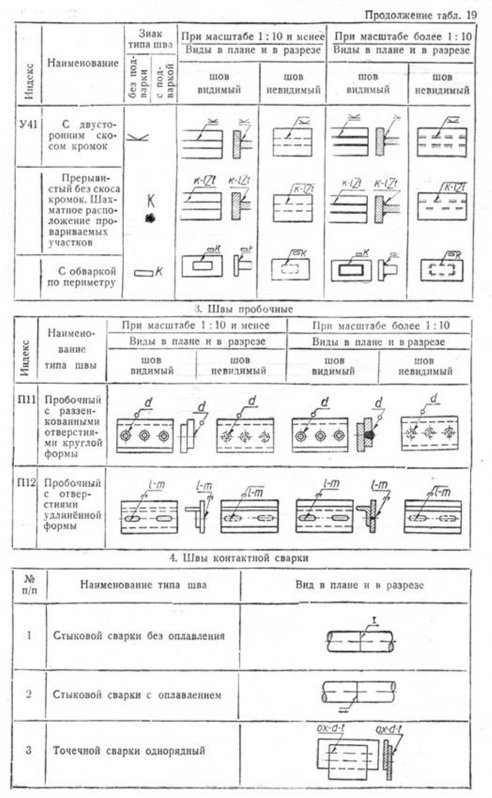
Загальносоюзним стандартом ГОСТ 5263-50 встановлені умовні позначення зварних швів і правила позначення їх на кресленнях (Табл. 18, 19, 20 і 21).
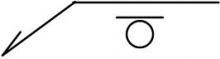
1. Зварні шви позначаються на кресленнях ламаною лінією, що складається з горизонтального і похилого ділянки, який закінчується односторонньої стрілкою, що вказує місце розташування шва.
Вогненебезпечні гази, такі як ацетилен, природний газ, Пропан і т.д. І що утворюють гази, які використовуються при лазерної зварюванні, не охоплюються цей державний стандарт. Транспортування і обробка газів і контейнерів повинна здійснюватися відповідно до вимог місцевих, національних та регіональних стандартів і правил.
Визначає умови для візуального огляду зварних швів до, під час і після зварювання, але не визначає ступінь перевірки. Він оснащений рекомендованими датчиками зварювального манометра і необхідним обладнанням для прямого і непрямого візуального контролю зварних швів.
3. Допускається подвійний злам лінії стрілки, а також зведення кількох стрілок, що вказують однакові шви, до загального горизонтальному ділянці.

4. Всі умовні знаки і розміри швів, крім пробочних, а також швів з наскрізним проплавлением без прорізи, проставляються: у видимого шва над горизонтальною ділянкою стрілки, у невидимого шва під ним.
Цей стандарт застосовний до матеріалів товщиною 8 мм або більше, які проявляють низьку загасання ультразвукової хвилі. Зазвичай стандарт призначений для випробування зварних швів, де зварювальний матеріал і основний матеріал є Феритний. Стандарт визначає чотири тестових класу.
Цей стандарт визначає ступінь допустимості 2 і 3 для випробування повністю зварних зварних з'єднань в феритних сталях товщиною від 8 мм до 100 мм. У цьому стандарті описується процедура проведення поперечних випробувань шляхом вигину випробувальних стрижнів, бічних або бічних випробувань бічних вигинів, взятих з тупих зварних з'єднань. Цей стандарт також визначає розміри випробувальних стрижнів і далі визначає процедуру поздовжнього випробування шляхом вигину з кореня і поверхні стику.

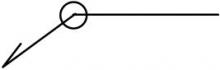
5. Шви пробкові, а також шви з наскрізним проплавлением без прорізи позначаються знаками, зазначеними в табл. 19, проставленими на похилій ділянці стрілки.
![]()
У цих міжнародних стандартах вказані розміри випробувальних стрижнів і процедура проведення випробувань на розтяг для визначення міцності на розтягнення і місця зварного шва. Ці стандарти застосовуються до металевих матеріалів. Цей державний стандарт наказує метод, що описує розташування випробувальних стрижнів, орієнтацію їх виїмок для випробування і запис даних про ударі випробувань на вигин тупих зварних з'єднань в протоколі. Він включає в себе метод маркування тестових стрижнів і додаткові вимоги звіту про випробування.
![]()
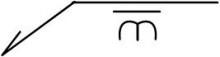
6. Шви, що підлягають виконанню при монтажі, позначаються додатково буквою M над похилим ділянкою стрілки.
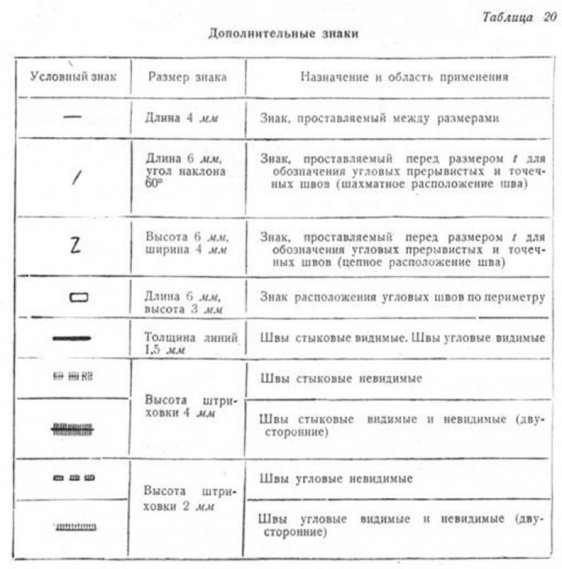
7. На кресленнях, виконаних в масштабі більше 1: 10, допускається для позначення швів крім стрілок застосовувати штрихування або потовщення лінії в плані і фасаді, а також заливку тушшю контурів шва в розрізі.
Ця частина стандарту визначає випробування на твердість для поперечних перерізів зварних з'єднань зварних металевих матеріалів з дугового зварювання і не може використовуватися для випробувань на зварювання аустенітних нержавіючих сталей. Стандарт охоплює основні групи методів, груп і підгруп. Кількість будь-якого методу має максимум три цифри. Ця система розглядається як інструмент для комп'ютерної обробки, креслень, робочих документів, визначення зварювальних процедур і т.д.
Застосовується в основному для феритних сталей, але може використовуватися для інших відповідних матеріалів. Цей державний стандарт дає вказівки виробникам, як виробляти термообробку або виробництво термооброблених продуктів або компонентів. Стандарт також може використовуватися в якості основи для оцінки виробником його здатності виконувати термообробку.
8. При виконанні всіх швів вироби або вузла зварюванням одного і того ж виду останній вказується в примітці до креслення або в технічних умовах. У разі застосування для одного і того ж вироби або вузла різних видів зварювання, на горизонтальній ділянці стрілки проставляються:

Передбачається, що стандарт стане гнучкою основою для забезпечення. Що стосується того факту, що зміни в стандартах були видані майже безперервно, в статті згадуються тільки ті, які пов'язані зі зварюванням, вважаються важливими, і ті, які були змінені в минулому році.
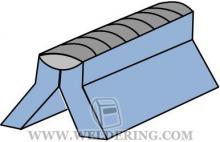
Креслення нероздільних зварних з'єднань Попередня інформація Зварювання - це процес безперервного склеювання металевих деталей з тих же або подібних матеріалів. Цей процес включає локалізоване плавлення з'єднаних деталей. Місце прямого з'єднання двох з'єднаних елементів називається зварним швом. Часто буває, що для процесу зварювання потрібне використання додаткового матеріалу, який називається сполучною. Джерелом тепла, необхідне для проведення зварювального процесу, тобто локального плавлення з'єднаних деталей, може бути газове полум'я або електрична дуга.


Залежно від джерела тепла можна використовувати газову або дугове зварювання. Результатом комбінації двох або більше компонентів в процесі зварювання є утворення зварного з'єднання, яке все частіше згадується як зварна конструкція. Приклад звареної конструкції показаний на рис. Спроба порівняти зварену структуру і з'єднання в технічному кресленні вимагає знання термінів і принципів зварювання.
Найбільш поширеними в літературі і технічної документації є такі вирази: лицьова сторона зварений зовнішньої поверхні зварного шва з боку її укладання, з'єднання свариваемой протилежної поверхні зшитою зшивається поверхні зварювальної канавки в зварних швах, Виконаних з одного боку, зварений зварений безперервний шов по всій довжині стику, зварні переривчасті зварні шви з регулярними інтервалами, зварні симетричні зварні шви, мають поперечний переріз у одній і тій же формі на лицьовій поверхні і на гребені.
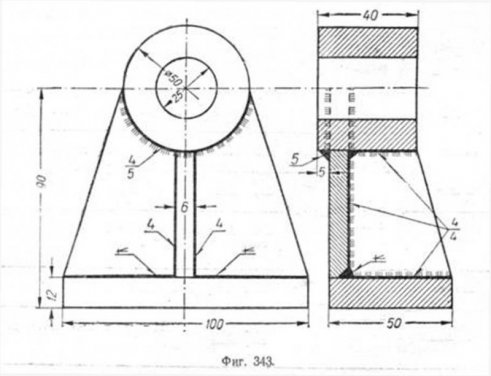
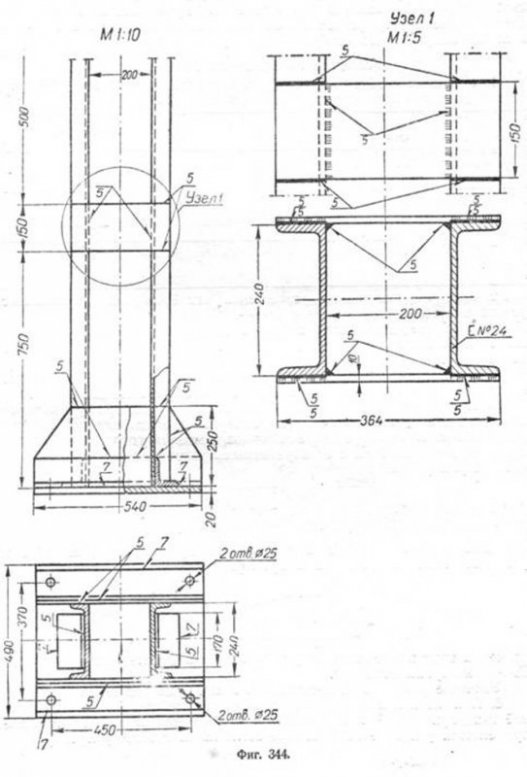
На фіг. 343 і 344 наведено приклади виконання зварних швів для стійки і колони.
2.Угол нахилу стрілки до лінії шва рекомендується приймати від 30 до 60 °.
3.Допускается подвійний злам лінії стрілки, а також зведення кількох стрілок, що вказують однакові шви, до загального горизонтальному ділянці.
Приклад симетричного зварного шва Типи зварних швів Типи зварних швів тісно пов'язані з їх формою і зовнішнім виглядом. Це стосується як зовнішнього вигляду, так і поперечного перерізу. Приклади зварних швів, стиків, їх форм, назв і контрактних знаків показані в таблиці. Тонка лінія на ілюстрації форми зварювання являє стан країв перед виконанням операції зварювання і, таким чином, являє спосіб підготовки країв зварювальних елементів.
Типи зварних швів і стиків і їх договірні знаки Таблиця Назва зварного шва Форма зварювання Контрактна підпис Зварна кромка з вигнутими краями, повністю розплавлена \u200b\u200bЗварна кромка з вигнутими краями, частково розплавлена. Приклади спрощених і стислих зварних швів представлені в таблицях 2 і 3 і прикладах. Допускається розрізати дільниці не просвердлених швів в області канавки або отвір для проходу лінії профілю фюзеляжу. Передня панель Плетіння і контур суглобів намальовані суцільною лінією.
Зварні конструкції характеризуються широким діапазоном застосовуваних товщини, форм і розмірів елементів, що з'єднуються, а також різноманіттям взаємного розташування деталей, що зварюються. Залежно від взаємного розташування деталей, що зварюються розрізняють п'ять типів зварних з'єднань (згідно -80 "Шви зварних з'єднань, ручна дугова сварка" і -76 "Шви зварних з'єднань, зварювання в захисних газах"):
Вид згори на грань особи Особа зварного шва виконано у вигляді дуг з тонкими лініями. Не забудьте зазначити форму отворів з товстою суцільною лінією, а в разі безперервних ліній - тонку суцільну лінію. Крім того, слід звернути увагу на форму зварних швів з скошеними отворами, які повинні відповідати формі отворів в площині контакту сполучених деталей. Форма зварних швів і отворів позначена тонкими лініями. Контрактне уявлення зварних з'єднань Приклади Таблиця Тип зварного з'єднання Подання зварного з'єднання Зварювання: крайова, лобова, пахова, спинна.
- стикове - "С"
- торцеве - "С"
- нахлесточного - "Н";
- таврове - "Т";
- кутовий - "У".
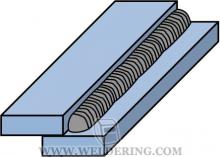
В стиковому (С) звареному з'єднання поверхні зварювальних елементів розташовуються в одній площині або на одній поверхні, а зварювання виконується по суміжних торцях.
Стикове з'єднання забезпечує найбільш високі механічні властивості звареної конструкції, тому широко використовується для відповідальних конструкцій. Однак, воно вимагає досить точної підготовки деталей і збірки.
Габаритний креслення зварних швів і зварних з'єднань Зварні з'єднання і з'єднання, зварені на виконавчих і монтажних кресленнях, повинні бути розраховані відповідно до спрощеною схемою, представленої у польському стандарті, яка заснована на ряді графічних елементів контракту. Спрощена конструкція визначення зварного шва показана на кресленні в спрощеному аналізі зварного шва можна виділити наступні: розширення лінії, стрілку опорної лінії, ідентифікатор лінії, звичайний символ зварного шва, позначений 1, характерні розміри поперечного перерізу, позначені цифрою 2, характерні розміри поздовжнього перерізу, позначені позицією Рис.
![]()
торцеве (С) з'єднання зварюється по торцях деталей, що з'єднуються, бічні поверхні яких примикають один до одного.
Такі сполуки використовують, як правило, при зварюванні тонких деталей, щоб уникнути прожога.
Спрощена конструкція маркування зварного з'єднання. Опорна лінія являє собою лінію тонкої безупинної спустошений завершена стрілкою, стрілка називається опорною лінії. Довжина опорної лінії повинна забезпечувати дизайнер, здатний чітко і правильно зберігати всю необхідну інформацію щодо зварного шва або зварного з'єднання. Полиці повинні провести опорну лінію паралельно нижньому краю листа креслення.
Присутній в аналізі приварені ідентифікації сполучна лінія являє собою тонкий пунктирна лінія, яка звертається нижче або вище опорної лінії. Розташування лінії ідентифікації залежить від того, відзначений чи зварений шов після. Його положення також залежить від положення мітки зварного шва. При маркуванні симетричних зварних швів лінія ідентифікації повинна бути опущена. Принципи маркування зварних швів з ідентифікаційної лінією і контрактними звареними швами показані в таблиці. Точки 1 і 4 в цій таблиці рекомендуються Польським стандартом і вважаються привілейованими.
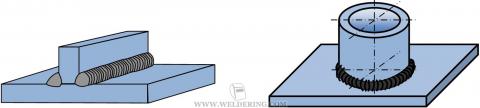
В нахлесточного (Н) звареному з'єднанні поверхні зварювальних елементів розташовуються паралельно так, щоб вони були зміщені і частково перекривали один одного.
Нахлесточного з'єднання менш чутливі до похибок при складанні, але гірше ніж стикові працюють при навантаженнях, особливо знакозмінних.
Принципи визначення спільної ідентифікації ліній і умовних знаків спільного Описи Таблиці презентаційна графіка Якщо шов на стороні особи, знак письмового договірні суглоби на вихідному рівні та поміщає її в нормальному положенні. Якщо шов на стороні особи, знак написані договірні стики на базовому і поміщає його в перевернутому положенні. Якщо шов відзначений на стороні гребеня, зварюваний знак записується на таку нормативну лінію і поміщається в нормальне положення. Якщо шов відзначений на стороні гребеня, зварений знак записується на таку нормативну лінію і поміщається в зворотне положення.
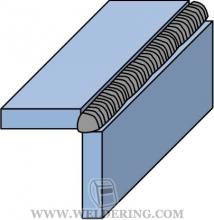
Таврове (Т) зварене з'єднання виходить, коли торець однієї деталі під прямим або будь-яким іншим кутом з'єднується з поверхнею іншої.
Таврові з'єднання забезпечують високу жорсткість конструкції, але чутливі до згинаючих навантажень.
Умовний знак зварений шов пише на опорній лінії в точці, зазначеної на малюнку 4 цифр 1, зберігаючи при цьому виді логотипу, визначеному в польському стандарті. Характерні розміри поперечного перерізу розміщуються перед звареним знаком на лівій стороні зварного з'єднання в місці, вказаному на малюнку. Характерні розміри зварних з'єднань і зварних швів позначені звареним знайомий з правого боку в нумерованому місці. Приклади способів сортування зварних швів. Приклади зварного столу зварного перетину Зварні або зварні габарити Розміри Місце вимірювання в маркуванні Пояснення Прикордонна маржа з \u200b\u200bскрученими краями, повністю похила Номінальна товщина зварного шва дорівнює товщині стикового кромки або товщині більше тонкого краю стику.
кутовим (У) називають з'єднання, в якому поверхні деталей, що зварюються розташовуються під прямим, тупим або гострим кутом і зварюються по торцях.
Всі зварні з'єднання можуть бути виконані:
| односторонніми (SS) *, коли джерело нагріву переміщається з одного боку з'єднання; | 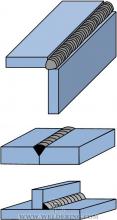 |
| двосторонніми (BS) *, коли джерело нагріву переміщається з двох сторін з'єднання. В такому звареному з'єднанні корінь стикового шва знаходиться всередині перетину. |  |
* - позначення, прийняті в міжнародних стандартах.
Таблиця 5 Номінальна товщина зварного шва дорівнює товщині краю шва або товщини тонкого краю стику. Однак довжина зварного шва дорівнює довжині зварного з'єднання. Номінальна товщина зварного шва дорівнює відстані від краю зварного з'єднання до кордону зварювання. Номінальна довжина зварного шва дорівнює довжині зварного з'єднання.
поперечний розмір кутового шва передує висоті щодо прямокутного трикутника гіпотенузи рівнобедреного, яке утворює частина поперечного перерізу зварного шва. Номінальна довжина зварного шва дорівнює довжині зварного шва. Мабуть, більш професійно використовувати і використовувати повні маркування зварних з'єднань, рекомендовані в польському стандарті, даючи вам набагато більше інформації про зварних з'єднаннях. Побудова повного визначення зварного шва показана на малюнку повне вказівку зварного шва можна виділити наступні: розширення лінії, стрілка опорної лінії, ідентифікації лінії, звичайний символ зварного шва, позначеної 1, характерні розміри поперечного перерізу, позначений позицією 2, характерні розміри поздовжнього перетину відзначені цифра 3 , додаткові знаки, що відбуваються в положеннях, позначених на малюнках 4, 5 і 6, розміри крайок готові до зварювання, який позначається цифрами; 7, інші дані, номер позиції зварювання чисельним методом зварювання, якісних даних, вказівка \u200b\u200bстандарту для підготовки кромок для зварювання, маркування зварювальних інструкцій, позначених малюнком Рис.
При зварюванні плавленням для забезпечення необхідної глибини проплавлення виконують оброблення крайок. Форма оброблення крайок, а також розміри параметрів оброблення (кут розкриття кромок, величина зазору, притуплення і ін.) Залежить від матеріалу, товщини, способу зварювання. На малюнку нижче наведені приклади деяких разделок крайок.
Умовне зображення зварних швів на кресленнях відповідно до ГОСТ 2.312-72 "Умовні зображення і позначення швів зварних з'єднань"
Відповідно до стандарту -72 для умовного зображення зварного шва незалежно від способу зварювання використовується два типи ліній: суцільна, якщо шов видимий або штрихова, якщо шов невидимий.
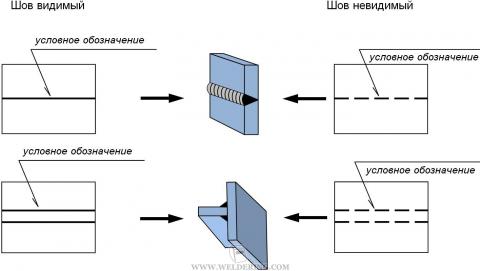
На лінію шва вказує одностороння стрілка.
Стрілка може виконуватися з полицею для розміщення умовного позначення шва і при необхідності допоміжних знаків. Умовне позначення розміщують над полицею, якщо стрілка вказує на лицьову сторону зварного шва (тобто якщо він видимий), або під полицею, коли шов розташований на зворотному боці (тобто якщо шов невидимий). При цьому, за лицьову сторону одностороннього шва зварного з'єднання стають на бік, з якої виробляють зварювання. За лицьову сторону двостороннього шва зварного з'єднання з несиметрично підготовленими крайками стають на бік, з якої виробляють зварювання основного шва. За лицьову сторону двостороннього шва зварного з'єднання з симетрично підготовленими крайками може бути прийнята будь-яка сторона.
Допоміжні знаки.
| допоміжний знак | опис | шов видимий | шов невидимий |
|---|---|---|---|
| Шов виконати при монтажі вироби (монтажний шов). | 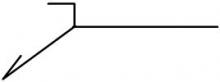 |
||
 |
|||
 |
 |
||
 |
 |
||
 |
 |
||
 |
 |
||
 |
 |
||
На наведеній нижче схемі показана структура умовного позначення стандартного зварного шва.
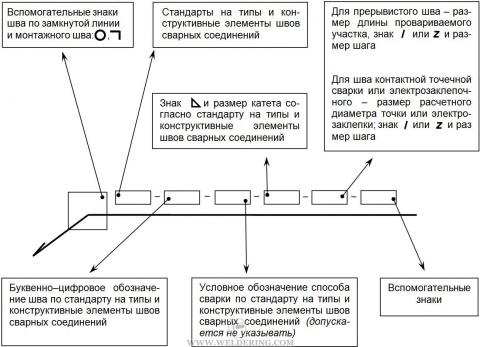
Буквено-цифрове позначення шва за відповідним стандартом є комбінацією складається з букви визначальною тип зварного з'єднання і цифри вказує вид з'єднання і шва, а також форму обробки кромок. Наприклад: С1, Т4, Н3.
Для позначення зварних з'єднань використовуються наступні літери:
- З - стикове;
- У - кутова;
- Т - Таврове;
- Н - Нахлесточного;
- Про - особливі типи, якщо форма шва не передбачена ГОСТом.
Умовні позначення швів для деяких способів зварювання представлені в таблиці:
Позначення способу зварювання (А, Г, УП та інші) вказується в стандарті, за яким виконується вказаний на кресленні процес зварювання.
Умовні позначення деяких способів зварювання представлені нижче, наприклад:
- А - автоматичне зварювання під флюсом без застосування підкладок і подушок і підварювального шва;
- Аф - автоматичне зварювання під флюсом на флюсовій подушці;
- ІН - зварювання в інертних газах вольфрамовим електродом без присадочного металу;
- ІНП - зварювання в інертних газах вольфрамовим електродом, але з присадним металом;
- ІП - зварювання в інертних газах електродом, що плавиться;
- УП - зварювання в вуглекислому газі електродом, що плавиться.
Приклади позначення зварних швів.
Приклад 1.
шов стикового з'єднання з криволінійним скосом однієї кромки, двосторонній виконується дугового ручним зварюванням (С13 по - 80) при монтажі вироби (). Посилення знято з обох сторін (). Параметр шорсткості поверхні шва: з лицьового боку - Rz 20 мкм; зі зворотного боку - Rz 80 мкм.
Приклад 2.
Шов кутового з'єднання без скосу кромок, двосторонній (В2 за -75) виконується автоматичного дугового зварювання під флюсом (А по -75) по замкнутій лінії.
Приклад 3.
Шов стикового з'єднання без скосу кромок, односторонній, на що залишається підкладці (C3 по -80), що виконується зварюванням нагрітим газом з присадкою (Г по -80).
Приклад 4.
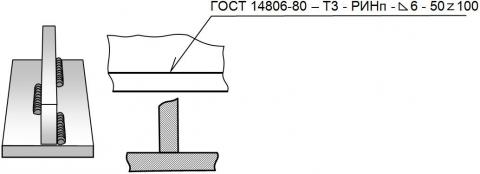
Шов таврового з'єднання без скосу кромок, двусторон-ний переривчастий з шаховим розташуванням (Т3 по -80) виконується дугового ручним зварюванням у захисних газах неплавким металевим електродом (РІНп по). Катет шва 5 мм (Δ5).
Приклад 6.

Шов з'єднання внахлестку без скосу кромок, односторонній (Н1 по -80), що виконується дугового напівавтоматичним зварюванням в захисних газах електродом, що плавиться (ПІП по -80). Шов по замкнутій лінії (кругової шов). Катет шва 5 мм (Δ5).
При наявності на кресленні кількох однакових швів умовне позначення шва вказується тільки у одного з них, а стосовно до решти однаковим швах вказується тільки їх порядкові номери (на місці де має бути розташована умовне позначення шва). При цьому, на лінії виносці, що має полку з нанесеним позначенням шва також, допускається вказувати кількість однакових швів (26, як показано на цьому прикладі).

Шви вважаються однаковими, якщо:
- однакові їх типи і розміри конструктивних елементів в поперечному перерізі;
- до них пред'являються одні й ті ж технічні вимоги.
Якщо для шва зварного з'єднання встановлено контрольний комплекс або категорія контролю шва, то їх позначення допускається поміщати під лінією винесенням.

Позначення чистоти механічно обробленої поверхні шва (шорсткості) наносять після умовного позначення шва, або призводять в технічних вимогах креслення.
Шов, розміри конструктивних елементів якого стандартами не встановлені (нестандартний шов), зображують із зазначенням розмірів конструктивних елементів, необхідних для виконання шва з даного кресленням.

В результаті нерівномірного нагрівання зварного з'єднання при зварюванні виникає залишкова пластична деформація укорочення, що приводить до утворення залишкових напружень. Характер розподілу цих напруг залежить від багатьох факторів (геометричних розмірів зварного з'єднання, режиму зварювання та ін.). Залежно від товщини зварювальних елементів в зварному з'єднанні може мати місце плоске або об'ємний напружений стан.
При зварюванні невеликих товщин, як правило, має місце плоский напружений стан. Прийнято компоненти такого напруженого стану називати поздовжніми (діючими вздовж осі шва) і поперечними (діючими перпендикулярно осі шва).
Нижче розглянуті епюри розподілу залишкових напружень в типових зварних з'єднаннях. При зварюванні в стик досить широких невеликої товщини пластин характер розподілу залишкових напружень представлений на малюнку справа. Як це видно, залишкові поздовжні напруження розподілені в поперечному перерізі по ширині нерівномірно. У зварному шві і прилеглої до нього зоні діють напруги розтягнення, а в іншій частині перетину діють напруги стиснення. Причому, як правило, максимальні напруги в зоні зварного шва досягають значення, рівного значенню границі текучості (σт) металу. Таким чином, в поздовжньому напрямку в стиковому зварному з'єднанні можна виділити дві зони: зона дії напружень розтягу і зона дії напружень стиску.
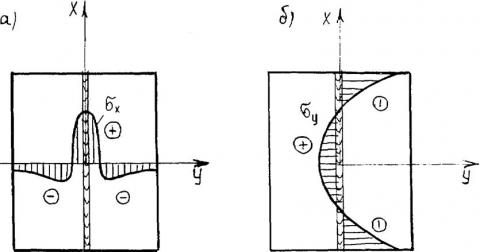
Поперечні напруги також розподілені нерівномірно. Середня частина відчуває напруги розтягнення, а кінцеві ділянки - напруження стиску. Величина максимальних напружень σ у залежить від довжини шва і, як правило, не перевищує значення 0,3 σ т. Тому їх не завжди беруть до уваги.
При зварюванні в стик пластин великої товщини має місце об'ємний напружений стан.
Як показали дослідження і досвід експлуатації зварних конструкцій при дії залишкового напруги залишкові зварювальні напруги не впливають на міцність, якщо матеріал вироби досить пластичний, що є характерним для більшості металів. При дії змінних навантажень залишкові зварювальні напруження стиску підвищують втомну міцність, а напруги розтягнення, складаючись з робітниками напругами в місці їх концентрації, істотно знижують опірність втомного руйнування.
Оскільки напруги не є фізичною величиною безпосереднє їх визначення не можливе. Їх можна визначити через вимір будь-якої фізичної величини, яка пов'язана з напругою розрахункової залежністю. Такий величиною може бути пружне лінійну зміну, тобто деформація. Зв'язок між напругою і пружними деформаціями описується законом Гука. Таким чином, під терміном вимір напруг слід розуміти його визначення шляхом вимірювання деформації (це так званий механічний метод. Існують і інші методи, наприклад, оптичний, магніто-пружний, ультразвукової і т.д.). Отже, все зводиться до вимірювання пружною деформації в напрямках відповідного виду напруженого стану. Лінійне - в одному напрямку, плоске - в двох, об'ємне - в трьох.

