വെൽഡിംഗിനായി തിരശ്ചീന സന്ധികൾ ശേഖരിക്കുമ്പോൾ, ചുവടെയുള്ള പൈപ്പിൽ ഇത് പൂർണ്ണമായ കട്ടിംഗ് എഡ്ജ് നിർവഹിക്കേണ്ട ആവശ്യമില്ല. 10 ° മൂല്യമുള്ള ഒരു ചെറിയ കട്ടർ മാത്രമേ ഉണ്ടാക്കാൻ ഇത് അനുവദിക്കൂ. ഈ സ്വീകരണം ലോഹത്തെ വെൽഡിംഗ് പ്രോസസ്സ് മെച്ചപ്പെടുത്തുന്നു, അതേസമയം അതിന്റെ ഗുണനിലവാരം കുറയ്ക്കുന്നില്ല (സ്കീം എ) ചുവടെയുള്ള ചിത്രത്തിൽ). വെൽഡിംഗ് ചെയ്യുന്നതിന് ഉത്തരവാദിത്തമില്ലാത്ത ഒരു പൈപ്പ്ലൈനുകൾ തയ്യാറാക്കുമ്പോൾ, ചുവടെയുള്ള ചിത്രത്തിൽ താഴെയുള്ള എല്ലാ കാര്യങ്ങളിലും (സ്കീം കാണുക b കാണുക).
പ്രത്യേക ഇടുങ്ങിയ പാളികളുള്ള തിരശ്ചീന സന്ധികൾ വെൽഡിംഗ് ചെയ്യുമ്പോൾ ഏറ്റവും നല്ല ഫലങ്ങൾ ലഭിക്കും. ആദ്യത്തെ റോളർ സീമിന്റെ റൂട്ട് തിളപ്പിക്കുക (സി) സ്കീം ചുവടെയുള്ള ചിത്രത്തിലെ ചിത്രം തിളപ്പിക്കുക), ഇതിനായി, 4 എംഎം വ്യാസമുള്ള ഇലക്ട്രോഡുകൾ ഉപയോഗിക്കുന്നു. നിലവിലെ ശക്തി 160-190 എ പരിധിയിലാണ് സജ്ജീകരിച്ചിരിക്കുന്നത്. ഈ ഇലക്ട്രോഡ് ചലനത്തെ സ്ഥിരീകരിച്ചു, ആയിരിക്കുമ്പോൾ ജോയിന്റിന്റെ ഉള്ളിൽ ഒരു ത്രെഡ് റോളർ രൂപീകരിക്കണം, 1-1.5 മില്ലിമീറ്റർ ഉയരം.
ആദ്യത്തെ പാളിയുടെ ഓവർലേയ്ക്ക് ശേഷം അതിന്റെ ഉപരിതലം ശ്രദ്ധാപൂർവ്വം വൃത്തിയാക്കണം. ഈ ഇലക്ട്രോഡിന്റെ ചലനത്തിലൂടെ ആദ്യ പാളിയെ ഓവർലാപ്പ് ചെയ്യുകയും താഴത്തെ അരികിൽ നിന്ന് മുകളിലെ അരികിലെ അരികിലേക്ക് കുറഞ്ഞ ഏറ്റക്കുറച്ചിലുകളെയും ഓവർലാപ്പ് ചെയ്യുകയും ചെയ്തു. ആദ്യ പാളിയുടെ വെൽഡിംഗിന്റെ അതേ ദിശയിലുള്ള രണ്ടാമത്തെ പാളിയുടെ വെൽഡിംഗ് നടത്തുന്നത്.
രണ്ടാമത്തെ പാളി നിർവഹിച്ച ശേഷം, വെൽഡിംഗ് കറന്റിന്റെ ശക്തി 250-300 എ ആയി വർദ്ധിപ്പിക്കുകയും മൂന്നാമത്തെ പാളി നടത്തുകയും ചെയ്യുന്നു. 5 മില്ലീമീറ്റർ വ്യാസമുള്ള ഇലക്ട്രോഡുകളാണ് വെൽഡിംഗ് നടത്തുന്നത്, വെൽഡിംഗ് പ്രക്രിയയുടെ പ്രകടനം വർദ്ധിപ്പിക്കാൻ ഇത് നിങ്ങളെ അനുവദിക്കുന്നു. ആദ്യത്തെ രണ്ട് പാളികളുടെ വെൽഡിംഗിന് എതിർവശത്ത് മൂന്നാമത്തെ പാളിയുടെ വിതരണം സംഭവിക്കണം. രണ്ടാമത്തെ റോളർ വീതിയുടെ 2/3 മൂന്നാം റോളർ ഓവർലാപ്പ് ചെയ്യണം. നാലാമത്തെ റോണിന്റെ ചിത്രീകരണം ഒരേ ദിശയിലാണ് സംഭവിക്കുന്നത്, പക്ഷേ ഇത് മൂന്നാം റോളറിന്റെയും മുകളിലെ അറ്റത്തിന്റെയും ഇടവേളയിലാണ് സ്ഥിതിചെയ്യുന്നത്.
മൂന്ന് പാളികളായി കൂടുതൽ തിരശ്ചീന ജംഗ്ഷനുകൾ വെൽഡിംഗ് ചെയ്യുമ്പോൾ, മൂന്നാമത്തേതിൽ നിന്ന് ആരംഭിച്ച് ഓരോ തുടർന്നുള്ള ഓരോ പാളി മുമ്പത്തേതിനും എതിർ ദിശയിൽ നടപ്പിലാക്കണം. വ്യാസമുള്ള പൈപ്പുകൾ 200 മില്ലി കവിയരുത്, സാധാരണയായി സോളിഡ് സീമുകളിൽ ഇംതിയാസ് ചെയ്തു. വെൽഡഡ് പൈപ്പ് 200 മില്ലീമീറ്റർ കവിഞ്ഞാൽ, ഒരു ബാക്ക്സ്റ്റേജ് രീതിയിലൂടെ വെൽഡിംഗ് നടത്തുന്നു.
വീഡിയോ: തിരശ്ചീന ജംഗ്ഷനുമായി പൈപ്പുകളുടെ വെൽഡിംഗ്
തിരിയുന്ന ജാലകങ്ങളുടെ വെൽഡിംഗ്
ലംബമല്ലാത്ത ടേണിംഗ് ജംഗ്ഷനുകൾമുകളിലേക്ക് വെൽഡ് ചെയ്യുക.
219 മില്ലിമീറ്ററിൽ കൂടുതൽ വ്യാസമുള്ള പൈപ്പുകളുടെ സന്ധികളിലെ ആദ്യത്തെ മൂന്ന് പാളികളുടെ വെൽഡിംഗ് പുനരുത്ഥാനകരമായ രീതിയിൽ നടത്തണം. ഓരോ സൈറ്റിന്റെയും ദൈർഘ്യം 200-250 മില്ലീമീറ്റർ ആയിരിക്കണം.
തുടർന്നുള്ള പാളികളുടെ വിഭാഗങ്ങളുടെ നീളം സംയുക്തത്തിന്റെ ചുറ്റളവിന്റെ പകുതിയായിരിക്കും. 16 മില്ലീമീറ്റർ മുതൽ 16 മില്ലീമീറ്റർ വരെ കനം ഉള്ള പൈപ്പ് സന്ധികൾ രണ്ടാമത്തെ പാളി മുതൽ ആരംഭിക്കുന്ന അവസാനത്തിന്റെ പകുതി നീളമുള്ള ഇടം ലഭിക്കും.
ഒരു വെൽഡറിലൂടെ സീമുകൾ (1-14), പാളികൾ (ഐ-ഐ IV) മുൻഗണന
| രണ്ടാം ഘട്ടം |
 |
തിരശ്ചീനമല്ലാത്ത സന്ധികൾ219 മില്ലിമീറ്ററിൽ കൂടുതൽ വ്യാസമുള്ള പൈപ്പുകൾ ഒരു വെൽഡർ അവതരിപ്പിച്ചതിനാൽ, 200-250 മില്ലീമീറ്റർ നീളമുള്ള പുനരുപയോഗരീക്ഷ രീതിയിൽ വെൽഡ് ചെയ്യേണ്ടത് ആവശ്യമാണ്. നാലാമതും തുടർന്നുള്ളതുമായ പാളികൾ ഇന്ധനം നടത്താം.
മുൻഗണന (1-12) ഒരു വെൽഡറി ഉപയോഗിച്ച് സീമുകൾ അവതരിപ്പിക്കുന്നു
രണ്ട് വെൽഡറുകളുമായി ഒരു തിരശ്ചീന ജോയിന്റ് വെൽഡിംഗ് ചെയ്യുമ്പോൾ, റൂട്ട് സീമിന്റെ വെൽഡിംഗ് സീക്വൻ പൈപ്പുകളുടെ വ്യാസത്തെ ആശ്രയിച്ചിരിക്കുന്നു. വ്യാസം 300 മില്ലിമീറ്ററിൽ കുറവാണെങ്കിൽ, ഓരോ വെൽഡറിയും പരിധിയുടെ പകുതിയോളം വരും. അതേസമയം, വെൽഡറുകൾ സംയുക്ത പോയിന്റുകളിൽ തികച്ചും വഞ്ചനാപരമായിരിക്കണം. പൈപ്പുകളുടെ വ്യാസം 300 മില്ലീമും അതിലധികവും ഉണ്ടെങ്കിൽ, 200-250 മില്ലിമീറ്റർ വിഭാഗങ്ങളുടെ അപര്യാപ്തമായ രീതി ഉപയോഗിച്ച് റൂട്ട് സീം വെൽഡ് ചെയ്തു.
 |  |
||
40 മില്ലിമീറ്ററിൽ കൂടുതൽ വാതിൽ വരെ വ്യാസമുള്ള പൈപ്പുകളുടെ സന്ധികളിൽ, ആദ്യ മൂന്ന് പാളികൾ പുനരുപയോഗരീവയവമുള്ള ആദ്യ പാളികൾ പുനരുപയോഗരീക്ഷയിൽ വെൽഡ് ചെയ്യണം, തുടർന്നുള്ള പാളികൾ സർക്കിളിന്റെ പകുതിയോളം തുല്യമാണ്.
25-45 മില്ലീമീറ്ററിൽ 600 മില്ലിമീറ്ററിൽ 600 മില്ലിമീറ്ററിൽ കൂടുതൽ വ്യാസമുള്ള പൈപ്പുകളുടെ സന്ധികൾ ഇപ്രകാരമാണ്: 250 മില്ലിമീറ്ററിൽ കൂടുതൽ വ്യാപകമായി എല്ലാ സീം ലെയറുകളും പുതുക്കാവുന്ന രീതിയിലാണ് നടത്തുന്നത്.
Chromolibenibenovadium സ്റ്റീലിൽ നിന്ന് 600 മില്ലിമീറ്ററിൽ കൂടുതൽ വ്യാസമുള്ള പൈപ്പുകൾ ഒരേസമയം രണ്ട്, കൂടുതൽ വെൽഡറുകൾ ഒരേസമയം ഇംതിയാസ് ചെയ്യുന്നു, ഓരോരുത്തർക്കും സംയുക്തത്തിന്റെ സ്വന്തം വിഭാഗം ഉണ്ട്. ഒരു വിപരീത രീതി പ്രയോഗിക്കുക (200-250 മില്ലിമീറ്റർ) വിഭാഗങ്ങൾ. നാലാമത്, തുടർന്നുള്ള പാളികൾ സർക്കിളിന്റെ ഒരു നാലിലൊന്ന് തുല്യമായ വിഭാഗങ്ങൾ നിർവഹിക്കാൻ അനുവദിച്ചിരിക്കുന്നു.
പാളികളുടെയും റോളറുകളുടെയും മുൻഗണനയും ഏകദേശ സ്ഥാനവും കാർബണിൽ നിന്നും കുറഞ്ഞ അലോയ് സ്റ്റീൽസ് നിന്നും കട്ടിയുള്ളതും തിരശ്ചീനവുമായ സന്ധികൾ
മാനുവൽ സാങ്കേതികത ആർക്ക് വെൽഡിംഗ് പൈപ്പുകൾ പൊള്ളൻട്രോഡുകൾ
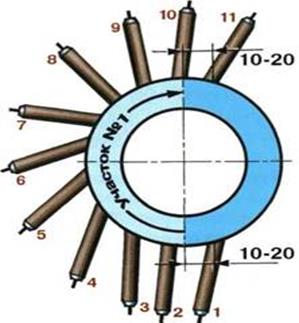
ഇംപെഡ് സീം രണ്ട് സ്വീകരണങ്ങൾക്കാണ് നടത്തുന്നത്. ജംഗ്ഷന്റെ ചുറ്റളവ് ഫാസ്റ്റുചെയ്യുന്നത് ഒരു ലംബ ആക്സിയൽ ലൈൻ രണ്ട് വിഭാഗങ്ങളായി തിരിച്ചിരിക്കുന്നു, അവയിൽ ഓരോന്നിനും മൂന്ന് സ്വഭാവ സ്ഥാനങ്ങളുണ്ട്:
സീലിംഗ് (സ്ഥാനം 1-3);
ലംബമായി (സ്ഥാനം 4-8);
താഴ്ന്നത് (സ്ഥാനം 9-11). ഓരോ പ്ലോട്ടും സീലിംഗ് സ്ഥാനത്ത് നിന്ന് ഇംതിയാസ് ചെയ്യുന്നു. ഒരു ഹ്രസ്വ ആർക്ക് ഉപയോഗിച്ച് വെൽഡിംഗ് നടത്തുന്നു:
ഇലക്ട്രോഡിന്റെ വ്യാസമാണ് d? താഴത്തെ സ്ഥാനത്ത് സീം അവസാനിപ്പിക്കുക.
ഓരോ വിഭാഗങ്ങളുടെയും വെൽഡിംഗ് ലംബ ax ത്തിൽ നിന്ന് 10 20 മില്ലീമീറ്റർ സ്ഥാനചലനത്തോടെ ആരംഭിക്കും. "ലോക്ക്" കോമ്പൗണ്ടറാണ് സീം ഓവർലാപ്പ് വിഭാഗം - പൈപ്പ് വ്യാസത്തെ ആശ്രയിച്ചിരിക്കുന്നു, ഇത് 20 മുതൽ 40 മില്ലീമീറ്റർ വരെ ആകാം. പൈപ്പിന്റെ വ്യാസം വലുത്, നീളമുള്ള "കാസിൽ"
സീമിന്റെ പ്രാരംഭ വിഭാഗം "ആംഗിൾ ബാക്ക്" (പോസ് 1,2) എന്ന പരിധിയിലാണ് നടത്തുന്നത്. ഒരു ലംബ സ്ഥാനത്തേക്ക് (പോസ് 3-7), വെൽഡിംഗ് "ആംഗിൾ ഫോർവേഡ്" ആണ്. 8 സ്ഥാനത്ത് എത്തുമ്പോൾ, ഇലക്ട്രോഡ് വലത് കോണിൽ ഓറിയന്റഡ് ചെയ്യുന്നു, പക്ഷേ താഴത്തെ സ്ഥാനത്തേക്ക് പോകുന്നതിലൂടെ, വെൽഡിംഗ് വീണ്ടും "ആംഗിൾ ബാക്ക്" നയിക്കുന്നു.
രണ്ടാമത്തെ സൈറ്റ് വെൽഡിംഗ് ചെയ്യുന്നതിന് മുമ്പ് സീമിന്റെ പ്രാരംഭ, അന്തിമ വിഭാഗങ്ങൾ വിടവിലേക്കോ മുമ്പത്തെ റോളറിലേക്കോ വൃത്തിയാക്കേണ്ടതുണ്ട്. രണ്ടാമത്തെ സൈറ്റിന്റെ വെൽഡിംഗ് ആദ്യത്തേതിന് അതേ രീതിയിൽ നടപ്പിലാക്കണം.
3 മില്ലീമീറ്റർ വ്യാസമുള്ള ഇലക്ട്രോഡ് ഉപയോഗിച്ച റൂട്ട് സീമിനായി. പരിധിയുടെ ശക്തി 80-95 A. നിലവിലെ ലംബമായി 75-90 എ ആയി കുറയ്ക്കാൻ ശുപാർശ ചെയ്യുന്നു. നിലവിലെ സ്ഥാനത്ത് 85-100 എ.

ഫിറ്റിംഗമില്ലാതെ സീമിന്റെ വേരിന്റെ ഉയർന്ന നിലവാരമുള്ള രൂപീകരണത്തോടെ പൈപ്പുകൾ വെൽഡിംഗ് ചെയ്യുമ്പോൾ, ഇലക്ട്രോഡിനെ വിടവിലേക്ക് തീറ്റ നൽകിയാണ് കാരിയർ കൈവരിക്കുന്നത്. പൈപ്പിനുള്ളിൽ നിയന്ത്രണം നേടാൻ, നിങ്ങൾക്ക് ഒരു കുത്തക് ഉപരിതലത്തിൽ ഒരു സീം ലഭിക്കും, അതിന് സീലിംഗ് സ്ഥാനത്ത് തുടർന്നുള്ള മെക്കാനിക്കൽ സ്ട്രിപ്പിംഗ് ആവശ്യമാണ്.
8 മില്ലിമീറ്ററിൽ കൂടുതൽ മതിൽ കനം ഉള്ള പൈപ്പുകൾ മുറിക്കുന്നത് അസമരഹിതമായി സംഭവിക്കുന്നു. ഒരു ചട്ടം പോലെ, താഴത്തെ സ്ഥാനം പിന്നിൽ പിന്നിലാണ്. കട്ടിംഗിന്റെ മുറിക്കൽ വിന്യസിക്കാൻ, ചുരുളറുകളെ കട്ടിംഗിന്റെ മുകളിൽ റീമേക്ക് ചെയ്യേണ്ടത് ആവശ്യമാണ്. അവസാന പാളികൾ 2 മില്ലിമീറ്ററിൽ കൂടുതൽ ആഴത്തിൽ ശൂന്യമായി പോകണം
 |
ഒന്നോ അതിലധികമോ ഭാഗങ്ങൾക്കായി സീമുകൾ നേരിടുന്നു. അവസാനത്തെ റോളർ ഫിനിഷ് അങ്ങനെ വെട്ടിക്കുറവ് 0.5-2 മില്ലീമീറ്റർ ആഴത്തിൽ പൂരിപ്പിക്കുന്നില്ല, കട്ടിംഗിന്റെ അരികുകളിലെ പ്രധാന ലോഹങ്ങൾ ഇലക്ട്രോഡ് വ്യാസത്തിന്റെ വീതിയിൽ മായ്ച്ചു.

ഒരു മതിൽ കനം 150 മില്ലിമീറ്ററിൽ താഴെയുള്ള പൈപ്പ് വെൽഡിംഗ് 6 മില്ലിമീറ്ററിൽ താഴെയാണെങ്കിലും, ഒപ്പം ഇൻസ്റ്റാളേഷൻ സാഹചര്യങ്ങളിലും, പവർ ഉറവിടം പ്രവർത്തനക്ഷമമാക്കുമ്പോൾ, വെൽഡിംഗ് ഒരു ഒന്നായി നടക്കുന്നു ഇതേ വെൽഡിംഗ് നിലവിലെ മൂല്യം. സീലിംഗ് സ്ഥാനത്ത് നിലവിലെ മോഡ് തിരഞ്ഞെടുക്കാൻ ശുപാർശ ചെയ്യുന്നു, ഇത് താഴത്തെ സ്ഥാനത്തിന് പര്യാപ്തമായ കറന്റ്. അമിതമായ നിയന്ത്രണം ഇല്ലാത്തതിനാൽ സീലിംഗ് സ്ഥാനത്ത് നിന്ന് ലംബമായിരിക്കുന്നതിൽ വെൽഡിംഗ് നടത്തുമ്പോൾ, അതിമനോഹരമായ സീം രൂപീകരണത്തിനായി അത് അവലംബിക്കണം. ഈ സാഹചര്യത്തിൽ, അരികുകളിൽ ഒന്നിൽ കത്തുന്ന പ്രക്രിയയെ ഈ രീതി ഇടയ്ക്കിടെ തടസ്സപ്പെടുത്തുന്നു.
പൈപ്പിന്റെ മതിലിന്റെ കനം, വിടവ്, മങ്ങിയ വശം എന്നിവ അനുസരിച്ച്, ഒരു വഴിയിലൂടെ "സ്മിയേഴ്സ്" ഉപയോഗിച്ച് വെൽഡിംഗ് നടത്താൻ ശുപാർശ ചെയ്യുന്നു:
1. ആർക്ക് നിരന്തരം കത്തിക്കുക, ബാത്ത് രൂപീകരിച്ചതിനുശേഷം അവ മറ്റൊന്നിലേക്ക് തകർക്കുക. ക്ലിഫ്, ഇഗ്നിഷൻ എന്നിവയ്ക്കിടയിലുള്ള താൽപര്യം വളരെ ചെറുതായിരിക്കണം മെറ്റൽ സീമിന് പൂർണ്ണമായും ക്രിസ്റ്റലൈസേഷനായി സമയമില്ല, സ്ലാഗ് രസകരമാണ്.
2. ഒരു വലിയ മെറ്റൽ കനം ഉപയോഗിച്ച്, ആൾക്ക് ഒരേ അരികിലും കത്തിക്കുന്നു.
ആർക്ക് കപ്ലിംഗ് ആർക്ക് ഇഗ്നിഷൻ
നോൺ-പിന്തിരിയാത്ത തിരശ്ചീന ജോയിന്റിന്റെ വെൽഡിംഗ്
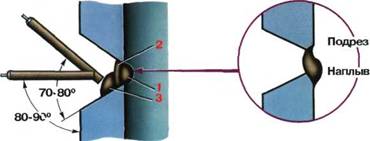
3 മില്ലീമീറ്റർ വ്യാസമുള്ള ഒരു ഇലക്ട്രോഡ് ഉപയോഗിച്ച് സ്ഥിരതയുള്ള നിയന്ത്രണത്തിന്റെ രൂപീകരണമുള്ള വെൽഡിംഗ് നടത്തുന്നു. അടിസ്ഥാന മെറ്റലിന്റെ കനം, അരികുകൾ, കനം എന്നിവയ്ക്കിടയിലുള്ള വിടവ്, ഇടവേള, കനം എന്നിവയ്ക്കിടയിലുള്ള വെൽഡിംഗ് കറന്റ് തിരഞ്ഞെടുത്തു. ഇലക്ട്രോഡിന്റെ ചരിവ് 80-90 ° ലംബമായിരിക്കും. ഒരു "ആംഗിൾ ബാക്ക്" വെൽഡിംഗ് ചെയ്യുമ്പോൾ, ചരിവ് പരമാവധി അന്വേഷിക്കുന്നത് നൽകുന്നു, "ആംഗിൾ ഫോർവേർഡ്" മിനിമലാണ്.
അപര്യാപ്തമായ നിയന്ത്രണത്തിന്റെ കാര്യത്തിൽ, ആർക്ക് ദൈർഘ്യം ചെറുതായി സൂക്ഷിക്കണം, സാധാരണ വണ്ടിയുമായി - മാധ്യമം.
 |  |
||
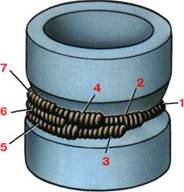
റൂട്ട് സീം വെൽഡിംഗ് ബാത്തിന്റെ കുറഞ്ഞ വലുപ്പങ്ങൾ ഉപയോഗിച്ച് നിർവഹിക്കുന്നതാണ് നല്ലത്, അങ്ങനെ സേലക്കാരും വിപരീത വശത്ത് ഫീഡുകളും ഉറവകളും ഇല്ല.
രണ്ടാമത്തെ റോളർആദ്യത്തെ റൂട്ട് സീമും പൈപ്പിന്റെ രണ്ട് അരികുകളും ഉരുകാൻ രൂപപ്പെട്ടു. വെൽഡിംഗ് കറന്റ് ശരാശരി ശ്രേണിയിൽ ഇൻസ്റ്റാൾ ചെയ്തു. ആദ്യത്തെ റൂട്ട് സീം വെൽഡിംഗ് നടത്തുമ്പോൾ കെറ്റിൽ ചരിവ് സമാനമാണ്. വെൽഡിംഗ് "ആംഗിൾ ബാക്ക്" നയിക്കുന്നു. റോളറിന്റെ രൂപം സാധാരണമാണെന്ന് വേഗത തിരഞ്ഞെടുത്തു (കോൺകീവ് അല്ലെന്നും അല്ല)
മൂന്നാമത്തെ റോളർവർദ്ധിച്ച മോഡുകളിൽ പ്രകടനം നടത്തുന്നതാണ് നല്ലത്. വെൽഡിംഗ് വലത് കോണിലോ "ആംഗിൾ ബാക്ക്" ലേക്ക് നയിക്കുന്നു. വേഗത തിരഞ്ഞെടുക്കുന്നതിനാൽ, തുടർന്നുള്ള റോളറിന്റെ മെറ്റൽ ബാത്ത് കൈവശം വയ്ക്കേണ്ടത് റോളർ കോവർകമാണ്. ആർക്ക് പാത രണ്ടാം റോളറിന്റെ അരികിൽ പൊരുത്തപ്പെടണം.
നാലാമത്തെ റോളർ- തിരശ്ചീനമായി. മൂന്നാമത്തേതിനേക്കാൾ ഒരേ മോഡുകളിൽ ഇത് നടപ്പിലാക്കുന്നു. പൈപ്പിന്റെ ലംബ ഉപരിതലത്തിലേക്ക് 80-90 of കോണിൽ ഇലക്ട്രോഡ് 80-90 ° കോണിൽ ചരിഞ്ഞിരിക്കുന്നു. വെൽഡിംഗ് വേഗത പിന്തുണയ്ക്കുന്നു, അതിനാൽ കട്ടിംഗിന്റെ മുകളിലെ അറ്റം, രണ്ടാമത്തെ റോണിന്റെ ഉപരിതലവും മൂന്നാം റോളറിന്റെ മുകൾഭാഗവുമാണ്. കാഴ്ച നാലാമത്തെ റോളർ സാധാരണ ആയിരിക്കണം.
 |
"കോട്ട» കണക്ഷനുകൾതുടക്കത്തിലും അവസാന വിഭാഗത്തിലും സീം വലുപ്പത്തിലും അവസാന ഭാഗത്തും മിനുസമാർന്ന വർദ്ധനവിനൊപ്പം ഇത് 20-30 മില്ലീമീറ്റർ വരെ "റെയ്ഡ്" ചെയ്യുക.
ഫേഷ്യൽ പാളി വെൽഡിംഗ്കട്ടിംഗ് നിറയ്ക്കുമ്പോൾ ഉപയോഗിച്ച അതേ വ്യാസമുള്ള ഇലക്ട്രോഡുകൾ നടത്തേണ്ടത് ആവശ്യമാണ്, പക്ഷേ 4 മില്ലിമീറ്ററിൽ കൂടരുത്. അവസാന ടോപ്പ് റോളർ ഉയർന്ന വേഗതയിൽ ഇട്ടു, അങ്ങനെ അത് ഇടുങ്ങിയതും പരന്നതുമാണ്
ടെക്നോളജി ഹാൻഡ് ആർഗോൺ-ആർക്ക് വെൽഡിംഗ് പൈപ്പുകൾ
സാങ്കേതിക ഓപ്ഷനുകൾ
ഇംഡിഡ് സീം തിരുത്തൽ ഇതര ഇലക്ട്രോഡ് ഉപയോഗിച്ച് മാനുവൽ ആർഗോൺ-ആർക്ക് വെൽഡിംഗിലൂടെയാണ് (അതിൽ 3 മില്ലീമീറ്റർ വരെ കനത്തത് ശുപാർശ ചെയ്യുന്നു);
ഒരു സംയോജിത രീതിയാണ് ഇംഡിഡ് സീം. പൊരുത്തമില്ലാത്ത ഇലക്ട്രോഡുമായി മാനുവൽ ആർഗോൺ-ആർക്ക് വെൽഡിംഗ്, കൂടാതെ തുടർന്നുള്ള പാളികൾ - ഒരു കോൾഡ് ഇലക്ട്രോഡ് ഉപയോഗിച്ച് മാനുവൽ ആർക്ക് വെൽഡിംഗ് (പൈപ്പ് മതിലിന്റെ കട്ടിയുള്ളത് 4 മില്ലീമീറ്റർ കട്ടിയുള്ളതാണ് അല്ലെങ്കിൽ കൂടുതൽ).
പാളികളുടെയും റോളറുകളുടെയും ഏകദേശ സ്ഥാനം (1 - 8)
 |
സന്ധികളിൽ, വിവിധ സാങ്കേതിക ഓപ്ഷനുകൾ അനുസരിച്ച് വേവിച്ചു
മതിൽ കനം 2 മില്ലീമീറ്റർ വരെ, സംയുക്ത ക്രോസ് സെക്ഷൻ ഒരു പാളിയിലേക്ക് ആകർഷിക്കണം
കുറഞ്ഞ കാർബൺ, ലോ-അലോയ്ഡ്, അലോയ്ഡ് (നാവോറിയൻ-പ്രതിരോധശേഷിയുള്ള) സ്റ്റീലുകളിൽ നിന്നുള്ള പ്രതിഫലിക്കാത്ത സന്ധികൾക്ക് മാനുവൽ ആർഗോൺ പരിവർത്തന വെൽഡിംഗ് ഉപയോഗിക്കുന്നു. വെൽഡഡ് പൈപ്പുകളുടെ വ്യാസം 100 മില്ലിമീറ്ററിൽ കുറവാണ്, മതിൽ കനം 10 മില്ലീമീറ്റർ വരെയാണ്.
മോഡ് പാരാമീറ്ററുകൾ തിരഞ്ഞെടുക്കുക
വെൽഡിംഗ് കറന്റ്തിരഞ്ഞെടുക്കുക: ഒറ്റ-പാസ് വെൽഡിംഗ് ഉപയോഗിച്ച് - പൈപ്പ് മതിലിന്റെ കനം, കൂടാതെ 2-2.5 മില്ലീമീറ്റർ ആയിരിക്കണം, അത് 2-2.5 മില്ലീമീറ്റർ ആയിരിക്കണം. ഇലക്ട്രോഡിന്റെ 1 എംഎം വ്യാസമുള്ള 30 - 35 എ. 35 എയിൽ വെൽഡിംഗ് കറന്റ് നിർദ്ദേശിക്കപ്പെടുന്നു.
ആർക്കിലെ പിരിമുറുക്കംഇത് ചുരുക്കം ആയിരിക്കണം, ഇത് ഒരു ഹ്രസ്വ ആർക്കിന്റെ വെൽഡിംഗിനു തുല്യമാണ്.
വെൽഡിംഗ് വേഗതറെഗുലേറ്റ് ചെയ്യുക, അങ്ങനെ അരികുകൾ ഉറപ്പുനൽകുന്നു, ആവശ്യമുള്ള സീം വലുപ്പങ്ങളുടെ രൂപീകരണം.
സംരക്ഷണ വാതക ഉപഭോഗംവെൽഡഡ് സ്റ്റീൽ, നിലവിലെ മോഡ് എന്നിവയുടെ ബ്രാൻഡിനെ ആശ്രയിച്ചിരിക്കുന്നു (8 മുതൽ 14 വരെ എൽ / മിനിറ്റ് വരെ).
ഫ്രണ്ട് വയർവെൽഡഡ് സ്റ്റീലിന്റെ ബ്രാൻഡിനൊപ്പം 1.6-2 മില്ലീമീറ്റർ വ്യാസമുള്ളതായി തിരഞ്ഞെടുക്കപ്പെടുന്നു (പേജ് 16 ൽ പട്ടിക കാണുക).
വ്യതിചലിക്കാൻ: വെൽഡിംഗ് ജോലി
മാനുവൽ ഇലക്ട്രിക് ആയുധ സവിശേഷതയുടെ പൈപ്പ്ലൈൻ സന്ധികളുടെ വെൽഡിംഗ്
മാനുവൽ ഇലക്ട്രിക് ആർക്ക് വെൽഡിംഗിനായി, മെറ്റൽ ഇലക്ട്രോഡുകൾ ഉപയോഗിക്കുന്നു, ഇത് പൂരിപ്പിക്കുന്നതിന് ഒരു അഡിറ്റീവ് മെറ്റീരിയലായി പ്രവർത്തിക്കുന്നു ഇംപെഡ് സീം അതേസമയം ആർക്കിലേക്കുള്ള നിലവിലെ കണ്ടക്ടർ.
വെൽഡിന്റെ ഗുണനിലവാരം പൈപ്പുകളുടെ കോയിഡ് ഉപരിതലങ്ങളിൽ, അവരുടെ അറ്റത്തിന്റെ സംയോജനത്തിന്റെ കൃത്യതയിലും പ്രധാനമായും ഉപയോഗിക്കുന്ന ഇലക്ട്രോഡിൽ നിന്ന് പ്രധാനമായും, അത് ലോഹ പൂശിയ ലോഹ വടിയാണ്. ഇലക്ട്രോഡിന്റെ മെറ്റൽ വടി വ്യത്യസ്ത കനം ഇലക്ട്രോഡ് വയറുകൾ ഉപയോഗിച്ചാണ് നിർമ്മിച്ചിരിക്കുന്നത്. വെൽഡിംഗ് പൈപ്പുകൾക്കായി, ഒരു വയർ 2 മുതൽ 5 മില്ലീമീറ്റർ വരെ കനം ഉപയോഗിച്ച് ഉപയോഗിക്കുന്നു.
ഇലക്ട്രോഡ് കോട്ടിംഗുകൾ നേർത്തതും കട്ടിയുള്ളതുമാണ്, ഉയർന്ന നിലവാരമുള്ള പൂശുന്നു. സൂക്ഷ്മമായ (ചോക്ക്) കോട്ടിംഗ് ഉപയോഗിച്ച് ഇലക്ട്രോഡിന്റെ കോട്ടിംഗ് ലോഹ വടിയുടെ ഭാരം 1-2% ആണ്. ഉയർന്ന നിലവാരമുള്ള ഇലക്ട്രോഡിന്റെ തണുപ്പ് മെറ്റൽ വടിയുടെ ഭാരം 20-30% ആണ്.
കോട്ടിംഗ്-രൂപപ്പെടുന്ന സ്ലാഗിന്റെ ഏറ്റവും പ്രധാനപ്പെട്ട സ്വത്ത്. വെൽഡഡ് ലോഹത്തിന്റെ നിർദ്ദിഷ്ട ഗുരുത്വാകർഷണത്തേക്കാൾ കുറവാണെന്ന് സ്ലാഗ് ഒരു ലോഹമല്ലാത്ത അലോയിയാണ്; സ്ലാഗ് മുകളിലേക്ക് ഒഴുകുകയും ഉരുകിയ ലോഹത്തിന്റെ ഒരു മെക്കാനിക്കൽ കവർ സൃഷ്ടിക്കുകയും ചെയ്യുന്നു. ഓക്സിജനും നൈട്രജനും ദോഷകരമായ വാതകങ്ങളുടെ അരിഞ്ഞ അന്തരീക്ഷത്തിൽ നിന്ന് ഉരുകിയ മെറ്റലിനെ ആഗിരണം ചെയ്യുന്നതിൽ നിന്ന് ഉരുകിയ ലോഹത്തെ സംരക്ഷിക്കുന്നു.
സ്ലാഗ് പ്രധാന ലോഹത്തേക്കാൾ കുറഞ്ഞ താപനിലയിൽ ഉരുകുന്നതിനാൽ, ദൃ solid മായ താപനില ദുർബലമാക്കിയിരിക്കുന്നു, തുടർന്ന് വെൽഡർ ഇത് എളുപ്പത്തിൽ പുന ets സജ്ജമാക്കുന്നു ഇലക്ട്രോഡിന്റെ വടിയുടെ വെൽഡിന്റെ കനം ഉപയോഗിച്ച് ഇത് എളുപ്പത്തിൽ പുന eze കത്രിക കാണിക്കുന്നു. ഇലക്ട്രിക് പൈപ്പ് വെൽഡിംഗിന്റെ തകരാറുമാണ് തയ്യൽ തയ്യൽ, കാരണം ലോഹമല്ലാത്ത ഏതെങ്കിലും ഇതര ഉൾപ്പെടുത്തലുകൾ സീമിന്റെ ശക്തിയെ നാടകീയമായി കുറയ്ക്കുന്നു.
നേർത്ത (ചോക്ക്) കോട്ടിംഗിൽ 80-85% ചോക്ക് ഉണ്ട്, ഇത് ഒരു ബൈൻഡർ മെറ്റീരിയൽ ആണ്, കാരണം കോട്ടിംഗ് വടിയിൽ പിടിച്ചിരിക്കുന്നു. ആർക്ക് തുടർച്ചയായി കത്തിക്കാൻ നേർത്ത പൂശുന്നു, കാരണം പതിവായി ആർക്ക് ബ്രേക്കുകൾ വെൽഡിന്റെ ഗുണനിലവാരം വഷളാക്കുന്നു.
A.lectrodod arc കത്തുന്ന കത്തുന്ന കത്തുന്ന തീവ്രവുമായ പൂശുന്നു, പക്ഷേ മെറ്റൽ ഡിപോസിഷൻ സംഭവിക്കുന്നത് സ്ലാഗ് ലേറിന് കീഴിലാണ്, ഇത് രൂപീകരിച്ച സീം കാണുന്നത് തടയുന്നു. സീമിന്റെ ശക്തിയും വിസ്കോസിറ്റിയും മികച്ച കോട്ടിംഗ് ഉപയോഗിച്ച് ഇലക്ട്രോഡുകൾ അവതരിപ്പിച്ച സീംസിന്റെ കാര്യമാണ്. ഇലയുടെ ഓക്സിജന്റെയും നൈട്രജന്റെയും പ്രവർത്തനത്തിന്റെ പ്രവർത്തനത്തെ മെച്ചപ്പെടുത്തുന്നത് മെച്ചപ്പെടുത്തിയത്, അതുപോലെ തന്നെ ഇലക്ട്രോഡിന്റെ പാത്രത്തിന്റെയും നൈട്രജന്റെയും പ്രവർത്തനത്തെ തുടർന്ന്, അതുപോലെ തന്നെ ഉയർന്ന നിലവാരമുള്ള ഘടകങ്ങളുടെ ആമുഖവും കുറയ്ക്കാവുന്ന ലോഹത്തിലേക്ക് നയിക്കപ്പെടുന്നു. വെൽഡിംഗിനിടെ ഈ ഘടകങ്ങൾ ലോഹത്തിലെ കോട്ടിംഗിൽ നിന്ന് നീങ്ങുന്നു.
മാന്റെ ആർക്ക് വെൽഡിംഗിനായി, ഇ -42, ഇ-42 എ ഇലക്ട്രോഡുകൾ ഉപയോഗിക്കേണ്ടത് ആവശ്യമാണ്. ഇലക്ട്രോഡുകൾ സോഫ്റ്റ്വെയറിന്റെ അതേ കട്ടിയുടെ കോട്ടിംഗ് ഉണ്ടായിരിക്കണം. വിള്ളലുകൾ, പ്രാദേശിക കട്ടിയുള്ള, ദൃശ്യമായ മറ്റ് വൈകല്യങ്ങൾ ഇല്ലാത്ത എല്ലാ ഇലക്ട്രോഡുകളും.
കോയിൽഡ് പൈപ്പുകളുടെ കനം അനുസരിച്ച് ഇലക്ട്രോഡിന്റെ വ്യാസം തിരഞ്ഞെടുക്കണം. ബട്ടൺ കണക്ഷനുകൾ 100-250 ലെ ഒരു കറർച്ച സന്ധികൾക്ക് 1 മില്ലീമീറ്റർ വരെ വൈദ്യുതധാരകൾ ഇലക്ട്രോഡുകൾ ഉള്ള പൈപ്പുകൾ ഇലക്ട്രോഡുകൾ വെൽഡ് ചെയ്യണം, തിരിയുന്ന സന്ധികൾ - 80-120 എ.
മൾട്ടി-ലേയറിൽ ബട്ടൺ സീമുകൾ ആദ്യത്തെ പാളി 4 മില്ലീമീറ്റർ വ്യാസമുള്ള ഒരു ഇലക്ട്രോഡ് നടത്തണം, ഡീപ് ദാതാവ്, തുടർന്നുള്ള സീമുകൾ - കൂടുതൽ വ്യാസമുള്ള ഇലക്ട്രോഡുകൾ.
വൈദ്യുതി വിതരണത്തിൽ നിന്ന് നിലവിലെ വിതരണം ചെയ്യുന്ന വെൽഡിംഗ് വയറുകൾ വെൽഡിംഗ് പയർഭാരം കുറഞ്ഞതും വഴക്കമുള്ളതും വിശ്വസനീയമായ ഇൻസുലേഷനുമായിരിക്കണം.
വെൽഡിംഗ് നടത്തുമ്പോൾ ഇനിപ്പറയുന്ന തരത്തിലുള്ള കണക്ഷനുകൾ നടത്തുന്നു: ജാക്ക്, ട്വീറ്റ്, Vtavr, ANG എന്നിവ.
പെക്യറിസ്റ്റിന്റെ കോമ്പൗണ്ടിനെ ഇത് വിളിക്കുന്നു, അതിൽ ഒരു ഘടകം മറ്റൊന്നിൽ സൂപ്പർപോസ് ചെയ്യുന്നു. രണ്ടാമത്തേതിന്റെ വീതി തന്നെ കുറഞ്ഞത് രണ്ട് മെറ്റൽ കനം ആയിരിക്കണം.
വെൽഡിംഗ് നിർമ്മിക്കുന്ന സ്ഥാനം അനുസരിച്ച്, സീമുകൾ താഴ്ന്നതും തിരശ്ചീനവുമായ, ലംബവും സീലിംഗവുമാണ്. വെൽഡിംഗിന് ലോവർ സീം ഏറ്റവും സൗകര്യപ്രദമാണ്. ഇലക്ട്രോഡിന് കീഴിൽ ഇത് ചുവടെ സ്ഥിതിചെയ്യുന്നു, കൂടാതെ വെൽഡിംഗ് മുകളിൽ നിന്നാണ് നിർമ്മിച്ചിരിക്കുന്നത്. തിരശ്ചീന സീം പൈപ്പിന്റെ ചുറ്റളവ് ലംബമായി ഇൻസ്റ്റാൾ ചെയ്തു. ഇൻസ്റ്റാൾ ചെയ്ത കുത്തനെയുള്ള പൈപ്പിന്റെ അരികിലാണ് ലംബ സീം സ്ഥിതിചെയ്യുന്നത്. സീലിംഗ് സീം വെൽഡറിന്റെ തലയ്ക്ക് മുകളിൽ നിർവഹിച്ചു.
വെൽഡിംഗ് പൈപ്പ്ലൈനുകൾ താഴത്തെ സ്ഥാനത്ത് മികച്ചതാണ് (സ്വൈവൽ സീമുകൾ). മൗണ്ടിംഗ് സന്ധികൾ അടയ്ക്കുന്നത് മാത്രം പ്രതിഫലിപ്പിക്കരുത്.
ഉരുക്ക് ട്യൂബുകൾ പ്രധാനമായും ജാക്കിനെ ബന്ധിപ്പിക്കുക. പൈപ്പുകളുടെ കണക്ഷൻ. മതിലുകളുടെ മുഴുവൻ കട്ടിയുള്ളതും ഈ വാക്കിന് നിർബന്ധിത വ്യവസ്ഥ ആവശ്യമാണ്.
ചെറിയ വ്യാസമുള്ള പൈപ്പുകൾ ഇലക്ട്രിക് ആർക്ക് വെൽഡിംഗിന്റെ തരങ്ങൾ ചിത്രം കാണിച്ചിരിക്കുന്നു. ഒന്ന്.
പൈപ്പിനുള്ളിലെ വരവ് കുറയ്ക്കുന്നതിന്, തിരശ്ചീനത്തിലേക്കുള്ള ഇലക്ട്രോഡ് ചെരിവുള്ള കോണിൽ 45 ° (ചിത്രം 1, എ) ആയിരിക്കരുത്.
ചെറിയ വ്യാസമുള്ള പൈപ്പുകളുടെ പൈപ്പ്സിന്റെ പൈപ്പുകളുടെ നിതംബം വെൽഡിംഗ് ചെയ്യുമ്പോൾ, 3 മില്ലീമീറ്റർ വ്യാസമുള്ള ഇലക്ട്രോഡുകൾ ഇ -42, ഇ -42 എ എന്നിവ ഉപയോഗിക്കുന്നു (ചിത്രം 1, ബി, ഡി). കറന്റിന്റെ ശക്തി 80 കളിലേക്ക് സജ്ജമാക്കി. വെൽഡിന് 2-3 മില്ലീമീറ്റർ ഉയരമുണ്ട്, വീതി 6-8 മില്ലീമീറ്റർ.
വെൽഡിംഗ് ആയിരിക്കുമ്പോൾ, വെൽഡിംഗ് ചെയ്യുമ്പോൾ അതേ ഇലക്ട്രോഡുകൾ ഒരേ ഇലക്ട്രോഡുകൾ ബാധകമാണ്; നിലവിലെ ശക്തി 10Q -100 എയിലേക്ക് സജ്ജമാക്കി. വെൽഡിന്റെ ഉയരം 3 മില്ലീമീറ്റർ ആയിരിക്കണം, വീതി 6-8 മില്ലീമീറ്റർ ആയിരിക്കണം.
പൈപ്പുകൾ വെൽഡിംഗ് ചെയ്യുന്നതിന് മുമ്പ്, ഇനിപ്പറയുന്ന തയ്യാറെടുപ്പ് ജോലികൾ നടപ്പിലാക്കണം: - മണ്ണിൽ നിന്ന് പൈപ്പ്, അഴുക്ക്, മാലിന്യങ്ങൾ എന്നിവ ഉപയോഗിച്ച് പൈപ്പുകൾ; - വികലമായ പൈപ്പ് അവസാനിക്കുക. പൈപ്പുകളുടെ നേരായ അറ്റങ്ങൾ അവർ വിന്യസിക്കുമ്പോൾ പൊരുത്തപ്പെടണം. ഡന്റുകളുടെയും കാലാകളുടെയും സാന്നിധ്യം അനുവദനീയമല്ല;
ആർക്ക് വെൽഡിംഗിൽ, മെറ്റൽ മിഴിവ്, പൈപ്പുകളുടെ ആന്തരികവും പുറംഭാഗവും കുറഞ്ഞത് 10 മില്ലീമീറ്റർ വീതിയിൽ വൃത്തിയാക്കുക;
ജോയിന്റ് മുഴുവൻ വെൽഡിങ്ങിലെത്തുന്നതുവരെ പ്രവർത്തിക്കുന്ന ഇടവേളയില്ലാതെ നടത്താൻ സന്ധികളുടെ സന്ധികൾ; - ലൈനിംഗ് വളയങ്ങളില്ലാതെ പൈപ്പ്ലൈനുകൾ വെൽഡിംഗ് ചെയ്യുക; - കുറഞ്ഞത് രണ്ട് പാളികളെങ്കിലും നിർവഹിക്കുന്നതിന് മതിലിന്റെ കനം ഉപയോഗിച്ച് റോയിഡി, റിഫ്ലൈക്ടീവ് സന്ധികളുടെ ആൾഡിഡി. 6 മുതൽ 12 മില്ലീമീറ്റർ വരെ പൈപ്പ് മതിലിന്റെ കനം - മൂന്ന് പാളികളായി, 19 മില്ലീമീറ്റർ കനം, ഉയർന്നത് എന്നിവ ഉപയോഗിച്ച് - നാല് പാളികളായി. തുടർന്നുള്ള ഓരോ സീം ലെയറും പിന്തുടരുന്നതിന് മുമ്പ് സ്ലാഗ് വൃത്തിയാക്കണം. ആർവിഎയുടെ ആദ്യ പാളികൾ അവന്റെ റൂട്ടിന്റെ പൂർണ്ണ ദാതാവിനെ നൽകണം.
അത്തിപ്പഴം. 1. പൈപ്പുകളുടെ ഇലക്ട്രിക് വെൽഡിംഗ്: എ-ഡി ഇലക്ട്രോഡിന്റെ സ്ഥാനം, ബി - ജാക്കിംഗിന്റെ വെൽഡിംഗ്, അതിൽ - വാനെലിന്റെ വെൽഡിംഗ് പൈപ്പുകൾ, ജി - ശാഖകളിൽ പൈപ്പുകളുടെ വെൽഡിംഗ്
പൈപ്പുകളുടെ അരികുകളുടെ ആകൃതിയും വെൽഡിംഗോ ഉപയോഗിച്ചിരുന്ന ബെവൽ കോണുകളും പട്ടികയിൽ കാണിച്ചിരിക്കുന്ന മൂല്യങ്ങളുമായി പൊരുത്തപ്പെടണം. ഒന്ന്.
പട്ടിക 1
വെൽഡിംഗിനായി തയ്യാറാക്കിയ പൈപ്പുകളുടെ അരികുകളുടെ ആകൃതി 
4 മില്ലീമീറ്റർ വരെ മതിലിന്റെ കനം, 6 മില്ലിമീറ്റർ വരെ കനം, അരികുകൾ ഇല്ലാതെ 6 മില്ലീമീറ്റർ വരെ നടപ്പിലാക്കുന്ന മതിൽ കനം, 6 മില്ലിമീറ്റർ വരെ സഞ്ചരിച്ച് പൈപ്പുകളുടെയും സ്വയമേവയുള്ള വെൽഡിംഗ്.
പൈപ്പുകൾ ശേഖരിക്കുമ്പോൾ, പൈപ്പുകൾ ശേഖരിക്കുമ്പോൾ അലിഗതമാക്കൽ (അരികുകളുടെ സ്ഥാനചലനം) വ്യതിചലിപ്പിക്കരുത്. 2.
പട്ടിക 2
പൈപ്പുകൾ കൂട്ടിച്ചേർക്കുമ്പോൾ എഡ്ജ് സ്ഥാനചലനത്തിന്റെ സഹിഷ്ണുത 
പൈപ്പുകൾ ഒരു വിടവ് ഉപയോഗിച്ച് വിളവെടുക്കുന്നു, അതിന്റെ മൂല്യം പട്ടികയിൽ സൂചിപ്പിച്ചിരിക്കുന്നു. പതിനെട്ടു.
പൈപ്പ്ലൈനിന്റെ ലൊക്കേഷന്റെ സ്ഥാനത്ത് ശാഖകൾക്കായുള്ള വാർഷിലുകളെ അനുവദനീയമല്ല.
പൈപ്പ്ലൈനിന്റെ വാർഷിക വെൽഡും നോസലിന്റെ വെൽഡിംഗും തമ്മിലുള്ള ദൂരം കുറഞ്ഞത് 100 മില്ലീമെങ്കിലും ആയിരിക്കണം.
പട്ടിക 3.
ചെൽപ്പിക്കുമ്പോൾ പിണികൾ ചെയ്യുമ്പോൾ അനുവദനീയമായ വിടവുകൾ 
റോട്ടറി സന്ധികൾക്ക് 40-50 മില്ലീമീറ്റർ നീളമായിരിക്കണം ടേപ്പ്, പരിധിക്ക് 60-70 മില്ലീമീറ്റർ. പൈപ്പ് വാൾട്ടിന്റെ 40-50% ടേപ്പിന്റെ ഉയരം ആയിരിക്കണം.
8 മില്ലീമീറ്ററിൽ കൂടുതൽ കനം ഉപയോഗിച്ച് ചുവരുകളുള്ള പൈപ്പുകൾ വെൽഡിംഗ് ചെയ്യുമ്പോൾ, ആദ്യത്തെ പാളി സ്പീഡ് വെൽഡിംഗ് ഉപയോഗിച്ച് തിളപ്പിക്കുന്നു, ബാക്കിയുള്ള പാളികൾ ദൃ solid മാണ്. സ്റ്റെപ്പ്പ്യന്റ് വെൽഡിംഗ് ഉപയോഗിച്ച്, സംയുക്ത സർക്കിൾ നിരവധി വിഭാഗങ്ങളായി തകർന്നു, സൈറ്റിലൂടെ ആദ്യം വെൽഡ്, തുടർന്ന് നഷ്ടമായി.
വെൽഡിംഗിന്റെ ആദ്യ പാളി ഏറ്റവും ഉത്തരവാദിത്തമാണ്. നിങ്ങൾ ഈ ലെയർ ഉൾച്ചേർത്തുമ്പോൾ, നിങ്ങൾ അരികുകളും മന്ദബുദ്ധിയും പൂർണ്ണമായും ഉരുകിക്കണം. അപ്പോൾ അത് ആവശ്യമാണ്. ഇത് ശ്രദ്ധാപൂർവ്വം കണ്ടു, വിള്ളലുകളൊന്നുമില്ലെന്ന് പരിശോധിക്കുകയും ചെയ്യുന്നു. കണ്ടെത്തിയ വിള്ളലുകൾ വെട്ടിക്കുറയ്ക്കുകയോ പണമടയ്ക്കുകയോ ചെയ്യണം, വിഭാഗങ്ങൾ വീണ്ടും ഇംതിയാസ് ചെയ്യുന്നു.
രണ്ടാമത്തെയും മൂന്നാമത്തെയും പാളികൾ ഇംതിയാസ്, പതുക്കെ പൈപ്പ് തിരിക്കുന്നു. മുമ്പത്തെ പാളിയുടെ ആരംഭവും അവസാനവുമായുള്ള ബന്ധം ഈ ലെയറുകളുടെ ആരംഭവും അവസാനവും 15-30 മില്ലീമീറ്റർ മാറ്റുന്നു.
അവസാന സീമിന് മിനുസമാർന്ന ഉപരിതലവും പ്രധാന ലോഹത്തിലേക്ക് സുഗമമായി നീങ്ങണം.
മൾട്ടിലൈയർ വെൽഡിങ്ങിന്റെ കാര്യത്തിൽ, ഓരോ പാളി മുമ്പത്തെയും പിന്നിലുള്ള ദിശയിലാണ്, ഓരോ പാളിയുടെയും അവസാന ഭാഗങ്ങൾ പരസ്പരം ബന്ധപ്പെട്ടിരിക്കുന്നു. ഇത് വെൽഡിംഗ് നിലവാരം മെച്ചപ്പെടുത്തുന്നു.
സീമിന്റെ ഓരോ പാളിയും വെൽഡിംഗ് കഴിഞ്ഞ് അതിനോട് ചേർന്നുള്ള പ്രദേശത്തിന്റെയും വെൽഡിംഗ് സ്ലാഗ്, സ്പ്ലാഷുകളിൽ നിന്ന് ശുദ്ധീകരിക്കുന്നത് പാളികളുടെ മികച്ച സംയോജനത്തിനായി ശുദ്ധീകരിക്കുന്നു.
മാനുവൽ ഇലക്ട്രിക് ആയുധ സവിശേഷതയുടെ പൈപ്പ്ലൈൻ സന്ധികളുടെ വെൽഡിംഗ്
അധ്യായം XXVIII.
ചിലതരം ഘടനകൾ വെൽഡിംഗ് ചെയ്യുന്നതിനുള്ള സവിശേഷതകൾ
§ 125. പൈപ്പ് വെൽഡിംഗ്
ജനറൽ. പൈപ്പ്ലൈനുകൾ നിർമ്മിക്കുമ്പോൾ, ഇക്യുഡ് ചെയ്ത സന്ധികൾ സ്വിവൽ, പ്രതിഫലിക്കാത്തതും തിരശ്ചീനവുമായ (ചിത്രം 123) ആകാം.
അത്തിപ്പഴം. 123. വെൽഡഡ് പൈപ്പ് സന്ധികൾ:
ഒപ്പം - സ്വിവൽ, ബി - ടേൺ, ഇൻ - തിരശ്ചീന
പൈപ്പ് കൂട്ടിച്ചേർക്കുന്നതിനും വെൽഡിംഗ് ചെയ്യുന്നതിനും മുമ്പ്, പ്രോജക്റ്റിന്റെ ആവശ്യകതകൾക്ക് അനുസൃതമായി അവർ പരിശോധിക്കുന്നു, അതിൽ പൈപ്പ്ലൈൻ നിർമ്മിച്ചതനുസരിച്ച് സവിശേഷതകളും. അടിസ്ഥാന ആവശ്യകതകൾ: പൈപ്പ് ഓൺ സർട്ടിഫിക്കറ്റിന്റെ സാന്നിധ്യം, പൈപ്പ് കഴിവിന്റെ അഭാവം, പൈപ്പ് വലുപ്പത്തിന്റെ അഭാവം, സാങ്കേതിക സവിശേഷതകളോ പ്രേരണകളിലോ വ്യക്തമാക്കിയ ആവശ്യകതകൾ ഉപയോഗിച്ച് പൈപ്പ് മെറ്റലിന്റെ രാസഘടനയുടെയും മെക്കാനിക്കൽ ഗുണങ്ങളുടെയും അഭാവം.
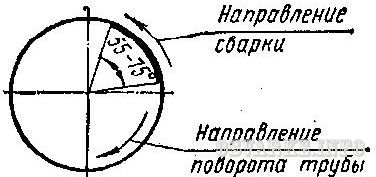
വെൽഡിംഗിനായി പൈപ്പുകളുടെ സന്ധികൾ തയ്യാറാക്കുമ്പോൾ, പൈപ്പ് കട്ടിന്റെ തലം അതിന്റെ അച്ചുതണ്ടിന്റെ ആക്സിംഗിന്റെ ലംബമായി പരിശോധിച്ചു, അരികിലെ കോണും മന്ദബുദ്ധിയുടെ വ്യാപ്തിയും പരിശോധിക്കുന്നു. സീം വെളിപ്പെടുത്തൽ കോണിൽ 60-70 at ആയിരിക്കണം, കൂടാതെ ഇടവേളയുടെ വ്യാപ്തി 2-2.5 മില്ലിമീറ്ററാണ് (ചിത്രം 124). ചാമ്പ്യന്മാരായ പൈപ്പുകളുടെ അറ്റത്ത് നിന്ന് പൈപ്പുകളുടെ അറ്റത്ത് നിന്ന് നീക്കംചെയ്യുന്നു മെക്കാനിക്കൽ രീതി, ഗ്യാസ് ഷാർപ്പ് അല്ലെങ്കിൽ മറ്റ് രീതികൾ എന്നിവയാൽ ചികിത്സിച്ച അരികുകളുടെ അളവുകളും ഗുണനിലവാരവും നൽകുന്നതാണ്.

അത്തിപ്പഴം. 124. മതിൽ കനം ഉപയോഗിച്ച് വെൽഡിംഗിനായി പൈപ്പ് ഇഡ്ജസ് തയ്യാറാക്കൽ 8-12 മില്ലീമീറ്റർ
കോയിൽഡ് പൈപ്പുകളുടെ മതിലുകളുടെ കട്ടിയുള്ളതും അവയുടെ അരികുകളുടെ സ്ഥാനചലനവും വാൾ കനത്തിന്റെ 10% കവിയാൻ പാടില്ല, പക്ഷേ 3 മില്ലിമീറ്ററിൽ കൂടരുത്. പൈപ്പുകൾ ഡോക്കിംഗ് ചെയ്യുമ്പോൾ, ജാഗ്രത പാലിച്ച അരികുകൾ തമ്മിലുള്ള ഏകീകൃത വിടവ് 2-3 മില്ലിമീറ്ററാണ്.
തമ്പള്ളുന്ന പൈപ്പുകളുടെ അരികിൽ, 15-20 മില്ലീമീറ്റർ നീളത്തിൽ, 15-20 മില്ലീമീറ്റർ നീളത്തിൽ, 15-20 മില്ലീമീറ്റർ നീളമുള്ള ആന്തരികവും പുറം ഉപരിതലവും ശേഖരിക്കുന്നതിന് മുമ്പ് എണ്ണ, സ്കെയിൽ, തുരുമ്പ്, അഴുക്ക് എന്നിവയിൽ നിന്ന് ശുദ്ധീകരിക്കപ്പെടുന്നു.
വെൽഡിന്റെ അവിഭാജ്യ ഘടകങ്ങളായ ഫാക്കുകൾ, ഒരേ ഇലക്ട്രോഡുകൾ ഉപയോഗിച്ച് സന്ധികളെ വെൽഡ് ചെയ്യുന്ന അതേ വെൽഡറുകൾ അവതരിപ്പിക്കുന്നു. 300 മില്ലീമീറ്റർ വരെ വ്യാസമുള്ള പൈപ്പുകൾ വെൽഡിംഗ് ആയിരിക്കുമ്പോൾ, 3-4 മില്ലീമീറ്റർ ഉയരമുള്ള നാല് സ്ഥലങ്ങളിൽ ടാഗ് സർക്കിളിൽ തുല്യമായി നടത്തുന്നത്. 300 മില്ലിമീറ്ററിൽ കൂടുതൽ വ്യാസമുള്ള പൈപ്പുകൾ വെൽഡിംഗ് ചെയ്യുമ്പോൾ, ഓരോ 250-300 മില്ലിമീറ്റും മുഴുവൻ സന്ധി സർക്കിളിലുടനീളം ടേപ്പുകൾ ഒരേപോലെയാണ്.
പൈപ്പ്ലൈനുകൾ ഇൻസ്റ്റാൾ ചെയ്യുമ്പോൾ, കൂടുതൽ ജംഗ്ഷനുകൾ ഒരു സ്വിവൽ സ്ഥാനത്ത് ഇംതിയാസ് ചെയ്യുന്നുവെന്ന് ഉറപ്പാക്കേണ്ടത് ആവശ്യമാണ്. മതിൽ കനം 12 മില്ലീമീറ്റർ ഉള്ള പൈപ്പുകൾ മൂന്ന് പാളികളായി ഇംപെഡ് ചെയ്യുന്നു. ആദ്യത്തെ പാളി ഒരു പ്രാദേശിക പ്രവിശ്യയെ സൃഷ്ടിക്കുന്നു, സീമിന്റെയും അരികുകളുടെ വിശ്വസനീയമായ സംയോജനവുമാണ്. ഇത് ചെയ്യുന്നതിന്, ഫിൽട്ടർ ചെയ്ത ലോഹം പൈപ്പിനുള്ളിൽ രൂപംകൊണ്ടത് ആവശ്യമാണ്, ഒരു ഇടുങ്ങിയ ത്രെഡ് റോളർ 1-1.5 മില്ലീമീറ്റർ ഉയരമുള്ള ഒരു ഇടുങ്ങിയ ത്രെഡ് റോളർ, സർക്കിളിലുടനീളം തുല്യമായി വിതരണം ചെയ്യുന്നു. ഐസിസിക്കിളുകളില്ലാത്ത ഒരു ദാതാവും ഗ്രാഫ് ലഭിക്കുന്നതിന്, ഒരു വെൽഡിംഗ് ബാത്ത് ഒരു വെൽഡിംഗ് ബാത്ത് ഒരു വെൽഡിംഗ് ബാത്ത്, കോണീയ കോണിന്റെ മുകളിലുള്ള ഒരു ചെറിയ ദ്വാരത്തിന്റെ രൂപവത്കരണവും ഐസിസിക്കുകളുടെ പ്രസ്ഥാനം പ്രവർത്തനക്ഷമമായിരിക്കണം അരികുകളിൽ. ആർക്ക് പ്രധാന ലോഹത്തിന്റെ പ്രചാരണത്തിന്റെ ഫലമായി ദ്വാരം ലഭിക്കും. പൈപ്പുകൾക്കിടയിൽ 1-2 മില്ലീമീറ്റർ വിടവാങ്ങരുത്.
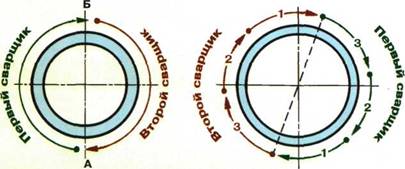
വെൽഡിംഗ് സ്വിവൽ സന്ധികൾ. 3-4 മില്ലീമീറ്റർ ഉയരത്തിന്റെ ആദ്യ പാളി ഇലക്ട്രോഡുകളുമായി ഇംപലെഡ് 2, 3, 4 മില്ലീമീറ്റർ വ്യാസമുള്ള ഇലക്ട്രോഡുകളാൽ ഇംപെഡ് ചെയ്യുന്നു, രണ്ടാമത്തെ പാളി ഒരു വലിയ വ്യാസമുള്ള ഇലക്ട്രോഡുകളും വർദ്ധിച്ചു. ആദ്യ രണ്ട് പാളികൾ ഇനിപ്പറയുന്ന രീതിയിൽ ഒരു വഴി നിർവഹിക്കാം.
1. തമാശ നാല് വിഭാഗങ്ങളായി തിരിച്ചിരിക്കുന്നു. തുടക്കത്തിൽ, 1-2 വിഭാഗങ്ങൾ ഇംഘിക്കുന്നു, അതിനുശേഷം പൈപ്പ് 180 ° തിരിക്കുന്നു, 3, 4 വകുപ്പുകൾ (ചിത്രം 125) പൈപ്പ് മറ്റൊരു 90 ° തിരിക്കുക, 5, 6 വകുപ്പുകൾ 5, 6 വകുപ്പുകൾ തിരിക്കുക, തുടർന്ന് പൈപ്പ് 180º, വെൽഡ് സെക്ഷ് 7, 8 എന്നിവ തിരിക്കുക.

അത്തിപ്പഴം. 125. പൈപ്പ് ജോയിന്റ് വെൽഡിംഗ് സർക്യൂട്ട്:
2. തമാശ നാല് വിഭാഗങ്ങളായി തിരിച്ചിരിക്കുന്നു. ആദ്യ വെൽഡ് 1, 2, പിപ്പ് 90 ° എന്നിവ തിരിക്കുക, 3, 4 വകുപ്പുകൾ ഇംതിയാസ് ചെയ്യുന്നു (ചിത്രം 126). ആദ്യത്തെ പാളിയുടെ വെൽഡിംഗായി, പൈപ്പ് 90 and തിരിക്കുകയും 5 ഉം 6 ഉം വകുപ്പ് 90 ° വകുപ്പ് ഇംപേഷിപ്പിക്കുകയും 7 ഉം വകുപ്പുകളും ഇന്ധനം ചെയ്യുകയും ചെയ്യുന്നു.

അത്തിപ്പഴം. 126. പൈപ്പിന്റെ ജോയിന്റിന്റെ പദ്ധതി രണ്ടാമത്തെ രീതിയിൽ
3. ജോയിന്റ് പല വിഭാഗങ്ങളായി തിരിച്ചിരിക്കുന്നു (500 മില്ലിമീറ്ററിൽ കൂടുതൽ വ്യാസമുള്ള പൈപ്പുകൾ വെൽഡിംഗ്, വ്യക്തിഗത വിഭാഗങ്ങളിലെ റെൻഡറേഷൻ-ഘട്ടത്തിലേക്ക് നയിക്കുന്നു (ചിത്രം 127). ഓരോ സീം സെക്ഷന്റെയും (1-8) ദൈർഘ്യം 150300 മില്ലിമീറ്ററാണ്, ഒപ്പം പൈപ്പിന്റെ വ്യാസത്തെ ആശ്രയിച്ചിരിക്കുന്നു.

അത്തിപ്പഴം. 127. വലിയ വ്യാസമുള്ള പൈപ്പുകളുടെ ജോയിന്റിന്റെ വെൽഡിംഗുകളുടെ പദ്ധതി:
a - ആദ്യ ലെയർ, ബി - രണ്ടാമത്തെ പാളി
മുകളിൽ ചർച്ച ചെയ്ത എല്ലാ രീതികളിലെയും മൂന്നാമത്തെ പാളി ഒരു ദിശയിൽ കറങ്ങുമ്പോൾ ഒരു ദിശയിലേക്ക് പ്രയോഗിക്കുന്നു. 200 മില്ലീമീറ്റർ വരെ വ്യാസമുള്ള പൈപ്പുകളിൽ, നിങ്ങൾക്ക് സൈൻഡിഡിഡിഎസ്ഡി പ്രോസസ്സിൽ പൈപ്പ് തിരിയുന്നതിലൂടെ സ്യൂട്ട് സീം ഉപയോഗിച്ച് വെൽഡ് ചെയ്യാനും കഴിയില്ല (ചിത്രം 128). രണ്ടാമത്തെയും മൂന്നാമത്തെയും പാളികൾ ആദ്യത്തേതിന് സമാനമാണ്, പക്ഷേ വിപരീത ദിശകളിലാണ്. എല്ലാ കേസുകളിലും, മുമ്പത്തെ 10-15 മില്ലീമീറ്റർ അനുസരിച്ച് തുടർന്നുള്ള ഓരോ ഓവർലാപ്പിംഗ് ആവശ്യമാണ്.
അത്തിപ്പഴം. 128. ചെറിയ വ്യാസമുള്ള ട്യൂബ് ജോയിന്റ്
നോൺ-ടേണിംഗ് ജംഗ്ഷനുകളുടെ വെൽഡിംഗ്. 12 മില്ലീമീറ്റർ മുതൽ 12 മില്ലീമീറ്റർ വരെ മതിൽ കനം ഉള്ള പൈപ്പുകളുടെ സന്ധികൾ സമലംഘിക്കപ്പെടുന്നു, ഓരോ പാളിയുടെയും ഉയരം 4 മില്ലീമീറ്ററിൽ കൂടരുത്, റോസറിന്റെ വീതി ഇലക്ട്രോഡിന്റെ രണ്ട്-മൂന്ന് വ്യാസങ്ങൾക്ക് തുല്യമായിരിക്കണം.
മുന്നൂറിലധികം മില്ലീമീറ്റർ വ്യാസമുള്ള പൈപ്പുകളുടെ സന്ധികൾ വിപരീത ഘട്ടമായി ഇംതിയാസ് ചെയ്യുന്നു, ഓരോ വിഭാഗത്തിന്റെയും ദൈർഘ്യം 150-300 മില്ലീമീറ്റർ ആയിരിക്കണം, അവരുടെ ഓവർലേയുടെ ക്രമം ചിത്രം കാണിച്ചിരിക്കുന്നു. 129.

അത്തിപ്പഴം. 129. 400 മില്ലീമീറ്റർ വരെ തിരിയുന്ന സന്ധികളുടെ അരികുകളുടെ വെൽഡിംഗ് (ലെയറുകളിലെ വെൽഡിംഗ് വിഭാഗങ്ങളുടെ എണ്ണം, അമ്പുകൾ - വെൽഡിംഗിന്റെ ദിശ)
വെൽഡിംഗ് ബാത്ത് ഒരു ക riക്ഷാ കാലതാമസത്തോടെ ഇലക്ട്രോഡ് പരസ്പരവിരുദ്ധമാകുമ്പോൾ ആദ്യത്തെ പാളി രൂപം കൊള്ളുന്നു. കറന്റ് 140-170 ആയി സജ്ജീകരിച്ചിരിക്കുന്നു, ഇത് സംയുക്തത്തിന്റെ അരികിലേക്ക് ഒരു ഇടുങ്ങിയ ത്രെഡ് റോളർ അടയ്ക്കാൻ അനുവദിക്കുന്നു. അതേസമയം, ഉരുകിയ ലോഹത്തിന്റെയും വെൽഡിംഗിന്റെയും വലിയ സ്പ്ലാഷുകൾ വെൽഡഡ് അരികുകളിൽ നിർമ്മിക്കുകയും വെൽഡിംഗ് കത്തിയിടുകയും വേണം. ഈ ആർക്ക് ചെറുതായിരിക്കണം. കുളിയിൽ നിന്ന് ആർക്ക് തുറക്കുന്നതിനാൽ, ഇത് 1-2 മില്ലിമീറ്ററിൽ കൂടുതൽ നീക്കംചെയ്യാൻ കഴിയില്ല. അടുത്തുള്ള പാളിയുടെ തുടക്കത്തിന്റെയും അവസാനത്തിന്റെയും ഓവർലാപ്പ് 20-25 മില്ലീമീറ്റർ ആയിരിക്കണം.
രണ്ടാമത്തെ പാളി വെൽഡിംഗ് ചെയ്യുന്നതിനുള്ള മോഡ് ആദ്യത്തെ പാളി വെൽഡിംഗ് ചെയ്യുന്നതിനു തുല്യമാണ്. രണ്ടാമത്തെ പാളിയുടെ വെൽഡിംഗിനിടെ ഇലക്ട്രോഡ് ഒരു എഡ്ജ് അരികിൽ നിന്ന് മറ്റൊരു അരികിലേക്ക് തിരശ്ചീന കൈവശമുണ്ടായിരിക്കണം.
വെൽഡിംഗ്, ഓരോ പാളിയുടെയും ഉപരിതലം കോൺകയിക്കിന്റെ ഉപരിതലം (ചിത്രം 130, എ) അല്ലെങ്കിൽ ചെറുതായി കുത്തനെ (ചിത്രം 130, ബി), സീമിന്റെ അമിതമായ പരിഭ്രാന്തി സീലിംഗ് വെൽഡിംഗ് (ചിത്രം 130, സി), നിസ്സംശയത്തിന് കാരണമാകാം.

അത്തിപ്പഴം. 130. റൂട്ട് സീമിന്റെ ഉപരിതലം:
ഒപ്പം - കോൺകീവ്, 6 - ചെറുതായി കുന്തം, ബി വളരെ കോൺവെക്സ് ആണ് (അമ്പടയാളങ്ങൾ താൽപ്പര്യമുള്ള സ്ഥലങ്ങൾ സൂചിപ്പിക്കുന്നു)
അവസാന പാളിയുടെ അവസാന പാളി നിലനിർത്തുന്നതിനുള്ള ദിശയിൽ, അരികുകളുടെ അവസാന പാളി നിലനിർത്തുന്നതിനുള്ള നിർദ്ദേശത്തിൽ, അതിന്റെ ഉപരിതലം അരികുകൾ അരികിൽ താഴെയാണെങ്കിൽ (ചിത്രം 131). രണ്ടാമത്തെ പാളി 2-3 മില്ലീമീറ്റർ ഉയരമുള്ളതും അരികിലെ വീതിയേക്കാൾ 2-3 മില്ലീമീറ്റർ വീതിയും നടത്തുന്നു; ഇത് വെൽഡ് ലോഹത്തിൽ നിന്ന് പ്രധാന ഒന്നായി മിനുസമാർന്ന മാറ്റം ഉണ്ടായിരിക്കണം.

അത്തിപ്പഴം. 131. എഡ്ജ് കട്ടിംഗ് സർക്യൂട്ട്
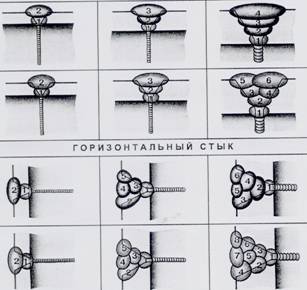
തിരശ്ചീന ജംഗ്ഷനുകൾ വെൽഡിംഗ്. പൈപ്പുകളുടെ തിരശ്ചീന സന്ധികൾ ശേഖരിക്കുമ്പോൾ, താഴത്തെ പൈപ്പിന്റെ അരികുകൾ പൂർണ്ണമായും നീക്കംചെയ്യുന്നില്ല, ഇത് 10-15 to എന്ന കോണിൽ വെളിപ്പെടുത്താൻ മതി, അത് അതിന്റെ ഗുണനിലവാരം മാറ്റാതെ (ചിത്രം 132) മെച്ചപ്പെടുത്തുന്നു (ചിത്രം 132 , എ). ചുവടെയുള്ള ട്യൂബിൽ അദൃശ്യമായ പൈപ്പ്ലൈനുകൾ കൂട്ടിച്ചേർക്കുമ്പോൾ, ചാംഫർ നീക്കംചെയ്യുന്നില്ല (ചിത്രം 132, ബി).

അത്തിപ്പഴം. 132. ഉത്തരവാദിത്തപ്പെട്ട (എ), പരിഹരിക്കാത്ത (ബി) പൈപ്പ്ലൈനുകളുടെയും അവയുടെ വെൽഡിഡിംഗുകളുടെയും (ബി) തിരശ്ചീന സന്ധികളുടെ അരികുകളുടെയും ഡയഗ്രം മുറിക്കുക, പാളികളുടെ എണ്ണം സൂചിപ്പിച്ചിരിക്കുന്നു.
തിരശ്ചീന സന്ധികളുടെ ഏറ്റവും മികച്ച വെൽഡിംഗ് രീതി ചെറിയ ക്രോസ്-സെക്ഷൻ റോളറുകളുടെ വെൽഡിംഗാണ്. ഈ ഇലക്ട്രോഡുകൾ (160-190-19, സി) ആദ്യ റോളർ അടിവലായ ഇലക്ട്രോഡുകളാൽ (160-190-190 ൽ) വരെ (160-190-190 ലെ) വ്യാസമുള്ള ഇലക്ട്രോഡുകളായ ഇലക്ട്രോഡുകളായ ഇലക്ട്രോഡുകളാൽ അടിച്ചേൽപ്പിക്കുന്നു 1-1.5 മില്ലീമീറ്റർ ഉയരമുള്ള ഇടുങ്ങിയ ത്രെഡ് റോളറിന്റെ ജോയിന്റിന്റെ ജോയിന്റ്. ആദ്യത്തെ റോളർ (ലെയർ) ശേഷം, അതിന്റെ ഉപരിതലത്തിൽ ഇത് വൃത്തിയാക്കുന്നു, രണ്ടാമത്തെ റോളർ അതിശയകരമാണ്, അതിനാൽ ഇലക്ട്രോഡുകളുടെ പരസ്പരപരമായ ചലനവും താഴത്തെ അരികിൽ നിന്ന് മുകളിലെ അലിസേഷിലും എഡ്ജ്. ആദ്യത്തെ പാളിയുടെ (റോളർ) വെൽഡിംഗ് എന്നതിന് വെൽഡിംഗ് അതേ ദിശയിലാണ് നടത്തുന്നത്, തുടർന്ന് നിലവിലെ 5 മില്ലീമീറ്റർ വ്യാസമുള്ള ഇലക്ട്രോഡുകളുള്ള വെൽഡ്, ഇത് വെൽഡിംഗ് പ്രകടനം വർദ്ധിപ്പിക്കുന്നു. മൂന്നാമത്തെ റോളർ ആദ്യത്തേതിന് എതിർ ദിശയിൽ ഏർപ്പെടുത്തിയിട്ടുണ്ട്, ഇത് രണ്ടാമത്തെ റോളർ വീതിയുടെ 70% ഓവർലാപ്പ് ചെയ്യണം. നാലാമത്തെ റോളർ ഒരേ ദിശയിലാണ് സ്ഥാപിച്ചിരിക്കുന്നത്, പക്ഷേ അവ മൂന്നാമത്തെ റോണിനും മുകളിലെ അറ്റത്തും ഇടവേളയിലാണ്.
മൂന്നാമത്തെ പാളി മുതൽ മൂന്ന് പാളികൾ മുതൽ മൂന്ന് പാളികളായി പൈപ്പിന്റെ ജോയിന്റിന്റെ വെൽഡിംഗുമായി, ഓരോ പിന്നാലെയും മുമ്പത്തേതിനേക്കാൾ എതിർദിനത്തിൽ നടപ്പിലാക്കുന്നു. 200 മില്ലീമീറ്റർ വരെ വ്യാസമുള്ള പൈപ്പുകൾ സോളിഡ് സീമുകളിൽ ഇംതിയാസ് ചെയ്യുന്നു, 200 ലധികം മില്ലിമീറ്ററിൽ കൂടുതൽ വ്യാസം ഒരു വിപരീത ഘട്ട രീതിയിലാണ്.
പ്രിയ സന്ദർശകൻ, "മാനുവൽ ആർക്ക് വെൽഡിംഗ്" എന്ന വിഭാഗത്തിൽ പ്രസിദ്ധീകരിച്ച "വെൽഡിംഗ് പൈപ്പ്" എന്ന ലേഖനം നിങ്ങൾ വായിച്ചു. നിങ്ങൾ ഈ ലേഖനം ഇഷ്ടപ്പെടുകയോ ഉപയോഗപ്രദമാക്കുകയോ ചെയ്താൽ, ദയവായി നിങ്ങളുടെ സുഹൃത്തുക്കളോടും പരിചയക്കാരുമായും പങ്കിടുക.
നിങ്ങളുടെ അറിവിൽ സമ്പാദിക്കുക. ചോദ്യങ്ങൾക്ക് ഉത്തരം നൽകുകയും അതിനായി പണം നേടുകയും ചെയ്യുക!
ഫെബ്രുവരി 11, 2012 | കാഴ്ചകൾ: 48851 |
അറേ (\u003d\u003e [tags] \u003d\u003e \u003d\u003e 40509 [~ id] \u003d\u003e 40509 \u003d\u003e പൈപ്പ്ലൈൻ വെൽഡിംഗ് ടെക്നോളജി [~ പേര്] \u003d\u003e [~ \u003d\u003e 115] \u003d\u003e 1 \u003d\u003e 115 [~. ] \u003d\u003e 115 \u003d\u003e
പൈപ്പ്ലൈനുകളുടെ വർഗ്ഗീകരണം
ഫിഷറി പൈപ്പ്ലൈനുകൾ
പ്രധാന പൈപ്പ്ലൈനുകൾ
ജലവിതരണവും മലിനജലവും
പൈപ്പ്ലൈനുകളുടെ വെൽഡിംഗ് രീതികൾ
പട്ടിക 1
പൈപ്പുകൾക്കായുള്ള ആവശ്യകതകൾ
സിസ് പൈപ്പുകളിൽ 8731 ന് അനുസൃതമായി ഉപയോഗിക്കുന്നു ... ഗോസ്റ്റ് 8734 ഗ്രൂപ്പുകൾ ബി, അതുപോലെ തന്നെ ബന്ധപ്പെട്ട സാങ്കേതിക, സാമ്പത്തിക ന്യായീകരണവും - ഗോസ്റ്റ് 9567; സ്റ്റീൽ ഇലക്ട്രിക് വെൽഡ് പൈപ്പുകൾ - സോസ്റ്ററൽ സെന്ററൽ വ്യാസമുള്ള (ഡിഎഫ്) 800 മില്ലീമീറ്റർ വരെ ഇൻപ്പെരുതുമായി ബന്ധപ്പെട്ട 30295 അനുസരിച്ച്. പൈപ്പ് ഡു\u003e
പൈപ്പ് അസംബ്ലി ആവശ്യകതകൾ
ചൂടാക്കാനുള്ളത്
പട്ടിക 2
(° C) tp.p \u003d 1440 rcm - 392.
പട്ടിക 3.
[~ വിശദാംശം_TEXT] \u003d\u003e
പൈപ്പ്ലൈനുകളുടെ വർഗ്ഗീകരണം
പൈപ്പ്ലൈനിന്റെ പ്രവർത്തനപരമായ ഉദ്ദേശ്യത്തെ ആശ്രയിച്ച്, അതിലേക്ക് തിരിച്ചിരിക്കുന്നു:
ഫിഷറി പൈപ്പ്ലൈനുകൾ
പ്രധാന പൈപ്പ്ലൈനുകൾ
പൈപ്പ്ലൈൻസ് ദമ്പതികൾ I. ചൂട് വെള്ളം
സാങ്കേതിക പൈപ്പ്ലൈനുകൾ
ഗ്യാസ് സപ്ലൈ പൈപ്പ്ലൈനുകൾ (വിതരണം)
ജലവിതരണവും മലിനജലവും
പൈപ്പുകളുടെ നിർമ്മാണത്തിന് ഉപയോഗിക്കുന്ന സ്റ്റീലിൽ പ്രധാനമേഖലയും വിവിധ ലക്ഷ്യങ്ങളുടെ പൈപ്പ്ലൈനുകളുടെ നിർമ്മാണവും 500 എംപിഎ വരെ കുറഞ്ഞ കരുത്ത് ഉണ്ട്.
വിവിധ ഉദ്ദേശ്യങ്ങളുടെ പൈപ്പ്ലൈനുകൾ നിർമ്മിക്കുന്നതിൽ നിന്നുള്ള പൈപ്പ് വെൽഡിംഗിന്റെ സാങ്കേതിക പ്രക്രിയകൾ മുതൽ വിവിധ ഉദ്ദേശ്യങ്ങൾ നിർമ്മാണത്തിലുടനീളം കാര്യമായ വ്യത്യാസങ്ങൾ മുതൽ, കൂടാതെ, അക്രമികൾ തയ്യാറാക്കുന്നതിനുള്ള ആവശ്യകതകളിൽ മാത്രം വ്യത്യാസങ്ങളിൽ പ്രയോഗിക്കുന്നു ഭാവിയിൽ സമഭൂമിയും ഇറുകിയതും ഇറുകിയതുമായ ഇംപേഷിന്റെ പരിശോധനയും, പൈപ്പ്ലൈനുകളുടെ പ്രധാന, വിതരണം (ഗ്യാസ് സപ്ലൈ പൈപ്പ്ലൈനുകൾ) ഉദാഹരണത്തിൽ ഉൽപാദന പ്രക്രിയയുടെ പൊതു വ്യവസ്ഥകൾ ഞങ്ങൾ പരിഗണിക്കും.
പൈപ്പ്ലൈനുകളുടെ വെൽഡിംഗ് രീതികൾ
വെൽഡിംഗ് പൈപ്പ്ലൈനുകളുടെ രീതികൾ താപ, തെർമോമെക്കനിക്കൽ, മെക്കാനിക്കൽ എന്ന് തരംതിരിക്കുന്നു. തെർമൽ രീതികളിൽ എല്ലാത്തരം ഉരുകൽ വെൽഡിംഗും (ആർക്ക്, ഗ്യാസ്, പ്ലാസ്മ, ഇലക്ട്രോൺ-ബീം, ലേസർ, മുതലായവ) വെൽഡിംഗ്. തെർമോമെചാനിക്കൽ ക്ലാസിൽ. വെൽഡിംഗ്.
എക്സിക്രിക്സ് തരം (ആർക്ക്, ഗ്യാസ്, പ്ലാസ്മ, ലേസർ മുതലായവ) പൈപ്പ്ലൈനുകൾ വെൽഡിംഗ് ചെയ്യുന്നതിനുള്ള രീതികളുണ്ട്. സംയുക്തം രൂപപ്പെടുന്നതിന്റെ വ്യവസ്ഥകളിൽ (വെൽഡിന്റെ സ്വതന്ത്ര അല്ലെങ്കിൽ നിർബന്ധിത രൂപീകരണം); വെൽഡിംഗ് സോൺ (ഫ്ലക്സിന് കീഴിൽ, സംരക്ഷണ വാതകങ്ങളിൽ, സ്വയം പരിരക്ഷിക്കുന്ന ഇലക്ട്രോഡ് വയർ മുതലായവ); പ്രക്രിയയുടെ യന്ത്രവൽക്കരണത്തിന്റെയും ഓട്ടോമേഷൻ ഓഫ് പ്രക്രിയയുടെയും അളവ് അനുസരിച്ച് (മാനുവൽ, മെക്കാസ്ഡ്, ഓട്ടോമേറ്റഡ്, റോബോട്ടിക്).
പ്രധാന പൈപ്പ്ലൈനുകളുടെ വെൽഡിംഗിനായി, ഏറ്റവും വലിയ വിതരണത്തിന് ലഭിച്ചു ആർക്ക് രീതികൾ വെൽഡിംഗ്. ഹൈവേകളിലെ എല്ലാ സന്ധികളിലും 60% ത്തിലധികം സന്ധിവാതം ഓട്ടോമാറ്റിക് ആർക്ക് വെൽഡിംഗ് ഫ്ലക്സിന് കീഴിൽ വയ്ച്ചു. ഫ്ലക്സിന് കീഴിലുള്ള ആർക്ക് വെൽഡിംഗ് ഉപയോഗിക്കുന്നു, ജോയിന്റ് കറങ്ങാനുള്ള കഴിവുള്ള കേസുകളിൽ മാത്രമേ ഉപയോഗിക്കൂ. ഫ്ലക്സിന് കീഴിലുള്ള പൈപ്പ്ലൈനുകളുടെ വെൽഡിംഗ് പ്രധാനമായും 219 ... 1420 മില്ലിമീറ്റർ വ്യാസമുള്ള രണ്ട്, മൂന്ന് പൈപ്പ് വിഭാഗങ്ങളുടെ നിർമ്മാണത്തിലാണ് ഉപയോഗിക്കുന്നത്. യന്ത്രവത്കൃത രീതികളുടെ ഉപയോഗം അസാധ്യമാകുമ്പോൾ, മാനുവൽ ആർക്ക് വെൽഡിംഗ് ഉപയോഗിക്കുന്നു.
ജംഗ്ഷന്റെ വിവിധ സ്പേഷ്യൽ സ്ഥാനങ്ങളുള്ള മാനുവൽ ആർക്ക് വെൽഡിംഗ് നടത്തുന്നു - താഴ്ന്നതും ലംബവും സീലിംഗും. വെൽഡിംഗ് പ്രക്രിയയിൽ, ജംഗ്ഷൻ ചുറ്റളവിൽ 8 ... 20 മീ / മണിക്കൂർ വേഗതയിൽ സ്വമേധയാ നീക്കുക.
സംരക്ഷണ വാതക വെൽഡിംഗിന് ഇനങ്ങൾ ഉണ്ട് - ഇൻനർട്ട് വാതകങ്ങളുടെ തരം അനുസരിച്ച്, ആന്തരികവും സജീവവുമായ വാതകങ്ങളുടെ മിശ്രിതത്തിൽ (എജി + CO2; AG + CO2 + O2); ഇലക്ട്രോഡ് തരം അനുസരിച്ച് - ഉരുകുകയും ഞെരുക്കപ്പെടുകയും (ടങ്സ്റ്റൺ) ഇലക്ട്രോഡ്; യന്ത്രവൽക്കരണം, മാനുവൽ, യന്ത്രവൽക്കരിച്ച, യാന്ത്രിക വെൽഡിംഗ് എന്നിവയുടെ ബിരുദം അനുസരിച്ച്. സംരക്ഷിത വാതകങ്ങളിലെ ആർക്ക് വെൽഡിംഗ് വിവിധ സ്പേഷ്യൽ സ്ഥാനങ്ങളിൽ പൈപ്പ്ലൈൻ വെൽഡിലേക്ക് ഉപയോഗിക്കുന്നു. മാനുവൽ വെൽഡിംഗ് 8 ... 30 മീ / മണിക്കൂർ, യന്ത്രവൽക്കരിച്ചതും യാന്ത്രികവുമായ 20 ... 60 മീ / മണിക്കൂർ. പൈപ്പ്ലൈൻ വെൽഡിംഗിനായി, നിർബന്ധിത സീം രൂപീകരണമുള്ള ഒരു പൊടി വയർ ഉപയോഗിച്ച് യന്ത്രവൽക്കരണ രീതി ഉപയോഗിക്കുന്നു, അതിൽ വയർ ഷെൽ നിറയ്ക്കുന്ന പൊടിച്ച ഘടകങ്ങളാൽ പരിരക്ഷണ പ്രവർത്തനങ്ങൾ നടത്തുന്നത് സംരക്ഷണ പ്രവർത്തനങ്ങൾ നടത്തുന്നു. വെൽഡിംഗ് ബാത്ത് ക്രിസ്റ്റലൈസ് ചെയ്തിരിക്കുമ്പോൾ, പുറം സൃഷ്ടിക്കൽ ഉപകരണവും വെൽഡിംഗ് തലയും അടിയിൽ നിന്ന് 10 ... 20 മീ / മണിക്കൂർ വേഗതയിൽ നീങ്ങുന്നു. ഒരു പൈപ്പ്ലൈനിനൊപ്പം ലേസർ വെൽഡിംഗ്, അതിൽ ഒരു ലേസർ ബീം energy ർജ്ജം നൽകുന്നയാൾ. ലേസർ വെൽഡിംഗിന്റെ വേഗത 300 മീ / മണിക്കൂർ വരെയാണ്.
കോൺടാക്റ്റ് വെൽഡിംഗ് തുടർച്ചയായ ഉരുകുന്നതിലൂടെ കണക്റ്റുചെയ്യുന്നപ്പോൾ, ഒരു നിശ്ചിത പ്രോഗ്രാം അനുസരിച്ച് പ്രക്രിയ സ്വപ്രേരിതമായി സംഭവിക്കുന്നു. 1420 മില്ലീമീറ്റർ വ്യാസമുള്ള പൈപ്പുകളുടെ ഒരു ജംഗ്ഷന്റെ വെൽഡിംഗിന്റെ കാലാവധി 3 ... 4 മിനിറ്റ്, പൈപ്പ്ലൈനുകൾ നിർമ്മിക്കുന്ന സമയത്ത് ഒരു ജോയിന്റിന്റെ വെൽഡിംഗ് ചക്രം --10 ... 15 മിനിറ്റ്.
കാന്തികമായി നിയന്ത്രിത ആർക്ക് (അല്ലെങ്കിൽ അർക്കോൺകാറ്റ് വെൽഡിംഗ്) ഓട്ടോമാറ്റിക് വെൽഡിംഗ് അരികുകൾ ചൂടാക്കി. ആർക്ക്കാക്റ്റ് വെൽഡിംഗിൽ, കോയിഡ് പൈപ്പുകളുടെ അരികുകളുടെ അരികുകളിൽ കാന്തികക്ഷേത്രം കറങ്ങുന്ന ഒരു ആർക്ക് കറങ്ങുന്നതാണ് ചൂടാക്കൽ നടത്തുന്നത്. ചെറിയ പൈപ്പ്ലൈനുകൾ നിർമ്മിക്കാൻ ഈ വെൽഡിംഗ് രീതി ഉപയോഗിക്കുന്നു (114 മില്ലിമീറ്റർ വരെ വ്യാസമുള്ളത്.
പ്രധാന, ഡിസ്ട്രിബ്യൂഷൻ പൈപ്പ്ലൈനുകളുടെ നിർമ്മാണത്തിൽ ഉപയോഗിക്കുന്ന റെഗുലേറ്ററി രേഖകൾ
അസംബ്ലി നടപ്പിലാക്കുന്നതിനായി നിയമങ്ങൾ നിയന്ത്രിക്കുന്ന പ്രധാന നിയന്ത്രണ രേഖ വെൽഡിംഗ് ജോലി സിഐകളിലെ പൈപ്പ്ലൈനുകൾ നിർമ്മിക്കുന്നതിനിടയിൽ, "വെൽഡിംഗ് വർക്കുകളുടെ ഉൽപാദനത്തിന്റെ നിർമ്മാണവും നിയമങ്ങളും" എന്ന അടിസ്ഥാനത്തിൽ, "എസ്പി 105-34-96, ഒപ്പം സ്നിപ്പിനും വികസിപ്പിച്ചെടുത്തു 3.05.02.88 "ഗ്യാസ് സപ്ലൈ പൈപ്പ്ലൈനുകൾ". ഈ രേഖകൾ വെൽഡറുകളുടെയും സഹിഷ്ണുതയുടെയും പരീക്ഷണങ്ങൾക്കും നിയമങ്ങൾ നൽകുന്നു, വെൽഡിംഗ് ചെയ്യുന്നതിനുള്ള പൈപ്പുകൾ തയ്യാറാക്കുന്നതിനും പൈപ്പുകൾ എഡിറ്റുചെയ്യുന്നതിനും നിയമസഭാ നടപടിക്രമം നേടുന്നതിനും നിയമങ്ങൾ നൽകുന്നു വിവിധ പൈപ്പുകൾ പരസ്പരം ഒപ്പം പൈപ്പ് ഫിറ്റിംഗുകൾട്രാക്കിൽ ജോലി ചെയ്യുമ്പോൾ വെൽഡിംഗ്, കാലാവസ്ഥാ സാഹചര്യങ്ങൾ വ്യവസ്ഥ ചെയ്തിരിക്കുന്നു, റെഗുലേറ്ററി പ്രമാണങ്ങൾ ശുപാർശചെയ്ത വെൽഡിംഗ് മെറ്റീരിയലുകളുടെ ഉപയോഗത്തെ നിയന്ത്രിക്കുന്നു, കൂടാതെ ഇംപെയ്ഡ് പൈപ്പ്ലൈൻ സംയുക്തങ്ങൾ നിയന്ത്രിക്കുന്നതിനുള്ള മാനദണ്ഡങ്ങളും നിയമങ്ങളും, അവരുടെ സേവിക്കുന്നതും നന്നാക്കുന്നതുമായ സാഹചര്യങ്ങൾ.
ഈ സ്നിപ്സിലെ പ്രധാന വ്യവസ്ഥകളുടെ വികസനത്തിൽ, വെൽഡിംഗ് പൈപ്പ്ലൈനുകൾക്കായുള്ള സാങ്കേതിക നിർദ്ദേശങ്ങൾ വികസിപ്പിച്ചെടുത്തു (വിഎൻഐ 066-89, എൽബിഎൻ A.3.1. -33-96, പൈപ്പ്ലൈനുകളുടെ ഇംപെയ്ഡ് സന്ധികൾ നിയന്ത്രിക്കുന്ന രീതി (വിഎൻ 012-88) . ഈ നിർദ്ദേശങ്ങൾ നിയന്ത്രിക്കുന്നു: ടെക്നോളജി കൈകൊണ്ട് നിർമ്മിച്ച പൈപ്പുകളുടെയും പൈപ്പുകളുടെയും ഓട്ടോമാറ്റിക് ആർക്ക് വെൽഡിംഗും, അതുപോലെ തന്നെ പൈപ്പുകളും 14 മുതൽ 1420 മില്ലീമീറ്റർ വരെ വ്യാസമുള്ള ഒരു കനം ഉപയോഗിച്ച് 1 മുതൽ 26 മില്ലീമീറ്റർ വരെ ഒരു മതിൽ 7.5 എംപിഎയിലധികം രൂപകൽപ്പന ചെയ്തിരിക്കുന്നു; വെൽഡഡ് സന്ധികളുടെ നിയന്ത്രണം 590 എംപിഎ പ്രതിരോധം ഉൾക്കൊള്ളുന്ന സ്റ്റീലുകളിൽ നിന്ന് പൈപ്പുകൾ വെൽഡ് ചെയ്യാൻ അനുവദിച്ചിരിക്കുന്നു . നിർദ്ദേശങ്ങൾ അവതരിപ്പിക്കുന്നു മാനുവൽ ആർക്ക് വെൽഡിംഗ് ടെക്നിക്കുകൾ ഉപയോഗിക്കുന്ന പൈപ്പ്ലൈനുകൾ വെൽഡിംഗിന്റെ സാങ്കേതിക സവിശേഷതകൾ, ഇൻഡക്റ്റിക് വെൽഡിംഗ്, സംരക്ഷണ വാതക മേഖലകളിലെ യാന്ത്രിക വെൽഡിംഗ്, നിർബന്ധിത സീം രൂപീകരണമുള്ള പൊടി വയർ എന്നിവ. പ്രത്യേക ഉദ്ദേശ്യ പൈപ്പ്ലൈനുകൾ വെൽഡിംഗ് ചെയ്യുന്നതിന് നിർദ്ദേശങ്ങൾ ബാധകമല്ല (അമോണിയ, എത്ലീൻ, എത്തനോൾ, കാർബൺ ഡൈ ഓക്സൈഡ് മുതലായവ), അതുപോലെ തന്നെ ക്രോസിയോൺ ആക്ടീവ് ഉൽപ്പന്നങ്ങൾക്കുള്ള പൈപ്പ്ലൈനുകളും.
പൈപ്പ്ലൈനുകളുടെ നിർമ്മാണ സമയത്ത് (പട്ടിക 1) വഴി (പട്ടിക 1) വഴി (പട്ടിക 1) ആണ് (പട്ടിക 1), ആരി 1104, സിഎസ് 4515 എന്നിവയാണ് ഏറ്റവും വലിയ പ്രശസ്തി. ഒരു ചട്ടം പോലെ, നയിക്കപ്പെടുമ്പോൾ അന്താരാഷ്ട്ര നിലവാരം ഐഎസ്ഒ 8517 ഉം യൂറോപ്യൻ സ്റ്റാൻഡേർഡ് എൻ 25817.
പട്ടിക 1
പൈപ്പുകൾക്കായുള്ള ആവശ്യകതകൾ
തുമ്പിക്കൈയുടെയും വിതരണ ഗ്യാസ് പൈപ്പ്ലൈനുകളുടെ നിർമ്മാണത്തിനായി, സ്റ്റീൽ തടസ്സമില്ലാത്ത ഇലക്ട്രിഡ് ഇലക്ട്രിച്ച സ്ട്രോബെറി, സർവത്സരങ്ങൾ എന്നിവ ഉപയോഗിക്കുന്നു. 1020 മില്ലീമീറ്റർ വരെ വ്യാസമുള്ള പൈപ്പുകൾ ശാന്തവും അർദ്ധ-തിളക്കമുള്ള ലോ-അലോയ് സ്റ്റീലുകളും, 1420 മില്ലീമീറ്റർ വരെ വ്യാസമുള്ള പൈപ്പുകൾ - താഴ്ന്ന അലർച്ച അല്ലെങ്കിൽ തെർമോമെക്കണിയിൽ നിന്ന് കുറഞ്ഞ അവസ്ഥയിൽ നിന്ന്. വിതരണ ഗ്യാസ് പൈപ്പ്ലൈനുകൾക്ക് മാത്രം കുറഞ്ഞ സമ്മർദ്ദം (0.005 എംപിഎ വരെ) കുറഞ്ഞ കാർബൺ സ്റ്റീലുകളിൽ നിന്ന് പൈപ്പ് ഉപയോഗിക്കാൻ അനുവാദമുണ്ട്.
സിസ് പൈപ്പുകളിൽ 8731 ന് അനുസൃതമായി ഉപയോഗിക്കുന്നു ... ഗോസ്റ്റ് 8734 ഗ്രൂപ്പുകൾ ബി, അതുപോലെ തന്നെ ബന്ധപ്പെട്ട സാങ്കേതിക, സാമ്പത്തിക ന്യായീകരണവും - ഗോസ്റ്റ് 9567; സ്റ്റീൽ ഇലക്ട്രിക് വെൽഡ് പൈപ്പുകൾ - സോസ്റ്ററൽ സെന്ററൽ വ്യാസമുള്ള (ഡിഎഫ്) 800 മില്ലീമീറ്റർ വരെ ഇൻപ്പെരുതുമായി ബന്ധപ്പെട്ട 30295 അനുസരിച്ച്. പൈപ്പ് ഡു\u003e 800 മില്ലിമീറ്റർ, പ്രത്യേക സാങ്കേതിക വ്യവസ്ഥകൾ വികസിപ്പിച്ചെടുക്കുന്നു, അതിൽ ചുവടെ പറഞ്ഞിരിക്കുന്ന ആവശ്യകതകൾ ഉൾപ്പെടുത്തണം.
പൈപ്പിന്റെ അറ്റത്ത് നിന്ന് 250-500 മില്ലീമീറ്റർ അകലെ പൂർത്തിയായ പൈപ്പുകൾ അടയാളപ്പെടുത്തി, പൈപ്പിന്റെ അറ്റത്ത് നിന്ന് 250-500 മില്ലീമീറ്റർ അകലെയാണ് (തണുത്ത സ്റ്റാമ്പ്): ഇനിപ്പറയുന്ന ഡാറ്റ: നിർമ്മാതാവിന്റെ പേര്; സ്റ്റീൽ അല്ലെങ്കിൽ അതിന്റെ സോപാധിക പദവി; പൈപ്പ് നമ്പർ; സാങ്കേതിക നിയന്ത്രണത്തിന്റെ സ്റ്റാമ്പ്; നിർമ്മാണ വർഷം. സ്റ്റിക്കിംഗ് പ്ലോട്ട് പെയിന്റ് വിതരണം ചെയ്യപ്പെടുന്നു. കൂടാതെ, അതിന്റെ വ്യാസവും മതിൽ കനവും ഇൻഷാബിൾ പെയിന്റിനെ സൂചിപ്പിക്കുന്നു.
ഇമ്പോർമോ ഇറക്കുമതി പൈപ്പുകൾ നിർമ്മിക്കുക, ഇപ്രകാരമുള്ള അമേരിക്കൻ ഓയിൽ ഇൻസ്റ്റിറ്റ്യൂട്ടിന്റെ (അരിഐ) എന്ന മാനദണ്ഡങ്ങൾക്കനുസൃതമായി നിർമ്മിക്കുകയും വിതരണം ചെയ്യുകയും ചെയ്യുന്നു, AII-513 (വിവിധ പൈപ്പ്ലൈനുകൾക്കായുള്ള സർപ്പിള പൈപ്പുകൾ) AII-51x (പൈപ്പുകൾ ഉയർന്ന സമ്മർദ്ദ പൈപ്പ്ലൈനുകൾ).
ഈ മാനദണ്ഡങ്ങൾ അനുസരിച്ച്, പൈപ്പ് സ്റ്റീൽ വിളവ് ശക്തിയിലുള്ള ഗ്രൂപ്പുകളായി സംയോജിപ്പിച്ചിരിക്കുന്നു. 1 ചതുരശ്രയായി ആയിരക്കണക്കിന് പൗണ്ടുകളിൽ ഒരേ വിളവ് മൂല്യമുള്ള ഓരോ ഗ്രൂപ്പും ഓരോ ഗ്രൂപ്പും. ഈ മാനദണ്ഡങ്ങൾ അനുസരിച്ച്, സ്റ്റീലുകളുടെ ഗ്രൂപ്പുകളുണ്ട്: എക്സ് -42, എക്സ് -46, എക്സ് -56, എക്സ് -56, എക്സ് -66, എക്സ് -56, എക്സ് -65, എക്സ് -70, X-70, 414 മുതൽ 565 എംപിഎ വരെ നാശത്തിലേക്കുള്ള കാലത്തെ ചെറുത്തുനിൽപ്പ്. മെക്കാനിക്കൽ പ്രോപ്പർട്ടികൾക്ക് പുറമേ പൈപ്പുകൾ നിർമ്മിക്കുന്ന പ്രക്രിയയും സ്റ്റീലിന്റെ രാസഘടനയും, വലുപ്പം, പിണ്ഡവും പൈപ്പ്, പിണ്ഡം, മർദ്ദം എന്നിവയും ഹൈഡ്രോളിക് ടെസ്റ്റുകൾ പൈപ്പ് റിപ്പയർ ഇസരത്തിന്റെ നിർമ്മാണത്തിൽ ഉപയോഗിക്കുന്ന നിർമ്മാണ പ്രക്രിയയിൽ, പൈപ്പ് റിപ്പയർ അവസ്ഥകൾ മുതലായവ ഉപയോഗിക്കുന്നു. പൈപ്പുകളുടെ പൈപ്പുകളുടെ പൈപ്പ്സിന്റെ പൈപ്പിന്റെ പദവി, ആരിയുടെ മോണോഗ്രാം എന്നിവയുടെ പേരുകൾ ഉൾപ്പെടുന്നു (ആരിയുടെ ആവശ്യകതകൾക്കനുസൃതമായി ഈ പൈപ്പ് നിർമ്മിച്ചതാണ്), ഇഞ്ചിലെ പൈപ്പിന്റെ വലുപ്പം , പൗണ്ടിലെ ഒരു അടി പൈപ്പിന്റെ പിണ്ഡം, സ്റ്റീലിന്റെ പദവിയും (എസ്-സെസ്റ്റ്, ഇ വെൽഡഡ് ഡേർഡ് പൈപ്പുകളും, എസ്-ബെസ്റ്റ്, ഇ വെൽഡഡ് ഡേർട്ട് പൈപ്പുകൾ, എസ്-ബെ. ഇ വെൽഡഡ് ഡേർട്ട് പൈപ്പുകൾ, എസ്ഡബ്ല്യു-ബെത്തൽ പൈപ്പ്, പി - രേഖാംശ സീം ഉള്ള പൈപ്പുകൾ, കൂടാതെ രീതികൾ അമർത്തിക്കൊണ്ട്) , പദവിയുടെ പദവിയുടെ തരം (ഇ - ഉരുക്ക് പൊള്ളയായ എം - ഉയർന്ന ശക്തി ലോ-അലോയ് സ്റ്റീൽ), ലഹരി പങ്കാളിത്തം (എൻഎം -normalization അല്ലെങ്കിൽ സാധാരണവൽക്കരണം, അവധി, അവധിക്കാലം, അവധിക്കാലം, അവധിക്കാലം). മായാത്ത പെയിന്റ് മാർക്കിംഗിംഗ് നടത്തുന്നു. പ്രധാന പൈപ്പ്ലൈനുകളുടെ പൈപ്പൈലനുകൾ, വിപ്ലതയുടെ സമയത്തെ പ്രതിരോധം ഉപയോഗിച്ച് ഉരുക്ക് ഉപയോഗിച്ചാണ് നിർമ്മിച്ചിരിക്കുന്നത്: 0.75 - കുറഞ്ഞ കാർബൺ സ്റ്റീലുകൾക്ക്; 0.8 - താഴ്ന്ന അരോയിഡ് നോർമലൈസ്ഡ് സ്റ്റീലുകൾക്കായി; 0.85 - വ്യാപനം-കഠിനമായ, താൽമാവ് മെച്ചപ്പെടുത്തിയ സ്റ്റീലുകൾ; 0.9 - നിയന്ത്രിത റോളിംഗിന്റെ ഉരുക്ക്.
വെൽഡിംഗിനായി പൈപ്പ് ഇഡ്ജസ് തയ്യാറാക്കൽ
വെൽഡിംഗും ഇൻസ്റ്റാളേഷനും ആരംഭിക്കുന്നതിന് മുമ്പ്, പൈപ്പുകളും പൈപ്പ്ലൈനുകളും ഉപയോഗിക്കുന്നതെങ്കിലും ഗുണനിലവാരമുള്ള സർട്ടിഫിക്കറ്റുകളുണ്ടെന്നും അവരുടെ വിതരണത്തിനായി പ്രോജക്റ്റിന് അനുസൃതമായിട്ടാണെന്നും ഉറപ്പാക്കേണ്ടത് ആവശ്യമാണ്. പ്രസക്തമായ മാനദണ്ഡങ്ങളുടെ ആവശ്യകതകൾക്ക് അനുസൃതമായി പൈപ്പുകളും വിശദാംശങ്ങളും ഇൻപുട്ട് നിയന്ത്രണം കൈമാറണം സാങ്കേതിക അവസ്ഥകൾ പൈപ്പുകളിൽ.
പൈപ്പുകളുടെയും കണക്റ്റുചെയ്യുന്ന ഭാഗങ്ങളുടെയും അറ്റങ്ങളും അപ്ലൈഡ് വെൽഡിംഗ് പ്രോസസ്സുകൾക്ക് അനുസരിച്ച് ബെവൽ അരികുകളുടെ ആകൃതിയിലും അളവുകളിലും ആയിരിക്കണം. അവയുടെ പൊരുത്തക്കേടുകൾക്കൊപ്പം, ട്രാക്കുകളിലെ അരികുകളുടെ മെക്കാനിക്കൽ പ്രോസസ്സിംഗ് അനുവദനീയമാണ്. ചെറിയ വ്യാസമുള്ള പൈപ്പുകൾക്കായി (520 മില്ലിമീറ്റർ വരെ), നടപ്പാതകൾ, പകുതി, പൈപ്പ്, പൈപ്പ് കട്ടറുകൾ, അരക്കൽ എന്നിവ ഉപയോഗിക്കാൻ കഴിയും. പരിക്രമണ മില്ലിംഗ് മെഷീനുകൾ, വലിയ വ്യാസത്തിന് ജലവൈദ്യുത നിർമ്മാണവും പൊടിച്ച യന്ത്രങ്ങളും ഉപയോഗിക്കുന്നു. ചില സന്ദർഭങ്ങളിൽ, കോയിലുകളും പ്രകടനവും ചേർക്കുമ്പോൾ, അരികുകൾ തയ്യാറാക്കുന്നതിന് താപ രീതികളുടെ ഉപയോഗം:
എ) തുടർന്നുള്ള മെക്കാനിക്കൽ സ്ട്രിപ്പിംഗ് അരികുകളുള്ള ഗ്യാസ് ഓക്സിജൻ മുറിക്കുന്നത് 0.1 ..0.2 മില്ലീമീറ്റർ ആഴത്തിൽ;
b) 1 മില്ലീമീറ്റർ വരെ ആഴത്തിലുള്ള മാച്ചിംഗ് - 1 മില്ലീമീറ്റർ വരെ ആഴത്തിൽ വായു-പ്ലാസ്മ കട്ടിംഗ് - നൈട്രജനുമായുള്ള അരികിലെ സാച്ചുറേഷൻ കാരണം (അർഗോൺ രൂപകൽപ്പന ചെയ്യുന്ന വാതകം, മെക്കാനിക്കൽ പ്രോസസ്സിംഗ് ആവശ്യമില്ല); സി) തുടർന്നുള്ള വായു മുറിക്കൽ 0.5 മില്ലീമീറ്റർ ആഴത്തിൽ (അരികുകളിൽ തലക്കെട്ട്);
d) Anr-2m, Anr-3 അല്ലെങ്കിൽ Ore.21.03 എന്നിവയുടെ പ്രത്യേക ഇലക്ട്രോഡുകളുള്ള ഒരു വിള്ളൽ, മുറിക്കൽ, ഏത് മെക്കാനിക്കൽ പ്രോസസ്സിംഗ് ആവശ്യമില്ല.
പൈപ്പുകൾ ശേഖരിക്കുന്നതിന് മുമ്പ്, മണ്ണിൽ നിന്നുള്ള പൈപ്പുകളുടെ അറയും, അവിടെ നിന്ന്, അവിടെ നിന്ന്, പൈപ്പുകളുടെയും ആന്തരികവുമായ ഉപരിതലവും വീതി വൃത്തിയാക്കാൻ ആവശ്യമായ വീതിയും വീതിയും വീതിയും വൃത്തിയാക്കേണ്ടത് ആവശ്യമാണ് കുറഞ്ഞത് 10 മില്ലീമീറ്റർ.
ട്യൂബിനോട് ചേർന്നുള്ള ബാഹ്യ ഫാക്ടറി സീമുകൾ ശക്തിപ്പെടുത്തുന്നതിന്റെ പ്ലോട്ടുകൾ, കുറഞ്ഞത് 10 മില്ലീറ്ററിന്റെ അവസാനത്തിൽ നിന്ന് ഏകദേശം..d5 മില്ലീമീറ്റർ ഉയരത്തിൽ നിറയ്ക്കാൻ ശുപാർശ ചെയ്യുന്നു.
എല്ലാ പൈപ്പുകളും പൂശിയ ഇലക്ട്രോഡുകളുമായി മാനുവൽ ആർക്ക് വെൽഡിംഗിനായി ഉദ്ദേശിച്ചിട്ടുള്ള കട്ടിംഗ് അരികുകളുള്ള സസ്യങ്ങളിൽ നിന്നുള്ള ട്രാക്കിൽ വരുന്നു. ഈ മുറിക്കൽ (ചിത്രം 1, എ) 4 മില്ലിമീറ്ററിൽ കൂടുതൽ വ്യാസമുള്ള ഒരു വ്യാസമുള്ള പൈപ്പുകൾ ഉണ്ട്, 25-30 ° വരെ അരികുകളും 1-2.6 മില്ലീമീറ്ററും. മതിലിന്റെ കനം 16 മില്ലീമീറ്റർ, ഒരു വലിയ വ്യാസമുള്ള കൂടുതൽ പൈപ്പുകൾ അതനുസരിച്ച് സംയോജിത കട്ടിംഗ് എഡ്ജ് ഉപയോഗിച്ച് നൽകാം. 1, ബി.
വലുപ്പം മതിൽ കട്ടിയെ ആശ്രയിച്ചിരിക്കുന്നു, ഇതാണ്:
7 മില്ലീമീറ്റർ - പൈപ്പ് മതിലിന്റെ കനം ഉപയോഗിച്ച് 15 ... 19 മില്ലീമീറ്റർ
8 മില്ലീമീറ്റർ - പൈപ്പ് മതിലിന്റെ കനം 19 ... 21,5 മില്ലീമീറ്റർ
10 മില്ലിമീറ്റർ - പൈപ്പ് മതിലിന്റെ കനം 21.5 ... 26 മില്ലീമീറ്റർ.
അത്തിപ്പഴം. 1. മാനുവൽ ആർക്ക് വെൽഡിംഗിനായി (എ, ബി) പൈപ്പുകളുടെ അരികുകൾ (ബി), ഫ്ലക്സ് (ജി, ഡി, ഇ, ജി), നിർബന്ധിത രൂപീകരണമുള്ള ഓട്ടോമാറ്റിക് വെൽഡിംഗ് ( A, b).
പൈപ്പ്ലൈനുകൾ ഡു 1000 മിമിനും അതിരുകടന്നും ഉള്ളിൽ നിന്ന് ഉപകരണത്തിന്റെ ആപ്പ് നൽകുമ്പോൾ, ചിത്രം 1, ബിയിൽ അവതരിപ്പിച്ച മുറിക്കൽ ശുപാർശ ചെയ്യുന്നു. വിതരണ പൈപ്പ്ലൈനുകൾ നിർമ്മിക്കുന്നതിനിടയിൽ, 4 മില്ലീമീറ്റർ മുതൽ മതിൽ കനം ഉപയോഗിച്ച് അരികുകൾ മുറിക്കാതെ പൈപ്പുകൾ നിർമ്മാണ സമയത്ത് പൈപ്പുകളുടെ വെൽഡിംഗ് അനുവദനീയമാണ്. കൂടാതെ, 152 മില്ലീമീറ്റർ വരെ വ്യാസമുള്ള പൈപ്പ്ലൈനുകൾക്ക്, ഉപയോഗിക്കാൻ കഴിയും വാതക വെൽഡിംഗ് (അരികുകൾ ഇല്ലാതെ - 3 മില്ലീമീറ്റർ വരെ, ഏകദേശം 5 മില്ലീമീറ്റർ വരെ - ഏകദേശം 3 മില്ലീമീറ്റർ വരെ).
അധിക എഡ്ജ് പ്രോസസ്സിംഗ് ഇല്ലാതെ ട്രാക്കിലെ വ്യത്യാസ പൈപ്പുകളുടെ കണക്ഷൻ അനുവദനീയമാണ്:
മതിൽ കട്ടിയുള്ളതിന്, 12.5 മില്ലിമീറ്ററിൽ കൂടുതൽ, കനം 2 മില്ലീ കവിയുന്നില്ലെങ്കിൽ;
12.5 മില്ലിമീറ്ററിനു മുകളിലുള്ള മതിലുകളുടെ കനം, കനം 3 മില്ലീ കവിയുന്നില്ലെങ്കിൽ. ഈ സാഹചര്യത്തിൽ, ഞെട്ടിക്കുന്ന അരികുകൾ അനുവദനീയമല്ല.
ഷട്ട്-ഓഫോടുകൂടിയ പൈപ്പുകളുടെയോ പൈപ്പുകളുടെ കണക്ഷൻ അല്ലെങ്കിൽ മാതൃകാരംഘട്ടത്തിന്റെ ഒരു വലിയ വ്യത്യാസങ്ങൾ ഉപയോഗിച്ച് 250 മില്ലീമീറ്റർ ദൈർഘ്യമുള്ള ഒരു വലിയ വ്യത്യാസങ്ങൾക്കിടയിൽ നടപ്പിലാക്കുന്നതിലൂടെയാണ് .
കട്ടിയുള്ള പൈപ്പ് അല്ലെങ്കിൽ ഭാഗം (ചിത്രം 2, a) ന്റെ ഉപരിതലത്തോട് ചേർന്നുള്ള പ്രത്യേക രീതിയിലുള്ള പൈപ്പ്ലൈനുകളുടെ ചില ഭാഗങ്ങളുള്ള പൈപ്പ്ലൈനുകളുടെ നേരിട്ടുള്ള അസംബ്ലി അല്ലെങ്കിൽ പൈപ്പുകളുടെ വെൽഡിംഗ് നടത്താൻ ഇത് അനുവദിച്ചിരിക്കുന്നു. ഒന്നിലധികം പൈപ്പുകളുടെ ചക്യങ്ങളുടെ വെൽഡിംഗ് അനുവദനീയമല്ല.
ശക്തിപ്പെടുത്തലിന്റെ ഉചിതത്വത്തിന്റെ കനം 1.5 കനം ഉണ്ടാകുന്നില്ലെങ്കിൽ പൈപ്പ് മതിലിന്റെ കനം 1.5 കനം പുറത്തെടുത്ത് (ചിത്രം 2, ബി ). ഈ തയ്യാറെടുപ്പ് വിതരണക്കാരൻ നടപ്പാക്കണം.
അത്തിപ്പഴം. 2. വ്യത്യസ്ത മതിൽ കനം ഉള്ള ട്യൂബുകളുടെ വെൽഡിംഗും ഭാഗങ്ങളും തയ്യാറാക്കൽ.
പൈപ്പ് അസംബ്ലി ആവശ്യകതകൾ
പൈപ്പുകളുടെ സന്ധികൾ നിർമ്മിക്കുക:
പൈപ്പ്ലൈനിന്റെ അച്ചുതണ്ടിലേക്കുള്ള ജോയിന്റിലേക്ക് ലംബമായി. ലംബതയിൽ നിന്നുള്ള വ്യതിയാനം 2 മില്ലീയിൽ കവിയരുത്;
വിടവിന്റെ ചുറ്റളവിന് ചുറ്റുമുള്ള ഏകത, പ്രസക്തമായ മാനദണ്ഡങ്ങളും നിർദ്ദേശങ്ങളും ഉപയോഗിച്ച് നിയന്ത്രിക്കുന്ന മൂല്യങ്ങളുടെ പരിധിക്കുള്ളിലാണ്;
സാർവത്രിക ടെംപ്ലേറ്റുകൾ അടയ്ക്കാത്ത ഏറ്റവും കുറഞ്ഞ അരികുകളിൽ അനുവദനീയമായ മൂല്യങ്ങൾ .
100 മില്ലീമീറ്ററിൽ കൂടുതൽ വ്യാസമുള്ള പൈപ്പുകൾക്കായി രേഖപ്പെടുത്തൽ ഫാക്ടറി സീമുകൾ കലർത്തി - 100 മില്ലിമീറ്ററിൽ താഴെയുള്ള പൈപ്പുകൾക്കായി പൈപ്പുകൾക്കായി - പൈപ്പുകൾക്കായി - പൈപ്പുകൾക്കായി - പൈപ്പുകൾക്കായി - പൈപ്പുകൾക്കായി - പൈപ്പുകൾക്കായി. ഈ ആവശ്യകതകൾ നടപ്പിലാക്കുന്നതിനുള്ള സാങ്കേതിക അസാധ്യതയുടെ കാര്യത്തിൽ, വെൽഡിംഗ് കോമ്പൗൗണ്ടിന്റെ അധിക അൾട്രാസോണിക് നിരീക്ഷണം ജോയിന്റിന്റെ ഈ വിഭാഗത്തിൽ നിർദ്ദേശിക്കപ്പെടുന്നു.
വലിയ വ്യാസമുള്ള പൈപ്പുകളുടെ നിർമ്മാണത്തിൽ, ഷെല്ലുകളിൽ നിന്നുള്ള സിലിണ്ടർ ഹ്യൂസിംഗുകൾ ഇനിപ്പറയുന്ന തരത്തിലുള്ള അസംബ്ലിയും വെൽഡിംഗും ബാധകമാണ് - "അസംബ്ലി ഷെല്ലിന്റെ അസംബ്ലിയും വെൽഡിംഗും."
ചൂടാക്കാനുള്ളത്
താപ വെൽഡിംഗ് സൈക്കിൾ ക്രമീകരിക്കാൻ നിങ്ങളെ അനുവദിക്കുന്ന ഏറ്റവും പ്രധാനപ്പെട്ട സാങ്കേതിക പ്രവർത്തനങ്ങളിലൊന്നാണ് പ്രോഹിനിംഗ്. 800-500 ° C ന്റെ താപനിലയിൽ ലോഹത്തെ തണുപ്പിക്കുന്നതിന്റെ വേഗത നിർണ്ണയിക്കുന്നുവെന്ന് അറിയാം. ഓസ്റ്റീനലിന്റെ ഏറ്റവും കുറഞ്ഞ പ്രതിരോധം). ഉയർന്ന തണുപ്പിക്കൽ നിരക്കിൽ, ഉയർന്ന ശക്തിയും കുറഞ്ഞ പ്ലാസ്റ്റിപ്പും തണുത്ത വിള്ളലുകൾ ഉണ്ടാക്കാനുള്ള പ്രവണതയും സാധ്യമാണ്. കുറഞ്ഞ അരോയിഡ് സ്റ്റീലുകളിൽ 0.43% നും ഉയർന്നതും തുല്യമാണെന്ന് ഇത് പ്രത്യേകിച്ചും ശരിയാണ്. ഈ ഉരുക്ക് തെർമൽ സൈക്കിളിന്റെ പ്രവർത്തനത്തെ കേന്ദ്രീകരിച്ച്, കേന്ദ്രീകൃതരാഴ്സുകളിൽ, താപ സ്വാധീന മേഖല എന്നിവ ആലിംഗനം ചെയ്യാൻ സാധ്യതയുണ്ട്. ജിവിടി മെറ്റലിന്റെ തണുപ്പിക്കൽ നിരക്ക് 70 ° C / S ൽ എത്തിച്ചേരാനാകുമ്പോൾ ഈ പ്രതിഭാസങ്ങൾ മാനുവൽ ആർക്ക് വെൽഡിംഗ് ഉപയോഗിച്ച് വ്യക്തമായി പ്രകടമാണ്. പൈപ്പ് മതിലിന്റെ ഒരു കട്ടിയുള്ള കനം ഉപയോഗിച്ച്, താപ സ്വാധീനത്തിന്റെ തണുപ്പിക്കൽ നിരക്ക് ക്രമീകരിക്കുക പ്രീഹീറ്റിംഗിന്റെ കണക്റ്റിംഗ് അരികുകളുടെ പ്രാരംഭ താപനിലയിലൂടെ മാറ്റാം. സീമിന്റെ റൂട്ടിന്റെ വേരിനെ വെൽഡിംഗ് ചെയ്യുമ്പോൾ, തണുപ്പിക്കൽ നിരക്ക് മറ്റ് എക്സെയ്ൻ ലെയറുകളുടെ വെൽഡിംഗുമായി താരതമ്യപ്പെടുത്തുമ്പോൾ, റോയിംഗ് വെൽഡിംഗ് energy ർജ്ജം കുറയുന്നു (അത്തരം ഇലക്ട്രോഡുകൾ വെൽഡിംഗ് വേഗതയേറിയതാണ് പ്രധാന പൂശുന്നു) വെൽഡ് മെറ്റലിലെ വ്യാപന ഹൈഡ്രജന്റെ ഉള്ളടക്കത്തിന്റെ അളവ് വർദ്ധിപ്പിക്കുന്നതിനുള്ള ഒരു അക്കൗണ്ടിനായി തണുത്ത വിള്ളലുകളുടെ പ്രവണതയും രൂപീകരണവും വർദ്ധിപ്പിക്കുകയും ചെയ്തു. പ്രാഥമിക ചൂടാക്കൽ ജിവിടിയിൽ കാഠിന്യ ഘടനയുടെ രൂപവത്കരണത്തിന്റെ സാധ്യത കുറയ്ക്കുക മാത്രമല്ല, വെൽഡ് മെറ്റലിൽ നിന്ന് വ്യാപന ഹൈഡ്രജനും നിർദ്ദിഷ്ട മേഖലയും സജീവമാക്കുന്നതിന് സാഹചര്യങ്ങളും സൃഷ്ടിക്കുന്നു. തണുത്ത വിള്ളലുകൾ രൂപപ്പെടുന്നതിനെതിരെ വെൽഡഡ് സംയുക്തങ്ങളുടെ പ്രതിരോധം വർദ്ധിപ്പിക്കുക, പ്രത്യേകിച്ചും, സീമിലെ ഹൈഡ്രലോസ് ഉള്ളടക്കം ഉപയോഗിച്ച് ഇലക്ട്രോഡുകൾ ഉപയോഗിക്കുമ്പോൾ, 100 ഗ്രാം വെൽഡ് മെറ്റലിന് 50 മില്ലിമീറ്ററിൽ എത്തുമ്പോൾ.
പ്രീഹീറ്റിംഗിന്റെ താപനിലയെ (കാർബൺ തുല്യതയോടെ), പൈപ്പ് മെഷീനുകളുടെ കനം, അന്തരീക്ഷ താപനില, ഇലക്ട്രോഡ് കോട്ടിംഗ് എന്നിവയെ ആശ്രയിച്ചിരിക്കുന്നു. ഈ പാരാമീറ്ററുകൾ സാധാരണയായി പ്രസക്തമായ നിലവാരങ്ങളും സാങ്കേതിക നിർദ്ദേശങ്ങളും നിയന്ത്രിക്കുന്നു. അതിനാൽ, ഉദാഹരണത്തിന്, സിഐകളിൽ 066-89 (പട്ടിക 2) വഴി നയിക്കുന്നു. സെല്ലുലോസ് കോട്ടിംഗ് ഉപയോഗിച്ച് ഇലക്ട്രോഡുകളുമായി വെൽഡിംഗ്, പ്രീഹീറ്റിംഗിന്റെ താപനില 75 ഡിഗ്രി സെൽഷ്യസ് വർദ്ധിക്കുന്നു.
പട്ടിക 2
വിദേശത്ത്, ചൂടാക്കൽ തിരഞ്ഞെടുക്കുമ്പോൾ, ഇക്വിഡ് ചെയ്ത സന്ധികളുടെ ക്രാക്ക് പ്രതിരോധത്തിന്റെ ഒരു സൂചകവുമായി പ്രവർത്തിക്കുക, ഇത് ഫോർമുല ഇറ്റോ-ബെസിയോ നിർണ്ണയിക്കുന്നു:
എവിടെ: [n] - വ്യാപന ഹൈഡ്രജന്റെ ഉള്ളടക്കം, എംഎം / 100 ഗ്രാം;
ടി - വെൽഡ് പ്ലേറ്റുകളുടെ കനം, എംഎം. അനുഭവ സൂത്രവാക്യത്തെക്കുറിച്ച് ചൂടാക്കൽ താപനില നിർണ്ണയിക്കപ്പെടുന്നു:
(° C) tp.p \u003d 1440 rcm - 392.
പ്രാഥമികം, ആവശ്യമെങ്കിൽ, ഇംതിയാസ് ചെയ്ത ജോയിന്റിലെ പരിധിയിലുടനീളം ലോഹത്തിന്റെ ഏകീകൃത ചൂടാക്കൽ നൽകിക്കൊണ്ട് ചൂടാക്കപ്പെടേണ്ടതാണ്. സീമിൽ നിന്നുള്ള ഓരോ ദിശയിലും പൈപ്പ് ഉണക്കൽ മേഖലയുടെ വീതി കുറഞ്ഞത് 75 മില്ലീമീറ്ററെങ്കിലും ആയിരിക്കണം.
വിവിധ സ്റ്റീൽ ഗ്രേഡുകളിൽ നിന്നോ അല്ലെങ്കിൽ വിവിധ മതിൽ കനം ഉള്ളപ്പോൾ, പ്രാഥമികവും പരിവർത്തനപരവുമായ ചൂടാക്കൽ, അല്ലെങ്കിൽ വ്യത്യസ്ത മതിൽ കനം ഉപയോഗിച്ച്, വ്യത്യസ്ത താപനിലയിൽ ചൂടാക്കപ്പെടണം, ഇത് പരമാവധി മൂല്യത്തിലേക്ക് സജ്ജമാക്കിയിരിക്കണം.
മാനുവൽ ആർക്ക് വെൽഡിംഗിന്റെ സാങ്കേതികവിദ്യയും സാങ്കേതികതയും
മാനുവൽ ആർക്ക് വെൽഡിംഗിനായി പൈപ്പ്ലൈനുകൾ നിർമ്മിക്കുന്നതിനിടെ വെൽഡിംഗ് ജോലിയുടെ ഏകദേശം 60%. ഇത് തുടർച്ചയായ ത്രെഡിലേക്ക് വിഭാഗങ്ങളുടെയോ വ്യക്തിഗത പൈപ്പുകളുടെയോ ഒരു ബന്ധമാണ്, സ്വാഭാവികതയിലൂടെ പരിവർത്തനങ്ങൾ കൃത്രിമ തടസ്സങ്ങൾ, സ്റ്റാലൂമുകൾ, വെൽഡിംഗ് കോയിലുകൾ, ക്രെയിൻ നോട്ട്, ടാപ്പുകൾ മുതലായവ.
മാനുവൽ ആർക്ക് വെൽഡിംഗിന്റെ സാങ്കേതികവിദ്യ പ്രാഥമികമാണ്, പൈപ്പുകളുടെ മെറ്റീരിയൽ വെൽഡിംഗോ ആയിരിക്കും. സ്റ്റീൽ സ്റ്റീൽ, ഓപ്പറേറ്റിംഗ് അവസ്ഥ എന്നിവയെ ആശ്രയിച്ച്, വെൽഡിംഗ് മെറ്റീരിയലുകൾ തിരഞ്ഞെടുക്കുന്നു. അതിനുശേഷം, ഞങ്ങൾ സാങ്കേതികവിദ്യയും വെൽഡിംഗ് ടെക്നിക്കുകളും ജോലി സംഘടിപ്പിക്കുന്നതിനുള്ള പദ്ധതിയും സ്ഥാപിച്ചു, ഒപ്പം ജോലി സംഘടിപ്പിക്കുന്നതിനുള്ള പദ്ധതിയും ഒരു നിശ്ചിത പൈപ്പ്ലൈൻ നിർമ്മാണത്തിലൂടെ നയിക്കപ്പെടുമ്പോൾ. നന്നായി ഒരു വെൽഡിംഗ് മെറ്റീരിയലുകൾക്ക്, വെൽഡിംഗ് സാങ്കേതികവിദ്യ വ്യാസത്തെയും പൈപ്പ് മതിലിന്റെ കനത്തെയും ആശ്രയിച്ചിരിക്കുന്നു.
തുമ്പിക്കൈയുടെയും വിതരണ പൈപ്പലൈനുകളുടെ നിർമ്മാണത്തിലെ ചോദ്യം ചെയ്യപ്പെടാത്ത ഭരണം സീമിലെ ഏറ്റവും കുറഞ്ഞ ലെയറുകളുടെ ആവശ്യകതയാണ്. 6 മില്ലീമീറ്റർ, കുറവ് - 2 പാളികളുള്ള പൈപ്പുകൾക്കായി, 6 മില്ലിമീറ്ററിൽ കൂടുതൽ മതിൽ കനം ഉപയോഗിച്ച് - 3 പാളികൾ.
ഏറ്റവും ഉത്തരവാദിത്തമാണ് സീമിന്റെ റൂട്ട് പാളി. ഇത് സമന്വയിപ്പിച്ച പൈപ്പുകളുടെ അരികുകൾ അടയ്ക്കണം, കൂടാതെ സീമിന്റെ ആന്തരിക ഉപരിതലത്തിൽ 1-3 മില്ലീമീറ്റർ നേട്ടത്തോടെ ഒരു യൂണിഫോം റോളർ രൂപപ്പെടുത്തണം. ജോയിന്റിന്റെ പ്രത്യേക വിഭാഗങ്ങളിൽ (ഓരോ 350 മില്ലീമീറ്റർ സീം സീം) സീം റൂട്ട് (മെനിസ്ക്) അറ്റൻവേറ്റീവിനൊപ്പം ഇത് അനുവദനീയമാണ്. റൂട്ട് ലെയറിന്റെ പുറംഭാഗം സുഗമമായിരിക്കണം, നന്നായി, കട്ടിംഗിന്റെ വശത്ത് മിനുസമാർന്ന ജോഡിംഗ്. സീമിന്റെ പുറംഭാഗത്തിന്റെ ഒപ്റ്റിമലിന്റെ ആകൃതി ഒരു അരഞ്ഞ യന്ത്രമായും ഒരു ന്യൂമാറ്റിക് കളക്ടറെയും നിർദ്ദേശത്തിന്റെ ആവശ്യകതകളായി നിർവഹിക്കാൻ കഴിയും.
1020 മില്ലീമീറ്റർ വ്യാസമുള്ള ചെൽഡിംഗ് പൈപ്പുകൾ വെൽഡിംഗ് ചെയ്യുമ്പോൾ, റൂട്ട് വിതരണമില്ലാത്ത പൈപ്പിന്റെ ഉള്ളിൽ നിന്ന് റൂട്ട് ലെയറിന്റെ ഒരു തീറ്റപ്പുരോധം നടത്താൻ ശുപാർശ ചെയ്യുന്നു, അനിവാര്യമായും ജംഗ്ഷൻ ചുറ്റളവിന്റെ താഴത്തെ പാദം (അകത്ത് നിന്ന്), അതായത് ആ തന്ത്രം, ഇത് വെൽഡിംഗ് സമയത്ത് പുറത്ത് സീമിന്റെ റൂട്ട് പുറത്ത് ഉയർന്നു. വലിയ വ്യാസമുള്ള പൈപ്പുകളുടെ സ്വീൽ സന്ധികളുടെ റൂട്ട് മാൽഡിംഗോടെ ജംഗ്ഷന്റെ മുഴുവൻ ചുറ്റളവിലും മന്ത്രിസഭ നടപ്പിലാക്കുന്നു. ഹോസ്റ്റ് സീം ഒരു റൂട്ട് ദാതാവിനെ നൽകുന്നു, ഇതിന് ഒരു ചെറിയ വശങ്ങളുള്ള ഉപരിതലം ഉണ്ടായിരിക്കണം, ഫീഡുകളും മറ്റ് വൈകല്യങ്ങളും ഇല്ലാതെ ഒരു പൈപ്പിന്റെ ആന്തരിക ഉപരിതലത്തിൽ സുഗമമായി ഇണചേരുന്നു. വെൽഡിംഗ് സീമിന്റെ വർദ്ധിപ്പിക്കൽ കുറഞ്ഞത് 1 ആയിരിക്കണം, 3 മില്ലിമീറ്ററിൽ കൂടരുത്. 3-4 മില്ലീമീറ്റർ വ്യാസമുള്ള പ്രധാന തരത്തിലുള്ള ഇലക്ട്രോഡുകളാൽ നിർവ്വഹിക്കുന്നത് നിർവഹിക്കുന്നു.
സീമിന്റെ പാളികൾ പൂരിപ്പിക്കുന്നത് പരസ്പരം സുരക്ഷിതമായി ഉരുകി കോയിഡ് പൈപ്പുകളുടെ അരികുകൾ ഇടുക. ഓരോ സീം ലെയറിനും ശേഷം, സ്ലാഗിൽ നിന്ന് സീമിന്റെ ഉപരിതലം വൃത്തിയാക്കേണ്ടത് ആവശ്യമാണ്.
വെട്ടിക്കുറയ്ക്കാതെ, ദൃശ്യമാകുന്ന മറ്റ് വൈകല്യങ്ങൾ ഇല്ലാതെ സീമിന് സുഗമമായ രൂപരേഖയും പൈപ്പിന്റെ ഉപരിതലവുമായി ജോടിയാടുകളും ഉണ്ട്. സീമിന്റെ വർദ്ധിപ്പിക്കൽ കുറഞ്ഞത് 1 ആയിരിക്കണം, 3 മില്ലിമീറ്ററിൽ കൂടരുത്. വെൽഡ് വീതി ഓരോ ദിശയിലും കട്ടിംഗ് വീതി 2-3 മില്ലീമീറ്റർ മറികടക്കുന്നു.
ഷിഫ്റ്റിന്റെ അവസാനം, വെൽഡ് പൂർണ്ണമായും ഇന്ധനം ചെയ്യണം. പകൽ ഗൈതൻമാരുടെ പ്രവർത്തനത്തിന് വിധേയമാകുന്നത് അന്തരീക്ഷ താപനിലയിലെ മാറ്റങ്ങളുടെ ഫലത്തിന് വിധേയമാകുമെന്നതാണ് ഈ ആവശ്യകത കാരണം, അത് രാത്രിയിലും രാത്രിയിലും മാറിക്കൊണ്ടിരിക്കുമ്പോൾ പ്രത്യേകിച്ചും പ്രാധാന്യമർഹിക്കുന്നു. താപനില മാറുന്നത് പൈപ്പുകളിലും ഗര്ഭഭസമൂഹങ്ങളുടെ സന്ധികളോടും വളരെ ഉയർന്നതായിരിക്കാൻ കാരണമാകുന്നു.
ജംഗ്ഷൻ പൂർണ്ണമായും അല്ലെങ്കിൽ, വോൾട്ടേജിന്റെ സീമിന്റെ ദുർബലമായ ക്രോസ് സെക്ഷനിൽ വിളവ് ശക്തിയെ കവിയുന്നു, സീമിന്റെ ലോഹത്തിന്റെ നാശത്തിന്റെ പ്രതിരോധം കുറയും. ലോഹത്തിന്റെ പ്ലാസ്റ്റിറ്റി കുറയുമ്പോൾ നെഗറ്റീവ് വായു താപനിലയിൽ ഈ സാഹചര്യം പ്രത്യേകിച്ച് അപകടകരമാണ്.
ശുപാർശ ചെയ്യുന്ന ഇലക്ട്രോഡുകളുടെ തരം അനുസരിച്ച്, ഒരു പ്രധാന വെൽഡിംഗ് സ്കീമുകളുണ്ട്: ഒരു പ്രധാന കോട്ടിംഗുകളുള്ള ഇലക്ട്രോഡുകളുടെ ഒരു വെൽഡിംഗ്, ഒരു ഗ്യാസ് ട്രാപ്പിംഗ് ഇലക്ട്രോഡുകളുടെ സംയുക്ത വെൽഡിംഗ്, ഒരു സീമിന്റെയും ഇലക്ട്രോഡുകളുടെയും വെൽഡിംഗും ഗ്യാസ് നടീൽ തരം, പൂരിപ്പിക്കൽ, അഭിമുഖമായിരിക്കുന്ന പാളികൾ - പ്രധാന പൂശുന്ന ഇലക്ട്രോഡുകൾ.
പ്രധാന കോട്ടിംഗുള്ള വെൽഡിംഗ് ഇലക്ട്രോഡുകൾ തിരശ്ചീന ഓസ്കിലേഷനുകളോടെയാണ് നടത്തുന്നത്. ഫ്ലോ-വിച്ഛേദിക്കപ്പെട്ട ഓരോ വെൽഡറും ഒരു നിർദ്ദിഷ്ട സീം സെക്ഷൻ നടത്തുന്നു, ഇത് അതേ ജോയിന്റിലെ ഒരേസമയം പ്രവർത്തിക്കുന്ന വെൽഡറുകളുടെ എണ്ണത്തെ ആശ്രയിച്ചിരിക്കുന്നു. വലിയ വ്യാസമുള്ള പൈപ്പുകളിൽ, അവയുടെ സംഖ്യ നാലിൽ എത്താം. ചട്ടം പോലെ, വെൽഡറുകൾ രണ്ടെണ്ണം ആണെങ്കിൽ, അവർ അടിയിൽ നിന്ന്, നാദിറിൽ നിന്ന് വെൽഡിലേക്ക്, 6-3-12, 6-9-12. അതേസമയം, ജോയിന്റിന്റെ പരിധിയിൽ, പാക്കിനെ പൈപ്പിന്റെ താഴ്ന്ന സ്ഥലത്ത് നിന്ന് 50-60 മില്ലീമീറ്റർ വരെ മാറ്റുന്നു. തൊട്ടടുത്തുള്ള രണ്ട് പാളികളായി, പൂട്ടുകൾ പരസ്പരം കുറഞ്ഞത് 50-100 മില്ലീമീറ്ററിൽ നിന്ന് സംഗ്രഹിക്കണം. നാല് വെൽഡറുകളാണെങ്കിൽ, ആദ്യ ജോഡി ജോയിന്റ് (ഡയൽ പ്രകാരം) 6-3, 6-9 എന്നിവ പാകം ചെയ്യുന്നു, രണ്ടാമത്തെ നീരാവി 3-12, 9-12.
പ്രധാന പൂശിയ ഇലക്ട്രോഡുകൾ ഉള്ളതിനാൽ, മുകളിൽ പൂശിയ ഇലക്ട്രോഡുകൾ ഉള്ളതിനാൽ രണ്ട് പാളികൾ അമിതമായി നടപ്പിലാക്കുന്നതിന്റെ ക്രമത്തിന്റെ രേഖാചിത്രം. 3, a. രണ്ടാമത്തെ പാളിയുടെ സ്കീം അനുസരിച്ച് ആദ്യ പാളിയുടെ രേഖാചിത്രം അനുസരിച്ച് തുടർന്നുള്ള എല്ലാ ലെയറുകളും നടത്തുന്നു. റോമൻ നമ്പറുകൾ വ്യക്തിഗത സീം വിഭാഗങ്ങളുടെ വെൽഡിംഗ് കാണിക്കുന്നു. അനുസരിച്ച് സ്പേഷ്യൽ സ്ഥാനം വെൽഡിംഗ് പട്ടിക 3 ൽ കാണിച്ചിരിക്കുന്ന നിലവിലെ മൂല്യങ്ങൾ ശുപാർശ ചെയ്യുന്നു.
പ്രധാന തരത്തിലുള്ള പൂശിയ ഇലക്ട്രോഡുകൾ ഉപയോഗിക്കുമ്പോൾ, ഇലക്ട്രോഡ് ബ്രാൻഡിന്റെ പൈപ്പ്ലൈൻ നിർമ്മാണത്തിനായി മാത്രം സർട്ടിഫിക്കറ്റ് മാത്രം പ്രയോഗിക്കണം.
പട്ടിക 3.
ഗ്യാസ് നടീൽ തരത്തിലുള്ള ഇലക്ട്രോഡുകൾ ഉപയോഗിക്കുമ്പോൾ, സീമിന്റെ റൂട്ടിന്റെ വെൽഡിംഗ്, വൈബ്രേഷൻ പൈപ്പുകളുടെ അരികുകളിൽ വൈബ്രോഡ് പ്രസ്ഥാനങ്ങളില്ലാതെ മുകളിൽ നിന്ന് താഴേക്ക് നടക്കുന്നു. കുറഞ്ഞത് 75 വി എന്ന വൈദ്യുതി വിതരണത്തിന്റെ ഒരു സ്ട്രോക്കിൽ വിപരീത അല്ലെങ്കിൽ നേരിട്ടുള്ള ധ്രുവീയത്തിന്റെ സ്ഥിരമായ ഒരു കറന്റ് വെൽഡിംഗ് നടത്തുന്നു. 3.25 മില്ലീമീറ്റർ വ്യാസമുള്ള ഇലക്ട്രോഡുകളുള്ള വെൽഡിംഗ് സമയത്ത് വെൽഡിംഗ് കറന്റിന്റെ മൂല്യങ്ങൾ 100-110 എ കവിയരുത്; 120-140 എ വരെ താഴ്ന്നതും അർദ്ധപ്രധാനമായതുമായ 4 മില്ലീമീറ്റർ വ്യാസമുള്ള ഇലക്ട്രോഡുകളുമായി വെൽഡിംഗ് സമയത്ത് 100-140 എ 16-22 മീ / മണിക്കൂർ ശ്രേണിയിൽ വെൽഡിംഗ് വേഗത നിലനിർത്തണം. വെൽഡിംഗ് പ്രക്രിയയിൽ 40 മുതൽ 90 വരെ ഇലക്ട്രോഡ് ഈ ഇലക്ട്രോഡ് ചായ്വിന്റെ ചെരിവ് മാറ്റുന്നത് വെൽഡിംഗ് പ്രക്രിയയിൽ, വെൽഡർ പ്രോസസ്സിംഗ് വിൻഡോയെ ക്രോസ്-കട്ടിംഗ് എഡ്ജിൽ സംരക്ഷിക്കുന്നു, അതിലൂടെ അരികുകളുടെ ഉരുകുന്നത് നിരീക്ഷിക്കുന്നു.
ശേഷിക്കുന്ന നില കുറയ്ക്കുന്നതിന് വെൽഡിംഗ് ത്രസ്സുകൾ ... ഇല് ഇംപെഡ് ജോയിന്റ് നോൺ-ടേണിംഗ് ജോയിന്റിന്റെ ചുറ്റളവ് സമമിതിയിലേക്ക് തിരിച്ചിരിക്കുന്നു, തിരിഞ്ഞ എതിർവശത്തെ പ്രദേശവും മൾട്ടിയിലർ വെൽഡിംഗും ചിത്രത്തിൽ കാണിച്ചിരിക്കുന്ന ക്രമത്തിൽ നടക്കുന്നു. 4. വെൽഡിംഗ് ress ന്നണങ്ങളും രൂപഭരണവും കുറയ്ക്കുന്നതിന്റെ ഒരു വലിയ ഫലം, പുനരുപയോഗ രണ്ടോ നാൽ വെൽഡറുകൾ ഒരേസമയം പൂരിപ്പിക്കൽ നൽകുന്നു.
ചെറുകിട വ്യാസമുള്ള പൈപ്പ്ലൈനുകൾ (530 മില്ലിമീറ്റർ വരെ) വെൽഡിംഗ് ചെയ്യുമ്പോൾ, ട്രെഞ്ചിലെ ഇൻസ്റ്റാളേഷൻ പ്രവർത്തിക്കുന്നവരുടെ എണ്ണം കുറയ്ക്കുന്നതിന്, ഇത് 90 അല്ലെങ്കിൽ 180 of സന്ധികൾ തിരിയുന്നതിലൂടെ പൈപ്പുകളുടെ വിഭാഗത്തിൽ പലപ്പോഴും പരിശീലിക്കുന്നു. പൈപ്പിനെ ചുറ്റളവിനെ ഏകദേശം ഒരേ നീളമായി വിഭജിച്ചിരിക്കുന്നു. 1, 2 വകുപ്പുകൾ 1, 2 എന്നിവ വെൽഡിംഗ് ഏരിയകൾക്കായി 90 ° തിരിക്കുന്നു (ചിത്രം 5). തുടർന്ന്, 90 over തിരിച്ചുവന്ന് 5, 6, 7, 8 എന്നിവയുടെ ശ്രേണി ഉൽപാദിപ്പിക്കുക.
മറ്റൊരു കേസിൽ, 1, 2 വകുപ്പുകൾ (ചിത്രം 6) വെൽഡിംഗ് ചെയ്ത ശേഷം (ചിത്രം 6), വകുപ്പ് 3, @ 90 °, 180 of എന്നിവയുടെ വെൽഡിംഗും വെൽഡിംഗ് പ്രദേശങ്ങൾക്കായി വെൽഡിംഗ് പ്രദേശങ്ങൾക്കായി തിരിക്കുകയാണ്. യഥാക്രമം 7 ഉം 8 ഉം.
ചിത്രം 5. 90 ° ഉപയോഗിച്ച് പൈപ്പുകളുടെ ഭ്രമണം ഉപയോഗിച്ച് വെൽഡിംഗ് 90 °: എ - ഫസ്റ്റ് ലെയർ, ബി - സെക്കൻഡ്, 1 ... 8 ആണ് പാളി വിഭാഗങ്ങളുടെ ഒരു ശ്രേണി.
ചിത്രം 6. പൈപ്പുകളുടെ ഭ്രമണം ഉപയോഗിച്ച് വെൽഡിംഗ് 180 °: എ - ഫസ്റ്റ് ലെയർ, ബി - സെക്കൻഡ്, 1 ... 8 ... 8 ആണ് ലെയർ വിഭാഗങ്ങളുടെ ഒരു ശ്രേണി.
\u003d\u003e HTML [k HTML_TEXT_TYPE] \u003d\u003e HTML \u003d\u003e പൈപ്പ്ലൈൻ വർഗ്ഗീകരണം
പൈപ്പ്ലൈനിന്റെ പ്രവർത്തനപരമായ ഉദ്ദേശ്യത്തെ ആശ്രയിച്ച് അവയിലേക്ക് തിരിച്ചിരിക്കുന്നു: [~ പ്രിവ്യൂ_ടെക്സ്റ്റ്] \u003d\u003e പൈപ്പ്ലൈനിന്റെ പ്രവർത്തനപരമായ ഉദ്ദേശ്യത്തെ ആശ്രയിച്ച് പൈപ്പ്ലൈനുകളെ വർഗ്ഗീകരണം: \u003d\u003e വാചകം [~ പ്രിവ്യൂ_ടെക്സ്റ്റ്_റ്റിപിഇ] \u003d\u003e വാചകം \u003d\u003e [Inal_picture] \u003d \u003e\u003e \u003d\u003e 12/15/2016 15: 16: 53 [~ ടൈംസ്റ്റാമ്പ്_X] \u003d\u003e 12/15/2016 15:16.2016 [~ sacecte_from] \u003d\u003e 15.12.2016 \u003d\u003e / വാർത്ത / [~ Liste_page_\u003e / / \u003d:45/40509) \u003d\u003e / ~ വിശദാംശം / 115/4050509 / \u003d\u003e / \u003d / \u003d / \u003d / 115/4trubovoda [~ കോഡ്) [~ കോഡ് ] \u003d\u003e ടെക്നോളജിയ_സ്വാർക്കി_ട്രബോപ്രോവഡ \u003d\u003e 40509 [~ ബാഹ്യ_ഇഡ്] \u003d\u003e 40509 \u003d\u003e വാർത്ത [~ libock_type_id] \u003d\u003e Neblack_te_tode_id] \u003d\u003e iblack_te_S1 \u003d\u003e S1 [~ ലിഡ് ] \u003d\u003e S1 \u003d\u003e\u003e \u003d\u003e 15.12.2016 \u003d\u003e അറേ (\u003d\u003e പൈപ്പ്ലൈൻ ടെക്നോളജി ടെക്നോളജി \u003d\u003e പൈപ്പ്ലൈനിന്റെ പ്രവർത്തനപരമായ ഉദ്ദേശ്യത്തെ ആശ്രയിച്ച് പൈപ്പ്ലൈനുകളുടെ വർഗ്ഗീകരണം: \u003d\u003e സാങ്കേതികവിദ്യയിലേക്ക് തിരിച്ചിരിക്കുന്നു: \u003d\u003e സാങ്കേതികവിദ്യ പൈപ്പ്ലൈൻ വെൽഡിംഗ് \u003d\u003e പൈപ്പ്ലൈൻ വെൽഡിംഗ് ടെക്നോളജി \u003d\u003e പൈപ്പ്ലൈൻ വെൽഡിംഗ് ടെക്നോളജി \u003d\u003e പൈപ്പ്ലൈനിന്റെ പ്രവർത്തനപരമായ ഉദ്ദേശ്യത്തെ ആശ്രയിച്ച് പൈപ്പ്ലൈനുകളുടെ വർഗ്ഗീകരണം:\u003e പൈപ്പ്ലൈൻ വെൽഡിംഗ് ടെക്നോളജി \u003d\u003e പൈപ്പ്ലൈൻ വെൽഡിംഗ് ടെക്നോളജി \u003d\u003e പൈപ്പ്ലൈൻ വെൽഡിംഗ് ടെക്നോളജി \u003d\u003e പൈപ്പ്ലൈൻ വെൽഡിംഗ് ടെക്നോളജി \u003d\u003e പൈപ്പ്ലൈൻ വെൽഡിംഗ് ടെക്നോളജി \u003d\u003e പൈപ്പ്ലൈൻ വെൽഡിംഗ് ടെക്നോളജി \u003d\u003e പൈപ്പ്ലൈൻ വെൽഡിംഗ് ടെക്നോളജി \u003d\u003e പൈപ്പ്ലൈൻ വെൽഡിംഗ് ടെക്നോളജി \u003d\u003e പൈപ്പ്ലൈൻ വെൽഡിംഗ് ടെക്നോളജി \u003d\u003e പൈപ്പ്ലൈൻ വെൽഡിംഗ് ടെക്നോളജി \u003d\u003e പൈപ്പ്ലൈൻ വെൽഡിംഗ് ടെക്നോളജി \u003d\u003e പൈപ്പ്ലൈൻ വെൽഡിംഗ് ടെക്നോളജി \u003d\u003e പൈപ്പ്ലൈൻ വെൽഡിംഗ് ടെക്നോളജി \u003d\u003e പൈപ്പ്ലൈൻ വെൽഡിംഗ് ടെക്നോളജി \u003d \u003e വെൽഡിംഗ് ടെക്നോളജി പൈപ്പ്ലൈൻ \u003d\u003e പൈപ്പ്ലൈൻ വെൽഡിംഗ് ടെക്നോളജി \u003d\u003e പൈപ്പ്ലൈൻ വെൽഡിംഗ് ടെക്നോളജി \u003d\u003e പൈപ്പ്ലൈൻ വെൽഡിംഗ് ടെക്നോളജി \u003d\u003e പൈപ്പ്ലൈൻ വെൽഡിംഗ് ടെക്നോളജി) \u003d\u003e അറേ (\u003d\u003e) \u003d\u003e അറേ (\u003d\u003e) \u003d\u003e 1 \u003d\u003e 02/15/2016 17:09:48 [~ ടൈംസ്റ്റാമ്പ്_X] \u003d\u003e 02/15/2016 17:02/15/2016 17:09:48 \u003d\u003e വാർത്ത [~ iblock_type_id] \u003d\u003e News \u003d\u003e S1 [~ Lid] \u003d\u003e S1 \u003d \u003e വാർത്ത [~ കോഡ്] \u003d\u003e News \u003d\u003e പ്രസ്സ് കേന്ദ്രം [~ പേര്] \u003d\u003e പ്രസ്സ് സെന്റർ \u003d\u003e y [~ സജീവ] \u003d\u003e y \u003d\u003e 500 [~)) \u003d\u003e ~ List_page_ur]] \u003d\u003e / News / \u003d\u003e # # / # elment_id # / [~ out_page_ul] \u003d\u003e # site_dir # / \u003did #_id # / \u003d\u003e / #dir # / News / # seld_id # / [~ secte_page_ul] \u003d\u003e # site_dir # / \u003d\u003e [~ ചിത്രം] \u003d\u003e \u003d \u003e\u003e വിവരണം] \u003d\u003e \u003d\u003e \u003d\u003e വാചകം \u003d\u003e 24 [~ RSS_TTL] \u003d\u003e 24 \u003d\u003e y [~ rss_ever] \u003d\u003e y \u003d\u003e n [y rss_file_act] \u003d\u003e N \u003d\u003e 0 [~ RSS_FIE_LILIM) \u003d\u003e 0 \u003d\u003e N [~ rss_yandex_ ആക്റ്റീവ്] \u003d\u003e N \u003d\u003e x youse_s1 [~ xml_id] \u003d\u003e yours_id] \u003d\u003e \u003d\u003e y \u003d\u003e y [yex_secection] \u003d\u003e Y \u003d\u003e y [yex_section] \u003d\u003e y \u003d\u003e n [ ~ വർക്ക്ഫ്ലോ] \u003d\u003e N \u003d\u003e N [~ bizproc] \u003d\u003e N \u003d\u003e L [~ secepet_chooser] \u003d\u003e l \u003d\u003e [~ Liste_mode] \u003d\u003e \u003d\u003e Skels [~ sistels_mode] \u003d\u003e \u003d\u003e serte_property ] \u003d\u003e N \u003d\u003e N [kilts_EDEX] \u003d\u003e N \u003d\u003e 1 [~ പതിപ്പ്] \u003d\u003e 1 \u003d \u003e\u003e Last_Conv_LELMENT] \u003d \u003e\u003e 0 \u003d\u003e [~ \u003d\u003e] \u003d\u003e \u003d\u003e] \u003d\u003e\u003e \u003d\u003e [~] [~ Att_file_after] \u003d\u003e \u003d\u003e വിഭാഗങ്ങൾ [~ Septr_name] \u003d\u003e വിഭാഗം \u003d\u003e Nepther [~ nether] \u003d\u003e) news \u003d\u003e വാർത്ത [~ ELEMER_NAME] \u003d\u003e News \u003d\u003e [~ Canonic_page_url] \u003d\u003e \u003d\u003e ~ ബാഹ്യ_ഇഡ്] \u003d\u003e ~ ബാഹ്യ_ഇഡ്] \u003d\u003e ~ lance_s1 \u003d\u003e / [~ lang_dir] \u003d\u003e / \u003d\u003e www.alfa-industher.ru [~ Serve_name] \u003d\u003e www.alfa-industher.ru) \u003d\u003e Areaie (\u003d\u003e അറേ) \u003d\u003e അറേ (\u003d\u003e അറേ (\u003d\u003e 115] \u003d\u003e 115 \u003d\u003e 2015-15-25 18:37:37:37:37:37:37:37:37:37:37:37:315 \u003d\u003e 2 [~ പരിഷ്കര്യാപ്തമാക്കിയ_] \u003d\u003e\u003e 2 \u003d\u003e 2015-0:16 [~ തീയതി_ക്രിയാറ്റ്] \u003d\u003e 2015:16 \u003d\u003e 1 [~ clight_by] \u003d\u003e 1 \u003d\u003e 1 [~ iblock_id] \u003d\u003e 1 \u003d\u003e [~ iblock_section_id] \u003d\u003e \u003d\u003e y [yfuct] \u003d\u003e y \u003d\u003e y [yalt_ection] \u003d\u003e Y \u003d\u003e 500 [~)] \u003d\u003e 500 \u003d\u003e സാങ്കേതിക ലേഖനങ്ങൾ [~ NAME] \u003d\u003e സാങ്കേതികത ലേഖനങ്ങൾ \u003d\u003e [~ ചിത്രം] \u003d\u003e \u003d \u003e\u003e\u003e 27 [~ ഇടത്_മാർഗിൻ] \u003d\u003e 27 \u003d\u003e 28 [~ 27 \u003d\u003e 28] \u003d\u003e 28 \u003d\u003e 1 [~ \u003dLevel] \u003d\u003e 1 \u003d \u003e\u003e വിവരണം] \u003d\u003e \u003d\u003e വാചകം [~ വിവരണം_type] \u003d\u003e തിരയുക_Content] \u003d\u003e സാങ്കേതിക ലേഖനങ്ങൾ \u003d \u003e\u003e കോഡ്] \u003d\u003e \u003d\u003e 115 \u003d\u003e [~ tmp_id] \u003d\u003e \u003d\u003e [~ tmp_id] \u003d\u003e \u003d\u003e] ] \u003d \u003e\u003e Soset_group_id] \u003d\u003e \u003d\u003e / വാർത്ത / [~ Liste_page_ul] \u003d\u003e / News / \u003d\u003e / വാർത്ത / 115 / [~] അയോൺ_പേജ്_അപ്പ്_ ! ലേഖനങ്ങൾ \u003d\u003e സാങ്കേതിക ലേഖനങ്ങൾ \u003d\u003e സാങ്കേതിക ലേഖനങ്ങൾ \u003d\u003e സാങ്കേതിക ലേഖനങ്ങൾ))))) \u003d\u003e / വാർത്ത / 115 /)
ടെക്നോളജി വെൽഡിംഗ് പൈപ്പ്ലൈനുകൾ
പൈപ്പ്ലൈനുകളുടെ വർഗ്ഗീകരണം
പൈപ്പ്ലൈനിന്റെ പ്രവർത്തനപരമായ ഉദ്ദേശ്യത്തെ ആശ്രയിച്ച്, അതിലേക്ക് തിരിച്ചിരിക്കുന്നു:
ഫിഷറി പൈപ്പ്ലൈനുകൾ
പ്രധാന പൈപ്പ്ലൈനുകൾ
ദമ്പതികളും ചൂടുവെള്ള പൈപ്പലൈനുകളും
സാങ്കേതിക പൈപ്പ്ലൈനുകൾ
ഗ്യാസ് സപ്ലൈ പൈപ്പ്ലൈനുകൾ (വിതരണം)
ജലവിതരണവും മലിനജലവും
പൈപ്പുകളുടെ നിർമ്മാണത്തിന് ഉപയോഗിക്കുന്ന സ്റ്റീലിൽ പ്രധാനമേഖലയും വിവിധ ലക്ഷ്യങ്ങളുടെ പൈപ്പ്ലൈനുകളുടെ നിർമ്മാണവും 500 എംപിഎ വരെ കുറഞ്ഞ കരുത്ത് ഉണ്ട്.
വിവിധ ഉദ്ദേശ്യങ്ങളുടെ പൈപ്പ്ലൈനുകൾ നിർമ്മിക്കുന്നതിൽ നിന്നുള്ള പൈപ്പ് വെൽഡിംഗിന്റെ സാങ്കേതിക പ്രക്രിയകൾ മുതൽ വിവിധ ഉദ്ദേശ്യങ്ങൾ നിർമ്മാണത്തിലുടനീളം കാര്യമായ വ്യത്യാസങ്ങൾ മുതൽ, കൂടാതെ, അക്രമികൾ തയ്യാറാക്കുന്നതിനുള്ള ആവശ്യകതകളിൽ മാത്രം വ്യത്യാസങ്ങളിൽ പ്രയോഗിക്കുന്നു ഭാവിയിൽ സമഭൂമിയും ഇറുകിയതും ഇറുകിയതുമായ ഇംപേഷിന്റെ പരിശോധനയും, പൈപ്പ്ലൈനുകളുടെ പ്രധാന, വിതരണം (ഗ്യാസ് സപ്ലൈ പൈപ്പ്ലൈനുകൾ) ഉദാഹരണത്തിൽ ഉൽപാദന പ്രക്രിയയുടെ പൊതു വ്യവസ്ഥകൾ ഞങ്ങൾ പരിഗണിക്കും.
പൈപ്പ്ലൈനുകളുടെ വെൽഡിംഗ് രീതികൾ
വെൽഡിംഗ് പൈപ്പ്ലൈനുകളുടെ രീതികൾ താപ, തെർമോമെക്കനിക്കൽ, മെക്കാനിക്കൽ എന്ന് തരംതിരിക്കുന്നു. തെർമൽ രീതികളിൽ എല്ലാത്തരം ഉരുകൽ വെൽഡിംഗും (ആർക്ക്, ഗ്യാസ്, പ്ലാസ്മ, ഇലക്ട്രോൺ-ബീം, ലേസർ, മുതലായവ) വെൽഡിംഗ്. തെർമോമെചാനിക്കൽ ക്ലാസിൽ. വെൽഡിംഗ്.
എക്സിക്രിക്സ് തരം (ആർക്ക്, ഗ്യാസ്, പ്ലാസ്മ, ലേസർ മുതലായവ) പൈപ്പ്ലൈനുകൾ വെൽഡിംഗ് ചെയ്യുന്നതിനുള്ള രീതികളുണ്ട്. സംയുക്തം രൂപപ്പെടുന്നതിന്റെ വ്യവസ്ഥകളിൽ (വെൽഡിന്റെ സ്വതന്ത്ര അല്ലെങ്കിൽ നിർബന്ധിത രൂപീകരണം); വെൽഡിംഗ് സോൺ (ഫ്ലക്സിന് കീഴിൽ, സംരക്ഷണ വാതകങ്ങളിൽ, സ്വയം പരിരക്ഷിക്കുന്ന ഇലക്ട്രോഡ് വയർ മുതലായവ); പ്രക്രിയയുടെ യന്ത്രവൽക്കരണത്തിന്റെയും ഓട്ടോമേഷൻ ഓഫ് പ്രക്രിയയുടെയും അളവ് അനുസരിച്ച് (മാനുവൽ, മെക്കാസ്ഡ്, ഓട്ടോമേറ്റഡ്, റോബോട്ടിക്).
പ്രധാന പൈപ്പ്ലൈനുകളുടെ വെൽഡിംഗിനായി, ആർക്ക് വെൽഡിംഗ് രീതികൾ ഏറ്റവും സാധാരണമായിരുന്നു. ഹൈവേകളിലെ എല്ലാ സന്ധികളിലും 60% ത്തിലധികം സന്ധിവാതം ഓട്ടോമാറ്റിക് ആർക്ക് വെൽഡിംഗ് ഫ്ലക്സിന് കീഴിൽ വയ്ച്ചു. ഫ്ലക്സിന് കീഴിലുള്ള ആർക്ക് വെൽഡിംഗ് ഉപയോഗിക്കുന്നു, ജോയിന്റ് കറങ്ങാനുള്ള കഴിവുള്ള കേസുകളിൽ മാത്രമേ ഉപയോഗിക്കൂ. ഫ്ലക്സിന് കീഴിലുള്ള പൈപ്പ്ലൈനുകളുടെ വെൽഡിംഗ് പ്രധാനമായും 219 ... 1420 മില്ലിമീറ്റർ വ്യാസമുള്ള രണ്ട്, മൂന്ന് പൈപ്പ് വിഭാഗങ്ങളുടെ നിർമ്മാണത്തിലാണ് ഉപയോഗിക്കുന്നത്. യന്ത്രവത്കൃത രീതികളുടെ ഉപയോഗം അസാധ്യമാകുമ്പോൾ, മാനുവൽ ആർക്ക് വെൽഡിംഗ് ഉപയോഗിക്കുന്നു.
ജംഗ്ഷന്റെ വിവിധ സ്പേഷ്യൽ സ്ഥാനങ്ങളുള്ള മാനുവൽ ആർക്ക് വെൽഡിംഗ് നടത്തുന്നു - താഴ്ന്നതും ലംബവും സീലിംഗും. വെൽഡിംഗ് പ്രക്രിയയിൽ, ജംഗ്ഷൻ ചുറ്റളവിൽ 8 ... 20 മീ / മണിക്കൂർ വേഗതയിൽ സ്വമേധയാ നീക്കുക.
സംരക്ഷണ വാതക വെൽഡിംഗിന് ഇനങ്ങൾ ഉണ്ട് - ഇൻനർട്ട് വാതകങ്ങളുടെ തരം അനുസരിച്ച്, ആന്തരികവും സജീവവുമായ വാതകങ്ങളുടെ മിശ്രിതത്തിൽ (എജി + CO2; AG + CO2 + O2); ഇലക്ട്രോഡ് തരം അനുസരിച്ച് - ഉരുകുകയും ഞെരുക്കപ്പെടുകയും (ടങ്സ്റ്റൺ) ഇലക്ട്രോഡ്; യന്ത്രവൽക്കരണം, മാനുവൽ, യന്ത്രവൽക്കരിച്ച, യാന്ത്രിക വെൽഡിംഗ് എന്നിവയുടെ ബിരുദം അനുസരിച്ച്. സംരക്ഷിത വാതകങ്ങളിലെ ആർക്ക് വെൽഡിംഗ് വിവിധ സ്പേഷ്യൽ സ്ഥാനങ്ങളിൽ പൈപ്പ്ലൈൻ വെൽഡിലേക്ക് ഉപയോഗിക്കുന്നു. മാനുവൽ വെൽഡിംഗ് 8 ... 30 മീ / മണിക്കൂർ, യന്ത്രവൽക്കരിച്ചതും യാന്ത്രികവുമായ 20 ... 60 മീ / മണിക്കൂർ. പൈപ്പ്ലൈൻ വെൽഡിംഗിനായി, നിർബന്ധിത സീം രൂപീകരണമുള്ള ഒരു പൊടി വയർ ഉപയോഗിച്ച് യന്ത്രവൽക്കരണ രീതി ഉപയോഗിക്കുന്നു, അതിൽ വയർ ഷെൽ നിറയ്ക്കുന്ന പൊടിച്ച ഘടകങ്ങളാൽ പരിരക്ഷണ പ്രവർത്തനങ്ങൾ നടത്തുന്നത് സംരക്ഷണ പ്രവർത്തനങ്ങൾ നടത്തുന്നു. വെൽഡിംഗ് ബാത്ത് ക്രിസ്റ്റലൈസ് ചെയ്തിരിക്കുമ്പോൾ, പുറം സൃഷ്ടിക്കൽ ഉപകരണവും വെൽഡിംഗ് തലയും അടിയിൽ നിന്ന് 10 ... 20 മീ / മണിക്കൂർ വേഗതയിൽ നീങ്ങുന്നു. ഒരു പൈപ്പ്ലൈനിനൊപ്പം ലേസർ വെൽഡിംഗ്, അതിൽ ഒരു ലേസർ ബീം energy ർജ്ജം നൽകുന്നയാൾ. ലേസർ വെൽഡിംഗിന്റെ വേഗത 300 മീ / മണിക്കൂർ വരെയാണ്.
കോൺടാക്റ്റ് വെൽഡിംഗ് തുടർച്ചയായ ഉരുകുന്നതിലൂടെ കണക്റ്റുചെയ്യുന്നപ്പോൾ, ഒരു നിശ്ചിത പ്രോഗ്രാം അനുസരിച്ച് പ്രക്രിയ സ്വപ്രേരിതമായി സംഭവിക്കുന്നു. 1420 മില്ലീമീറ്റർ വ്യാസമുള്ള പൈപ്പുകളുടെ ഒരു ജംഗ്ഷന്റെ വെൽഡിംഗിന്റെ കാലാവധി 3 ... 4 മിനിറ്റ്, പൈപ്പ്ലൈനുകൾ നിർമ്മിക്കുന്ന സമയത്ത് ഒരു ജോയിന്റിന്റെ വെൽഡിംഗ് ചക്രം --10 ... 15 മിനിറ്റ്.
കാന്തികമായി നിയന്ത്രിത ആർക്ക് (അല്ലെങ്കിൽ അർക്കോൺകാറ്റ് വെൽഡിംഗ്) ഓട്ടോമാറ്റിക് വെൽഡിംഗ് അരികുകൾ ചൂടാക്കി. ആർക്ക്കാക്റ്റ് വെൽഡിംഗിൽ, കോയിഡ് പൈപ്പുകളുടെ അരികുകളുടെ അരികുകളിൽ കാന്തികക്ഷേത്രം കറങ്ങുന്ന ഒരു ആർക്ക് കറങ്ങുന്നതാണ് ചൂടാക്കൽ നടത്തുന്നത്. ചെറിയ പൈപ്പ്ലൈനുകൾ നിർമ്മിക്കാൻ ഈ വെൽഡിംഗ് രീതി ഉപയോഗിക്കുന്നു (114 മില്ലിമീറ്റർ വരെ വ്യാസമുള്ളത്.
പ്രധാന, ഡിസ്ട്രിബ്യൂഷൻ പൈപ്പ്ലൈനുകളുടെ നിർമ്മാണത്തിൽ ഉപയോഗിക്കുന്ന റെഗുലേറ്ററി രേഖകൾ
നിയമസഭകൾ നടപ്പിലാക്കുന്നതിനായി നിയമങ്ങൾ നടപ്പിലാക്കുന്നതിനായി നിയമങ്ങൾ നടപ്പിലാക്കുന്നതിനായി നിയമപ്രകാരം നിയന്ത്രിക്കുന്ന പ്രധാന നിയന്ത്രണ രേഖ, ഏത് "നിർമ്മാണ നിലവാരങ്ങളും നിയമങ്ങളും" എന്ന അടിസ്ഥാനത്തിൽ, ഏത് "വെൽഡിംഗ് വർക്കുകളും നിയമങ്ങളും" എന്ന അടിസ്ഥാനത്തിൽ, ഇതിന്റെ അടിസ്ഥാനത്തിലുള്ള സന്ധികളുടെ നിർമ്മാണത്തിനും ഗുണനിലവാര നിയന്ത്രണമാണ് "എസ്പി 105-34-96, ഒപ്പം സ്നിപ്പ് 3.05.02.88" ഗ്യാസ് സപ്ലൈ പൈപ്പ്ലൈനുകൾ ". ഈ രേഖകൾ വെൽഡറുകളുടെയും സഹിഷ്ണുതയുടെയും നിയന്ത്രണത്തിലുള്ള നിയമങ്ങൾ, വെൽഡിംഗോ തയ്യാറെടുപ്പിനുള്ള പൈപ്പുകൾ തയ്യാറാക്കുന്നതിനുള്ള നിയമങ്ങൾ, കൂടാതെ പൈപ്പുകൾ നന്നാക്കുന്നതും നിരസിക്കുന്നതുമായ അവസ്ഥകൾ, അവർ തമ്മിൽ, പൈപ്പ്ലൈൻ ശക്തിപ്പെടുത്തൽ എന്നിവയ്ക്കിടയിലുള്ള ക്രമങ്ങൾ, ദി ഓർഡർ, ട്രാക്കിലെ ജോലി ചെയ്യുന്ന സമയത്ത് വെൽഡിംഗ്, കാലാവസ്ഥാ സാഹചര്യങ്ങൾ നിശ്ചയിച്ചിട്ടുണ്ട്, റെഗുലേറ്ററി പ്രമാണങ്ങൾ ശുപാർശ ചെയ്യുന്ന വെൽഡിംഗ് മെറ്റീരിയലുകൾ നിയന്ത്രിക്കുന്നതും, കൂടാതെ വെൽഡഡ് പൈപ്പ്ലൈനുകൾ നിയന്ത്രിക്കുന്നതും മാനദണ്ഡങ്ങളും നിയമങ്ങളും നിയന്ത്രിക്കുന്നതും, അവരുടെ സേക്കയ്ക്കും നന്നാക്കും.
ഈ സ്നിപ്സിലെ പ്രധാന വ്യവസ്ഥകളുടെ വികസനത്തിൽ, വെൽഡിംഗ് പൈപ്പ്ലൈനുകൾക്കായുള്ള സാങ്കേതിക നിർദ്ദേശങ്ങൾ വികസിപ്പിച്ചെടുത്തു (വിഎൻഐ 066-89, എൽബിഎൻ A.3.1. -33-96, പൈപ്പ്ലൈനുകളുടെ ഇംപെയ്ഡ് സന്ധികൾ നിയന്ത്രിക്കുന്ന രീതി (വിഎൻ 012-88) . ഈ നിർദ്ദേശങ്ങൾ നിയന്ത്രിക്കുന്നു: ടെക്നോളജി കൈകൊണ്ട് നിർമ്മിച്ച പൈപ്പുകളുടെയും പൈപ്പുകളുടെയും ഓട്ടോമാറ്റിക് ആർക്ക് വെൽഡിംഗും, അതുപോലെ തന്നെ പൈപ്പുകളും 14 മുതൽ 1420 മില്ലീമീറ്റർ വരെ വ്യാസമുള്ള ഒരു കനം ഉപയോഗിച്ച് 1 മുതൽ 26 മില്ലീമീറ്റർ വരെ ഒരു മതിൽ 7.5 എംപിഎയിലധികം രൂപകൽപ്പന ചെയ്തിരിക്കുന്നു; വെൽഡഡ് സന്ധികളുടെ നിയന്ത്രണം 590 എംപിഎ പ്രതിരോധം ഉൾക്കൊള്ളുന്ന സ്റ്റീലുകളിൽ നിന്ന് പൈപ്പുകൾ വെൽഡ് ചെയ്യാൻ അനുവദിച്ചിരിക്കുന്നു . നിർദ്ദേശങ്ങൾ അവതരിപ്പിക്കുന്നു മാനുവൽ ആർക്ക് വെൽഡിംഗ് ടെക്നിക്കുകൾ ഉപയോഗിക്കുന്ന പൈപ്പ്ലൈനുകൾ വെൽഡിംഗിന്റെ സാങ്കേതിക സവിശേഷതകൾ, ഇൻഡക്റ്റിക് വെൽഡിംഗ്, സംരക്ഷണ വാതക മേഖലകളിലെ യാന്ത്രിക വെൽഡിംഗ്, നിർബന്ധിത സീം രൂപീകരണമുള്ള പൊടി വയർ എന്നിവ. പ്രത്യേക ഉദ്ദേശ്യ പൈപ്പ്ലൈനുകൾ വെൽഡിംഗ് ചെയ്യുന്നതിന് നിർദ്ദേശങ്ങൾ ബാധകമല്ല (അമോണിയ, എത്ലീൻ, എത്തനോൾ, കാർബൺ ഡൈ ഓക്സൈഡ് മുതലായവ), അതുപോലെ തന്നെ ക്രോസിയോൺ ആക്ടീവ് ഉൽപ്പന്നങ്ങൾക്കുള്ള പൈപ്പ്ലൈനുകളും.
വിദേശത്ത്, പൈപ്പ്ലൈനുകളുടെ നിർമ്മാണം ദേശീയ, അന്തർദേശീയ നിലവാരങ്ങളാൽ നയിക്കപ്പെടും, ആരി 1104, ആരി 5 ഡി, സിഎസ് 4515 പൈപ്പ്ലൈൻ ഇംഡിഡ് സന്ധികളുടെ ഗുണനിലവാരത്തിൽ ഏറ്റവും പ്രചാരമുള്ളത്, ഒരു ചട്ടം പോലെ, അന്തർദ്ദേശീയമായി നയിക്കപ്പെടും സ്റ്റാൻഡേർഡ് ഐഎസ്ഒ 8517 ഉം യൂറോപ്യൻ സ്റ്റാൻഡേർഡ് എൻ 25817.
പട്ടിക 1
പൈപ്പുകൾക്കായുള്ള ആവശ്യകതകൾ
തുമ്പിക്കൈയുടെയും വിതരണ ഗ്യാസ് പൈപ്പ്ലൈനുകളുടെ നിർമ്മാണത്തിനായി, സ്റ്റീൽ തടസ്സമില്ലാത്ത ഇലക്ട്രിഡ് ഇലക്ട്രിച്ച സ്ട്രോബെറി, സർവത്സരങ്ങൾ എന്നിവ ഉപയോഗിക്കുന്നു. 1020 മില്ലീമീറ്റർ വരെ വ്യാസമുള്ള പൈപ്പുകൾ ശാന്തവും അർദ്ധ-തിളക്കമുള്ള ലോ-അലോയ് സ്റ്റീലുകളും, 1420 മില്ലീമീറ്റർ വരെ വ്യാസമുള്ള പൈപ്പുകൾ - താഴ്ന്ന അലർച്ച അല്ലെങ്കിൽ തെർമോമെക്കണിയിൽ നിന്ന് കുറഞ്ഞ അവസ്ഥയിൽ നിന്ന്. കുറഞ്ഞ മർദ്ദം വിതരണ ഗ്യാസ് പൈപ്പ്ലൈനുകൾക്കായി മാത്രം (0.005 എംപിഎ വരെ), കുറഞ്ഞ കാർബൺ സ്റ്റീലുകളിൽ നിന്ന് പൈപ്പുകൾ ഉപയോഗിക്കാൻ അനുവാദമുണ്ട്.
സിസ് പൈപ്പുകളിൽ 8731 ന് അനുസൃതമായി ഉപയോഗിക്കുന്നു ... ഗോസ്റ്റ് 8734 ഗ്രൂപ്പുകൾ ബി, അതുപോലെ തന്നെ ബന്ധപ്പെട്ട സാങ്കേതിക, സാമ്പത്തിക ന്യായീകരണവും - ഗോസ്റ്റ് 9567; സ്റ്റീൽ ഇലക്ട്രിക് വെൽഡ് പൈപ്പുകൾ - സോസ്റ്ററൽ സെന്ററൽ വ്യാസമുള്ള (ഡിഎഫ്) 800 മില്ലീമീറ്റർ വരെ ഇൻപ്പെരുതുമായി ബന്ധപ്പെട്ട 30295 അനുസരിച്ച്. പൈപ്പ് ഡു\u003e 800 മില്ലിമീറ്റർ, പ്രത്യേക സാങ്കേതിക വ്യവസ്ഥകൾ വികസിപ്പിച്ചെടുക്കുന്നു, അതിൽ ചുവടെ പറഞ്ഞിരിക്കുന്ന ആവശ്യകതകൾ ഉൾപ്പെടുത്തണം.
പൈപ്പിന്റെ അറ്റത്ത് നിന്ന് 250-500 മില്ലീമീറ്റർ അകലെ പൂർത്തിയായ പൈപ്പുകൾ അടയാളപ്പെടുത്തി, പൈപ്പിന്റെ അറ്റത്ത് നിന്ന് 250-500 മില്ലീമീറ്റർ അകലെയാണ് (തണുത്ത സ്റ്റാമ്പ്): ഇനിപ്പറയുന്ന ഡാറ്റ: നിർമ്മാതാവിന്റെ പേര്; സ്റ്റീൽ അല്ലെങ്കിൽ അതിന്റെ സോപാധിക പദവി; പൈപ്പ് നമ്പർ; സാങ്കേതിക നിയന്ത്രണത്തിന്റെ സ്റ്റാമ്പ്; നിർമ്മാണ വർഷം. സ്റ്റിക്കിംഗ് പ്ലോട്ട് പെയിന്റ് വിതരണം ചെയ്യപ്പെടുന്നു. കൂടാതെ, അതിന്റെ വ്യാസവും മതിൽ കനവും ഇൻഷാബിൾ പെയിന്റിനെ സൂചിപ്പിക്കുന്നു.
ഇമ്പോർമോ ഇറക്കുമതി പൈപ്പുകൾ നിർമ്മിക്കുക, ഇപ്രകാരമുള്ള അമേരിക്കൻ ഓയിൽ ഇൻസ്റ്റിറ്റ്യൂട്ടിന്റെ (അരിഐ) എന്ന മാനദണ്ഡങ്ങൾക്കനുസൃതമായി നിർമ്മിക്കുകയും വിതരണം ചെയ്യുകയും ചെയ്യുന്നു, AII-513 (വിവിധ പൈപ്പ്ലൈനുകൾക്കായുള്ള സർപ്പിള പൈപ്പുകൾ) AII-51x (പൈപ്പുകൾ ഉയർന്ന സമ്മർദ്ദ പൈപ്പ്ലൈനുകൾ).
ഈ മാനദണ്ഡങ്ങൾ അനുസരിച്ച്, പൈപ്പ് സ്റ്റീൽ വിളവ് ശക്തിയിലുള്ള ഗ്രൂപ്പുകളായി സംയോജിപ്പിച്ചിരിക്കുന്നു. 1 ചതുരശ്രയായി ആയിരക്കണക്കിന് പൗണ്ടുകളിൽ ഒരേ വിളവ് മൂല്യമുള്ള ഓരോ ഗ്രൂപ്പും ഓരോ ഗ്രൂപ്പും. ഈ മാനദണ്ഡങ്ങൾ അനുസരിച്ച്, സ്റ്റീലുകളുടെ ഗ്രൂപ്പുകളുണ്ട്: എക്സ് -42, എക്സ് -46, എക്സ് -56, എക്സ് -56, എക്സ് -66, എക്സ് -56, എക്സ് -65, എക്സ് -70, X-70, 414 മുതൽ 565 എംപിഎ വരെ നാശത്തിലേക്കുള്ള കാലത്തെ ചെറുത്തുനിൽപ്പ്. ചിപ്സ് മെക്കാനിക്കൽ പ്രോപ്പർട്ടികൾക്ക് പുറമേ, പൈപ്പ് നിർമ്മിക്കുന്ന പ്രക്രിയ, പൈപ്പിന്റെ രാസഘടന, പൈപ്പിന്റെ രാസഘടന, ഉൽപാദന പ്രക്രിയയ്ക്കിടെയുള്ള സമ്മർദ്ദം, ഇത് ഉപയോഗിക്കുന്നത് നശിപ്പിക്കുന്ന പരീക്ഷണങ്ങളിലെ സമ്മർദ്ദം പൈപ്പ് റിപ്പയർ അവസ്ഥകൾ മുതലായവ. പൈപ്പുകളുടെ പൈപ്പുകളുടെ പൈപ്പ്സിന്റെ പൈപ്പിന്റെ പദവി, ആരിയുടെ മോണോഗ്രാം എന്നിവയുടെ പേരുകൾ ഉൾപ്പെടുന്നു (ആരിയുടെ ആവശ്യകതകൾക്കനുസൃതമായി ഈ പൈപ്പ് നിർമ്മിച്ചതാണ്), ഇഞ്ചിലെ പൈപ്പിന്റെ വലുപ്പം , പൗണ്ടിലെ ഒരു അടി പൈപ്പിന്റെ പിണ്ഡം, സ്റ്റീലിന്റെ പദവിയും (എസ്-സെസ്റ്റ്, ഇ വെൽഡഡ് ഡേർഡ് പൈപ്പുകളും, എസ്-ബെസ്റ്റ്, ഇ വെൽഡഡ് ഡേർട്ട് പൈപ്പുകൾ, എസ്-ബെ. ഇ വെൽഡഡ് ഡേർട്ട് പൈപ്പുകൾ, എസ്ഡബ്ല്യു-ബെത്തൽ പൈപ്പ്, പി - രേഖാംശ സീം ഉള്ള പൈപ്പുകൾ, കൂടാതെ രീതികൾ അമർത്തിക്കൊണ്ട്) , പദവിയുടെ പദവിയുടെ തരം (ഇ - ഉരുക്ക് പൊള്ളയായ എം - ഉയർന്ന ശക്തി ലോ-അലോയ് സ്റ്റീൽ), ലഹരി പങ്കാളിത്തം (എൻഎം -normalization അല്ലെങ്കിൽ സാധാരണവൽക്കരണം, അവധി, അവധിക്കാലം, അവധിക്കാലം, അവധിക്കാലം). മായാത്ത പെയിന്റ് മാർക്കിംഗിംഗ് നടത്തുന്നു. പ്രധാന പൈപ്പ്ലൈനുകളുടെ പൈപ്പൈലനുകൾ, വിപ്ലതയുടെ സമയത്തെ പ്രതിരോധം ഉപയോഗിച്ച് ഉരുക്ക് ഉപയോഗിച്ചാണ് നിർമ്മിച്ചിരിക്കുന്നത്: 0.75 - കുറഞ്ഞ കാർബൺ സ്റ്റീലുകൾക്ക്; 0.8 - താഴ്ന്ന അരോയിഡ് നോർമലൈസ്ഡ് സ്റ്റീലുകൾക്കായി; 0.85 - വ്യാപനം-കഠിനമായ, താൽമാവ് മെച്ചപ്പെടുത്തിയ സ്റ്റീലുകൾ; 0.9 - നിയന്ത്രിത റോളിംഗിന്റെ ഉരുക്ക്.
വെൽഡിംഗിനായി പൈപ്പ് ഇഡ്ജസ് തയ്യാറാക്കൽ
വെൽഡിംഗും ഇൻസ്റ്റാളേഷനും ആരംഭിക്കുന്നതിന് മുമ്പ്, പൈപ്പുകളും പൈപ്പ്ലൈനുകളും ഉപയോഗിക്കുന്നതെങ്കിലും ഗുണനിലവാരമുള്ള സർട്ടിഫിക്കറ്റുകളുണ്ടെന്നും അവരുടെ വിതരണത്തിനായി പ്രോജക്റ്റിന് അനുസൃതമായിട്ടാണെന്നും ഉറപ്പാക്കേണ്ടത് ആവശ്യമാണ്. പൈപ്പുകളിലെ പ്രസക്തമായ നിലവാരങ്ങളുടെയും സാങ്കേതിക സാഹചര്യങ്ങളുടെയും ആവശ്യകതകൾക്ക് അനുസൃതമായി പൈപ്പുകളും വിശദാംശങ്ങളും ഇൻപുട്ട് നിയന്ത്രണം കൈമാറണം.
പൈപ്പുകളുടെയും കണക്റ്റുചെയ്യുന്ന ഭാഗങ്ങളുടെയും അറ്റങ്ങളും അപ്ലൈഡ് വെൽഡിംഗ് പ്രോസസ്സുകൾക്ക് അനുസരിച്ച് ബെവൽ അരികുകളുടെ ആകൃതിയിലും അളവുകളിലും ആയിരിക്കണം. അവയുടെ പൊരുത്തക്കേടുകൾക്കൊപ്പം, ട്രാക്കുകളിലെ അരികുകളുടെ മെക്കാനിക്കൽ പ്രോസസ്സിംഗ് അനുവദനീയമാണ്. ചെറിയ വ്യാസമുള്ള പൈപ്പുകൾക്കായി (520 മില്ലിമീറ്റർ വരെ), നടപ്പാതകൾ, പകുതി, പൈപ്പ്, പൈപ്പ് കട്ടറുകൾ, അരക്കൽ എന്നിവ ഉപയോഗിക്കാൻ കഴിയും. പരിക്രമണ മില്ലിംഗ് മെഷീനുകൾ, വലിയ വ്യാസത്തിന് ജലവൈദ്യുത നിർമ്മാണവും പൊടിച്ച യന്ത്രങ്ങളും ഉപയോഗിക്കുന്നു. ചില സന്ദർഭങ്ങളിൽ, കോയിലുകളും പ്രകടനവും ചേർക്കുമ്പോൾ, അരികുകൾ തയ്യാറാക്കുന്നതിന് താപ രീതികളുടെ ഉപയോഗം:
എ) തുടർന്നുള്ള മെക്കാനിക്കൽ സ്ട്രിപ്പിംഗ് അരികുകളുള്ള ഗ്യാസ് ഓക്സിജൻ മുറിക്കുന്നത് 0.1 ..0.2 മില്ലീമീറ്റർ ആഴത്തിൽ;
b) 1 മില്ലീമീറ്റർ വരെ ആഴത്തിലുള്ള മാച്ചിംഗ് - 1 മില്ലീമീറ്റർ വരെ ആഴത്തിൽ വായു-പ്ലാസ്മ കട്ടിംഗ് - നൈട്രജനുമായുള്ള അരികിലെ സാച്ചുറേഷൻ കാരണം (അർഗോൺ രൂപകൽപ്പന ചെയ്യുന്ന വാതകം, മെക്കാനിക്കൽ പ്രോസസ്സിംഗ് ആവശ്യമില്ല); സി) തുടർന്നുള്ള വായു മുറിക്കൽ 0.5 മില്ലീമീറ്റർ ആഴത്തിൽ (അരികുകളിൽ തലക്കെട്ട്);
d) Anr-2m, Anr-3 അല്ലെങ്കിൽ Ore.21.03 എന്നിവയുടെ പ്രത്യേക ഇലക്ട്രോഡുകളുള്ള ഒരു വിള്ളൽ, മുറിക്കൽ, ഏത് മെക്കാനിക്കൽ പ്രോസസ്സിംഗ് ആവശ്യമില്ല.
പൈപ്പുകൾ ശേഖരിക്കുന്നതിന് മുമ്പ്, മണ്ണിൽ നിന്നുള്ള പൈപ്പുകളുടെ അറയും, അവിടെ നിന്ന്, അവിടെ നിന്ന്, പൈപ്പുകളുടെയും ആന്തരികവുമായ ഉപരിതലവും വീതി വൃത്തിയാക്കാൻ ആവശ്യമായ വീതിയും വീതിയും വീതിയും വൃത്തിയാക്കേണ്ടത് ആവശ്യമാണ് കുറഞ്ഞത് 10 മില്ലീമീറ്റർ.
ട്യൂബിനോട് ചേർന്നുള്ള ബാഹ്യ ഫാക്ടറി സീമുകൾ ശക്തിപ്പെടുത്തുന്നതിന്റെ പ്ലോട്ടുകൾ, കുറഞ്ഞത് 10 മില്ലീറ്ററിന്റെ അവസാനത്തിൽ നിന്ന് ഏകദേശം..d5 മില്ലീമീറ്റർ ഉയരത്തിൽ നിറയ്ക്കാൻ ശുപാർശ ചെയ്യുന്നു.
എല്ലാ പൈപ്പുകളും പൂശിയ ഇലക്ട്രോഡുകളുമായി മാനുവൽ ആർക്ക് വെൽഡിംഗിനായി ഉദ്ദേശിച്ചിട്ടുള്ള കട്ടിംഗ് അരികുകളുള്ള സസ്യങ്ങളിൽ നിന്നുള്ള ട്രാക്കിൽ വരുന്നു. ഈ മുറിക്കൽ (ചിത്രം 1, എ) 4 മില്ലിമീറ്ററിൽ കൂടുതൽ വ്യാസമുള്ള ഒരു വ്യാസമുള്ള പൈപ്പുകൾ ഉണ്ട്, 25-30 ° വരെ അരികുകളും 1-2.6 മില്ലീമീറ്ററും. മതിലിന്റെ കനം 16 മില്ലീമീറ്റർ, ഒരു വലിയ വ്യാസമുള്ള കൂടുതൽ പൈപ്പുകൾ അതനുസരിച്ച് സംയോജിത കട്ടിംഗ് എഡ്ജ് ഉപയോഗിച്ച് നൽകാം. 1, ബി.
വലുപ്പം മതിൽ കട്ടിയെ ആശ്രയിച്ചിരിക്കുന്നു, ഇതാണ്:
7 മില്ലീമീറ്റർ - പൈപ്പ് മതിലിന്റെ കനം ഉപയോഗിച്ച് 15 ... 19 മില്ലീമീറ്റർ
8 മില്ലീമീറ്റർ - പൈപ്പ് മതിലിന്റെ കനം 19 ... 21,5 മില്ലീമീറ്റർ
10 മില്ലിമീറ്റർ - പൈപ്പ് മതിലിന്റെ കനം 21.5 ... 26 മില്ലീമീറ്റർ.
അത്തിപ്പഴം. 1. മാനുവൽ ആർക്ക് വെൽഡിംഗിനായി (എ, ബി) പൈപ്പുകളുടെ അരികുകൾ (ബി), ഫ്ലക്സ് (ജി, ഡി, ഇ, ജി), നിർബന്ധിത രൂപീകരണമുള്ള ഓട്ടോമാറ്റിക് വെൽഡിംഗ് ( A, b).
പൈപ്പ്ലൈനുകൾ ഡു 1000 മിമിനും അതിരുകടന്നും ഉള്ളിൽ നിന്ന് ഉപകരണത്തിന്റെ ആപ്പ് നൽകുമ്പോൾ, ചിത്രം 1, ബിയിൽ അവതരിപ്പിച്ച മുറിക്കൽ ശുപാർശ ചെയ്യുന്നു. വിതരണ പൈപ്പ്ലൈനുകൾ നിർമ്മിക്കുന്നതിനിടയിൽ, 4 മില്ലീമീറ്റർ മുതൽ മതിൽ കനം ഉപയോഗിച്ച് അരികുകൾ മുറിക്കാതെ പൈപ്പുകൾ നിർമ്മാണ സമയത്ത് പൈപ്പുകളുടെ വെൽഡിംഗ് അനുവദനീയമാണ്. കൂടാതെ, 152 മില്ലീമീറ്റർ വരെ വ്യാസമുള്ള പൈപ്പ്ലൈനുകൾക്ക്, ഗ്യാസ് വെൽഡിംഗ് (വെട്ടിക്കുറയ്ക്കാതെ - 3 മില്ലീമീറ്റർ വരെ - 5 മില്ലീമീറ്റർ വരെ) ഉപയോഗിക്കാൻ കഴിയും.
അധിക എഡ്ജ് പ്രോസസ്സിംഗ് ഇല്ലാതെ ട്രാക്കിലെ വ്യത്യാസ പൈപ്പുകളുടെ കണക്ഷൻ അനുവദനീയമാണ്:
മതിൽ കട്ടിയുള്ളതിന്, 12.5 മില്ലിമീറ്ററിൽ കൂടുതൽ, കനം 2 മില്ലീ കവിയുന്നില്ലെങ്കിൽ;
12.5 മില്ലിമീറ്ററിനു മുകളിലുള്ള മതിലുകളുടെ കനം, കനം 3 മില്ലീ കവിയുന്നില്ലെങ്കിൽ. ഈ സാഹചര്യത്തിൽ, ഞെട്ടിക്കുന്ന അരികുകൾ അനുവദനീയമല്ല.
ഷട്ട്-ഓഫോടുകൂടിയ പൈപ്പുകളുടെയോ പൈപ്പുകളുടെ കണക്ഷൻ അല്ലെങ്കിൽ മാതൃകാരംഘട്ടത്തിന്റെ ഒരു വലിയ വ്യത്യാസങ്ങൾ ഉപയോഗിച്ച് 250 മില്ലീമീറ്റർ ദൈർഘ്യമുള്ള ഒരു വലിയ വ്യത്യാസങ്ങൾക്കിടയിൽ നടപ്പിലാക്കുന്നതിലൂടെയാണ് .
കട്ടിയുള്ള പൈപ്പ് അല്ലെങ്കിൽ ഭാഗം (ചിത്രം 2, a) ന്റെ ഉപരിതലത്തോട് ചേർന്നുള്ള പ്രത്യേക രീതിയിലുള്ള പൈപ്പ്ലൈനുകളുടെ ചില ഭാഗങ്ങളുള്ള പൈപ്പ്ലൈനുകളുടെ നേരിട്ടുള്ള അസംബ്ലി അല്ലെങ്കിൽ പൈപ്പുകളുടെ വെൽഡിംഗ് നടത്താൻ ഇത് അനുവദിച്ചിരിക്കുന്നു. ഒന്നിലധികം പൈപ്പുകളുടെ ചക്യങ്ങളുടെ വെൽഡിംഗ് അനുവദനീയമല്ല.
ശക്തിപ്പെടുത്തലിന്റെ ഉചിതത്വത്തിന്റെ കനം 1.5 കനം ഉണ്ടാകുന്നില്ലെങ്കിൽ പൈപ്പ് മതിലിന്റെ കനം 1.5 കനം പുറത്തെടുത്ത് (ചിത്രം 2, ബി ). ഈ തയ്യാറെടുപ്പ് വിതരണക്കാരൻ നടപ്പാക്കണം.
അത്തിപ്പഴം. 2. വ്യത്യസ്ത മതിൽ കനം ഉള്ള ട്യൂബുകളുടെ വെൽഡിംഗും ഭാഗങ്ങളും തയ്യാറാക്കൽ.
പൈപ്പ് അസംബ്ലി ആവശ്യകതകൾ
പൈപ്പുകളുടെ സന്ധികൾ നിർമ്മിക്കുക:
പൈപ്പ്ലൈനിന്റെ അച്ചുതണ്ടിലേക്കുള്ള ജോയിന്റിലേക്ക് ലംബമായി. ലംബതയിൽ നിന്നുള്ള വ്യതിയാനം 2 മില്ലീയിൽ കവിയരുത്;
വിടവിന്റെ ചുറ്റളവിന് ചുറ്റുമുള്ള ഏകത, പ്രസക്തമായ മാനദണ്ഡങ്ങളും നിർദ്ദേശങ്ങളും ഉപയോഗിച്ച് നിയന്ത്രിക്കുന്ന മൂല്യങ്ങളുടെ പരിധിക്കുള്ളിലാണ്;
സാർവത്രിക പാറ്റേണുകൾ (പ്രധാന പൈപ്പ്ലൈനുകൾക്കായി - 0.2 മതിൽ കനം കവിയരുത്, പക്ഷേ 3 മില്ലീമീറ്റർ മുതൽ 3 മില്ലീമീറ്ററിൽ കൂടാത്തതും, എന്നാൽ 3 മില്ലീമീറ്ററിൽ കൂടരുത് - (0.15 മതിൽ കട്ടിയുള്ളത് + 0.5 മില്ലീമീറ്റർ) രേഖപ്പെടുത്തിയിട്ടില്ലാത്ത അരികുകളുടെ സ്ഥാനചലനത്തിന്റെ ഏറ്റവും കുറഞ്ഞ മൂല്യം );
100 മില്ലീമീറ്ററിൽ കൂടുതൽ വ്യാസമുള്ള പൈപ്പുകൾക്കായി രേഖപ്പെടുത്തൽ ഫാക്ടറി സീമുകൾ കലർത്തി - 100 മില്ലിമീറ്ററിൽ താഴെയുള്ള പൈപ്പുകൾക്കായി പൈപ്പുകൾക്കായി - പൈപ്പുകൾക്കായി - പൈപ്പുകൾക്കായി - പൈപ്പുകൾക്കായി - പൈപ്പുകൾക്കായി - പൈപ്പുകൾക്കായി. ഈ ആവശ്യകതകൾ നടപ്പിലാക്കുന്നതിനുള്ള സാങ്കേതിക അസാധ്യതയുടെ കാര്യത്തിൽ, വെൽഡിംഗ് കോമ്പൗൗണ്ടിന്റെ അധിക അൾട്രാസോണിക് നിരീക്ഷണം ജോയിന്റിന്റെ ഈ വിഭാഗത്തിൽ നിർദ്ദേശിക്കപ്പെടുന്നു.
വലിയ വ്യാസമുള്ള പൈപ്പുകളുടെ നിർമ്മാണത്തിൽ, ഷെല്ലുകളിൽ നിന്നുള്ള സിലിണ്ടർ ഹ്യൂസിംഗുകൾ ഇനിപ്പറയുന്ന തരത്തിലുള്ള അസംബ്ലിയും വെൽഡിംഗും ബാധകമാണ് - "അസംബ്ലി ഷെല്ലിന്റെ അസംബ്ലിയും വെൽഡിംഗും."
ചൂടാക്കാനുള്ളത്
താപ വെൽഡിംഗ് സൈക്കിൾ ക്രമീകരിക്കാൻ നിങ്ങളെ അനുവദിക്കുന്ന ഏറ്റവും പ്രധാനപ്പെട്ട സാങ്കേതിക പ്രവർത്തനങ്ങളിലൊന്നാണ് പ്രോഹിനിംഗ്. 800-500 ° C ന്റെ താപനിലയിൽ ലോഹത്തെ തണുപ്പിക്കുന്നതിന്റെ വേഗത നിർണ്ണയിക്കുന്നുവെന്ന് അറിയാം. ഓസ്റ്റീനലിന്റെ ഏറ്റവും കുറഞ്ഞ പ്രതിരോധം). ഉയർന്ന തണുപ്പിക്കൽ നിരക്കിൽ, ഉയർന്ന ശക്തിയും കുറഞ്ഞ പ്ലാസ്റ്റിപ്പും തണുത്ത വിള്ളലുകൾ ഉണ്ടാക്കാനുള്ള പ്രവണതയും സാധ്യമാണ്. കുറഞ്ഞ അരോയിഡ് സ്റ്റീലുകളിൽ 0.43% നും ഉയർന്നതും തുല്യമാണെന്ന് ഇത് പ്രത്യേകിച്ചും ശരിയാണ്. ഈ ഉരുക്ക് തെർമൽ സൈക്കിളിന്റെ പ്രവർത്തനത്തെ കേന്ദ്രീകരിച്ച്, കേന്ദ്രീകൃതരാഴ്സുകളിൽ, താപ സ്വാധീന മേഖല എന്നിവ ആലിംഗനം ചെയ്യാൻ സാധ്യതയുണ്ട്. ജിവിടി മെറ്റലിന്റെ തണുപ്പിക്കൽ നിരക്ക് 70 ° C / S ൽ എത്തിച്ചേരാനാകുമ്പോൾ ഈ പ്രതിഭാസങ്ങൾ മാനുവൽ ആർക്ക് വെൽഡിംഗ് ഉപയോഗിച്ച് വ്യക്തമായി പ്രകടമാണ്. പൈപ്പ് മതിലിന്റെ ഒരു കട്ടിയുള്ള കനം ഉപയോഗിച്ച്, താപ സ്വാധീനത്തിന്റെ തണുപ്പിക്കൽ നിരക്ക് ക്രമീകരിക്കുക പ്രീഹീറ്റിംഗിന്റെ കണക്റ്റിംഗ് അരികുകളുടെ പ്രാരംഭ താപനിലയിലൂടെ മാറ്റാം. സീമിന്റെ റൂട്ടിന്റെ വേരിനെ വെൽഡിംഗ് ചെയ്യുമ്പോൾ, തണുപ്പിക്കൽ നിരക്ക് മറ്റ് എക്സെയ്ൻ ലെയറുകളുടെ വെൽഡിംഗുമായി താരതമ്യപ്പെടുത്തുമ്പോൾ, റോയിംഗ് വെൽഡിംഗ് energy ർജ്ജം കുറയുന്നു (അത്തരം ഇലക്ട്രോഡുകൾ വെൽഡിംഗ് വേഗതയേറിയതാണ് പ്രധാന പൂശുന്നു) വെൽഡ് മെറ്റലിലെ വ്യാപന ഹൈഡ്രജന്റെ ഉള്ളടക്കത്തിന്റെ അളവ് വർദ്ധിപ്പിക്കുന്നതിനുള്ള ഒരു അക്കൗണ്ടിനായി തണുത്ത വിള്ളലുകളുടെ പ്രവണതയും രൂപീകരണവും വർദ്ധിപ്പിക്കുകയും ചെയ്തു. പ്രാഥമിക ചൂടാക്കൽ ജിവിടിയിൽ കാഠിന്യ ഘടനയുടെ രൂപവത്കരണത്തിന്റെ സാധ്യത കുറയ്ക്കുക മാത്രമല്ല, വെൽഡ് മെറ്റലിൽ നിന്ന് വ്യാപന ഹൈഡ്രജനും നിർദ്ദിഷ്ട മേഖലയും സജീവമാക്കുന്നതിന് സാഹചര്യങ്ങളും സൃഷ്ടിക്കുന്നു. തണുത്ത വിള്ളലുകൾ രൂപപ്പെടുന്നതിനെതിരെ വെൽഡഡ് സംയുക്തങ്ങളുടെ പ്രതിരോധം വർദ്ധിപ്പിക്കുക, പ്രത്യേകിച്ചും, സീമിലെ ഹൈഡ്രലോസ് ഉള്ളടക്കം ഉപയോഗിച്ച് ഇലക്ട്രോഡുകൾ ഉപയോഗിക്കുമ്പോൾ, 100 ഗ്രാം വെൽഡ് മെറ്റലിന് 50 മില്ലിമീറ്ററിൽ എത്തുമ്പോൾ.
പ്രീഹീറ്റിംഗിന്റെ താപനിലയെ (കാർബൺ തുല്യതയോടെ), പൈപ്പ് മെഷീനുകളുടെ കനം, അന്തരീക്ഷ താപനില, ഇലക്ട്രോഡ് കോട്ടിംഗ് എന്നിവയെ ആശ്രയിച്ചിരിക്കുന്നു. ഈ പാരാമീറ്ററുകൾ സാധാരണയായി പ്രസക്തമായ നിലവാരങ്ങളും സാങ്കേതിക നിർദ്ദേശങ്ങളും നിയന്ത്രിക്കുന്നു. അതിനാൽ, ഉദാഹരണത്തിന്, സിഐകളിൽ 066-89 (പട്ടിക 2) വഴി നയിക്കുന്നു. സെല്ലുലോസ് കോട്ടിംഗ് ഉപയോഗിച്ച് ഇലക്ട്രോഡുകളുമായി വെൽഡിംഗ്, പ്രീഹീറ്റിംഗിന്റെ താപനില 75 ഡിഗ്രി സെൽഷ്യസ് വർദ്ധിക്കുന്നു.
പട്ടിക 2
വിദേശത്ത്, ചൂടാക്കൽ തിരഞ്ഞെടുക്കുമ്പോൾ, ഇക്വിഡ് ചെയ്ത സന്ധികളുടെ ക്രാക്ക് പ്രതിരോധത്തിന്റെ ഒരു സൂചകവുമായി പ്രവർത്തിക്കുക, ഇത് ഫോർമുല ഇറ്റോ-ബെസിയോ നിർണ്ണയിക്കുന്നു:
എവിടെ: [n] - വ്യാപന ഹൈഡ്രജന്റെ ഉള്ളടക്കം, എംഎം / 100 ഗ്രാം;
ടി - വെൽഡ് പ്ലേറ്റുകളുടെ കനം, എംഎം. അനുഭവ സൂത്രവാക്യത്തെക്കുറിച്ച് ചൂടാക്കൽ താപനില നിർണ്ണയിക്കപ്പെടുന്നു:
(° C) tp.p \u003d 1440 rcm - 392.
പ്രാഥമികം, ആവശ്യമെങ്കിൽ, ഇംതിയാസ് ചെയ്ത ജോയിന്റിലെ പരിധിയിലുടനീളം ലോഹത്തിന്റെ ഏകീകൃത ചൂടാക്കൽ നൽകിക്കൊണ്ട് ചൂടാക്കപ്പെടേണ്ടതാണ്. സീമിൽ നിന്നുള്ള ഓരോ ദിശയിലും പൈപ്പ് ഉണക്കൽ മേഖലയുടെ വീതി കുറഞ്ഞത് 75 മില്ലീമീറ്ററെങ്കിലും ആയിരിക്കണം.
വിവിധ സ്റ്റീൽ ഗ്രേഡുകളിൽ നിന്നോ അല്ലെങ്കിൽ വിവിധ മതിൽ കനം ഉള്ളപ്പോൾ, പ്രാഥമികവും പരിവർത്തനപരവുമായ ചൂടാക്കൽ, അല്ലെങ്കിൽ വ്യത്യസ്ത മതിൽ കനം ഉപയോഗിച്ച്, വ്യത്യസ്ത താപനിലയിൽ ചൂടാക്കപ്പെടണം, ഇത് പരമാവധി മൂല്യത്തിലേക്ക് സജ്ജമാക്കിയിരിക്കണം.
മാനുവൽ ആർക്ക് വെൽഡിംഗിന്റെ സാങ്കേതികവിദ്യയും സാങ്കേതികതയും
മാനുവൽ ആർക്ക് വെൽഡിംഗിനായി പൈപ്പ്ലൈനുകൾ നിർമ്മിക്കുന്നതിനിടെ വെൽഡിംഗ് ജോലിയുടെ ഏകദേശം 60%. ഇത് തുടർച്ചയായ ത്രെഡിലേക്കും വ്യക്തിഗത പൈപ്പ് അല്ലെങ്കിൽ പരിവർത്തനങ്ങളുടെ ഒരു ബന്ധമാണ്, പ്രകൃതിദത്തവും കൃത്രിമ തടസ്സങ്ങളിലൂടെ പരിവർത്തനങ്ങളുടെ വെൽഡും, കഠിനമായ കോയിലുകൾ, വെൽഡിംഗ് കോയിലുകൾ, ക്രെയിൻ വകുപ്പ്, ക്രെയിൻ വകുപ്പ് മുതലായവ.
മാനുവൽ ആർക്ക് വെൽഡിംഗിന്റെ സാങ്കേതികവിദ്യ പ്രാഥമികമാണ്, പൈപ്പുകളുടെ മെറ്റീരിയൽ വെൽഡിംഗോ ആയിരിക്കും. സ്റ്റീൽ സ്റ്റീൽ, ഓപ്പറേറ്റിംഗ് അവസ്ഥ എന്നിവയെ ആശ്രയിച്ച്, വെൽഡിംഗ് മെറ്റീരിയലുകൾ തിരഞ്ഞെടുക്കുന്നു. അതിനുശേഷം, ഞങ്ങൾ സാങ്കേതികവിദ്യയും വെൽഡിംഗ് ടെക്നിക്കുകളും ജോലി സംഘടിപ്പിക്കുന്നതിനുള്ള പദ്ധതിയും സ്ഥാപിച്ചു, ഒപ്പം ജോലി സംഘടിപ്പിക്കുന്നതിനുള്ള പദ്ധതിയും ഒരു നിശ്ചിത പൈപ്പ്ലൈൻ നിർമ്മാണത്തിലൂടെ നയിക്കപ്പെടുമ്പോൾ. നന്നായി ഒരു വെൽഡിംഗ് മെറ്റീരിയലുകൾക്ക്, വെൽഡിംഗ് സാങ്കേതികവിദ്യ വ്യാസത്തെയും പൈപ്പ് മതിലിന്റെ കനത്തെയും ആശ്രയിച്ചിരിക്കുന്നു.
തുമ്പിക്കൈയുടെയും വിതരണ പൈപ്പലൈനുകളുടെ നിർമ്മാണത്തിലെ ചോദ്യം ചെയ്യപ്പെടാത്ത ഭരണം സീമിലെ ഏറ്റവും കുറഞ്ഞ ലെയറുകളുടെ ആവശ്യകതയാണ്. 6 മില്ലീമീറ്റർ, കുറവ് - 2 പാളികളുള്ള പൈപ്പുകൾക്കായി, 6 മില്ലിമീറ്ററിൽ കൂടുതൽ മതിൽ കനം ഉപയോഗിച്ച് - 3 പാളികൾ.
ഏറ്റവും ഉത്തരവാദിത്തമാണ് സീമിന്റെ റൂട്ട് പാളി. ഇത് സമന്വയിപ്പിച്ച പൈപ്പുകളുടെ അരികുകൾ അടയ്ക്കണം, കൂടാതെ സീമിന്റെ ആന്തരിക ഉപരിതലത്തിൽ 1-3 മില്ലീമീറ്റർ നേട്ടത്തോടെ ഒരു യൂണിഫോം റോളർ രൂപപ്പെടുത്തണം. ജോയിന്റിന്റെ പ്രത്യേക വിഭാഗങ്ങളിൽ (ഓരോ 350 മില്ലീമീറ്റർ സീം സീം) സീം റൂട്ട് (മെനിസ്ക്) അറ്റൻവേറ്റീവിനൊപ്പം ഇത് അനുവദനീയമാണ്. റൂട്ട് ലെയറിന്റെ പുറംഭാഗം സുഗമമായിരിക്കണം, നന്നായി, കട്ടിംഗിന്റെ വശത്ത് മിനുസമാർന്ന ജോഡിംഗ്. സീമിന്റെ പുറംഭാഗത്തിന്റെ ഒപ്റ്റിമലിന്റെ ആകൃതി ഒരു അരഞ്ഞ യന്ത്രമായും ഒരു ന്യൂമാറ്റിക് കളക്ടറെയും നിർദ്ദേശത്തിന്റെ ആവശ്യകതകളായി നിർവഹിക്കാൻ കഴിയും.
1020 മില്ലീമീറ്റർ വ്യാസമുള്ള ചെൽഡിംഗ് പൈപ്പുകൾ വെൽഡിംഗ് ചെയ്യുമ്പോൾ, റൂട്ട് വിതരണമില്ലാത്ത പൈപ്പിന്റെ ഉള്ളിൽ നിന്ന് റൂട്ട് ലെയറിന്റെ ഒരു തീറ്റപ്പുരോധം നടത്താൻ ശുപാർശ ചെയ്യുന്നു, അനിവാര്യമായും ജംഗ്ഷൻ ചുറ്റളവിന്റെ താഴത്തെ പാദം (അകത്ത് നിന്ന്), അതായത് ആ തന്ത്രം, ഇത് വെൽഡിംഗ് സമയത്ത് പുറത്ത് സീമിന്റെ റൂട്ട് പുറത്ത് ഉയർന്നു. വലിയ വ്യാസമുള്ള പൈപ്പുകളുടെ സ്വീൽ സന്ധികളുടെ റൂട്ട് മാൽഡിംഗോടെ ജംഗ്ഷന്റെ മുഴുവൻ ചുറ്റളവിലും മന്ത്രിസഭ നടപ്പിലാക്കുന്നു. ഹോസ്റ്റ് സീം ഒരു റൂട്ട് ദാതാവിനെ നൽകുന്നു, ഇതിന് ഒരു ചെറിയ വശങ്ങളുള്ള ഉപരിതലം ഉണ്ടായിരിക്കണം, ഫീഡുകളും മറ്റ് വൈകല്യങ്ങളും ഇല്ലാതെ ഒരു പൈപ്പിന്റെ ആന്തരിക ഉപരിതലത്തിൽ സുഗമമായി ഇണചേരുന്നു. വെൽഡിംഗ് സീമിന്റെ വർദ്ധിപ്പിക്കൽ കുറഞ്ഞത് 1 ആയിരിക്കണം, 3 മില്ലിമീറ്ററിൽ കൂടരുത്. 3-4 മില്ലീമീറ്റർ വ്യാസമുള്ള പ്രധാന തരത്തിലുള്ള ഇലക്ട്രോഡുകളാൽ നിർവ്വഹിക്കുന്നത് നിർവഹിക്കുന്നു.
സീമിന്റെ പാളികൾ പൂരിപ്പിക്കുന്നത് പരസ്പരം സുരക്ഷിതമായി ഉരുകി കോയിഡ് പൈപ്പുകളുടെ അരികുകൾ ഇടുക. ഓരോ സീം ലെയറിനും ശേഷം, സ്ലാഗിൽ നിന്ന് സീമിന്റെ ഉപരിതലം വൃത്തിയാക്കേണ്ടത് ആവശ്യമാണ്.
വെട്ടിക്കുറയ്ക്കാതെ, ദൃശ്യമാകുന്ന മറ്റ് വൈകല്യങ്ങൾ ഇല്ലാതെ സീമിന് സുഗമമായ രൂപരേഖയും പൈപ്പിന്റെ ഉപരിതലവുമായി ജോടിയാടുകളും ഉണ്ട്. സീമിന്റെ വർദ്ധിപ്പിക്കൽ കുറഞ്ഞത് 1 ആയിരിക്കണം, 3 മില്ലിമീറ്ററിൽ കൂടരുത്. വെൽഡ് വീതി ഓരോ ദിശയിലും കട്ടിംഗ് വീതി 2-3 മില്ലീമീറ്റർ മറികടക്കുന്നു.
ഷിഫ്റ്റിന്റെ അവസാനം, വെൽഡ് പൂർണ്ണമായും ഇന്ധനം ചെയ്യണം. പകൽ ഗൈതൻമാരുടെ പ്രവർത്തനത്തിന് വിധേയമാകുന്നത് അന്തരീക്ഷ താപനിലയിലെ മാറ്റങ്ങളുടെ ഫലത്തിന് വിധേയമാകുമെന്നതാണ് ഈ ആവശ്യകത കാരണം, അത് രാത്രിയിലും രാത്രിയിലും മാറിക്കൊണ്ടിരിക്കുമ്പോൾ പ്രത്യേകിച്ചും പ്രാധാന്യമർഹിക്കുന്നു. താപനില മാറുന്നത് പൈപ്പുകളിലും ഗര്ഭഭസമൂഹങ്ങളുടെ സന്ധികളോടും വളരെ ഉയർന്നതായിരിക്കാൻ കാരണമാകുന്നു.
ജംഗ്ഷൻ പൂർണ്ണമായും അല്ലെങ്കിൽ, വോൾട്ടേജിന്റെ സീമിന്റെ ദുർബലമായ ക്രോസ് സെക്ഷനിൽ വിളവ് ശക്തിയെ കവിയുന്നു, സീമിന്റെ ലോഹത്തിന്റെ നാശത്തിന്റെ പ്രതിരോധം കുറയും. ലോഹത്തിന്റെ പ്ലാസ്റ്റിറ്റി കുറയുമ്പോൾ നെഗറ്റീവ് വായു താപനിലയിൽ ഈ സാഹചര്യം പ്രത്യേകിച്ച് അപകടകരമാണ്.
ശുപാർശ ചെയ്യുന്ന ഇലക്ട്രോഡുകളുടെ തരം അനുസരിച്ച്, ഒരു പ്രധാന വെൽഡിംഗ് സ്കീമുകളുണ്ട്: ഒരു പ്രധാന കോട്ടിംഗുകളുള്ള ഇലക്ട്രോഡുകളുടെ ഒരു വെൽഡിംഗ്, ഒരു ഗ്യാസ് ട്രാപ്പിംഗ് ഇലക്ട്രോഡുകളുടെ സംയുക്ത വെൽഡിംഗ്, ഒരു സീമിന്റെയും ഇലക്ട്രോഡുകളുടെയും വെൽഡിംഗും ഗ്യാസ് നടീൽ തരം, പൂരിപ്പിക്കൽ, അഭിമുഖമായിരിക്കുന്ന പാളികൾ - പ്രധാന പൂശുന്ന ഇലക്ട്രോഡുകൾ.
പ്രധാന കോട്ടിംഗുള്ള വെൽഡിംഗ് ഇലക്ട്രോഡുകൾ തിരശ്ചീന ഓസ്കിലേഷനുകളോടെയാണ് നടത്തുന്നത്. ഫ്ലോ-വിച്ഛേദിക്കപ്പെട്ട ഓരോ വെൽഡറും ഒരു നിർദ്ദിഷ്ട സീം സെക്ഷൻ നടത്തുന്നു, ഇത് അതേ ജോയിന്റിലെ ഒരേസമയം പ്രവർത്തിക്കുന്ന വെൽഡറുകളുടെ എണ്ണത്തെ ആശ്രയിച്ചിരിക്കുന്നു. വലിയ വ്യാസമുള്ള പൈപ്പുകളിൽ, അവയുടെ സംഖ്യ നാലിൽ എത്താം. ചട്ടം പോലെ, വെൽഡറുകൾ രണ്ടെണ്ണം ആണെങ്കിൽ, അവർ അടിയിൽ നിന്ന്, നാദിറിൽ നിന്ന് വെൽഡിലേക്ക്, 6-3-12, 6-9-12. അതേസമയം, ജോയിന്റിന്റെ പരിധിയിൽ, പാക്കിനെ പൈപ്പിന്റെ താഴ്ന്ന സ്ഥലത്ത് നിന്ന് 50-60 മില്ലീമീറ്റർ വരെ മാറ്റുന്നു. തൊട്ടടുത്തുള്ള രണ്ട് പാളികളായി, പൂട്ടുകൾ പരസ്പരം കുറഞ്ഞത് 50-100 മില്ലീമീറ്ററിൽ നിന്ന് സംഗ്രഹിക്കണം. നാല് വെൽഡറുകളാണെങ്കിൽ, ആദ്യ ജോഡി ജോയിന്റ് (ഡയൽ പ്രകാരം) 6-3, 6-9 എന്നിവ പാകം ചെയ്യുന്നു, രണ്ടാമത്തെ നീരാവി 3-12, 9-12.
പ്രധാന പൂശിയ ഇലക്ട്രോഡുകൾ ഉള്ളതിനാൽ, മുകളിൽ പൂശിയ ഇലക്ട്രോഡുകൾ ഉള്ളതിനാൽ രണ്ട് പാളികൾ അമിതമായി നടപ്പിലാക്കുന്നതിന്റെ ക്രമത്തിന്റെ രേഖാചിത്രം. 3, a. രണ്ടാമത്തെ പാളിയുടെ സ്കീം അനുസരിച്ച് ആദ്യ പാളിയുടെ രേഖാചിത്രം അനുസരിച്ച് തുടർന്നുള്ള എല്ലാ ലെയറുകളും നടത്തുന്നു. റോമൻ നമ്പറുകൾ വ്യക്തിഗത സീം വിഭാഗങ്ങളുടെ വെൽഡിംഗ് കാണിക്കുന്നു. വെൽഡിങ്ങിന്റെ സ്പേഷ്യൽ സ്ഥാനത്തെ ആശ്രയിച്ച് നിലവിലെ മൂല്യങ്ങൾ പട്ടിക 3 ൽ ശുപാർശ ചെയ്യുന്നു.
പ്രധാന തരത്തിലുള്ള പൂശിയ ഇലക്ട്രോഡുകൾ ഉപയോഗിക്കുമ്പോൾ, ഇലക്ട്രോഡ് ബ്രാൻഡിന്റെ പൈപ്പ്ലൈൻ നിർമ്മാണത്തിനായി മാത്രം സർട്ടിഫിക്കറ്റ് മാത്രം പ്രയോഗിക്കണം.
പട്ടിക 3.
ഗ്യാസ് നടീൽ തരത്തിലുള്ള ഇലക്ട്രോഡുകൾ ഉപയോഗിക്കുമ്പോൾ, സീമിന്റെ റൂട്ടിന്റെ വെൽഡിംഗ്, വൈബ്രേഷൻ പൈപ്പുകളുടെ അരികുകളിൽ വൈബ്രോഡ് പ്രസ്ഥാനങ്ങളില്ലാതെ മുകളിൽ നിന്ന് താഴേക്ക് നടക്കുന്നു. കുറഞ്ഞത് 75 വി എന്ന വൈദ്യുതി വിതരണത്തിന്റെ ഒരു സ്ട്രോക്കിൽ വിപരീത അല്ലെങ്കിൽ നേരിട്ടുള്ള ധ്രുവീയത്തിന്റെ സ്ഥിരമായ ഒരു കറന്റ് വെൽഡിംഗ് നടത്തുന്നു. 3.25 മില്ലീമീറ്റർ വ്യാസമുള്ള ഇലക്ട്രോഡുകളുള്ള വെൽഡിംഗ് സമയത്ത് വെൽഡിംഗ് കറന്റിന്റെ മൂല്യങ്ങൾ 100-110 എ കവിയരുത്; 120-140 എ വരെ താഴ്ന്നതും അർദ്ധപ്രധാനമായതുമായ 4 മില്ലീമീറ്റർ വ്യാസമുള്ള ഇലക്ട്രോഡുകളുമായി വെൽഡിംഗ് സമയത്ത് 100-140 എ 16-22 മീ / മണിക്കൂർ ശ്രേണിയിൽ വെൽഡിംഗ് വേഗത നിലനിർത്തണം. വെൽഡിംഗ് പ്രക്രിയയിൽ 40 മുതൽ 90 വരെ ഇലക്ട്രോഡ് ഈ ഇലക്ട്രോഡ് ചായ്വിന്റെ ചെരിവ് മാറ്റുന്നത് വെൽഡിംഗ് പ്രക്രിയയിൽ, വെൽഡർ പ്രോസസ്സിംഗ് വിൻഡോയെ ക്രോസ്-കട്ടിംഗ് എഡ്ജിൽ സംരക്ഷിക്കുന്നു, അതിലൂടെ അരികുകളുടെ ഉരുകുന്നത് നിരീക്ഷിക്കുന്നു.
ഇംപെക്റ്റ് ഇതര ജോയിന്റിലെ ശേഷിക്കുന്ന വെൽഡിംഗ് വോൾട്ടേജിന്റെ തോത് കുറയ്ക്കുന്നതിന്, റിഫ്ലക്ടീക്റ്റി ഇതര ജോയിന്റിന്റെ ചുറ്റളവ് സമമിതിയിലേക്ക് തിരിച്ചിരിക്കുന്നു, തിൈപ്പിൽ കാണിച്ചിരിക്കുന്ന ക്രമത്തിൽ മൾട്ടിയിലർ വെൽഡിംഗ് നടത്തുന്നു. 4. വെൽഡിംഗ് ress ന്നണങ്ങളും രൂപഭരണവും കുറയ്ക്കുന്നതിന്റെ ഒരു വലിയ ഫലം, പുനരുപയോഗ രണ്ടോ നാൽ വെൽഡറുകൾ ഒരേസമയം പൂരിപ്പിക്കൽ നൽകുന്നു.
ചെറുകിട വ്യാസമുള്ള പൈപ്പ്ലൈനുകൾ (530 മില്ലിമീറ്റർ വരെ) വെൽഡിംഗ് ചെയ്യുമ്പോൾ, ട്രെഞ്ചിലെ ഇൻസ്റ്റാളേഷൻ പ്രവർത്തിക്കുന്നവരുടെ എണ്ണം കുറയ്ക്കുന്നതിന്, ഇത് 90 അല്ലെങ്കിൽ 180 of സന്ധികൾ തിരിയുന്നതിലൂടെ പൈപ്പുകളുടെ വിഭാഗത്തിൽ പലപ്പോഴും പരിശീലിക്കുന്നു. പൈപ്പിനെ ചുറ്റളവിനെ ഏകദേശം ഒരേ നീളമായി വിഭജിച്ചിരിക്കുന്നു. 1, 2 വകുപ്പുകൾ 1, 2 എന്നിവ വെൽഡിംഗ് ഏരിയകൾക്കായി 90 ° തിരിക്കുന്നു (ചിത്രം 5). തുടർന്ന്, 90 over തിരിച്ചുവന്ന് 5, 6, 7, 8 എന്നിവയുടെ ശ്രേണി ഉൽപാദിപ്പിക്കുക.
മറ്റൊരു കേസിൽ, 1, 2 വകുപ്പുകൾ (ചിത്രം 6) വെൽഡിംഗ് ചെയ്ത ശേഷം (ചിത്രം 6), വകുപ്പ് 3, @ 90 °, 180 of എന്നിവയുടെ വെൽഡിംഗും വെൽഡിംഗ് പ്രദേശങ്ങൾക്കായി വെൽഡിംഗ് പ്രദേശങ്ങൾക്കായി തിരിക്കുകയാണ്. യഥാക്രമം 7 ഉം 8 ഉം.
ചിത്രം 5. 90 ° ഉപയോഗിച്ച് പൈപ്പുകളുടെ ഭ്രമണം ഉപയോഗിച്ച് വെൽഡിംഗ് 90 °: എ - ഫസ്റ്റ് ലെയർ, ബി - സെക്കൻഡ്, 1 ... 8 ആണ് പാളി വിഭാഗങ്ങളുടെ ഒരു ശ്രേണി.
ചിത്രം 6. പൈപ്പുകളുടെ ഭ്രമണം ഉപയോഗിച്ച് വെൽഡിംഗ് 180 °: എ - ഫസ്റ്റ് ലെയർ, ബി - സെക്കൻഡ്, 1 ... 8 ... 8 ആണ് ലെയർ വിഭാഗങ്ങളുടെ ഒരു ശ്രേണി.

