ข้อต่อ สัมภาษณ์ผู้เชี่ยวชาญ
24.09.2016 , 10:32
ปัญหาด้านหลังและข้อต่อ - เส้นทางตรงสู่ความพิการ! วิธีการช่วยตัวเองและลืมเกี่ยวกับความเจ็บปวดศาสตราจารย์แพทย์ศาสตร์ Sergey Mikhailovich Bubnovsky พูดว่า
2015-10-25จากบรรณาธิการ: ตามสถิติพลเมืองรัสเซียที่ 8 ทุกคนต้องทนทุกข์ทรมานจาก osteochondrosis, โรคข้อต่อต่างๆ (arthrosis, arthritis, radiculitis) ดูเหมือนจะไม่ใช่ถึงตาย แต่ ... ในตอนแรกผู้ป่วยไม่จำเป็นต้องมีชีวิตอยู่ แต่ต้องมีชีวิตอยู่ และจากนั้นเนื่องจากข้อ จำกัด ของการเคลื่อนไหวมีโรคร่วมกันเช่นไส้เลื่อนความผิดปกติของการเผาผลาญและไม่สามารถที่จะเดิน เกี่ยวกับวิธีกำจัดปัญหาเกี่ยวกับระบบกล้ามเนื้อและกระดูกและกลายเป็นคนที่มีสุขภาพดีเราได้ถามแพทย์ของวิทยาศาสตร์การแพทย์ศาสตราจารย์ Bubnovsky Sergey Mikhailovich
สวัสดี, Sergey Mikhailovich บอกฉัน: จริงหรือไม่ที่ไม่เป็นอันตรายถึงชีวิตในทันทีที่มองเช่นโรค radiculitis และ osteochondrosis และเป็นความจริงหรือไม่ว่าชาวรัสเซียที่ 8 ทุกคนป่วย?
สวัสดีตอนบ่าย Irina จาก osteochondrosis และ radiculitis ไม่ตาย แต่มีจุดสำคัญอยู่จุดหนึ่ง - หากไม่ได้รับการรักษาโรคที่เกิดขึ้นพร้อมกันจะปรากฏภายในหกเดือน ซึ่งรวมถึงการเพิ่มน้ำหนักและความโค้งของกระดูกสันหลังและความผิดปกติของการเผาผลาญ และส่วนที่แย่ที่สุด - ในระยะสุดท้ายของข้อต่อสามารถเกิดขึ้นได้ เนื้องอกที่นำไปสู่โรคมะเร็ง
ยกตัวอย่างเช่นหากไม่ได้รับการรักษาไส้เลื่อนสามารถกลายเป็นเนื้องอกร้ายได้ ใช่มันสามารถใช้งานได้ แต่ ... มันคือด้านหลัง คุณสามารถยังคงปิดการใช้งาน
เกี่ยวกับสถิติ: น่าเสียดายที่ใช่ - มากกว่า 50% ของประชากรรัสเซียประสบกับภาวะ osteochondrosis และ radiculitis รวม และที่เลวร้ายที่สุดคือโรคนี้กำลังจะอายุน้อยกว่า หากคนก่อนหน้านี้ที่มีอายุมากกว่า 40 ปีสมัครเข้ารับการรักษาตอนนี้คนหนุ่มสาวก็เริ่มเข้ามา
ดังนั้นหากหลังคอหรือข้อต่อของคุณเริ่มเจ็บคุณไม่ควรเขียนทุกอย่างเพื่อให้เหนื่อย เป็นไปได้มากว่าหนึ่งในโรคเหล่านี้มาถึงคุณแล้ว
- จะทำอย่างไรในสถานการณ์เช่นนี้?
คำตอบของฉันคือ - ได้รับการปฏิบัติ เพียงแค่นี้มีสองปัญหา
ข้อแรก: ในโรงพยาบาลส่วนใหญ่ไม่มีผู้เชี่ยวชาญด้านโรคไขข้ออักเสบและศัลยแพทย์ที่สามารถวินิจฉัยและกำหนดเวลาในการรักษาได้
ข้อที่สอง: นักไขข้ออักเสบเมืองเล็กมักจะไม่เจาะลึกถึงปัญหาเนื่องจากโรคเหล่านี้ถือว่าเรื้อรังและไม่เป็นอันตราย พวกเขาเพียงกำหนดเจลที่กำจัดความเจ็บปวดและแนะนำให้ทำแบบฝึกหัด นั่นคือผลที่ตามมาคือคนที่เหลืออยู่คนเดียวกับปัญหาและความเจ็บปวดของเขา
แน่นอนสถาบันของเราส่วนตัวทีมของฉันและฉันพยายามที่จะแก้ไขสถานการณ์นี้ แต่น่าเสียดายที่เราไม่สามารถสั่งให้คลินิกระดับภูมิภาคและควบคุมสถานการณ์ได้
ดังนั้นเราจึงตัดสินใจที่จะใช้เส้นทางที่แตกต่างและเมื่อเร็ว ๆ นี้ได้ทำการพัฒนาที่แท้จริงในกรอบของโครงการระหว่างประเทศ“ No Pain” เรามั่นใจว่าสิ่งนี้จะช่วยเปลี่ยนสถานการณ์ในประเทศและช่วยให้ผู้คนมีชีวิตที่สมบูรณ์
- คุณมีวิธีแก้ปัญหาความเจ็บปวดที่หลังคอและข้อต่อหรือไม่?
ใช่แล้ว ในฐานะที่เป็นส่วนหนึ่งของโครงการเราสามารถเข้าถึงยาตัวแรกที่สร้างในกรอบของโปรแกรมนี้ - ก่อนหน้านี้เครื่องมือนี้ไม่ได้จัดส่งไปยังรัสเซียเนื่องจากไม่มีการอนุญาตและความสามารถที่จำเป็นและทุกฝ่ายที่มีอยู่ถูกซื้อในประเทศจีนและสหรัฐอเมริกา เราจัดการเพื่อมีส่วนร่วมในการพัฒนาและการวิจัยของครีม "Artropant" และตอนนี้มันถูกส่งไปยังรัสเซีย!
- อะไรคือความก้าวหน้าที่แท้จริงยานี้คืออะไร?
Arthropant เป็นครีมที่ได้รับการพิสูจน์แล้วว่าสามารถต่อสู้กับอาการปวดข้อข้ออักเสบและข้ออักเสบมันเพียงแค่รีสตาร์ทร่างกายและรวมถึงการสร้างเซลล์ที่เสียหาย นั่นคือมันกำจัดสาเหตุของอาการปวดเองและคืนกระดูกสันหลังข้อต่อสู่สภาวะดั้งเดิมของพวกเขา นั่นคือเป็นผลให้ผู้ป่วยไม่เพียงกำจัดอาการ แต่กลายเป็นคนที่มีสุขภาพอย่างสมบูรณ์
ตอนแรก Arthropant รีสตาร์ทระบบการฟื้นฟูของร่างกายพร้อมกันหยุดอาการปวด ภายในสองถึงสามสัปดาห์การรักษาจะเสร็จสิ้นและที่สำคัญที่สุดคือเพื่อป้องกันการเกิดขึ้นอีกครั้งของความเจ็บปวดโดยการทำซ้ำหลักสูตรทันที
- ครีม "Artropant" ช่วยต่อต้าน osteochondrosis, radiculitis และ arthrosis หรือไม่?
ไม่เพียงเท่านั้น ด้วยคุณสามารถรักษาโรคใด ๆ ที่เกี่ยวข้องกับโรคของข้อต่อหรือกระดูกสันหลัง - arthrosis และโรคข้ออักเสบ, ปวดตะโพก, โรคไขข้อ, โรคไขข้อ, radiculitis และ osteochondrosis, การกำจัดของแผ่นกระดูกสันหลัง นอกจากนี้ยังสามารถใช้สำหรับสเปอร์และข้าวโพดเพื่อกำจัด "วิเธอร์ส" (ไขมันสะสมในบริเวณกระดูกคอที่สี่) การบาดเจ็บการแตกหักการเคลื่อนที่และโรคอื่น ๆ อีกมากมาย
นี่เป็นเครื่องมือที่น่าสนใจมาก และมันคืออะไรกันแน่ที่บรรเทาจากโรคเหล่านี้ทั้งหมดและไม่เพียง แต่กำจัดความเจ็บปวดเท่านั้น?
ครีม "Artropant" และกำจัดความเจ็บปวด (ในระยะแรกของการรักษา) และกำจัดโรคได้อย่างสมบูรณ์ ตอนนี้เป็นเครื่องมือชนิดเดียวที่ช่วยได้จริงๆ
- ดังนั้นปรากฎว่า Artropant สามารถซื้อได้ในรัสเซีย? แล้วมันผลิตที่ไหน?
ใช่ตอนนี้ Artropant สามารถซื้อได้ในรัสเซีย สิ่งนี้เป็นไปได้เนื่องจากเราเข้าร่วมโครงการและช่วยพัฒนา Arthropant ทำขึ้นตามสูตรโบราณของ Selkups ซึ่งอยู่ทางตะวันตกเฉียงเหนือของไซบีเรีย สูตรถูกส่งต่อจากรุ่นสู่รุ่นและเก็บไว้ในความมั่นใจที่เข้มงวดที่สุด
นอกจากนี้กระทรวงสาธารณสุขได้ตัดสินใจเข้าร่วมในโปรแกรมและชดเชยต้นทุนการจัดส่ง ดังนั้นครีม "Artropant" จึงมีราคาถูกกว่าที่ขายในประเทศอื่น 2 เท่า
- และฉันสามารถซื้ออาร์โทรแฟนท์ได้ที่ไหน?
เราต้องการเริ่มต้นการขายจำนวนมากในเครือข่ายร้านขายยาของประเทศ แต่น่าเสียดายที่ร้านขายยาไม่ต้องการขายครีม Arthropant ในราคาที่ต่ำกว่าและต้องการเปอร์เซ็นต์ที่สูง
ดังนั้นเราจึงละทิ้งแนวคิดดังกล่าวและตัดสินใจที่จะรักษาต้นทุนที่เหมาะสมและให้โอกาสในการกู้คืนผู้คนให้ได้มากที่สุด ตอนนี้คุณสามารถซื้อครีมได้ที่เว็บไซต์ทางการของโครงการ
จัดส่งทางไปรษณีย์เงินสดในการจัดส่งและการใช้ครีมไม่จำเป็นต้องมีการควบคุมโดยผู้เชี่ยวชาญ - การรักษาง่ายที่สุดเท่าที่จะทำได้
Sergey Mikhailovich ขอบคุณสำหรับการสัมภาษณ์! คุณอาจต้องการพูดอะไรบางอย่างกับผู้อ่านของเราก่อนที่เราจะบอกลา
ใช่แน่นอน ฉันต้องการที่จะดึงดูดความสนใจของผู้อ่านว่าโรคของหลังและข้อต่อกำลังจะอายุน้อยกว่าและแม้แต่อาการปวดเป็นระยะ ๆ ก็เป็นโอกาสที่จะให้ความสนใจกับปัญหา ในขณะเดียวกันการรักษาสุขภาพของคุณขึ้นอยู่กับคุณโดยตรง แพทย์จะไม่ชักชวนให้คุณเข้ารับการรักษา ทุกอย่างอยู่ในมือของคุณ
นอกจากนี้ควรระลึกไว้ว่าโรคที่เกิดขึ้นเนื่องจากความเจ็บปวดที่ด้านหลังและข้อต่อไม่เพียง แต่ทำให้รู้สึกไม่สบาย พวกมันกีดกันชีวิตปกติของคุณและทำให้ชีวิตคุณสั้นลง 10-15 ปี และด้วยครีม "Artropant" คุณจะประหยัดเวลาเหล่านี้และคุณจะสามารถใช้ชีวิตตามปกติได้
ขอบคุณ Sergey Mikhailovich! และเราเตือนคุณว่าในความคิดเห็นคุณสามารถถามคำถามของคุณหรือแสดงความคิดเห็นเกี่ยวกับครีม "Artropant"
ป.ล. : หลังจากการสัมภาษณ์เราถาม Sergey Mikhailovich และสำหรับผู้อ่านเว็บไซต์ของเราตอนนี้มีโอกาสที่จะสั่งครีม "Artropant" พร้อมส่วนลดเพิ่มเติม! และลืมตลอดไปเกี่ยวกับโรคที่เกี่ยวข้องกับข้อต่อและกระดูกสันหลัง
สัมภาษณ์โดย Irina Makhagonova
ภาพถ่ายจากโอเพ่นซอร์ส
การเชื่อมโลหะ - กระบวนการที่ซับซ้อนการดำเนินการซึ่งจะต้องดำเนินการในลำดับที่เข้มงวดของการกระทำบางอย่างที่เกี่ยวข้องกับการเตรียมโลหะการดำเนินการตามรอยเชื่อมและการควบคุมที่ตามมา รอยเชื่อมหากไม่ได้รับการเอาใจใส่อย่างเหมาะสมเป็นจุดอ่อนในโครงสร้างรอยใด ๆ เหตุผลนี้อาจเป็นข้อบกพร่องในการพัฒนาเทคโนโลยีการเชื่อมหรือไม่มีเลยการควบคุมไม่เพียงพอการเลือกอุปกรณ์เชื่อมและวัสดุที่ไม่ดี เป็นผลให้องค์กรมีข้อบกพร่องและการสูญเสียจำนวนมากที่เกิดขึ้นเพื่อกำจัดมัน การสูญเสียสามารถป้องกันได้โดยพัฒนาคำสั่งสำหรับการดำเนินการอย่างถูกต้อง งานเชื่อม และควบคุมการปฏิบัติงาน
ดังนั้นตารางการเชื่อมคืออะไร? แผนภูมิการไหลของกระบวนการเชื่อมหรือที่เรียกว่าแผนภูมิการไหลของการเชื่อมเป็นเอกสารที่เป็นผลมาจากการพัฒนาเทคโนโลยีการเชื่อมสำหรับข้อต่อหนึ่งซึ่งสะกดพารามิเตอร์ทางเทคโนโลยีที่สำคัญที่สุดสำหรับการสร้างรอยเชื่อมในความเป็นจริงมันเป็นคำแนะนำสำหรับการเชื่อมรอยต่อ แผนภูมิการไหลของการเชื่อมได้รับการอนุมัติและนำไปใช้งานในวันที่ 1 มกราคม 2527 กว่า 30 ปีที่ผ่านมา เมื่อมีการพัฒนาเทคโนโลยีสำหรับการเชื่อมโครงสร้างโลหะการเชื่อมแต่ละรอยควรทำตามแผนที่เทคโนโลยีการเชื่อมที่พัฒนาขึ้น
แผนภูมิการไหลของการเชื่อมควรมีข้อมูลต่อไปนี้:
1. ข้อมูลเกี่ยวกับโลหะฐาน
2. ข้อมูลเกี่ยวกับคุณภาพและการเตรียมการเชื่อมต่อสำหรับการเชื่อม: ข้อมูลการตัด (ขนาดช่องว่าง, มุมตัด, มุมตัด ฯลฯ ), จำนวนและตำแหน่งของ tacks, ข้อมูลเกี่ยวกับการทำความสะอาดเบื้องต้นของขอบ, ขนาดรอยต่อ
3. ข้อมูลเกี่ยวกับการตรึงของผลิตภัณฑ์ที่มีรอยเชื่อมและความร้อนที่อาจเกิดขึ้น เช่นเดียวกับลำดับของการผ่านในการเชื่อม
4. ข้อมูลเกี่ยวกับอุปกรณ์เชื่อมและวัสดุเชื่อมที่ใช้แล้ว การเลือกวัสดุและอุปกรณ์ในการเชื่อมขึ้นอยู่กับข้อมูลต่าง ๆ ที่ได้รับจากวรรณกรรมรวมถึงการเชื่อมมืออาชีพ (นิตยสารบทความ) จากประสบการณ์ของเราเองรวมถึงรีวิวขององค์กร
5. ข้อมูลเกี่ยวกับโหมดการเชื่อมขึ้นอยู่กับวิธีการเชื่อมอาจรวมถึง: กระแสเชื่อม, แรงดันอาร์ค, ความเร็วในการเชื่อม, ขั้วระหว่างการเชื่อม, การป้องกันการใช้ก๊าซ, ความเร็วในการป้อนลวด ฯลฯ การฝ่าฝืนโหมดการเชื่อมที่แนะนำอาจนำไปสู่
6. ข้อมูลเกี่ยวกับรูปร่างของรอยเชื่อมวิธีและขอบเขตของการควบคุมคุณภาพของรอยเชื่อม
การพัฒนาแผนที่ของกระบวนการเชื่อมเริ่มต้นด้วยการวิเคราะห์วัสดุที่ถูกเชื่อมและการเลือกวิธีการเชื่อม หลังจากนั้นจะทำการวิเคราะห์ภายใต้เงื่อนไขที่โครงสร้างรอยเชื่อมจะทำงานและมีการพิจารณาว่าเอกสารข้อบังคับใดที่ควบคุมการผลิตและการทำงานของโครงสร้างนี้ นอกจากนี้ตามเอกสารระเบียบข้อบังคับและข้อมูลที่คำนวณได้โหมดการเชื่อมจะถูกกำหนดจำนวนรอบที่ต้องการรูปทรงเรขาคณิตของรอยเชื่อมและพารามิเตอร์อื่น ๆ จะถูกคำนวณ
แผนภูมิการไหลของการเชื่อมแต่ละอันได้รับหมายเลขประจำตัวของมันเองซึ่งจะถูกใช้เพื่อระบุในเอกสารทางเทคนิคและข้อกำหนดของโครงการ นักพัฒนาเองมองเห็นแผนที่ของกระบวนการเทคโนโลยีการเชื่อมนอกจากนี้เขายังวางลายเซ็นของเขาไว้ที่ด้านล่างของแบบฟอร์ม
เมื่อสร้างวัตถุชุดต้องอยู่ในการผลิต 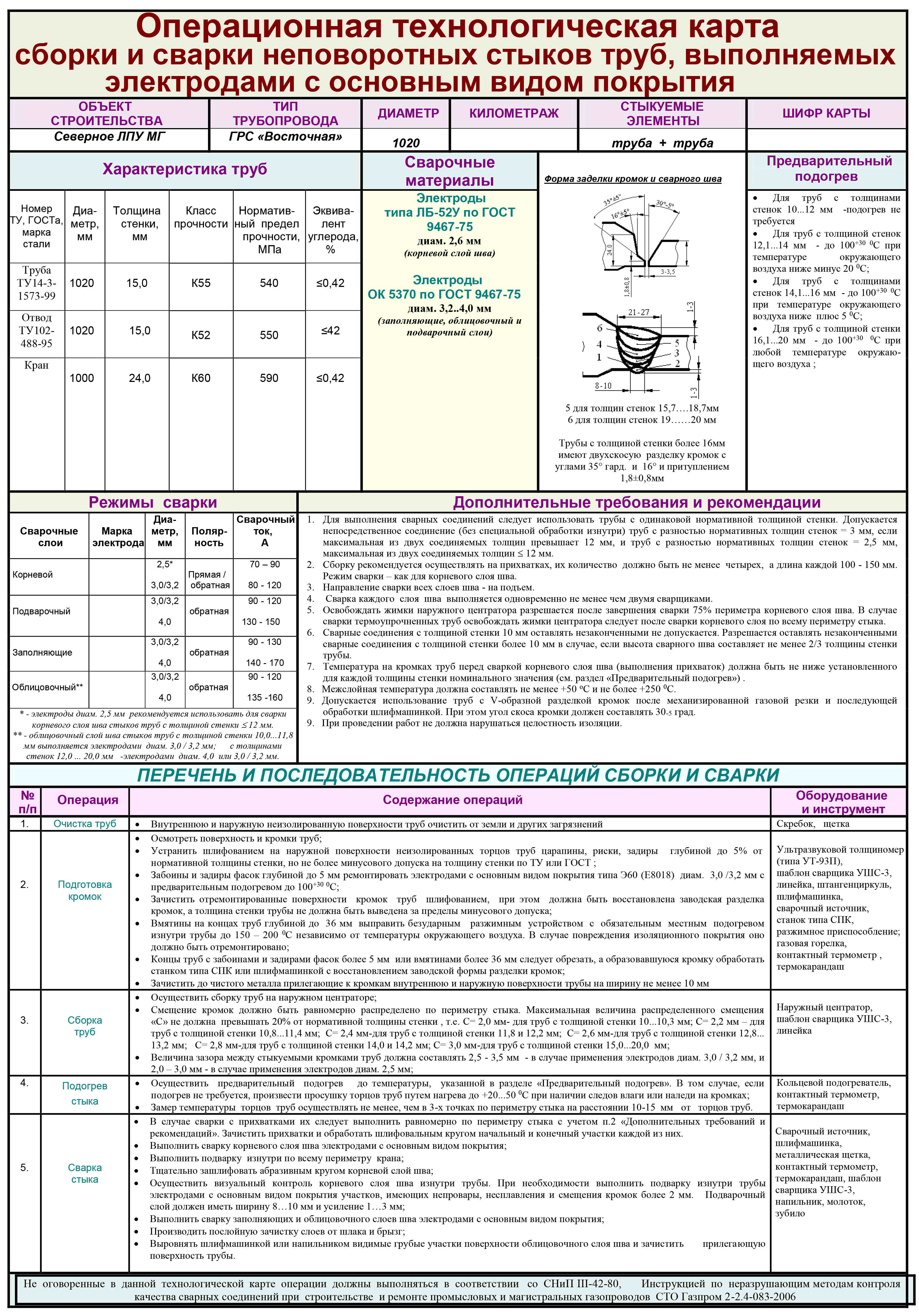 รอยเชื่อมทุกชนิดที่ใช้ การ์ดกระบวนการเชื่อมชุดสมบูรณ์จะถูกเก็บไว้ในแผนกของช่างเชื่อมหลัก ช่างเชื่อมเมื่อเข้าสู่กะจะได้รับการเชื่อมสำหรับรอยต่อรอยซึ่งเขาดำเนินการในกระบวนการ การตรวจสอบและควบคุมขอบที่เตรียมไว้และรอยเชื่อมที่ทำเสร็จแล้วจะดำเนินการโดยบริการควบคุมด้านเทคนิคตามส่วนของการควบคุมคุณภาพและการทดสอบข้อต่อแบบเชื่อม ดังนั้นจึงไม่มีความสับสนระหว่างบริการเนื่องจากทุกสิ่งที่จำเป็นถูกระบุไว้ในแผนที่เทคโนโลยีของรอยเชื่อม
รอยเชื่อมทุกชนิดที่ใช้ การ์ดกระบวนการเชื่อมชุดสมบูรณ์จะถูกเก็บไว้ในแผนกของช่างเชื่อมหลัก ช่างเชื่อมเมื่อเข้าสู่กะจะได้รับการเชื่อมสำหรับรอยต่อรอยซึ่งเขาดำเนินการในกระบวนการ การตรวจสอบและควบคุมขอบที่เตรียมไว้และรอยเชื่อมที่ทำเสร็จแล้วจะดำเนินการโดยบริการควบคุมด้านเทคนิคตามส่วนของการควบคุมคุณภาพและการทดสอบข้อต่อแบบเชื่อม ดังนั้นจึงไม่มีความสับสนระหว่างบริการเนื่องจากทุกสิ่งที่จำเป็นถูกระบุไว้ในแผนที่เทคโนโลยีของรอยเชื่อม
ในแต่ละองค์กรเมื่อรวบรวมการผลิตการเชื่อมแผนที่ของกระบวนการเชื่อมจะถูกรวบรวมมิฉะนั้นมันก็ยากที่จะรักษาพารามิเตอร์ที่จำเป็นสำหรับคุณภาพของงานที่ทำ องค์กรบางแห่งไม่สามารถจ่ายค่าบำรุงรักษาพนักงานวิศวกรรมราคาแพงในอุตสาหกรรมงานเชื่อมได้ ช่วยลดค่าใช้จ่ายของคุณในการบำรุงรักษาวิศวกรและช่างเทคนิคและบนพื้นฐานของสัญญาและข้อกำหนดทางเทคนิคโดยเร็วที่สุดเท่าที่เป็นไปได้พัฒนาชุดของแผนที่เทคโนโลยีการเชื่อมรวมถึงการเลือกอุปกรณ์และวัสดุ
เพื่อให้ได้ผลลัพธ์ที่มีคุณภาพสูงของงานที่ทำระหว่างการเชื่อมช่างเชื่อมควรได้รับคำแนะนำจากเอกสารที่อธิบายขั้นตอนการเชื่อมที่สถานที่ก่อสร้างได้อย่างถูกต้อง ความล้มเหลวในการปฏิบัติตามคำแนะนำที่ให้ไว้ในแผนภูมิการไหลสามารถนำไปสู่การทำลายของรอยเชื่อมระหว่างการดำเนินการซึ่งอาจนำไปสู่ผลกระทบที่กลับไม่ได้
บัตรเทคโนโลยีทั่วไป (TTK)
บัตรเทคโนโลยีทั่วไปสำหรับการติดตั้งโครงสร้างโลหะโดยวิธีการของการเชื่อมอาร์ค
1. ขอบเขต
1. ขอบเขต
การกำหนดเส้นทางถูกออกแบบมาสำหรับการติดตั้งโครงสร้างโลหะโดยใช้วิธีการเชื่อมอาร์คโดยใช้อุปกรณ์การเชื่อมและอุปกรณ์ เส้นทางสามารถใช้เป็นแนวทางสำหรับการดำเนินงานที่ถูกต้องทางเทคโนโลยีเมื่อเชื่อมหน่วยและชิ้นส่วนของวัตถุประสงค์ต่าง ๆ ในสถานที่ก่อสร้างสำหรับการผลิตของชุดประกอบ
ขอบเขตของงานที่ทำระหว่างการติดตั้งโครงสร้างโลหะโดยการเชื่อมซึ่งพิจารณาในการกำหนดเส้นทางรวมถึง:
- การเชื่อมของรางโลหะและแถบโลหะในส่วนตรงไปยังข้อต่อและการเชื่อมของพวกเขากับวงเล็บผนังหรือข้อศอก;
- การเชื่อมของรางโลหะและแถบโลหะที่มุม 90 °, การเชื่อมโครงสร้างกับมุมผนังเมื่อผ่านผนัง, การเชื่อมโครงสร้างในแนวตั้งบนวงเล็บในผนัง;
- การเชื่อมท่อรางและโครงสร้างอื่น ๆ ในระหว่างการแทรกลงในแถวเฟรมและเมื่อผ่านแผ่นพื้น
- การติดตั้งและการเชื่อมของวงเล็บในเพลาภายในอาคาร
- การติดตั้งโครงสร้างโลหะโดยการเชื่อมในเหมืองและภายในอาคาร
- ยึดด้วยการเชื่อมโครงสร้างลำตัวกับสิ่งก่อสร้างอื่นและอยู่ในระยะบินถึง 3.0 ม.
- ยึดด้วยการเชื่อมโครงสร้างท่อและท่อระบายอากาศชนิดเปิดสำหรับวางองค์ประกอบของระบบสาธารณูปโภค
การติดตั้งโครงสร้างโลหะโดยใช้วิธีการเชื่อมอาร์คสามารถดำเนินการภายใต้หลังคาในสถานที่ของอาคารภายใต้การก่อสร้างในเหมืองอุโมงค์เปลี่ยนผ่านและในห้องอื่น ๆ ที่เหมาะสมสำหรับการเชื่อม เมื่อปฏิบัติงานในสภาวะที่เฉพาะเจาะจงองค์ประกอบและขอบเขตของงานวิธีการเชื่อมสามารถระบุได้
2. บทบัญญัติทั่วไป
การทำงานกับหน่วยเชื่อมและชิ้นส่วนของโครงสร้างโลหะสามารถทำได้ในห้องต่างๆโดยปราศจากโครงสร้างทางวิศวกรรมหรือด้วยอุปกรณ์ทั้งแบบเปิดและปิดในแบบเย็นและแบบหุ้มฉนวน เมื่อทำการเชื่อมโดยเฉพาะอย่างยิ่งในฤดูหนาวควรมีการระบายอากาศแบบไหลออกหากมีและเมื่อดำเนินการเชื่อมในห้องที่ปิดไว้เพื่อเป็นฉนวนเมื่อไม่มีการระบายอากาศแนะนำให้ใช้อุปกรณ์ระบายอากาศแบบพกพา เมื่อทำการเชื่อมในห้องที่มีอุปกรณ์ที่ติดตั้งอุปกรณ์ควรได้รับการปกป้องจากการตกหล่นของโลหะและขนาด
ข้อมูลทั่วไป เกี่ยวกับข้อต่อเชื่อม
รอยเชื่อมเป็นองค์ประกอบของโครงสร้างรอยเชื่อมที่ประกอบด้วยชิ้นส่วนโครงสร้างสองชิ้นหรือมากกว่าและรอยเชื่อมที่เชื่อมต่อชิ้นส่วนเหล่านี้ (ดู GOST 5264-80 "ข้อต่อเชื่อม")
เมื่อทำการติดตั้งโครงสร้างโลหะพบว่ามีข้อต่อชนิดหลัก ๆ ดังต่อไปนี้: ชน, ตัก, ที, มุม
รอยต่อชนเป็นข้อต่อรอยทั่วไปที่ปลายหรือขอบของชิ้นส่วนที่จะเข้าร่วมอยู่เพื่อให้มีระยะห่างระหว่าง 1-2 มม. ชิ้นส่วนที่มีความหนามากถึง 6 มม. นั้นถูกเชื่อมด้วยตะเข็บด้านเดียวและมากกว่า 6 มม. - ด้วยตะเข็บสองด้าน
การเชื่อมต่อแบบ Lap ทำโดยการวางองค์ประกอบหนึ่งของการเชื่อมต่อที่อื่น จำนวนของการทับซ้อนควรมีอย่างน้อยสองเท่าของผลรวมของความหนาของรอยเชื่อมของผลิตภัณฑ์ ชิ้นส่วนเชื่อมถูกเชื่อมทั้งสองด้าน
T-joint คือรอยต่อที่ส่วนปลายขององค์ประกอบหนึ่งติดกับพื้นผิวขององค์ประกอบอื่นของโครงสร้างรอยที่มุมหนึ่ง เพื่อให้ได้ตะเข็บที่แข็งแรงช่องว่างระหว่างองค์ประกอบที่จะเชื่อมควรเป็น 23 มม.
ข้อต่อมุมจะเกิดขึ้นเมื่อองค์ประกอบที่ถูกเชื่อมอยู่ที่มุมขวาหรือโดยพลการและการเชื่อมจะดำเนินการตามขอบขององค์ประกอบเหล่านี้ในหนึ่งหรือทั้งสองด้าน
รอยเชื่อมทั้งหมดที่อธิบายไว้ข้างต้นทำโดยตะเข็บซึ่งเป็นโลหะที่ชุบแข็งที่เชื่อมต่อองค์ประกอบของโครงสร้างรอย รอยเชื่อม จะถูกแบ่งย่อยตามเกณฑ์ต่อไปนี้: ตามตำแหน่งที่สัมพันธ์กับความพยายามในปัจจุบัน (รูปที่ 1
) ตามตำแหน่งในอวกาศ (รูปที่ 2
) ในรูปแบบภายนอก (รูปที่ 3
).
รูปที่ 1 ตำแหน่งของรอยเชื่อมที่สัมพันธ์กับความพยายามในปัจจุบัน:
A) ขนาบข้างข) หน้าผาก, c) เฉียง
รูปที่ 2 ตำแหน่งของรอยเชื่อมในอวกาศ:
A) ต่ำกว่า b) แนวนอน c) แนวตั้ง d) เพดาน
รูปที่ 3 รูปร่างเชื่อมภายนอก:
A) นูน b) ปกติ c) เว้า
เส้นผ่านศูนย์กลางของอิเล็กโทรดสำหรับการเชื่อมนั้นขึ้นอยู่กับความหนาของขอบที่จะทำการเชื่อมประเภทของการเชื่อมและขนาดของรอยเชื่อม สำหรับ ข้อต่อก้น คำแนะนำการปฏิบัติสำหรับการเลือกขนาดเส้นผ่าศูนย์กลางของอิเล็กโทรดขึ้นอยู่กับความหนาของขอบรอย:
|
ความหนาของรอยขอบมม |
||||||
|
เส้นผ่าศูนย์กลางของอิเล็กโทรดมม |
เมื่อทำการเชื่อมต่อเชิงมุมและทีออฟขนาดของขาเชื่อมจะถูกนำมาพิจารณา: เมื่อขาเชื่อมเป็น 35 มม. การเชื่อมจะดำเนินการด้วยอิเล็กโทรดที่มีเส้นผ่านศูนย์กลาง 34 มม. และด้วยขา 68 มม. อิเล็กโทรดที่มีขนาดเส้นผ่าศูนย์กลาง 45 มม. กระแสการเชื่อมจะถูกตั้งค่าตามขนาดอิเล็กโทรดที่เลือกซึ่งควรระบุไว้บนฉลากของโรงงานที่ติดกาวกับมัดด้วยขั้วไฟฟ้า
กระแสเชื่อมสำหรับอิเล็กโทรด 46 มม. สามารถกำหนดได้โดยสูตร:
ขนาดของกระแสเชื่อมอยู่ที่ไหน A;
เส้นผ่านศูนย์กลางของอิเล็กโทรด, มม.
ค่าของกระแสเชื่อมสำหรับอิเล็กโทรดที่มีขนาดเส้นผ่าศูนย์กลางน้อยกว่า 4 มม. และมากกว่า 6 มม. สามารถกำหนดได้โดยสูตร:
ในกรณีนี้ควรทำการแก้ไขโดยคำนึงถึงความหนาของโลหะและตำแหน่งของแนวเชื่อม
ด้วยความหนาของขอบ 1.3 ถึง 1.6 ค่าที่คำนวณได้ของกระแสเชื่อมจะลดลง 1015% และมีความหนาของขอบมากกว่า 3 จะเพิ่มขึ้น 1015% แนวเชื่อมและ ข้อต่อเพดาน ดำเนินการปัจจุบัน 1015% น้อยกว่าการคำนวณ
ขั้วไฟฟ้าโลหะสำหรับการเชื่อมอาร์กจะทำตาม GOST 9466-75 "อิเล็กโทรดโลหะเคลือบสำหรับการเชื่อมอาร์คและการปูผิวด้วยมือการจำแนกขนาดและรายละเอียดทั่วไป"
ขนาดที่กำหนดโดยข้อกำหนดมาตรฐานของรัฐ:
ตารางที่ 1
|
เส้นผ่าศูนย์กลางของอิเล็กโทรดมม |
ความยาวขั้วไฟฟ้ามม |
|
|
ลวดคาร์บอนและโลหะผสม |
ลวดโลหะผสมสูง |
|
แผนภูมิการไหลของการเชื่อม - เอกสารที่กำหนดเทคโนโลยีและกระบวนการเชื่อมสำหรับวัสดุเฉพาะ มันอธิบายพารามิเตอร์ทางเทคนิคที่สำคัญและลำดับของงานที่จำเป็นในการสร้างการเชื่อม ตะเข็บเชื่อมเป็นจุดอ่อนที่สุดในการออกแบบดังนั้นแผนที่เทคโนโลยีได้รับการพัฒนาตามมาตรฐานของรัฐที่บังคับใช้และควบคุมโดยบริการตรวจสอบพิเศษ
การสร้างแผนที่เริ่มต้นด้วยการศึกษาวัสดุและเลือกวิธีการเชื่อม การวิเคราะห์เงื่อนไขที่การออกแบบผลลัพธ์จะทำงาน ขึ้นอยู่กับวรรณกรรมอ้างอิงและการคำนวณโหมดการเชื่อมจำนวนการผ่านรูปทรงเรขาคณิตของการเชื่อมและพารามิเตอร์อื่น ๆ จะถูกกำหนด
แผนที่ของกระบวนการเชื่อมประกอบด้วยข้อมูลต่อไปนี้:
- ข้อมูลและลักษณะของชิ้นส่วนเชื่อม
- ข้อมูลเกี่ยวกับการจัดทำข้อต่อก่อนเชื่อม (รูปร่างของขอบมุมและขนาดของมุมลบมุม);
- ข้อมูลเกี่ยวกับจำนวนที่ตั้งและขนาดของแทร็ก
- ข้อมูลเกี่ยวกับชิ้นส่วนได้รับการแก้ไขและวิธีหลีกเลี่ยงการเสียรูปหรือแรงเฉือนของชิ้นส่วนในระหว่างการเชื่อม
- อุณหภูมิโดยรอบที่อนุญาตให้ทำการเชื่อมหรือข้อมูลเกี่ยวกับความร้อนของชิ้นส่วน (ถ้าจำเป็น) ก่อนการเชื่อม
- ข้อมูลเกี่ยวกับอุปกรณ์ที่สามารถใช้ได้และวัสดุสิ้นเปลืองที่ใช้ (อิเล็กโทรด, ลวดเชื่อม, แก๊สป้องกัน);
- ข้อมูลเกี่ยวกับโหมดการเชื่อม (สิ่งที่ควรตั้งค่าปัจจุบันและแรงดันสำหรับเครื่องอัตโนมัติความเร็วในการเชื่อมอัตราการไหลของก๊าซโดยประมาณและความเร็วในการป้อนลวดเชื่อมจะถูกระบุ);
- ข้อมูลเกี่ยวกับวิธีการตรวจสอบและควบคุมรอยเชื่อมที่ได้รับ
เมื่อทำแผนที่ส่วนหลักคือการศึกษาวัสดุที่จะเชื่อมคุณสมบัติและคุณสมบัติของพวกเขา ถ้าวัสดุนั้นไม่ทราบแหล่งกำเนิดและไม่ทราบคุณสมบัติของมันตัวอย่างจะถูกนำไปมอบให้ห้องปฏิบัติการเพื่อทำการวิเคราะห์และจำแนกองค์ประกอบ ขึ้นอยู่กับข้อมูลที่ได้รับวัสดุสิ้นเปลืองจะถูกเลือกและเงื่อนไขและวิธีการเชื่อมที่เหมาะสมที่สุดสำหรับชิ้นส่วนเหล่านี้จะถูกกำหนด ในความเป็นจริง เหล็กโครงสร้าง พวกเขาทำอย่างเคร่งครัดตามมาตรฐานและแม่แบบดังนั้นแผนที่เทคโนโลยีสำหรับโลหะและวัสดุที่พบบ่อยที่สุดได้ถูกสร้างขึ้นมานาน
การกำหนดเส้นทางประกอบด้วยรายการของการทำงานตามลำดับภาพวาดและคำอธิบาย เพื่อหลีกเลี่ยงการเสียชีวิตอุบัติเหตุและการสูญเสียมันเป็นสิ่งจำเป็นที่จะต้องพัฒนาเทคโนโลยีกระบวนการอย่างจริงจังเพราะเป็นงานที่มีความหลากหลาย ข้อผิดพลาดที่หนึ่งในขั้นตอนสามารถนำไปสู่ความจริงที่ว่ารอยเชื่อมถูกทำลายแม้ว่าการดำเนินการอื่น ๆ ทั้งหมดได้ดำเนินการอย่างถูกต้อง
แผนที่เทคโนโลยีการเชื่อมโครงสร้างโลหะ
มันมีคำอธิบายขอบเขตของเทคโนโลยีนี้ มันบ่งบอกถึงประเภทของเทคโนโลยีนี้ในระยะทางและมุมที่ควรเชื่อมต่อชิ้นส่วนที่เชื่อมต่อเพื่อให้มั่นใจในความน่าเชื่อถือและความทนทานของโครงสร้าง มันแสดงให้เห็นในสิ่งที่เงื่อนไขและสิ่งที่ควรจะดำเนินการเชื่อมอุณหภูมิ (กลางแจ้งหรือในร่ม)
รายการถัดไปเป็นรายการที่กว้างขวางที่สุดและสำคัญที่สุดในกระบวนการผลิต มันมีข้อมูลเกี่ยวกับเทคโนโลยีการเชื่อมของตัวเองและพารามิเตอร์ทางเทคนิคประกอบด้วยย่อหน้าย่อยต่อไปนี้:
- งานเตรียมการและกฎระเบียบสำหรับการนำไปปฏิบัติ
- ข้อมูลเกี่ยวกับประเภทของงานเชื่อม;
- คำอธิบายลำดับของแต่ละขั้นตอนของงาน (การติดตั้ง tacks ลำดับของการเย็บ)
- ไดอะแกรมและภาพวาดแสดงตำแหน่งที่มีการวางแท็กวิธีใช้ตะเข็บคำอธิบาย
- เงื่อนไขที่ดำเนินการตามกระบวนการและกฎความปลอดภัย
- จำนวนนักแสดงและเวลาโดยประมาณสำหรับการปฏิบัติการแต่ละครั้งและการทำงานทั้งหมดโดยทั่วไป
- การคำนวณวัสดุสิ้นเปลืองที่จำเป็น
ย่อหน้าสุดท้ายช่วยให้คุณสามารถคำนวณต้นทุนทางเทคนิคกำหนดเวลาและผลประโยชน์ ดังนั้นจึงเป็นไปได้ที่จะเปลี่ยนกระบวนการนานก่อนที่งานเชื่อมจะเริ่มขึ้นและแก้ไขให้ถูกต้อง บัตรกระบวนการจะสิ้นสุดลงด้วยการคำนวณทรัพยากรและวิธีการรวมถึงจำนวนคนและเวลาที่ต้องใช้สำหรับกระบวนการเชื่อม
เส้นทางเชื่อมท่อ
เธอนำเสนอเอกสารซึ่งประกอบด้วยประเด็นหลักดังต่อไปนี้:
- ขอบเขตของกระบวนการทางเทคนิค
- บทบัญญัติและคำแนะนำทั่วไป
- เทคโนโลยีและการจัดระเบียบของงาน
- ข้อกำหนดด้านคุณภาพ
- และการคุ้มครองแรงงาน
- รายการเอกสารทางเทคนิคและวรรณกรรมที่ใช้แล้ว
- บัตรเทคโนโลยีสำหรับการเชื่อม
ตอนแรกมันถูกระบุว่าวัตถุใดที่แผนที่นี้สามารถใช้ จากนั้นบทบัญญัติทั่วไปอธิบาย:
- เทคนิคการทำงาน
- เงื่อนไขคุณภาพและกฎการยอมรับ
- มาตรการความปลอดภัยและการคุ้มครองแรงงาน
- ประเภทของงานที่ทำในงานประจำนี้ (การเชื่อมท่อ, การประกอบ, การเตรียมขอบ)
ส่วนที่สำคัญคือคำแนะนำสำหรับการดำเนินงานทั้งหมดและลำดับการใช้งาน กล่าวถึงวิธีการตรวจสอบพื้นผิวด้วยสายตาเบื้องต้น มีการตรวจสอบท่อวาล์วและวาล์วกระจายความเสียหายมีการทำความสะอาดโพรงฟันและเตรียมประกอบ จุดสำคัญคือแนวทางเกี่ยวกับสิ่งที่ต้องทำหากพบว่า (ความเสียหาย) เกินขีด จำกัด ที่อนุญาต ข้อบกพร่องพื้นผิวจะถูกกำจัดด้วยการเจียรในขณะที่ความหนาของผนังที่เหลือไม่ควรน้อยกว่าค่าลบขั้นต่ำที่อนุญาต ปลายของท่อที่มี scuffs และชื่อเล่นจะถูกตัดออก ที่รอยต่อของท่อรอยตะเข็บตามยาวของโรงงานหรือตะเข็บเกลียวจำเป็นต้องถูกแทนที่ด้วย 75 มม. ที่สัมพันธ์กัน
ความปลอดภัยรวมถึงคำแนะนำที่ต้องปฏิบัติตามก่อนเริ่มการเชื่อม ข้อกำหนดสำหรับวิธีการติดตั้งไซต์ที่จะทำการติดตั้งทางเทคนิคของโครงสร้างโลหะด้วยการเชื่อมจะดำเนินการและระบุชนิดของอุปกรณ์ดับเพลิงที่จะใช้ ควรดำเนินการเชื่อมให้สอดคล้องกับบัตรปฏิบัติการทางเทคโนโลยีที่รวมอยู่ในแผนที่เทคโนโลยีนี้โดยพิจารณาจากเส้นผ่านศูนย์กลางของท่อที่ถูกเชื่อม
ข้อกำหนดสำหรับคุณภาพของงานรวมถึงวิธีการตรวจสอบรอยเชื่อมและการเบี่ยงเบนที่อนุญาต ในกรณีที่ผลการควบคุมไม่เป็นที่น่าพอใจให้ระบุขั้นตอนและวิธีการแก้ไขข้อบกพร่อง
แผนที่การดำเนินงานและเทคโนโลยีประกอบด้วยทุกสิ่ง ข้อกำหนดทางเทคนิค จำเป็นสำหรับการเชื่อม:
- วัตถุเชื่อม
- ลักษณะของท่อ
- เครื่องอุปโภคบริโภคเชื่อม;
- รูปร่างของขอบตัดและรอยเชื่อม
- อุ่น (ถ้าจำเป็น);
- โหมดการเชื่อม
- ข้อกำหนดและคำแนะนำเพิ่มเติม;
- รายการและลำดับการประกอบและการเชื่อม
แผนที่เทคโนโลยีสำหรับท่อเชื่อมและโครงสร้างโลหะอื่น ๆ มีลักษณะเหมือนกันโดยสิ้นเชิง แต่มีเนื้อหาและเนื้อหาแตกต่างกัน
เหลียนมินการสื่อสารแห่งสหภาพโซเวียต
ความเชี่ยวชาญและการติดตั้งโครงสร้างตัวถังรถ O-TECHNOLOGIES เช็ก
B YURO CONSTRUCTION TE KHNI KI SV YAZI
ฉันยืนยัน
Zam หัวหน้า GRSS
A.I. Poln Ikov
27 มีนาคม 1 989
แผนที่เทคโนโลยี
สำหรับการติดตั้งโครงสร้างโลหะวิธีการ
การเชื่อมอาร์ค
มอสโก - 1989
1. ขอบเขต
1.1 แผนที่เทคโนโลยีได้รับการพัฒนาสำหรับการติดตั้งโครงสร้างโลหะของการแลกเปลี่ยนโทรศัพท์อัตโนมัติโดยวิธีการเชื่อมอาร์คโดยใช้อุปกรณ์เชื่อมและติดตั้ง การกำหนดเส้นทางสามารถใช้เป็นแนวทางสำหรับการดำเนินงานที่ถูกต้องทางเทคโนโลยีเมื่อการเชื่อมหน่วยและชิ้นส่วนของวัตถุประสงค์ต่าง ๆ ใน carpool, cross-section, shaft และโรงไฟฟ้า 1 .2 ขอบเขตของงานดำเนินการระหว่างการติดตั้งโครงสร้างโลหะ วิธีการ PBX การพิจารณาการเชื่อมในรายการเส้นทางประกอบด้วย: - การเชื่อมของรางน้ำเปิดประเภทแรกในส่วนตรงที่ก้นและเชื่อมเข้ากับตัวยึดผนังหรือข้อศอก; - การเชื่อมหน้าผากเปิดที่มุม 90 °, การเชื่อมร่องกับมุมผนังเมื่อผ่านผนัง, การเชื่อมหน้าผากแนวตั้งบนขายึดผนัง; - การเชื่อมท่อระบายน้ำประเภทเดียวกันในระหว่างการแทรกลงในแถวเฟรมและเมื่อผ่านแผ่นพื้น - การติดตั้งและการเชื่อมของครอบฟันของชิ้นส่วนในชุด - การติดตั้งโครงสร้างโลหะโดยการเชื่อมในเหมืองและข้าม - ยึดด้วยวิธีการเชื่อมรางหลักไปยังรางธรรมดาและรางน้ำหลักในช่วงสูงถึง 2.5 เมตร - ยึดโดยวิธีการเชื่อมท่ออากาศชนิดเปิดสำหรับสายไฟและโครงลวดข้ามด้วยและทดสอบซ็อกเก็ตในสมาชิกข้ามวงจร 1. 3. การเชื่อมหน่วยและชิ้นส่วนของโครงสร้างโลหะสามารถดำเนินการได้ในสถานที่และบนพื้นดินเพลาพุ่มไม้พุ่มไม้พุ่มวงจรเรียงกระแสและตัวสะสม เมื่อทำการเชื่อมโดยเฉพาะอย่างยิ่งในฤดูหนาวควรเปิดการระบายอากาศและการระบายอากาศเสียและเมื่อทำงานเชื่อมในห้องและเพลาขอแนะนำให้ใช้อุปกรณ์ระบายอากาศแบบพกพา งานที่ได้รับการรับรองเกี่ยวกับการทำอาหารด้วยโลหะที่เป็นอันตรายก็ถูกจัดวางไว้ด้วยและควรทำตามคำแนะนำให้เสร็จก่อนที่การติดตั้งแบตเตอรี่สะสมจะเสร็จสมบูรณ์ เมื่อดำเนินงานเชื่อมในห้องที่มีอุปกรณ์ที่ติดตั้งอุปกรณ์จะต้องได้รับการป้องกันจากการที่หยดของโลหะและขนาด 1 .4 เมื่อเชื่อมโยงแผนที่เทคโนโลยีเข้ากับวัตถุและสภาพการก่อสร้างเฉพาะขอบเขตของงานการคำนวณต้นทุนแรงงานตัวชี้วัดทางเทคนิคและเศรษฐศาสตร์และกลไกการใช้งานจะถูกกำหนดโดยคำนึงถึงการใช้งานสูงสุดของกองกำลังของกลไกการประกอบจากอุปกรณ์และอุปกรณ์2. องค์กรและเทคโนโลยีแห่งประสิทธิภาพ
2.1 งานเตรียมความพร้อม
2. 1 0.1 เตรียมห้องทางเทคนิคที่จะประกอบโครงสร้างโลหะด้วยวิธีการทำอาหารตาม GOST 1 2.3.003.75 GOS T 1 2.2.007.75 และติดตั้งอุปกรณ์ดับเพลิง 2. 1.2 ส่งมอบโครงสร้างและรายละเอียดที่จำเป็นไปยังไซต์งานและจัดเรียงตามลำดับเทคโนโลยีของงานติดตั้ง 2. 1 .3 ทำความคุ้นเคยกับเงื่อนไขการทำงานและหากจำเป็นให้จัดพื้นที่ทำงานตาม“ กฎความปลอดภัยและความปลอดภัยจากอัคคีภัย” (SNiP III-4-80, SNiP II -01-0 2-8 5) 2. 1 0.4 ตรวจสอบให้แน่ใจว่าใช้งานได้กับการระบายอากาศที่หนัก 2. 1 .5 เตรียมเอกสารเครื่องมือและอุปกรณ์เสริมที่จำเป็นสำหรับการเชื่อม 2. 1 .6 ตรวจสอบให้แน่ใจว่าอุปกรณ์เชื่อมกำลังทำงาน2.2 ข้อมูลการเชื่อมทั่วไป
2.2 1 รอยเชื่อมเป็นองค์ประกอบของการก่อสร้างรอยประกอบด้วยสองส่วนหรือมากกว่าโครงสร้างและเชื่อมเชื่อมต่อส่วนเหล่านี้ (ดู GOST 5264-80. "รอยเชื่อมจากรอยเชื่อม") 2.2.2 เมื่อทำการประกอบโครงสร้างโลหะจะพบข้อต่อหลักดังต่อไปนี้: ชน, ล้างออก, ที, มุม 2.2 3. รอยต่อชนเป็นข้อต่อรอยทั่วไปที่วางส่วนปลายหรือขอบของชิ้นส่วนที่จะเข้าร่วมกับมันเพื่อให้มีระยะห่างระหว่าง 1 - 2 มม. รายละเอียดของความหนาสูงสุด 6 มม. ถูกเชื่อมด้วยตะเข็บด้านเดียวและมากกว่า 6 มม. - ด้วยตะเข็บสองด้าน 2.2 4. การเชื่อมต่อโอเวอร์เฮดจะทำโดยการวางองค์ประกอบหนึ่งของการเชื่อมต่อที่อื่น ค่าสำหรับการทับซ้อนควรมีอย่างน้อยสองผลรวมของความหนาของขอบ x รอยจากการหาร ชิ้นส่วนเชื่อมเป็นอุบัติเหตุทั้งสองด้าน 2.2 .5. T-joint คือข้อต่อที่ส่วนปลายขององค์ประกอบหนึ่งติดกับพื้นผิวขององค์ประกอบอื่นของโครงสร้างรอยที่มุมหนึ่ง เพื่อให้ได้ข้อต่อที่แข็งแรงช่องว่างระหว่างองค์ประกอบที่จะเชื่อมควรอยู่ที่ 2-3 มม. 2.2.6 ข้อต่อมุมทำขึ้นเมื่อองค์ประกอบที่เชื่อมอยู่ที่มุมด้านขวาหรือโดยพลการและทำการเชื่อมตามขอบขององค์ประกอบเหล่านี้จากด้านใดด้านหนึ่งหรือทั้งสองด้าน 2.2.7 ข้อต่อรอยทั้งหมดที่อธิบายไว้ข้างต้นจะดำเนินการโดยรอยต่อซึ่งเป็นโลหะชุบแข็ง, องค์ประกอบการเชื่อมต่อของโครงสร้างรอย รอยเชื่อมจะถูกแบ่งย่อยตามลักษณะดังต่อไปนี้: ตามตำแหน่งที่สัมพันธ์กับแรงกระทำ (ดูรูปที่ 1) ตามตำแหน่งในพื้นที่ (ดูรูปที่ 2) และตามรูปร่างภายนอก (ดูรูปที่ 3)มะเดื่อ 1. ตำแหน่งของรอยเชื่อมที่สัมพันธ์กับแรงกระแสและ I:
a) ปีก, b) หน้าผาก, c) เฉียง
![]()
F อดีต 2. ตำแหน่งของรอยเชื่อมในอวกาศ:
a) ต่ำกว่า b) แนวนอน c) แนวตั้ง d) เพดาน
มะเดื่อ 3. รูปแบบภายนอกของรอยตะเข็บ:
a) นูน b) ปกติ c) เว้า
2.2.8 เส้นผ่านศูนย์กลางของอิเล็กโทรดสำหรับทำอาหารขึ้นอยู่กับความหนาของขอบที่จะทำการเชื่อมมุมมองจากการเชื่อมต่อแบบเชื่อมและขนาดของรอยเชื่อม สำหรับข้อต่อแบบก้นมีการแนะนำในทางปฏิบัติเกี่ยวกับการเลือกเส้นผ่าศูนย์กลางอิเล็กโทรดขึ้นอยู่กับความหนาของขอบที่ขอบ: 2.2.9 เมื่อทำการเชื่อมต่อเชิงมุมและทีออฟขนาดของขาเชื่อมจะถูกนำมาพิจารณาด้วยการใช้ขาเชื่อมขนาด 3-5 มม. ทำการเชื่อมด้วยอิเล็กโทรดขนาดเส้นผ่านศูนย์กลาง 3-4 มม. และขาขนาด 6-8 มม. ใช้ขั้วไฟฟ้าขนาดเส้นผ่าศูนย์กลาง 4-5 มม. 2.2 .1 0. ตามขนาดเส้นผ่าศูนย์กลางอิเล็กโทรดที่เลือกจะมีการตั้งค่าของกระแสไฟฟ้าในการปรุงอาหารซึ่งควรระบุไว้บนฉลากของโรงงานที่ติดอยู่กับก้อนด้วยขั้ว 2.2 11 มูลค่าของกระแสไฟฟ้าสำหรับทำอาหารสำหรับขั้วไฟฟ้า 4 ÷ 6 มม. สามารถกำหนดได้จากสูตร:
Y \u003d (40 ÷ 60) · D e
เมื่อ Y คือค่าของกระแสการทำอาหาร A; วันที่และเวลาของอิเล็กโทรดมม. 2.2 1 2. ค่าของกระแสเชื่อมสำหรับขั้วไฟฟ้าที่มีเส้นผ่าศูนย์กลางน้อยกว่า 4 มม. และมากกว่า 6 มม. สามารถกำหนดได้โดยสูตร:
Y \u003d (20 + 6D e) · D e
สำหรับเรื่องนี้ควรทำการแก้ไขโดยคำนึงถึงความหนาของโลหะและตำแหน่งของแนวเชื่อม เมื่อความหนาของขอบมาจาก 1, 3 D ed ประมาณ 1.6 D e, ค่าที่คำนวณได้ของกระแสเชื่อมจะลดลง 1 0 ÷ 1 5% และเมื่อความหนาของขอบมากกว่า 3 D e พวกเขาจะเพิ่มขึ้น 1 0 ÷ 1 5% การเชื่อมตะเข็บแนวตั้งและเพดานจะดำเนินการตามกระแสไฟฟ้าซึ่งน้อยกว่าค่าที่คำนวณได้ 1 0 ÷ 1 5% 2.2 1 3. อิเล็กโทรดโลหะสำหรับการเชื่อมอาร์คจัดทำขึ้นตาม GOST 9466-75 “ อิเล็กโทรดโลหะเคลือบสำหรับการเชื่อมอาร์คด้วยตนเองและการปูพื้นผิว การจำแนกประเภทขนาดและข้อกำหนดทางเทคนิคทั่วไป” ขนาดที่กำหนดโดยข้อกำหนดมาตรฐานของรัฐ:
ตารางที่ 1
|
เส้นผ่าศูนย์กลางของอิเล็กโทรดมม |
ความยาวขั้วไฟฟ้ามม |
||
|
ลวดคาร์บอนและโลหะผสม |
ลวดโลหะผสมสูง |
||
2.3 ลำดับและวิธีการทำงาน
2.3 1 ประกอบเสาเชื่อม (ดูรูปที่ 4) ซึ่ง:
มะเดื่อ 4. แบบแผนการเชื่อมต่อกับโรงเบียร์สำหรับทำอาหารด้วยตนเอง
A) ติดตั้งหม้อแปลงเชื่อมในสถานที่ที่มีอุปกรณ์พิเศษตามที่กำหนดใน“ สถานที่ปฏิบัติงานด้านความปลอดภัยและความปลอดภัยจากอัคคีภัย” ทำหม้อแปลงเชื่อมตามตาราง 2
ตารางที่ 2
|
หม้อแปลงยี่ห้อ |
กระแสเชื่อม A |
แรงดันไฟฟ้า |
กำลังไฟพิกัด kV · A |
ขนาดโดยรวม, มม |
น้ำหนักกก |
จัดอันดับการทำงาน |
ว่าง |
|
|
จัดอันดับ |
ขีด จำกัด ของการควบคุม |
|||||||
| TD - 306U 2 |
570 × 325 × 530 |
|||||||
| TD-0 6U 2 |
630 × 365 × 590 |
|||||||
| TD - 251U 2 |
420 × 260 × 450 |
|||||||
| TD - 500-4U 2 |
570 × 720 × 835 |
|||||||
| T DM-31 7U 2 |
585 × 555 × 81 8 |
|||||||
| T DM-4 01U 2 |
585 × 760 × 848 |
|||||||
| T DM-50 3U 2 |
555 × 585 × 888 |
|||||||
| T DM-50 2U2 |
720 × 845 × 780 |
|||||||
รีส 5 คลิปสำหรับเชื่อมสายเชื่อมเข้ากับชิ้นงานที่จะทำการเชื่อม:
a) ภายนอก b) สกรู
E) เชื่อมต่อขั้วที่สองของหม้อแปลงเชื่อมเข้ากับตัวยึดไฟฟ้า (ดูรูปที่ 6) ด้วยสายไฟของ RGD หรือ P RGDO (GOST 6731 -77E);

มะเดื่อ 6. ประเภทของแหล่งจ่ายไฟไฟฟ้า
E) เลือกหน้าตัดของสายไฟสำหรับประกอบอาหารที่มีความยาวไม่เกิน 3 0 เมตรตามมาตรฐานที่แนะนำ:
|
ค่าสูงสุดของกระแสเชื่อม A |
||||
| พื้นที่หน้าตัดของสายไฟ, mm 2: | ||||
| เดียว | ||||
| TH n คู่ |
U l \u003d 1, 73 Jρl / s,
ที่ U l - แรงดันตก V; J คือกระแสเชื่อม, A; ρ - ความต้านทานลวด, โอห์ม· m; l คือความยาวของสายไฟ, m; s คือพื้นที่หน้าตัดของสายไฟ, mm 2 หากค่าของ U l เกินค่าที่อนุญาตเกินกว่า 5% จำเป็นต้องเพิ่มพื้นที่หน้าตัดของสายไฟ h) ใช้เพื่อปกป้องดวงตาและผิวหน้าในระหว่างการเชื่อมด้วยเกราะหน้ากากหรือหมวก (GOST 1 361-69) (ดูรูปที่ 7)
รีส 7. การคุ้มครองสิ่งแวดล้อมจากอาร์คและสเปรย์โลหะ
2.3.2 ปฏิบัติตามคำแนะนำตามการออกแบบและเอกสารประกอบการเรียนการสอนสำหรับฉากยึดผนังที่จำเป็นทั้งหมดวงเล็บในสถานที่ของสถานีรถบัสไขว้เพลาและพาวเวอร์ซัพพลาย 2.3.3 วางโครงยึดแบบเปิดของส่วนรางน้ำที่ติดอยู่กับผนังเลื่อนเข้าด้วยกันเพื่อให้ช่องว่างระหว่าง 1–2 มม. เชื่อมระหว่างส่วนรางน้ำแต่ละอันกับตะเข็บแหลมหนึ่งอัน (ดูรูปที่ 8) และรอยเชื่อม แทร็กผลลัพธ์ของหน้าผากเดียวกันกับวงเล็บทั้งสองข้าง (ดูรูปที่ 9) ที่มีความกว้างของหน้าผากเดียวกัน 400 ÷ 6 00 มม. หรือด้านหนึ่งในรูปแบบกระดานหมากรุก - ที่มีความกว้างไม่ร่อง 1 50 ÷ 300 มม.
P และด้วย 8. รางเชื่อมด้วย tyk
ไปที่มุมผนังปลายของช่องหลักจะเชื่อมทั้งสองด้านตามที่แสดงในรูปที่ 9
มะเดื่อ 9. การยึดรางน้ำเข้ากับตัวยึดหรือข้อศอกตามผนัง
2.3.4 ผ่านผู้วิเศษและท่อผ่านรูในห้องย้ายไปที่รางน้ำหลักวางและคงที่ (ดูหัวข้อ 2.3.3) เพื่อให้ช่องว่างระหว่างรางคือ 1 ÷ 2 มม. และทำให้ การเชื่อมช่องทางหลักในท่อที่มุม 90 ° (กับเมตรของรูปที่ 10 และรูปที่ 11) ในกรณีนี้แถบด้านข้างของรางน้ำยืดออกจากทุกด้านอย่างสมบูรณ์

มะเดื่อ 11. การยึดรางน้ำหลักที่ข้อต่อ 90 °
2.3.5 เชื่อมรางหลักในทางเดินผ่านเงาเข้ากับมุมที่ติดตั้ง (ดูรูปที่ 12) การเชื่อมจะดำเนินการด้วยการปักครอสติหนึ่งในรางน้ำที่มีตะเข็บแหลมหนึ่งในรูปแบบกระดานหมากรุก
F อดีต 12. ทางเดินของการร้องเรียนหลักผ่านผนัง
2.3.6 เชื่อมช่องหลักในแนวตั้งเข้ากับขายึดที่ติดตั้งบนผนังห้อง (ดูรูปที่ 13) การเชื่อมจะดำเนินการกับแต่ละวงเล็บจากสามด้าน

มะเดื่อ 1 3. การติดตั้งในหีบแนวตั้งทั้งกับผนัง
2.3 .7 ติดเชิงลาดของหน้าผากหลักในแถวเฟรม (ดูรูปที่ 14) ในขณะที่เชื่อมร่องเข้ากับมงกุฎของผิวด้านของแถวเฟรมทั้งสามด้านของแถบด้านข้างของร่องแต่ละด้าน
รีส 14. การตกลงของรางน้ำในแถวเฟรม
2.3.8 ติดทางลาดของนักเวทย์จากปล่องกวาดในสถานที่ที่พวกมันเดินผ่านแผ่นพื้น (ดูรูปที่ 15) ในระหว่างการทำงานเมื่อเชื่อมต่อส่วนโค้งของช่องหลักกับกรอบของการเปิดทางให้ทำทั้งสองด้านของแถบด้านข้างของช่อง
มะเดื่อ 15. อุปกรณ์ทางเดินของช่องหลักผ่านเพดาน
2.3.9 ติดตั้งโครงสร้างโลหะในห้องเหมือง ฐานของฉากยึดเหล็กฉากเจาะรูจะเชื่อมกับฐานสี่เหลี่ยม ในส่วนบนของวงเล็บและปรุงอาหารให้กับแผ่นเหล็ก e 3 0 × 4 ตัวอย่างของการติดตั้งฉากยึดในเพลาจะแสดงในรูปที่ 16
มะเดื่อ 1 6. ตัวอย่างของการติดตั้งวงเล็บในเหมือง
แถวของเหล็กฉากเจาะรูจะถูกยึดเข้าด้วยกันและกับผนังของสถานที่โดยใช้มุมลำตัว 40 × 50 × 4 ซึ่งเชื่อมติดกับส่วนบนด้วยวงเล็บเหลี่ยมและมุมผนัง รางน้ำธรรมดาในห้องพักและเพลาถูกเชื่อมเข้ากับช่องสี่เหลี่ยมหลักยิ่งไปกว่านั้นจะถูกเชื่อมเข้ากับช่องสี่เหลี่ยมขนาดใหญ่สุดของรางน้ำทั้งสองด้าน (ดูรูปที่ 9) และช่องสี่เหลี่ยมอื่น ๆ - ด้านหนึ่งในรูปแบบกระดานหมากรุก (ดูรูปที่ 17 และรูปที่ . 18)
มะเดื่อ 1 7. ตำแหน่งและสถานที่เชื่อมของร่องในแบตช์ (โดยประมาณ)

มะเดื่อ 1 8. สถานที่และสถานที่เชื่อมของร่องในเหมือง (เช่น)
2.3 1 0. วงเล็บมุมลำต้นสำหรับติดแถวของวงเล็บในเพลานั้นเชื่อมด้วยการเชื่อมชน (ด้วยระยะห่างจากหน้า 19a) หรือทับซ้อน (กับท่าเรือจากหน้า 19b)
มะเดื่อ 19. ตัวอย่างของการตัดต่อ x ช่องสี่เหลี่ยม
2.3 .11 ติดตั้งในท่ออากาศตามผนังห้องเพลา ตัวอย่างของตำแหน่งและสถานที่ของการเชื่อมของรางน้ำจะแสดงในรูปที่ 20 และรูปที่ 21
มะเดื่อ 20 ที่ตั้งและสถานที่ของรางเชื่อมในเหมือง (โดยประมาณ)
รีส 21 ตำแหน่งและสถานที่ของรางเชื่อมในเพลา (โดยประมาณ)
2.3 .1 2. การติดตั้งสิ่งปลูกสร้างโลหะในฤดูหนาวนั้นคล้ายกับการติดตั้งหน้าต่างโลหะในเหมือง แถวของแร็คในไม้กางเขนจะถูกติดตั้งระหว่างตัวเองและกับผนังสี่เหลี่ยมของห้องด้วยความช่วยเหลือของสี่เหลี่ยมขนาดลำต้น 40 × 50 × 4 ซึ่งเชื่อมกับกรอบข้ามและสี่เหลี่ยมผนัง การยึดรางน้ำธรรมดาในไม้กางเขนโดยการเชื่อมจะดำเนินการคล้ายกับการยึดในเพลา ตัวอย่างของการติดตั้งรางข้ามเซลล์ข้ามจะแสดงในรูปที่ 2 22
F อดีต 22. ตัวอย่างของปากของ anovk และ gutters ด้านบน I rosa cells
2.3 1 3. การยึดรางหลักเข้ากับท่อธรรมดาทำได้โดยการเชื่อมด้วยแกนซึ่งเชื่อมกับแถบด้านข้างของช่องธรรมดาและช่องทางหลักจากทั้งสองด้าน (ดูรูปที่ 23)
มะเดื่อ 23. เพื่อทำซ้ำคูคลองหลักให้เป็นธรรมดา
2.3 1 4. การยึดช่องสัญญาณหลักเข้ากับช่องสัญญาณหลักในช่วงสูงสุดถึง 2.5 ม. จะดำเนินการโดยวิธีการทำอาหารและช่องทางหลักเพื่อความแข็งแรงจะเสริมด้วยแท่งเหล็กที่เชื่อมกับแถบด้านข้างทั้งสองของช่อง (ดูรูปที่ 24)
มะเดื่อ 24. การติดตั้งราวรองรีดได้สูงสุด 2.5 ม
3 3.1 5. การยึดร่องสำหรับสายไขว้นั้นคล้ายกับการยึดของร่องหลักในช่วงสูงถึง 2.5 เมตรโดยใช้วิธีการเชื่อมโดยไม่ต้องใช้แท่งเหล็กที่มีความแข็ง ตัวอย่างของการแก้ไขหน้าผากแสดงในรูปที่ 25

มะเดื่อ 25. ตัวอย่างของการติดตั้งรางสำหรับสายโครเมี่ยม
2.3 1 6. การยึดเฟรมด้วยซ็อกเก็ตการทดสอบในการสมัครสมาชิกทำได้โดยใช้วิธีการทำอาหาร ตัวอย่างของการเชื่อมเฟรมโดยการเชื่อมจะแสดงในรูปที่ 26
รีส 26. การติดตั้งเฟรมด้วยซ็อกเก็ตทดสอบในเครือข่ายในบ้าน
2 3.1 7. หลังจากการติดตั้งโครงสร้างโลหะเสร็จสิ้นรอยต่อที่เชื่อมจะถูกทำความสะอาดด้วยสเกลคุณภาพของประสิทธิภาพการทำงานจะถูกตรวจสอบและทาสีด้วยสีเทาเคลือบฟัน 2.3 1 8. ในกระบวนการตรวจสอบคุณภาพของรอยต่อรอยโดยการตรวจสอบภายนอกโดยใช้แว่นขยายที่มีกำลังขยาย 10 เท่าสามารถตรวจพบข้อบกพร่องได้ ประเภทของข้อบกพร่องที่เกิดจากกระบวนการเชื่อมจะแสดงในรูปที่ 27
มะเดื่อ 27. ประเภทข้อบกพร่องในการเชื่อม
2 .3.1 9. ข้อบกพร่องจากรอยต่อรอยถูกยึดไว้ใต้ซุ้มประตูตามด้วยการทำความสะอาดจากเครื่องชั่งและการเคลือบด้วยชั้นเคลือบเทาหนึ่งชั้น
2.4 ข้อควรระวังในการเชื่อม
2.4 1 กรณีของแหล่งพลังงานอาร์ค (หม้อแปลง) พร้อมกับอุปกรณ์เสริมการทำอาหารและผลิตภัณฑ์ที่มีรอยเชื่อมนั้นมีการต่อสายดินก่อนเริ่มงาน 2.4.2 สายดินนั้นใช้ลวดทองแดงปลายด้านหนึ่งเชื่อมต่อกับสลักเกลียวพิเศษที่มีคำว่า "กราวด์" อยู่บนร่างของอาร์คแหล่งจ่ายไฟ 2.4 .3. ในการเชื่อมต่อหม้อแปลงเชื่อมเข้ากับเครือข่ายจะใช้กล่องผนังที่มีสวิตช์มีดฟิวส์และที่หนีบ ความยาวของสายไฟต้องไม่เกิน 10 ม. 2.4.4 หากจำเป็นต้องยืดสายไฟให้ใช้คัปปลิ้งที่มีมวลเป็นฉนวนอย่างแน่นหนา 2 .4.5 สายไฟจะถูกระงับที่ความสูง 2.5 - 3.5 ม. และตัวยึดลวดจะอยู่ในท่อโลหะ 2.4.6 สายเชื่อมต้องใช้กับฉนวนที่เหมือนเดิมและมีหน้าตัดที่สอดคล้องกับกระแสเชื่อม 2.4.7 ตัวกรองแสงที่ถูกแทรกเข้าไปในรูตรวจสอบของโล่หน้ากากหรือหมวกกันน็อกถูกเลือกตาม GOST 9497-60 ขึ้นอยู่กับกระแสเชื่อม ตัวกรองแก้วยับยั้งมีสี่ประเภท: E-1 (สำหรับกระแส 30 - 75 A), E-2 (สำหรับกระแส 75 - 200 A), E-3 (สำหรับกระแส 200 - 400 A), 3 - 4 (สำหรับกระแสเกิน 400 A) 2.4.8 เพื่อป้องกันดวงตาของคนงานที่ช่วยในการปรุงอาหารใช้ตัวกรองแสง B-1, B-2 และ B-3 2.4.9 การเชื่อมจะทำโดยรวมที่ทำจากผ้าใบกันน้ำหรือผ้าใบด้วยถุงมือและหมวกในขณะที่กางเกงไม่ควรใส่รองเท้ากระเป๋าควรปิดด้วยอวัยวะเพศหญิงและไม่ควรซ่อนเสื้อแจ็คเก็ต ในกางเกง 2.4 .1 0. เมื่อเชื่อมแนวนอน, แนวนอนและ ตะเข็บแนวตั้ง สวมเสื้อรัดแขนและผูกให้แน่นกับแขนเสื้อของมือ 2.4 11 ตะเข็บการเชื่อมจะถูกค้นหาจากตะกรันเฉพาะหลังจากการระบายความร้อนที่สมบูรณ์และมักจะอยู่ในแก้วด้วยแว่นตาธรรมดา 2.4 1 2. อุปกรณ์ระบายอากาศต้องจัดให้มีการแลกเปลี่ยนอากาศในระหว่างการเชื่อมอาร์คด้วยตนเองพร้อมขั้วไฟฟ้าที่มีการเคลือบคุณภาพสูงจาก 4,000 ถึง 6,000 ม. 3 ต่อการใช้อิเล็กโทรด 1 กิโลกรัม 2.4 1 3. ในที่ทำงานอนุญาตให้มีความเข้มข้นของสารต่อไปนี้ในอากาศ (เป็น mg / m 3): m แมงกานีสและสารประกอบ - 0.3; โครเมียมและสารประกอบ - 0.1; ตะกั่วและสารประกอบ - 0.001; ไฮโดรเจนฟลูออไรด์ - 0.5; ออกไซด์และ zota - 5.0; น้ำมันเบนซิน ke rosin - 300.0 ไม่อนุญาตให้มีความเข้มข้นของฝุ่นปลอดสารพิษและมากกว่า 10 mg / m 3 แต่ถ้าปริมาณผลึกในฝุ่นมากกว่า 1 0% แสดงว่ามีความเข้มข้นของฝุ่นปลอดสารพิษเพียง 2 มิลลิกรัมต่อลูกบาศก์เมตร2.5 จำนวนและคุณสมบัติของนักแสดง
งานติดตั้งเกี่ยวกับงานโลหะของการแลกเปลี่ยนโทรศัพท์อัตโนมัติโดยการเชื่อมจะดำเนินการโดยลิงก์ที่มีจำนวน 3 คนประกอบด้วย: การติดตั้งการสื่อสาร 5 ประเภทและการติดตั้งการสื่อสารสองครั้ง 4 ครั้งต่อแถวซึ่งหนึ่งในหลักสูตรที่เสร็จสมบูรณ์ งานเชื่อม2.6 การคิดต้นทุนแรงงาน
บรรทัดฐานเวลาเชื่อม - T ยังประกอบด้วยห้าองค์ประกอบ: เวลาเตรียมการ - t p, เวลาพื้นฐาน - t ®, เวลาเสริม - t v, เวลาเพิ่มเติม - t d, และเวลาพิเศษ - t s .เมื่อ Y \u003d 7.85 g / cm 3 เป็นความถ่วงจำเพาะ F \u003d 0, 5 5 s m 2 เป็นภาพตัดขวางของรอยต่อ, L \u003d 1 00 ซม. เป็นความยาวของรอยต่อ, ใน \u003d 1 0 g / A · h - ค่าสัมประสิทธิ์ของการสะสมอิเล็กโทรด, J \u003d 1 80 A - ความแข็งแรงกระแสระหว่างการเชื่อม, กอง \u003d 0.25 คือค่าสัมประสิทธิ์โดยคำนึงถึงองค์กรของแรงงาน k คือค่าสัมประสิทธิ์โดยคำนึงถึงองค์กรของแรงงานสำหรับ 1 00 ซม. ของตะเข็บและ t ®เป็นเวลาหลักของการเผาอาร์ค การคำนวณ mp ที่ค่า x สูงสุดแสดงอยู่ในตาราง 3
ตารางที่ 3
|
การให้เหตุผล (ENiR และอื่น ๆ ) |
ชื่อของงาน |
หน่วยของการวัด |
ขอบเขตงาน |
ค่าเฉลี่ยของเวลาต่อหน่วยของการวัดบุคคล -h |
ต้นทุนแรงงานสำหรับปริมาณทั้งหมด, ชั่วโมงทำงาน |
ราคาต่อหน่วยของการวัดถู |
ค่าใช้จ่ายของค่าใช้จ่ายสำหรับปริมาณทั้งหมด, rub.- kopecks |
| การติดตั้งโครงสร้างโลหะของ AT AT โดยการเชื่อม |
2.7 แผนการควบคุมคุณภาพการปฏิบัติงาน
รูปแบบของการควบคุมคุณภาพการปฏิบัติงานในระหว่างการติดตั้งโครงสร้างโลหะโดยการเชื่อมจะได้รับในตาราง 4ตารางที่ 4
|
ชื่อของการดำเนินการภายใต้การควบคุม |
การควบคุมคุณภาพการปฏิบัติงาน |
บริการที่เกี่ยวข้อง |
||||
|
ผู้ผลิตงาน |
เจ้านาย |
|||||
| งานเตรียมความพร้อม | องค์กรที่ถูกต้องของสถานที่ทำงาน การบริการของอุปกรณ์เชื่อมและความน่าเชื่อถือของสายดิน การมีอยู่และตำแหน่งที่เหมาะสมของโครงสร้างและชิ้นส่วนที่จำเป็น | สายตา | d เกี่ยวกับจุดเริ่มต้นของการทำงานในการปรุงอาหารของหน้าต่างโลหะ | |||
| รอยต่อคุณภาพ | การปรากฏตัวของรอยแตก, รูขุมขน, ตะกรันรวมถึงโดยไม่ต้องเจาะ, undercuts, หย่อนคล้อย, การเผาไหม้, หลุมอุกกาบาตส่วนที่เหลือความกว้างรอยเชื่อมที่ไม่สม่ำเสมอ, รางเชื่อมขอบ | มองเห็นโดยใช้แว่นขยายที่มีกำลังขยาย 10 เท่า | ระหว่างการเชื่อม | |||
3. ตัวบ่งชี้ทางเทคนิคและเศรษฐศาสตร์
ความซับซ้อนของงานวันคน - ระยะเวลา, วัน - จำนวนผู้ติดตั้งที่ทำงาน - 34. ทรัพยากรและทรัพยากรทางเทคนิค
ความต้องการเครื่องมือและอุปกรณ์ติดตั้งทำให้ฉันอยู่ในตาราง 5ตารางที่ 5
|
ชื่อ |
ประเภท, ยี่ห้อ, GOST, TU |
จำนวนหน่วย |
การแต่งตั้ง |
|
| 300 A หรือ 500 A ที่ยึดไฟฟ้า |
GOST 14651-78 E |
เพื่อเก็บอิเล็กโทรดสำหรับการเชื่อม | ||
| เครื่องหมายลวดเชื่อมและ PRGD L \u003d 3 m |
GOST 6371 - 77E |
สำหรับเชื่อมต่อกับที่ยึดไฟฟ้า | ||
| ข้อต่อและข้อต่อ | สำหรับการเชื่อมต่อสายไฟ | |||
| สถานีภาคพื้นดิน | สำหรับการเชื่อมต่อกับส่วนเชื่อม | |||
| ไขควงพร้อมที่จับอิเล็กทริก L \u003d 200 มม |
GOST 17199 -7 1 |
สำหรับงานต่าง ๆ ในการซ่อมแซมอุปกรณ์เชื่อม | ||
| คีมรวมใน L \u003d 200 เมตร |
GOST 17440 -72 |
|||
| ประแจปรับเบอร์ 2 |
GOST 7275-75 |
สำหรับการเชื่อมต่อสายไฟ | ||
| ค้อน A 2 |
GOST 2310 - 70 |
สำหรับการลอกตะเข็บ | ||
| กระจกป้องกัน (กรองแสง) ประเภท E-2, E-3, E-4 |
GOST 9497 - 60 |
สำหรับการป้องกันดวงตา แนวเชื่อม | ||
| แสงแก้วขนาด 52 × 1 04 × 3 | เพื่อการป้องกันตัวกรองแสง | |||
| แปรงโลหะบน cardole |
TU-494-01 -104-76 |
สำหรับทำความสะอาดพื้นผิวรอย | ||
| หน้ากากช่างเชื่อม |
GOST 136 1-69 |
เพื่อป้องกันการโค้ง | ||
| สิ่ว |
GOST 72 11 -72 |
สำหรับการลอกตะเข็บ | ||
| มิเตอร์แบบพับได้ |
GOST 7253 - 54 |
สำหรับการวัดชิ้นส่วนและระยะทางระหว่างพวกเขา | ||
| การเชื่อมทรานส์สำหรับ rm atr | ||||
| E E ktrody |
GOST 9466-75 |

