Зварювання швів у вертикальному положенні значно важче зварювання в нижньому положенні, так як розплавлений метал прагне витекти з зварювальної ванни. Для зменшення обсягу рідкого металу в ванні при зварюванні вертикальних швів силу зварювального струму зменшують на 10-15% в порівнянні зі зварюванням у нижньому положенні. Сварка ведеться обов'язково короткою дугою, що сприяє кращому переходу розплавленого металу електрода в рідку ванну. Щоб уникнути витікання наплавляємого металу зі зварювальної ванни, рекомендується відносно швидко вести електрод від середини шва в бік і вгору. Це сприяє швидкому формуванню шва.
Існує два способи зварювання вертикальних швів: «знизу вгору» і «зверху вниз». Найбільш уживаний перший спосіб.
Фіг.52.Сварка кутових швів в "човник"
Сварка способом «зверху вниз» застосовується при з'єднанні, головним чином, тонких листів. При виконанні вертикальних швів «зверху вниз» не виходить повного провару.
Техніка зварювання вертикальних швів «знизу вгору» полягає в наступному. Перш за все необхідно правильно розташувати електрод щодо площині шва. При зварюванні електродом з тонким покриттям (фіг. 53, а) кут нахилу береться в межах 15-20 °, при зварюванні толстопокритимі електродами (фіг. 53, б) нахил електрода до горизонтальної лінії повинен становити близько 45-50 °. Такий великий нахил електрода з товстим покриттям необхідний для забезпечення більш легкого стікання шлаку з ванни і для підтримки розплавленого металу.
Дуга запалюється в найбільш низькому місці шва, і після утворення ванни з розплавленим металом кінець електрода при можливо короткій дузі відводиться в сторону вправо або вліво і трохи вгору. При цьому русі електрода дається можливість розплавленим часткам металу швидко застигати і утворювати своєрідний поріг, необхідний для затримання наступних крапель розплавляється металу. Рухи електрода повторюються, і наплавляється метал приймає форму шва. На вертикальних швах лусочки виражені більш різко, і за цією ознакою вертикальні шви відрізняються від нижніх.

Фіг.53. Фіг.54.Положеніе електордов при зварюванні вертикальних швів методом "від низу до верху"; "зверху вниз"
При зварюванні вертикальних швів «зверху вниз» електрод розташовується перпендикулярно до зварюваної поверхні. Після порушення дуги і утворення перших крапель розплавленого металу електрод нахиляють донизу (фіг. 54), продовжуючи одночасно розплавляти основний метал. Поступово подаючи електрод і підтримуючи коротку дугу, необхідно кінцем електрода перешкоджати стіканню металу, а відведенням його в сторону і вниз сприяти застиганню наплавлених крапель і утворення шва.
При обох способах виконання вертикальних швів електроду необхідно повідомляти поперечні коливальні рухи. При цьому треба підбирати такий шлях електрода, при якому пересування уздовж шва відбувалося б без тривалої концентрації тепла в одному якомусь місці.
При зварюванні «зверху вниз» для зменшення розмірів ванни з розплавленим металом силу зварювального струму і діаметр електрода слід призначати дещо меншими, ніж при зварюванні «знизу вгору». При виконанні вертикальних стикових швів з V-подібною і Х-образної разделками крайок, а також валикових швів, послідовність зварювання, багатошаровість, проварена вершини кута виробляють аналогічно зварюванні нижніх швів.
Зварювальний шов - лінія розплавленого металу на крайках двох стикуються конструкцій, що виникає в результаті впливу на сталь електричної дуги. Тип і конфігурація швів підбирається для кожного випадку індивідуально, її вибір залежить від таких факторів як потужність використовуваного обладнання, товщина і хімічний склад зварювальних сплавів. Такий шов також виникає при зварюванні поліпропіленових труб паяльником.
У даній статті розглянуті види зварювальних швів і технологія їх виконання. Ми вивчимо вертикальні, горизонтальні і стельові шви, а також дізнаємося, як виконується їх зачистка і перевірках на предмет дефектів.
1 Класифікація зварювальних швів
Класифікація швів на різновиди виконується по багатьом факторам, основним з яких є тип з'єднання. За даним параметру шви поділяються на:
- шов встик;
- шов внахлест;
- тавровий шов.
Розглянемо кожен з представлених варіантів докладніше.
1.1 Стикове з'єднання
Даний спосіб з'єднання застосовується при зварюванні торцевих частин труб, квадратного профілю і листового металу. З'єднуються деталі розміщуються так, щоб між їх крайками залишався зазор в 1.5-2 мм (бажана фіксація деталей струбцинами). При роботі з листовим металом, товщина якого не перевищує 4 мм, шов прокладається тільки з одного боку, в листах 4-12 мм він може бути як подвійним, таки одинарним, при товщині від 12 мм - тільки подвійним.

Якщо товщина стінок деталей становить 4-12 мм, необхідна механічна зачистка країв і закладення крайок одним з нижчезазначених способів. З'єднання особливо товстого металу (від 12 мм) рекомендовано виконувати з використанням Х-образної зачистки, інші варіанти тут невигідні через потребу у великій кількості металу для заповнення утворився шва, що збільшує витрату електродів.

Однак в ряді випадків зварювальником може прийматися рішення варити товстий метал одним швом, що вимагає його заповнення в кілька проходів. Шви такої конфігурації називаються багатошаровими, технологія зварювання багатошарових швів приведена на зображенні.
1.2
Нахлесточного з'єднання застосовується виключно при зварюванні листового металу товщиною 4-8 мм, при цьому пластина проваривается з обох сторін, що виключає можливість попадання між листами вологи і їх подальшої корозії.

Технологія виконання такого шва вкрай вимоглива до дотримання правильного кута нахилу електрода, який повинен варіюватися в діапазоні 15-40 градусів. У разі відхилення від норми заповнює шов метал буде зміщуватися з лінії стику, що значно знизить міцність з'єднання.
1.3 тавровим шов
Таврове з'єднання виконується в формі літери «Т», воно може виконуватися як з двох, так і з одного боку. Кількість швів і потреба в обробленні торцевої частини деталі залежить від її товщини:
- до 4 мм - односторонній шов без оброблення торців;
- 4-8 мм - подвійний, без оброблення;
- 4-12 мм - одинарний з односторонньою обробкою;
- більше 12 мм - двосторонній, подвійна обробка.
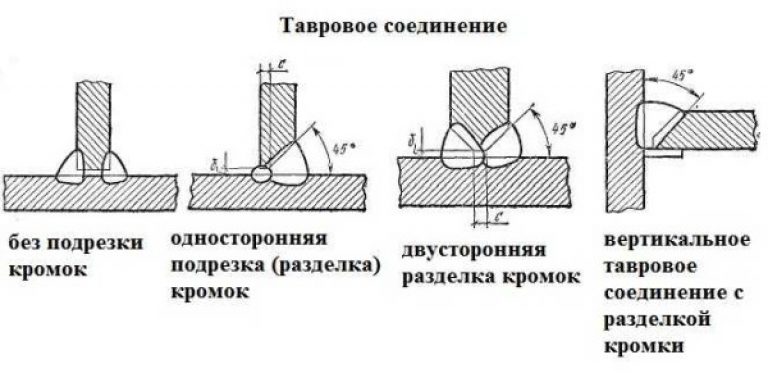
Однією з різновидів таврового з'єднання є кутовий шов, який використовується для з'єднання двох перпендикулярних або нахилених один до одного листів металу.
2 Різновиди швів по просторовому положенню
Крім класифікації за типом з'єднання, шви поділяються на різновиди залежно від положення в просторі, згідно з яким вони бувають:
- вертикальні;
- горизонтальні;
- стельові.
Проблемою виконання вертикальних швів є сповзання розплавленого металу вниз, що відбувається через сили тяжіння. Тут необхідно застосовувати коротку дугу - тримати торець електрода максимально близько до металу. Сварка вертикальних швів вимагає реалізації попередніх робіт - зачистки і обробки, які підбираються виходячи з типу з'єднання і товщини металу. Після підготовки деталі фіксуються в необхідному положенні і проводиться чорнове з'єднання поперечними «прихватами», які перешкоджають зсуву заготовок.

Сварка вертикального шва може виконуватися як зверху-вниз, так і знизу-вгору, в плані зручності роботи останній варіант кращий. Електрод необхідно утримувати перпендикулярно по відношенню до з'єднувальних деталей, допустимо спирати його на кромки зварного кратера. Рух електрода вибирається виходячи з необхідної товщини шва, найміцніший стик досягається при поперечному зсуві електрода з боку в бік і при петлеподібними коливанні.

На вертикальних площинах шви горизонтального типу виводяться зліва-направо або справа-наліво. Сварка горизонтальних швів ускладнюється стеканием ванни вниз, що вимагає підтримування значного кута нахилу електрода - від 80 до 90 0. Щоб не допустити напливу металу в таких положеннях необхідно переміщати електрод без поперечних коливань, способом вузьких валиків.
Швидкість руху електрода підбирається так, щоб центр дуги проходив по верхній межі шва, а нижній контур розплавленої ванни не доходив до верхнього торця попереднього валика. Особливу увагу тут необхідно приділити верхньої крайки, найбільш схильною до утворення різних дефектів. До початку зварювання останнього валика потрібно обов'язково очистити сформований шов від шлаку і нагару.
Найбільш важкими у виконанні є стельові шви. Оскільки в такому просторовому положенні розплавлена \u200b\u200bванна утримується виключно поверхневий натяг металу, сам шов необхідно робити максимально вузьким. Стандартна ширина валика - не більше двократної ширини використовуваних електродів, при цьому в роботі потрібно застосовувати електроди діаметром до 4 мм.
При прокладанні шва електрод необхідно утримувати під кутом від 90 до 130 0 до з'єднувальних площинах. Валик формується коливальними рухами електрода від кромки до кромки, при цьому в крайньому боком положенні електрод затримується, що дозволяє уникнути підрізів. Відзначимо, що сварщикам без досвіду за стельові шви братися не рекомендується.
2.1 Технологія зварювання стельових швів (відео)
2.2 Зачистка і контроль дефектів
Після формування шва на поверхні з'єднаних деталей залишається шлак, краплі розплавленої сталі і окалини, при цьому сам шов може мати опуклу форму і виступати над площиною металу. Усунути ці недоліки дозволяє зачистка, яка здійснюється поетапно.
Спочатку за допомогою молотка і зубила потрібно видалити окалину і шлак, далі за допомогою болгарки, укомплектованої абразивним диском, або шліфувальної машинки, вирівнюються з'єднані площині. Зернистість абразивного кола вибирається виходячи з необхідної гладкості поверхню.

дефекти зварного шва, Часто зустрічаються у недосвідчених фахівців, як правило є наслідком нерівномірного руху електрода або неправильно обраної сили і величини струму. Деякі дефекти є критичними, деякі можна виправити - в будь-якому випадку контроль шва на предмет їх наявності є обов'язковим.
Розглянемо, які дефекти бувають і як виконується їх перевірка:

Також можуть утворюватися дефекти у вигляді тріщин, які з'являються на стадії охолодження металу. Тріщини бувають двох конфігурацій - спрямовані поперек або уздовж шва. Залежно від часу утворення тріщини класифікуються на гарячі і холодні, останні з'являються після затвердіння стику через надмірні навантаження, які конкретний тип шва не може витримати.
Холодні тріщини є критичним дефектом, який може привести до повного руйнування з'єднання. У разі їх утворення необхідно виконати повторну зварювання пошкоджених місць, якщо їх занадто багато - шов потрібно зрізати і зробити заново.
При зварюванні вертикальних швів краплі розплавленого металу прагнуть стікати вниз (рис. 69, а). Тому такі шви виконують більш короткою дугою, при якій краплі, внаслідок дії сил поверхневого натягу, легше переходять з електрода в кратер шва (рис. 69, б). Кінець електрода відводять вгору або в сторону від краплі, даючи їй можливість затвердіти. Вертикальні шви краще зварювати від низу до верху, тоді нижчележачий кратер буде утримувати краплі металу (рис. 69, в). Електрод може мати нахил вгору або вниз. При нахилі електрода вниз зварнику зручніше спостерігати за розподілом крапель електродного металу в обробленні шва. Якщо необхідно вести вертикальну

зварювання зверху вниз, електрод ставиться в положення I (рис. 69, г), а після утворення, краплі опускається нижче, в положення II, при якому крапля утримується короткою дугою від стікання. Вертикальні шви краще зварювати електродом діаметром не більше

4 мм, на зниженому струмі (близько 160 а). При цьому зменшується обсяг рідкого металу в кратері шва, що полегшує зварювання.
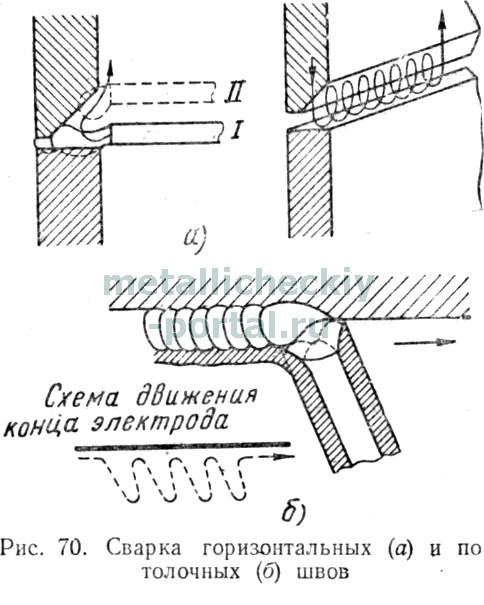
Для зменшення стікання металу при виконанні горизонтальних швів (рис. 70, а) скіс кромок роблять тільки у верхнього листа. Дугу збуджують на нижній кромці (положення I), а потім переводять її на кромку верхнього листа (положення II), піднімаючи вгору стікає краплю металу. Схема рухів кінця електрода при зварюванні однослойного горизонтального шва показана на рис. 70, а, праворуч. Горизонтальні шви зварюють також поздовжніми валиками, причому перший валик (корінь шва) виконують електродом діаметра 4 мм, а наступні - електродом 5 мм.
Найбільш важко виконувати стельові шви, які зварюються максимально короткою дугою. Для зварювання стельових швів застосовують електроди з покриттями більш тугоплавкими, ніж метал електрода. В цьому випадку покриття утворює на кінці електрода чохол, що утримує краплі металу (рис. 70, б). У процесі зварювання кінець електроду то видаляють, то наближають до ванни. При видаленні електрода дуга гасне і метал шва твердне. Для стельової зварювання - вертикальної і горизонтальної використовують електрод меншого діаметру, а струм зменшують на 10-12% в порівнянні зі зварюванням металу такої ж товщини в нижньому положенні.
При зварюванні стельових швів бульбашки газу, спливаючи, потрапляють в корінь шва, що знижує міцність зварного з'єднання. Стельова зварювання застосовується тільки при монтажі великих конструкцій, зварювання неповоротних стиків трубопроводів, ремонтної зварюванні та інших подібних роботах, коли виконання шва в нижньому положенні неможливо.
Вертикальні, горизонтальні та стельові шви можна зварювати і в захисних газах, що забезпечують струменевий перенесення металу електрода в зварювальну ванну. При цьому слід застосовувати механізовані способи зварювання.
Для зварювання в будь-якому просторовому положенні придатні електроди: ОМА-2, ОММ-5, ОЗЦ-1, ЦМ-7, ОЗС-4, ОЗС-2, УОНИ-13 і ін. (Див. Табл. 5).
Адміністрація Загальна оцінка статті: Опубліковано: 2011.06.01
коментарів:
коментарів:
- Основи методу електрозварювання
- Сварка вертикального шва
- закінчення робіт
Дуже часто необхідно провести зварювання різних металевих частин і фрагментів деталей. Є кілька методів, які допоможуть досягти поставленої задачі, але набагато частіше за інших застосовується електрозварювання.
Основи методу електрозварювання
Заснований цей метод на освіту електричної дуги. Дуга в місці зіткнення з металом утворює поглиблення. Це поглиблення заповнюється розплавленим металом, що виходять внаслідок згоряння електрода. У процесі його просування по зварюваної поверхні її краю нагріваються і розплавляються, утворюючи єдину структуру з металом електрода.
Важливим фактором в електричне зварювання є сила струму. Якщо вона не буде мати достатніх параметрів, то дуга буде весь час гаснути, а електрод прилипати до зварюваної поверхні. Необхідна сила струму повинна залежати від застосовуваного апарата. Якщо використовується інверторний апарат, то необхідний показник повинен варіюватися в діапазоні від 80-100 А. Із застосуванням апарату трансформаторного типу діапазон повинен бути в межах 35-55 А.
Електроди для роботи слід підбирати з урахуванням їх хімічної структури і структури поверхні обробки. Існує кілька типів такого металу: сталь, нержавіюча сталь, Алюміній. Всі електроди мають відповідне маркування, яка дозволяє зробити їх правильний підбір. При використанні в роботах електричного зварювального апарату потрібно пам'ятати, що діаметр електродів повинен підбиратися щодо товщини оброблюваного матеріалу.
Повернутися до списку
Сварка вертикального шва
Перед початком робіт необхідно визначитися з тим, який шов потрібно виконати. Існує кілька основних типів швів:
- Сварка плоских листових з'єднань.
- Вертикальний шов.
- Кутове зварювальне з'єднання.
- Сварка трубчастих з'єднань.
Під час виконання вертикальної зварювання і отримання чіткого і рівного шва повинна дотримуватися схема процесу. Для цього підготовлені деталі повинні бути чітко зафіксовані. За допомогою прихваток необхідно скріпити їх по краях в 3-4 місцях. До деталей потрібно закріпити масу за допомогою затиску. Нахил електрода повинен становити 70-75 ° відносно поверхні.
Для того щоб правильно варити вертикальний шов електрозварюванням, необхідно періодично проводити обертальні рухи, які допоможуть згрібати розплавляється метал в точку з'єднання 2 деталей. Закінчення електрода має перебувати точно в середині шва. Процес зварювання потрібно вести знизу вгору, приліплюючи краплю за краплею. Це допоможе поступово заливати зазор розплавленої електродної дротом.
У процесі зварювальних робіт утворюються найбільш надійні з'єднання. Зварювальні шви можуть з'єднувати різні матеріали. Крім металу можна варити скло, пластмасу, кераміку. Зварювальні роботи можуть проводитися в різних площинах. Тому положення шва при зварюванні залежить від просторового розташування країв деталей, які необхідно зварити.
За способом виконання шви бувають:
- односторонні;
- двосторонні;
- одношарові;
- багатошарові.
Детальніше про класифікацію зварних з'єднань читайте в .По розташуванню в просторі і протяжності існують такі види зварювання:
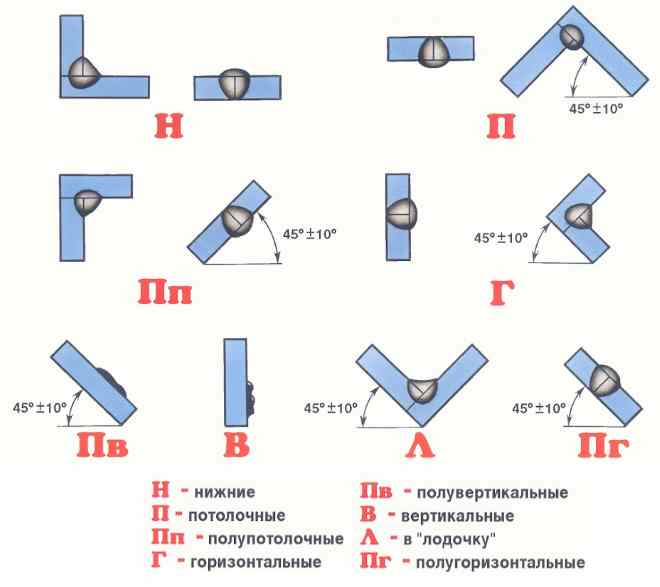
- У нижньому положенні. коли зварювальний шов розташовується під кутом 0 ° до поверхні землі;
- У горизонтальному. Зварювання ведеться горизонтально, а деталь розміщена під кутом від0 до 60 °;
- У вертикальному положенні. Зварювання ведеться вертикально, а конструкція розташовується в площині від 60до 120 °;
- У стельовому. Шов знаходиться над зварювальником, а роботи ведуться під кутом 120-180 °;
- У «човник». Сварка виконується «в кут», а деталь розташована під нахилом.
Зварювальні роботи в нижньому положенні навіть для початківців не уявляють труднощів. Як вони проводяться розповідалося. Для всіх інших необхідні технологічні знання.
Сварка вертикальних швів
Як варити вертикальний шов? Коли виконується зварювання вертикальних швів метал готується так, що враховується тип з'єднання і товщина елементів. Після чого вони фіксуються в потрібному положенні, і прихоплюють невеликими поперечними стібками, які не дають деталям зміщуватися.

Сварка двох вертикальних пластин
Вертикальний шов зварюється двома способами: від низу до верху і в зворотному напрямку. Отримати високу якість вертикального шва легше, коли працюєш від низу до верху, так як зварювальний ванна піднімається дугою і не дає їй опускатися.
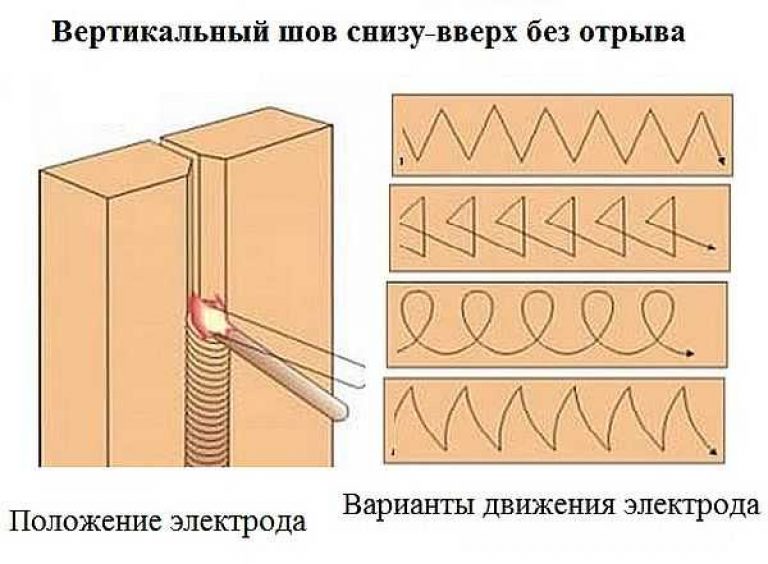
Сварка вертикального шва від низу до верху без відриву дуги передбачає рух електрода в одному напрямку без зміщення по горизонталі. Він нахиляється до площини під кутом 80-90 °. зварювальний дуга надає прямий вплив на деталь, що полегшує управління процесом.
Алготірм зварювання:
- У нижній точці порушується дуга;
- Підготовка горизонтальній поверхні, рівній перетину шва - рух електрода: півмісяцем, «ялинкою» або зигзагом;
- Утримання зварювальної ванни здійснюється тиском дуги, яка контролюється нахилом електрода.
Рухи електродом повинні здійснюватися досить швидко, необхідний повний контроль над процесом. Якщо зварювальний ванна починає витікати з одного краю, переходите до іншого з одночасним рухом вгору.
Важливо! Чи не перегрівайте метал і не зупиняйтеся. Ванна може випасти, наслідком чого може бути пропал.
Свої особливості має зварювання кутового вертикального шва. Спочатку наплавляют поличку, потім неспішними маніпуляціями електрода наплявляют Маталл. Формується готовий шов при проході «драбинкою». Тобто підняли електрод вправо вгору, крапля розплавленого металу застигає між крайками, далі ведемо кінчик електрода по краю шва вліво і вгору, тим самим формую «чушуйкі» надійного з'єднання.
при зварювальних роботах з відривом дуги руху виконуються з одного боку в іншу невеликими поперечними стібками або петельками.
![]()
Сварка з відривом дуги
На форму стику великий вплив робить сила струму. Струм, найчастіше, на 5-10А менше рекомендованих значень для певного типу електродів і товщини матеріалу. Хоча це вірно не завжди. Тому краще всього її визначати експериментально і брати середні значення.
Сварка горизонтальних швів
Горизонтальні шви на вертикальній поверхні зварюються справа наліво і навпаки. Ванна в цьому випадку буде також прагнути вниз, стікати в нижню кромку. Електрод нахиляється під великим кутом, який залежить від параметрів струму. Ванна обов'язково повинна залишатися на місці. 
При зварюванні товстого металу йде скок (оброблення) тільки верхньої кромки, нижня при цьому, утримує розплавлений метал в зварювальної ванні.
- переважно варити зліва направо, так краще видно зварювальний ванна;
- становище електрода трохи назад, на шов;
- збудження дуги відбувається на нижній кромці, далі переводять на верхню;
- траєкторія руху електродом здійснюється по спіралі.

Рух електрода по спіралі
При стікання металу вниз необхідно збільшити швидкість руху і зменшити нагрів металу. Можна виконувати відриви дуги. У ці проміжки часу метал трохи остигає і припиняється його стікання. Такий же ефект дає зниження сили струму. Тільки користуйтеся цими прийомами поетапно.
Порада! Якщо варити горизонталі для вас в новинку, чи не наплавляти багато металу, постарайтеся виконати якісно тонкий шов. Потім, в разі потреби, зробіть прохід над першим.
Горизонтальні кутові шви в напусткових з'єднаннях зварюються досить просто, техніка виконання повторює зварювання в нижньому положенні.
Сварка стельових швів
Як варити стельовий шов електрозварюванням? Такі ситуації можуть привести в замішання недосвідчених новачків. 
Зварювальник в цьому випадку знаходиться в незручному положенні, а краплі розпеченого металу зі стелі будуть зриватися вниз. Електрод при такому виді робіт розташований перпендикулярно до поверхні. Він повинен здійснювати кругові рухи з невеликою швидкістю, щоб розширити з'єднання. електрична дуга обов'язково коротка. При довгій дузі будуть утворюватися підрізи.

Способи виконання стельових швів
Сварка стельових швів здійснюється за таким же принципом - метал повинен затвердіти максимально швидко. Для такого виду робіт використовуються електроди з особливим тугоплавким покриттям.
Разом з круговими рухами електродами відбуваються і вертикальні. При віддаленні від ванни дуга гаситься. Енергія перестає надходити. Відбувається охолодження металу і його кристалізації, зварювальний ванна зменшується. Таким чином плавлення здійснюється коротким замиканням.
До стельового зварювання вдаються у випадках крайньої необхідності, коли немає можливості розташувати більш зручно зварюються деталі. Нагрівання металу здійснюється знизу, при цьому бульбашки піднімаючись зі зварювальної ванни виявляються в корені шва, і послаблюють його.
кутові шви
Сварка кутових швів має свої особливості. Зварювальний процес, що складається з накладається з'єднання одного на інше, здійснюється без попередньої підготовки крайок. Стики виконуються по обидва боки кута.
Коли деталі з'єднуються встик і утворюють кут, торець обрізається у одного елемента.
Т-подібний тип з'єднання
Щоб отримати ідеальний шов, одна площина повинна стояти горизонтально, друга - вертикально. Зварювати кутове з'єднання обов'язково під кутом 90 °. Коли товщина вироби, яке розташоване вертикально, не більше 12 мм, тоді додаткової обробки немає необхідності. Якщо ж його товщина от12 - 25 мм, необхідно підготовку робити в V-образній формі.
Від 25-40 мм виробляють односторонню обрізку скосів U-подібної форми.
Понад 40мм - двостороння обрізка V-подібної форми.
Нижній край вертикально розташованого вироби обрізається рівно, а ширина стику не більше 2 мм.
Щоб кутовий стик був добре виконаний, необхідно вміти правильно запалювати дугу. Вона запалюється перед початком зварювального процесу. Повторно виконується при обриві.
При використанні електродів з товстим покриттям, утворюється великі ділянки топленого металу. Унаслідок стікання металу вниз зробити правильну шовную поверхню кута не представляється можливим.
Зварювані поверхні потрібно розташовувати таким чином, щоб нахил був 45 ° і зварювання виконувати човником.
нахлесточного з'єднання
Зварювані листи, накладені один на інший на відстань 3-5 товщини цих листів, проварюються по периметру, також і по краю кута, утвореного при накриття. Обробка крайок при цьому не потрібно. Але збільшуються витрати матеріалу, і з'єднання утяжеляется. Незважаючи на це, такий варіант використовується досить часто.
Особливості кільцевої зварювання
Сварка кільцевих швів потрібно при з'єднанні труб, різних деталей запірної арматури. Являє собою комбіновані види.
Дугового електрозварювання виконується вертикальний шов, розташований збоку труби. Горизонтальний шов накладають по колу. Також виконується зварювання стельового шва і нижнього, які розташовані відповідно.
Труби, виготовлені зі сталі, найчастіше обварюються встик. Щоб уникнути напливів всередині труб, електрод нахиляють не більш 45 ° до горизонту, стик висотою 3 мм, а шириною - 8.
Перед виконанням кільцевої зварювання потрібно провести підготовку поверхні:
- Деталь ретельно очищається;
- Деформовані торці обрізаються і випрямляються;
- На відстані 10 мм від краю кромки зачищаються до блиску.
Під час зварювання ведеться безперервна обробка стиків, а з'єднання поворотів проварюються в кілька шарів. Кожне з'єднання зачищається від шлаку перед накладенням наступного. При нанесенні першого - повністюрозплавляються все кромки. На випадок якщо виявляється наявність тріщин, вони викрешуються і фрагмент знову проваривается.
Решта шари накладаються при повільному обертанні труби. Кінець попереднього і початок наступного шару зрушують на 15-30 мм.
Заключний шар обов'язково красивий, з рівною поверхнею.
стикові шви
Сварка стикових швів виконується різними способами:
- В просторі;
- На орендованій підкладці з міді;
- З накладанням попереднього шва.
При зварюванні швів в просторі дуже складно проварити його корінь по всій довжині. Тому краще використовувати знімну пластину з міді, яка в силу своєї високої теплопровідності і технічних характеристик перешкоджає оплавлення підкладки в момент зіткнення з розплавленим металом. Після закінчення робіт вона легко видаляється.
Недоліком таких сполуки є висока ймовірність отримання непровару. Щоб уникнути цього дефекту, перед тим як варити зворотну сторону, в металі вирубують канавку глибиною 2-3 мм. Після цього її перекривають підварювальним валиком, потім стик підсилюють зовні.
Зварні багатошарові шви
Кожен шар перед накладенням нового зачищається від шлаків і остигає. Тому зварювання багатошарових швів відрізняється від інших видів. Для першого шару використовують електроди з діаметром 3-4 мм, а для інших - 5-6 мм. Заключний шар є опуклістю, а також проводить термообробку попередніх пластів.
Підварювального шов - важлива складова багатошарового з'єднання. Він виконується після зачистки і можливо часткового видалення першого стібка, в тому місці де велика ймовірність скупчення дефектів. Від того, наскільки якісно буде виконано підварювального шов, залежить надійність всього з'єднання.
висновок
Резюмуємо, щоб навчитися правильно варити зварюванням треба почати з самого простого:
- відпрацювати потрібний нахил електродів, виробляючи при цьому збірні руху до з'єднання деталей.
- навчитися збивати шлак з стиків, які з кожним разом будуть все краще виходити.
Як правильно варити вертикальний шов електрозварюванням? Дуже важливо врахувати всі рекомендації. Вертикальний шов виконується трохи складніше горизонтального. Спочатку прихоплюється в декількох місцях, а потім заповнюється поступово від низу до верху. Таким чином весь зазор заповнюється рідким металом.
Відпрацьовуйте вміння, купуйте апарат для зварювання, електроди, починайте вчитися виконувати красиві шви.

