Існує кілька способів зварювання трубопроводів (сталевих). Але поява інверторів відсунуло всі способи, і тепер зварювання труб в побуті проводиться саме цим апаратом. По-перше, це простота зварювального процесу, по-друге, доступність і висока безпека. Тим більше, технологія зварювання труб не дуже складна, головне правильно провести підготовку і вибрати необхідні витратні матеріали.

Зварювальний процес починається саме з підготовки. В першу чергу потрібно, якими труби і будуть зварюватися. Тут два критерії вибору: матеріал, з якого робиться металевий стрижень, і обмазка - матеріал, що покриває стержень.
для зварювання металевих труб використовуються плавкі електроди і неплавіщіеся. У перших стрижень плавиться, по-друге немає. У другому випадку використовується додатковий матеріал - присадка, яка і заповнює собою зварювальний шов. Практика показує, що зварювання труб плавкими електродами сьогодні в побутових умовах використовується частіше. Просто тому що цей спосіб простіше.
Тепер, що стосується обмазки електродів. Тут кілька позицій, де використовуються різні матеріали для утворення захисної поверхні.
- Кислотні.
- Рутилово-кислотні.
- Целюлозні.
- Рутилово-целюлозні.
- Основні.
У кожній позиції свої плюси і мінуси, тому при виборі необхідно враховувати умови зварювання трубопроводів. Але є серед них універсальний варіант - це електроди з основним покриттям. До даної категорії відносяться такі марки електродів, як УОНИ, ОЗС, ВІ, ЕА, НИАТ, ОЗШ і інші менш відомі. Початківцям сварщикам рекомендується проводити зварювання труб електродами УОНИ.
Перед тим як зварити дві труби, необхідно зрозуміти, що існує кілька.
- , Коли дві труби розташовуються навпроти один одного.
- Внахлест, так зазвичай з'єднуються дві труби різного діаметру, або однакового діаметра, тільки одна з труб развальцовивается, тобто, її діаметр механічним способом збільшується.
- Таврове з'єднання, коли два трубопроводи стикуються в перпендикулярних площинах.
- Кутове з'єднання, коли стик проводиться під кутом менше 90 °.
До речі, варіант під номером один здається дуже простим. Але в ньому таїться складність самого процесу. По-перше, варити такий шов краще в нижньому положенні, це коли електрод в стик з'єднання подається зверху. По-друге, проварити метал треба на всю товщину стінки.
І ще кілька корисних порад.
- Для зварювання трубопроводів встик і тавр найкраще використовувати електроди діаметром 2-3 мм.
- Режим зварювання, тобто, величина встановлюється струму повинна бути в межах 80-100 ампер. При зварюванні внахлест силу струму потрібно підняти до 120 А.
- заповнюваність зварювального шва повинна бути такою, щоб над площиною труби метал піднімався на 2-3 мм.
- (Квадратних) проводиться точково. Тобто, спочатку зварюється невелику ділянку на одній стороні, потім на протилежній, після на сусідній і далі на протилежному сусідньої. Після чого проводиться повна зварювання стиків. Мета - щоб труба не неприємно вразила в процесі її нагрівання.
Перед тим як варити труби електрозварюванням, їх необхідно підготувати. В основному це стосується кромок. Ось послідовність, як це треба робити.
- Перевіряються геометричні розміри на відповідність проведеного монтажу трубопроводів. Можуть стикуватися труби з різною товщиною стінки, що може привести до НЕ проварити товстої труби або до прожогам тонкої.
- У розрізі трубопровід повинен бути круглим, а не овальним або іншої форми. Це просто забезпечить якість звареного стику і спростить сам процес.
- Стінки труб повинні бути без дефектів: тріщин, заломів, розширень і так далі.
- Зріз кромки повинен бути прямим (90 °).
- Кромки захищаються до металевого блиску (використовується щітка, наждачка). Довжина зачищають ділянки - не менше 1 см від кромки.
- Видаляються масляні і жирові плями, фарба, обов'язково торці обезжирюються за допомогою будь-якого розчинника.
І хоча електроди УОНИ не є примхливими, тобто, з їх допомогою можна заварити навіть іржаві деталі, на якість шва впливають будь-які дефекти металу. Тому варто приділити трохи часу для підготовки крайок трубопроводу.
Сварка сталевих труб
Зварювання труб круглого перетину проводиться безперервним швом. Тобто, якщо процес почався з однієї точки, то він повинен закінчитися на ній же, не відриваючи електрода від свариваемой поверхні. При зварюванні труб великого діаметра (понад 110 мм) одним електродом заповнити шов неможливо. Тому необхідно застосовувати багатошарову зварювання, де кількість шарів визначається товщиною стінок труб. Наприклад:
- Якщо товщина стінки 6 мм, то досить і двох шарів металу.
- 6-12 мм - зварювання проводиться в три шари.
- Більше 12 мм - більше чотирьох шарів.
Увага! Багатошарова зварювання виробляється з однією вимогою. Перед нанесенням наступного шару попередніх повинен охолонути.
збірка трубопроводу
Перед тим як зварювати труби, щоб спростити поставлене завдання, необхідно зібрати зварювальний стик. Тобто, встановлюєте труби згідно конструкції збірки, затискаєте їх, щоб вони не рухалися і не зміщувалися. Після чого робиться прихватка. Це коли робиться точкове зварювання в одному місці, якщо трубопровід збирається з виробів великого діаметра, то прихватку можна робити в декількох місцях.
В принципі, все готово, можна варити трубопровід. Здавалося б, на цьому розмова про зварювання можна було б і завершити. Але для початківців зварників він тільки починається, тому що зварювальний процес, пов'язаний зі складанням трубопроводів, це велика кількість нюансів. Ось тільки деякі з них, які необхідно взяти на озброєння.
- Варити труби товщиною понад 4 мм можна докорінно швом, це коли метал заповнює простір між крайками на всю глибину, і валковим, коли зверху шва утворюється валик заввишки 3 мм.
- При з'єднанні труб діаметром 30-80 мм вертикальним швом технологія трохи відрізняється від нижнього розташування шва. Спочатку заповнюється обсяг 75%, потім інший простір.
- При багатошарової технології зварювання горизонтальний шов вариться двома шарами так, щоб наступний наносився в протилежному напрямку, ніж попередній.
- Точка з'єднання шару нижнього не повинна збігатися з такою ж точкою шару верхнього. Замкова точка - це кінець (початок) шва.
- Зазвичай при зварюванні труб останні треба весь час повертати. Роблять це вручну, тому необхідно знати, що оптимальний сектор повороту 60-110 °. Просто в цьому діапазоні шов розташовується в зручному для зварника місці. Його довжина сама максимальна, і це дозволяє контролювати безперервність шовного з'єднання.
- Саме складно, як вважають багато зварювальники, це повертати трубопровід відразу на 180 ° і при цьому дотримати якість зварного шва. Тому при такому повороті рекомендується технологію зварювання змінювати. Тобто, спочатку проваривается шов на глибину до 2/3 одним або двома шарами. Потім трубопровід повертається на 180 °, де шов заповнюється повністю в кілька шарів. Далі знову йде поворот на 180 °, де шов до кінця заповнюється металом електрода. До речі, такі стики називаються поворотними.
- Але є і неповоротні стики, це коли труба до труби приварюється в нерухомій конструкції. Якщо трубопровід розташований горизонтально, то варити стик між його частинами треба, розділивши його на дві частини. Сварка починається з нижньої точки (стельової) і переміщається до верхньої. Точно також зварюється і друга половина стику.
І останній етап в технології зварювання труб - це. Його необхідно обстучать молотком, щоб збити шлак. Потім на наявність. Якщо трубопровід призначений для рідин або газів, то після монтажу в нього запускають воду або газ, щоб перевірити на предмет протікання.
Процес зварювання насправді захід відповідальне. І тільки досвід зварника може з першого разу гарантувати якість кінцевого результату. Але досвід - справа наживна. Пропонуємо переглянути відео - як правильно варити сталеві труби.
Перш ніж описати технологію, потрібно розібратися, які існують способи зварювання труб в сучасних умовах.
Види зварних з'єднань труб і деталей трубопроводів.
Трубопроводи зварюються встик і можуть використовуватися для подачі газу і рідин. Вони працюють при різних температурах нагріву і тиску. Основні конструктивні елементи і типи швів зварних з'єднань встановлені ГОСТ 16038-80 для мідно-нікелевих і мідних, ГОСТ 16037-80 для сталевих трубопроводів. Такі сполуки позначені в ГОСТ 5264-80 У1, можуть зустрічатися в сталевих колонах, балках, резервуарах і фермах. Особливого поширення знайшли в машинобудівних конструкціях, котлах, баках і трубопроводах.
Зварні з'єднання під гострим і тупим кутом повинні виконуватися відповідно до ГОСТ 11534-75.
Даний стандарт встановлює основні конструктивні елементи, типи і розміри зварних з'єднань конструкцій з низьколегованих і вуглецевих сталей, які виконуються зварюванням плавиться при товщині зварюваного металу до 60 мм у всіх просторових положеннях, При розташуванні зварюваних деталей під тупим або гострим кутом. Виконання вимог цього стандарту є обов'язковим.
Чи можемо виділити кілька типів зварних з'єднань: стикове, Таврове, внахлестку і кутовий. Вид зварного шва може змінюватися в залежності від типу з'єднання. Зазвичай кутовий шов має увігнуту або плоску іноді опуклу поверхню. Розмір такого шва задається катетом, видимим або розрахунковим. кутові і стикові шви бувають односторонні і двосторонні. Пробкові шви розрізняють за формою підготовки кромок і розмірами. Необхідно перевірити перпендикулярність площини різу труби до її осі, величину притуплення і кут розкриття шва при підготовці стиків труб під зварювання.
Висота косинки і довжина шва при зварюванні під різними кутами
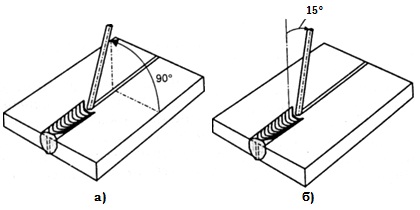
Кут нахилу електрода: а - в горизонтальній площині; б-у вертикальній площині
При куті α 30 коефіцієнт 3,73;
35 -3,17; 40 - 2,75; 45 - 2,41; 50 - 2,15; 35 - 3,17; 40 - 2,75; 45 - 2,41; 50 - 2,15; 55 - 1,92; 60 - 1,73; 65 - 1,57; 70 - 1,43; 75 - 1,3; 80 - 1,19; 85 - 1,09; 90 - 1,00; 95 - 0,92; 100 - 0,84; 105 - 0,77; 110 - 0,7; 115 - 0,64; 120 - 0,58; 125 - 0,52; 130 - 0,47; 135 - 0,41; 140 - 0,36; 145 - 0,32; 150 - 0,27; 155 - 0,22; 160 - 0,18; 165 - 0,13; 170 - 0,09; 175 - 0,04;
Наприклад: величина коефіцієнта - 2,41 при зварюванні двох труб під кутом 45 ° зовнішнім діаметром D \u003d 520 мм; тоді величина срезаемой косинки буде дорівнює +1253 мм \u003d 520 х 2,41
Щоб обчислити довжину шва, зовнішній діаметр труби множимо на відповідний коефіцієнт:
при куті α 30 коефіцієнт 8,86;
35 - 7,7; 40 - 6,8; 45 - 6,2; 50 - 5,7; 55 - 5,29; 60 - 4,96; 65 - 4,7; 70 - 4,46; 75 - 4,27; 80 - 4,1; 85 - 3,97; 90 - 3,85; 95 - 3,74; 100 - 3,65; 105 - 3,57; 110 - 3,5; 115 - 3,44; 120 - 3,39; 125 - 3,35; 130 - 3,31; 135 - 3,27; 140 - 3,24; 145 - 3,22; 150 - 3,19; 155 - 3,18; 160 - 3,16; 165 - 3,15; 170 - 3,15; 175 - 3,14;
Різниця товщини стінок труб під зварювання і зміщення їх кромок не повинні перевищувати 10% від товщини стінки і не повинні бути більше 3 мм. Повинен забезпечуватися рівномірний зазор при і 2-3 мм між сполучаються крайками стикуються,.
Варіанти виконання швів в різних положеннях

Положення електроду при зварюванні "в човник": a - зварювання в симетричну "човник"; б - зварювання в несиметричну<лодочку>; в - просторове положення електрода
Кутові з'єднання можуть виконуватися в нижньому положенні. Варять кутові з'єднання «в несиметричну човник» і «в симетричну човник». Для того щоб уникнути підрізів і непровару крайок, зварювання «у човник» слід вести електродом, з допустимим опертям козирка на кромки. якщо накладення кутових швів виконується похилим електродом, зварювання слід вести «кутом назад». Кутові шви з катетами більше 10 мм без скосу кромок виконуються в один шар з затримкою в корені шва поперечними рухами електрода «трикутником».
Зварювання з'єднань внапуск кутових швів в нижньому положенні виробляється електродами в один шар діаметром до 5 мм без поперечних коливань. Щоб домогтися проплавити кутового з'єднання, необхідно перший валик (кореневої кутовий) виконати електродом з діаметром 3 мм при максимальному струмі в залежності від товщини металу 95-120 А.
Перед складанням стикуються труб на довжину 15 - 20 мм очищають від бруду, іржі, окалини і масла. Складовою частиною зварного шва є прихватки. При зварюванні труб прихватка виконується в 4 місцях по колу діаметром до 300 мм рівномірно швом 50 мм довжиною і висотою кожна 3 - 4 мм. При зварюванні труб більше 300 мм діаметром прихватки розташовують рівномірно через кожні 250 - 300 мм по всьому колу стику.
Існуючі на сьогоднішній день способи зварювання можна умовно розділити на 2 групи. В першу групу слід віднести способи зварювання, коли метали в твердому стані зварюються в спільній пластичної деформації, часто з додатковим нагріванням. До другої групи увійшли способи плавлення в місці з'єднання.
Основні різновиди зварювання

Дугове зварювання - з'єднання між собою розплавлених металів за допомогою електричної дуги;
- Дугова - з'єднання між собою розплавлених металів за допомогою електричної дуги;
- Електрошлакове - плавлення металу відбувається за рахунок теплоти, отриманої завдяки виділяється електричного струму, який проходить через розплавлений шлак;
- Ультразвукова - по волноводу передаються ультразвукові коливання від перетворювача до робочого наконечника. Під дією ультразвукових коливань і вертикального стискає зусилля в заготовках виникають сили тертя, яких достатньо для отримання зварювального з'єднання;
- Контактна - тиском. Заготовки, які з'єднуються, затискають електродами, і під дією зварювального струму в зоні контакту відбувається сильний розігрів і стиснення заготовок, результатом якого є зварювальне з'єднання;
- Лазерна - зварювання світловим променем, який отримують від спеціальних твердих і газових випромінювачів. Таку зварювання лазером можна виконувати на повітрі на відстані від генератора. Лазерне зварювання здійснюється променем лазера, який нагріває і плавить метал. Енергія лазерного променя концентрується на невеликій ділянці. Луч має певну довжину хвилі і частоту, завдяки чому точно фокусується оптичними лінзами, так як кут заломлення в лінзі променя постійний.
Процес лазерного зварювання - глибоке проплавлення металу лазерним променем - схожий на процес електронно-променевого зварювання. Концентрований лазерне випромінювання впливає на поверхню металу, і в результаті кипіння і плавлення металу утворюється парогазовий канал, який вважається приблизно лінійним джерелом нагрівання. Таким чином, лазерне зварювання може виконуватися встик без додаткового використання присадних матеріалів, що призводить до високої швидкості процесу.
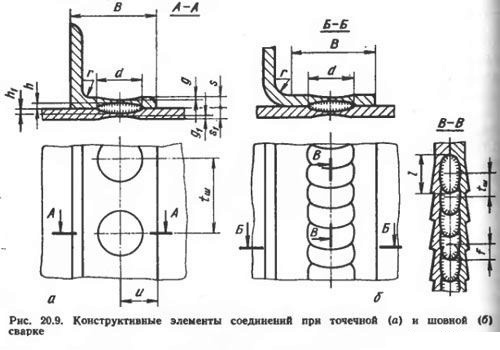
Найкраще розділити лазерну зварювання на 2 типу: точкова і шовна
Зварене з'єднання лазерного зварювання відповідає міцності основного металу, при цьому йде мінімальна зварювальний деформація зварних виробів
Точкова - найчастіше використовується в мікроелектроніці. За допомогою точкового лазерного зварювання можна домогтися високої точності в зварюванні найменших елементів. Для такої зварювання переважно застосовуються імпульсні твердотільні лазери.
Шовна ж лазерне зварювання використовується для отримання герметичності шва і надійного механічного з'єднання. Для шовного зварювання використовуються лазери, які працюють в імпульсному режимі або в безперервному.
Лазерне зварювання відрізняється від інших видів вузькою зоною термічного впливу через великій швидкості зварювання. Зварене з'єднання відповідає міцності основного металу, при цьому йде мінімальна зварювальний деформація зварних виробів. Лазерне зварювання виконується без вакуумних камер. Можна зварювати матеріали найширшого спектра - від високовуглецевих і високолегованих сталей до сплавів на основі титану і міді, скла, кераміки, пластмас і різноманітних сполук, в різних просторових положеннях, в важкодоступних місцях. Також є можливість виконувати з'єднання таких типів, які зварити традиційним способом зварювання просто неможливо. Так, лазерне зварювання в даний час заслуговує називатися найбільш перспективною технологією в зварювальних роботах.
Для лазерного зварювання використовують два типи лазерів: твердотільні і газові

Схема твердотільного лазера
Твердотільними лазерами через їх невеликої потужності можуть зварюватись тільки дрібні деталі невеликої товщини, найчастіше це об'єкти мікроелектроніки. Для сучасних телевізорів лазерним зварюванням вариться герметичний шов катодів кінескопів. Газові лазери є потужнішим, в них в якості активного тіла використовують зазвичай СО2 + N2 + Чи не (суміш газів). Газ прокачується насосом з балонів через газорозрядну трубку. Розряд електрики між електродами використовується для енергетичного збудження газу. З торців газорозрядної трубки розміщені дзеркала. Електроди підключені до живлення. Водяна система охолоджує лазер.
Найпотужнішими є газодинамічні лазери. У роботі використовуються нагріті до температури 1000-3000 К гази. Газ, з надзвуковою швидкістю, закінчується через сопло Лаваля, після чого відбувається адіабатичне розширення і в зоні резонатора охолодження. Після чого порушені молекули вуглекислого газу переходять на більш низький енергетичний рівень і випускають когерентне випромінювання.
Переваги лазерного зварювання
Економічними міркуваннями стримується застосування лазерного зварювання, технологічні лазери поки ще дорогі, тому ретельно відбирається область застосування лазерного зварювання. Лазерне зварювання економічно ефективна, якщо необхідно істотно підвищити продуктивність, так як швидкість її може в кілька разів перевищувати традиційні способи.
Лазерне зварювання має переваги, які їм невластиві іншим способам зварювання. Лазер може розташовуватися на значній відстані від місця розташування зварювання, що в багатьох випадках дає економічний ефект. Наприклад, для ремонту трубопроводів, які прокладені по дну водойми, існує установка для лазерного зварювання. Пересувається візок з обертовим дзеркалом всередині труби, а лазер знаходиться в кінці секції трубопроводу, посилаючи промінь всередині труби, що і дозволяє здійснити лазерну зварювання без підняття трубопроводу на поверхню.
Зазвичай, на зварювання монтуються сталеві труби. Цим же способом з'єднують ділянки трубопроводу в разі, якщо арматура виготовлена \u200b\u200bз конструкційних сталей або труби з високолегованих сплавів. Різним металів підходять різні зварні технології та електроди. Зварюванням або паянням з'єднують також мідні і алюмінієві елементи, але для цього буде потрібно спеціальний аргонодугового апарат, який виробляє електричну дугу в аргоновой газовому середовищі, а в якості електрода застосовують алюмінієву і мідний дріт.
Сварка підходить і для полімерних труб, але в даному випадку особлива - термічна під тиском. Подібне з'єднання використовують при виробництві фітингів, які збираються з вирізаних шматочків труб.
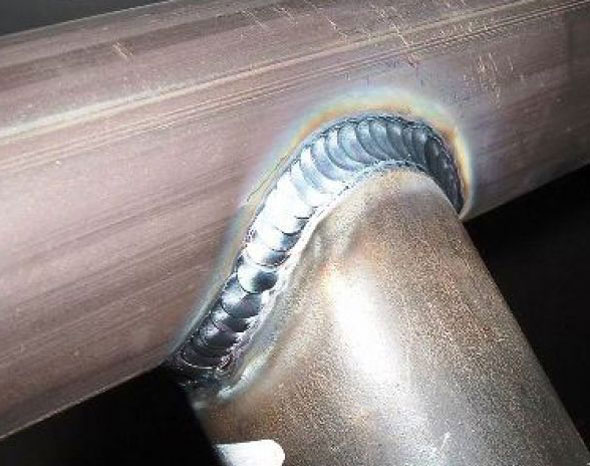
Основним нормативним документом, який регламентує кутову зварювання труб є ГОСТ 16037-80. Сполучення під кутом для зварювання трубопроводів реалізується за допомогою деяких різновидів стиків:

Квадратні труби зварюються по аналогічним правилам.
Різновиди кутовий зварювання
Всі різновиди сварок, будь то аргонодуговая, електродугове або газова, починається з того, що необхідно підігнати торці. Величина зазору між елементами повинна бути в межах від 0,5 мм до 1,5 мм. 
Сварка без скоса країв застосовується тільки на трубах, у яких товщина стінки досить мала - від 1 до 6 мм. Процес з'єднання починають з прихоплювання елементів точкового зварювання, а далі продовжують правити становище труб і виробляти кільцеву зварювання стику по зовнішньому краю.
Кутове сполучення, має односторонній торець передбачає наявність фаски, зробленої під кутом 50 о. При двосторонньому розділі необхідно дві фаски під кутом 30 о. Зазор допустимо до 1-2 мм в першому випадку і 2-5 мм в другому. Тому в цих випадках ідеальний край елементів не важливий. Даним способом стикуються труби з товщиною стінок від 2 до 20 мм. 
при кутовий зварюванні зі скошуванням крайок і розділом товщина стінок повинна бути від 6 до 60 мм, ширина розділу - від 18 до 48 мм. Труби таких габаритів зварюються за допомогою особливої \u200b\u200bтехніки заповнення зварювальної ванни.
У процесі ведення домашнього господарства нерідкі випадки, коли потрібно спорудити якусь конструкцію зі звичайних труб або профілю. Найчастіше для цих цілей застосовуються легкі і зручні в монтажі пластикові труби, А також сталеві вироби з різьбовими кріпленнями. Однак у цій статті ми розглянемо, як правильно зварити трубу для опалення або інших необхідних систем в вашому домі, адже згадані вище варіанти не завжди прийнятні і доцільні.
Підбір електродів
Перше, що вам знадобиться для виконання зварювальних робіт з трубами опалення або іншими спорудами, це електроди. Від якості цього витратного матеріалу буде залежати не тільки надійність отриманих зварних швів і герметичність системи, але і процес виконання робіт.
Під електродом розуміють тонкий сталевий стрижень зі спеціальним покриттям, яке дозволяє забезпечити стійку дугу в процесі електрозварювання труб, і задіяно у формуванні зварного шва, а також запобігає окисленню металу.

Класифікація електродів передбачає поділ за типом серцевини і різновиди зовнішнього покриття.
За типом серцевини бувають такі електроди:
- З плавляться серединкою. Матеріалом для такої продукції служить графіт, електротехнічний вугілля або вольфрам.
- З плавиться серединкою. В даному випадку в якості сердечника служить дріт, товщина якої залежить від типу зварювальних робіт.
Що стосується зовнішньої оболонки, то безліч електродів, які зустрічаються на ринку, варто розділити на кілька груп.
Отже, покриття може бути:
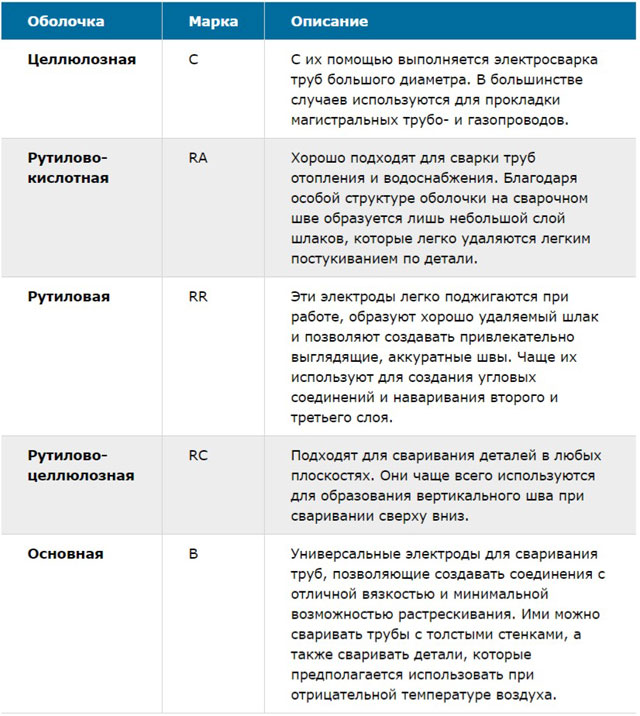
- Целюлозне (марка С). Ці вироби застосовуються головним чином для виконання зварювальних робіт з трубами великих перетинів. Наприклад, для монтажу магістралей для транспортування газу або води.
- Рутилово-кислотне (RA). Такі електроди оптимальні для зварювання металевих труб опалення або водопроводу. В даному випадку зварювальний шов покривається невеликим шаром шлаку, який легко видаляється постукуванням.
- Рутилове (RR). Даний тип електродів дає можливість отримати дуже акуратні зварювальні шви, а що утворюється в процесі роботи шлак дуже просто видаляється. Переважно такі електроди використовуються в місцях кутових з'єднань або при наварювання другого або третього шару.
- Рутилово-целюлозне (RC). Подібними електродами можна виконувати зварювальні роботи абсолютно в будь-якій площині. Зокрема, вони дуже активно застосовуються для створення довгого вертикального шва.
- Основне (B). Такі вироби можна назвати універсальними, адже вони підходять для зварювання товстостінних труб, деталей, експлуатація яких буде проводитися при негативних температурах. При цьому утворюється пластичний якісний шов, який не тріскається і не деформується з часом. Читайте також: " ".
Перш ніж приступати до роботи, рекомендуємо вам проконсультуватися зі своїми знайомими зварниками на предмет різновиди електродів, якими вони вважають за краще користуватися. У кожному конкретному випадку це будуть різні марки, адже у продажу може бути доступна велика безліч марок, причому відмінне від міста до міста.
Що потрібно відзначити окремо, так це наявність прямого зв'язку між ціною і якістю електродів. Не раз був перевірений на практиці той факт, що дешеві витратні матеріали не дозволяють виконати правильну зварювання труб з необхідним рівнем якості. Тому не варто економити на цій статті витрат, адже в результаті вони можуть зрости набагато більше.
Різновиди зварних швів і з'єднань труб
Способів, як варити труби електрозварюванням, може бути кілька:
- розміщуючи деталі встик - в даному випадку відрізки труби знаходяться точно навпроти один одного;
- з'єднання в тавр - це значить що два шматка труби розміщені перпендикулярно, у формі літери «Т»;
- скріплення внахлест - в такому варіанті один з шматків труби развальцовивается, щоб його можна було надіти на інший;
- кутове з'єднання - тобто, дві деталі розміщені під кутом 45 ° або 90 °.

При виконанні зварювання труб електрозварювання можуть виконуватися такі шви:
- горизонтальні - в такому випадку зварюються труби розташовані вертикально;
- вертикальні - це шви на вертикальній ділянці труби;
- стельові - в даному випадку електрод поміщають в нижній частині деталі, над головою працівника;
- нижні - відповідно, шви, для виконання яких потрібно нахилятися вниз.
Звертаємо вашу увагу, що при роботі з сталевими трубами з'єднання повинно бути встик, з обов'язковим проварюванням місця стикування по товщині стінки вироби. Оптимальним в даному випадку буде використання нижнього поворотного шва.

- При проведенні зварювальних робіт слід тримати електрод під кутом в 45 ° або трохи менше, тоді розплавлений метал буде потрапляти всередину труби, що зварюється в набагато меншій кількості.
- Якщо ви виконуєте з'єднання в тавр або встик, то вам знадобляться 2-3 мм електроди. При цьому сила струму, оптимальна для надійної герметизації системи, становить в межах 80-110 ампер.
- Для надійного проварювання з'єднання внахлест сила струму повинна бути збільшена до 120 ампер, а електроди можна використовувати аналогічні.
- Оптимальна висота зварного шва повинна складати 3 мм над поверхнею труби. Тільки після її досягнення можна вважати роботу завершеною.
Окремо варто зупинитися на профільованих виробах. Зварювання таких труб треба проводити точково. Це означає, що спочатку прихоплюють дві точки з протилежних сторін профілю, потім переходять на дві інші точки, і так до тих пір, поки вся труба не прогріється. Після цього приступають до виконання суцільного зварного шва по периметру труби.
Попередні роботи з деталями
Згідно з інструкцією повинні бути дотримані такі умови:
- Геометричні розміри.
- Наявність сертифіката якості, зокрема, якщо це трубопровід для питної води.
- Ідеально кругла форма труб - ніякі дефекти торців у вигляді плескатого або овального перетину не допускаються.
- Однакова товщина стінок труб по всій їх протяжності.
- Хімічний склад виробів повинен відповідати ГОСТам РФ для тих чи інших систем. Дана інформація з'ясовується з технічної документації або лабораторними дослідженнями.

Процес підготовки включає такі стадії:
- перевіряють рівність зрізу на торці труби - він повинен бути дорівнює 90º;
- торець і ділянку в 10 мм від нього потрібно ретельно зачистити до появи металевого блиску;
- всі сліди масел, іржі, фарб слід видалити і знежирити поверхню на торці труби.
Останнє, про що потрібно подбати - правильна конфігурація торця. Кут розкриття кромки повинен складати 65º, а показник притуплення - 2 мм. Додаткова обробка дозволить домогтися необхідних параметрів.
Таку роботу можна виконати Фаскознімачі, торцеватели або шліфувальною машиною. Професіонали, що працюють з трубами великих діаметрів, користуються фрезерними верстатами або газовими та плазмовими різаками.
процес зварювання
Коли вся попередня підготовка позаду, можна братися за зварювання. Якщо у вас немає необхідних навичок, і ви ніколи раніше не виконували подібних робіт, спочатку рекомендуємо попрактикуватися на зайвих шматках труб, щоб не зіпсувати всю систему.
тонкощі електрозварювання
Якщо проводиться зварювання труб круглої форми, то шов на них повинен бути безперервним. Це означає, що як тільки робота розпочата, її не можна переривати, поки не утвориться суцільний зварний шов. У разі роботи з поворотними і неповоротними стиками зварювання труб опалення електрозварюванням повинна виконуватися в декілька шарів. Їх кількість буде залежати від товщини стінок труби.

Залежність кількості шарів від параметрів стінки виражається в таких величинах:
- 2 шари зварювального шва виконують на трубах з товщиною стінки до 6 мм;
- якщо стінки коливаються в межах 6-12 мм товщини, потрібно 3 шари;
- всі інші вироби, товщина стінок яких ще більше, потребують накладення 4 шарів шва.
Крім того, варто врахувати ряд важливих особливостей:
- Яку полярність і ток потрібно застосовувати (постійний або змінний), буде залежати від товщини стінки труб, їх матеріалу і оболонки електродів. Вся інформація повинна бути вказана в інструкції до електродів.
- Товщина електродних стрижнів впливає на силу струму, необхідну для зварювання. Прикинути цей показник можна, помноживши товщину стержня на 30 або 40. Так ви зможете обчислити силу струму в амперах і виставити її на зварювальному обладнанні.
- Швидкість виконання робіт не має регламентованої величини. Просто потрібно стежити, щоб дуга не залишалася одній точці занадто довго, інакше, кромка прогорить, і все доведеться починати спочатку.
Щоб полегшити собі роботу, перед початком зварювання газових труб електрозварюванням можна виконати збірку стиків.
збираємо з'єднання
Цей процес слід виконувати в такій послідовності:
- Труби слід зафіксувати в лещатах або іншому пристосуванні, з'єднавши їх встик. Далі місце з'єднання за допомогою електрода потрібно прихопити в 2-3 місцях. Якщо це будуть тільки 2 точки, то зробіть їх з протилежних сторін окружності.
- У разі, коли точка з'єднання зроблена тільки одна, остаточне проварювання стику потрібно починати з протилежного боку.
- Зверніть увагу, що товщина електрода для труб з товщиною стінок в межах 3 мм повинна складати не більше 2,5 мм.
І ще трохи корисної інформації щодо техніки виконання зварного шва.

Якщо ви працюєте з трубами, товщина стінок яких перевищує 4 мм, то їх з'єднання виконується двома швами - кореневих, які проходять по всій товщині стали, і валковим, що представляє собою валик 3 мм заввишки.
виконуючи вертикальні шви на трубах перетином 30-80 мм, зварювання проводиться в два етапи - спочатку роблять шов на ¾ довжини, а далі - все інше.
Коли ви робите горизонтальний шов в кілька шарів, в кожний наступний підхід електрод повинен переміщатися в протилежному напрямку.
Кінцеві (замкові) точки шва, що виконується в кілька шарів, потрібно розміщувати в різних місцях.
Робота з поворотними і неповоротними стиками
Серед правил виконання таких робіт можна навести такі:
- Поворотні стики буде зручно виконувати під обертачі. Бажано, щоб швидкість виконання роботи і обертання механізму була однаковою.
- Місце контакту металу з дугою (зварювальний ванна) повинна розташовуватися на 30º нижче верхньої точки труби, встановленої у вращатель, з протилежного напрямку обертання боку.
- Таку роботу можна виконувати і вручну. Для цього трубу кожен раз провертають на 60-110º, щоб з нею було зручно працювати.
Однак найбільш складною буде робота при розвороті труби на 180º.

В такому випадку зварювання краще розділити на 3 стадії:
- В першу чергу приварюють в 1-2 шари 2/4 перетину труби по зовнішньому радіусу згину.
- Далі трубу розгортають і доваривают решту шва, виконавши відразу всі верстви.
- В кінці труба ще раз провертається, і на зовнішній частині згину додають решту шари шва.
зварювання неповоротних стиків виконується в дві стадії.
Методика роботи така:
- Трубу потрібно візуально розділити на два відрізки. Шов в даному випадку вийде одночасно і горизонтальним, і вертикальним, і стельовим.
- Зварювання починають з нижньої точки окружності, плавно переміщаючи електрод до верхньої точки. Таким же чином проводять роботу з протилежного боку.
- При цьому дуга робиться короткою, по довжині рівний ½ товщини сердечника електрода.
- Висота валкового шва може досягати 2-4 мм, все залежить від товщини стінки труби.
Заключним етапом зварювальних робіт є контроль якості з'єднань.
Перевірка надійності з'єднань
Найчастіше контроль над якістю зварного шва і герметичністю системи вам доведеться виконувати самостійно шляхом візуального огляду.
Для цього спочатку шов потрібно очистити від шлаку і простукати його легким молотком. Далі візуально оглядають сам шов на наявність в ньому сколів, порізів або тріщин, погано проварені шматків або прожогов наскрізь, а також інших дефектів.
Останнім етапом буде замірювання товщини шва. Для цього можна використовувати стандартні прилади, а також щупи, шаблони та інші пристосування.
Зверніть увагу, що газотранспортну або водопровідну систему потрібно ще перевірити на герметичність. Для цього виконують пробний пуск рідини під тиском.
Правила техніки безпеки при роботі зі зварювальним апаратом
Важливим моментом при проведенні будь-яких електротехнічних робіт, в тому числі зварювання металевих труб, є дотримання правил техніки безпеки. Якщо ними знехтувати, можна отримати різноманітні травми, такі як термічні опіки шкіри, опіки сітківки очей спалахом дуги, удари електричним струмом та інші.

Тому перед початком робіт слід виконати наступні дії:
- жили, які проводять струм, і компоненти зварювального апарату повинні бути ізольовані;
- корпус зварювального устаткування і додаткові прилади потрібно заземлити;
- спецодяг та рукавиці повинні бути абсолютно сухими;
- надіти калоші або постелити гумовий килимок в невеликому за розміром приміщенні для додаткової ізоляції;
- щоб уберегти очі і обличчя, при роботі слід надіти захисний щиток.
підсумки
Таким чином, ми частково розповіли, як слід виконувати зварювальні роботи на електричному обладнанні. Безумовно, щоб робота була успішною, у вас повинні бути деякі практичні навички. Проте, завдяки інформації, викладеної в матеріалі, ви будете знати, з чого починати практикуватися. При дотриманні наших рекомендацій, у вас обов'язково вийде зварювання металевих труб на гідному рівні.
Welding Materials 2016-04-04T01: 21: 54 + 00: 00 Як зварювати профільні труби
Welding Materials
Різні металлокаркаси виготовляються з профільних труб шляхом їх зварювання. Використання металевих виробів зумовлено їх незаперечними перевагами, головними з яких є надійність, довговічність, простота монтажу конструкцій і можливість виготовлення різних по виду і складності каркасів. Для того щоб розібратися, як правильно зварювати профільну трубу при виготовленні будівельних каркасних конструкцій, необхідно мати певні знання про пристрій труби і варіантах зварювання.
Види профільних труб і варіанти зварювання
Даний вид металопрокату має кілька стандартних варіантів, що відрізняються за розмірами самої труби, виду перетину і товщині стінок металу. Залежно від цих показників вибирається спосіб, як зварити профільну трубу встик, або під 90 градусів - дугового, газової, контактної або точковим зварюванням. Важливий і вибір зварювального електрода, діаметр якого повинен бути трохи більше товщини стінки труби. Як правило, для зварювання профільних труб вибирається дугове зварювання, А якщо стінка металу дуже тонка, використовується точковий варіант зварювання.
Як зварити профільну трубу під 90 градусів
Отримати під час зварювальних робіт ідеальний прямий кут - завдання не з легких, і, як правило, під силу вона тільки професіоналам, які мають досвід подібної роботи і ретельно дотримують технологію.
Існує кілька тонкощів зварювання деталей під кутом 90 градусів.

Для початку профільні труби, які необхідно зварити між собою, обрізаються.

Зварнику необхідно облаштоване місце для проведення робіт - рівна поверхня, щоб вивірений прямий кут не спотворився у фронтальній площині.

Для фіксації рівного прямого кута необхідно використовувати додаткові деталі - 90-градусні куточки, або косинки.

Ретельно дотримуючись певну технологію, людина, знайомий зі зварюванням, зможе самостійно виготовити, наприклад, дачну теплицю або металеві ворота.
Як правильно зварити профільну трубу встик
Зварити профільну трубу встик - завдання трохи простіша, тут не потрібно вирівнювати і дотримуватися градус кута. Однак не слід забувати, що зварювальні роботи необхідно проводити за певними принципами, з урахуванням всіх норм безпеки.

Сам процес відбувається в кілька етапів:
- Приєднати конструкції один до одного, нанести точкові шви для фіксації.
- Після цього, звіривши з робочими кресленнями отриману конструкцію, її необхідно виправити. Як правило, для цього використовується кувалда.
- Після того як всі частини конструкції зайняли своє місце, стики зварюються.
При цьому важливо не допустити деформації конструкції, яка може статися внаслідок впливу напруги.
Все для зварювання в одному місці
Каркасні металоконструкції, з яких будують різні об'єкти сучасної інфраструктури, - це торгові та офісні центри, приміщення для виробничих цехів і складів, адміністративні та промислові будівлі, об'єкти сільськогосподарського призначення, вольєри для тварин і т.д. Монтаж усіх цих будівель неможливий без використання якісного обладнання, витратних матеріалів та всіх супутніх товарів. Знайти все це ви зможете в каталозі нашого сайту.

