Unionin standardi GOST 5263-50 perustettu hitsien symbolit ja niiden nimeämistä koskevat säännöt piirustuksissa (välilehdet 18, 19, 20 ja 21).
1. Hitsaukset on merkitty piirustuksissa katkoviivalla, joka koostuu vaakasuorasta ja kaltevasta osasta, joka päättyy yksisuuntaisella nuolella, joka osoittaa hitsauksen sijainnin.
Palavat kaasut, kuten asetyleeni, maakaasupropaani jne. Ja tämä laserhitsauksessa käytettävät tuotantokaasut eivät kuulu tämän kansainvälisen standardin piiriin. Kaasujen ja säiliöiden kuljetuksen ja käsittelyn on oltava paikallisten, kansallisten ja alueellisten standardien ja määräysten mukaista.
Määrittelee ehdot hitsien silmämääräiselle tarkastamiselle ennen hitsausta, sen aikana ja sen jälkeen, mutta ei määritä tarkistusastetta. Se on varustettu hitsauspainemittarin suositeltuilla antureilla ja tarvittavilla laitteilla hitsien suoraa ja epäsuoraa visuaalista tarkastusta varten.
3. Kaksi nuolilinjaa on sallittu, samojen saumojen osoittavien useiden nuolien pienentäminen yhteiseksi vaakasuoraksi osaksi.

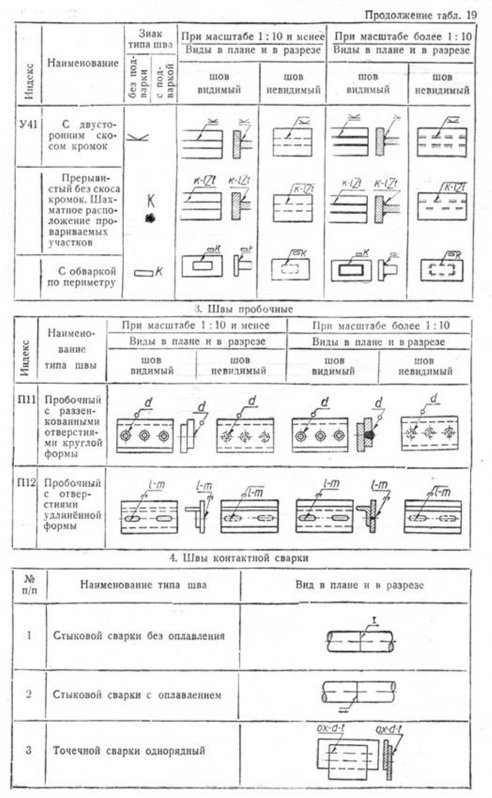
4. Kaikki saumojen symbolit ja mitat, lukuun ottamatta korkkia, sekä saumat, joissa on läpäisy ilman rakoa, kiinnitetään: nuolen vaakasuoran osan yläpuolella näkyvään saumaan, näkyvään saumaan sen alla.
Tätä standardia voidaan soveltaa materiaaleihin, joiden paksuus on vähintään 8 mm ja joiden ultraäänivaimennus on alhainen. Tyypillisesti standardi on tarkoitettu hitsien testaamiseen, joissa hitsausmateriaali ja pohjamateriaali ovat ferriittisiä. Standardi määrittelee neljä testiluokkaa.
Tämä standardi määrittelee toleranssiasteen 2 ja 3 täysin hitsattujen testien suorittamiseksi hitsatut liitokset ferriittisissä teräksissä, joiden paksuus on 8 - 100 mm. Tämä standardi kuvaa menettelytavan poikittaistestausten suorittamiseksi taivuttamalla testitangot, taivuttamalla hitsatuista liitoksista poikittaisten taivutusten sivutesti tai sivutesti. Tämä standardi määrittelee myös testitankojen mitat ja määrittelee edelleen pitkittäisen testimenettelyn taivuttamalla juurista ja nivelpinnasta.

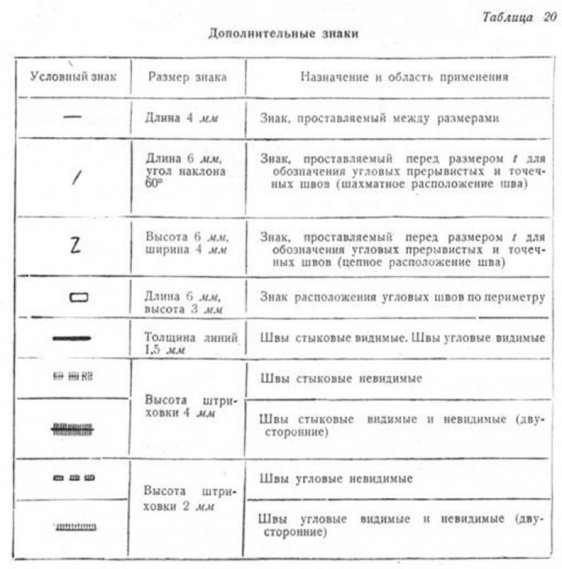
5. Korkkisaumat samoin kuin saumat, joissa on läpäisyaukko ilman rakoa, merkitään taulukossa ilmoitetuilla merkkeillä. 19 kiinnitetty nuolen kaltevaan osaan.
![]()
Nämä kansainväliset standardit osoittavat testitankojen mitat ja vetolujuuden testausmenetelmän vetolujuuden ja hitsin sijainnin määrittämiseksi. Nämä standardit koskevat metallimateriaaleja. Tämä kansainvälinen standardi määrittelee menetelmän, joka kuvaa testitankojen sijaintia, niiden syvennysten suuntausta testausta varten ja työttömien hitsauskokeiden aiheuttamien törmäystietojen tallentamista protokollaan. Se sisältää testitankojen merkintämenetelmän ja ylimääräiset testiraporttivaatimukset.
![]()
6. Asennuksen aikana suoritettavat saumat merkitään lisäksi kirjaimella M nuolen kaltevan osan yläpuolella.
7. Yli 1: 10-mittakaavoissa tehdyissä piirustuksissa on sallittua osoittaa saumoja nuolien lisäksi linjan haaroittumisen tai paksunemisen käyttämiseksi tasossa ja julkisivussa sekä sauman muotojen mustetta täyttöä varten osassa.
Tämä standardin osa määrittelee kovuuskokeet hitsattujen metallimateriaalien hitsattujen liitosten poikkileikkauksille kaarihitsaus eikä sitä voida käyttää austeniittisissa hitsauskokeissa ruostumattomat teräkset. Standardi kattaa menetelmien pääryhmät, ryhmät ja alaryhmät. Minkä tahansa menetelmän numerossa on korkeintaan kolme numeroa. Tätä järjestelmää pidetään tietokoneprosessointityökaluna, piirustuksina, työasiakirjoina, hitsaustoimenpiteiden määrittelyinä jne.
Sitä käytetään pääasiassa ferriittisiin teräksiin, mutta sitä voidaan käyttää myös muihin sopiviin materiaaleihin. Tämä kansainvälinen standardi antaa valmistajille ohjeita lämpökäsittelystä tai lämpökäsiteltyjen tuotteiden tai komponenttien valmistuksesta. Standardia voidaan käyttää myös perustana valmistajalle sen lämpökäsittelykyvyn arvioimiseksi.
8. Kun kaikki tuotteen tai yksikön saumat on valmistettu hitsaamalla samantyyppisiä, jälkimmäinen ilmoitetaan piirustuksen huomautuksessa tai tekniset olosuhteet. Jos sitä käytetään samaan tuotteeseen tai kokoonpanoon monenlaisia hitsaus, vaakasuoraan osaan kiinnitetään nuolet:

On odotettavissa, että standardista tulee joustava perusta tarjoamiselle. Mitä tulee standardimuutoksiin, jotka julkaistiin melkein jatkuvasti, artikkelissa mainitaan tärkeiksi vain ne, jotka liittyvät hitsaukseen, ja ne, joita muutettiin viime vuonna.
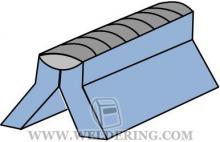
Jakamattomien hitsien piirustukset Alustavat tiedot Hitsaus on prosessi, jolla metalliosia liitetään jatkuvasti samoista tai samanlaisista materiaaleista. Tämä prosessi sisältää kytkettyjen osien paikallisen sulamisen. Kahden kytketyn elementin suoraa kytkentäpaikkaa kutsutaan hitsiksi. Usein käy niin, että hitsausprosessi vaatii lisäaineen, nimeltään sideaine, käytön. Hitsausprosessissa, ts. Kytkettyjen osien paikallisessa sulamisessa, tarvittava lämmönlähde voi olla kaasuliekki tai sähkökaari.


Lämmönlähteestä riippuen voidaan käyttää kaasu- tai kaarihitsausta. Kahden tai useamman komponentin yhdistelmä hitsausprosessin aikana johtaa hitsatun liitoksen muodostumiseen, jota kutsutaan yhä enemmän hitsatuksi rakenteeksi. Esimerkki hitsatusta rakenteesta esitetään kuviossa 1. Hitsausrakenteen ja liitoksen yrittäminen sovittaa yhteen teknisessä piirustuksessa vaatii hitsauksen ehtojen ja periaatteiden tuntemusta.
Kirjallisuudessa ja teknisissä asiakirjoissa yleisimmät ovat seuraavat ilmaisut: hitsauksen hitsatun ulkopinnan etupinta sen asettamisen sivulta, hitsausuran ommeltujen silloittavien pintojen hitsatun vastakkaisen pinnan kytkentä sisään hitsitvalmistettu toisaalta, hitsattu jatkuvalla hitsillä koko takapinnan pituudelta, ajoittain hitsatut hitsit säännöllisin väliajoin, symmetrisesti hitsatut hitsit, joiden poikkileikkaus on samanlainen etupinnalla ja harjassa.
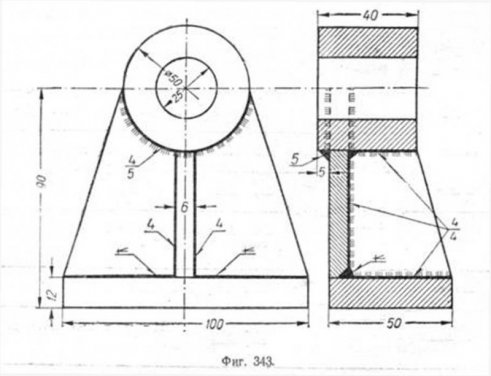
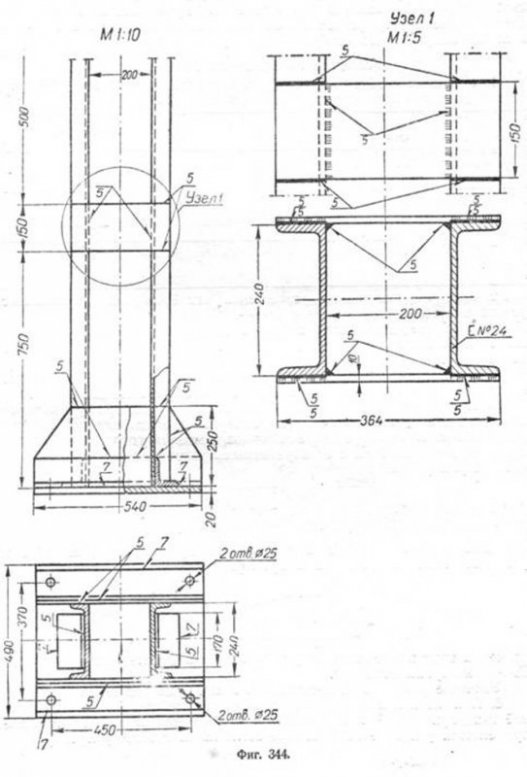
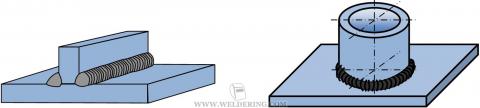
Kuviossa 3 343 ja 344 antavat esimerkkejä telineen ja pylvään hitsauksista.
2. Nuolen kaltevuuskulma saumaviivaan suositellaan olevan 30 - 60 °.
3. Kaksi nuolilinjaa on sallittu, samojen saumojen osoittavien useiden nuolien pienentäminen yhteiseksi vaakasuoraksi osaksi.
Esimerkki symmetrisestä hitsistä. Hitsaustyypit. Hitsaustyypit liittyvät läheisesti niiden muotoon ja ulkonäköön. Tämä koskee sekä ulkonäköä että poikkileikkausta. Esimerkkejä hitsauksista, liitoksista, niiden muodoista, nimistä ja sopimusmerkeistä on esitetty taulukossa. Hitsausmuodon kuvassa oleva ohut viiva edustaa reunojen tilaa ennen hitsaustoimenpiteen suorittamista ja edustaa siten menetelmää hitsauselementtien reunojen valmistamiseksi.
Hitsaus- ja liitostyypit ja niiden sopimusmerkit Taulukko hitsin nimi Hitsausmuoto Sopimuksen allekirjoitus Hitsattu reuna, kaarevat reunat, täysin sula Sulatettu hitsattu reuna, kaarevat reunat, osittain sula. Esimerkkejä yksinkertaistetuista ja puristetuista hitsauksista on esitetty taulukoissa 2 ja 3 sekä esimerkkejä. Ura-alueelle tai reikään on mahdollista leikata osia, joita ei ole porattu, rungon profiililinjan kulkua varten. Edestä Saumojen kudonta ja muoto on piirretty yhtenäisellä viivalla.
Hitsatuille rakenteille on tunnusomaista kytkettyjen elementtien laaja valikoima paksuja, muotoja ja kokoja, samoin kuin hitsattujen osien suhteellinen sijainti. Viisi hitsattujen liitosten tyyppiä erotetaan hitsattavien osien suhteellisesta sijainnista riippuen (-80 "Hitsaussaumat, käsikaarihitsaus" ja -76 "Hitsaussaumat, suojattu kaasuhitsaus" mukaan):
Pintakuva ylhäältä: Hitsauksen pinta on tehty kaareina, joissa on ohuet viivat. Muista merkitä reikien muoto paksulla yhtenäisellä viivalla ja jatkuvien viivojen tapauksessa ohuella yhtenäisellä viivalla. Lisäksi on kiinnitettävä huomiota viistettyjen reikien hitsien muotoon, jonka tulee vastata kiinnitettyjen osien kosketustasossa olevien reikien muotoa. Hitsausten ja reikien muoto on osoitettu ohuilla viivoilla. Hitsattujen liitosten sopimuksellinen edustaminen Esimerkit Taulukko Hitsaamien liitosten tyyppi Hitsausliitosten edustaminen Hitsaus: reuna-, etuosa-, sisempi-, selkä-.
- pusku - "C"
- loppu - "C"
- syli - "N";
- tauri - "T";
- kulmainen - "U".
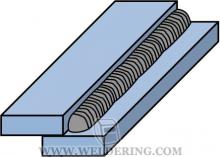
AT pusku (C) hitsattavien elementtien hitsatut liitospinnat sijaitsevat samassa tasossa tai samalla pinnalla ja hitsaus suoritetaan vierekkäisissä päissä.
Takapäänivel antaa hitsatun rakenteen korkeimmat mekaaniset ominaisuudet, joten sitä käytetään laajalti kriittisiin rakenteisiin. Se vaatii kuitenkin melko tarkan osien valmistelun ja kokoamisen.
Hitsausten ja hitsattujen liitosten mittapiirros Hitsausliitokset ja liitoskappaleisiin hitsatut liitokset on laskettava Puolan standardissa esitetyn yksinkertaistetun kaavion mukaisesti, joka perustuu useisiin sopimuksen graafisiin osiin. Piirustuksessa esitetään yksinkertaistettu rakenne hitsin määrittämiseksi, hitsin yksinkertaistetussa analyysissä voidaan erottaa seuraavat: viivan jatke, vertailulinjan nuoli, viivatunniste, hitsin tavanomainen symboli, merkitty yhdellä, poikkileikkauksen ominaismitat merkittynä 2, pitkittäisleikkauksen ominaismitat Kuva.
![]()
Päätypinta (C) liitos hitsataan liitettävien osien päihin, joiden sivupinnat ovat vierekkäin.
Sellaisia \u200b\u200bliitoksia käytetään pääsääntöisesti hitsaamalla ohuita osia palovammojen välttämiseksi.
Yksinkertaistettu hitsin merkintäsuunnittelu. Vertailulinja on ohut jatkuva tuhoutunut linja, joka on täytetty nuolella, nuolella, jota kutsutaan vertailulinjaksi. Suunnittelijan on ilmoitettava vertailulinjan pituus. Hän pystyy tallentamaan selvästi ja oikein kaikki tarvittavat hitsausta koskevat tiedot. Hyllyjen tulisi piirtää vertailulinja yhdensuuntaisesti piirustusarkin alareunan kanssa.
Läsnä hitsatun tunnistuksen analysoinnissa yhdysjohto on ohut katkoviiva, joka on piirretty vertailulinjan alapuolelle tai yläpuolelle. Tunnistuslinjan sijainti riippuu siitä, onko hitsaus merkitty jälkeen. Sen sijainti riippuu myös hitsausmerkin sijainnista. Kun merkitään symmetrisiä hitsauksia, tunnistusviiva tulee jättää pois. Hitsaussaumojen merkinnät tunnistuslinjalla ja sopimushitsien merkinnät on esitetty taulukossa. Puolan standardi suosittelee tämän taulukon kohtia 1 ja 4, ja niitä pidetään etuoikeutettuna.
AT kierros (H) hitsattu liitos, hitsattavien elementtien pinnat ovat yhdensuuntaiset siten, että ne ovat sivussa ja päällekkäin osittain.
Vierintäliitokset ovat vähemmän herkkiä kokoonpanovirheille, mutta huonommat kuin nivelliitokset kuormituksessa, etenkin vuorottelevat.
Periaatteet linjojen ja tavanomaisten yhteisten merkkien yhteisen tunnistamisen määrittämiseksi Kuvaukset Taulukot esitysgrafiikka Jos sauma on pinnan puolella, kirjoitettujen sopimusliitosten merkki on alkutasolla ja asettaa sen normaaliin asentoonsa. Jos sauma on pinnan puolella, merkki on kirjoitettu niin, että pohjassa on liitoskohdat ja asetetaan se käänteiseen asentoon. Jos sauma on merkitty harjanteen puolelle, hitsattu merkki merkitään tunnistuslinjalle ja asetetaan normaaliasentoon. Jos sauma on merkitty harjanteen puolelle, hitsattu merkki kirjoitetaan tunnistusviivalle ja asetetaan vastakkaiseen asentoon.
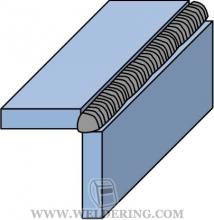
Tauride (T) Hitsausliitos saadaan, kun yhden osan oikealla puolella tai muussa kulmassa oleva päätypinta on yhteydessä toisen pintaan.
T-liitokset tarjoavat suuren rakenteellisen jäykkyyden, mutta ovat herkkiä taivutuskuormille.
Hitsauksen symboli kirjoitetaan vertailulinjalle numeroiden 1 kuvassa 4 merkittyyn kohtaan samalla kun Puolan standardissa määritelty logotyyppi säilyy. Tyypilliset poikkileikkausmitat sijoitetaan hitsatun liitoksen vasemmalla puolella olevan hitsatun kyltin eteen kuvassa osoitettuun kohtaan. Hitsausliitosten ja hitsien ominaismitat on merkitty hitsatulla merkinnällä oikealla puolella numeroidussa paikassa. Esimerkkejä hitsin lajittelumenetelmistä. Hitsauspöytäesimerkkejä hitsattu osa Hitsatut tai hitsatut mitat Mitat Mittauspaikka merkinnässä Selitys Reunavarsi kierteillä, täysin kaltevilla hitsin nimellispaksuus on yhtä suuri kuin takapään reunan paksuus tai liitoksen ohuemman reunan paksuus.
Kulma (C) kutsutaan liitokseksi, jossa hitsattavien osien pinnat sijaitsevat suorassa, sotussa tai terävässä kulmassa ja hitsataan päistä.
Kaikki hitsatut liitokset voidaan tehdä:
| yksisuuntainen (SS) *, kun lämmönlähde liikkuu yhteyden toisella puolella; | 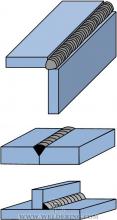 |
| kaksisuuntainen (BS) *, kun lämmönlähde liikkuu liitoksen molemmin puolin. Tällaisessa hitsatussa liitoksessa takapitsin juuri on profiilin sisällä. |  |
* - kansainvälisissä standardeissa hyväksytyt nimitykset.
Taulukko 5 Hitsauksen nimellispaksuus on yhtä suuri kuin sauman reunan tai liitoksen ohuen reunan paksuus. Hitsauksen pituus on kuitenkin yhtä suuri kuin hitsin pituus. Hitsauksen nimellispaksuus on etäisyys hitsin reunasta hitsauksen rajaan. Hitsauksen nimellispituus on yhtä suuri kuin hitsin pituus.
Ristikkoko fileehitsi edeltää korkeutta suhteessa tasavertaisen hypotenuksen oikeanpuoleiseen kolmioon, joka muodostaa osan hitsin poikkileikkauksesta. Hitsauksen nimellispituus on yhtä suuri kuin hitsin pituus. Tuntuu ammattimaisemmalta käyttää ja käyttää puolalaisessa standardissa suositeltuja kokonaisia \u200b\u200bhitsausmerkintöjä, jotka antavat sinulle paljon enemmän tietoa hitsauksista. Hitsauksen täydellisen määritelmän rakenne on esitetty kuvassa; hitsauksen täydellinen merkintä voidaan tunnistaa seuraavasti: viivan jatke, vertailulinjan nuoli, viivan tunnistus, hitsin tavanomainen symboli, merkitty yhdellä, poikkileikkauksen ominaismitat, merkittynä 2, pitkittäisleikkauksen ominaismitat ilmaistuna 3 , lisämerkkejä, jotka esiintyvät kuvioissa 4, 5 ja 6 esitetyissä kohdissa, reunojen mitat ovat valmiita hitsaamaan, mikä on merkitty numeroilla; Kuvio 7, muut tiedot, numeerisella hitsausmenetelmällä suoritetun hitsauksen sijaintinumero, laatutiedot, osoitus hitsauksen reunojen valmistelua koskevasta standardista, kuvan osoittamat hitsausohjeiden merkinnät
Fuusiohitsauksessa reunat leikataan vaaditun tunkeutumissyvyyden aikaansaamiseksi. Leikkuuterien muoto sekä leikkauksen parametrien mitat (reunojen avauskulma, raon koko, tynkkyys jne.) Riippuvat materiaalista, paksuudesta, hitsausmenetelmästä. Alla olevassa kuvassa on esimerkkejä eräistä reunaleikkauksista.
Hitsausten ehdollinen kuva piirustuksissa GOST 2.312-72 "Hitsauslaitteiden ehdolliset kuvat ja merkinnät" mukaisesti
Standardin -72 mukaisesti hitsauksen ehdollisessa kuvassa käytetään kahta tyyppisiä linjoja hitsausmenetelmästä riippumatta: kiinteää, jos sauma on näkyvä tai katkoviivainen, jos sauma on näkymätön.
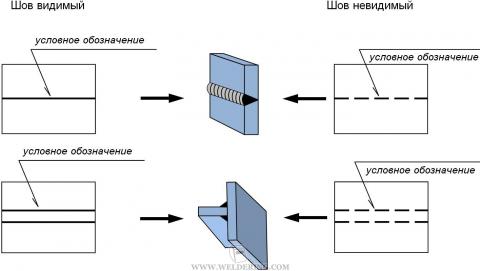
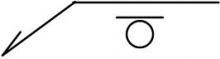
Saumaviiva on merkitty yksisuuntaisella nuolella.
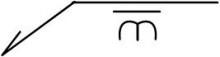
Nuoli voidaan tehdä hyllyllä, jotta siihen mahtuu sauman symboli ja tarvittaessa apumerkit. Symboli sijoitetaan hyllyn yläpuolelle, jos nuoli osoittaa hitsin etuosaan (ts. Jos se on näkyvissä), tai hyllyn alle, kun sauma sijaitsee takapuolella (ts. Jos sauma on näkymätön). Samanaikaisesti hitsatun liitoksen yksipuolisen sauman etupuolella on se puoli, josta hitsaus suoritetaan. Epäsymmetrisesti valmistetuilla hitsattujen liitosten molemminpuolisen sauman etupuolella on sivu, josta pääsauma hitsataan. Hitsatun liitoksen, jolla on symmetrisesti valmistetut reunat, kahdenvälisen sauman etupuolelle voidaan ottaa molemmat puolet.
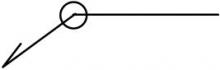
Apumerkit.
| Apumerkki | Kuvaus | Sauma näkyvissä | Näkymätön sauma |
|---|---|---|---|
| Sauma on tehtävä tuotteen asennuksen aikana (kokoonpanosauma). | 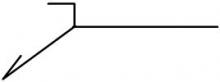 |
||
 |
|||
 |
 |
||
 |
 |
||
 |
 |
||
 |
 |
||
 |
 |
||
Seuraava kaavio näyttää tarinan rakenteen tavalliselle hitsille.
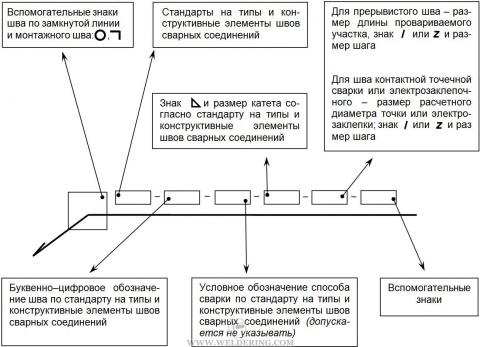
Sauman aakkosnumeerinen merkitys asiaankuuluvan standardin mukaisesti on yhdistelmä, joka koostuu kirjaimesta, joka määrittelee hitsaustyypin, ja numeroista, jotka osoittavat liitoksen ja sauman tyypin sekä reunojen muodon. Esimerkiksi: C1, T4, H3.
Seuraavia kirjaimia käytetään osoittamaan hitsattuja liitoksia:
- C - pusku;
- Y on kulma;
- T - T-muotoinen;
- N - kierros;
- O - erikoistyypit, jos sauman muotoa ei ole säädetty GOST: lla.
Joidenkin hitsausmenetelmien saumojen symbolit on esitetty taulukossa:
Hitsausmenetelmän nimitys (A, G, UP ja muut) ilmoitetaan standardissa, jonka mukaan piirustuksessa mainittu hitsausprosessi suoritetaan.
Joidenkin hitsausmenetelmien symbolit on esitetty alla, esimerkiksi:
- A - automaattinen upotettava valokaarihitsaus ilman vuorauksia ja tyynyjä sekä hitsaussaumaa;
- Af - automaattinen upotettu valokaarihitsaus flux-tyynyllä;
- IN - inerttikaasuhitsaus volframelektrodilla ilman täytemetalliä;
- INP - inerttikaasuhitsaus volframelektrodilla, mutta täytemetallilla;
- IP - inertti kaasuhitsaus kulutettavalla elektrodilla;
- UP - hitsaus hiilidioksidiin kuluvalla elektrodilla.
Esimerkkejä hitsien nimeämisestä.
Esimerkki 1
Sauma pusku nivel yhden reunan kaarevalla viisteellä, kaksipuolinen, käsin suoritetulla kaarihitsauksella (C13 - 80) tuotteen asennuksen aikana (). Vahvistus poistetaan molemmilta puolilta (). Hitsauspinnan karheusparametri: edestä - Rz 20 mikronia; takaa - Rz 80 mikronia.
Esimerkki 2
Kulmayhteyden sauma ilman viistettyä, kaksipuolinen (U2 - –75), suoritettu automaattisella upotetulla kaarihitsauksella (A – –75) suljetussa linjassa.
Esimerkki 3
Butt-hitsaussauma ilman viistettyjä reunoja, yksipuolinen, jäljelle jäävälle vuoraukselle (C3–80) suorittamalla hitsaus kuumennetulla kaasulla lisäaineella (G – –80).
Esimerkki 4
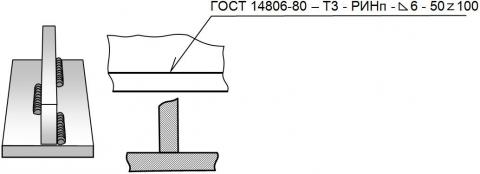
T-liitoksen sauma ilman viistettyä, kaksipuolista jaksotettua porrastetulla järjestelyllä (T3 - -80), suoritettuna käsikaarihitsauksella suojakaasuissa kuluttamattomalla metallielektrodilla (RINP mukaan). Sauman jalka 5 mm (A5).
Esimerkki 6

Kierresauma ilman viistettyjä reunoja, yksipuolinen (H1 -80), kaari puoliautomaattinen hitsaus suojakaasuissa kuluttavalla elektrodilla (PIP -80). Sauma suljetussa linjassa (pyöreä sauma). Sauman jalka 5 mm (A5).
Jos piirustuksessa on useita samanlaisia \u200b\u200bsaumoja, nivelten merkinnät on merkitty vain yhdessä, ja muiden samojen saumojen osalta ilmoitetaan vain niiden sarjanumerot (paikassa, jossa nivelten on sijaittava). Samanaikaisesti samojen saumojen (26, kuten tässä esimerkissä esitetään) lukumäärän sallitaan osoittaa johtajalinjalle hyllyllä, jolla on merkitty liitos.

Saumojen katsotaan olevan yhtä suuret, jos:
- niiden tyypit ja rakenteellisten elementtien koko poikkileikkauksessa ovat samat;
- niihin sovelletaan samoja teknisiä vaatimuksia.
Jos hitsausliitokselle on asennettu ohjauskompleksi tai saumanohjausluokka, silloin niiden nimitys voidaan sijoittaa johtokanavan alle.

Sauman koneistetun pinnan (karheus) puhtauden merkintä tehdään sauman tavanomaisen merkinnän jälkeen tai se annetaan piirustuksen teknisissä vaatimuksissa.
Sauma, jonka rakenneosien mittoja ei ole vahvistettu standardeilla (epästandardi sauma), esitetään sauman valmistamiseksi tarvittavien rakenneosien mitoilla tämän piirustuksen mukaisesti.

Hitsautuneen liitoksen epätasaisen kuumennuksen seurauksena hitsauksen aikana tapahtuu lyhentymisen jäljellä oleva plastinen muodonmuutos, joka johtaa jäännösjännitysten muodostumiseen. Näiden jännitysten jakautumisen luonne riippuu monista tekijöistä (hitsatun liitoksen geometriset mitat, hitsausmuoto jne.). Hitsattavien osien paksuudesta riippuen hitsatussa liitoksessa voi esiintyä taso- tai tilavuusjännitystila.
Hitsaamalla pieniä paksuuksia tapahtuu yleensä tasainen jännitystila. On hyväksytty, että tämän jännitystilan komponentteja kutsutaan pitkittäisiksi (jotka vaikuttavat sauman akselia pitkin) ja poikittaisiksi (toimivat kohtisuorasti sauman akseliin nähden).
Jäljempien jännitysten jakautumisen kuvaajat tyypillisissä hitsattuissa liitoksissa käsitellään alla. Riittävän laajojen, pienien levypaksuuksien Butt-hitsauksessa jäännösjännitysten jakautumisen luonne esitetään kuvassa oikealla. Kuten voidaan nähdä, pitkittäisjäännösjännitykset jakautuvat epätasaisesti poikkileikkauksen leveydelle. Hitsauksessa ja viereisessä vyöhykkeessä vetojännitykset vaikuttavat, ja muussa osassa puristusjännitykset. Lisäksi yleensä hitsausvyöhykkeen maksimijännitykset saavuttavat arvon, joka on yhtä suuri kuin metallin myötölujuus (σt). Siten pituussuunnassa pähitsatussa liitoksessa voidaan erottaa kaksi vyöhykettä: vetolujuuksien toimintavyöhyke ja puristusjännitysten toimintavyöhyke.
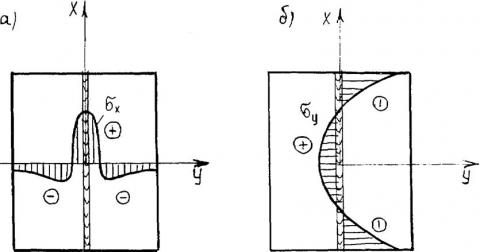
Poikittaisjännitykset ovat myös jakautuneet epätasaisesti. Keskimmäisessä osassa on vetolujuuksia, ja päätyosissa on puristusjännityksiä. Suurimpien jännitysten σ y suuruus riippuu sauman pituudesta ja ei yleensä ylitä arvoa 0,3 σ t. Siksi niitä ei aina oteta huomioon.
Suurten paksuisten levyjen paksuhitsauksessa tapahtuu tilavuusjännitystila.
Kuten tutkimukset ja hitsausrakenteiden käyttökokemus osoittavat jäännösjännityksen vaikutuksesta, jäännös hitsausjännite eivät vaikuta lujuuteen, jos tuotteen materiaali on riittävän sitkeää, mikä on ominaista useimmille metalleille. Muuttuvien kuormitusten vaikutuksesta jäännöshitsauspuristusjännitykset lisäävät väsymislujuutta, ja vetolujuudet yhdessä työrasitusten kanssa niiden keskittymispaikalla vähentävät merkittävästi vastustuskykyä väsymishäiriöille.
Koska jännitykset eivät ole fysikaalisia määriä, niiden suora määrittäminen ei ole mahdollista. Ne voidaan määrittää mittaamalla fysikaalinen määrä, joka on kytketty jännitteeseen lasketun riippuvuuden avulla. Tällainen määrä voi olla elastinen lineaarinen muutos, ts. muodonmuutoksia. Jännitysten ja elastisten jännitysten välinen suhde on kuvattu Hooken laissa. Siksi termi jännityksen mittaus tulisi ymmärtää sen määritelmänä venymää mittaamalla (tämä on ns mekaaninen menetelmä. On muitakin menetelmiä, esimerkiksi optinen, magnetoelastinen, ultraääni jne.). Siksi joudutaan mittaamaan joustava venymä vastaavan tyyppisen rasitustilan suuntiin. Lineaarinen - yhteen suuntaan, tasainen - kahteen, tilavuus - kolmeen.

