เมื่อประกอบข้อต่อแนวนอนของท่อสำหรับการเชื่อมบนท่อด้านล่างไม่จำเป็นต้องทำการตัดที่สมบูรณ์ มันได้รับอนุญาตให้ทำเพียงเครื่องตัดขนาดเล็กค่า 10 ° แผนกต้อนรับส่วนหน้านี้ช่วยปรับปรุงกระบวนการเชื่อมโลหะในขณะที่ไม่ลดคุณภาพ (ดูรูปแบบ A) ในรูปด้านล่าง) เมื่อเตรียมท่อที่ไม่รับผิดชอบในการเชื่อมขอบที่ท่อด้านล่างมักจะไม่ถูกแยกออกจากทั้งหมด (ดูโครงการ B) ในรูปด้านล่าง)
ผลลัพธ์ที่ดีที่สุดจะได้รับเมื่อเชื่อมข้อต่อแนวนอนของท่อที่มีเลเยอร์แคบแยกต่างหาก ลูกกลิ้งตัวแรกต้มรากของโครงร่างตะเข็บ (ดู C) ในรูปด้านล่าง) สำหรับสิ่งนี้อิเล็กโทรดที่มีขนาดเส้นผ่าศูนย์กลาง 4 มม. ความแข็งแรงในปัจจุบันตั้งอยู่ในช่วง 160-190A มีการรายงานอิเล็กโทรดเพื่อการเคลื่อนไหวแบบลูกสูบในขณะที่ด้านในของข้อต่อควรสร้างลูกกลิ้งด้ายความสูง 1-1.5 มม.
หลังจากการซ้อนทับของเลเยอร์แรกพื้นผิวของมันจะต้องทำความสะอาดอย่างระมัดระวัง เลเยอร์ที่สองดำเนินการกับการบัญชีเพื่อให้มันทับซ้อนเลเยอร์แรกด้วยการเคลื่อนย้ายขั้วต่อขั้วต่อขั้วต่อและด้วยความผันผวนเล็กน้อยจากขอบของขอบล่างถึงขอบของขอบด้านบน การเชื่อมเลเยอร์ที่สองจะดำเนินการในทิศทางเดียวกันกับการเชื่อมของเลเยอร์แรก
หลังจากดำเนินการเลเยอร์ที่สองพลังงานของกระแสการเชื่อมจะเพิ่มขึ้นเป็น 250-300A และชั้นที่สามจะดำเนินการ การเชื่อมจะดำเนินการโดยอิเล็กโทรดที่มีเส้นผ่านศูนย์กลาง 5 มม. นี้ช่วยให้คุณสามารถเพิ่มประสิทธิภาพของกระบวนการเชื่อม อุปทานของชั้นที่สามควรเกิดขึ้นในทิศทางตรงข้ามกับการเชื่อมสองชั้นแรก ลูกกลิ้งที่สามจะต้องทับซ้อนกัน 2/3 ของความกว้างของลูกกลิ้งที่สอง การถ่ายทำของลูกกลิ้งที่สี่เกิดขึ้นในทิศทางเดียวกัน แต่ควรอยู่ในการพักผ่อนของลูกกลิ้งที่สามและขอบบน
เมื่อเชื่อมทางแยกแนวนอนของท่อมากกว่าสามชั้นแต่ละเลเยอร์ต่อมาเริ่มต้นจากที่สามควรดำเนินการในทิศทางตรงข้ามกับก่อนหน้านี้ ท่อที่มีเส้นผ่านศูนย์กลางไม่เกิน 200 มม. มักจะเชื่อมกับตะเข็บของแข็ง หากเส้นผ่านศูนย์กลางของท่อเชื่อมเกิน 200 มม. การเชื่อมจะดำเนินการโดยวิธีหลังเวที
วิดีโอ: เชื่อมท่อที่มีทางแยกแนวนอน
การเชื่อมแจ็คที่ไม่หมุน
ทางแยกที่ไม่กลึงแนวตั้งเชื่อมขึ้นขึ้นไป
การเชื่อมสามชั้นแรกในข้อต่อของท่อที่มีเส้นผ่านศูนย์กลางมากกว่า 219 มม. ควรดำเนินการในวิธีการหมุนเวียน ความยาวของแต่ละไซต์ควรเป็น 200-250 มม.
ความยาวของส่วนของชั้นที่ตามมาอาจเป็นครึ่งหนึ่งของข้อต่อ ข้อต่อท่อที่มีความหนาของผนังเป็น 16 มม. สามารถเชื่อมด้วยความยาวครึ่งหนึ่งของเส้นรอบวงเริ่มต้นจากชั้นที่สอง
ลำดับความสำคัญของตะเข็บ (1-14) และเลเยอร์ (I-IV) โดยช่างเชื่อมเดียว
| ขั้นตอนที่สอง |
 |
ข้อต่อที่ไม่สะท้อนแสงแนวนอนท่อที่มีขนาดเส้นผ่าศูนย์กลางมากกว่า 219 มม. ดำเนินการโดยช่างเชื่อมเดียวจำเป็นต้องเชื่อมในวิธีการหมุนเวียนส่วนที่มีความยาว 200-250 มม. ชั้นที่สี่และต่อมาสามารถเชื่อมได้
ลำดับความสำคัญ (1-12) การแสดงตะเข็บโดยช่างเชื่อมเดียว
เมื่อเชื่อมข้อต่อแนวนอนกับช่างเชื่อมสองตัวลำดับการเชื่อมของตะเข็บรากขึ้นอยู่กับเส้นผ่านศูนย์กลางของท่อ หากเส้นผ่าศูนย์กลางน้อยกว่า 300 มม. จากนั้นช่างเชื่อมแต่ละคนจะชงครึ่งหนึ่งของเส้นรอบวง ในเวลาเดียวกันช่างเชื่อมจะต้องอยู่ตรงข้ามกับจุดร่วมกัน หากเส้นผ่านศูนย์กลางของท่อคือ 300 มม. และอื่น ๆ จากนั้นตะเข็บรากจะเชื่อมด้วยวิธีการเบี่ยงเบนของส่วนของ 200-250 มม.
 |  |
||
ในข้อต่อของท่อที่มีขนาดเส้นผ่าศูนย์กลางสูงถึง 300 มม. พร้อมความหนาของผนังมากกว่า 40 มม. สามชั้นแรกควรเชื่อมในวิธีการหมุนเวียนและชั้นที่ตามมาคือพื้นที่เท่ากับครึ่งหนึ่งของวงกลม
ข้อต่อของท่อที่ทำจากเหล็กกล้าขนาดเล็กที่มีขนาดเส้นผ่าศูนย์กลางมากกว่า 600 มม. มีความหนาของผนัง 25-45 มม. ถูกเชื่อมดังนี้: เลเยอร์ตะเข็บทั้งหมดจะดำเนินการด้วยวิธีการหมุนเวียนโดยแปลงไม่เกิน 250 มม.
ท่อที่มีขนาดเส้นผ่าศูนย์กลางมากกว่า 600 มม. จากเหล็ก Chromolibdenovadium ผู้เชื่อมสองและอีกสองเครื่องเชื่อมพร้อมกันซึ่งแต่ละส่วนมีส่วนของข้อต่อของตัวเอง ใช้วิธีการผกผัน (ส่วนของ 200-250 มม.) เลเยอร์ที่สี่และต่อมาได้รับอนุญาตให้ดำเนินการส่วนที่เท่ากับหนึ่งในสี่ของวงกลม
ลำดับความสำคัญและตำแหน่งโดยประมาณของเลเยอร์และลูกกลิ้ง (1 - 20) เมื่อเชื่อมข้อต่อแนวตั้งและแนวนอนของท่อผนังหนาจากคาร์บอนและเหล็กอัลลอยต่ำ
เทคนิคคู่มือ การเชื่อมอาร์ค ท่ออิเล็กโทรดที่มีอยู่
รอยต่อรอยจะดำเนินการสำหรับการรับสองครั้ง ปริมณฑลของทางแยกมีเงื่อนไขแบ่งตามแนวแนวตั้งแนวตั้งเป็นสองส่วนแต่ละส่วนมีสามตำแหน่งลักษณะ:
เพดาน (ตำแหน่งที่ 1-3);
แนวตั้ง (ตำแหน่ง 4-8);
ต่ำกว่า (ตำแหน่ง 9-11) แต่ละพล็อตเชื่อมจากตำแหน่งเพดาน การเชื่อมจะดำเนินการเท่านั้นด้วย ARC สั้น ๆ :
โดยที่ D คือเส้นผ่านศูนย์กลางของอิเล็กโทรด วางตะเข็บในตำแหน่งที่ต่ำกว่า
การเชื่อมแต่ละส่วนเริ่มต้นด้วยการเคลื่อนที่ 10 20 มม. จากแนวตั้งแนวตั้ง ส่วนตะเข็บซ้อนทับเป็นสารประกอบ "ล็อค" - ขึ้นอยู่กับเส้นผ่านศูนย์กลางของท่อและสามารถอยู่ที่ 20 ถึง 40 มม. เส้นผ่านศูนย์กลางใหญ่ของท่อยิ่ง "ปราสาท" อีกต่อไป
ส่วนเริ่มต้นของตะเข็บจะดำเนินการในตำแหน่งเพดาน "มุมกลับ" (POS. 1,2) เมื่อย้ายไปยังตำแหน่งแนวตั้ง (POS 3-7) การเชื่อมคือ "มุมไปข้างหน้า" เมื่อถึงตำแหน่งที่ 8 อิเล็กโทรดจะมุ่งเน้นที่มุมฉาก แต่จะไปที่ตำแหน่งที่ต่ำกว่าการเชื่อมอีกครั้งนำไปสู่ \u200b\u200b"มุมกลับ"
ก่อนเชื่อมไซต์ที่สองคุณต้องทำความสะอาดส่วนเริ่มต้นและขั้นสุดท้ายของตะเข็บด้วยการเปลี่ยนไปสู่ช่องว่างที่ราบรื่นหรือลูกกลิ้งก่อนหน้า การเชื่อมของไซต์ที่สองควรดำเนินการในลักษณะเดียวกับที่หนึ่ง
สำหรับตะเข็บรากที่ใช้อิเล็กโทรดที่มีขนาดเส้นผ่าศูนย์กลาง 3 มม. ความแข็งแรงของกระแสในตำแหน่งเพดาน 80-95 A. แนะนำในแนวตั้งในปัจจุบันเพื่อลดเป็น 75-90 A. ในระหว่างการเชื่อมในตำแหน่งที่ต่ำกว่าของการเพิ่มขึ้นในปัจจุบันถึง 85-100 A.

เมื่อเชื่อมท่อที่มีการก่อตัวที่มีคุณภาพสูงของรากของตะเข็บโดยไม่มีการติดตั้งผู้ให้บริการสามารถทำได้โดยการให้อาหารอิเล็กโทรดเข้าสู่ช่องว่างอย่างต่อเนื่อง เพื่อให้บรรลุการควบคุมภายในท่อคุณสามารถรับตะเข็บด้วยพื้นผิวนูนซึ่งจะต้องใช้การปอกกลอกเชิงกลที่ตามมาในตำแหน่งเพดาน
เติมการตัดท่อด้วยความหนาของผนังมากกว่า 8 มม. เกิดขึ้นไม่สม่ำเสมอ ตามกฎแล้วตำแหน่งที่ต่ำกว่าจะล้าหลัง เพื่อให้สอดคล้องกับการตัดของการตัดมีความจำเป็นต้องสร้างลูกกลิ้งอีกครั้งที่ด้านบนของการตัด เลเยอร์สุดท้ายต้องเว้นว่างไว้ที่ความลึกไม่เกิน 2 มม
 |
การเผชิญกับตะเข็บจะถูกเชื่อมสำหรับหนึ่งหรือมากกว่านั้น เสร็จสิ้นลูกกลิ้งสุดท้ายเพื่อให้การตัดยังคงเต็มไปด้วยความลึก 0.5-2 มม. และโลหะหลักตามขอบของการตัดถูกล้างด้วยความกว้างของ 1/2 ของเส้นผ่านศูนย์กลางของอิเล็กโทรด

เมื่อท่อเชื่อมที่มีเส้นผ่านศูนย์กลางน้อยกว่า 150 มม. ที่มีความหนาของผนังน้อยกว่า 6 มม. รวมถึงในสภาพการติดตั้งเมื่อแหล่งพลังงานถูกลบออกจากสถานที่ทำงานการเชื่อมจะดำเนินการที่หนึ่งและ ค่าปัจจุบันเชื่อมเดียวกัน ขอแนะนำให้เลือกโหมดปัจจุบันบนตำแหน่งเพดานกระแสที่เพียงพอสำหรับตำแหน่งที่ต่ำกว่า เมื่อเชื่อมที่เพิ่มขึ้นจากตำแหน่งเพดานไปจนถึงแนวตั้งเพื่อให้ไม่มีกฎระเบียบที่มากเกินไปควรใช้การสร้างตะเข็บต่อเนื่อง ในกรณีนี้วิธีการจะขัดจังหวะกระบวนการของการเผาไหม้ส่วนโค้งบนขอบหนึ่ง
ขึ้นอยู่กับความหนาของผนังของท่อช่องว่างและความน่าเบื่อก็แนะนำให้ทำการเชื่อมด้วย "Smears" โดยหนึ่งในวิธี:
1. จุดประกายส่วนโค้งอย่างต่อเนื่องบนขอบหนึ่งและพังหลังจากการก่อตัวของการอาบน้ำ - ไปยังอีก การหยุดชั่วคราวระหว่างหน้าผาและการจุดระเบิดควรสั้นจนตะเข็บโลหะไม่มีเวลาที่จะตกผลึกอย่างเต็มที่และตะกรันเย็นลง
2. ด้วยความหนาของโลหะขนาดใหญ่ส่วนโค้งจะสว่างบนขอบเดียวกัน
จุดระเบิดของ Arc Coupling Arc
การเชื่อมข้อต่อในแนวนอนที่ไม่เปิด
การเชื่อมด้วยการก่อตัวของกฎระเบียบที่มั่นคงจะดำเนินการโดยอิเล็กโทรดที่มีขนาดเส้นผ่าศูนย์กลาง 3 มม. กระแสเชื่อมถูกเลือกขึ้นอยู่กับความหนาของโลหะฐานช่องว่างระหว่างขอบและความหนาหนา ความชันของอิเล็กโทรดคือ 80-90 °ถึงแนวตั้ง เมื่อเชื่อม "มุมกลับ" ความลาดชันให้การไต่ถามสูงสุดและ "มุมไปข้างหน้า" น้อยที่สุด
ในกรณีที่มีการควบคุมไม่เพียงพอความยาวของส่วนโค้งควรเก็บไว้สั้นและมีการขนส่งปกติ - ปานกลาง
 |  |
||
ตะเข็บรากจะดีกว่าที่จะแสดงด้วยขนาดน้อยที่สุดของการเชื่อมอ่างอาบน้ำเพื่อให้ไม่มีฟีดและสปริงบนด้านหลังของตะเข็บ
ลูกกลิ้งที่สองเกิดขึ้นเพื่อที่จะละลายตะเข็บรากแรกและขอบทั้งสองของท่อ ติดตั้งกระแสเชื่อมในช่วงเฉลี่ย ความชันของกาต้มน้ำเหมือนกันเมื่อเชื่อมตะเข็บรากแรก การเชื่อมนำไปสู่ \u200b\u200b"มุมด้านหลัง" ความเร็วถูกเลือกเพื่อให้การปรากฏตัวของลูกกลิ้งเป็นปกติ (ไม่ใช่นูนและไม่เว้า)
ลูกกลิ้งที่สามมันจะดีกว่าที่จะแสดงในโหมดที่เพิ่มขึ้น นำไปสู่การเชื่อมที่มุมขวาหรือ "มุมกลับ" ความเร็วจะถูกเลือกเพื่อให้ลูกกลิ้งมีนูนกับชั้นวางเพื่อเก็บฝักบัวโลหะของลูกกลิ้งที่ตามมา วิถี Arc ควรตรงกับขอบของลูกกลิ้งที่สอง
ลูกกลิ้งที่สี่- แนวนอน มันจะดำเนินการในโหมดเดียวกันกับที่สาม อิเล็กโทรดถูกเอียงที่มุม 80-90 °ถึงพื้นผิวแนวตั้งของท่อ รองรับความเร็วในการเชื่อมเพื่อให้ขอบด้านบนของการตัดถูกละลายพื้นผิวของลูกกลิ้งที่สองและด้านบนของลูกกลิ้งที่สาม ลักษณะที่ปรากฏ ลูกกลิ้งที่สี่ควรเป็นปกติ
 |
"ปราสาท» การเชื่อมต่อมันถูกเชื่อมด้วยการเพิ่มขึ้นอย่างราบรื่นในขนาดตะเข็บที่จุดเริ่มต้นและการลดลงในส่วนสุดท้าย "RAID" จนถึงจุดเริ่มต้นของตะเข็บ 20-30 มม.
การเชื่อมชั้นบนใบหน้ามีความจำเป็นต้องดำเนินการอิเล็กโทรดที่มีเส้นผ่านศูนย์กลางเดียวกันซึ่งใช้เมื่อเติมการตัด แต่ไม่เกิน 4 มม. ลูกกลิ้งชั้นนำล่าสุดจะถูกวางในความเร็วที่สูงขึ้นเพื่อให้มันกลายเป็นแคบและแบน
เทคโนโลยีมือเชื่อมท่ออาร์กอนอาร์ค
ตัวเลือกเทคโนโลยี
รอยต่อรอยดำเนินการอย่างสมบูรณ์โดยการเชื่อมอาร์กอนอาร์กอนแบบแมนนวลด้วยอิเล็กโทรดที่ไม่รองรับ (แนะนำให้ใช้ความหนาของผนังถึง 3 มม.);
รอยตะเข็บรอยจะดำเนินการโดยวิธีการรวม: ตะเข็บราก - การเชื่อมอาร์กอนอาร์กอนแบบแมนนวลด้วยอิเล็กโทรดที่ไม่รองรับและชั้นที่ตามมา - การเชื่อมอาร์คแบบแมนนวลที่มีอิเล็กโทรดเคลือบ (แนะนำให้ใช้ความหนาของผนังท่อ 4 มม หรือมากกว่า).
ตำแหน่งที่ตั้งของเลเยอร์และลูกกลิ้ง (1 - 8)
 |
ในข้อต่อปรุงตามตัวเลือกเทคโนโลยีต่างๆ
ด้วยความหนาของผนังสูงถึง 2 มม. ส่วนข้ามข้ามควรเชื่อมเป็นหนึ่งชั้น
การเชื่อมการแปลงอาร์กอนแบบแมนนวลของ W-Electrode ที่ไม่ใช่ compassion ใช้สำหรับข้อต่อที่ไม่สะท้อนแสงของท่อจากคาร์บอนต่ำ, เหล็กกล้าไร้สนิมต่ำและโลหะผสม (ทนต่อการกัดกร่อน) เส้นผ่านศูนย์กลางของท่อเชื่อมน้อยกว่า 100 มม. ความหนาของผนังสูงถึง 10 มม.
เลือกพารามิเตอร์โหมด
กระแสเชื่อมเลือก: ด้วยการเชื่อมผ่านเดี่ยว - ขึ้นอยู่กับความหนาของผนังท่อและด้วยความถี่หลายความถี่ - ขึ้นอยู่กับความสูงของลูกกลิ้งซึ่งควรเป็น 2-2.5 มม. กระแสเชื่อมถูกกำหนดในอัตรา 30 - 35 A ต่อเส้นผ่านศูนย์กลาง 1 มม. ของอิเล็กโทรด
ความตึงเครียดบนอาร์คมันควรจะน้อยที่สุดซึ่งสอดคล้องกับการเชื่อมของส่วนโค้งสั้น ๆ
ความเร็วในการเชื่อมควบคุมเพื่อให้มีการรับประกันขอบและการก่อตัวของขนาดตะเข็บที่ต้องการ
การบริโภคก๊าซป้องกันขึ้นอยู่กับยี่ห้อของเหล็กเชื่อมและโหมดปัจจุบัน (จาก 8 ถึง 14 ลิตร / นาที)
ลวดหน้าเส้นผ่านศูนย์กลาง 1.6-2 มม. ได้รับการคัดเลือกตามแบรนด์ของเหล็กเชื่อม (ดูตารางบนหน้า 16)
ไปยังหมวดหมู่: งานเชื่อม
การเชื่อมแขนไฟฟ้าด้วยตนเองของข้อต่อท่อ
สำหรับการเชื่อม ARC ไฟฟ้าแบบแมนนวลของท่อขั้วไฟฟ้าโลหะจะใช้ซึ่งทำหน้าที่เป็นวัสดุเสริมสำหรับเติม รอยต่อรอย และในเวลาเดียวกันตัวนำปัจจุบันต่อ ARC
คุณภาพของการเชื่อมขึ้นอยู่กับสถานะของพื้นผิวขดของท่อตามความถูกต้องของการรวมกันของการรวมกันของปลายของพวกเขาและส่วนใหญ่มาจากอิเล็กโทรดที่ใช้ซึ่งเป็นแท่งโลหะเคลือบโลหะ แท่งโลหะของอิเล็กโทรดทำจากสายอิเล็กโทรดที่แตกต่างกัน สำหรับการเชื่อมท่อลวดจะใช้กับความหนา 2 ถึง 5 มม.
การเคลือบอิเล็กโทรดบางและหนาสุดท้ายกับการเคลือบที่มีคุณภาพสูง การเคลือบของอิเล็กโทรดที่มีการเคลือบสีที่บอบบาง (ชอล์ก) คือ 1-2% ของน้ำหนักของแท่งโลหะ เครื่องทำความเย็นของอิเล็กโทรดคุณภาพสูงคือ 20-30% ของน้ำหนักของแท่งโลหะ
คุณสมบัติที่สำคัญที่สุดของตะกรันที่ขึ้นรูปเคลือบ Slag เป็นโลหะผสมที่ไม่ใช่โลหะซึ่งมีส่วนแบ่งน้อยกว่าแรงโน้มถ่วงที่เฉพาะเจาะจงของโลหะเชื่อม; ตะกรันลอยขึ้นมาและสร้างฝาครอบกลโลหะหลอมเหลว ตะกรันช่วยป้องกันโลหะหลอมเหลวจากการดูดซึมจากสภาพแวดล้อมที่สับของก๊าซที่เป็นอันตรายสำหรับตะเข็บ - ออกซิเจนและไนโตรเจน
เนื่องจากตะกรันละลายที่อุณหภูมิต่ำกว่าโลหะหลักและในระหว่างการแข็งตัวทำให้เปราะบางเครื่องเชื่อมจะรีเซ็ตได้อย่างง่ายดายด้วยความหนาของการเชื่อมของก้านของอิเล็กโทรด จักรเย็บผ้าเย็บเป็นข้อบกพร่องของการเชื่อมท่อไฟฟ้าเพราะการรวมที่ไม่ใช่โลหะใด ๆ ลดความแข็งแรงของตะเข็บ
บาง (ชอล์ก) การเคลือบประกอบด้วย 80-85% ของชอล์กและ 15-20% ของแก้วเหลวซึ่งเป็นวัสดุที่เป็นเครื่องผูกเนื่องจากการเคลือบจะถูกจับบนก้าน จำเป็นต้องมีการเคลือบแบบบางเพื่อการเผาไหม้อย่างต่อเนื่องของส่วนโค้งเนื่องจากการหยุดพักส่วนโค้งเป็นประจำทำให้คุณภาพของการเชื่อมแย่ลง
u.electrodes ที่มีการเคลือบหนาของการเผาไหม้โค้งมีเสถียรภาพ แต่การสะสมโลหะเกิดขึ้นภายใต้เลเยอร์ตะกรันซึ่งป้องกันการมองเห็นตะเข็บที่เกิดขึ้น ความแข็งแรงและความหนืดของตะเข็บสูงกว่าตะเข็บที่ดำเนินการโดยอิเล็กโทรดอย่างมีนัยสำคัญด้วยการเคลือบที่ดี การปรับปรุงคุณภาพของตะเข็บนั้นทำได้โดยการป้องกันโลหะในการกระทำของออกซิเจนและไนโตรเจนของอากาศที่เกิดจากตะกรันจากขนหนาของอิเล็กโทรดเช่นเดียวกับการแนะนำองค์ประกอบคุณภาพสูงในโลหะที่มีการลดลง องค์ประกอบเหล่านี้กำลังเคลื่อนย้ายจากการเคลือบในโลหะในระหว่างการเชื่อม
สำหรับการเชื่อม ARC ด้วยตนเองของท่อมีความจำเป็นต้องใช้ E-42 และ E-42A อิเล็กโทรด อิเล็กโทรดจะต้องมีการเคลือบด้วยความหนาเดียวกันของซอฟต์แวร์ อิเล็กโทรดทั้งหมดที่ไม่มีรอยแตกข้นท้องถิ่นและข้อบกพร่องที่มองเห็นได้อื่น ๆ
ควรเลือกเส้นผ่านศูนย์กลางของอิเล็กโทรดขึ้นอยู่กับความหนาของท่อขด การเชื่อมต่อปุ่ม ท่อที่มีความหนาของผนัง - สูงถึง 5 มม. ต้องเชื่อมด้วยอิเล็กโทรดที่มีขนาดเส้นผ่าศูนย์กลาง 3 มม. ในปัจจุบันสำหรับข้อต่อโรตารีที่ 100-250 A และสำหรับข้อต่อที่ไม่ใช่การหมุน -80-120
ในหลายชั้น ตะเข็บปุ่ม เลเยอร์แรกจะต้องดำเนินการโดยอิเล็กโทรดที่มีขนาดเส้นผ่าศูนย์กลาง 4 มม. เพื่อให้ผู้ให้บริการชั้นดีตะเข็บที่ตามมา - ด้วยอิเล็กโทรดที่มีเส้นผ่านศูนย์กลางมากขึ้น
สายเชื่อมที่จัดหากระแสจากแหล่งจ่ายไฟถึง การเชื่อมต้องมีน้ำหนักเบายืดหยุ่นและมีฉนวนที่เชื่อถือได้
เมื่อเชื่อมการเชื่อมต่อประเภทต่อไปนี้จะดำเนินการ: แจ็คทวีต VTAVR และมุม
สารประกอบของหน้าอกเรียกว่าสิ่งนี้ซึ่งองค์ประกอบหนึ่งซ้อนทับกัน ความกว้างของตัวเองควรมีความหนาของโลหะอย่างน้อยสองตัว
ตามตำแหน่งที่ผลิตการเชื่อมตะเข็บจะลดลงแนวนอนแนวตั้งและเพดาน ตะเข็บล่างสะดวกที่สุดสำหรับการเชื่อม มันตั้งอยู่ที่ด้านล่างใต้อิเล็กโทรดและการเชื่อมทำจากด้านบน ตะเข็บแนวนอน ดำเนินการเส้นรอบวงของท่อที่ติดตั้งในแนวตั้ง ตะเข็บแนวตั้งตั้งอยู่ที่ด้านข้างของท่อสูงชันเชื่อมด้วยความยาว ตะเข็บเพดาน ดำเนินการเหนือหัวช่างเชื่อม
ท่อเชื่อมจะดีกว่าในตำแหน่งที่ต่ำกว่า (SEVIVEL SEAMS) การปิดข้อต่อการติดตั้งเท่านั้นที่ไม่สะท้อนแสงเท่านั้น
ท่อเหล็ก เชื่อมต่อแจ็คส่วนใหญ่ การเชื่อมต่อของท่อคำนี้ต้องการให้การเตรียมการของขอบกับความหนาทั้งหมดของผนัง
ประเภทของการเชื่อม ARC ไฟฟ้าของท่อเส้นผ่าศูนย์กลางขนาดเล็กจะแสดงในรูปที่ หนึ่ง.
เพื่อลดการไหลเข้าภายในท่อมุมของการเอียงของอิเล็กโทรดในแนวนอนไม่ควรเกิน 45 ° (รูปที่ 1, a)
เมื่อเชื่อมก้นและสารประกอบตัว T ของท่อของเส้นผ่านศูนย์กลางเล็ก ๆ ขั้วไฟฟ้าที่มีขนาดเส้นผ่าศูนย์กลาง 3 มม. ของประเภท E-42 และ E-42A (รูปที่ 1, B, D) ความแข็งแรงของปัจจุบันตั้งอยู่ที่ 80 การเชื่อมควรมีความสูง 2-3 มม. ความกว้าง 6-8 มม.
เมื่อเชื่อมขั้วไฟฟ้าเดียวกันจะใช้อิเล็กโทรดเดียวกันเมื่อเชื่อม ความแรงปัจจุบันตั้งค่าเป็น 10Q-120 A ความสูงของการเชื่อมต้องอยู่ที่ 3 มม. และความกว้างคือ 6-8 มม.
ก่อนเชื่อมท่องานเตรียมการต่อไปนี้ต้องดำเนินการ: - ท่อสะอาดจากดินสิ่งสกปรกและขยะ - ครอบตัดหรือยืดท่อที่ผิดปกติสิ้นสุดลง ปลายตรงของท่อจะต้องตรงกับเมื่ออยู่ในแนวเดียวกัน ไม่อนุญาตให้มีรอยบุบและคาลัส;
ในการเชื่อมส่วนโค้งทำความสะอาดขอบเพื่อความสามารถของโลหะและติดกับพื้นผิวด้านในและด้านนอกของท่อในความกว้างอย่างน้อย 10 มม.
ข้อต่อของข้อต่อที่จะดำเนินการโดยไม่หยุดทำงานจนกว่าข้อต่อทั้งหมดจะเชื่อมอย่างสมบูรณ์ - ท่อเชื่อมโดยไม่มีการเรียงรายแหวน; - การเชื่อมส่วนโค้งของข้อต่อแบบหมุนและไม่สะท้อนแสงของท่อด้วยความหนาของผนังถึง B MM เพื่อดำเนินการอย่างน้อยสองชั้น ด้วยความหนาของผนังท่อจาก 6 ถึง 12 มม. - ในสามชั้นและมีความหนา 19 มม. และสูงกว่า - ในสี่ชั้น แต่ละชั้นตะเข็บก่อนการซ้อนทับควรทำความสะอาดตะกรัน เลเยอร์แรกของ RVA ควรให้ผู้ให้บริการที่สมบูรณ์ของรากของเขา
รูปที่. 1. การเชื่อมไฟฟ้าของท่อ: ตำแหน่งของอิเล็กโทรดเมื่อเชื่อมท่อ, B - เชื่อมท่อสำหรับการแจ็คในท่อเชื่อมของ vansel, g - เชื่อมท่อระหว่างกิ่งไม้
รูปร่างของขอบของท่อและมุมของมุมเอียงที่ใช้ระหว่างการเชื่อมจะต้องสอดคล้องกับค่าที่แสดงในตาราง หนึ่ง.
ตารางที่ 1
รูปร่างของขอบของท่อที่เตรียมไว้สำหรับการเชื่อม 
การเชื่อม ARC แบบแมนนวลของท่อที่มีความหนาของผนังสูงถึง 4 มม. และการเชื่อมอัตโนมัติของท่อที่มีความหนาของผนังสูงถึง 6 มม. การผลิตแบบรวมโดยไม่มีมุมเอียง
การเบี่ยงเบนจากการจัดตำแหน่ง (การเคลื่อนที่ของขอบ) เมื่อประกอบท่อไม่ควรเกินค่าที่กำหนดในตาราง 2.
ตารางที่ 2
ความคลาดเคลื่อนของการกระจัดของขอบ A เมื่อประกอบท่อ 
ท่อเก็บเกี่ยวด้วยช่องว่างค่าที่ระบุไว้ในตาราง สิบแปด
ไม่อนุญาตให้ใช้หัวฉีดในตำแหน่งของรอยเชื่อมของท่อส่งท่อ
ระยะห่างระหว่างการเชื่อมวงแหวนของท่อและการเชื่อมของหัวฉีดควรอย่างน้อย 100 มม.
ตารางที่ 3
ช่องว่างที่อนุญาตเมื่อเชื่อมท่อ 
เทปควรยาว 40-50 มม. สำหรับข้อต่อแบบหมุน 60-70 มม. สำหรับเพดาน ความสูงของเทปควรเป็น 40-50% ของความหนาของผนังท่อ
เมื่อเชื่อมท่อที่มีผนังที่มีความหนามากกว่า 8 มม. ชั้นแรกจะถูกต้มด้วยการเชื่อมความเร็วชั้นที่เหลืออยู่ของแข็ง ด้วยการเชื่อมที่ก้าวหน้าวงกลมร่วมจะถูกแบ่งออกเป็นหลายส่วนเชื่อมในตอนแรกผ่านเว็บไซต์แล้วพลาด
ชั้นแรกของการเชื่อมเป็นผู้รับผิดชอบมากที่สุด เมื่อคุณฝังเลเยอร์นี้คุณต้องละลายขอบและความหมองคล้ำอย่างสมบูรณ์ จากนั้นมันเป็นสิ่งที่จำเป็นมันถูกมองอย่างระมัดระวังและตรวจสอบว่าไม่มีรอยแตกหรือไม่ การแตกร้าวที่ตรวจพบจะต้องถูกตัดหรือชำระเงินและส่วนที่ถูกเชื่อมอีกครั้ง
เลเยอร์ที่สองและสามถูกเชื่อมค่อยๆหมุนท่อ จุดเริ่มต้นและจุดสิ้นสุดของแต่ละเลเยอร์เหล่านี้ควรเปลี่ยนไป 15-30 มม. เมื่อเทียบกับจุดเริ่มต้นและจุดสิ้นสุดของเลเยอร์ก่อนหน้า
ตะเข็บสุดท้ายควรมีพื้นผิวเรียบและเคลื่อนย้ายไปยังโลหะหลักได้อย่างราบรื่น
ในกรณีของการเชื่อมหลายชั้นแต่ละชั้นจะถูกดำเนินการในทิศทางของการย้อนกลับก่อนหน้าส่วนการปิดของแต่ละเลเยอร์มีด้านหมุนที่สัมพันธ์กัน สิ่งนี้ช่วยปรับปรุงคุณภาพการเชื่อม
หลังจากการเชื่อมของแต่ละชั้นของตะเข็บและพื้นที่ที่อยู่ติดกับมันถูกทำให้บริสุทธิ์จากตะกรันและกระเด็นเพื่อการหลอมรวมที่ดีขึ้นของเลเยอร์
การเชื่อมแขนไฟฟ้าด้วยตนเองของข้อต่อท่อ
บทที่ XXVIII
คุณสมบัติของการเชื่อมโครงสร้างบางประเภท
§ 125. การเชื่อมท่อ
ทั่วไป. เมื่อสร้างท่อข้อต่อรอยสามารถหมุนได้ไม่สะท้อนแสงและแนวนอน (รูปที่ 123)
รูปที่. 123. ข้อต่อท่อรอย:
และ - หมุน, B - ไม่ใช่เทิร์น, ในแนวนอน
ก่อนประกอบและเชื่อมท่อพวกเขาตรวจสอบการปฏิบัติตามข้อกำหนดของโครงการตามที่ท่อส่งและข้อมูลจำเพาะ ข้อกำหนดขั้นพื้นฐาน: การปรากฏตัวของใบรับรองในท่อไม่มีการจุดไข่ปลาท่อไม่มีขนาดท่อการปฏิบัติตามองค์ประกอบทางเคมีและคุณสมบัติเชิงกลของโลหะท่อที่มีข้อกำหนดที่ระบุไว้ในข้อกำหนดทางเทคนิคหรือ gosts
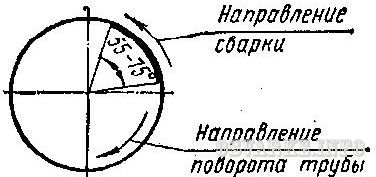
ในการเตรียมข้อต่อของท่อสำหรับการเชื่อมในแนวตั้งฉากของระนาบของการตัดท่อไปที่แกนของมันจะถูกตรวจสอบมุมของขอบของขอบและขนาดของความหมองคล้ำ มุมการเปิดเผยตะเข็บควรเป็น 60-70 °และขนาดของการพักผ่อนคือ 2-2.5 มม. (รูปที่ 124) Champers จะถูกลบออกจากปลายท่อโดยวิธีเชิงกลความคมชัดก๊าซหรือวิธีการอื่น ๆ ที่ให้รูปร่างขนาดและคุณภาพที่ต้องการของขอบที่ผ่านการบำบัด

รูปที่. 124. การเตรียมขอบท่อสำหรับการเชื่อมด้วยความหนาของผนัง 8-12 มม
ความแตกต่างในความหนาของผนังของท่อขดและการกระจัดของขอบของพวกเขาไม่ควรเกิน 10% ของความหนาของผนัง แต่ไม่เกิน 3 มม. เมื่อท่อเชื่อมต่อช่องว่างที่สม่ำเสมอระหว่างขอบที่เชื่อมต่อขององค์ประกอบการเล่นกลคือ 2-3 มม.
ก่อนที่จะประกอบขอบของท่อที่ติดขัดเช่นเดียวกับพื้นผิวด้านในและด้านนอกที่อยู่ติดกับพวกเขาที่ความยาว 15-20 มม. จะบริสุทธิ์จากน้ำมันขนาดสนิมและสิ่งสกปรก
Phacks ที่เป็นส่วนสำคัญของการเชื่อมทำการช่างเชื่อมเดียวกันที่จะเชื่อมข้อต่อโดยใช้อิเล็กโทรดเดียวกัน เมื่อท่อเชื่อมที่มีเส้นผ่านศูนย์กลางสูงถึง 300 มม. แท็กจะดำเนินการอย่างสม่ำเสมอรอบวงกลมในสี่แห่งที่มีความสูง 3-4 มม. และยาว 50 มม. เมื่อเชื่อมท่อที่มีขนาดเส้นผ่าศูนย์กลางมากกว่า 300 มม. เทปจะสม่ำเสมอตลอดวงกลมร่วมทั้งหมดทุก 250-300 มม.
เมื่อติดตั้งไปป์ไลน์จำเป็นต้องพยายามเพื่อให้แน่ใจว่าทางแยกมากขึ้นมีการเชื่อมในตำแหน่งหมุน ท่อที่มีความหนาของผนังคือ 12 มม. เชื่อมในสามชั้น เลเยอร์แรกสร้างจังหวัดในท้องถิ่นในรากของตะเข็บและฟิวชั่นที่เชื่อถือได้ของขอบ ในการทำเช่นนี้มีความจำเป็นที่โลหะที่กรองที่เกิดขึ้นภายในท่อลูกกลิ้งด้ายแคบ ๆ ที่มีความสูง 1-1.5 มม. กระจายอย่างสม่ำเสมอตลอดวงกลม เพื่อให้ได้ผู้ให้บริการที่ไม่มีหยาดและกราฟการเคลื่อนไหวของอิเล็กโทรดจะต้องได้รับการตอบแทนด้วยการชะลอตัวของอิเล็กโทรดที่ไม่สูญเสียบนอ่างเชื่อมการสั่นตามขวางเล็กน้อยระหว่างขอบและการก่อตัวของรูเล็ก ๆ ที่ด้านบนของมุมเชิงมุม ของขอบ หลุมจะได้รับเป็นผลมาจากการขยายพันธุ์ของโลหะหลักโดยส่วนโค้ง ขนาดของมันไม่ควรเกิน 1-2 มม. ตั้งค่าช่องว่างระหว่างท่อ
เชื่อมข้อต่อหมุน ชั้นแรกของความสูง 3-4 มม. ถูกเชื่อมด้วยอิเล็กโทรดที่มีขนาดเส้นผ่าศูนย์กลาง 2, 3 และ 4 มม. ชั้นที่สองถ่ายทำด้วยขั้วไฟฟ้าขนาดใหญ่และมีกระแสไฟเพิ่มขึ้น สองชั้นแรกสามารถทำได้ในหนึ่งในวิธีต่อไปนี้
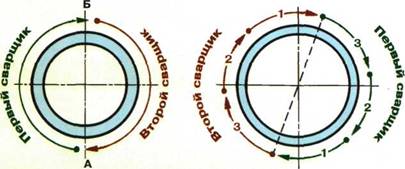
1. เรื่องตลกแบ่งออกเป็นสี่ส่วน ในขั้นต้นส่วนที่ 1-2 ถูกเชื่อมหลังจากที่ท่อหมุน 180 °และส่วนที่ 3 และ 4 กำลังเบียร์ (รูปที่ 125) จากนั้นท่อจะถูกหมุนโดยอีก 90 °และส่วนเชื่อม 5 และ 6 จากนั้นหมุนท่อ180ºและเชื่อมต่อส่วน 7 และ 8

รูปที่. 125. วงจรเชื่อมข้อต่อท่อ:
2. เรื่องตลกแบ่งออกเป็นสี่ส่วน การเชื่อมครั้งแรก 1 และ 2 จากนั้นหมุนท่อ 90 °และส่วนที่ 3 และ 4 ถูกเชื่อม (รูปที่ 126) หลังจากเชื่อมเลเยอร์แรกท่อจะถูกหมุนด้วย 90 °และส่วนที่ 5 และ 6 มีการเชื่อมแล้วท่อ 90 °และส่วนที่ 7 และ 8 มีรอยเชื่อม

รูปที่. 126. รูปแบบของข้อต่อของท่อในวิธีที่สอง
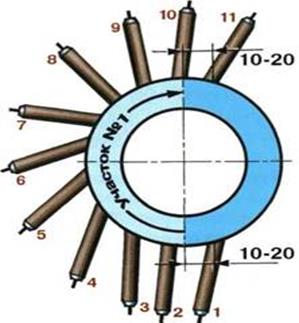
3. ข้อต่อแบ่งออกเป็นหลายส่วน (เมื่อเชื่อมท่อที่มีเส้นผ่านศูนย์กลางมากกว่า 500 มม.) การเชื่อมนำไปสู่ขั้นตอนใหม่ในแต่ละส่วน (รูปที่ 127) ความยาวของแต่ละส่วนตะเข็บ (1-8) คือ 150300 มม. และขึ้นอยู่กับเส้นผ่านศูนย์กลางของท่อ

รูปที่. 127. แผนการเชื่อมของข้อต่อของท่อขนาดใหญ่เส้นผ่าศูนย์กลาง:
a - เลเยอร์แรก, B - ชั้นที่สอง
เลเยอร์ที่สามในทุกวิธีที่กล่าวถึงข้างต้นถูกนำไปใช้ในทิศทางเดียวเมื่อหมุนท่อ ในท่อที่มีขนาดเส้นผ่าศูนย์กลางสูงถึง 200 มม. คุณไม่สามารถแบ่งข้อต่อไปยังส่วนและเชื่อมด้วยตะเข็บที่เป็นของแข็งด้วยการหมุนท่อในกระบวนการเชื่อม (รูปที่ 128) เลเยอร์ที่สองและสามจะดำเนินการในทำนองเดียวกันกับครั้งแรก แต่ในทิศทางตรงกันข้าม ในทุกกรณีแต่ละครั้งที่จะทับซ้อนกันใน 10-15 มม. ก่อนหน้านี้เป็นสิ่งจำเป็น
รูปที่. 128. ข้อต่อท่อเส้นผ่าศูนย์กลางขนาดเล็ก
การเชื่อมแยกที่ไม่ใช่การหมุน ข้อต่อที่ไม่หมุนของท่อที่มีความหนาของผนังสูงถึง 12 มม. มีการเชื่อมในสามชั้นความสูงของแต่ละชั้นไม่ควรเกิน 4 มม. และความกว้างของลูกกลิ้งควรเท่ากับสองสามเส้นผ่านศูนย์กลางของอิเล็กโทรด
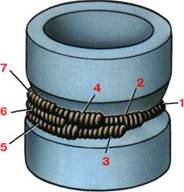
ข้อต่อของท่อที่มีเส้นผ่านศูนย์กลางมากกว่า 300 มม. มีการเชื่อมด้วยขั้นตอนย้อนกลับความยาวของแต่ละส่วนควรเป็น 150-300 มม. ลำดับของการซ้อนทับของพวกเขาจะแสดงในรูปที่ 129

รูปที่. 129. รูปแบบของชั้นของเลเยอร์ของชั้นเมื่อเชื่อมข้อต่อที่ไม่หมุนของท่อเส้นผ่าศูนย์กลางสูงถึง 400 มม. (จำนวนส่วนเชื่อมตามเลเยอร์จะปรากฏขึ้นและลูกศร - ทิศทางของการเชื่อม)
ชั้นแรกเกิดขึ้นเมื่ออิเล็กโทรดกลับมาพร้อมกับความล่าช้าของอาร์คบนอ่างเชื่อม ปัจจุบันตั้งค่าเป็น 140-170 A ซึ่งช่วยให้คุณสามารถจ่ายขอบของข้อต่อเพื่อสร้างลูกกลิ้งด้ายแคบ ๆ ที่มีความสูง 1-1.5 มม. ที่ด้านในของมัน ในเวลาเดียวกันสาดโลหะหลอมเหลวและการเชื่อมขนาดใหญ่ควรทำกับขอบรอยและการเชื่อมจะต้องทำโดยไม่มีการเผาไหม้ สำหรับอาร์คนี้ควรสั้น เปิด Arc จากอ่างอาบน้ำมันเป็นไปไม่ได้ที่จะลบมันมากกว่า 1-2 มม. การทับซ้อนของจุดเริ่มต้นและจุดสิ้นสุดของชั้นที่อยู่ติดกันควรอยู่ที่ 20-25 มม.
โหมดการเชื่อมชั้นที่สองนั้นเหมือนกับการเชื่อมเลเยอร์แรก อิเล็กโทรดระหว่างการเชื่อมของเลเยอร์ที่สองควรมีการแกว่งตามขวางจากขอบของขอบข้างหนึ่งไปที่ขอบของขอบอื่น
เมื่อเชื่อมพื้นผิวของแต่ละเลเยอร์อาจเป็นเว้า (รูปที่ 130, a) หรือนูนเล็กน้อย (รูปที่ 130, b), ความนูนของตะเข็บมากเกินไปโดยเฉพาะเมื่อ การเชื่อมเพดาน (รูปที่ 130, c) อาจเป็นสาเหตุของการไม่ต้องสงสัย

รูปที่. 130. พื้นผิวของตะเข็บราก:
และ - เว้า, 6 - นูนเล็กน้อย B เป็นนูนมาก (ลูกศรบ่งบอกถึงสถานที่ที่น่าสนใจ)
เพื่ออำนวยความสะดวกในการสังเกตของเขตเชื่อมในทิศทางของการรักษาเลเยอร์สุดท้ายของเลเยอร์สุดท้ายใช้ในภูมิภาคของขอบเพื่อให้พื้นผิวของมันต่ำกว่าขอบของขอบ (รูปที่ 131) เลเยอร์หลังจะดำเนินการด้วยความสูง 2-3 มม. และความกว้าง 2-3 มม. สูงกว่าความกว้างของการตัดขอบ มันควรจะมีการเปลี่ยนแปลงที่ราบรื่นจากโลหะเชื่อมไปยังหลักหลัก

รูปที่. 131. วงจรตัดขอบ
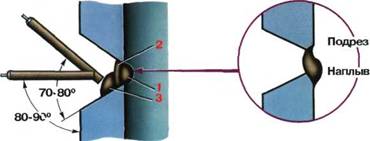
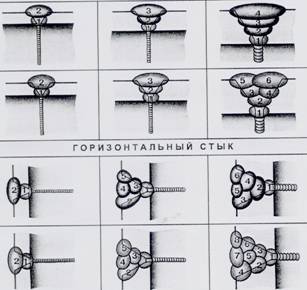
เชื่อมทางแยกแนวนอน เมื่อประกอบข้อต่อแนวนอนของท่อไม่จำเป็นต้องลบขอบของท่อล่างอย่างสมบูรณ์ก็เพียงพอที่จะเปิดเผยมันที่มุม 10-15 °ซึ่งช่วยปรับปรุงกระบวนการเชื่อมโดยไม่ต้องเปลี่ยนคุณภาพ (รูปที่ 132 , a) เมื่อประกอบท่อที่มองไม่เห็นที่ด้านล่างของท่อชำรุดจะไม่ถูกลบออกเลย (รูปที่ 132, b)

รูปที่. 132. การตัดแผนภาพของขอบของข้อต่อแนวนอนของความรับผิดชอบ (A) และการฉีกา (B) และการเชื่อม (B) จำนวนของเลเยอร์จะถูกระบุ
วิธีการเชื่อมที่ดีที่สุดของข้อต่อแนวนอนคือการเชื่อมลูกกลิ้งข้ามส่วนขนาดเล็ก ลูกกลิ้งตัวแรกถูกกำหนดที่ด้านบนของตะเข็บ (รูปที่ 132, C) ด้วยอิเล็กโทรดที่มีขนาดเส้นผ่าศูนย์กลาง 4 มม. (ที่กระแส 160-190 A) ด้วยการเคลื่อนย้ายขั้วไฟฟ้าแบบลูกสูบด้วยการก่อตัวที่บังคับใช้ในด้านใน ของข้อต่อของลูกกลิ้งด้ายแคบ ๆ ที่มีความสูง 1-1.5 มม. หลังจากลูกกลิ้งแรก (เลเยอร์) มันถูกทำความสะอาดด้วยพื้นผิวลูกกลิ้งที่สองซ้อนทับเพื่อให้มันทับซ้อนกันครั้งแรกด้วยการเคลื่อนไหวแบบลูกสูบของอิเล็กโทรดและการแกว่งขนาดเล็กจากขอบของขอบล่างถึงขอบของด้านบน ขอบ. การเชื่อมจะดำเนินการในทิศทางเดียวกันกับการเชื่อมของเลเยอร์แรก (ลูกกลิ้ง) จากนั้นกระแสจะเพิ่มขึ้นเป็น 250-300 A และเชื่อมลูกกลิ้งที่สามด้วยอิเล็กโทรดที่มีขนาดเส้นผ่าศูนย์กลาง 5 มม. ซึ่งจะเพิ่มประสิทธิภาพการเชื่อม ลูกกลิ้งที่สามถูกกำหนดในทิศทางตรงข้ามกับครั้งแรกมันต้องทับซ้อนกัน 70% ของความกว้างของลูกกลิ้งที่สอง ลูกกลิ้งที่สี่ถูกวางในทิศทางเดียวกัน แต่พวกเขาอยู่ในช่องว่างระหว่างลูกกลิ้งที่สามและขอบบน
ด้วยการเชื่อมข้อต่อของท่อในกว่าสามชั้นเริ่มต้นจากชั้นที่สามแต่ละชั้นที่ตามมาจะดำเนินการในทิศทางตรงกันข้ามมากกว่าหนึ่งก่อนหน้า ท่อที่มีเส้นผ่านศูนย์กลางสูงถึง 200 มม. ถูกเชื่อมด้วยตะเข็บที่เป็นของแข็งและเส้นผ่านศูนย์กลางมากกว่า 200 มม. เป็นวิธีการย้อนกลับขั้นตอน
เรียนผู้เยี่ยมชมคุณอ่านบทความ "เชื่อมท่อ" ซึ่งเผยแพร่ในหมวดหมู่ "การเชื่อมอาร์คด้วยตนเอง" หากคุณชอบหรือมีประโยชน์ในบทความนี้แบ่งปันกับเพื่อนและคนรู้จักของคุณ
หารายได้จากความรู้ของคุณ ตอบคำถามและรับเงิน!
11 กุมภาพันธ์ 2012 | มุมมอง: 48851 |
Array (\u003d\u003e [~ แท็ก] \u003d\u003e \u003d\u003e 40509 [~ id] \u003d\u003e 40509 \u003d\u003e เทคโนโลยีการเชื่อมท่อ [~ name] \u003d\u003e เทคโนโลยีการเชื่อมท่อ \u003d\u003e 1 [~ iblock_id] \u003d\u003e 1 \u003d\u003e 115 [~ iblock_section_id ] \u003d\u003e 115 \u003d\u003e
การจำแนกประเภทของท่อ
ท่อประมง
ท่อหลัก
น้ำประปาและน้ำเสีย
วิธีการเชื่อมของท่อ
ตารางที่ 1
ข้อกำหนดสำหรับท่อ
ในท่อ CIS ใช้ตาม GOST 8731 ... Gost 8734 Groups B รวมถึงการให้เหตุผลทางเทคนิคและเศรษฐกิจที่เกี่ยวข้อง - ตาม GOST 9567; ท่อเชื่อมไฟฟ้าเหล็ก - ตาม GOST 20295 สำหรับท่อที่มีเส้นผ่านศูนย์กลางตามเงื่อนไข (DF) ถึง 800 มม. รวม สำหรับท่อ du\u003e
ข้อกำหนดการประกอบท่อ
การอุ่น
ตารางที่ 2
(° C) tp.p \u003d 1440 RCM - 392
ตารางที่ 3
[~ detail_text] \u003d\u003e
การจำแนกประเภทของท่อ
ขึ้นอยู่กับวัตถุประสงค์การทำงานของไปป์ไลน์แบ่งออกเป็น:
ท่อประมง
ท่อหลัก
Pipelines Couple I. น้ำร้อน
ท่อเทคโนโลยี
ท่อส่งก๊าซ (การกระจาย)
น้ำประปาและน้ำเสีย
ปริมาณที่สำคัญในเหล็กที่ใช้สำหรับการผลิตท่อและการก่อสร้างท่อของวัตถุประสงค์ต่าง ๆ ที่ถูกครอบครองโดยคาร์บอนต่ำและเหล็กกล้าอัลลอยต่ำที่มีความแข็งแรงของผลผลิตสูงถึง 500 MPa
ตั้งแต่กระบวนการทางเทคโนโลยีของการเชื่อมท่อจากเหล็กที่ระบุในระหว่างการก่อสร้างท่อของวัตถุประสงค์ต่าง ๆ จะแตกต่างกันเล็กน้อยจากกันและกันและเอกสารด้านกฎระเบียบและทางเทคนิคที่ใช้กับความแตกต่างเฉพาะในข้อกำหนดสำหรับการเตรียมการของขอบสมัชชาคุณภาพ ของรอยต่อเชื่อมและการทดสอบเพื่อความแข็งแรงและความหนาแน่นและความหนาแน่นในอนาคตเราจะพิจารณาบทบัญญัติทั่วไปของกระบวนการผลิตเกี่ยวกับตัวอย่างของหลักและการกระจาย (ท่อส่งก๊าซ) ของท่อ
วิธีการเชื่อมของท่อ
วิธีการเชื่อมท่อเชื่อมต่อเป็นความร้อนความร้อน thermomechanical และเครื่องกล วิธีการระบายความร้อนรวมถึงการเชื่อมละลายทุกชนิด (อาร์ค, แก๊ส, พลาสม่า, ลำแสงอิเล็กตรอน, เลเซอร์ ฯลฯ ประเภทของการเชื่อมชั้นความร้อนรวมถึงการเชื่อมที่ติดต่อร้านขายของ, การเชื่อมของอาร์คที่ควบคุมด้วยแม่เหล็กเพื่อวิธีการเชิงกลรวมถึงแรงเสียดทานและการระเบิด การเชื่อม.
มีวิธีการในการเชื่อมท่อตามประเภทของผู้ให้บริการพลังงาน (ARC, แก๊ส, พลาสมา, เลเซอร์ ฯลฯ ); ภายใต้เงื่อนไขของการก่อตัวของสารประกอบ (การก่อตัวฟรีหรือบังคับของการเชื่อม); โดยวิธีการปกป้องเขตเชื่อม (ใต้ฟลักซ์ในก๊าซป้องกันโดยใช้ลวดอิเล็กโทรดป้องกันตนเอง ฯลฯ ); ตามระดับของเครื่องจักรกลและระบบอัตโนมัติของกระบวนการ (คู่มือการใช้งานยานยนต์อัตโนมัติและหุ่นยนต์)
สำหรับการเชื่อมท่อหลักการกระจายที่ยิ่งใหญ่ที่สุดที่ได้รับ วิธีการอาร์ค การเชื่อม. มากกว่า 60% ของข้อต่อทั้งหมดบนทางหลวงเชื่อมด้วยการเชื่อม ARC อัตโนมัติภายใต้ฟลักซ์ การเชื่อม ARC ภายใต้ฟลักซ์ใช้เฉพาะในกรณีที่มีความสามารถในการหมุนข้อต่อ การเชื่อมท่อภายใต้ฟลักซ์ส่วนใหญ่จะใช้ในการผลิตส่วนสองและสามท่อที่มีขนาดเส้นผ่าศูนย์กลาง 219 ... 1420 มม. เมื่อใช้วิธีการใช้งานยานยนต์เป็นไปไม่ได้การเชื่อม ARC แบบแมนนวล
การเชื่อม ARC แบบแมนนวลจะดำเนินการกับตำแหน่งเชิงพื้นที่ต่าง ๆ ของทางแยก - ลดลงแนวตั้งและเพดาน ในกระบวนการของการเชื่อมขยับอิเล็กโทรดด้วยตนเองรอบปริมณฑลทางแยกที่ความเร็ว 8 ... 20 m / h
การเชื่อมก๊าซป้องกันมีพันธุ์: ตามประเภทของก๊าซป้องกัน - การเชื่อมในก๊าซเฉื่อย (อาร์กอน, ฮีเลียม, ส่วนผสม), ในก๊าซที่ใช้งานอยู่ (co2, ไนโตรเจน, ไฮโดรเจน), เชื่อมในส่วนผสมของก๊าซเฉื่อยและใช้งาน (AG + CO2; AG + CO2 + O2); ตามประเภทของอิเล็กโทรด - การละลายและอิเล็กโทรด (ทังสเตน) ที่ไม่สามารถใช้งานได้ ตามระดับของเครื่องจักรกลคู่มือการใช้งานยานยนต์และอัตโนมัติ การเชื่อมอาร์คในก๊าซป้องกันจะใช้สำหรับการเชื่อมโดยท่อในตำแหน่งเชิงพื้นที่ต่าง ๆ ความเร็วของการเชื่อมด้วยตนเอง 8 ... 30 m / h, ยานยนต์และอัตโนมัติ 20 ... 60 m / h สำหรับการเชื่อมโดยไปป์ไลน์วิธีการเชื่อมยานยนต์ด้วยลวดผงที่มีการใช้ตะเข็บแบบบังคับใช้ซึ่งฟังก์ชั่นการป้องกันจะดำเนินการโดยส่วนประกอบผงที่เติมเปลือกลวด เมื่ออาบน้ำเชื่อมมีการตกผลึกอุปกรณ์ขึ้นรูปด้านนอกและหัวเชื่อมถูกย้ายไปตามขอบทางแยกจากด้านล่างขึ้นไปที่ความเร็ว 10 ... 20 m / h การเชื่อมด้วยเลเซอร์ที่มีท่อซึ่งมีลำแสงเลเซอร์ให้บริการโดยผู้ให้บริการพลังงาน ความเร็วของการเชื่อมด้วยเลเซอร์สูงถึง 300 m / h
เมื่อเชื่อมต่อการเชื่อมติดต่อด้วยการละลายอย่างต่อเนื่องกระบวนการจะเกิดขึ้นโดยอัตโนมัติตามโปรแกรมที่กำหนด ระยะเวลาของการเชื่อมของการเชื่อมต่อหนึ่งของท่อที่มีขนาดเส้นผ่าศูนย์กลาง 1420 มม. คือ 3 ... 4 นาทีวงจรการเชื่อมของข้อต่อหนึ่งในระหว่างการก่อสร้างท่อ -10 ... 15 นาที
การเชื่อมอัตโนมัติของส่วนโค้งควบคุมสนามแม่เหล็ก (หรือการเชื่อม ARContact) แตกต่างจากการเชื่อมการสัมผัสก้นโดยความร้อนขอบ ในการเชื่อม ARContact ความร้อนจะดำเนินการโดยส่วนโค้งหมุนสนามแม่เหล็กตามขอบของท่อขดด้วยความเร็วสูง วิธีการเชื่อมนี้ใช้เพื่อสร้างท่อขนาดเล็ก (จนถึง 114 มม.) เส้นผ่านศูนย์กลาง
เอกสารการกำกับดูแลที่ใช้ในการก่อสร้างท่อหลักและท่อกระจาย
เอกสารกำกับดูแลหลักควบคุมกฎสำหรับการดำเนินการของสมัชชา งานเชื่อม ในระหว่างการก่อสร้างท่อใน CIS "มาตรฐานการก่อสร้างและกฎเกณฑ์" บนพื้นฐานของ "กฎเกณฑ์รวมสำหรับการผลิตงานเชื่อมและการควบคุมคุณภาพของข้อต่อรอยได้รับการพัฒนา" SP 105-34-96 เช่นเดียวกับ Snip 3.05.02.88 "ท่อส่งก๊าซ" เอกสารเหล่านี้ให้กฎสำหรับการทดสอบที่มีคุณสมบัติเหมาะสมของช่างเชื่อมและการควบคุมความอดทนกฎสำหรับการเตรียมท่อเพื่อเชื่อมเงื่อนไขการตัดต่อซ่อมแซมและปฏิเสธของท่อขั้นตอนการประกอบ ท่อต่าง ๆ ด้วยกันและด้วย ฟิตติ้งท่อวิธีการเชื่อมและสภาพอากาศจะถูกกำหนดเมื่อทำงานกับแทร็กเอกสารกำกับดูแลควบคุมการใช้วัสดุเชื่อมที่แนะนำเช่นเดียวกับบรรทัดฐานและกฎสำหรับการควบคุมสารประกอบท่อเชื่อมเงื่อนไขสำหรับการป้องกันและการซ่อมแซมของพวกเขา
ในการพัฒนาบทบัญญัติหลักของ Snips, คำแนะนำทางเทคโนโลยีสำหรับการเชื่อมท่อได้รับการพัฒนา (VNI 066-89 และ LBN A.3.1. -36-3-96 และวิธีการควบคุมข้อต่อเชื่อมของท่อ (VN 012-88) . คำแนะนำเหล่านี้ควบคุม: บทบัญญัติหลักของเทคโนโลยีที่ทำด้วยมือที่ทำด้วยมือและการเชื่อม ARC อัตโนมัติของข้อต่อวงแหวนของท่อเช่นเดียวกับท่อที่มีการปิดเครื่องและการกระจายการกระจายของลำต้นและท่อส่งที่มีขนาดเส้นผ่าศูนย์กลาง 14 ถึง 1420 มม. ด้วยความหนาของ กำแพงจาก 1 ถึง 26 มม. ออกแบบมาสำหรับแรงดันไม่เกิน 7.5 MPa; การควบคุมข้อต่อเชื่อมและการซ่อมแซมของพวกเขาการสุขาภิบาลด้านความปลอดภัยและการผลิตตามคำแนะนำเหล่านี้ได้รับอนุญาตให้เชื่อมท่อจากเหล็กที่มีความต้านทานเวลาตามกฎระเบียบกับ 590 MPa รวม . คำแนะนำนำเสนอคุณสมบัติทางเทคโนโลยีของการเชื่อมท่อโดยใช้เทคนิคการเชื่อมอาร์คด้วยตนเองการเชื่อมอัตโนมัติภายใต้ฟลักซ์เชื่อมอัตโนมัติในสภาพแวดล้อมก๊าซป้องกันและลวดผงกับการก่อตะเข็บแบบบีบบังคับ คำแนะนำไม่สามารถใช้กับการเชื่อมท่ออเนกประสงค์ (สำหรับการขนส่งแอมโมเนียเอทิลีนเอทานอลก๊าซคาร์บอนไดออกไซด์ ฯลฯ ) รวมถึงท่อสำหรับผลิตภัณฑ์ที่มีการกัดกร่อน
ในระหว่างการก่อสร้างท่อได้รับการแนะนำตามมาตรฐานระดับชาติและนานาชาติ (ตารางที่ 1) ซึ่งเป็นอารีย์ 1104 อารีย์ 5D และ CS 4515 ใช้ความนิยมที่ยิ่งใหญ่ที่สุดเมื่อควบคุมคุณภาพของการเชื่อมต่อท่อเชื่อมต่อตามกฎได้รับการชี้นำโดย มาตรฐานสากล ISO 8517 และมาตรฐานยุโรป EN 25817
ตารางที่ 1
ข้อกำหนดสำหรับท่อ
สำหรับการก่อสร้างท่อส่งออกลำตัวและท่อก๊าซเหล็กสตรอเบอร์รี่เชื่อมไฟฟ้าที่ไร้รอยต่อและสปอร์สชอป ท่อที่มีเส้นผ่านศูนย์กลางสูงถึง 1020 มม. ทำจากเหล็กกล้าอัลลอยที่สงบและกึ่งเรืองแสงท่อที่มีขนาดเส้นผ่าศูนย์กลางสูงถึง 1420 มม. จากเหล็กกล้าขนาดต่ำในสถานะที่ได้รับการปรับปรุงทางความร้อนหรือการแข็งตัวของความร้อน สำหรับท่อส่งก๊าซกระจายเท่านั้น แรงดันต่ำ (สูงถึง 0.005 MPa) ได้รับอนุญาตให้ใช้ท่อจากการต้มเหล็กกล้าคาร์บอนต่ำ
ในท่อ CIS ใช้ตาม GOST 8731 ... Gost 8734 Groups B รวมถึงการให้เหตุผลทางเทคนิคและเศรษฐกิจที่เกี่ยวข้อง - ตาม GOST 9567; ท่อเชื่อมไฟฟ้าเหล็ก - ตาม GOST 20295 สำหรับท่อที่มีเส้นผ่านศูนย์กลางตามเงื่อนไข (DF) ถึง 800 มม. รวม สำหรับท่อ du\u003e 800 มม. เงื่อนไขทางเทคนิคพิเศษที่ได้รับการพัฒนาซึ่งควรรวมข้อกำหนดด้านล่าง
ท่อสำเร็จรูปจะถูกทำเครื่องหมายล้มแสตมป์ (ปั๊มเย็น) ในระยะ 250-500 มม. จากหนึ่งในปลายของท่อข้อมูลต่อไปนี้: เครื่องหมายการค้าหรือชื่อของผู้ผลิต แบรนด์เหล็กหรือการกำหนดตามเงื่อนไข หมายเลขท่อ; แสตมป์ของการควบคุมทางเทคนิค ปีที่ผลิต. พล็อตของการเกาะติดมีการกระจายอย่างชัดเจน นอกจากนี้เส้นผ่าศูนย์กลางและความหนาของผนังบ่งบอกถึงสีของท่อ
นำเข้าท่อผลิตและจัดจำหน่ายเป็นหลักตามมาตรฐานของสถาบันน้ำมันอเมริกัน (ARI) เช่น: AII-5 I (ท่อไร้รอยต่อและตรง), AII-513 (ท่อเกลียวสำหรับท่อต่าง ๆ ) AII-51X (ท่อสำหรับ ท่อแรงดันสูง)
ตามมาตรฐานเหล่านี้เหล็กท่อถูกรวมเข้ากับกลุ่มในความแข็งแรงของผลผลิต แต่ละกลุ่มของเหล็กที่มีค่าความแข็งแกร่งของผลผลิตเดียวกันในหลายพันปอนด์ต่อ 1 ตารางเมตร ตามมาตรฐานเหล่านี้มีกลุ่มของเหล็ก: X-42, X-46, X-52, X-56, X-60, X-65, X-70 ที่มีความต้านทานเวลาที่จะทำลายจาก 414 ถึง 565 MPa มาตรฐาน ARI นอกเหนือจากคุณสมบัติทางกลควบคุมกระบวนการผลิตท่อองค์ประกอบทางเคมีของเหล็กขนาดมวลและความยาวของท่อความดัน การทดสอบไฮดรอลิก ในกระบวนการผลิตวิธีการทดสอบที่ไม่ทำลายที่ใช้ในการผลิตสภาพการซ่อมแซมท่อ ฯลฯ การกำหนดของท่อตามมาตรฐาน ARI ประกอบด้วยชื่อของท่อของท่อ Monograms ของ ARI (เครื่องหมายการค้าหมายถึงท่อนี้ทำตามข้อกำหนดของ ARI) ขนาดของท่อเป็นนิ้ว มวลของหนึ่งฟุตของท่อในปอนด์คลาสการกำหนดของเหล็กและประเภทของการผลิต (S-Best, E-Dirt Pipes, SW - ท่อเกลียว, P - ท่อที่มีตะเข็บตามยาว, เชื่อมด้วยวิธีการกด) , ประเภทการกำหนดเหล็ก (E - เหล็กสาดในกลวงไฟฟ้า, M - เหล็กโลหะผสมต่ำความแข็งแรงสูง), สายพันธุ์ (nm -normalization หรือ normalization และออกจาก, ไม่มีการชุบแข็งและวันหยุด, วันหยุดพักผ่อน, NS-High, NS-High, NS-high-highation) การทำเครื่องหมายจะดำเนินการโดยสีที่ลบไม่ออก ท่อสำหรับท่อหลักทำจากเหล็กที่มีอัตราส่วนของความแข็งแรงของผลผลิตไปจนถึงความต้านทานเวลาของการแตกไม่เพิ่มเติม: 0.75 - สำหรับเหล็กคาร์บอนต่ำ 0.8 - สำหรับเหล็กกล้าไร้สนิมแบบครบวงจร 0.85 - สำหรับการกระจายตัวลดน้ำหนักแบบปกติและปรับปรุงความร้อนที่ดีขึ้น 0.9 - สำหรับเหล็กกลิ้งควบคุม
การเตรียมขอบท่อสำหรับการเชื่อม
ก่อนที่จะเริ่มงานเชื่อมและติดตั้งมีความจำเป็นต้องตรวจสอบให้แน่ใจว่ามีการใช้ท่อและท่อมีใบรับรองคุณภาพและปฏิบัติตามโครงการเงื่อนไขทางเทคนิคสำหรับอุปทานของพวกเขา ท่อและรายละเอียดต้องผ่านการควบคุมอินพุตตามข้อกำหนดของมาตรฐานที่เกี่ยวข้องและ เงื่อนไขทางเทคนิค ในท่อ
จุดสิ้นสุดของท่อและชิ้นส่วนเชื่อมต่อจะต้องอยู่ในรูปทรงและขนาดของขอบเอียงที่สอดคล้องกับกระบวนการเชื่อมที่ใช้ ด้วยความไม่สอดคล้องกันการประมวลผลเชิงกลของขอบในแทร็ก สำหรับท่อเส้นผ่าศูนย์กลางขนาดเล็ก (สูงถึง 520 มม.) เป็นไปได้ที่จะใช้เส้นทางแบ่งครึ่งเครื่องตัดท่อและเครื่องบด เครื่องกัดวงโคจร, เครื่องตัดไฮดรเบจและเครื่องบดใช้สำหรับขนาดเส้นผ่าศูนย์กลางขนาดใหญ่ ในบางกรณีเมื่อมีการใส่ขดลวดหรือขดลวดกำลังแทรกการใช้วิธีการระบายความร้อนสำหรับการเตรียมขอบเช่น:
a) การตัดออกซิเจนก๊าซที่มีขอบปอกกลอกกลที่ตามมาโดยวงกลมขัดถึงความลึก 0.1 ..0.2 มม.;
b) การตัดพลาสม่าอากาศที่มีการตัดเฉือนต่อไปเป็นความลึกสูงสุด 1 มม. - เนื่องจากความอิ่มตัวของขอบกับไนโตรเจน (เมื่อใช้อาร์กอนเป็นก๊าซที่ขึ้นรูปพลาสม่าไม่จำเป็นต้องมีการประมวลผลเชิงกล); c) การตัด Air-Arc ที่มีการวางอยู่ในภายหลังถึงความลึก 0.5 มม. (มุ่งหน้าไปที่ขอบ);
d) รอยแยกและการตัดด้วยอิเล็กโทรดพิเศษของ ANR-2M, ANR-3 หรือ OK.21.03 หลังจากนั้นไม่จำเป็นต้องมีการประมวลผลเชิงกล
ก่อนประกอบท่อจำเป็นต้องทำความสะอาดช่องด้านในของท่อจากดินสิ่งสกปรกหิมะที่นั่นและเพื่อทำความสะอาดขอบและพื้นผิวด้านในและด้านนอกของท่อและชิ้นส่วนที่เชื่อมต่อกับความกว้างของความกว้างของ อย่างน้อย 10 มม.
แปลงของการเสริมสร้างความเข้มแข็งของตะเข็บภายนอกโรงงานที่อยู่ติดกับท่อที่จะขยับได้ขอแนะนำให้ยัดไส้ถึงความสูงประมาณ 0.7 มม. ที่ระยะไกลจากจุดสิ้นสุดอย่างน้อย 10 มม.
ท่อทั้งหมดมาที่แทร็กจากพืชที่มีขอบตัดที่มีไว้สำหรับการเชื่อมอาร์คด้วยตนเองด้วยอิเล็กโทรดเคลือบ การตัดนี้ (รูปที่ 1, a) สำหรับท่อของเส้นผ่านศูนย์กลางใด ๆ ที่มีความหนาของผนังมากกว่ามุมมากกว่า 4 มม. ของมุมเอียงของขอบ 25-30 °และน่าเบื่อ 1-2.6 มม. ด้วยความหนาของผนัง 16 มม. และท่อที่มีขนาดเส้นผ่านศูนย์กลางขนาดใหญ่สามารถจัดหาได้ด้วยความคมชัดแบบรวมตามรูปที่ 1, b.
ขนาดขึ้นอยู่กับความหนาของผนังและคือ:
7 มม. - ด้วยความหนาของผนังท่อ 15 ... 19 มม
8 มม. - ด้วยความหนาของผนังท่อ 19 ... 21,5 มม
10 มม. - ด้วยความหนาของผนังท่อ 21.5 ... 26 มม.
รูปที่. 1. ประเภทของการตัดขอบของท่อสำหรับการเชื่อมอาร์คด้วยตนเอง (A, B) เชื่อมอัตโนมัติในสภาพแวดล้อมของก๊าซป้องกัน (B) เชื่อมอัตโนมัติภายใต้ฟลักซ์ (G, D, E, G) และลวดผงด้วยการก่อตัวแบบบังคับ ( a, b)
สำหรับท่อ Du 1,000 มม. และมากกว่าเมื่อเครื่องใช้ของเครื่องตะเข็บรากอุปกรณ์มีให้จากภายในการตัดที่นำเสนอในรูปที่ 1 ขอแนะนำ ในระหว่างการก่อสร้างท่อส่งสัญญาณการเชื่อม ARC ด้วยตนเองของท่อโดยไม่ต้องตัดขอบที่มีความหนาของผนังสูงถึง 4 มม. นอกจากนี้สำหรับท่อที่มีขนาดเส้นผ่าศูนย์กลางสูงถึง 152 มม. เป็นไปได้ที่จะใช้ การเชื่อมก๊าซ (ไม่มีขอบตัด - สูงถึง 3 มม. และมุมเอียงด้านเดียว - สูงถึง 5 มม.)
อนุญาตการเชื่อมต่อของท่อที่แตกต่างกันในแทร็กได้รับอนุญาตโดยไม่มีการประมวลผลขอบเพิ่มเติม:
สำหรับความหนาของผนังไม่เกิน 12.5 มม. หากความแตกต่างความหนาไม่เกิน 2 มม.
สำหรับความหนาของผนังสูงกว่า 12.5 มม. หากความแตกต่างความหนาไม่เกิน 3 มม. ในกรณีนี้ไม่อนุญาตให้ใช้ขอบที่น่าตกใจ
การเชื่อมต่อของท่อหรือท่อที่มีการปิดการปิดและการกระจายการกระจายด้วยความหนาของผนังที่แตกต่างกันจะดำเนินการโดยการใช้ระหว่างองค์ประกอบแจ็คเก็ตของเทรนด์ของโรงงานผลิตหรือแทรกจากท่อความหนาระดับกลางที่มีความยาวอย่างน้อย 250 มม. .
มันได้รับอนุญาตให้ทำการประกอบโดยตรงและการเชื่อมท่อหรือท่อด้วยชิ้นส่วนของท่อในรูปแบบที่แตกต่างกันมากถึง 1.5 ความหนาที่มีการประมวลผลพิเศษที่อยู่ติดกับจุดสิ้นสุดของพื้นผิวของท่อหนาหรือชิ้นส่วน (รูปที่ 2, a) ไม่อนุญาตให้เชื่อม chucks ของหลายท่อ
การเชื่อมต่อโดยตรงของท่อที่มีการปิดเครื่องและการเสริมการกระจายได้รับการแก้ไขภายใต้เงื่อนไขหากความหนาของการเสริมแรงไม่เกิน 1.5 ความหนาของผนังท่อด้วยการเตรียมท่อเสริมแรงตาม (รูปที่ 2, b . การเตรียมการนี้จะต้องดำเนินการโดยซัพพลายเออร์
รูปที่. 2. การเตรียมการเชื่อมท่อและชิ้นส่วนที่มีความหนาของผนังที่แตกต่างกัน
ข้อกำหนดการประกอบท่อ
สร้างข้อต่อของท่อควรรับประกัน:
ตั้งฉากกับข้อต่อกับแกนของท่อส่ง การเบี่ยงเบนจากแนวตั้งฉากไม่ควรเกิน 2 มม.
ความสม่ำเสมอรอบปริมณฑลของช่องว่างซึ่งอยู่ในขอบเขตของค่าที่ควบคุมตามมาตรฐานและคำแนะนำที่เกี่ยวข้อง
ช่วงขั้นต่ำที่เป็นไปได้ที่บันทึกโดยแม่แบบสากลไม่เกิน ค่าที่อนุญาต (สำหรับท่อลำต้น - ความหนาของผนัง 0.2 แต่ไม่เกิน 3 มม. สำหรับการกระจาย - (0.15 ความหนาของผนัง + 0.5 มม.);
การผสมผสานของตะเข็บโรงงานตามยาวที่สัมพันธ์กับกันและกันอย่างน้อย 100 มม. - สำหรับท่อที่มีเส้นผ่านศูนย์กลางมากกว่า 100 มม. และ 1/3 ของความยาววงกลม - สำหรับท่อที่มีเส้นผ่าศูนย์กลางน้อยกว่า 100 มม. ในกรณีของความเป็นไปไม่ได้ด้านเทคนิคในการปฏิบัติตามข้อกำหนดเหล่านี้การตรวจสอบอัลตราโซนิกเพิ่มเติมของสารประกอบการเชื่อมจะถูกกำหนดในส่วนนี้ของข้อต่อ
ในการผลิตท่อที่มีเส้นผ่านศูนย์กลางขนาดใหญ่ตัวเรือนกระบอกสูบจากเปลือกหอยจะใช้การประกอบและการเชื่อมประเภทต่อไปนี้ - "การประกอบและการเชื่อมของที่อยู่อาศัยเชลล์"
การอุ่น
การอุ่นเป็นหนึ่งในการดำเนินงานทางเทคโนโลยีที่สำคัญที่สุดที่ช่วยให้คุณสามารถปรับวงจรการเชื่อมความร้อนได้ เป็นที่ทราบกันดีว่าโครงสร้างและคุณสมบัติของข้อต่อรอยส่วนใหญ่ถูกกำหนดโดยความเร็วในการทำความเย็นโลหะในช่วงอุณหภูมิ 800-500 ° C (ความต้านทานต่ำสุดของ Austenite) ในอัตราการระบายความร้อนสูงการก่อตัวของโครงสร้างฮาร์ดแวร์ชนิดมาร์เท็นไซต์เป็นไปได้ซึ่งมีความแข็งแรงสูงและเป็นพลาสติกต่ำเช่นเดียวกับแนวโน้มที่จะก่อให้เกิดรอยแตกเย็น นี่เป็นเรื่องจริงโดยเฉพาะอย่างยิ่งของเหล็กกล้าที่ผสมต่ำที่มีคาร์บอนเทียบเท่า 0.43% และสูงกว่า เหล็กเหล่านี้มีความไวต่อการกระทำของวัฏจักรความร้อนไปจนถึงหัวและโซนอิทธิพลความร้อนมีแนวโน้มที่จะทำให้เกิดการยอมรับ ปรากฏการณ์เหล่านี้ประจักษ์อย่างชัดเจนที่สุดด้วยการเชื่อม ARC ด้วยตนเองเมื่ออัตราการระบายความร้อนของโลหะ GVT สามารถเข้าถึง 70 ° C / S ด้วยความหนาที่กำหนดของผนังท่อปรับอัตราการระบายความร้อนของโซนอิทธิพลความร้อนสามารถเปลี่ยนแปลงได้โดยอุณหภูมิเริ่มต้นของขอบเชื่อมต่อของการอุ่น มันมีความสำคัญอย่างยิ่งเมื่อเชื่อมรากของตะเข็บด้วยขั้วไฟฟ้าเคลือบเซลลูโลสเมื่ออัตราการระบายความร้อนสูงสุดเมื่อเทียบกับการเชื่อมของเลเยอร์ตะเข็บอื่น ๆ พลังงานการเชื่อมพายลดลง (ความเร็วในการเชื่อมโดยขั้วไฟฟ้าดังกล่าวสองเท่าของการเชื่อมความเร็วของอิเล็กโทรด การเคลือบหลัก) และเพิ่มแนวโน้มและการก่อตัวของรอยแตกเย็นสำหรับบัญชีเพื่อเพิ่มเนื้อหาของไฮโดรเจนการแพร่กระจายในโลหะเชื่อม ความร้อนเบื้องต้นไม่เพียง แต่ช่วยลดโอกาสในการก่อตัวของโครงสร้างที่ชุบแข็งใน GVT แต่ยังสร้างเงื่อนไขสำหรับการอพยพที่ใช้งานของไฮโดรเจนการแพร่กระจายจากโลหะเชื่อมและโซนที่ระบุ สิ่งที่ในทางกลับกันเพิ่มความต้านทานของสารประกอบรอยต่อการก่อตัวของรอยแตกเย็นโดยเฉพาะอย่างยิ่งเมื่อใช้อิเล็กโทรดด้วยการเคลือบเซลลูโลสเมื่อปริมาณไฮโดรเจนในตะเข็บสามารถเข้าถึง 50 มม. ต่อ 100 กรัมของโลหะเชื่อม
อุณหภูมิของการอุ่นจะถูกเลือกขึ้นอยู่กับสถานีเคมี (โดยเทียบเท่าคาร์บอน) ความหนาของเครื่องท่ออุณหภูมิแวดล้อมและชนิดของการเคลือบอิเล็กโทรด พารามิเตอร์เหล่านี้มักจะถูกควบคุมโดยมาตรฐานที่เกี่ยวข้องและคำแนะนำทางเทคโนโลยี ตัวอย่างเช่นใน CIS ได้รับคำแนะนำจาก VNC 066-89 (ตารางที่ 2) เมื่อเชื่อมด้วยอิเล็กโทรดด้วยการเคลือบเซลลูโลสอุณหภูมิของการอุ่นเพิ่มขึ้น 75 องศาเซลเซียส
ตารางที่ 2
ในต่างประเทศบ่อยครั้งเมื่อเลือกความร้อนใช้งานกับตัวบ่งชี้ความต้านทานรอยแตกของรอยต่อเชื่อมกำหนดโดยสูตร Ito-Beesio:
สถานที่: [n] - เนื้อหาของไฮโดรเจนกระจาย, มม. / 100 กรัม;
T - ความหนาของแผ่นเชื่อมมม. อุณหภูมิความร้อนจะถูกกำหนดในสูตรเชิงประจักษ์:
(° C) tp.p \u003d 1440 RCM - 392
เบื้องต้นและหากจำเป็นเครื่องทำความร้อนที่มาพร้อมกับอุปกรณ์ทำความร้อน (ก๊าซหรือไฟฟ้า) ให้ความร้อนที่สม่ำเสมอของโลหะตลอดขอบเขตของรอยต่อที่เชื่อม ความกว้างของโซนการอบแห้งท่อในแต่ละทิศทางจากตะเข็บควรมีอย่างน้อย 75 มม.
อุณหภูมิของความร้อนเบื้องต้นและร่วมกันเมื่อท่อ (หรือท่อที่มีส่วน) เชื่อมต่อจากเกรดเหล็กต่าง ๆ หรือด้วยความหนาของผนังที่แตกต่างกันซึ่งจะต้องมีความร้อนที่อุณหภูมิที่แตกต่างกันจะถูกตั้งค่าเป็นค่าสูงสุด
เทคโนโลยีและเทคนิคการเชื่อม ARC ด้วยตนเอง
เกือบ 60% ของงานเชื่อมในระหว่างการก่อสร้างท่อบัญชีสำหรับการเชื่อมอาร์คด้วยตนเอง นี่คือการเชื่อมต่อของส่วนหรือแต่ละท่อเป็นด้ายต่อเนื่องการเชื่อมการเปลี่ยนผ่านธรรมชาติและ อุปสรรคประดิษฐ์, การเชื่อมของ stalems, คอยล์เชื่อม, ปมเครน, ก๊อก, ฯลฯ
เทคโนโลยีของการเชื่อม ARC ด้วยตนเองจะถูกกำหนดเป็นหลักโดยวัสดุของท่อที่จะเชื่อม มีการเลือกเหล็กจากเหล็กของเหล็กเหล็กและวัสดุการเชื่อมจะได้รับการคัดเลือก หลังจากนั้นเราสร้างเทคนิคและเทคนิคการเชื่อมเช่นเดียวกับโครงการสำหรับการจัดระเบียบงานในขณะที่ชี้นำโดยการก่อสร้างท่อส่ง สำหรับวัสดุเชื่อมที่กำหนดเทคโนโลยีการเชื่อมขึ้นอยู่กับเส้นผ่านศูนย์กลางและความหนาของผนังท่อ
กฎที่ไม่คาดหวังในการก่อสร้างท่อลำตัวและท่อกระจายเป็นข้อกำหนดสำหรับจำนวนชั้นต่ำสุดในตะเข็บ สำหรับท่อที่มีความหนาของผนัง 6 มม. และน้อยกว่า 2 ชั้นโดยมีความหนาของผนังมากกว่า 6 มม. - 3 ชั้น
ความรับผิดชอบมากที่สุดคือชั้นรากของตะเข็บ ต้องจ่ายขอบของท่อขดอย่างน่าเชื่อถือและเพื่อสร้างลูกกลิ้งผกผันที่สม่ำเสมอที่มีกำไร 1-3 มม. บนพื้นผิวด้านในของตะเข็บ มันได้รับอนุญาตในส่วนแยกต่างหากของข้อต่อที่มีความยาวไม่เกิน 50 มม. (สำหรับตะเข็บทุก 350 มม.) การลดทอนของรากตะเข็บ (วงเดือน) สูงถึง 10-15% ของความหนาของผนังท่อ พื้นผิวด้านนอกของชั้นรากควรเรียบเนียนอย่างประณีตและมีการจับคู่ที่ราบรื่นกับพื้นผิวด้านข้างของการตัด รูปร่างที่ดีที่สุดของพื้นผิวด้านนอกของตะเข็บสามารถทำได้เป็นเครื่องบดและตัวสะสมนิวเมติกตามข้อกำหนดของการเรียนการสอน
เมื่อเชื่อมท่อที่มีเส้นผ่านศูนย์กลาง 1020 มม. และอีกมากมายหลังจากการเชื่อมรากของตะเข็บขอแนะนำให้ทำอาหารสัตว์ของชั้นรากจากด้านในของท่อในสถานที่เหล่านั้นที่ไม่มีอุปทานรูทและจำเป็นต้องใช้ ไตรมาสที่ต่ำกว่าของปริมณฑลทางแยก (จากภายใน) นั่นคือ บนพล็อตนั้นซึ่งในระหว่างการเชื่อมรากของตะเข็บภายนอกจะดำเนินการในตำแหน่งเพดาน ด้วยการเชื่อมแบบแมนนวลของรากของข้อต่อหมุนของท่อของเส้นผ่าศูนย์กลางขนาดใหญ่ตู้จะดำเนินการทั่วทั้งปริมณฑลของทางแยก Seam ของโฮสต์ให้ผู้ให้บริการรากมันควรมีพื้นผิวเล็ก ๆ การผสมพันธุ์อย่างราบรื่นกับพื้นผิวด้านในของท่อโดยไม่มีฟีดและข้อบกพร่องอื่น ๆ การปรับปรุงของตะเข็บเชื่อมควรมีอย่างน้อย 1 และไม่เกิน 3 มม. การยึดเกาะนั้นดำเนินการโดยอิเล็กโทรดของชนิดหลักที่มีขนาดเส้นผ่าศูนย์กลาง 3-4 มม.
การบรรจุเลเยอร์ของตะเข็บจะถูกละลายกันอย่างแน่นหนาและวางขอบของท่อขด หลังจากแต่ละเลเยอร์ตะเข็บมีความจำเป็นต้องทำความสะอาดพื้นผิวของตะเข็บจากตะกรัน
การเผชิญหน้ากับตะเข็บมีโครงร่างที่ราบรื่นและจับคู่กับพื้นผิวของท่อโดยไม่มีการตัดและข้อบกพร่องที่มองเห็นได้อื่น ๆ การปรับปรุงของตะเข็บควรมีอย่างน้อย 1 และไม่เกิน 3 มม. ความกว้างเชื่อมทับความกว้างของการตัดด้วย 2-3 มม. ในแต่ละทิศทาง
ในตอนท้ายของการเปลี่ยนแปลงการเชื่อมควรเชื่อมอย่างสมบูรณ์ ความต้องการนี้เกิดจากข้อเท็จจริงที่ว่าท่อในช่วงเวลาของวันผ่านผลของการเปลี่ยนแปลงในอุณหภูมิแวดล้อมซึ่งมีความสำคัญอย่างยิ่งเมื่อมีการเปลี่ยนแปลงในตอนกลางคืนและกลางคืน - ในระหว่างวัน การเปลี่ยนอุณหภูมิทำให้เกิดการเกิดขึ้นในท่อและรอยต่อของความเค้นที่สามารถสูงมาก
หากทางแยกไม่สมบูรณ์จากนั้นในส่วนตัดขวางที่อ่อนแอลงของแรงดันไฟฟ้าสามารถเกินความแรงของผลผลิตและแม้กระทั่งความต้านทานเวลาต่อการทำลายโลหะของตะเข็บและข้อต่อจะล่มสลาย สถานการณ์นี้เป็นอันตรายโดยเฉพาะอย่างยิ่งที่อุณหภูมิอากาศติดลบเมื่อความเป็นพลาสติกของโลหะลดลง
ขึ้นอยู่กับประเภทของขั้วไฟฟ้าที่แนะนำมี 3 รูปแบบการเชื่อมที่พบมากที่สุด: การเชื่อมร่วมกันของขั้วไฟฟ้าที่มีการเคลือบหลัก, การเชื่อมร่วมกันของขั้วไฟฟ้าดักแก๊ส, การเชื่อมรากของตะเข็บและทางร้อนโดยขั้วไฟฟ้า ประเภทการปลูกก๊าซและชั้นเติมและหันหน้าไปทาง - อิเล็กโทรดที่มีการเคลือบหลัก
อิเล็กโทรดเชื่อมที่มีการเคลือบหลักจะดำเนินการจากล่างขึ้นบนด้วยการแกว่งตามขวางแอมพลิจูดซึ่งขึ้นอยู่กับความกว้างของการตัดแยก ด้วยวิธีการเชื่อมที่ผ่าไหลแต่ละเครื่องจะทำการตะเข็บเฉพาะตำแหน่งซึ่งขึ้นอยู่กับจำนวนผู้เชื่อมที่ทำงานพร้อมกันในข้อต่อเดียวกัน ในท่อเส้นผ่าศูนย์กลางขนาดใหญ่จำนวนของพวกเขาสามารถเข้าถึงสี่ ตามกฎถ้าช่างเชื่อมมีสองตัวพวกเขาจะเชื่อมจากด้านล่างจาก Nadir และขึ้นไปบนปริมณฑลในทิศทาง (โดยนาฬิกาหมุน) 6-3-12 และ 6-9-12 ในเวลาเดียวกันในส่วนเพดานของข้อต่อควรเปลี่ยนได้ 50-60 มม. จากจุดล่างของวงกลมของท่อ ในสองชั้นที่อยู่ติดกันล็อคต้องเป็นนามธรรมจากกันอย่างน้อย 50-100 มม. หากผู้เชื่อมสี่คนจากนั้นคู่แรกจะปรุงโดยข้อต่อ (โดย Dial) 6-3 และ 6-9 และไอน้ำที่สองคือ 3-12 และ 9-12
แผนภาพลำดับของการซ้อนทับสองชั้นเมื่อเชื่อมจากด้านล่างขึ้นไปพร้อมกับขั้วไฟฟ้าที่เคลือบหลักจะแสดงในรูปที่ 3, A เลเยอร์คี่ที่ตามมาทั้งหมดจะดำเนินการตามแผนภาพของเลเยอร์แรกทั้งหมดแม้ - ตามรูปแบบของชั้นที่สอง ตัวเลขโรมันแสดงลำดับของการเชื่อมส่วนตะเข็บแต่ละส่วน ขึ้นอยู่กับ ตำแหน่งอวกาศ การเชื่อมค่าปัจจุบันที่แนะนำที่แสดงในตารางที่ 3
เมื่อใช้อิเล็กโทรดเคลือบด้วยชนิดหลักที่ได้รับการรับรองเฉพาะสำหรับการสร้างท่อแบรนด์อิเล็กโทรดเท่านั้น
ตารางที่ 3
เมื่อใช้อิเล็กโทรดของประเภทการปลูกก๊าซการเชื่อมของรากของตะเข็บจะดำเนินการจากบนลงล่างโดยไม่มีการเคลื่อนไหวสั่นสะเทือนพึ่งพาอิเล็กโทรดที่ขอบของท่อขด การเชื่อมจะดำเนินการโดยกระแสคงที่ของกระแสไฟฟ้าย้อนกลับหรือขั้วโดยตรงที่จังหวะของแหล่งจ่ายไฟอย่างน้อย 75V ค่าของการเชื่อมปัจจุบันในระหว่างการเชื่อมด้วยอิเล็กโทรดที่มีขนาดเส้นผ่าศูนย์กลาง 3.25 มม. ไม่ควรเกิน 100-110A; เมื่อเชื่อมด้วยอิเล็กโทรดที่มีขนาดเส้นผ่าศูนย์กลาง 4 มม. ในตำแหน่งที่ต่ำกว่าและครึ่งมติ 120-160A ในตำแหน่งที่เหลือ 100-140A ความเร็วในการเชื่อมควรได้รับการดูแลในช่วง 16-22 เมตรต่อชั่วโมง การเปลี่ยนมุมของความชอบของอิเล็กโทรดจาก 40 ถึง 90 °ในกระบวนการเชื่อมช่างเชื่อมจะเก็บรักษาหน้าต่างการประมวลผลด้วยขอบตัดข้ามซึ่งมันสังเกตการหลอมละลายของขอบ
เพื่อลดระดับตกค้าง การเชื่อมเน้น ใน รอยต่อ ปริมณฑลของข้อต่อที่ไม่ใช่การหมุนแบ่งออกเป็นสมมาตรพื้นที่ตรงข้ามกับเส้นตรงข้ามและการเชื่อมหลายชั้นในลำดับที่แสดงในรูปที่ 4. ผลกระทบที่มากขึ้นของการลดความเครียดในการเชื่อมและการเสียรูปให้การใช้วิธีการเชื่อมหมุนเวียนและการบรรจุการตัดสองหรือสี่ตัว
เมื่อเชื่อมท่อเส้นผ่านศูนย์กลางขนาดเล็ก (สูงถึง 530 มม.) เพื่อลดปริมาณการติดตั้งในร่องลึกมันมักจะมีการฝึกฝนในส่วนของท่อที่มีการเชื่อมด้วยการหมุนของข้อต่อ 90 หรือ 180 ° ท่อแบ่งออกรอบเส้นรอบวงถึงสี่ความยาวประมาณเดียวกัน ส่วนการผลิตเบียร์ 1 และ 2 หมุนได้ 90 °สำหรับพื้นที่เชื่อม 3 และ 4 (รูปที่ 5) จากนั้นทำการเปิดอีกครั้งโดย 90 °ผลิตลำดับของส่วนที่ 5 และ 6, 7 และ 8
ในอีกกรณีหนึ่งหลังจากเชื่อมส่วนที่ 1 และ 2 (รูปที่ 6) มันถูกหมุนที่จะหมุนได้ 180 °สำหรับการเชื่อมของส่วนที่ 3 และ 4 จากนั้นการหมุน 90 °และ 180 °สำหรับพื้นที่เชื่อม 5 และ 6 7 และ 8 ตามลำดับ
รูปที่ 5 การเชื่อมด้วยการหมุนของท่อ 90 °: A - เลเยอร์แรก B - ที่สอง 1 ... 8 เป็นลำดับของส่วนชั้นการแสดง
รูปที่ 6 การเชื่อมด้วยการหมุนของท่อ 180 °: A - ชั้นแรก, B - สอง, 1 ... 8 เป็นลำดับของส่วนชั้นการแสดง
\u003d\u003e HTML [~ detail_text_type] \u003d\u003e html \u003d\u003e การจำแนกประเภทท่อ
พวกเขาแบ่งออกเป็น: [~ preview_text] \u003d\u003e การจำแนกประเภทของท่อขึ้นอยู่กับวัตถุประสงค์การทำงานของไปป์ไลน์แบ่งออกเป็น: \u003d\u003e ข้อความ [~ preview_text_type] \u003d\u003e ข้อความ \u003d\u003e [~ detail_picture] \u003d\u003e 12/15/2016 15: 16: 53 [~ timestamp_x] \u003d\u003e 12/15/2016 15:16:53 \u003d\u003e 15.12.2016 [~ Active_From] \u003d\u003e 15.12.2016 \u003d\u003e / ข่าว / [~ list_page_url] \u003d\u003e / news / \u003d\u003e / news / 115/40509 / [~ detail_page_url] \u003d\u003e / news / 115/40509 / \u003d\u003e / [~ lang_dir] \u003d\u003e / \u003d\u003e tekhnologiya_svarki_truboprovoda [~ รหัส ] \u003d\u003e tekhnologiya_svarki_truboprovoda \u003d\u003e 40509 [~ external_id] \u003d\u003e 40509 \u003d\u003e ข่าว [~ iblock_type_id] \u003d\u003e News \u003d\u003e News [~ iBlock_Code] \u003d\u003e News \u003d\u003e Clothes_News_S1 [~ iblock_external_id] \u003d\u003e Stouled_news_s1 \u003d\u003e S1 [~ LID ] \u003d\u003e S1 \u003d\u003e \u003d\u003e 15.12.2016 \u003d\u003e Array (\u003d\u003e Pipeline Welding Technology \u003d\u003e Pipeline Welding Technology \u003d\u003e การจำแนกประเภทของท่อขึ้นอยู่กับวัตถุประสงค์ของการทำงานของไปป์ไลน์แบ่งออกเป็น: \u003d\u003e นักเทคโนโลยี ท่อเชื่อมท่อ \u003d\u003e เทคโนโลยีการเชื่อม Pipeline เทคโนโลยี \u003d\u003e การจำแนกประเภทท่อขึ้นอยู่กับวัตถุประสงค์ของการทำงานของท่อถูกแบ่งออกเป็น: \u003d\u003e เทคโนโลยีการเชื่อม Pipeline \u003d\u003e Pipeline Welding Technology \u003d\u003e Pipeline Welding Technology \u003d\u003e เทคโนโลยีการเชื่อม Pipeline \u003d\u003e \u003e เทคโนโลยีการเชื่อมไปป์ไลน์ \u003d\u003e เทคโนโลยีการเชื่อมท่อส่งทางเชื่อมต่อ \u003d\u003e เทคโนโลยีการเชื่อม Pipeline \u003d\u003e Pipeline Welding Technology) \u003d\u003e Array (\u003d\u003e) \u003d\u003e Array () \u003d\u003e Array (\u003d\u003e 1 [~ id] \u003d\u003e 1 \u003d\u003e 02/15/2016 17:09:48 [~ timestamp_x] \u003d\u003e 02/15/2016 17:09:48 \u003d\u003e ข่าว [~ iblock_type_id] \u003d\u003e News \u003d\u003e S1 [~ lid] \u003d\u003e S1 \u003d \u003e ข่าว [~ code] \u003d\u003e ข่าว \u003d\u003e กด Center [~ name] \u003d\u003e กด Center \u003d\u003e Y [~ Active] \u003d\u003e y \u003d\u003e 500 [~ sort] \u003d\u003e 500 \u003d\u003e / news / [~ list_page_url] \u003d\u003e / ข่าว / \u003d\u003e # site_dir # / # element_id # / [~ detail_page_url] \u003d\u003e # site_dir # / news / # section_id # / # element_id # / \u003d\u003e # site_dir # / ข่าว / # send_id # / [~ section_page_url] \u003d\u003e # site_dir # / news / # section_id # / \u003d\u003e [~ picture] \u003d\u003e \u003d\u003e [~ คำอธิบาย] \u003d\u003e \u003d\u003e ข้อความ [~ description_type] \u003d\u003e ข้อความ \u003d\u003e 24 [~ rss_ttl] \u003d\u003e 24 \u003d\u003e y [~ rss_active] \u003d\u003e y \u003d\u003e n [~ rss_file_active] \u003d\u003e n \u003d\u003e 0 [~ rss_file_limit] \u003d\u003e 0 \u003d\u003e 0 [~ rss_file_days] \u003d\u003e 0 \u003d\u003e n [~ rss_yandex_action] \u003d\u003e n \u003d\u003e clothes_news_s1 [~ xml_id] \u003d\u003e clothes_news_s1 \u003d\u003e [~ tmp_id] \u003d\u003e \u003d\u003e y [~ index_element] \u003d\u003e y \u003d\u003e y [~ index_section] \u003d\u003e y \u003d\u003e n [ ~ workflow] \u003d\u003e n \u003d\u003e n [~ bizproc] \u003d\u003e n \u003d\u003e l [~ section_chooser] \u003d\u003e l \u003d\u003e [~ list_mode] \u003d\u003e \u003d\u003e s [~ listing_mode] \u003d\u003e s \u003d\u003e n [~ section_property ] \u003d\u003e n \u003d\u003e n [~ Property_index] \u003d\u003e n \u003d\u003e 1 [~ version] \u003d\u003e 1 \u003d\u003e 0 [~ last_conv_element] \u003d\u003e 0 \u003d\u003e [~ socnet_group_id] \u003d\u003e \u003d\u003e [~ edit_file_before] \u003d\u003e \u003d\u003e [~ Edit_file_after] \u003d\u003e \u003d\u003e ส่วน [~ sections_name] \u003d\u003e ส่วน \u003d\u003e ส่วน [~ section_name] \u003d\u003e ส่วน \u003d\u003e ข่าว [~ elements_name] \u003d\u003e News \u003d\u003e News [~ element_name] \u003d\u003e News \u003d\u003e [~ canonical_page_url] \u003d\u003e \u003d\u003e clothes_news_s1 [~ external_id] \u003d\u003e coolst_news_s1 \u003d\u003e / [~ lang_dir] \u003d\u003e / \u003d\u003e www.alfa-industry.ru [~ server_name] \u003d\u003e www.alfa-industry.ru) \u003d\u003e อาร์เรย์ (\u003d\u003e อาร์เรย์ (\u003d\u003e อาร์เรย์ (\u003d\u003e 115 [~ id] \u003d\u003e 115 \u003d\u003e 2015-11-25 18:37:33 [~ timestamp_x] \u003d\u003e 2015-11-25 18:37:33 \u003d\u003e 2 [~ modified_by] \u003d\u003e 2 \u003d\u003e 2015-09-29 20:10:16 [~ Date_create] \u003d\u003e 2015-09-29 20:10:16 \u003d\u003e 1 [~ Created_by] \u003d\u003e 1 \u003d\u003e 1 [~ iblock_id] \u003d\u003e 1 \u003d\u003e [~ iblock_section_id] \u003d\u003e \u003d\u003e y [~ active] \u003d\u003e y \u003d\u003e y [~ global_active] \u003d\u003e y \u003d\u003e 500 [~ sort] \u003d\u003e 500 \u003d\u003e บทความด้านเทคนิค [~ name] \u003d\u003e เทคนิค บทความ \u003d\u003e [~ picture] \u003d\u003e \u003d\u003e 27 [~ left_margin] \u003d\u003e 27 \u003d\u003e 28 [~ Right_margin] \u003d\u003e 28 \u003d\u003e 1 [~ depth_level] \u003d\u003e 1 \u003d\u003e [~ คำอธิบาย] \u003d\u003e \u003d\u003e ข้อความ [~ description_type] \u003d\u003e ข้อความ \u003d\u003e บทความด้านเทคนิค [~ searchable_content] \u003d\u003e บทความทางเทคนิค \u003d\u003e [~ code] \u003d\u003e \u003d\u003e 115 [~ xml_id] \u003d\u003e 115 \u003d\u003e [~ tmp_id] \u003d\u003e \u003d\u003e [~ detail_picture ] \u003d\u003e \u003d\u003e [~ socnet_group_id] \u003d\u003e \u003d\u003e / ข่าว / [~ list_page_url] \u003d\u003e / news / \u003d\u003e / news / 115 / [~ นิกาย ion_page_url] \u003d\u003e / news / 115 / \u003d\u003e ข่าว [~ iblock_type_id] \u003d\u003e News \u003d\u003e News [~ iblock_code] \u003d\u003e News \u003d\u003e Clothes_News_S1 [~ iBlock_External_ID] \u003d\u003e Stuble_news_s1 \u003d\u003e 115 [~ External_ID] \u003d\u003e 115 \u003d \u003e array (\u003d\u003e บทความทางวิชาการ \u003d\u003e เทคนิคบทความ \u003d\u003e \u003d\u003e บทความเกี่ยวกับเทคนิค \u003d\u003e บทความเกี่ยวกับเทคนิค \u003d\u003e บทความเกี่ยวกับเทคนิค \u003d\u003e \u003d\u003e บทความเกี่ยวกับเทคนิค \u003d\u003e บทความเกี่ยวกับเทคนิค \u003d\u003e บทความเกี่ยวกับเทคนิค \u003d\u003e บทความเกี่ยวกับเทคนิค \u003d\u003e บทความเกี่ยวกับเทคนิค \u003d\u003e เทคนิค บทความ \u003d\u003e บทความทางเทคนิค \u003d\u003e บทความทางเทคนิค \u003d\u003e บทความด้านเทคนิค)))) \u003d\u003e / ข่าว / 115 /)
ท่อเชื่อมเทคโนโลยี
การจำแนกประเภทของท่อ
ขึ้นอยู่กับวัตถุประสงค์การทำงานของไปป์ไลน์แบ่งออกเป็น:
ท่อประมง
ท่อหลัก
คู่และท่อน้ำร้อน
ท่อเทคโนโลยี
ท่อส่งก๊าซ (การกระจาย)
น้ำประปาและน้ำเสีย
ปริมาณที่สำคัญในเหล็กที่ใช้สำหรับการผลิตท่อและการก่อสร้างท่อของวัตถุประสงค์ต่าง ๆ ที่ถูกครอบครองโดยคาร์บอนต่ำและเหล็กกล้าอัลลอยต่ำที่มีความแข็งแรงของผลผลิตสูงถึง 500 MPa
ตั้งแต่กระบวนการทางเทคโนโลยีของการเชื่อมท่อจากเหล็กที่ระบุในระหว่างการก่อสร้างท่อของวัตถุประสงค์ต่าง ๆ จะแตกต่างกันเล็กน้อยจากกันและกันและเอกสารด้านกฎระเบียบและทางเทคนิคที่ใช้กับความแตกต่างเฉพาะในข้อกำหนดสำหรับการเตรียมการของขอบสมัชชาคุณภาพ ของรอยต่อเชื่อมและการทดสอบเพื่อความแข็งแรงและความหนาแน่นและความหนาแน่นในอนาคตเราจะพิจารณาบทบัญญัติทั่วไปของกระบวนการผลิตเกี่ยวกับตัวอย่างของหลักและการกระจาย (ท่อส่งก๊าซ) ของท่อ
วิธีการเชื่อมของท่อ
วิธีการเชื่อมท่อเชื่อมต่อเป็นความร้อนความร้อน thermomechanical และเครื่องกล วิธีการระบายความร้อนรวมถึงการเชื่อมละลายทุกชนิด (อาร์ค, แก๊ส, พลาสม่า, ลำแสงอิเล็กตรอน, เลเซอร์ ฯลฯ ประเภทของการเชื่อมชั้นความร้อนรวมถึงการเชื่อมที่ติดต่อร้านขายของ, การเชื่อมของอาร์คที่ควบคุมด้วยแม่เหล็กเพื่อวิธีการเชิงกลรวมถึงแรงเสียดทานและการระเบิด การเชื่อม.
มีวิธีการในการเชื่อมท่อตามประเภทของผู้ให้บริการพลังงาน (ARC, แก๊ส, พลาสมา, เลเซอร์ ฯลฯ ); ภายใต้เงื่อนไขของการก่อตัวของสารประกอบ (การก่อตัวฟรีหรือบังคับของการเชื่อม); โดยวิธีการปกป้องเขตเชื่อม (ใต้ฟลักซ์ในก๊าซป้องกันโดยใช้ลวดอิเล็กโทรดป้องกันตนเอง ฯลฯ ); ตามระดับของเครื่องจักรกลและระบบอัตโนมัติของกระบวนการ (คู่มือการใช้งานยานยนต์อัตโนมัติและหุ่นยนต์)
สำหรับการเชื่อมท่อหลักวิธีการเชื่อมอาร์คเป็นเรื่องปกติมากที่สุด มากกว่า 60% ของข้อต่อทั้งหมดบนทางหลวงเชื่อมด้วยการเชื่อม ARC อัตโนมัติภายใต้ฟลักซ์ การเชื่อม ARC ภายใต้ฟลักซ์ใช้เฉพาะในกรณีที่มีความสามารถในการหมุนข้อต่อ การเชื่อมท่อภายใต้ฟลักซ์ส่วนใหญ่จะใช้ในการผลิตส่วนสองและสามท่อที่มีขนาดเส้นผ่าศูนย์กลาง 219 ... 1420 มม. เมื่อใช้วิธีการใช้งานยานยนต์เป็นไปไม่ได้การเชื่อม ARC แบบแมนนวล
การเชื่อม ARC แบบแมนนวลจะดำเนินการกับตำแหน่งเชิงพื้นที่ต่าง ๆ ของทางแยก - ลดลงแนวตั้งและเพดาน ในกระบวนการของการเชื่อมขยับอิเล็กโทรดด้วยตนเองรอบปริมณฑลทางแยกที่ความเร็ว 8 ... 20 m / h
การเชื่อมก๊าซป้องกันมีพันธุ์: ตามประเภทของก๊าซป้องกัน - การเชื่อมในก๊าซเฉื่อย (อาร์กอน, ฮีเลียม, ส่วนผสม), ในก๊าซที่ใช้งานอยู่ (co2, ไนโตรเจน, ไฮโดรเจน), เชื่อมในส่วนผสมของก๊าซเฉื่อยและใช้งาน (AG + CO2; AG + CO2 + O2); ตามประเภทของอิเล็กโทรด - การละลายและอิเล็กโทรด (ทังสเตน) ที่ไม่สามารถใช้งานได้ ตามระดับของเครื่องจักรกลคู่มือการใช้งานยานยนต์และอัตโนมัติ การเชื่อมอาร์คในก๊าซป้องกันจะใช้สำหรับการเชื่อมโดยท่อในตำแหน่งเชิงพื้นที่ต่าง ๆ ความเร็วของการเชื่อมด้วยตนเอง 8 ... 30 m / h, ยานยนต์และอัตโนมัติ 20 ... 60 m / h สำหรับการเชื่อมโดยไปป์ไลน์วิธีการเชื่อมยานยนต์ด้วยลวดผงที่มีการใช้ตะเข็บแบบบังคับใช้ซึ่งฟังก์ชั่นการป้องกันจะดำเนินการโดยส่วนประกอบผงที่เติมเปลือกลวด เมื่ออาบน้ำเชื่อมมีการตกผลึกอุปกรณ์ขึ้นรูปด้านนอกและหัวเชื่อมถูกย้ายไปตามขอบทางแยกจากด้านล่างขึ้นไปที่ความเร็ว 10 ... 20 m / h การเชื่อมด้วยเลเซอร์ที่มีท่อซึ่งมีลำแสงเลเซอร์ให้บริการโดยผู้ให้บริการพลังงาน ความเร็วของการเชื่อมด้วยเลเซอร์สูงถึง 300 m / h
เมื่อเชื่อมต่อการเชื่อมติดต่อด้วยการละลายอย่างต่อเนื่องกระบวนการจะเกิดขึ้นโดยอัตโนมัติตามโปรแกรมที่กำหนด ระยะเวลาของการเชื่อมของการเชื่อมต่อหนึ่งของท่อที่มีขนาดเส้นผ่าศูนย์กลาง 1420 มม. คือ 3 ... 4 นาทีวงจรการเชื่อมของข้อต่อหนึ่งในระหว่างการก่อสร้างท่อ -10 ... 15 นาที
การเชื่อมอัตโนมัติของส่วนโค้งควบคุมสนามแม่เหล็ก (หรือการเชื่อม ARContact) แตกต่างจากการเชื่อมการสัมผัสก้นโดยความร้อนขอบ ในการเชื่อม ARContact ความร้อนจะดำเนินการโดยส่วนโค้งหมุนสนามแม่เหล็กตามขอบของท่อขดด้วยความเร็วสูง วิธีการเชื่อมนี้ใช้เพื่อสร้างท่อขนาดเล็ก (จนถึง 114 มม.) เส้นผ่านศูนย์กลาง
เอกสารการกำกับดูแลที่ใช้ในการก่อสร้างท่อหลักและท่อกระจาย
เอกสารกำกับดูแลหลักที่ควบคุมกฎระเบียบสำหรับการดำเนินงานการประกอบและการเชื่อมในระหว่างการก่อสร้างท่อใน CIS เป็น "มาตรฐานการก่อสร้างและกฎ" บนพื้นฐานของ "กฎสรุปสำหรับการผลิตงานเชื่อมและการควบคุมคุณภาพของข้อต่อเชื่อม "SP 105-34-96 เช่นเดียวกับ Snip 3.05.02.88" ท่อส่งก๊าซ " เอกสารเหล่านี้ให้กฎของการทดสอบที่มีคุณสมบัติเหมาะสมของช่างเชื่อมและการควบคุมความคลาดเคลื่อนกฎสำหรับการเตรียมท่อเพื่อเชื่อมเงื่อนไขการแก้ไขซ่อมแซมและปฏิเสธท่อลำดับการประกอบท่อต่าง ๆ ระหว่างตัวเองและการเสริมท่อต่าง ๆ วิธีการเชื่อมและสภาพอากาศจะถูกกำหนดเมื่อทำงานในแทร็กเอกสารกำกับดูแลควบคุมการใช้วัสดุเชื่อมที่แนะนำเช่นเดียวกับบรรทัดฐานและกฎสำหรับการควบคุมท่อเชื่อมเงื่อนไขสำหรับการป้องกันและการซ่อมแซมของพวกเขา
ในการพัฒนาบทบัญญัติหลักของ Snips, คำแนะนำทางเทคโนโลยีสำหรับการเชื่อมท่อได้รับการพัฒนา (VNI 066-89 และ LBN A.3.1. -36-3-96 และวิธีการควบคุมข้อต่อเชื่อมของท่อ (VN 012-88) . คำแนะนำเหล่านี้ควบคุม: บทบัญญัติหลักของเทคโนโลยีที่ทำด้วยมือที่ทำด้วยมือและการเชื่อม ARC อัตโนมัติของข้อต่อวงแหวนของท่อเช่นเดียวกับท่อที่มีการปิดเครื่องและการกระจายการกระจายของลำต้นและท่อส่งที่มีขนาดเส้นผ่าศูนย์กลาง 14 ถึง 1420 มม. ด้วยความหนาของ กำแพงจาก 1 ถึง 26 มม. ออกแบบมาสำหรับแรงดันไม่เกิน 7.5 MPa; การควบคุมข้อต่อเชื่อมและการซ่อมแซมของพวกเขาการสุขาภิบาลด้านความปลอดภัยและการผลิตตามคำแนะนำเหล่านี้ได้รับอนุญาตให้เชื่อมท่อจากเหล็กที่มีความต้านทานเวลาตามกฎระเบียบกับ 590 MPa รวม . คำแนะนำนำเสนอคุณสมบัติทางเทคโนโลยีของการเชื่อมท่อโดยใช้เทคนิคการเชื่อมอาร์คด้วยตนเองการเชื่อมอัตโนมัติภายใต้ฟลักซ์เชื่อมอัตโนมัติในสภาพแวดล้อมก๊าซป้องกันและลวดผงกับการก่อตะเข็บแบบบีบบังคับ คำแนะนำไม่สามารถใช้กับการเชื่อมท่ออเนกประสงค์ (สำหรับการขนส่งแอมโมเนียเอทิลีนเอทานอลก๊าซคาร์บอนไดออกไซด์ ฯลฯ ) รวมถึงท่อสำหรับผลิตภัณฑ์ที่มีการกัดกร่อน
ในต่างประเทศการก่อสร้างท่อได้รับคำแนะนำจากมาตรฐานระดับชาติและระดับสากล (ตารางที่ 1) ซึ่งอยู่ ARI 1104, ARI 5D และ CS 4515 ใช้ความนิยมมากที่สุดกับคุณภาพของข้อต่อท่อเชื่อมท่อตามกฎได้รับการชี้นำโดยสากล มาตรฐาน ISO 8517 และมาตรฐานยุโรป EN 25817
ตารางที่ 1
ข้อกำหนดสำหรับท่อ
สำหรับการก่อสร้างท่อส่งออกลำตัวและท่อก๊าซเหล็กสตรอเบอร์รี่เชื่อมไฟฟ้าที่ไร้รอยต่อและสปอร์สชอป ท่อที่มีเส้นผ่านศูนย์กลางสูงถึง 1020 มม. ทำจากเหล็กกล้าอัลลอยที่สงบและกึ่งเรืองแสงท่อที่มีขนาดเส้นผ่าศูนย์กลางสูงถึง 1420 มม. จากเหล็กกล้าขนาดต่ำในสถานะที่ได้รับการปรับปรุงทางความร้อนหรือการแข็งตัวของความร้อน สำหรับท่อส่งก๊าซกระจายแรงดันต่ำเท่านั้น (สูงถึง 0.005 MPa) ได้รับอนุญาตให้ใช้ท่อจากการต้มเหล็กกล้าคาร์บอนต่ำ
ในท่อ CIS ใช้ตาม GOST 8731 ... Gost 8734 Groups B รวมถึงการให้เหตุผลทางเทคนิคและเศรษฐกิจที่เกี่ยวข้อง - ตาม GOST 9567; ท่อเชื่อมไฟฟ้าเหล็ก - ตาม GOST 20295 สำหรับท่อที่มีเส้นผ่านศูนย์กลางตามเงื่อนไข (DF) ถึง 800 มม. รวม สำหรับท่อ du\u003e 800 มม. เงื่อนไขทางเทคนิคพิเศษที่ได้รับการพัฒนาซึ่งควรรวมข้อกำหนดด้านล่าง
ท่อสำเร็จรูปจะถูกทำเครื่องหมายล้มแสตมป์ (ปั๊มเย็น) ในระยะ 250-500 มม. จากหนึ่งในปลายของท่อข้อมูลต่อไปนี้: เครื่องหมายการค้าหรือชื่อของผู้ผลิต แบรนด์เหล็กหรือการกำหนดตามเงื่อนไข หมายเลขท่อ; แสตมป์ของการควบคุมทางเทคนิค ปีที่ผลิต. พล็อตของการเกาะติดมีการกระจายอย่างชัดเจน นอกจากนี้เส้นผ่าศูนย์กลางและความหนาของผนังบ่งบอกถึงสีของท่อ
นำเข้าท่อผลิตและจัดจำหน่ายเป็นหลักตามมาตรฐานของสถาบันน้ำมันอเมริกัน (ARI) เช่น: AII-5 I (ท่อไร้รอยต่อและตรง), AII-513 (ท่อเกลียวสำหรับท่อต่าง ๆ ) AII-51X (ท่อสำหรับ ท่อแรงดันสูง)
ตามมาตรฐานเหล่านี้เหล็กท่อถูกรวมเข้ากับกลุ่มในความแข็งแรงของผลผลิต แต่ละกลุ่มของเหล็กที่มีค่าความแข็งแกร่งของผลผลิตเดียวกันในหลายพันปอนด์ต่อ 1 ตารางเมตร ตามมาตรฐานเหล่านี้มีกลุ่มของเหล็ก: X-42, X-46, X-52, X-56, X-60, X-65, X-70 ที่มีความต้านทานเวลาที่จะทำลายจาก 414 ถึง 565 MPa มาตรฐาน ARI นอกเหนือจากคุณสมบัติทางกลควบคุมกระบวนการผลิตท่อองค์ประกอบทางเคมีของเหล็กมิติมวลและความยาวของท่อแรงดันในระหว่างการทดสอบไฮดรอลิกในระหว่างกระบวนการผลิตวิธีการทดสอบที่ไม่ทำลายซึ่งใช้ใน การผลิตเงื่อนไขการซ่อมท่อ ฯลฯ การกำหนดของท่อตามมาตรฐาน ARI ประกอบด้วยชื่อของท่อของท่อ Monograms ของ ARI (เครื่องหมายการค้าหมายถึงท่อนี้ทำตามข้อกำหนดของ ARI) ขนาดของท่อเป็นนิ้ว มวลของหนึ่งฟุตของท่อในปอนด์คลาสการกำหนดของเหล็กและประเภทของการผลิต (S-Best, E-Dirt Pipes, SW - ท่อเกลียว, P - ท่อที่มีตะเข็บตามยาว, เชื่อมด้วยวิธีการกด) , ประเภทการกำหนดเหล็ก (E - เหล็กสาดในกลวงไฟฟ้า, M - เหล็กโลหะผสมต่ำความแข็งแรงสูง), สายพันธุ์ (nm -normalization หรือ normalization และออกจาก, ไม่มีการชุบแข็งและวันหยุด, วันหยุดพักผ่อน, NS-High, NS-High, NS-high-highation) การทำเครื่องหมายจะดำเนินการโดยสีที่ลบไม่ออก ท่อสำหรับท่อหลักทำจากเหล็กที่มีอัตราส่วนของความแข็งแรงของผลผลิตไปจนถึงความต้านทานเวลาของการแตกไม่เพิ่มเติม: 0.75 - สำหรับเหล็กคาร์บอนต่ำ 0.8 - สำหรับเหล็กกล้าไร้สนิมแบบครบวงจร 0.85 - สำหรับการกระจายตัวลดน้ำหนักแบบปกติและปรับปรุงความร้อนที่ดีขึ้น 0.9 - สำหรับเหล็กกลิ้งควบคุม
การเตรียมขอบท่อสำหรับการเชื่อม
ก่อนที่จะเริ่มงานเชื่อมและติดตั้งมีความจำเป็นต้องตรวจสอบให้แน่ใจว่ามีการใช้ท่อและท่อมีใบรับรองคุณภาพและปฏิบัติตามโครงการเงื่อนไขทางเทคนิคสำหรับอุปทานของพวกเขา ท่อและรายละเอียดต้องผ่านการควบคุมอินพุตตามข้อกำหนดของมาตรฐานที่เกี่ยวข้องและเงื่อนไขทางเทคนิคบนท่อ
จุดสิ้นสุดของท่อและชิ้นส่วนเชื่อมต่อจะต้องอยู่ในรูปทรงและขนาดของขอบเอียงที่สอดคล้องกับกระบวนการเชื่อมที่ใช้ ด้วยความไม่สอดคล้องกันการประมวลผลเชิงกลของขอบในแทร็ก สำหรับท่อเส้นผ่าศูนย์กลางขนาดเล็ก (สูงถึง 520 มม.) เป็นไปได้ที่จะใช้เส้นทางแบ่งครึ่งเครื่องตัดท่อและเครื่องบด เครื่องกัดวงโคจร, เครื่องตัดไฮดรเบจและเครื่องบดใช้สำหรับขนาดเส้นผ่าศูนย์กลางขนาดใหญ่ ในบางกรณีเมื่อมีการใส่ขดลวดหรือขดลวดกำลังแทรกการใช้วิธีการระบายความร้อนสำหรับการเตรียมขอบเช่น:
a) การตัดออกซิเจนก๊าซที่มีขอบปอกกลอกกลที่ตามมาโดยวงกลมขัดถึงความลึก 0.1 ..0.2 มม.;
b) การตัดพลาสม่าอากาศที่มีการตัดเฉือนต่อไปเป็นความลึกสูงสุด 1 มม. - เนื่องจากความอิ่มตัวของขอบกับไนโตรเจน (เมื่อใช้อาร์กอนเป็นก๊าซที่ขึ้นรูปพลาสม่าไม่จำเป็นต้องมีการประมวลผลเชิงกล); c) การตัด Air-Arc ที่มีการวางอยู่ในภายหลังถึงความลึก 0.5 มม. (มุ่งหน้าไปที่ขอบ);
d) รอยแยกและการตัดด้วยอิเล็กโทรดพิเศษของ ANR-2M, ANR-3 หรือ OK.21.03 หลังจากนั้นไม่จำเป็นต้องมีการประมวลผลเชิงกล
ก่อนประกอบท่อจำเป็นต้องทำความสะอาดช่องด้านในของท่อจากดินสิ่งสกปรกหิมะที่นั่นและเพื่อทำความสะอาดขอบและพื้นผิวด้านในและด้านนอกของท่อและชิ้นส่วนที่เชื่อมต่อกับความกว้างของความกว้างของ อย่างน้อย 10 มม.
แปลงของการเสริมสร้างความเข้มแข็งของตะเข็บภายนอกโรงงานที่อยู่ติดกับท่อที่จะขยับได้ขอแนะนำให้ยัดไส้ถึงความสูงประมาณ 0.7 มม. ที่ระยะไกลจากจุดสิ้นสุดอย่างน้อย 10 มม.
ท่อทั้งหมดมาที่แทร็กจากพืชที่มีขอบตัดที่มีไว้สำหรับการเชื่อมอาร์คด้วยตนเองด้วยอิเล็กโทรดเคลือบ การตัดนี้ (รูปที่ 1, a) สำหรับท่อของเส้นผ่านศูนย์กลางใด ๆ ที่มีความหนาของผนังมากกว่ามุมมากกว่า 4 มม. ของมุมเอียงของขอบ 25-30 °และน่าเบื่อ 1-2.6 มม. ด้วยความหนาของผนัง 16 มม. และท่อที่มีขนาดเส้นผ่านศูนย์กลางขนาดใหญ่สามารถจัดหาได้ด้วยความคมชัดแบบรวมตามรูปที่ 1, b.
ขนาดขึ้นอยู่กับความหนาของผนังและคือ:
7 มม. - ด้วยความหนาของผนังท่อ 15 ... 19 มม
8 มม. - ด้วยความหนาของผนังท่อ 19 ... 21,5 มม
10 มม. - ด้วยความหนาของผนังท่อ 21.5 ... 26 มม.
รูปที่. 1. ประเภทของการตัดขอบของท่อสำหรับการเชื่อมอาร์คด้วยตนเอง (A, B) เชื่อมอัตโนมัติในสภาพแวดล้อมของก๊าซป้องกัน (B) เชื่อมอัตโนมัติภายใต้ฟลักซ์ (G, D, E, G) และลวดผงด้วยการก่อตัวแบบบังคับ ( a, b)
สำหรับท่อ Du 1,000 มม. และมากกว่าเมื่อเครื่องใช้ของเครื่องตะเข็บรากอุปกรณ์มีให้จากภายในการตัดที่นำเสนอในรูปที่ 1 ขอแนะนำ ในระหว่างการก่อสร้างท่อส่งสัญญาณการเชื่อม ARC ด้วยตนเองของท่อโดยไม่ต้องตัดขอบที่มีความหนาของผนังสูงถึง 4 มม. นอกจากนี้สำหรับท่อที่มีเส้นผ่านศูนย์กลางสูงถึง 152 มม. เป็นไปได้ที่จะใช้การเชื่อมก๊าซ (โดยไม่ต้องตัดขอบ - สูงถึง 3 มม. และมุมเอียงด้านเดียว - สูงถึง 5 มม.)
อนุญาตการเชื่อมต่อของท่อที่แตกต่างกันในแทร็กได้รับอนุญาตโดยไม่มีการประมวลผลขอบเพิ่มเติม:
สำหรับความหนาของผนังไม่เกิน 12.5 มม. หากความแตกต่างความหนาไม่เกิน 2 มม.
สำหรับความหนาของผนังสูงกว่า 12.5 มม. หากความแตกต่างความหนาไม่เกิน 3 มม. ในกรณีนี้ไม่อนุญาตให้ใช้ขอบที่น่าตกใจ
การเชื่อมต่อของท่อหรือท่อที่มีการปิดการปิดและการกระจายการกระจายด้วยความหนาของผนังที่แตกต่างกันจะดำเนินการโดยการใช้ระหว่างองค์ประกอบแจ็คเก็ตของเทรนด์ของโรงงานผลิตหรือแทรกจากท่อความหนาระดับกลางที่มีความยาวอย่างน้อย 250 มม. .
มันได้รับอนุญาตให้ทำการประกอบโดยตรงและการเชื่อมท่อหรือท่อด้วยชิ้นส่วนของท่อในรูปแบบที่แตกต่างกันมากถึง 1.5 ความหนาที่มีการประมวลผลพิเศษที่อยู่ติดกับจุดสิ้นสุดของพื้นผิวของท่อหนาหรือชิ้นส่วน (รูปที่ 2, a) ไม่อนุญาตให้เชื่อม chucks ของหลายท่อ
การเชื่อมต่อโดยตรงของท่อที่มีการปิดเครื่องและการเสริมการกระจายได้รับการแก้ไขภายใต้เงื่อนไขหากความหนาของการเสริมแรงไม่เกิน 1.5 ความหนาของผนังท่อด้วยการเตรียมท่อเสริมแรงตาม (รูปที่ 2, b . การเตรียมการนี้จะต้องดำเนินการโดยซัพพลายเออร์
รูปที่. 2. การเตรียมการเชื่อมท่อและชิ้นส่วนที่มีความหนาของผนังที่แตกต่างกัน
ข้อกำหนดการประกอบท่อ
สร้างข้อต่อของท่อควรรับประกัน:
ตั้งฉากกับข้อต่อกับแกนของท่อส่ง การเบี่ยงเบนจากแนวตั้งฉากไม่ควรเกิน 2 มม.
ความสม่ำเสมอรอบปริมณฑลของช่องว่างซึ่งอยู่ในขอบเขตของค่าที่ควบคุมตามมาตรฐานและคำแนะนำที่เกี่ยวข้อง
ค่าต่ำสุดที่เป็นไปได้ของการกระจัดของขอบที่บันทึกโดยรูปแบบสากลไม่เกินค่าที่อนุญาต (สำหรับท่อหลัก - ความหนาของผนัง 0.2 แต่ไม่เกิน 3 มม. สำหรับการกระจาย - (0.15 กำแพงหนา + 0.5 มม. );
การผสมผสานของตะเข็บโรงงานตามยาวที่สัมพันธ์กับกันและกันอย่างน้อย 100 มม. - สำหรับท่อที่มีเส้นผ่านศูนย์กลางมากกว่า 100 มม. และ 1/3 ของความยาววงกลม - สำหรับท่อที่มีเส้นผ่าศูนย์กลางน้อยกว่า 100 มม. ในกรณีของความเป็นไปไม่ได้ด้านเทคนิคในการปฏิบัติตามข้อกำหนดเหล่านี้การตรวจสอบอัลตราโซนิกเพิ่มเติมของสารประกอบการเชื่อมจะถูกกำหนดในส่วนนี้ของข้อต่อ
ในการผลิตท่อที่มีเส้นผ่านศูนย์กลางขนาดใหญ่ตัวเรือนกระบอกสูบจากเปลือกหอยจะใช้การประกอบและการเชื่อมประเภทต่อไปนี้ - "การประกอบและการเชื่อมของที่อยู่อาศัยเชลล์"
การอุ่น
การอุ่นเป็นหนึ่งในการดำเนินงานทางเทคโนโลยีที่สำคัญที่สุดที่ช่วยให้คุณสามารถปรับวงจรการเชื่อมความร้อนได้ เป็นที่ทราบกันดีว่าโครงสร้างและคุณสมบัติของข้อต่อรอยส่วนใหญ่ถูกกำหนดโดยความเร็วในการทำความเย็นโลหะในช่วงอุณหภูมิ 800-500 ° C (ความต้านทานต่ำสุดของ Austenite) ในอัตราการระบายความร้อนสูงการก่อตัวของโครงสร้างฮาร์ดแวร์ชนิดมาร์เท็นไซต์เป็นไปได้ซึ่งมีความแข็งแรงสูงและเป็นพลาสติกต่ำเช่นเดียวกับแนวโน้มที่จะก่อให้เกิดรอยแตกเย็น นี่เป็นเรื่องจริงโดยเฉพาะอย่างยิ่งของเหล็กกล้าที่ผสมต่ำที่มีคาร์บอนเทียบเท่า 0.43% และสูงกว่า เหล็กเหล่านี้มีความไวต่อการกระทำของวัฏจักรความร้อนไปจนถึงหัวและโซนอิทธิพลความร้อนมีแนวโน้มที่จะทำให้เกิดการยอมรับ ปรากฏการณ์เหล่านี้ประจักษ์อย่างชัดเจนที่สุดด้วยการเชื่อม ARC ด้วยตนเองเมื่ออัตราการระบายความร้อนของโลหะ GVT สามารถเข้าถึง 70 ° C / S ด้วยความหนาที่กำหนดของผนังท่อปรับอัตราการระบายความร้อนของโซนอิทธิพลความร้อนสามารถเปลี่ยนแปลงได้โดยอุณหภูมิเริ่มต้นของขอบเชื่อมต่อของการอุ่น มันมีความสำคัญอย่างยิ่งเมื่อเชื่อมรากของตะเข็บด้วยขั้วไฟฟ้าเคลือบเซลลูโลสเมื่ออัตราการระบายความร้อนสูงสุดเมื่อเทียบกับการเชื่อมของเลเยอร์ตะเข็บอื่น ๆ พลังงานการเชื่อมพายลดลง (ความเร็วในการเชื่อมโดยขั้วไฟฟ้าดังกล่าวสองเท่าของการเชื่อมความเร็วของอิเล็กโทรด การเคลือบหลัก) และเพิ่มแนวโน้มและการก่อตัวของรอยแตกเย็นสำหรับบัญชีเพื่อเพิ่มเนื้อหาของไฮโดรเจนการแพร่กระจายในโลหะเชื่อม ความร้อนเบื้องต้นไม่เพียง แต่ช่วยลดโอกาสในการก่อตัวของโครงสร้างที่ชุบแข็งใน GVT แต่ยังสร้างเงื่อนไขสำหรับการอพยพที่ใช้งานของไฮโดรเจนการแพร่กระจายจากโลหะเชื่อมและโซนที่ระบุ สิ่งที่ในทางกลับกันเพิ่มความต้านทานของสารประกอบรอยต่อการก่อตัวของรอยแตกเย็นโดยเฉพาะอย่างยิ่งเมื่อใช้อิเล็กโทรดด้วยการเคลือบเซลลูโลสเมื่อปริมาณไฮโดรเจนในตะเข็บสามารถเข้าถึง 50 มม. ต่อ 100 กรัมของโลหะเชื่อม
อุณหภูมิของการอุ่นจะถูกเลือกขึ้นอยู่กับสถานีเคมี (โดยเทียบเท่าคาร์บอน) ความหนาของเครื่องท่ออุณหภูมิแวดล้อมและชนิดของการเคลือบอิเล็กโทรด พารามิเตอร์เหล่านี้มักจะถูกควบคุมโดยมาตรฐานที่เกี่ยวข้องและคำแนะนำทางเทคโนโลยี ตัวอย่างเช่นใน CIS ได้รับคำแนะนำจาก VNC 066-89 (ตารางที่ 2) เมื่อเชื่อมด้วยอิเล็กโทรดด้วยการเคลือบเซลลูโลสอุณหภูมิของการอุ่นเพิ่มขึ้น 75 องศาเซลเซียส
ตารางที่ 2
ในต่างประเทศบ่อยครั้งเมื่อเลือกความร้อนใช้งานกับตัวบ่งชี้ความต้านทานรอยแตกของรอยต่อเชื่อมกำหนดโดยสูตร Ito-Beesio:
สถานที่: [n] - เนื้อหาของไฮโดรเจนกระจาย, มม. / 100 กรัม;
T - ความหนาของแผ่นเชื่อมมม. อุณหภูมิความร้อนจะถูกกำหนดในสูตรเชิงประจักษ์:
(° C) tp.p \u003d 1440 RCM - 392
เบื้องต้นและหากจำเป็นเครื่องทำความร้อนที่มาพร้อมกับอุปกรณ์ทำความร้อน (ก๊าซหรือไฟฟ้า) ให้ความร้อนที่สม่ำเสมอของโลหะตลอดขอบเขตของรอยต่อที่เชื่อม ความกว้างของโซนการอบแห้งท่อในแต่ละทิศทางจากตะเข็บควรมีอย่างน้อย 75 มม.
อุณหภูมิของความร้อนเบื้องต้นและร่วมกันเมื่อท่อ (หรือท่อที่มีส่วน) เชื่อมต่อจากเกรดเหล็กต่าง ๆ หรือด้วยความหนาของผนังที่แตกต่างกันซึ่งจะต้องมีความร้อนที่อุณหภูมิที่แตกต่างกันจะถูกตั้งค่าเป็นค่าสูงสุด
เทคโนโลยีและเทคนิคการเชื่อม ARC ด้วยตนเอง
เกือบ 60% ของงานเชื่อมในระหว่างการก่อสร้างท่อบัญชีสำหรับการเชื่อมอาร์คด้วยตนเอง นี่คือการเชื่อมต่อของส่วนหรือท่อแต่ละท่อเป็นด้ายต่อเนื่องเชื่อมการเปลี่ยนผ่านอุปสรรคทางธรรมชาติและสิ่งประดิษฐ์การเชื่อมของขดลวดแข็ง, การเชื่อม, นอตเครน, ก๊อก, ฯลฯ
เทคโนโลยีของการเชื่อม ARC ด้วยตนเองจะถูกกำหนดเป็นหลักโดยวัสดุของท่อที่จะเชื่อม มีการเลือกเหล็กจากเหล็กของเหล็กเหล็กและวัสดุการเชื่อมจะได้รับการคัดเลือก หลังจากนั้นเราสร้างเทคนิคและเทคนิคการเชื่อมเช่นเดียวกับโครงการสำหรับการจัดระเบียบงานในขณะที่ชี้นำโดยการก่อสร้างท่อส่ง สำหรับวัสดุเชื่อมที่กำหนดเทคโนโลยีการเชื่อมขึ้นอยู่กับเส้นผ่านศูนย์กลางและความหนาของผนังท่อ
กฎที่ไม่คาดหวังในการก่อสร้างท่อลำตัวและท่อกระจายเป็นข้อกำหนดสำหรับจำนวนชั้นต่ำสุดในตะเข็บ สำหรับท่อที่มีความหนาของผนัง 6 มม. และน้อยกว่า 2 ชั้นโดยมีความหนาของผนังมากกว่า 6 มม. - 3 ชั้น
ความรับผิดชอบมากที่สุดคือชั้นรากของตะเข็บ ต้องจ่ายขอบของท่อขดอย่างน่าเชื่อถือและเพื่อสร้างลูกกลิ้งผกผันที่สม่ำเสมอที่มีกำไร 1-3 มม. บนพื้นผิวด้านในของตะเข็บ มันได้รับอนุญาตในส่วนแยกต่างหากของข้อต่อที่มีความยาวไม่เกิน 50 มม. (สำหรับตะเข็บทุก 350 มม.) การลดทอนของรากตะเข็บ (วงเดือน) สูงถึง 10-15% ของความหนาของผนังท่อ พื้นผิวด้านนอกของชั้นรากควรเรียบเนียนอย่างประณีตและมีการจับคู่ที่ราบรื่นกับพื้นผิวด้านข้างของการตัด รูปร่างที่ดีที่สุดของพื้นผิวด้านนอกของตะเข็บสามารถทำได้เป็นเครื่องบดและตัวสะสมนิวเมติกตามข้อกำหนดของการเรียนการสอน
เมื่อเชื่อมท่อที่มีเส้นผ่านศูนย์กลาง 1020 มม. และอีกมากมายหลังจากการเชื่อมรากของตะเข็บขอแนะนำให้ทำอาหารสัตว์ของชั้นรากจากด้านในของท่อในสถานที่เหล่านั้นที่ไม่มีอุปทานรูทและจำเป็นต้องใช้ ไตรมาสที่ต่ำกว่าของปริมณฑลทางแยก (จากภายใน) นั่นคือ บนพล็อตนั้นซึ่งในระหว่างการเชื่อมรากของตะเข็บภายนอกจะดำเนินการในตำแหน่งเพดาน ด้วยการเชื่อมแบบแมนนวลของรากของข้อต่อหมุนของท่อของเส้นผ่าศูนย์กลางขนาดใหญ่ตู้จะดำเนินการทั่วทั้งปริมณฑลของทางแยก Seam ของโฮสต์ให้ผู้ให้บริการรากมันควรมีพื้นผิวเล็ก ๆ การผสมพันธุ์อย่างราบรื่นกับพื้นผิวด้านในของท่อโดยไม่มีฟีดและข้อบกพร่องอื่น ๆ การปรับปรุงของตะเข็บเชื่อมควรมีอย่างน้อย 1 และไม่เกิน 3 มม. การยึดเกาะนั้นดำเนินการโดยอิเล็กโทรดของชนิดหลักที่มีขนาดเส้นผ่าศูนย์กลาง 3-4 มม.
การบรรจุเลเยอร์ของตะเข็บจะถูกละลายกันอย่างแน่นหนาและวางขอบของท่อขด หลังจากแต่ละเลเยอร์ตะเข็บมีความจำเป็นต้องทำความสะอาดพื้นผิวของตะเข็บจากตะกรัน
การเผชิญหน้ากับตะเข็บมีโครงร่างที่ราบรื่นและจับคู่กับพื้นผิวของท่อโดยไม่มีการตัดและข้อบกพร่องที่มองเห็นได้อื่น ๆ การปรับปรุงของตะเข็บควรมีอย่างน้อย 1 และไม่เกิน 3 มม. ความกว้างเชื่อมทับความกว้างของการตัดด้วย 2-3 มม. ในแต่ละทิศทาง
ในตอนท้ายของการเปลี่ยนแปลงการเชื่อมควรเชื่อมอย่างสมบูรณ์ ความต้องการนี้เกิดจากข้อเท็จจริงที่ว่าท่อในช่วงเวลาของวันผ่านผลของการเปลี่ยนแปลงในอุณหภูมิแวดล้อมซึ่งมีความสำคัญอย่างยิ่งเมื่อมีการเปลี่ยนแปลงในตอนกลางคืนและกลางคืน - ในระหว่างวัน การเปลี่ยนอุณหภูมิทำให้เกิดการเกิดขึ้นในท่อและรอยต่อของความเค้นที่สามารถสูงมาก
หากทางแยกไม่สมบูรณ์จากนั้นในส่วนตัดขวางที่อ่อนแอลงของแรงดันไฟฟ้าสามารถเกินความแรงของผลผลิตและแม้กระทั่งความต้านทานเวลาต่อการทำลายโลหะของตะเข็บและข้อต่อจะล่มสลาย สถานการณ์นี้เป็นอันตรายโดยเฉพาะอย่างยิ่งที่อุณหภูมิอากาศติดลบเมื่อความเป็นพลาสติกของโลหะลดลง
ขึ้นอยู่กับประเภทของขั้วไฟฟ้าที่แนะนำมี 3 รูปแบบการเชื่อมที่พบมากที่สุด: การเชื่อมร่วมกันของขั้วไฟฟ้าที่มีการเคลือบหลัก, การเชื่อมร่วมกันของขั้วไฟฟ้าดักแก๊ส, การเชื่อมรากของตะเข็บและทางร้อนโดยขั้วไฟฟ้า ประเภทการปลูกก๊าซและชั้นเติมและหันหน้าไปทาง - อิเล็กโทรดที่มีการเคลือบหลัก
อิเล็กโทรดเชื่อมที่มีการเคลือบหลักจะดำเนินการจากล่างขึ้นบนด้วยการแกว่งตามขวางแอมพลิจูดซึ่งขึ้นอยู่กับความกว้างของการตัดแยก ด้วยวิธีการเชื่อมที่ผ่าไหลแต่ละเครื่องจะทำการตะเข็บเฉพาะตำแหน่งซึ่งขึ้นอยู่กับจำนวนผู้เชื่อมที่ทำงานพร้อมกันในข้อต่อเดียวกัน ในท่อเส้นผ่าศูนย์กลางขนาดใหญ่จำนวนของพวกเขาสามารถเข้าถึงสี่ ตามกฎถ้าช่างเชื่อมมีสองตัวพวกเขาจะเชื่อมจากด้านล่างจาก Nadir และขึ้นไปบนปริมณฑลในทิศทาง (โดยนาฬิกาหมุน) 6-3-12 และ 6-9-12 ในเวลาเดียวกันในส่วนเพดานของข้อต่อควรเปลี่ยนได้ 50-60 มม. จากจุดล่างของวงกลมของท่อ ในสองชั้นที่อยู่ติดกันล็อคต้องเป็นนามธรรมจากกันอย่างน้อย 50-100 มม. หากผู้เชื่อมสี่คนจากนั้นคู่แรกจะปรุงโดยข้อต่อ (โดย Dial) 6-3 และ 6-9 และไอน้ำที่สองคือ 3-12 และ 9-12
แผนภาพลำดับของการซ้อนทับสองชั้นเมื่อเชื่อมจากด้านล่างขึ้นไปพร้อมกับขั้วไฟฟ้าที่เคลือบหลักจะแสดงในรูปที่ 3, A เลเยอร์คี่ที่ตามมาทั้งหมดจะดำเนินการตามแผนภาพของเลเยอร์แรกทั้งหมดแม้ - ตามรูปแบบของชั้นที่สอง ตัวเลขโรมันแสดงลำดับของการเชื่อมส่วนตะเข็บแต่ละส่วน ขึ้นอยู่กับตำแหน่งเชิงพื้นที่ของการเชื่อมค่าปัจจุบันจะแนะนำในตารางที่ 3
เมื่อใช้อิเล็กโทรดเคลือบด้วยชนิดหลักที่ได้รับการรับรองเฉพาะสำหรับการสร้างท่อแบรนด์อิเล็กโทรดเท่านั้น
ตารางที่ 3
เมื่อใช้อิเล็กโทรดของประเภทการปลูกก๊าซการเชื่อมของรากของตะเข็บจะดำเนินการจากบนลงล่างโดยไม่มีการเคลื่อนไหวสั่นสะเทือนพึ่งพาอิเล็กโทรดที่ขอบของท่อขด การเชื่อมจะดำเนินการโดยกระแสคงที่ของกระแสไฟฟ้าย้อนกลับหรือขั้วโดยตรงที่จังหวะของแหล่งจ่ายไฟอย่างน้อย 75V ค่าของการเชื่อมปัจจุบันในระหว่างการเชื่อมด้วยอิเล็กโทรดที่มีขนาดเส้นผ่าศูนย์กลาง 3.25 มม. ไม่ควรเกิน 100-110A; เมื่อเชื่อมด้วยอิเล็กโทรดที่มีขนาดเส้นผ่าศูนย์กลาง 4 มม. ในตำแหน่งที่ต่ำกว่าและครึ่งมติ 120-160A ในตำแหน่งที่เหลือ 100-140A ความเร็วในการเชื่อมควรได้รับการดูแลในช่วง 16-22 เมตรต่อชั่วโมง การเปลี่ยนมุมของความชอบของอิเล็กโทรดจาก 40 ถึง 90 °ในกระบวนการเชื่อมช่างเชื่อมจะเก็บรักษาหน้าต่างการประมวลผลด้วยขอบตัดข้ามซึ่งมันสังเกตการหลอมละลายของขอบ
เพื่อลดระดับของแรงดันไฟฟ้าเชื่อมที่เหลือในข้อต่อรอยปริมณฑลของข้อต่อที่ไม่สะท้อนแสงแบ่งออกเป็นสมมาตรพื้นที่ตรงข้ามกับเส้นตรงและการเชื่อมหลายชั้นดำเนินการในลำดับที่แสดงในรูปที่แสดงในรูปที่ 4. ผลกระทบที่มากขึ้นของการลดความเครียดในการเชื่อมและการเสียรูปให้การใช้วิธีการเชื่อมหมุนเวียนและการบรรจุการตัดสองหรือสี่ตัว
เมื่อเชื่อมท่อเส้นผ่านศูนย์กลางขนาดเล็ก (สูงถึง 530 มม.) เพื่อลดปริมาณการติดตั้งในร่องลึกมันมักจะมีการฝึกฝนในส่วนของท่อที่มีการเชื่อมด้วยการหมุนของข้อต่อ 90 หรือ 180 ° ท่อแบ่งออกรอบเส้นรอบวงถึงสี่ความยาวประมาณเดียวกัน ส่วนการผลิตเบียร์ 1 และ 2 หมุนได้ 90 °สำหรับพื้นที่เชื่อม 3 และ 4 (รูปที่ 5) จากนั้นทำการเปิดอีกครั้งโดย 90 °ผลิตลำดับของส่วนที่ 5 และ 6, 7 และ 8
ในอีกกรณีหนึ่งหลังจากเชื่อมส่วนที่ 1 และ 2 (รูปที่ 6) มันถูกหมุนที่จะหมุนได้ 180 °สำหรับการเชื่อมของส่วนที่ 3 และ 4 จากนั้นการหมุน 90 °และ 180 °สำหรับพื้นที่เชื่อม 5 และ 6 7 และ 8 ตามลำดับ
รูปที่ 5 การเชื่อมด้วยการหมุนของท่อ 90 °: A - เลเยอร์แรก B - ที่สอง 1 ... 8 เป็นลำดับของส่วนชั้นการแสดง
รูปที่ 6 การเชื่อมด้วยการหมุนของท่อ 180 °: A - ชั้นแรก, B - สอง, 1 ... 8 เป็นลำดับของส่วนชั้นการแสดง

