Nivelet Haastattelu asiantuntijan kanssa
24.09.2016 , 10:32
Selkä- ja nivelongelmat - suora polku vammaisuuteen! Kuinka pelastaa itsesi ja unohtaa kipu, sanoo lääketieteellinen tohtori, professori Sergei Mihhailovich Bubnovsky
2015-10-25Toimittajalta: Tilastojen mukaan joka kahdeksas Venäjän kansalainen kärsii osteokondroosista, useista niveltaudeista (artroosi, niveltulehdus, radikuliitti). Vaikuttaa siltä, \u200b\u200bettä ei ole kohtalokasta, mutta ... Ensinnäkin potilaiden ei tarvitse elää, vaan olla olemassa. Ja vasta sitten liikkuvuuden rajoituksen takia esiintyy samanaikaisia \u200b\u200bsairauksia, kuten tyrä, aineenvaihduntahäiriöt ja kyvyttömyys kävellä. Kysyimme lääketieteiden tohtorilta, professori Bubnovsky -tapahtumalta Sergei Mihailovichilta, kuinka päästä eroon tuki- ja liikuntaelinten ongelmista ja tulla terveeksi henkilöksi
Hei, Sergei Mikhailovich. Kerro minulle: Onko totta, että sellaiset ensi silmäyksellä kuolemaan johtamattomat sairaudet, kuten radikuliitti ja osteokondroosi, voivat aiheuttaa vakavampia sairauksia? Ja onko totta, että joka kahdeksas venäläinen on sairas?
Hyvää iltapäivää, Irina. Osteokondroosista ja radikuliitista eivät kuole. Mutta on yksi tärkeä seikka - jos niitä ei hoideta, kimppu samanaikaisia \u200b\u200bsairauksia ilmestyy kirjaimellisesti kuuden kuukauden kuluessa. Tähän sisältyy painonnousu ja selkärangan kaarevuus sekä aineenvaihduntahäiriöt. Ja pahinta on se, että viimeisissä vaiheissa nivelet syöpään johtavat kasvaimet.
Esimerkiksi, ilman hoitoa, tyrä voi muuttua pahanlaatuiseksi kasvaimeksi. Kyllä, sitä voidaan käyttää, mutta ... Se on takana. Voit pysyä poissa käytöstä.
Tietoja tilastoista: valitettavasti kyllä \u200b\u200b- yli 50% Venäjän väestöstä kärsii yhteensä osteokondroosista ja radiculitista. Ja mikä pahinta, tämä sairaus on nuorempi. Jos aikaisemmat 40-vuotiaat ja sitä vanhemmat ihmiset hakevat hoitoa, nyt nuoret ovat alkaneet tulla.
Siksi, jos selkä, niska tai nivelet alkavat vahingoittaa, sinun ei pidä katsoa kaikkea väsymykseksi. Todennäköisesti yksi näistä sairauksista on tavoittanut sinut.
- Mitä tehdä tällaisessa tilanteessa?
Vastaukseni on - kohdellaan. Vain tällä on kaksi ongelmaa.
Ensinnäkin: useimmissa sairaaloissa ei ole erikoistuneita reumatologeja ja kirurgeja, jotka pystyisivät diagnosoimaan ja määräämään hoidon ajoissa.
Toiseksi: pienkaupunkien reumatologit-kirurgit eivät usein syventyvät ongelman ytimeen, koska näitä sairauksia pidetään kroonisina eikä vaarallisina. He vain määräävät kivut poistavat geelit ja suosittelevat harjoitusten tekemistä. Toisin sanoen ihminen jätetään yksin ongelmansa ja kivunsa kanssa.
Tietenkin, instituutti henkilökohtaisesti, ryhmäni ja minä yritämme ratkaista tilanteen. Mutta valitettavasti emme voi antaa tilauksia alueellisille klinikoille ja säännellä tilannetta.
Siksi päätimme siirtyä toiselle tielle ja teimme äskettäin todellisen läpimurron kansainvälisen projektin ”No Pain” puitteissa. Luotamme siihen, että tämä auttaa muuttamaan maan tilannetta ja auttaa ihmisiä elämään täysimääräisen elämän.
- Eli sinulla on jo ratkaisu selkä-, niska- ja nivelkipuon?
Kyllä on. Osana hanketta saimme pääsyn ensimmäiseen tämän ohjelman puitteissa luotuun lääkkeeseen -. Aiemmin tätä työkalua ei toimitettu Venäjälle, koska lupaa ja tarvittavaa kapasiteettia ei ollut, ja kaikki käytettävissä olevat osapuolet ostettiin Kiinasta ja Yhdysvalloista. Olemme saavuttaneet osallistumisen Artropant-kerman kehittämiseen ja tutkimukseen, ja nyt se toimitetaan Venäjälle!
- Mikä on läpimurto, mikä tämä huume on?
Arthropant on todistettu voide taistelussa nivelkipuista, niveltulehduksesta ja niveltulehduksesta. Se yksinkertaisesti elvyttää vartaloaan ja sisältää vaurioituneiden solujen palautumisen. Toisin sanoen se eliminoi itse kipun syyn ja palauttaa selkärangan, nivelet alkuperäiseen, normaalitilaansa. Toisin sanoen potilas ei vain päästä eroon oireista, vaan hänestä tulee täysin terve henkilö.
Aluksi Arthropant uudelleenkäynnistää kehon uudistumisjärjestelmää pysäyttäen samalla kipuoireyhtymän. Hoito saadaan päätökseen kahdessa kolmessa viikossa, ja mikä tärkeintä, kivun toistumisen estämiseksi toistamalla kurssi nopeasti.
- Auttaako Artropant-kerma vain osteokondroosia, radikuliittia ja niveltulehduksia?
Ei vain. Sen avulla voit parantaa mitä tahansa nivel- tai selkärangan sairauksiin liittyvää sairautta - niveltulehduksia ja niveltulehduksia, iskiaa, reumaa, radikuliittia ja osteokondroosia, selkärangan siirtymiä. Sitä voidaan käyttää myös kannusteisiin ja varpaisiin "säkä" (rasvakerrostumat neljännen nikaman alueella), vammojen, murtumien, dislokointien ja monien muiden sairauksien poistamiseksi.
Tämä on erittäin mielenkiintoinen työkalu. Ja mitä se todellakin todella vapauttaa kaikista näistä sairauksista eikä vain poista kipua?
Kerma "Artropant" ja poistaa kipu (hoidon alkuvaiheissa) ja eliminoi taudin kokonaan. Nyt tämä on ainoa laatuaan oleva työkalu, joka todella auttaa.
- Joten käy ilmi, että Artropantia voi ostaa Venäjältä? Ja muuten, missä sitä tuotetaan?
Kyllä, nyt Artropantia voi ostaa Venäjältä. Tämä tuli mahdolliseksi, koska liittyimme projektiin ja autamme kehittämään. Niveljalusta on valmistettu muinaisen Selkups-reseptin mukaan, joka asuu Siperian luoteisosassa. Resepti välitetään sukupolvelta toiselle ja pidetään ehdottomasti luotettavana.
Lisäksi terveysministeriö päätti osallistua ohjelmaan ja korvata toimituskustannukset. Siksi "Artropant" -voide on 2 kertaa halvempi kuin sitä myydään muissa maissa.
- Ja mistä voin ostaa Artropantin?
Halusimme aloittaa laajamittaisen myynnin maan apteekkiketjuissa, mutta valitettavasti apteekit eivät halua myydä Arthropant-kermaa sen kustannuksia alempana ja haluavat suuren prosenttiosuuden.
Siksi hylkäimme tällaisen idean ja päätimme ylläpitää kohtuuhintaisia \u200b\u200bkustannuksia ja antaa mahdollisuuden toipua mahdollisimman monta ihmistä. Nyt voit ostaa kerman projektin virallisilta verkkosivuilta.
Toimitus tapahtuu postitse, postiennakolla, ja voiteen käyttäminen ei vaadi erikoislääkärin hallintaa - hoito on mahdollisimman yksinkertaista.
Sergey Mihhailovich, kiitos haastattelusta! Ehkä haluat sanoa jotain lukijoillemme ennen hyvästit?
Tottakai. Haluan kiinnittää lukijoiden huomion siihen, että selkä- ja niveltaudit muuttuvat nuoremmiksi, ja jopa lievät ajoittaiset kiput ovat tilaisuus kiinnittää huomiota ongelmaan. Samalla terveyden säästäminen riippuu suoraan sinusta. Lääkäri ei vakuuta sinua hoidettavaksi. Kaikki teidän käsissänne.
On myös syytä muistaa, että selkä- ja nivelkipuista johtuvat sairaudet eivät vain tuo epämukavuutta. Ne riistävät normaalista elämästä ja lyhentävät elämääsi 10–15 vuotta. Ja kerman "Artropant" avulla säästät näitä vuosia ja pystyt elämään niitä normaalisti.
Kiitos Sergei Mikhailovich! Ja muistutamme, että kommentteissa voit kysyä kysymyksiä tai jättää mielipiteen kermasta "Artropant".
P.S .: Haastattelun jälkeen kysyimme Sergei Mihailovichilta. Ja sivustollemme lukijoille on nyt tilaisuus tilata Artropant-kerma lisäalennuksella! Ja unohda ikuisesti niveliin ja selkärankaan liittyvät sairaudet
Haastattelussa Irina Makhagonova
Valokuvia avoimista lähteistä
hitsaus - monimutkainen prosessi, jonka toteuttaminen on suoritettava tiukassa järjestyksessä tiettyjä toimenpiteitä, jotka liittyvät metallin valmistukseen, hitsatun liitoksen toteuttamiseen ja sitä seuraavaan ohjaukseen. Jos hitsaukseen ei kiinnitetä asianmukaista huomiota, se on heikko kohta kaikissa hitsattuissa rakenteissa. Syynä tähän voivat olla puutteet hitsaustekniikan kehittämisessä tai jopa sen puuttuminen, riittämätön hallinta, heikko hitsauslaitteiden ja -materiaalien valinta. Seurauksena on suuri määrä virheitä ja menetyksiä, jotka organisaatiolle aiheutuvat sen poistamiseksi. Tappio voidaan estää kehittämällä oikein käsky suorittamista varten hitsaustyöt ja sen toteuttamisen valvonta.
Joten mikä on hitsausaikataulu? Hitsausprosessin vuokaavio tai, kuten sitä kutsutaan myös hitsauksen vuokaaviona, on tiettyä liitosta varten hitsaustekniikan kehittämisen tuloksena syntyvä asiakirja, jossa esitetään tärkeimmät tekniset parametrit hitsatun liitoksen luomiseksi, itse asiassa se on ohje hitsausliitoksille. reititys hitsaus hyväksyttiin ja otettiin käyttöön ensimmäisen kerran tammikuussa 1984, yli 30 vuotta sitten. Kehitettäessä metallirakenteiden hitsaustekniikkaa, jokainen hitsattu liitos tulee tehdä sille kehitetyn hitsausprosessikaavion mukaisesti.
Hitsauksen vuokaavion tulisi sisältää seuraavat tiedot:
1. Tiedot epäjaloa metallia.
2. Tiedot hitsausliitännän laadusta ja valmistelusta: leikkaustiedot (raon koko, tynkkyyskulma, leikkauskulma jne.), Tankojen lukumäärä ja sijainti, tiedot reunojen alustavasta puhdistuksesta, hitsin mitat.
3. Tiedot hitsatun tuotteen kiinnityksestä ja mahdollisesta kuumennuksesta. Sekä hitsin läpimenojen järjestys.
4. Tietoja käytetyistä hitsauslaitteista ja hitsausmateriaaleista. Hitsausmateriaalien ja -laitteiden valinta perustuu kirjallisuudesta saatuihin tietoihin, mukaan lukien ammattimainen hitsaus (lehdet, artikkelit), omaan kokemukseen sekä organisaatioiden arvosteluihin.
5. Tietoja hitsaustavasta, hitsausmenetelmästä riippuen, voivat sisältää: hitsausvirta, kaarijännite, hitsausnopeus, napaisuus hitsauksen aikana, suojakaasun virtausnopeus, langansyöttönopeus jne. Suositeltujen hitsausmoodien rikkominen voi johtaa hitsausmetallin ja lämpövaikutteisen alueen haurastumiseen.
6. Tiedot hitsatun liitoksen muodosta, hitsatun liitoksen laadunvalvonnan menetelmistä ja laajuudesta.
Hitsausprosessikartan kehittäminen alkaa hitsattavan materiaalin analyysillä ja hitsausmenetelmän valinnalla. Sen jälkeen analysoidaan olosuhteet, joissa hitsattu rakenne toimii, ja määritetään, mitkä säädökset normalisoivat rakenteen valmistuksen ja toiminnan. Lisäksi määräyskirjallisuuden ja laskettujen tietojen mukaan määritetään hitsausmuoto, lasketaan tarvittava läpimenojen lukumäärä, hitsatun liitoksen geometria ja muut parametrit.
Jokainen hitsausprosessikaavio saa oman tunnusnumeron, jota käytetään osoittamaan teknisissä asiakirjoissa ja projektin eritelmissä. Kehittäjä itse näkee hitsaustekniikan prosessin kartan ja asettaa myös allekirjoituksensa lomakkeen alareunaan.
Kohteen rakentamisen yhteydessä sarjan on oltava tuotannossa 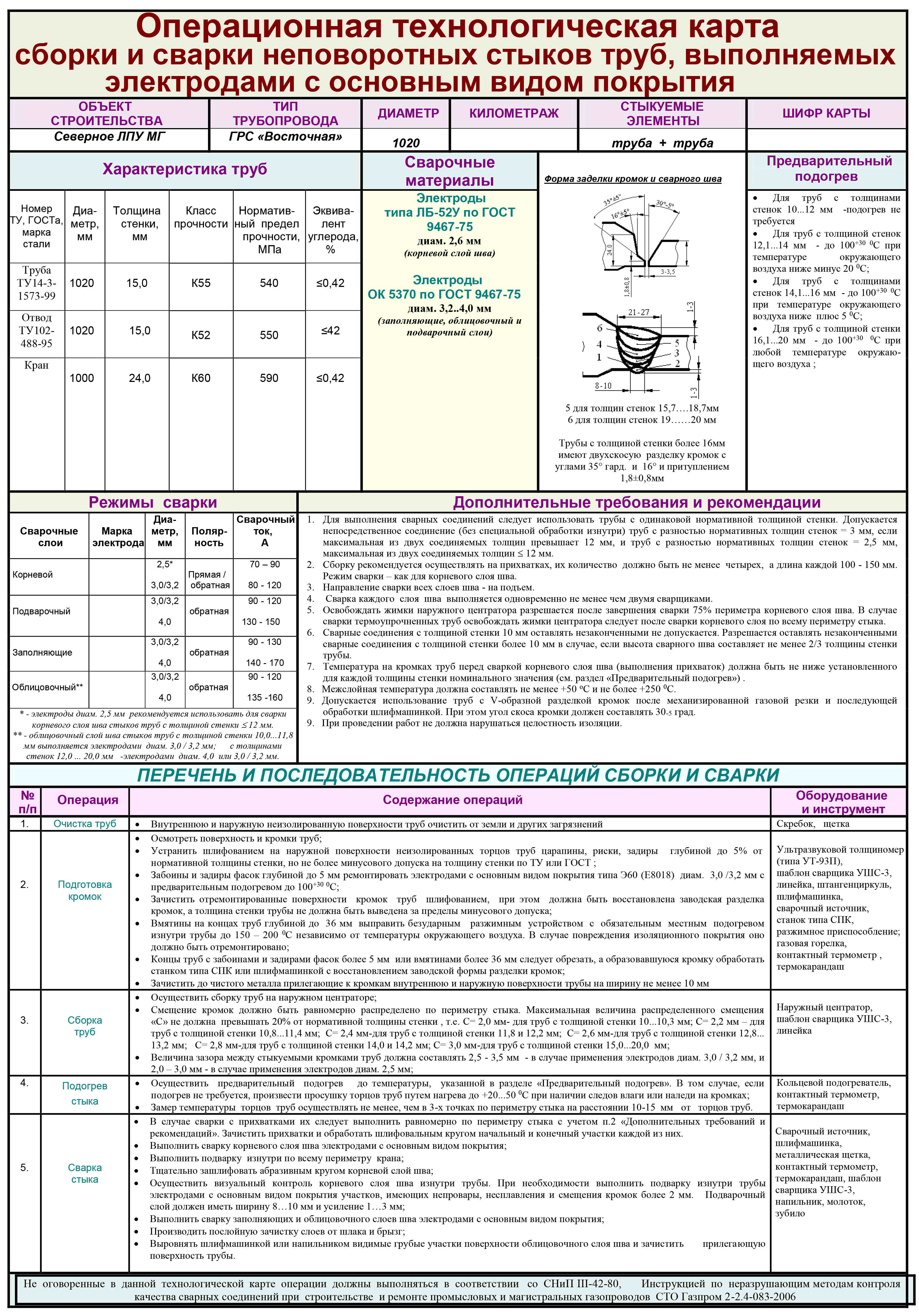 kaiken tyyppiset teknologiset kartat hitsatut liitokset. Päähitsausosastossa on täydellinen sarja hitsausprosessikortteja. Hitsaaja saapuessaan vuoroon saa hitsatuille liitoksille reititykset, jotka hän suorittaa prosessissa. Valmistettujen reunojen ja viimeisteltyjen hitsattujen liitosten tarkastus ja valvonta suoritetaan teknisen valvonnan yksiköllä hitsattujen liitosten laadunvalvontaa ja testausta koskevan osan mukaisesti. Näin ollen palvelujen välillä ei ole sekaannusta, koska kaikki tarvittava ilmoitetaan hitsausliitoksen vuokaaviossa.
kaiken tyyppiset teknologiset kartat hitsatut liitokset. Päähitsausosastossa on täydellinen sarja hitsausprosessikortteja. Hitsaaja saapuessaan vuoroon saa hitsatuille liitoksille reititykset, jotka hän suorittaa prosessissa. Valmistettujen reunojen ja viimeisteltyjen hitsattujen liitosten tarkastus ja valvonta suoritetaan teknisen valvonnan yksiköllä hitsattujen liitosten laadunvalvontaa ja testausta koskevan osan mukaisesti. Näin ollen palvelujen välillä ei ole sekaannusta, koska kaikki tarvittava ilmoitetaan hitsausliitoksen vuokaaviossa.
Jokaisessa yrityksessä hitsaustuotannon järjestämisessä kootaan hitsausprosessin karttoja, muuten on vaikea ylläpitää suoritetun työn laadun edellyttämiä parametreja. Joillakin yrityksillä ei ole varaa ylläpitää kallista teknistä henkilöstöä hitsausalalla. Se minimoi suunnittelijoiden ja teknisten työntekijöiden ylläpitokustannukset ja kehittää sopimuksen ja teknisten eritelmien perusteella mahdollisimman pian sarjan hitsaustekniikkakarttoja sekä valitsee laitteet ja materiaalit.
Hitsauksen aikana tehdystä työstä laadukkaan tuloksen saamiseksi hitsaajan tulee ohjata asiakirjaa, joka kuvaa oikein kaikki hitsauksen vaiheet rakennustyömaalla. Reitityksessä annettujen suositusten noudattamatta jättäminen voi johtaa hitsatun liitoksen tuhoutumiseen käytön aikana, mikä voi johtaa peruuttamattomiin seurauksiin.
TYYPINEN TEKNINEN KORTTI (TTK)
TYYPINEN TEKNINEN KORTTI METALLIRAKENNUSTEN ASENTAMISEKSI JALKAhitsauksen menetelmällä
1 käyttöalue
1 käyttöalue
Vuokaavio on suunniteltu metallirakenteiden asentamiseen kaarihitsaus hitsauslaitteiden ja -laitteiden käyttö. Reititystä voidaan käyttää ohjeena työn teknisesti oikein suorittamiseen, kun hitsataan yksikköjä ja osia eri tarkoituksiin rakennustyömaalla kokoonpanoyksiköiden valmistamiseksi.
Hitsauksessa metallirakenteiden asennuksen aikana suoritetun työn rakenne, joka otetaan huomioon reitityksessä, sisältää:
- metallikourujen ja -liuskojen hitsaus suorassa liitoksessa ja niiden hitsaus seinäkiinnikkeisiin tai kyynärpään;
- metallikourujen ja -liuskojen hitsaus 90 ° kulmassa, rakenteiden hitsaus seinämän kulmiin seinän läpi kuljettaessa, rakenteiden hitsaus pystysuoraan seinäkiinnikkeisiin;
- kourujen, liuskojen ja muiden rakenteiden hitsaus niiden laskeutuessa kehysriviin ja kulkiessaan lattialaatan läpi;
- kiinnikkeiden asennus ja hitsaus rakennuksen sisäiseen akseliin;
- metallirakenteiden asentaminen hitsaamalla kaivokseen ja rakennuksen sisäpuolelle;
- kiinnitys hitsaamalla runkorakenteita muihin rakenteisiin ja lennon korkeudelle 3,0 m;
- avoimien rakenteiden, putkien ja kourujen kiinnitys hitsaamalla apulaitteiden asentamista varten.
Metallirakenteiden asennus kaarihitsausmenetelmällä voidaan suorittaa katossa, rakenteilla olevan rakennuksen tiloissa, kaivoksissa, siirtymä tunneleissa ja muissa hitsaukseen sopivissa tiloissa. Suoritettaessa töitä tietyissä olosuhteissa voidaan määritellä työn koostumus ja laajuus, hitsausmenetelmät.
2. Yleiset säännökset
Työt hitsausyksiköiden ja metallirakenteiden osien kanssa voidaan suorittaa eri tiloissa, ilman suunnittelurakenteita tai laitteiden kanssa, avoimessa ja suljetussa, kylmässä ja eristetyssä tilassa. Kun suoritetaan hitsaustoimenpiteitä, etenkin talvella, virtauspoistoilmanvaihto olisi sisällytettävä, jos sellainen on, ja suoritettaessa hitsaustöitä tiloissa, jotka on suljettu eristykseen ilmanvaihdon puuttuessa, suositellaan käytettäväksi kannettavia ilmanvaihtolaitteita. Suoritettaessa hitsaustöitä huoneissa, joissa on asennetut laitteet, laitteet on suojattava metalli- ja vaa'an putoamiselta.
Yleistä tietoa hitsausliitoksista
Hitsausliitos on hitsatun rakenteen osa, joka koostuu kahdesta tai useammasta rakenneosasta ja näitä osia yhdistävästä hitsauksesta (katso GOST 5264-80. "Hitsaussaumat").
Metallirakenteita asennettaessa löydetään seuraavat päätyyppiset liitokset: pusku, lanka, tee, nurkka.
Tappiliitokset ovat tyypillisimpiä hitsattuja liitoksia, joissa liitettävien osien päät tai reunat sijaitsevat siten, että niiden välillä on 1-2 mm etäisyys. Korkeintaan 6 mm paksut osat hitsataan yksipuolisella saumalla ja yli 6 mm - kaksipuolisella saumalla.
Kierrosliitännät tehdään päällekkäin kytkemällä yksi elementti toiseen. Päällekkäisyyden määrän tulisi olla vähintään kaksi kertaa tuotteen hitsattujen reunojen paksuusten summa. Hitsausosat hitsataan molemmilta puolilta.
T-liitokset ovat liitoksia, joissa yhden elementin päätypinta on tietyssä kulmassa vieressä hitsatun rakenteen toisen elementin pintaan. Vahvan sauman saamiseksi hitsattavien elementtien välisen raon tulisi olla 23 mm.
Kulma-liitokset tehdään, kun hitsattavat elementit sijaitsevat suorassa tai mielivaltaisessa kulmassa, ja hitsaus suoritetaan näiden elementtien reunoja pitkin yhdeltä tai molemmilta puolilta.
Kaikki edellä kuvatut hitsatut liitokset suoritetaan saumalla, joka on kovetettu kerrostettu metalli, joka yhdistää hitsatun rakenteen elementit. hitsit on jaettu seuraavien kriteerien mukaan: aseman mukaan suhteessa nykyiseen voimaan (kuva. 1
), tilan mukaan avaruudessa (kuva. 2
), ulkoisessa muodossa (kuva 3). 3
).
Kuvio 1. Hitsauskohtien sijainti suhteessa nykyiseen ponnisteluun:
A) kylki, b) etuosa, c) vino
Kuva 2. Hitsauskohtien sijainti avaruudessa:
A) alempi, b) vaaka, c) pystysuora, d) katto
Kuvio 3. Ulkoiset hitsausmuodot:
A) kupera, b) normaali, c) kovera
Hitsauselektrodin halkaisija asetetaan hitsattavien reunojen paksuuden, hitsin tyypin ja hitsin koon mukaan. varten pakaran nivelet käytännön suositukset elektrodin halkaisijan valitsemiseksi hitsattujen reunojen paksuuden mukaan:
|
Hitsattujen reunojen paksuus, mm |
||||||
|
Elektrodin halkaisija, mm |
Kulma- ja tee-liitoksia valmistettaessa otetaan huomioon hitsausjalan koko: kun hitsausjalka on 35 mm, hitsaus tehdään elektrodilla, jonka halkaisija on 34 mm, ja jalalla 68 mm, käytetään elektrodeja, joiden halkaisija on 45 mm. Hitsausvirta asetetaan valitun elektrodin halkaisijan mukaan, joka tulisi ilmoittaa elektrodien kanssa kimppuun liimatulla tehdasmerkinnällä.
46 mm: n elektrodien hitsausvirta voidaan määrittää kaavalla:
Missä on hitsausvirran suuruus, A;
Elektrodin halkaisija, mm
Hitsausvirran suuruus alle 4 mm: n ja yli 6 mm: n elektrodien osalta voidaan määrittää kaavalla:
Tässä tapauksessa muutokset tulisi tehdä ottaen huomioon metallin paksuus ja hitsin sijainti.
Reunan paksuuden ollessa 1,3 - 1,6 hitsausvirran laskettu arvo pienenee 1015%, ja reunan paksuuden ollessa yli 3, se kasvaa 1015%. Hitsaus pysty- ja katto-liitokset suorita virta, 1015% vähemmän kuin laskettu.
Kaarihitsaukseen tarkoitetut metallielektrodit valmistetaan standardin GOST 9466-75 mukaisesti. "Pinnoitetut metallielektrodit käsikaarihitsausta ja pintakäsittelyä varten. Luokittelu, mitat ja yleiset tekniset vaatimukset."
Valtion standardimäärityksessä vahvistetut koot:
pöytä 1
|
Elektrodin halkaisija, mm |
Elektrodin pituus mm |
|
|
hiili- ja seoslanka |
korkea seoslanka |
|
Hitsauksen vuokaavio - asiakirja, joka määrittelee tekniikan ja hitsausprosessin tietyille materiaaleille. Se kuvaa tärkeitä teknisiä parametreja ja hitsauksen luomiseen tarvittavaa työjärjestystä. Hitsaussauma on suunnittelun heikoin kohta, joten tekninen kartta kehitetään sovellettavien valtion standardien mukaisesti ja sitä valvoo erityinen tarkastuslaitos.
Kartan luominen alkaa tutkimalla materiaalia ja valitsemalla hitsausmenetelmä. Analyysi olosuhteista, joissa tuloksena oleva suunnittelu toimii. Viitekirjallisuuden ja laskelmien perusteella määritetään hitsausmoodit, läpimenojen lukumäärä, hitsin geometria ja muut parametrit.
Hitsausprosessin kartta koostuu seuraavista tiedoista:
- hitsatavien osien tiedot ja ominaisuudet;
- tiedot liitoksen valmistelusta ennen hitsausta (reunan muoto, kulma ja viisteiden koko);
- tiedot pistojen lukumäärästä, sijainnista ja koosta;
- tiedot siitä, kuinka osa on kiinnitetty ja kuinka vältetään osien muodonmuutokset tai leikkaukset hitsauksen aikana;
- ympäristön lämpötila, jossa hitsaus sallitaan, tai tiedot osien kuumennuksesta (tarvittaessa) ennen hitsausta;
- tiedot käytettävistä laitteista ja käytettävistä tarvikkeista (elektrodit, hitsauslanka, suojakaasu);
- tiedot hitsaustiloista (mikä virta ja jännite tulisi asettaa, automaattisille koneille ilmoitetaan hitsausnopeus, arvioitu kaasun virtausnopeus ja hitsauslangan syöttönopeus);
- tiedot saadun hitsin tarkistus- ja valvontamenetelmistä.
Karttaa laadittaessa pääosa on hitsatavien materiaalien, niiden ominaisuuksien ja ominaisuuksien tutkimista. Jos materiaalin alkuperä on tuntematon ja sen ominaisuuksia ei tunneta, näytteet otetaan ja annetaan laboratorioon analysointia ja koostumuksen tunnistamista varten. Saatujen tietojen perusteella valitaan kulutustarvikkeet ja määritetään näille osille sopivimmat hitsausolosuhteet ja -menetelmät. Todellisuudessa rakenneteräkset Ne on valmistettu tiukasti standardien ja mallien mukaisesti, joten yleisimpiä metalleja ja materiaaleja varten on jo kauan luotu teknologiakarttoja.
Reititys koostuu luettelosta peräkkäisistä töistä, piirustuksista ja selityksistä niille. Häiriöiden, onnettomuuksien ja tappioiden välttämiseksi teknisen prosessin kehittämistä on vaadittava vakavasti, koska tämä on koko joukko töitä. Virhe yhdessä vaiheessa voi johtaa siihen, että hitsaussauma tuhoutuu, vaikka kaikki muut toimenpiteet olisi suoritettu oikein.
Metallirakenteiden hitsauksen tekninen kartta
Se sisältää kuvaus tämän tekniikan laajuudesta. Se osoittaa, minkä tyyppinen tämä tekniikka, millä etäisyydellä ja missä kulmassa kytketyt osat tulee kiinnittää rakenteen luotettavuuden ja kestävyyden varmistamiseksi. Se osoittaa, missä olosuhteissa ja missä lämpötiloissa hitsaus tulee suorittaa (ulkona tai sisätiloissa).
Seuraava tuote on laajin ja tärkein valmistusprosessissa. Se sisältää tietoja itse hitsaustekniikasta ja sen teknisistä parametreista, ja se koostuu seuraavista kohdista:
- valmistelutyöt ja niiden täytäntöönpanosäännöt
- tiedot hitsaustöiden tyypeistä;
- kuvaus kunkin työvaiheen järjestyksestä (teipien asennus, ompelujärjestys)
- kaaviot ja piirustukset, jotka osoittavat, missä ruuvit on sijoitettu, miten saumat on asennettu, selitykset niihin;
- olosuhteet, joissa prosessi ja turvallisuussäännöt suoritetaan;
- esiintyjien lukumäärä ja arvioitu aika kullekin operaatiolle ja kaikelle työlle yleensä;
- tarvittavien tarvikkeiden laskeminen.
Viimeisissä kappaleissa voit laskea tekniset kustannukset, määräajat ja niiden hyödyt. Siten on mahdollista muuttaa prosessia kauan ennen hitsaustöiden aloittamista ja korjata ne. Prosessikortti päättyy resurssien ja keinojen sekä ihmisten lukumäärän ja hitsausprosessin vaatiman ajan laskemiseen.
Putkihitsauksen vuokaavio
Hän esittelee asiakirjan, joka koostuu seuraavista pääkohdista:
- teknisen prosessin laajuus;
- yleiset säännökset ja suositukset
- tekniikka ja työn organisointi;
- laatuvaatimukset;
- ja työsuojelu;
- luettelo käytetystä lainsäädännöllisestä ja teknisestä dokumentaatiosta ja kirjallisuudesta;
- hitsaustekniikkakortit.
Ensinnäkin osoitetaan, mihin objekteihin tätä karttaa voidaan soveltaa. Sitten yleisissä säännöksissä kuvataan:
- työ tekniikka;
- laatuehdot ja hyväksymissäännöt
- turvallisuustoimenpiteet ja työsuojelu.
- tämän rutiinin suoritettavat työt (putkien hitsaus, kokoonpano, reunojen valmistelu).
Tärkeä osa on ohjeet kaikille operaatioille ja niiden toteuttamisjärjestys. Mainittiin, miten pinnan alustava visuaalinen tarkastus suoritetaan. Putki, venttiilit ja jakeluventtiilit tarkistetaan vaurioiden varalta, onkalot puhdistetaan ja valmistellaan kokoonpanoa varten. Tärkeä asia on ohjeet siitä, mitä tehdä, jos (vaurio) havaitaan ylittävän sallitut rajat. Pintaviat poistetaan hiomalla, kun taas seinämän jäänpaksuuden ei tulisi olla pienempi kuin sallittu miinus. Putkien päät, joissa on naarmuja ja napoja, katkaistaan. Hitsattujen putkien liitoksessa tehdas-, pituus- tai kierresaumat siirtyvät välttämättä 75 mm toisiinsa nähden.
Turvallisuus sisältää ohjeet, joita on noudatettava ennen hitsauksen aloittamista. Lisäksi esitetään vaatimukset, joilla varustetaan sijainti, jolla metallirakenteiden tekninen asennus hitsataan, ja millaisia \u200b\u200bpalontorjuntalaitteita käytetään. Hitsaus tulisi suorittaa tässä teknologiakartassa olevien käyttöteknologisten karttojen mukaisesti, jotka perustuvat hitsattavien putkien halkaisijaan.
Työn laatuvaatimuksiin sisältyy luettelo menetelmistä hitsausten ja sallittujen poikkeamien tarkistamiseksi. Jos tarkastustulokset eivät ole tyydyttäviä, menetelmä ja menetelmä virheiden korjaamiseksi on ilmoitettava.
Operatiiviset ja teknologiset kartat sisältävät kaiken tekniset tiedot tarvittavat hitsaukseen:
- hitsauksen esine;
- putken ominaisuudet;
- hitsaus tarvikkeet;
- leikkuuterien ja hitsauksen muoto;
- esilämmitys (tarvittaessa);
- hitsausmuodot;
- lisävaatimukset ja suositukset
- kokoonpano- ja hitsaustoimien luettelo ja järjestys.
Hitsausputkien ja muiden metallirakenteiden teknologiset kartat ovat ulkoasultaan täysin identtisiä, mutta eroavat toisistaan \u200b\u200bsisällön ja sisällön suhteen.
SSR-UNIONIN MININ TIETOJEN VASTUU
ERITYISET JA ASENNUS ANNOE CON RAKENNUSRAKENNE TORSK O-TECHNOLOGIES TSEKIN
B YURON RAKENNUS
Vakuutan
Z am GRSS: n päällikkö
A. I. Poln Ikov
27. maaliskuuta 1989
REITITYS
METALLIRAKENNUSTEN ASENNUS ATE - MENETELMÄ
KAARIHITSAUS
MOSKOVA - 1989
1 KÄYTTÖALA
1.1. Tekninen kartta kehitettiin automaattisen puhelinkeskuksen metallirakenteiden asentamiseen valokaarihitsauksella hitsauslaitteita ja kiinnikkeitä käyttämällä. Reititystä voidaan käyttää oppaana teknisesti oikein suoritettaessa töitä hitsaamalla yksikköjä ja eri tarkoituksiin tarkoitettuja osia autohalliin, poikkileikkaukseen, akseliin ja voimanlähteisiin. 12. Metallirakenteiden asennuksen aikana suoritetun työn laajuus PBX-menetelmä Reititysluettelossa huomioon otettaviin hitsauksiin sisältyy: - kouruhitsaus on ensimmäisen tyyppistä suorassa osassa takapuolessa ja hitsataan seinäkiinnikkeisiin tai neliöihin; - avoimien otstojen hitsaus 90 ° kulmassa, urien hitsaaminen seinämän kulmiin seinämän läpi kulkeessa, otsajen hitsaus pystysuoraan seinäkiinnikkeisiin; - samantyyppisten kourujen hitsaus niiden laskeutuessa kehysriviin ja kulkiessaan lattialaatan läpi; - kruunujen asentaminen ja hitsaus yksiköissä; - metallirakenteiden asentaminen hitsaamalla kaivokseen ja ristiin; - kiinnitys pääkanavien hitsausmenetelmällä tavallisille kanaville ja pääkanaville 2,5 m: n etäisyydellä; - kiinnitys avoimen tyyppisten ilmakanavien hitsausmenetelmällä poikkijohtimille ja kehyksille tilaaja-maastohiihto- ja testausliittimillä. 1. 3. Metallirakenteiden kokoonpanot ja osat voidaan hitsata tiloissa ja katolla, akseleissa, holkeissa, holkeissa, tasasuuntaajissa ja akkuissa. Suorittaessaan hitsaustöitä, etenkin talvikaudella, tuuletus on kytkettävä päälle ja poistoilmanvaihto. Kun hitsaustöitä tehdään huoneissa ja akseleissa, suositellaan käytettäväksi kannettavia ilmanvaihtolaitteita. Myös akkreditoitu keittäminen haitallisella metallilla valmistettiin, ja rakennusohjeet tulisi suorittaa ennen paristojen asennuksen valmistumista. Suoritettaessa hitsaustöitä huoneissa, joissa on asennetut laitteet, laitteet on suojattava metallipisaroiden ja vaa'an tunkeutumiselta. 14. Kun linkitetään teknologinen kartta tiettyyn esineeseen ja rakennusolosuhteisiin, työn laajuus, työvoimakustannusten laskenta, tekniset ja taloudelliset indikaattorit ja mekanisointikeinot määritetään ottaen huomioon laitteiden ja laitteiden käytettävissä olevan kokoonpano-konekannan suurin mahdollinen käyttö.2. TEEN SUORITTAMISEN JÄRJESTÄMINEN JA TEKNOLOGIA
2.1. Esityö
2.1.1. Valmistele tekniset huoneet, joissa metallirakenteiden kokoonpano tapahtuu keittämisen avulla, GOST 1 2.3.003.75, GOS T 1 2.2.007.75 mukaisesti, ja varusta ne palontorjuntalaitteilla. 2.2.2. Toimita tarvittavat rakenteet ja yksityiskohdat työpaikalle ja järjestä ne asennustöiden teknisen järjestyksen mukaisesti. 2.1.3. Tutustu työoloihin ja tarvittaessa varusta työalue turvallisuus- ja paloturvallisuusmääräysten (SNiP III-4-80, SNiP II -01-0 2-8 5) mukaisesti. 2.1.4. Varmista, että käytät voimakasta ilmanvaihtoa. 2.1.5. Valmistele hitsaukseen tarvittavat asiakirjat, työkalut ja tarvikkeet. 2.1.6. Varmista, että hitsauslaitteet toimivat.2.2. Yleiset hitsaustiedot
2.2. 1 Hitsausliitos on hitsatun rakenteen osa, joka koostuu kahdesta tai useammasta rakenneosasta ja näitä osia yhdistävästä hitsauksesta (katso GOST 5264-80. ”Hitsaus hitsattuista liitoksista”). 2.2.2. Metallirakenteita kootessa noudatetaan seuraavia päätyyppisiä liitoksia: nivel, uppo, tee, nurkka. 2.2. 3. Takaosat ovat tyypillisimpiä hitsattuja liitoksia, joissa liitettävien osien päät tai reunat asetetaan sen kanssa siten, että niiden välinen etäisyys on 1-2 mm. Enintään 6 mm: n paksuiset yksityiskohdat hitsataan yksipuolisella saumalla ja yli 6 mm - kaksipuolisella saumalla. 2.2. 4. Yläyhteydet tehdään päällekkäin liittämällä yksi elementti toiseen. Päällekkäisyyden arvojen tulee olla vähintään kahdesti hitsattujen x reunojen paksuuden summa jaosta. Hitsausosissa on onnettomuuksia molemmilla puolilla. 2.2 .5. T-liitokset ovat liitoksia, joissa yhden elementin päätypinta on tietyssä kulmassa vieressä hitsatun rakenteen toisen elementin pintaan. Vahvan liitoksen aikaansaamiseksi hitsattavien elementtien välisen raon on oltava 2–3 mm. 2.2.6. Kulma-liitokset tehdään, kun hitsattavat elementit sijaitsevat suorassa tai mielivaltaisessa kulmassa ja hitsaus suoritetaan näiden elementtien reunoja pitkin yhdeltä tai molemmilta puolilta. 2.2.7. Kaikki edellä kuvatut hitsatut liitokset suoritetaan saumalla, joka on kovetettu kerrostettu metalli, joka on hitsatun rakenteen liitoselementit. Hitsaukset jaetaan seuraavien ominaisuuksien mukaan: aseman mukaan suhteessa vaikuttavaan voimaan (katso kuva 1), aseman mukaan avaruudessa (katso kuva 2) ja ulkoisen muodon (katso kuva 3) perusteella.Kuva. 1. Hitsauskohtien sijainti suhteessa nykyiseen voimaan ja I:
a) kylki, b) etuosa, c) vino
![]()
Kuva. 2. Sijoita sijainti hitsien kanssa avaruuteen:
a) alempi, b) vaaka, c) pystysuora, d) katto
Kuva. 3. hitsattujen saumojen ulkoiset muodot:
a) kupera, b) normaali, c) kovera
2.2.8. Keittämistä varten tarkoitetun elektrodin halkaisija asetetaan hitsattavien reunojen paksuuden, kuvan mukaan hitsatusta liitoksesta ja hitsin mittojen mukaan. Takapuolelle tehtiin käytännöllisiä suosituksia elektrodin halkaisijan valitsemiseksi reunattujen reunojen paksuudesta riippuen: 2.2.9. Kulma- ja tee-liitoksia valmistettaessa otetaan huomioon hitsausjalan koko: 3–5 mm: n hitsaushaaralla hitsaus tehdään elektrodilla, jonka halkaisija on 3–4 mm, ja jalalla 6–8 mm, käytetään elektrodeja, joiden halkaisija on 4–5 mm. 2.2 .1 0. Valitun elektrodin halkaisijan mukaan asetetaan kypsennysvirran arvo, joka tulisi ilmoittaa elektrodilla pakkaukseen liimatulla tehdasmerkinnällä. 2.2. yksitoista. Elektrodien 4 ÷ 6 mm: n keittovirran arvo voidaan määrittää kaavalla:
Y \u003d (40 ÷ 60) · D,
Missä Y on keittovirran arvo, A; Elektrodin D e - di am et r, mm. 2.2. 1 2. Hitsausvirran arvo elektrodoille, joiden halkaisija on alle 4 mm ja yli 6 mm, voidaan määrittää kaavalla:
Y \u003d (20 + 6D e) · D e.
Tätä varten korjaukset on tehtävä ottaen huomioon metallin paksuus ja hitsin sijainti. Kun reunojen paksuus on 1, 3D ja noin 1,6 D e, hitsausvirran laskettu arvo pienenee 1 0 ÷ 1 5%, ja kun reunojen paksuus on enemmän kuin 3 D e, ne kasvavat 1 0 ÷ viisitoista prosenttia. Pysty- ja kattosaumojen hitsaus suoritetaan virralla, joka on 1 0 ÷ 1 5% vähemmän kuin laskettu. 2.2. 1 3. Metallektrodit valokaarihitsausta varten valmistetaan standardin GOST 9466-75 mukaisesti. ”Pinnoitetut metallielektrodit käsikaarihitsausta ja pintakäsittelyä varten. Luokittelu, mitat ja yleiset tekniset vaatimukset. ” Valtion standardimäärityksessä vahvistetut koot:
pöytä 1
|
Elektrodin halkaisija, mm |
Elektrodin pituus mm |
||
|
hiili- ja seoslanka |
korkea seoslanka |
||
2.3. Työn järjestys ja menetelmät
2.3. 1 Kokoa hitsauspylväs (katso kuva 4), johon:
Kuva. 4. Yhteyskaavio panimokeskukseen manuaalista keittoa varten
A) Asenna hitsausmuuntaja erityisvarustetuille paikkoille, turvallisuus- ja paloturvallisuusmääräysten mukaisesti, sijainti. Tee hitsausmuuntaja taulukon mukaan. 2.
taulukko 2
|
Transformer-tuotemerkki |
Hitsausvirta, A |
Jännite |
Nimellisteho, kV · A |
Kokonaismitat, mm |
Paino (kg |
arvioitu toimivaksi |
tyhjäkäynti |
|
|
nimellinen |
sääntelyn rajat |
|||||||
| TD - 306U 2 |
570 × 325 × 530 |
|||||||
| TD-0 6U 2 |
630 × 365 × 590 |
|||||||
| TD - 251U 2 |
420 × 260 × 450 |
|||||||
| TD - 500-4U 2 |
570 × 720 × 835 |
|||||||
| T DM-31 7U2 |
585 × 555 × 81 8 |
|||||||
| T DM-4 01U 2 |
585 × 760 × 848 |
|||||||
| T DM-50 3U2 |
555 × 585 × 888 |
|||||||
| T DM-50 2U2 |
720 × 845 × 780 |
|||||||
Ri s. 5 Klipit hitsauslangan kytkemiseksi hitsattavaan esineeseen:
a) ulkoinen, b) ruuvi
E) kytke hitsausmuuntajan toinen napa sähköpitimeen (katso kuva 6) RGD: n tai P RGDO: n (GOST 6731 -77E) johtimilla;

Kuva. 6. Sähkövirran tyypit
E) valitse hitsaustyöhön tarkoitettujen johtimien poikkileikkaus, jonka pituus on enintään 3 0 m suositeltujen standardien mukaisesti:
|
Hitsausvirran suurin arvo A |
||||
| Johtimien poikkileikkauspinta-ala, mm 2: | ||||
| yksittäinen | ||||
| kaksinkertainen |
Ul \u003d 1, 73 Jrtl / s,
Missä U l - jännitteen pudotus, V; J on hitsausvirta, A; ρ on johtimien ominaisvastus, Ohm · m; l on johtimien pituus, m; s on johtimien poikkileikkauspinta-ala, mm 2. Jos Ul-arvo ylittää sallitun yli 5 prosentilla, johtojen poikkileikkauspinta-alaa on kasvatettava; h) Käytä sitä silmien ja kasvojen ihon suojaamiseen hitsauksen yhteydessä kilpeillä, naamioilla tai kypärillä (GOST 1 361-69) (katso kuva 7).
Ri s. 7. Suoja-aine kaari- ja metallisumutuksilta
2.3.2. Noudata ohjeita suunnittelu- ja käyttöohjeiden mukaisesti kaikille tarvittaville seinäkiinnikkeille, kiinnikkeille väyläterminaalin tiloissa, risti-, akseli- ja virtalähdeyksiköille. 2.3.3. Aseta seiniin kiinnitetyn avoimen kouruosion kiinnikkeille, liu'uta ne yhteen niin, että niiden väliin jää 1–2 mm rako, hitsaa kourujen yksittäiset osat yhdellä terävällä saumalla (katso kuva 8) ja hitsaa tuloksena oleva sama samojen otsajoukkojen kiinnityspidikkeet molemmin puolin (ks. kuva 9), joiden leveys on sama otsaa 400 ÷ 6 00 mm tai toisella puolella ruudunlautakuviota - joiden urien leveys on 1 50 ÷ 300 mm.
R ja C 8. Hitsauskourut hitsaamalla tyk
Seinämän kulmiin pääkanavien päät hitsataan molemmilta puolilta kuvan 2 mukaisesti. 9.
Kuva. 9. Kiinnitä kouru kiinnikkeeseen tai kyynärpäähän seinää pitkin
2.3.4. Vie mage ja kouru huoneen aukon läpi, siirrä se pääkiskoon, aseta ja kiinnitä (katso kohta 2.3.3) niin, että kourujen välinen rako on 1 ÷ 2 mm, ja pääkanavien hitsaus putkessa 90 ° kulmassa (kuvien 10 ja 11 mittarilla). Tässä tapauksessa kourujen jokainen sivunauha ulottuu kokonaan kaikilta sivuilta.

Kuva. 11. Pääkaton kiinnitys 90 °: n liitoksessa
2.3.5. Hitsaa pääkisko varjostimen läpi seinäkulmiin (katso kuva 12). Hitsaus suoritetaan yhdellä ommella uran toisella puolella ruudukkokuviossa.
Kuva. 12. Päävalituksen kulku seinän läpi
2.3.6. Hitsaa pystysuorat pääkanavat huoneen seinälle kiinnitettyihin kiinnikkeisiin (katso kuva 13). Hitsaus tehdään jokaiselle kiinnikkeelle kolmelta puolelta.

Kuva. 1 3. Kiinnitys pystysuoraan tavaratilaan sekä seinään
2.3 .7. Asenna pää otsapäiden alakehykset runkoriville (ks. Kuva 14) ja hitsaa urat rungorivin mattojen kruunuihin uran kummankin sivunauhan kolmelta sivulta.
Ri s. 14. Kourujen laskeutuminen kehysrivillä
2.3.8. Asenna magesien rinteet lakaisupesistä niiden kulkukohtiin lattialaatan läpi (katso kuva 15). Kun työn aikana yhdistetään pääkanavien kaari kanavan aukon runkoon, tee kanavan sivunauhojen molemmille puolille.
Kuva. 15. Pääkanavien ohjauslaite katon läpi
2.3.9. Asenna metallirakenteet miinanhuoneeseen. Rakoitettujen kiinnikkeiden pohjat hitsataan pohjaruutuihin. Sulojen yläosassa pr ja keitä teräsliuskoiksi e 3 0 × 4. Esimerkki kiinnikkeen asentamisesta akseliin on esitetty kuvassa 1. kuusitoista.
Kuva. 1 6. Esimerkki kiinnikkeiden asentamisesta kaivokseen
Urakiinnikkeiden rivit kiinnitetään toisiinsa ja tilojen seiniin käyttämällä 40 × 50 × 4 rungon neliöitä, jotka on hitsattu yläosaan näillä urakiinnikkeillä ja seinäoruuduilla. Huoneiden ja akselien tavalliset kouruletkut hitsataan pääruuduihin, lisäksi ne hitsataan kourujen äärimmäisiin neliöihin molemmin puolin (ks. Kuva 9) ja toisiin ruuduihin toisella puolella ruudukkokuviolla (ks. Kuva 17 ja Fig. . kahdeksantoista).
Kuva. 1 7. Erässä olevien urien sijainti ja hitsauspaikat (arvioitu)

Kuva. 1 8. Erän urien sijainti ja hitsauspaikat (arvioitu)
2.3. 1 0. Tavaratilan kulmakiinnikkeet kiinnitysrivien kiinnittämiseksi akseliin yhdistetään pakohitsauksella (sävelkorkeudella s. 19a) tai päällekkäin (kärjellä s. 19b).
Kuva. 19. Esimerkkejä tavaratilan x-neliöiden liittämisestä
2.3 .11. Asenna ilmakanaviin akselin seinää pitkin. Esimerkki kourujen hitsauspaikasta ja -paikasta on esitetty kuvassa. 20 ja Fig. 21.
Kuva. kaksikymmentä. Hitsauskourujen sijainti ja paikat kaivoksessa (arvioitu)
Ri s. 21. Hitsauskourujen sijainti ja paikat akselissa (arvioitu)
2.3 .1 2. Metallirakenteiden asennus talvella suoritetaan samalla tavalla kuin metalliikkunoiden asentaminen kaivokseen. Ristikkotelot ristiin on asennettu keskenään ja huoneen seinäruutuihin käyttämällä 40 × 50 × 4 tavaratilaa, jotka on hitsattu poikkikehykseen ja seinäruutuihin. Tavallisten vesikourujen kiinnitys ristissä hitsaamalla tapahtuu samalla tavalla kuin akselin kiinnitys. Esimerkki vesikourujen asentamisesta ristisolujen yläpuolelle on esitetty kuviossa 3. 22.
Kuva. 22. Esimerkki anovkin ja vesikourujen suusta I-ruususolujen päällä
2.3. 1 3. Pääkiskojen kiinnitys tavallisiin putkiin tehdään hitsaamalla sauvalla, joka on hitsattu tavallisen ja pääkanavan sivukaistaleille molemmilta puolilta (katso kuva 23).
Kuva. 23. Kopioida pääkaivanto tavalliseen
2.3. 1 4. Pääkanavien kiinnitys pääkanaviin enintään 2,5 m: n etäisyydellä suoritetaan keittämismenetelmällä, ja lujuuden pääkanava vahvistetaan terästankoilla, jotka on hitsattu kanavan molemmille sivuliuskoille (katso kuva 24).
Kuva. 24. Kiinnitä silitysrauta korkeuteen 2,5 m
3. 3.1 Poikittaislankojen urien kiinnitys tehdään samalla tavalla kuin pääuran kiinnitys enintään 2,5 m: n etäisyydellä hitsausmenetelmällä, vain ilman teräsjäykistystankoja. Esimerkki otsien kiinnittämisestä on esitetty kuvassa. 25.

Kuva. 25. Esimerkki kourun asentamisesta kromilankoille
2.3. 1 6. Kehyksen kiinnittäminen tilaajaristissä olevilla testiliittimillä tehdään keittomenetelmällä. Esimerkki kehyksen hitsaamisesta hitsaamalla on esitetty kuvassa. 26.
Ri s. 26. Kiinnitä kehys testin holkkien vastakkeilla ristikkäin m
2. 3.1 7. Kun metallirakenteiden asennus on valmis, hitsatut liitokset puhdistetaan mittakaavasta, niiden suorituskyky tarkistetaan ja maalataan harmaalla emalilla. 2.3. 1 8. Tarkistettaessa hitsattujen liitosten laatua ulkoisella tarkastuksella suurennuslaitteella, jolla on 10-kertainen suurennus, viat voidaan havaita. Hitsausprosessista johtuvat vikatyypit on esitetty kuvassa. 27.
Kuva. 27. Hitsausvikojen tyyppi
2.3. 9. Hitsatuista liitoksista aiheutuvat viat korjataan kaarin alle, minkä jälkeen puhdistetaan vaa'asta ja päällystetään yhdellä kerroksella harmaaa emalia.
2.4. Hitsausta koskevat varotoimet
2.4. 1 Kaarevoimalähteiden (muuntajat), keittoapuvälineiden ja hitsattujen tuotteiden tapaukset maadoitetaan ennen työn aloittamista. 2.4.2. Maadoitus suoritetaan kuparilangalla, jonka toinen pää on kytketty erityiseen pulttiin, jonka kaarisyöttölaitteen rungossa on merkintä "Maadoitus", ja toinen pää maadoitusväylään. 2.4 .3. Hitsausmuuntajan kytkemiseksi verkkoon käytetään veitsikytkimillä varustettuja seinärasioita, sulakkeita ja kiinnittimiä. Virtalähteen johtimien pituus saa olla enintään 10 m. 2.4.4. Jos virtajohtoja on tarpeen jatkaa, käytetään kytkentää, jolla on vahva eristävä massa. 2 .4.5. Virtajohdot on ripustettu 2,5 - 3,5 m korkeuteen ja johtojen laskut ovat suljettuina metalliputkiin. 2.4.6. Hitsauslankoja on käytettävä ehjillä eristyksillä, ja niiden poikkileikkauksen on vastattava hitsausvirtaa. 2.4.7. Valonsuodattimet, jotka asetetaan suojan, maskin tai kypärän tarkastusreikään, valitaan standardin GOST 9497-60 mukaisesti hitsausvirrasta riippuen. Lasi-eläinsuodattimia on neljä tyyppiä: E-1 (virtauksille 30 - 75 A), E-2 (virtauksille 75 - 200 A), E-3 (virtauksille 200 - 400 A), 3 - 4 (yli 400 A: n virroille). 2.4.8. Ruoanlaitossa auttavien työntekijöiden silmien suojelemiseksi käytetään valosuodattimia V-1, B-2 ja B-3. 2.4.9. Hitsaus tehdään suojapeitteestä tai kankaasta valmistetuissa haalareissa, käsineillä ja päähineillä, kun taas housuja ei pidä laittaa kenkiin, taskut olisi peitettävä läpillä, ja takkia ei saa tarttua sisään. housuissa. 2.4 .1 0. Kun hitsataan kattoa, vaaka- ja pystysaumat laita käsivarret ja sido ne tiukasti käsihihoihin. 2.4. yksitoista. Hitsaussaumoja etsitään kuonasta vasta täydellisen jäähdytyksen jälkeen ja aina tavallisilla laseilla varustetuissa laseissa. 2.4. 1 2. Ilmanvaihtolaitteiden on tarjottava ilmanvaihtoa käsin tapahtuvan kaarihitsauksen aikana elektrodeilla, joissa on korkealaatuinen pinnoite, välillä 4000 - 6000 m 3/1 elektrodin kulutusta. 2.4. 1 3. Työpaikalla ilmassa sallitaan seuraavat aineiden pitoisuudet (mg / m 3): m mangaani ja sen yhdisteet - 0,3; kromi ja sen yhdisteet - 0,1; lyijy ja sen yhdisteet - 0,001; vetyfluoridi - 0,5; oksidi ja zota - 5,0; bensiini, ke-kolofiini - 300,0. Myrkyttömän pölyn ja yli 10 mg / m 3 pölyn pitoisuus ei ole sallittu. Jos kvartsipitoisuus pölyssä on kuitenkin yli 1%, myrkyttömän pölyn pitoisuus on sallittu vain 2 mg / m 3: iin.2.5. Esittäjien lukumäärä ja pätevyys
Automaattisten puhelinvaihteiden metallirakenteiden asennustyöt hitsaamalla suoritetaan linkillä, jossa on yhteensä 3 ihmistä a, joka sisältää: 5 luokan viestinnän asennuksen ja kahden viestinnän asentajan asennuksen 4 kertaa peräkkäin, joista yksi suoritti suorittamiskurssit hitsaustyöt.2.6. Työvoiman kustannukset
Hitsausajan normi - T koostuu myös viidestä elementistä: valmisteluaika - t p, perusaika - t ®, apuaika - t v, lisäaika - t d ja poikkeuksellinen aika - t s .Kun Y \u003d 7,85 g / cm 3 - ominaistiheys vyötäröltä, F \u003d 0, 5 5 s m 2 - sauman poikkileikkaus, L \u003d 1 00 cm - sauman pituus, d sisään \u003d 1 0 g / A · h - elektrodien laskeumakerroin, J \u003d 1 80 A - virran lujuus hitsauksen aikana, kasa. \u003d 0,25 on kerroin, jossa otetaan huomioon työn organisointi, k on kerroin, jossa otetaan huomioon työn organisointi 1 00 cm sauman kohdalla, ja t о on kaarin polttamisen pääaika. Mp: n laskeminen korkeintaan x kustannuksella on esitetty taulukossa. 3.
Taulukko 3
|
Perustelu (ENiR ja muut.) |
Teosten nimi |
mittayksikkö |
Työn laajuus |
Aikastandardi mittayksikköä kohti, henkilö-h |
Työvoimakustannukset koko tilavuudelle, työtunneina |
Hinta mittayksikköä kohti, hiero. |
Kokonaismäärän kustannukset, rub. Kopioita. |
| AT AT -rakenteiden metalliikkunoiden asennus hitsaamalla |
2.7. Operatiivinen laadunvalvontajärjestelmä
Taulukossa on esitetty kaavio toiminnan laadunvalvonnasta metallirakenteiden asennuksen aikana hitsaamalla. 4.Taulukko 4
|
Valvottavien toimien nimi |
Toiminnan laadunvalvonta |
mukana olevat palvelut |
||||
|
työn tuottaja |
hallita |
|||||
| Esityö | työpaikan oikea organisointi. Hitsauslaitteiden käyttökelpoisuus ja maadoitusvarmuus. Tarvittavien rakenteiden ja osien olemassaolo ja oikea sijainti | visuaalisesti | d metalliikkunoiden keittämistä koskevan työn aloittamisesta | |||
| hitsattu liitoslaatu | Halkeamien, huokosten, kuonien esiintyminen, mukaan lukien ilman tunkeutumista, alaosa, notkuminen, palovammat, kraatterit, epähitaat lepohitsinleveydet, hitsausreunan siirtymät | visuaalisesti käyttämällä suurenninta 10x suurennuksella | hitsauksen aikana | |||
3. TEKNISET JA TALOUDELLISET INDIKAATTORIT
Työn monimutkaisuus, henkilöpäivä - Kesto, päivinä - Käytettyjen asentajien lukumäärä - 34. MATERIAALI- JA TEKNISET VARAT
Työkalujen ja kiinnikkeiden tarve johtaa I-taulukkoon. 5.Taulukko 5
|
Nimi |
Tyyppi, tuotemerkki, GOST, TU |
Määrä |
Nimittäminen |
|
| 300 A tai 500 A sähköpidike |
GOST 14651-78 E |
pitää elektrodi hitsausta varten | ||
| Hitsauslangan merkki ja PRGD L \u003d 3 m |
GOST 6371 - 77E |
kytkemistä varten sähköpidikkeeseen | ||
| kytkentä | johtimien liittämistä varten | |||
| Maapääte | liitettäväksi hitsattuun osaan | |||
| Ruuvimeisseli dielektrisellä kahvalla L \u003d 200 mm |
GOST 17199 -7 1 |
erilaisille töille hitsauslaitteiden korjauksessa | ||
| Yhdistelmäpihdit, joiden pituus on L \u003d 200 m |
GOST 17440 -72 |
|||
| Säädettävä jakoavain nro 2 |
GOST 7275-75 |
johtimien liittämistä varten | ||
| Vasara A 2 |
GOST 2310 - 70 |
sauman poistamiseen | ||
| Lasisuojaus (valonsuodatin), tyypit E-2, E-3, E-4 |
GOST 9497 - 60 |
suojata silmiä toiminnalta hitsauskaari | ||
| Kevyt lasi, koko 52 × 1 04 × 3 | valosuodattimien suojaamiseksi | |||
| Harjaa metalli kartongille |
TU-494-01 -104-76 |
hitsattujen pintojen puhdistamiseen | ||
| Hitsausmaski |
GOST 136 1-69 |
suojaa kaaria vastaan | ||
| Taltta |
GOST 72 11 -72 |
sauman poistamiseen | ||
| Taitettava mittari Allic |
GOST 7253 - 54 |
osien ja niiden välisen etäisyyden mittaamiseksi | ||
| Hitsauslevyt | ||||
| E-ctrodes |
GOST 9466-75 |

