat kaikenlaiset sulatushitsaus (kaari, kaasu, plasma, elektronipalkki, laser jne. Hitsaustyypit. Termomekaaninen luokka sisältää teurastajan kosketushitsaus, magneettisesti ohjatun kaaren hitsaus. Mekaaniset menetelmät sisältävät kitkan ja räjähdyksen Hitsaus.
On olemassa menetelmiä putkilinjojen hitsaamiseksi energiankuljettajien tyypin mukaan (kaari, kaasu, plasma, laser jne.); Yhdisteen (vapaan tai pakotetun hitsan muodostumisen muodostumisen edellytysten mukaan; hitsausvyöhykkeen suojelemiseksi (Flux, suojakaasuissa käyttäen itse suojaava elektrodijää, jne.); Prosessin mekaanisuuden ja automaation (manuaalinen, koneistettu, automatisoitu ja robotti) mukaan.
Pääputkistojen hitsaamiseksi kaarihitsausmenetelmät olivat yleisimpiä. Yli 60% moottoriteillä olevista nivelistä on hitsattu automaattisen kaarihitsauksen alapuolella. VUODEN ARC-hitsausta käytetään vain tapauksissa, joissa on kyky kiertää liitosta. Flugin putkistojen hitsaus käytetään pääasiassa kahden ja kolmen putken osan valmistuksessa, joiden halkaisija on 219 ... 1420 mm. Kun koneistettujen menetelmien käyttö on mahdotonta, käytetään manuaalista kaarihitsausta.
Manuaalinen kaarihitsaus suoritetaan erilaisilla risteyksessä - alempi, pystysuora ja katto. Hitsausprosessissa siirrä elektrodi manuaalisesti liitäntäkehän ympärille 8 ... 20 m / h nopeudella.
Suojakaasuhitsauksessa on lajikkeita: suojaavan kaasun hitsauksen mukaan inerttien kaasujen (argon, helium, niiden seos), aktiivisissa kaasuissa (CO2, typpi, vedy), hitsaus inerttien ja aktiivisten kaasujen seoksessa (Ag + CO2; AG + CO2 + O2; elektrodin tyypin - sulaminen ja kompensoitu (volframi) elektrodi; Mekanisointiin, manuaaliseen, koneistetun ja automaattisen hitsauksen asteen mukaan. ARC-hitsausta suojakaasuissa käytetään putkilinjan hitsaamiseen eri paikkatietoihin. Manuaalisen hitsauksen nopeus 8 ... 30 m / h, koneistettu ja automatisoitu 20 ... 60 m / h. Putkilinjan hitsaamiseksi käytetään koneistetun hitsauksen menetelmää, jossa on pakko-saumanmuodostusta, jossa suojaustoiminnot suoritetaan jauhemaisilla komponenteilla, jotka täyttävät lankakuoren. Kun hitsaushaude kiteytyy, ulompi muodostuslaite ja hitsauspää siirretään pitkin liitäntäkehää alhaalta ylöspäin 10 ... 20 m / h nopeudella. Laserhitsaus, jossa on putkisto, jossa energiakantaja toimii lasersäteen. Laserhitsauksen nopeus on jopa 300 m / h.
Kun liität kontaktihitsauksen jatkuvalla sulamisella, prosessi tapahtuu automaattisesti tietyn ohjelman mukaisesti. Yhden putkien liitoksen hitsauksen kesto 1420 mm: n halkaisijaltaan on 3 ... 4 min, yhden liitoksen hitsausjakso putkistojen rakentamisen aikana -10 ... 15 min.
Magneettisesti ohjatun kaaren (tai Arcontact-hitsauksen) automaattinen hitsaus eroaa puskusta kosketushitsauksesta lämmittämällä reunat. Arcontact-hitsauksessa lämmitys suoritetaan kaarella, joka pyörii magneettikentän kierrätettyjen putkien reunojen varrella suurella nopeudella. Tätä hitsausmenetelmää käytetään pienten putkistojen (114 mm: n) halkaisijaan.
Pää- ja jakeluputkien rakentamisessa käytetyt sääntelyasiakirjat
Tärkein sääntelyasiakirja, joka koskee yleiskokous- ja hitsaustöiden täytäntöönpanoa koskevia sääntöjä CIS: n putkistojen rakentamisen aikana "rakennusstandardeja ja sääntöjä", joiden perusteella "Yhteenvetosäännöt hitsaustyön ja hitsausten laadunvalvonnan tuottamisesta "SP 105-34-96 sekä Snip 3.05.02.88" Kaasuputket ". Nämä asiakirjat antavat hitsaajien määräysten ja toleranssien valvonnan säännöt, putkien valmistamista koskevat säännöt, putkien muokkaamisen, korjaamisen ja hylkäämisen edellytykset, eri putkien kokoonpanoa ja putkilinjan vahvistamista Hitsausmenetelmät ja sääolosuhteet on määritelty suoritettaessa radalla, sääntelyasiakirjat säätelevät suositeltujen hitsausmateriaalien käyttöä sekä normeja ja sääntöjä hitsattujen putkistojen valvomiseksi, niiden keventämisen ja korjauksen edellytykset.
Näiden leikkausten tärkeimpien säännösten kehittämisessä kehitettiin hitsausputkistoja (VNI 066-89 ja LBN A.3.1.-36-3-96 ja menetelmä hitsattujen liitosten ohjaamiseksi (VN 012-88) . Nämä ohjeet säätelevät: Teknologian käsintehtävän ja automaattisen kaaren hitsauksen tärkeimmät säännökset, sekä putket, joissa on sulku- ja jakeluputkisto, jonka läpimitta on 14 - 1420 mm, paksuus Seinämä, joka on 1 - 26 mm, joka on suunniteltu yli 7,5 MPa; hitsattujen liitosten hallinta ja niiden korjaus; turvallisuus ja tuotannon saniteetti. Näiden ohjeiden mukaan se voi hitsata putket teräksestä, jossa on sääntelyajan vastustuskyky 590 MPa Inclusive . Ohjeissa esitetään putkistohitsauksen tekniset piirteet käyttäen manuaalisia kaarejahitsaustekniikoita, automaattinen hitsaus fluxissa, automaattisen hitsauksen suojakaasujen ympäristössä ja jauhejohdossa pakkovedellä. Ohjeita ei sovelleta hitsaukseen erikoiskäyttöisiin putkistoihin (ammoniakki, etyleeni, etanoli, hiilidioksidi jne.), Samoin kuin Corroorrooraktiivisten tuotteiden putkistot.
Ulkomailla putkilinjojen rakentaminen ohjaa kansalliset ja kansainväliset standardit (taulukko 1), joista Ari 1104, Ari 5D ja CS 4515 käyttävät suosituimpia putkilinjan hitsattujen liitosten laadun mukaan. Standardi ISO 8517 ja Euroopan standardi EN 25817.
pöytä 1
Putkien vaatimukset
Trunk- ja jakelukaasuputkien rakentamiseksi käytetään teräs saumattomia sähköhitsauksia mansikoita ja spiraaleja. Putket, joiden läpimitta on jopa 1020 mm, on valmistettu rauhallisista ja puolivalaisimista alhaisen seosteosten teräksistä, putket, joiden läpimitta on jopa 1420 mm - alhaisen seostetuista teräksistä termisesti parantuneessa tai termomekaanisesti kovetetussa tilassa. Vain matalapaineiden jakelukaasuputkistoihin (jopa 0,005 MPa), on sallittua käyttää putkia kiehuvilta hiiliderkkeihin.
CIS-putkissa käytetään GOST 8731: n kanssa ... GOST 8734 -ryhmät B sekä asiaankuuluvat tekniset ja taloudelliset perustelut - GOST 9567: n mukaan; Teräs sähköhitsausputket - GOST 20295: n mukaisesti putkille, joilla on ehdollinen halkaisija (DF) 800 mm: n mukaan. Putken DU\u003e 800 mm: n tekniset edellytykset kehitetään erityisiä teknisiä ehtoja, joissa jäljempänä esitetyt vaatimukset on sisällytettävä.
Valmis putket on merkitty, koputtaa leimat (kylmä leimaus) 250-500 mm: n etäisyydellä putken päistä seuraavat tiedot: valmistajan tavaramerkki tai nimi; Teräs- tai sen ehdollinen nimitys; Putkenumero; Teknisen valvonnan leima; Valmistusvuosi. Tontti tarttuminen on selvästi jaettu maali. Lisäksi sen halkaisija ja seinämän paksuus osoittavat putken vihjeessä.
Tuontiputket valmistetaan pääasiassa American Oil Institute (ARI), kuten: AII-5 I (saumattomia ja suorat putket), AII-513 (spiraaliputket eri putkistoille) AII-51x (putket Korkeapaineputket).
Näiden standardien mukaan putken teräs yhdistetään ryhmiin saantolujuuteen. Jokainen teräsryhmä, jolla on samat saantolujuusarvot tuhansina kiloina 1 neliömetriä kohden M. Näiden standardien mukaan teräsryhmät ovat: X-42, X-46, X-52, X-56, X-60, X-65, X-70, jonka vastustuskyky vastustaa 414 - 565 MPa. ARI-standardit Mekaanisten ominaisuuksien lisäksi säätelevät putkien valmistusprosessia, teräksen kemiallisen koostumuksen, massan, massan ja pituuden, paineen hydraulisten testien aikana valmistusprosessin aikana, ei-tuhoisat testausmenetelmät, joita käytetään putkien korjausolosuhteiden valmistus jne. ARI-standardin mukaisen putken nimeäminen koostuu putkien putkien nimistä, ARI: n monogrammit (tavaramerkki tarkoittaa, että tämä putki on valmistettu ARI: n vaatimusten mukaisesti), putken koko on tuumaa , Putken yhden jalan massa, teräksen ja valmistuksen tyyppi (S-best, e - hitsatut putket, SW-spiraaliset putket, P-putket, joissa on pituussuuntainen sauma, hitsaamalla painamalla menetelmät) , teräksen tyyppi (E - Steel roiskuu sähköisenä, M - korkean lujuuden alhaisen seosteräs teräs), oireet lajit (nm -ormalisointi tai normalisointi ja lomalla, ei - kovettuminen ja loma, NS-korkea loma). Merkintä suoritetaan pysyvällä maalilla. Pääputkien putket on valmistettu teräksistä, joiden saanto lujuus suhde repeytyksen ajan kuluessa: 0,75 - vähähiilisten teräksiin; 0,8 - alhaisille seostetuille normalisoituneille teräksille; 0,85 - dispersion-kovettumiseen normalisoituja ja termisesti parannettuja teräksiä; 0,9 - valvotun valssauksen teräksille.
Hitsauksen putkien reunojen valmistus
Ennen hitsauksen ja asennuksen aloittamista on varmistettava, että putkistoja ja putkistoja käytetään laatutodistuksia ja noudattavat hankkeen teknisiä edellytyksiä niiden toimittamiselle. Putkien ja yksityiskohtien on läpäistävä panosohjaus asiaankuuluvien standardien ja teknisten edellytysten vaatimusten mukaisesti.
Putkien ja liitososien päät on oltava käytetyistä hitsausprosesseista vastaavien viisteiden reunojen muodossa ja mitat. Niiden epäjohdonmukaisuuksilla on sallittu raideleiden reunojen mekaaninen käsittely. Pienien halkaisijoiden putket (enintään 520 mm) on mahdollista käyttää polkuja, puoliskoja, putkileikkureita ja hiomakoneita. Orbital-jyrsintäkoneet, hydrakkausleikkaus- ja hiontakoneita käytetään suurille halkaisijoille. Joissakin tapauksissa silloin, kun käämiä tai suorituskykyä syötetään, lämpömenetelmien käyttö reunojen valmistamiseksi, kuten:
a) Kaasu hapen leikkaus myöhemmillä mekaanisilla strippausreunoilla hioma-ympyrässä syvyyteen 0,1 ..0,0 mm;
b) Ilmaplasman leikkaus myöhemmällä koneistuksella jopa 1 mm: n syvyyteen - reunan kyllästyksen vuoksi typen (kun käytetään argonia plasmanmuodostuskaasuna, mekaanista käsittelyä ei tarvita); c) Ilma-kaaren leikkaus myöhemmällä asetuksella 0,5 mm: n syvyyteen (reunat);
d) Rift ja leikkaus ANR-2M: n, ANR-3: n tai OK.21.03: n erityisten elektrodien kanssa, minkä jälkeen mekaanista käsittelyä ei tarvita.
Ennen kuin asennat putket, on välttämätöntä puhdistaa putkien sisäinen ontelo maaperästä, likaisesta lumesta, ja myös putkien reunan ja sisä- ja ulkopinnan puhdistaminen ja liitososat leveydelle leveydelle Vähintään 10 mm.
Putken vieressä olevien ulkoisten tehtaan saumien lujittaminen hitsattaviksi, on suositeltavaa olla täytetty noin..d5 mm etäisyydellä vähintään 10 mm: n päässä.
Kaikki putket tulevat radalle kasveista, joiden leikkausreunat on tarkoitettu manuaaliseen kaarihitsaukseen päällystetyillä elektrodeilla. Tämä leikkaus (kuvio 1, A) on halkaisijaltaan putkille, joiden seinämän paksuus on yli 4 mm kulman reunojen reunojen reunojen ja tylsä \u200b\u200b1-2,6 mm. Seinämän paksuus 16 mm ja suurempien halkaisijoiden putket voidaan toimittaa yhdistettynä leikkausreunalla kuvion 2 mukaisesti. 1, b.
Koko riippuu seinän paksuudesta ja on:
7 mm - putken seinän paksuus 15 ... 19 mm
8 mm - putken seinämän paksuus 19 ... 21,5 mm
10 mm - putken seinän paksuus 21,5 ... 26 mm.
Kuva. 1. Putkien leikkausreunat manuaalisen kaarihitsaukseen (A, B), Automaattinen hitsaus suojakaasujen ympärillä (B), Automaattinen hitsaus Flux (G, D, E, G) ja jauhejohdosta pakotetulla muodostumisella ( A, b).
Putkistoja du 1000 mm ja ohi, kun laitteen juuren sauman laite on varustettu sisäpuolelta, suositellaan kuviossa 1 esitettyä leikkausta. Jakeluputkistojen rakentamisen aikana putkien manuaalinen kaarihitsaus ilman leikkaamista reunoja, joiden seinämän paksuus on enintään 4 mm. Lisäksi putkistoille, joiden läpimitta on jopa 152 mm, on mahdollista käyttää kaasuhitsausta (ilman leikkausreunoja - enintään 3 mm ja yksipuolinen reunat - jopa 5 mm).
Erotusputkien liittäminen radalla on sallittu ilman ylimääräistä reunan käsittelyä:
Seinämän paksuudelle enintään 12,5 mm, jos paksuusero ei ylitä 2 mm;
Seinien paksuus yli 12,5 mm, jos paksuusero ei ylitä 3 mm. Tällöin järkyttävät reunat eivät ole sallittuja.
Putkien tai putkien liittäminen sulku- ja jakeluvalmisteen kanssa suuremmalla seinämän paksuudella suoritetaan levittämällä tehtaan valmistuksen transienttien tai inserttien välityselementtien väliin vähintään 250 mm .
Se voi suorittaa suorat putkien tai putkien suoran kokoonpanon ja hitsauksen putkistoilla eri tavoin jopa 1,5 paksuudella, jossa on erityinen käsittely paksumpi putken tai osan pinnan päähän (kuvio 2, A). Useiden putkien iskujen hitsaus ei ole sallittua.
Putkien suora liitäntä sulku- ja jakeluvalmisteella on ratkaistu tilalla, jos vahvistuksen asennuksen paksuus ei ylitä putkeinän paksuutta vahvistusputken valmistuksessa (kuvio 2, b ). Tämän valmisteen on toteutettava toimittaja.
Kuva. 2. Putkien ja osien hitsaaminen eri seinämän paksuuden hitsaukseen.
Putken kokoonpanovaatimukset
Rakentaa putkien nivelten pitäisi taata:
Kohtisuorassa liitokseen putkilinjan akseliin. Poikkeama kohtisuoskaluista ei saa ylittää 2 mm;
yhdenmukaisuus aukon kehän ympärillä, joka on kyseisten standardien ja ohjeiden mukaisten arvojen rajoissa;
Universaalisten kuvioiden siirtämisen vähimmäisarvo, joka ei ylitä sallittuja arvoja (tärkeimmät putkistot - 0,2 seinämän paksuus, mutta enintään 3 mm jakelu - (0,15 seinämän paksuus + 0,5 mm );
Pitkittäisten tehtaan saumien sekoittaminen suhteessa toisiinsa vähintään 100 mm: n etäisyydellä, jonka läpimitta on yli 100 mm ja 1/3 ympyrän pituudesta - putkille, joiden halkaisija on alle 100 mm. Näiden vaatimusten suorittamisen teknisen mahdottomuuden tapauksessa hitsausyhdisteen ylimääräinen ultraäänivalvonta on määrätty liitoksen tähän osaan.
Suurten halkaisijoiden putkien valmistuksessa Sylinterin kotelot soveltuvat seuraaviin kokoonpanotyyppeihin ja hitsaukseen - "Kotelon kuoren kokoonpano ja hitsaus".
Esikuumennus
Esikuumennus on yksi tärkeimmistä teknologisista toiminnoista, joiden avulla voit säätää lämpöhitsausjaksoa. Tiedetään, että hitsatun liitoksen rakenne ja ominaisuudet määritetään suurelta osin metallin jäähdyttämisen nopeudella 800-500 ° C: n lämpötila-alueella (austeniitin alhaisin resistenssi). Suurilla jäähdytysnopeuksilla martensiittityyppisten laitteistorakenteiden muodostuminen on mahdollista, joilla on suuri lujuus ja alhainen pehmitys sekä taipumus muodostaa kylmät halkeamat. Tämä pätee erityisesti alhaisiin seostettuihin teräksiin, joissa on hiilen ekvivalentti 0,43% ja korkeampi. Nämä teräs tuli erittäin herkiksi lämpösyklin toiminnalle, keskittyijöille ja lämpövaikutusvyöhyke on altis haurisointiin. Nämä ilmiöt näkyvät selvästi manuaalisella kaarihitsauksella, kun GVT-metallin jäähdytysnopeus voi saavuttaa 70 ° C / s. Putken seinän tietyn paksuuden avulla säädä lämpövaikutusvyöhykkeen jäähdytysnopeutta esilämmityksen liitosreunojen alkuvaiheessa. Se on erityisen tärkeää, kun hitsataan sauman juurella, kun jäähdytysnopeus on maksimaalinen verrattuna muiden saumakerrosten hitsaukseen, soutuhitsausenergia vähenee (hitsausnopeus tällaisilla elektrodeilla kahdesti elektrodien hitsausnopeus Tärkeimmät pinnoite) ja kasvatti kylmän halkeamien taipumuksen ja muodostumisen, jotta voidaan lisätä diffuusioveden pitoisuutta hitsausmetallissa. Alustava lämmitys paitsi vähentää kovettumisrakenteiden muodostumisen todennäköisyyttä GVT: ssä, mutta luo myös ehtoja diffuusioveden aktiiviselle evakuoimiseksi hitsausmetallilta ja määritetystä vyöhykkeestä. Mikä puolestaan \u200b\u200blisää hitsattujen yhdisteiden resistanssia kylmien halkeamien muodostumista, varsinkin kun käytät elektrodeja selluloosapäällysteellä, kun sauman vetypitoisuus voi saavuttaa 50 mm / 100 g hitsausmetallia kohden.
Esikuumennin lämpötila valitaan riippuen kemiallisesta asemasta (hiilen ekvivalentilla), putkikoneiden paksuus, ympäristön lämpötila ja elektrodipinnoite tyyppi. Näitä parametreja säännellään yleensä asianomaisilla standardeilla ja teknisillä ohjeilla. Joten esimerkiksi CIS: llä ohjataan VNC 066-89 (taulukko 2). Kun hitsaamalla elektrodeja selluloosapäällysteellä, esikuumennin lämpötila kasvaa 75 ° C: lla.
Taulukko 2
Ulkomailla, usein lämmityksen valinnassa, toimivat hitsattujen liitosten halkeamista, joka määritetään kaavan Ito-beesio:
missä: [n] - diffuusioveden pitoisuus, mm / 100 g;
T - hitsauslevyjen paksuus, mm. Lämmityslämpötila määritetään empiirisellä kaavalla:
(° C) TP.P \u003d 1440 RCM - 392.
Alustava ja tarvittaessa oheinen lämmitys olisi suoritettava lämmityslaitteilla (kaasulla tai sähköisellä), jolloin metallien yhtenäinen lämmitys koko hitsatun liitoksen ympärysmitta. Putken kuivausvyöhykkeen leveys kuhunkin suuntaan sauman tulee olla vähintään 75 mm.
Alustavan ja samanaikaisen lämmityksen lämpötila, kun putket (tai putket osalla) on kytketty eri teräskerroksista tai erilaisella seinämän paksuudella, joka on lämmitettävä eri lämpötiloissa, asetetaan maksimiarvoon.
Manuaalisen kaarihitsauksen tekniikka ja tekniikka
Lähes 60% hitsaustyöstä putkilinjojen rakentamisen aikana Manuaalinen kaarihitsaus. Tämä on osioiden tai yksittäisten putkien liitäntä jatkuvaan kierteeseen, siirtymien hitsaus luonnollisilla ja keinotekoisilla esteillä, jäykkäjen, hitsauskäämien, nosturin solmujen, hanat jne.
Manuaalisen kaarihitsauksen tekniikka määritetään ensisijaisesti putkien materiaalilla hitsaus. Riippuen teräksestä valmistetusta teräksestä ja käyttöolosuhteista, valitaan hitsausmateriaalit. Sen jälkeen vahvistamme teknologia- ja hitsaustekniikoita sekä työn järjestämisjärjestelmää, kun se ohjaa tietyn putkilinjan rakentamisen tahti. Hitsausmateriaalien osalta hitsaustekniikka riippuu putken seinän halkaisijasta ja paksuudesta.
Trunk- ja jakeluputkien rakentamisen kiistaton sääntö on vaatimus sauman kerroksille. Putkilla, joiden seinämän paksuus on 6 mm ja vähemmän - 2 kerrosta, seinämän paksuus yli 6 mm - 3 kerrosta.
Vastuullinen on sauman juurikerros. Sen on luotettavasti kiinnittävä kierrätettyjen putkien reunat ja muodostaa yhtenäinen käänteinen rulla, jonka vahvistus on 1-3 mm sauman sisäpinnalla. Se on sallittua nivelen erillisissä osissa, joiden pituus on enintään 50 mm (jokaisen 350 mm: n sauman osalta) vaimennuksen sauman juuren (meniscus) jopa 10-15% putkeinän paksuudesta. Juurikerroksen ulkopinnalla pitäisi olla sileä, hienoksi ja niillä on sileä pariliitos leikkauksen sivupinnoilla. Sauman ulkopinnan optimaalinen muoto voidaan suorittaa hiomakoneeksi ja pneumaattinen keräilijä ohjeiden vaatimusten mukaisesti.
Kun hitsausputket, joiden halkaisija on 1020 mm ja enemmän sauman juuren hitsauksen jälkeen, on suositeltavaa suorittaa juurikerroksen rehu putken sisäpuolelta niissä paikoissa, joissa ei ole juuritarjontaa ja välttämättä Liitäntäkehys (sisäpuolelta) Tähän tonttiin, joka hitsauksen aikana sauman ulkopuolella suoritettiin kattoasennossa. Suuren halkaisijan putkien kääntöliitosten manuaalisen hitsauksen avulla kaappi suoritetaan koko risteyksestä. Isäntä sauma tarjoaa juuren tarjoajan, sillä pitäisi olla pienikokoinen pinta, joka sujuvasti liittää putken sisäpinnalle ilman syötteitä ja muita vikoja. Hitsaussauman parannuksen tulisi olla vähintään 1 ja enintään 3 mm. Adheesio suoritetaan päätyypin elektrodilla, joiden halkaisija on 3-4 mm.
Sauman täyttökerrokset sulatetaan kunnolla toistensa kanssa ja laittavat kierrätettyjen putkien reunat. Jokaisen saumakerroksen jälkeen on tarpeen puhdistaa sauman pinta kuona.
Päällä olevalla saumalla on sileä ääriviiva ja pariliitos putken pinnan kanssa leikkaamalla ja muita näkyviä vikoja. Sauman parannuksen tulisi olla vähintään 1 ja enintään 3 mm. Hitsausleveys päällekkäin leikkausleveys 2-3 mm kussakin suunnassa.
Vaihdon lopussa hitsin on oltava täysin hitsattu. Tämä vaatimus johtuu siitä, että putki päivän aikana tapahtuu ympäristön lämpötilassa, mikä on erityisen merkittävää, kun vaihdat yöllä ja yöllä - päivän aikana. Lämpötilan muuttaminen aiheuttaa putkien esiintymisen ja hitsatut jännitykset, jotka voivat olla erittäin korkeat.
Jos risteys ei ole kokonaan, niin jännitteen sauman heikentyneessä poikkileikkauksessa voi ylittää saantolujuuden ja jopa aikakestävyyden sauman metallin hävittämiseksi ja liitokset romahtavat. Tämä tilanne on erityisen vaarallinen negatiivisissa ilman lämpötiloissa, kun metallin plastisuus pienenee.
Suositeltujen elektrodien tyypistä riippuen on kolme yleisimpiä hitsausjärjestelmiä: elektrodien yhteinen hitsaus, jossa on pääpinnoite, kaasuputkistoelektrodien liitoshitsaus, sauman juuren hitsaus ja kuuma kulku elektrodit Kaasun istutustyyppi ja täyttö- ja kasvokerros - elektrodit pääpinnoitteella.
Hitsauselektrodit, joissa on pääpäällyste, suoritetaan alhaalta ylöspäin poikittaisoskillien kanssa, jonka amplitudi riippuu liitäntäleikkauksen leveydestä. Flow-leveällä hitsausmenetelmällä kukin hitsaaja suorittaa spesifisen sauma-osan, jonka sijainti riippuu samana liitoksen samanaikaisesti toimivista hitsauksista. Suurilla läpimittaisilla putkilla niiden määrä voi tavoittaa neljä. Pääsääntöisesti, jos hitsaajat ovat kaksi, ne hitsataan pohjasta, nadirista ja siirtyvät kehän suuntaan (dialkellolla) 6-3-12 ja 6-9-12. Samanaikaisesti liitoksen kattoosassa lukko on siirrettävä 50-60 mm putken ympyrän alemmasta pisteestä. Kahdessa vierekkäisessä kerroksessa lukot on kiinnitettävä toisistaan \u200b\u200bvähintään 50-100 mm. Jos neljä hitsaajaa, ensimmäinen pari keitetään liitoksella (dial) 6-3 ja 6-9 ja toinen höyry on 3-12 ja 9-12.
Kuviossa 1 esitetään kahta kerrosta kahta kerrosta, kun hitsataan pohjalta ylöspäin päällystetyillä elektrodeilla. 3, a. Kaikki seuraavat parilliset kerrokset suoritetaan ensimmäisen kerroksen kaavion mukaisesti, kaikki jopa toisen kerroksen kaavan mukaan. Rooman numerot osoittavat sekvenssin yksittäisten saumaosien hitsaukseen. Hitsauksen paikkayksiköstä riippuen nykyiset arvot suositellaan taulukossa 3.
Kun käytät päällystettyjä elektrodeja päätyyppillä, on sovellettava vain elektrodin brändin putkilinjan rakentamista varten.
Taulukko 3.
Kun käytät kaasun istutustyypin elektrodien, sauman juuren hitsaus suoritetaan ylhäältä alaspäin ilman värähtelyliikkeitä, jotka luottavat elektrodin päähän kierrellä putkien reunoihin. Hitsaus suoritetaan käänteisen tai suoran napaisuuden vakiovirralla vähintään 75V: n virtalähteen aivohalvauksella. Hitsausvirran arvot hitsauksen aikana elektrodeilla, joiden halkaisija on 3,25 mm, ei saa ylittää 100-110A; Kun hitsaamalla elektrodeja, joiden halkaisija on 4 mm alemmassa ja puoliksi proporisesti 120-160A, jäljellä olevissa asemissa 100-140A. Hitsausnopeus on säilytettävä alueella 16-22 m / h. Elektrodin kaltevuuden kulman muuttaminen 40 - 90 ° hitsausprosessissa hitsaaja säilyttää käsittelyikkunan, jossa on ristikkopuolinen reuna, jonka kautta se havaitsee reunojen sulamista.
Hitsatun liitoksen jäljellä olevien hitsausjännitteiden vähentämiseksi ei-heijastavan liitoksen kehä jaetaan symmetriseen, diametraalisesti vastakkaisiin alueisiin ja monikerroksinen hitsaus suoritetaan kuviossa 2 esitetyssä järjestyksessä. 4. Hitsausjännitysten ja muodonmuutoksen vähentämisen suurempi vaikutus antaa uusiutuvan hitsausmenetelmän ja leikkauksen samanaikaisen täytteen kaksi tai neljä hitsaajaa.
Kun hitsataan pienten halkaisijoiden putkistoista (jopa 530 mm), asennustöiden määrän vähentämiseksi kaivossa, sitä käytetään usein putkien osassa hitsaamalla liitosten kääntämällä 90 tai 180 °. Putki on jaettu ympärysmittaan neljään suunnilleen samalle pituukselle. Panimo-osia 1 ja 2 pyöritetään 90 ° hitsausalueille 3 ja 4 (kuvio 5). Sitten suoritetaan toinen kierros 90 °: lla, tuota osat 5 ja 6, 7 ja 8.
Toisessa tapauksessa osuuksien 1 ja 2 hitsauksen jälkeen (kuvio 6), sitä pyöritetään 180 °: lla osien 3 ja 4 hitsaamiseksi 90 °: n ja 180 °: n pyörimiseksi hitsausalueille 5 ja 6, 7 ja 8 vastaavasti.
Kuva.5. Hitsaus putkien kiertämällä 90 °: A - Ensimmäinen kerros, B - Toinen 1 ... 8 on järjestyskerrososien sekvenssi.
Kuvio 6. Hitsaus putkien pyörimisellä 180 °: A - Ensimmäinen kerros, B - Toinen, 1 ... 8 on järjestyskerrososien sekvenssi.

