സന്ധികൾ ഒരു വിദഗ്ദ്ധനുമായി അഭിമുഖം
24.09.2016 , 10:32
പുറം, സംയുക്ത പ്രശ്നങ്ങൾ വൈകല്യത്തിലേക്കുള്ള നേരിട്ടുള്ള പാതയാണ്! സ്വയം എങ്ങനെ സംരക്ഷിക്കാം, വേദനയെക്കുറിച്ച് മറക്കാം, ഡോക്ടർ ഓഫ് മെഡിക്കൽ സയൻസസ് പ്രൊഫസർ ബുബ്നോവ്സ്കി സെർജി മിഖൈലോവിച്ച് പറയുന്നു
2015-10-25എഡിറ്ററിൽ നിന്ന്: സ്ഥിതിവിവരക്കണക്ക് അനുസരിച്ച്, ഓരോ എട്ടാമത്തെ റഷ്യനും ഓസ്റ്റിയോചോൻഡ്രോസിസ്, വിവിധ സംയുക്ത രോഗങ്ങൾ (ആർത്രോസിസ്, ആർത്രൈറ്റിസ്, സയാറ്റിക്ക) ബാധിക്കുന്നു. ഇത് മാരകമല്ലെന്ന് തോന്നും, പക്ഷേ ... ആദ്യം, രോഗികൾ ജീവിക്കേണ്ടതില്ല, മറിച്ച് നിലനിൽക്കണം. ചലനാത്മകതയുടെ പരിമിതി കാരണം, ഹെർണിയ, ഉപാപചയ വൈകല്യങ്ങൾ, നടക്കാനുള്ള കഴിവില്ലായ്മ തുടങ്ങിയ അസുഖങ്ങൾ പ്രത്യക്ഷപ്പെടുന്നു. മസ്കുലോസ്കെലെറ്റൽ സിസ്റ്റത്തിലെ പ്രശ്നങ്ങളിൽ നിന്ന് എങ്ങനെ രക്ഷപ്പെടാം, ആരോഗ്യവാനാകുന്നത് എങ്ങനെ എന്നതിനെക്കുറിച്ച് ഞങ്ങൾ ഡോക്ടർ ഓഫ് മെഡിക്കൽ സയൻസസ് പ്രൊഫസർ ബബ്നോവ്സ്കി സെർജി മിഖൈലോവിച്ച് ചോദിച്ചു.
ഹലോ സെർജി മിഖൈലോവിച്ച്. എന്നോട് പറയുക: അത്തരം മാരകമല്ലാത്തത്, ഒറ്റനോട്ടത്തിൽ, സയാറ്റിക്ക, ഓസ്റ്റിയോചോൻഡ്രോസിസ് പോലുള്ള രോഗങ്ങൾ കൂടുതൽ ഗുരുതരമായ രോഗങ്ങൾക്ക് കാരണമാകുമെന്നത് ശരിയാണോ? ഓരോ എട്ടാമത്തെ റഷ്യനും രോഗിയാണെന്നത് ശരിയാണോ?
ഗുഡ് ആഫ്റ്റർനൂൺ, ഐറിന. ഓസ്റ്റിയോചോൻഡ്രോസിസ്, സയാറ്റിക്ക എന്നിവയാൽ അവർ മരിക്കുന്നില്ല. പക്ഷേ, ഒന്ന് ഉണ്ട് പ്രധാന കാര്യം - അവർക്ക് ചികിത്സ നൽകിയില്ലെങ്കിൽ, അക്ഷരാർത്ഥത്തിൽ ആറുമാസത്തിനുള്ളിൽ ഒരു പൂച്ചെണ്ട് പ്രത്യക്ഷപ്പെടുന്നു. ഇത് ശരീരഭാരം, നട്ടെല്ലിന്റെ വക്രത, ഉപാപചയ വൈകല്യങ്ങൾ എന്നിവയാണ്. ഏറ്റവും മോശം കാര്യം, അവസാന ഘട്ടത്തിൽ, സന്ധികൾ വികസിക്കാം ക്യാൻസറിലേക്ക് നയിക്കുന്ന നിയോപ്ലാസങ്ങൾ.
ഉദാഹരണത്തിന്, ചികിത്സ കൂടാതെ, ഒരു ഹെർണിയയ്ക്ക് മാരകമായ ട്യൂമറായി മാറാം. അതെ, ഇത് പ്രവർത്തിപ്പിക്കാൻ കഴിയും, പക്ഷേ ... ഇത് പിന്നിലാണ്. നിങ്ങൾക്ക് പ്രവർത്തനരഹിതമായി തുടരാം.
സ്ഥിതിവിവരക്കണക്കുകളെക്കുറിച്ച്: നിർഭാഗ്യവശാൽ, അതെ - റഷ്യയിലെ ജനസംഖ്യയുടെ 50% ത്തിലധികം പേർ ഓസ്റ്റിയോചോൻഡ്രോസിസ്, റാഡിക്യുലൈറ്റിസ് എന്നിവ അനുഭവിക്കുന്നു. ഏറ്റവും മോശം കാര്യം ഈ രോഗങ്ങൾ ചെറുതായിക്കൊണ്ടിരിക്കുക എന്നതാണ്. നേരത്തെ 40 വയസും അതിൽ കൂടുതലുമുള്ള ആളുകൾ ചികിത്സയ്ക്കായി അപേക്ഷിച്ചിരുന്നെങ്കിൽ, ഇപ്പോൾ ചെറുപ്പക്കാർ വരാൻ തുടങ്ങി.
അതിനാൽ, നിങ്ങളുടെ പുറം, കഴുത്ത് അല്ലെങ്കിൽ സന്ധികൾ വേദനിക്കാൻ തുടങ്ങിയാൽ, നിങ്ങൾ ക്ഷീണത്തെക്കുറിച്ച് എല്ലാം കുറ്റപ്പെടുത്തരുത്. മിക്കവാറും, ഈ രോഗങ്ങളിലൊന്ന് നിങ്ങൾക്ക് ബാധിച്ചിരിക്കുന്നു.
- അത്തരമൊരു സാഹചര്യത്തിൽ എന്തുചെയ്യണം?
ചികിത്സിക്കണമെന്നാണ് എന്റെ ഉത്തരം. ഇതിന് മാത്രം രണ്ട് പ്രശ്\u200cനങ്ങളുണ്ട്.
ആദ്യം: മിക്ക ആശുപത്രികളിലും, കൃത്യസമയത്ത് ചികിത്സ നിർണ്ണയിക്കാനും നിർദ്ദേശിക്കാനുമുള്ള റൂമറ്റോളജി ശസ്ത്രക്രിയാ വിദഗ്ധരില്ല.
രണ്ടാമത്തേത്: പ്രാദേശിക റൂമറ്റോളജി ശസ്ത്രക്രിയാ വിദഗ്ധർ പലപ്പോഴും പ്രശ്നത്തിന്റെ സാരാംശം പരിശോധിക്കുന്നില്ല, കാരണം ഈ രോഗങ്ങൾ വിട്ടുമാറാത്തതും അപകടകരവുമല്ല. അവർ വേദന ഒഴിവാക്കുന്ന ജെല്ലുകൾ നിർദ്ദേശിക്കുകയും വ്യായാമം ചെയ്യാൻ ശുപാർശ ചെയ്യുകയും ചെയ്യുന്നു. അതായത്, ഒരു വ്യക്തിക്ക് തന്റെ പ്രശ്നവും വേദനയും മാത്രം അവശേഷിക്കുന്നു.
തീർച്ചയായും, ഞങ്ങളുടെ ഇൻസ്റ്റിറ്റ്യൂട്ടും ഞാനും വ്യക്തിപരമായി എന്റെ സംഘവും ഈ സാഹചര്യം പരിഹരിക്കാൻ ശ്രമിക്കുകയാണ്. നിർഭാഗ്യവശാൽ, ജില്ലാ പോളിക്ലിനിക്കുകൾക്ക് ഓർഡറുകൾ നൽകാനും സാഹചര്യം നിയന്ത്രിക്കാനും ഞങ്ങൾക്ക് കഴിയില്ല.
അതിനാൽ, ഞങ്ങൾ മറ്റൊരു പാതയിലൂടെ പോകാൻ തീരുമാനിച്ചു, അടുത്തിടെ ഒരു യഥാർത്ഥ വഴിത്തിരിവ് ഉണ്ടാക്കി അന്താരാഷ്ട്ര പദ്ധതി "വേദനയില്ല". ഇത് രാജ്യത്തെ സ്ഥിതിഗതികൾ മാറ്റുന്നതിനും ആളുകളെ സമ്പൂർണ്ണ ജീവിതം നയിക്കുന്നതിനും സഹായിക്കുമെന്ന് ഞങ്ങൾക്ക് ഉറപ്പുണ്ട്.
- അതിനാൽ നടുവ്, കഴുത്ത്, സന്ധി വേദന എന്നിവയുടെ പ്രശ്നത്തിന് നിങ്ങൾക്ക് ഇതിനകം പരിഹാരമുണ്ടോ?
അതെ ഉണ്ട്. പ്രോജക്ടിന്റെ ഭാഗമായി, ഈ പ്രോഗ്രാമിന് കീഴിൽ സൃഷ്ടിച്ച ആദ്യത്തെ മരുന്നിലേക്ക് ഞങ്ങൾക്ക് പ്രവേശനം ലഭിച്ചു -. മുമ്പ്, ഈ ഉപകരണം റഷ്യയിലേക്ക് വിതരണം ചെയ്തിരുന്നില്ല, കാരണം അനുമതിയും ആവശ്യമായ ശേഷിയും ഇല്ലായിരുന്നു, മാത്രമല്ല ലഭ്യമായ എല്ലാ പാർട്ടികളും ചൈനയിലും യുഎസ്എയിലും തന്നെ വാങ്ങിയിരുന്നു. "ആർട്രോപന്റ്" ക്രീമിന്റെ വികസനത്തിലും ഗവേഷണത്തിലും പങ്കെടുക്കുന്നതിൽ ഞങ്ങൾ വിജയിച്ചു, ഇപ്പോൾ ഇത് റഷ്യയിലേക്ക് വിതരണം ചെയ്യുന്നു!
- എന്താണ് വഴിത്തിരിവ്, ഏത് തരം മരുന്നാണ്?
സന്ധി വേദന, ആർത്രൈറ്റിസ്, ആർത്രോസിസ് എന്നിവയ്ക്കെതിരായുള്ള ഒരു തെളിയിക്കപ്പെട്ട ക്രീം ആണ് ആർട്രോപന്റ്, ഇത് ശരീരം പുനരാരംഭിക്കുകയും കേടായ കോശങ്ങളുടെ പുനരുജ്ജീവനത്തെ പ്രാപ്തമാക്കുകയും ചെയ്യുന്നു. അതായത്, ഇത് വേദനയുടെ കാരണം തന്നെ ഇല്ലാതാക്കുകയും നട്ടെല്ലും സന്ധികളും അവയുടെ യഥാർത്ഥ, സാധാരണ അവസ്ഥയിലേക്ക് തിരികെ നൽകുകയും ചെയ്യുന്നു. അതായത്, രോഗി രോഗലക്ഷണങ്ങളിൽ നിന്ന് മുക്തി നേടുക മാത്രമല്ല, പൂർണ്ണമായും ആരോഗ്യമുള്ള വ്യക്തിയായി മാറുകയും ചെയ്യുന്നു.
ആദ്യം, ആർട്രോപന്റ് ശരീരത്തിന്റെ പുനരുജ്ജീവന സംവിധാനങ്ങൾ പുനരാരംഭിക്കുന്നു, ഒരേ സമയം വേദന സിൻഡ്രോം നിർത്തുന്നു. രണ്ടോ മൂന്നോ ആഴ്ചകൾക്ക് ശേഷം, ചികിത്സ പൂർത്തിയാകും, ഏറ്റവും പ്രധാനമായി, കോഴ്സ് വേഗത്തിൽ ആവർത്തിക്കുന്നതിലൂടെ വേദന ആവർത്തിക്കാതിരിക്കാൻ.
- ഓസ്റ്റിയോചോൻഡ്രോസിസ്, റാഡിക്യുലൈറ്റിസ്, ആർത്രോസിസ് എന്നിവയ്\u200cക്കെതിരെ മാത്രമേ ആർട്രോപന്റ് ക്രീം സഹായിക്കൂ?
മാത്രമല്ല. സന്ധികളുടെയോ നട്ടെല്ലിന്റെയോ രോഗങ്ങളുമായി ബന്ധപ്പെട്ട ഏത് രോഗത്തെയും ചികിത്സിക്കാൻ ഇത് ഉപയോഗിക്കാം - ആർത്രോസിസ്, ആർത്രൈറ്റിസ്, സയാറ്റിക്ക, വാതം, സയാറ്റിക്ക, ഓസ്റ്റിയോചോൻഡ്രോസിസ്, വെർട്ടെബ്രൽ ഡിസ്കുകളുടെ സ്ഥാനചലനം. "വാടിപ്പോകൽ" (നാലാമത്തെ കശേരുവിന്റെ മേഖലയിലെ ഫാറ്റി നിക്ഷേപം), പരിക്കുകൾ, ഒടിവുകൾ, സ്ഥാനഭ്രംശം, മറ്റ് പല രോഗങ്ങൾ എന്നിവ ഇല്ലാതാക്കുന്നതിനും ഇത് സ്പർസിനും കോർണിനും ഉപയോഗിക്കാം.
ഇത് വളരെ രസകരമായ ഒരു ഉപകരണമാണ്. എന്താണ്, ഇത് യഥാർത്ഥത്തിൽ ഈ രോഗങ്ങളെല്ലാം ഒഴിവാക്കുന്നു, മാത്രമല്ല വേദന ഇല്ലാതാക്കുക മാത്രമല്ല ചെയ്യുന്നത്?
ക്രീം "ആർട്രോപന്റ്" വേദന ഒഴിവാക്കുന്നു (ചികിത്സയുടെ പ്രാരംഭ ഘട്ടത്തിൽ), രോഗത്തെ പൂർണ്ണമായും ഇല്ലാതാക്കുന്നു. ഇത്തരത്തിലുള്ള ഒരേയൊരു പ്രതിവിധി ഇപ്പോൾ ശരിക്കും സഹായിക്കുന്നു.
- അപ്പോൾ റഷ്യയിൽ ആർട്രോപാൻറ് വാങ്ങാമെന്ന് മാറുന്നു? വഴിയിൽ, അത് എവിടെയാണ് ഉത്പാദിപ്പിക്കുന്നത്?
അതെ, ഇപ്പോൾ ആർട്രോപന്റ് റഷ്യയിൽ വാങ്ങാം. ഞങ്ങൾ പ്രോജക്റ്റിൽ ചേരുകയും വികസിപ്പിക്കാൻ സഹായിക്കുകയും ചെയ്തതിനാൽ ഇത് സാധ്യമായി. സൈബീരിയയുടെ വടക്കുപടിഞ്ഞാറൻ ഭാഗത്ത് താമസിക്കുന്ന സെൽകപ്പുകളുടെ പുരാതന പാചകക്കുറിപ്പ് അനുസരിച്ചാണ് ആർട്രോപന്റ് നിർമ്മിച്ചിരിക്കുന്നത്. പാചകക്കുറിപ്പ് തലമുറകളിലേക്ക് കൈമാറ്റം ചെയ്യപ്പെടുകയും കർശനമായ ആത്മവിശ്വാസത്തിൽ സൂക്ഷിക്കുകയും ചെയ്യുന്നു.
കൂടാതെ, പരിപാടിയിൽ പങ്കെടുക്കാനും ഡെലിവറി ചെലവ് നികത്താനും ആരോഗ്യ മന്ത്രാലയം തീരുമാനിച്ചു. അതിനാൽ, മറ്റ് രാജ്യങ്ങളിൽ വിൽക്കുന്നതിനേക്കാൾ 2 മടങ്ങ് വിലകുറഞ്ഞതാണ് ആർട്രോപന്റ് ക്രീം.
- നിങ്ങൾക്ക് ആർട്രോപന്റ് എവിടെ നിന്ന് ലഭിക്കും?
രാജ്യത്ത് മയക്കുമരുന്ന് കട ശൃംഖലകളിൽ വലിയ തോതിൽ നടപ്പാക്കാൻ ഞങ്ങൾ ആഗ്രഹിച്ചു, പക്ഷേ, നിർഭാഗ്യവശാൽ, ഫാർമസികൾ ആർട്രോപന്റ് ക്രീം അതിന്റെ വിലയേക്കാൾ വിൽക്കാൻ ആഗ്രഹിക്കുന്നില്ല, വലിയൊരു ശതമാനം ആഗ്രഹിക്കുന്നു.
അതിനാൽ, ഞങ്ങൾ അത്തരമൊരു ആശയം ഉപേക്ഷിക്കുകയും ചെലവ് താങ്ങാനാകാതെ നിലനിർത്താനും കഴിയുന്നത്ര ആളുകളെ സുഖപ്പെടുത്താനുള്ള അവസരം നൽകാനും തീരുമാനിച്ചു. ഇപ്പോൾ നിങ്ങൾക്ക് പ്രോജക്റ്റിന്റെ website ദ്യോഗിക വെബ്സൈറ്റിൽ ക്രീം വാങ്ങാം.
ഡെലിവറി നിർമ്മിക്കുന്നത് മെയിൽ വഴിയാണ്, ക്യാഷ് ഓൺ ഡെലിവറി, ക്രീം ഉപയോഗിക്കുന്നതിന് നിങ്ങൾക്ക് ഒരു സ്പെഷ്യലിസ്റ്റിന്റെ നിയന്ത്രണം ആവശ്യമില്ല - ചികിത്സ കഴിയുന്നത്ര ലളിതമാണ്.
സെർജി മിഖൈലോവിച്ച്, അഭിമുഖത്തിന് നന്ദി! ഞങ്ങൾ വിട പറയുന്നതിനുമുമ്പ് ഞങ്ങളുടെ വായനക്കാരോട് എന്തെങ്കിലും പറയാൻ നിങ്ങൾ ആഗ്രഹിക്കുന്നുണ്ടോ?
അതെ, തീർച്ചയായും. പുറകിലെയും സന്ധികളിലെയും രോഗങ്ങൾ "പ്രായം കുറയുന്നു" എന്ന് വായനക്കാരുടെ ശ്രദ്ധ ആകർഷിക്കാൻ ഞാൻ ആഗ്രഹിക്കുന്നു, കൂടാതെ ആവർത്തിച്ചുള്ള വേദന പോലും പ്രശ്\u200cനത്തിൽ ശ്രദ്ധ ചെലുത്തുന്നു. അതേസമയം, നിങ്ങളുടെ ആരോഗ്യം നേരിട്ട് സംരക്ഷിക്കുന്നത് നിങ്ങളെ മാത്രം ആശ്രയിച്ചിരിക്കുന്നു. ചികിത്സിക്കാൻ ഡോക്ടർ നിങ്ങളെ പ്രേരിപ്പിക്കില്ല. എല്ലാം നിങ്ങളുടെ കൈകളിലാണ്.
പുറകിലെയും സന്ധികളിലെയും വേദന മൂലം ഉണ്ടാകുന്ന രോഗങ്ങൾ അസ്വസ്ഥത ഉണ്ടാക്കുന്നില്ല എന്നതും ഓർമിക്കേണ്ടതാണ്. അവർ നിങ്ങളുടെ സാധാരണ ജീവിതം കവർന്നെടുക്കുകയും നിങ്ങളുടെ ജീവിതം 10-15 വർഷം കുറയ്ക്കുകയും ചെയ്യുന്നു. "ആർട്രോപന്റ്" ക്രീം ഉപയോഗിച്ച് നിങ്ങൾക്ക് ഈ വർഷങ്ങൾ ലാഭിക്കുകയും അവ സാധാരണയായി ജീവിക്കാൻ കഴിയും.
നന്ദി, സെർജി മിഖൈലോവിച്ച്! അഭിപ്രായങ്ങളിൽ നിങ്ങളുടെ ചോദ്യങ്ങൾ ചോദിക്കാനോ "ആർട്രോപന്റ്" എന്ന ക്രീമിനെക്കുറിച്ച് ഒരു അഭിപ്രായം നൽകാനോ ഞങ്ങൾ നിങ്ങളെ ഓർമ്മിപ്പിക്കുന്നു.
PS: അഭിമുഖത്തിന് ശേഷം ഞങ്ങൾ സെർജി മിഖൈലോവിച്ചിനോട് ചോദിച്ചു. ഞങ്ങളുടെ സൈറ്റിന്റെ വായനക്കാർ\u200cക്ക് ഇപ്പോൾ\u200c “ആർ\u200cട്രോപൻറ്” ക്രീം ഒരു അധിക കിഴിവോടെ ഓർ\u200cഡർ\u200c ചെയ്യാനുള്ള അവസരമുണ്ട്! സന്ധികൾ, നട്ടെല്ല് എന്നിവയുമായി ബന്ധപ്പെട്ട രോഗങ്ങളെക്കുറിച്ച് എന്നെന്നേക്കുമായി മറക്കുക
ഐറിന മഖഗോനോവ അഭിമുഖം നടത്തി
ഓപ്പൺ സോഴ്\u200cസിൽ നിന്നുള്ള ഫോട്ടോകൾ
വെൽഡിംഗ് - ഒരു സങ്കീർണ്ണ പ്രക്രിയ, ലോഹത്തിന്റെ തയാറാക്കൽ, ഇംതിയാസ്ഡ് ജോയിന്റ് നടപ്പിലാക്കൽ, തുടർന്നുള്ള നിയന്ത്രണം എന്നിവയുമായി ബന്ധപ്പെട്ട ചില പ്രവർത്തനങ്ങളുടെ കർശനമായ ക്രമത്തിൽ അവ നടപ്പാക്കണം. വെൽഡ്, ശരിയായ ശ്രദ്ധ നൽകിയില്ലെങ്കിൽ, ഏതെങ്കിലും ഇംതിയാസ്ഡ് ഘടനയിലെ ഒരു ദുർബലതയാണ്. വെൽഡിംഗ് സാങ്കേതികവിദ്യയുടെ വികാസത്തിലെ പോരായ്മകൾ അല്ലെങ്കിൽ അതിന്റെ അഭാവം, അപര്യാപ്തമായ നിയന്ത്രണം, വെൽഡിംഗ് ഉപകരണങ്ങളുടെയും വസ്തുക്കളുടെയും മോശം തിരഞ്ഞെടുപ്പ് എന്നിവ ഇതിന് കാരണമാകാം. തൽഫലമായി - ഇത് ഇല്ലാതാക്കുന്നതിന് ഓർഗനൈസേഷന് സംഭവിച്ച നിരവധി വൈകല്യങ്ങളും നഷ്ടങ്ങളും. നിർവ്വഹണത്തിനുള്ള നിർദ്ദേശങ്ങൾ ശരിയായി വികസിപ്പിച്ചുകൊണ്ട് നിങ്ങൾക്ക് നഷ്ടം തടയാൻ കഴിയും വെൽഡിംഗ് പ്രവർത്തിക്കുന്നു അതിന്റെ നിർവ്വഹണം നിരീക്ഷിക്കുകയും ചെയ്യുന്നു.
അപ്പോൾ എന്താണ് വെൽഡിംഗ് WPS? ഒരു വെൽഡിംഗ് ടെക്നിക്കൽ പ്രോസസ് മാപ്പ്, അല്ലെങ്കിൽ അതിനെ ഒരു വെൽഡിംഗ് ടെക്നിക്കൽ മാപ്പ് എന്നും വിളിക്കുന്നു, ഒരു നിർദ്ദിഷ്ട ജോയിന്റിനായി ഒരു വെൽഡിംഗ് സാങ്കേതികവിദ്യയുടെ ഫലമായുണ്ടായ ഒരു രേഖയാണ്, അതിൽ ഒരു വെൽഡിംഗ് ജോയിന്റ് സൃഷ്ടിക്കുന്നതിനുള്ള ഏറ്റവും പ്രധാനപ്പെട്ട സാങ്കേതിക പാരാമീറ്ററുകൾ അടങ്ങിയിരിക്കുന്നു, വാസ്തവത്തിൽ, ഇത് വെൽഡിംഗ് സന്ധികൾക്കുള്ള നിർദ്ദേശമാണ്. റൂട്ടിംഗ് വെൽഡിംഗ് അംഗീകരിക്കുകയും 30 വർഷം മുമ്പ് 1984 ജനുവരി 1 ന് പ്രവർത്തനമാരംഭിക്കുകയും ചെയ്തു. മെറ്റൽ ഘടനകൾക്കായി ഒരു വെൽഡിംഗ് സാങ്കേതികവിദ്യ വികസിപ്പിക്കുമ്പോൾ, ഓരോ വെൽഡിംഗ് ജോയിന്റും അതിനായി വികസിപ്പിച്ച വെൽഡിംഗ് സാങ്കേതിക ചാർട്ടിന് അനുസൃതമായി നിർമ്മിക്കണം.
വെൽഡിംഗ് സാങ്കേതിക ചാർട്ടിൽ ഇനിപ്പറയുന്ന ഡാറ്റ അടങ്ങിയിരിക്കണം:
1. അടിസ്ഥാന ലോഹത്തെക്കുറിച്ചുള്ള വിവരങ്ങൾ.
2. വെൽഡിങ്ങിനുള്ള സംയുക്തത്തിന്റെ ഗുണനിലവാരത്തെയും തയാറാക്കലിനെയും കുറിച്ചുള്ള വിവരങ്ങൾ: ആവേശത്തിന്റെ ഡാറ്റ (വിടവ് വലുപ്പം, മൂർച്ച, ഗ്രോവ് ആംഗിൾ മുതലായവ), ടാക്കുകളുടെ എണ്ണവും സ്ഥാനവും, അരികുകളുടെ പ്രാഥമിക വൃത്തിയാക്കലിനെക്കുറിച്ചുള്ള ഡാറ്റ, സീം അളവുകൾ.
3. വെൽ\u200cഡ് ചെയ്യേണ്ട വർ\u200cക്ക്പീസ് ശരിയാക്കുന്നതിനെക്കുറിച്ചും സാധ്യമായ ചൂടാക്കലിനെക്കുറിച്ചും ഡാറ്റ. വെൽഡിലെ പാസുകളുടെ ക്രമവും.
4. ഉപയോഗിച്ച വെൽഡിംഗ് ഉപകരണങ്ങളെയും വെൽഡിംഗ് വസ്തുക്കളെയും കുറിച്ചുള്ള വിവരങ്ങൾ. പ്രൊഫഷണൽ വെൽഡിംഗ് (മാസികകൾ, ലേഖനങ്ങൾ) ഉൾപ്പെടെ ഞങ്ങളുടെ സ്വന്തം അനുഭവത്തെക്കുറിച്ചും അതുപോലെ തന്നെ ഓർഗനൈസേഷനുകളിൽ നിന്നുള്ള ഫീഡ്\u200cബാക്കിനെക്കുറിച്ചും സാഹിത്യത്തിൽ നിന്ന് ലഭിച്ച വിവിധ വിവരങ്ങളെ അടിസ്ഥാനമാക്കിയാണ് വെൽഡിംഗ് വസ്തുക്കളുടെയും ഉപകരണങ്ങളുടെയും തിരഞ്ഞെടുപ്പ്.
5. വെൽഡിംഗ് രീതിയെ ആശ്രയിച്ച് വെൽഡിംഗ് രീതിയെക്കുറിച്ചുള്ള വിവരങ്ങളിൽ ഇവ ഉൾപ്പെടാം: വെൽഡിംഗ് കറന്റ്, ആർക്ക് വോൾട്ടേജ്, വെൽഡിംഗ് വേഗത, വെൽഡിംഗ് സമയത്ത് ധ്രുവീകരണം, ഗ്യാസ് ഉപഭോഗം സംരക്ഷിക്കൽ, വയർ ഫീഡ് വേഗത തുടങ്ങിയവ. ശുപാർശ ചെയ്യുന്ന വെൽഡിംഗ് മോഡുകൾ ലംഘിക്കുന്നത് വെൽഡ് ലോഹത്തിന്റെയും വെൽഡ് സോണിന്റെയും സങ്കീർണതയിലേക്ക് നയിച്ചേക്കാം.
6. ഇംതിയാസ്ഡ് ജോയിന്റുകളുടെ ആകൃതി, വെൽഡഡ് ജോയിന്റിന്റെ ഗുണനിലവാര നിയന്ത്രണത്തിന്റെ രീതികൾ, വോള്യങ്ങൾ എന്നിവയെക്കുറിച്ചുള്ള വിവരങ്ങൾ.
ഒരു വെൽഡിംഗ് പ്രോസസ് മാപ്പിന്റെ വികസനം ആരംഭിക്കുന്നത് വെൽഡിംഗ് ചെയ്യേണ്ട വസ്തുക്കളുടെ വിശകലനവും ഒരു വെൽഡിംഗ് രീതി തിരഞ്ഞെടുക്കുന്നതുമാണ്. അതിനുശേഷം, ഇംതിയാസ്ഡ് ഘടന പ്രവർത്തിക്കേണ്ട വ്യവസ്ഥകളെക്കുറിച്ച് ഒരു വിശകലനം നടത്തുന്നു, കൂടാതെ ഈ ഘടനയുടെ നിർമ്മാണവും പ്രവർത്തനവും നിയന്ത്രിക്കുന്ന റെഗുലേറ്ററി രേഖകളാൽ നിർണ്ണയിക്കപ്പെടുന്നു. കൂടാതെ, നോർമറ്റീവ് സാഹിത്യവും കണക്കാക്കിയ ഡാറ്റയും അനുസരിച്ച്, വെൽഡിംഗ് മോഡ് നിർണ്ണയിക്കപ്പെടുന്നു, ആവശ്യമായ പാസുകളുടെ എണ്ണം, വെൽഡഡ് ജോയിന്റിന്റെ ജ്യാമിതി, മറ്റ് പാരാമീറ്ററുകൾ എന്നിവ കണക്കാക്കുന്നു.
വെൽഡിങ്ങിനുള്ള ഓരോ ഡബ്ല്യുപി\u200cഎസിനും അതിന്റേതായ ഐഡന്റിഫിക്കേഷൻ നമ്പർ ലഭിക്കുന്നു, ഇത് സാങ്കേതിക ഡോക്യുമെന്റേഷനിലും പ്രോജക്റ്റ് സവിശേഷതകളിലും സൂചിപ്പിക്കാൻ കൂടുതൽ ഉപയോഗിക്കുന്നു. ഡവലപ്പർ തന്നെ വെൽഡിംഗ് പ്രോസസ്സ് മാപ്പിന് അംഗീകാരം നൽകുന്നു, കൂടാതെ ഫോമിന്റെ അടിയിൽ ഒപ്പും ഇടുന്നു.
ഒരു വസ്തുവിന്റെ നിർമ്മാണ സമയത്ത്, ഒരു കൂട്ടം 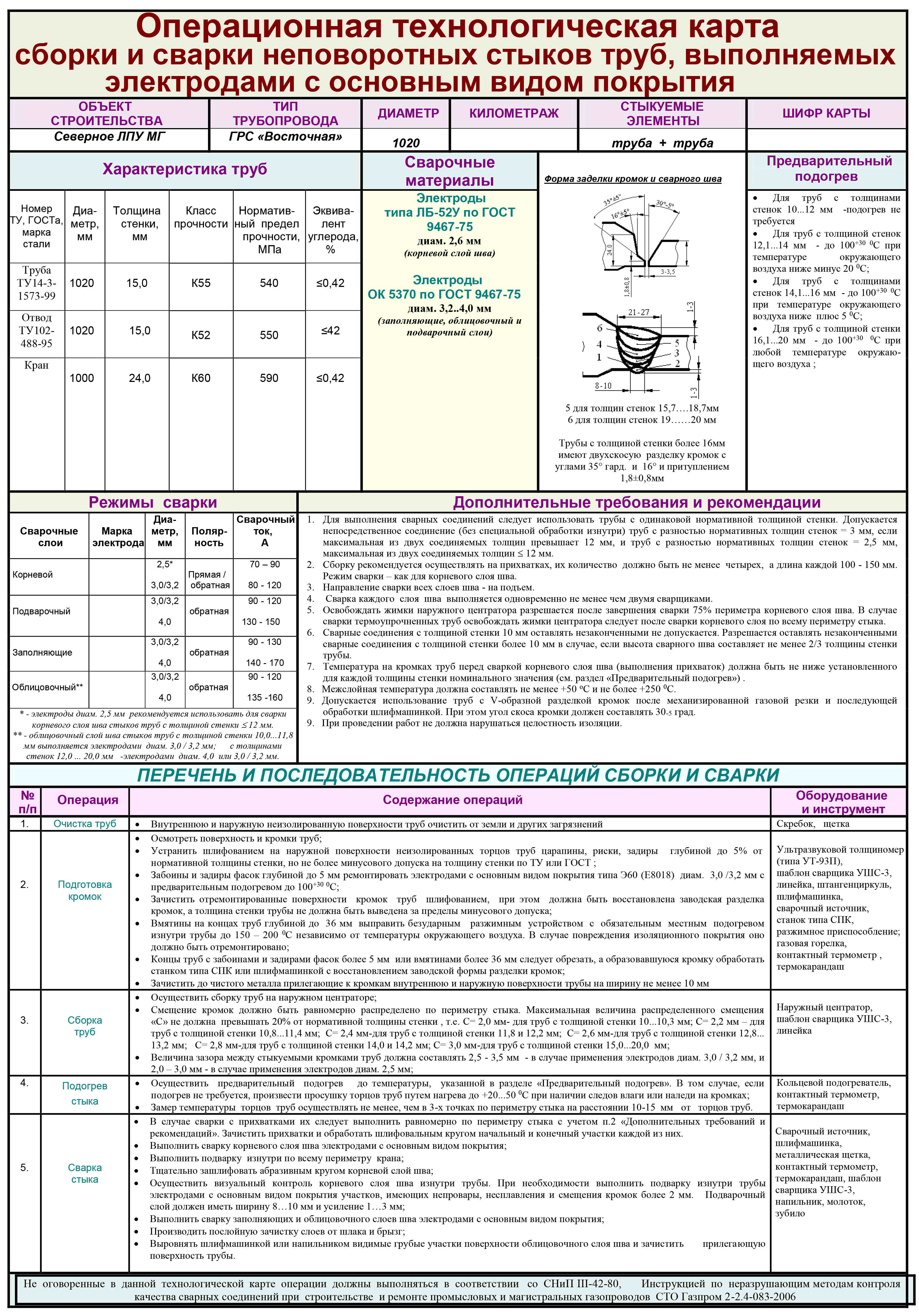 ഉപയോഗിച്ച എല്ലാത്തരം വെൽ\u200cഡഡ് സന്ധികളുടെയും സാങ്കേതിക മാപ്പുകൾ\u200c. വെൽഡിംഗ് പ്രോസസ് ചാർട്ടുകളുടെ ഒരു കൂട്ടം ചീഫ് വെൽഡറുടെ വകുപ്പിൽ സൂക്ഷിച്ചിരിക്കുന്നു. വെൽ\u200cഡർ\u200c, ഒരു ഷിഫ്റ്റിലേക്ക് പോകുമ്പോൾ\u200c, വെൽ\u200cഡഡ് സന്ധികൾ\u200cക്കായി ഫ്ലോ ചാർ\u200cട്ടുകൾ\u200c സ്വീകരിക്കുന്നു, അത് പ്രക്രിയയിൽ\u200c അദ്ദേഹം നിർ\u200cവ്വഹിക്കുന്നു. വെൽഡഡ് സന്ധികളുടെ ഗുണനിലവാര നിയന്ത്രണത്തിനും പരിശോധനയ്ക്കുമുള്ള വിഭാഗത്തിന് അനുസൃതമായി തയ്യാറാക്കിയ അരികുകളുടെയും ഫിനിഷ്ഡ് വെൽഡഡ് ജോയിന്റുകളുടെയും പരിശോധനയും നിയന്ത്രണവും സാങ്കേതിക നിയന്ത്രണ സേവനമാണ് നടത്തുന്നത്. അതിനാൽ, സേവനങ്ങൾ തമ്മിൽ ആശയക്കുഴപ്പമില്ല, കാരണം ആവശ്യമുള്ളതെല്ലാം വെൽ\u200cഡെഡ് ജോയിന്റ് ടെക്നോളജിക്കൽ ചാർട്ടിൽ\u200c സൂചിപ്പിച്ചിരിക്കുന്നു.
ഉപയോഗിച്ച എല്ലാത്തരം വെൽ\u200cഡഡ് സന്ധികളുടെയും സാങ്കേതിക മാപ്പുകൾ\u200c. വെൽഡിംഗ് പ്രോസസ് ചാർട്ടുകളുടെ ഒരു കൂട്ടം ചീഫ് വെൽഡറുടെ വകുപ്പിൽ സൂക്ഷിച്ചിരിക്കുന്നു. വെൽ\u200cഡർ\u200c, ഒരു ഷിഫ്റ്റിലേക്ക് പോകുമ്പോൾ\u200c, വെൽ\u200cഡഡ് സന്ധികൾ\u200cക്കായി ഫ്ലോ ചാർ\u200cട്ടുകൾ\u200c സ്വീകരിക്കുന്നു, അത് പ്രക്രിയയിൽ\u200c അദ്ദേഹം നിർ\u200cവ്വഹിക്കുന്നു. വെൽഡഡ് സന്ധികളുടെ ഗുണനിലവാര നിയന്ത്രണത്തിനും പരിശോധനയ്ക്കുമുള്ള വിഭാഗത്തിന് അനുസൃതമായി തയ്യാറാക്കിയ അരികുകളുടെയും ഫിനിഷ്ഡ് വെൽഡഡ് ജോയിന്റുകളുടെയും പരിശോധനയും നിയന്ത്രണവും സാങ്കേതിക നിയന്ത്രണ സേവനമാണ് നടത്തുന്നത്. അതിനാൽ, സേവനങ്ങൾ തമ്മിൽ ആശയക്കുഴപ്പമില്ല, കാരണം ആവശ്യമുള്ളതെല്ലാം വെൽ\u200cഡെഡ് ജോയിന്റ് ടെക്നോളജിക്കൽ ചാർട്ടിൽ\u200c സൂചിപ്പിച്ചിരിക്കുന്നു.
ഓരോ എന്റർപ്രൈസിലും, വെൽഡിംഗ് ഉത്പാദനം സംഘടിപ്പിക്കുമ്പോൾ, വെൽഡിംഗ് സാങ്കേതിക പ്രക്രിയയുടെ മാപ്പുകൾ സമാഹരിക്കപ്പെടുന്നു, അല്ലാത്തപക്ഷം നിർവഹിച്ച ജോലിയുടെ ഗുണനിലവാരത്തിന് ആവശ്യമായ പാരാമീറ്ററുകൾ നിലനിർത്തുന്നത് ബുദ്ധിമുട്ടാണ്. വെൽഡിംഗ് ഉൽപാദനത്തിന്റെ ചെലവേറിയ എഞ്ചിനീയറിംഗ് സ്റ്റാഫിനെ നിലനിർത്താൻ ചില സംരംഭങ്ങൾക്ക് കഴിയില്ല. എഞ്ചിനീയറിംഗ്, സാങ്കേതിക തൊഴിലാളികളുടെ പരിപാലനത്തിനായുള്ള നിങ്ങളുടെ ചിലവ് കുറയ്ക്കുന്നു, കൂടാതെ ഒരു കരാറിന്റെയും സാങ്കേതിക സവിശേഷതകളുടെയും അടിസ്ഥാനത്തിൽ, എത്രയും വേഗം ഒരു കൂട്ടം വെൽഡിംഗ് ഫ്ലോ ചാർട്ടുകളും അതുപോലെ തന്നെ തിരഞ്ഞെടുത്ത ഉപകരണങ്ങളും മെറ്റീരിയലുകളും വികസിപ്പിക്കും.
വെൽഡിംഗ് ഉൽ\u200cപാദന സമയത്ത് നടത്തിയ ജോലിയുടെ ഉയർന്ന നിലവാരമുള്ള ഫലം ലഭിക്കുന്നതിന്, നിർമ്മാണ സൈറ്റിലെ വെൽ\u200cഡിംഗിന്റെ എല്ലാ ഘട്ടങ്ങളും ശരിയായി വിവരിക്കുന്ന ഒരു രേഖ വെൽ\u200cഡറിനെ നയിക്കണം. സാങ്കേതിക ഭൂപടത്തിൽ നൽകിയിരിക്കുന്ന ശുപാർശകൾ പാലിക്കുന്നതിൽ പരാജയപ്പെടുന്നത് പ്രവർത്തന സമയത്ത് ഇംതിയാസ്ഡ് ജോയിന്റ് നശിപ്പിക്കുന്നതിലേക്ക് നയിച്ചേക്കാം, ഇത് മാറ്റാനാവാത്ത പ്രത്യാഘാതങ്ങൾക്ക് ഇടയാക്കും.
ടൈപിക്കൽ ടെക്നോളജിക്കൽ കാർഡ് (ടിടികെ)
ആർക്ക് വെൽഡിംഗ് രീതിയിലൂടെ മെറ്റൽ ഘടനകൾ ഇൻസ്റ്റാൾ ചെയ്യുന്നതിനുള്ള സ്റ്റാൻഡേർഡ് ടെക്നോളജിക്കൽ കാർഡ്
1 ഉപയോഗ മേഖല
1 ഉപയോഗ മേഖല
വെൽഡിംഗ് ഉപകരണങ്ങളും ഫർണിച്ചറുകളും ഉപയോഗിച്ച് ആർക്ക് വെൽഡിംഗ് ഉപയോഗിച്ച് ലോഹഘടനകൾ സ്ഥാപിക്കുന്നതിനായി സാങ്കേതിക മാപ്പ് വികസിപ്പിച്ചെടുത്തിട്ടുണ്ട്. അസംബ്ലി അസംബ്ലികളുടെ നിർമ്മാണത്തിനായി നിർമ്മാണ സ്ഥലത്ത് വിവിധ ആവശ്യങ്ങൾക്കായി അസംബ്ലികളും ഭാഗങ്ങളും വെൽഡിംഗ് ചെയ്യുമ്പോൾ സാങ്കേതികമായി ശരിയായ പ്രവർത്തനത്തിനുള്ള വഴികാട്ടിയായി സാങ്കേതിക മാപ്പ് ഉപയോഗിക്കാം.
സാങ്കേതിക ഭൂപടത്തിൽ പരിഗണിക്കുന്ന വെൽഡിംഗ് വഴി ലോഹഘടനകൾ സ്ഥാപിക്കുന്ന സമയത്ത് ചെയ്യുന്ന ജോലിയുടെ വ്യാപ്തി ഉൾപ്പെടുന്നു:
- മെറ്റൽ ഗ്രോവുകളും സ്ട്രിപ്പുകളും നേരായ ഭാഗങ്ങളിൽ സംയുക്തമായി വെൽഡിംഗ് ചെയ്യുകയും മതിൽ ബ്രാക്കറ്റുകളിലേക്കോ സ്ക്വയറുകളിലേക്കോ വെൽഡിംഗ് ചെയ്യുക;
- 90 of കോണിൽ മെറ്റൽ ഗട്ടറുകളും സ്ട്രിപ്പുകളും വെൽഡിംഗ്, മതിലിലൂടെ കടന്നുപോകുമ്പോൾ മതിൽ സ്ക്വയറുകളിലേക്ക് ഘടനകളുടെ വെൽഡിംഗ്, മതിലിലെ ബ്രാക്കറ്റുകളിൽ ലംബമായി ഘടനകളുടെ വെൽഡിംഗ്;
- ഫ്രെയിം വരിയിൽ ഇറങ്ങുമ്പോഴും ഫ്ലോർ സ്ലാബിലൂടെ കടന്നുപോകുമ്പോഴും ഗട്ടറുകൾ, സ്ട്രിപ്പുകൾ, മറ്റ് ഘടനകൾ എന്നിവയുടെ വെൽഡിംഗ്;
- കെട്ടിടത്തിനുള്ളിലെ ഖനിയിൽ ബ്രാക്കറ്റുകളുടെ ഇൻസ്റ്റാളേഷനും വെൽഡിങ്ങും;
- ഖനിയിലും കെട്ടിടത്തിനുള്ളിലും വെൽഡിംഗ് നടത്തി ലോഹഘടനയുടെ ഉദ്ധാരണം;
- പ്രധാന ഘടനകളെ മറ്റ് ഘടനകളിലേക്ക് വെൽഡിംഗ് ചെയ്യുന്നതിലൂടെയും 3.0 മീറ്റർ വരെയുള്ള കാലയളവിൽ ഉറപ്പിക്കൽ;
- എഞ്ചിനീയറിംഗ് ആശയവിനിമയത്തിന്റെ ഘടകങ്ങൾ സ്ഥാപിക്കുന്നതിനായി ഘടനകൾ, പൈപ്പുകൾ, ഓപ്പൺ-ടൈപ്പ് എയർ തൊട്ടികൾ എന്നിവയുടെ വെൽഡിംഗ് വഴി ഉറപ്പിക്കൽ.
ആർക്ക് വെൽഡിംഗ് ഉപയോഗിച്ച് ലോഹഘടനകൾ സ്ഥാപിക്കുന്നത് ഒരു മേലാപ്പ്, നിർമ്മാണത്തിലിരിക്കുന്ന ഒരു കെട്ടിടത്തിന്റെ പരിസരത്ത്, ഖനികൾ, സംക്രമണ തുരങ്കങ്ങൾ, വെൽഡിങ്ങിന് അനുയോജ്യമായ മറ്റ് സ്ഥലങ്ങൾ എന്നിവയിൽ നടത്താം. നിർദ്ദിഷ്ട സാഹചര്യങ്ങളിൽ ജോലി ചെയ്യുമ്പോൾ, ജോലിയുടെ ഘടനയും വ്യാപ്തിയും, വെൽഡിംഗ് രീതികളും വ്യക്തമാക്കാം.
2. പൊതുവായ വ്യവസ്ഥകൾ
എഞ്ചിനീയറിംഗ് ഘടനകളിൽ നിന്ന് മുക്തമായ വിവിധ മുറികളിൽ യൂണിറ്റുകളുടെയും ലോഹഘടനകളുടെ ഭാഗങ്ങളുടെയും വെൽഡിംഗ് നടത്താം അല്ലെങ്കിൽ ഉപകരണങ്ങൾ ലഭ്യമാണെങ്കിൽ തുറന്നതും അടച്ചതുമായ തണുപ്പും ഇൻസുലേറ്റും. വെൽഡിംഗ് നടത്തുമ്പോൾ, പ്രത്യേകിച്ച് ശൈത്യകാലത്ത്, ഫ്ലോ-എക്\u200cസ്\u200cഹോസ്റ്റ് വെന്റിലേഷൻ ഓണാക്കണം, എന്തെങ്കിലും ഉണ്ടെങ്കിൽ, വായുസഞ്ചാരത്തിന്റെ അഭാവത്തിൽ ഇൻസുലേഷനായി അടച്ച മുറികളിൽ വെൽഡിംഗ് നടത്തുമ്പോൾ, പോർട്ടബിൾ വെന്റിലേഷൻ ഉപകരണങ്ങൾ ഉപയോഗിക്കാൻ ശുപാർശ ചെയ്യുന്നു. ഇൻസ്റ്റാൾ ചെയ്ത ഉപകരണങ്ങളുള്ള മുറികളിൽ വെൽഡിംഗ് ജോലികൾ ചെയ്യുമ്പോൾ, മെറ്റൽ ഡ്രോപ്പുകളുടെയും സ്കെയിലുകളുടെയും ഉൾപ്പെടുത്തലിൽ നിന്ന് ഉപകരണങ്ങൾ സംരക്ഷിക്കണം.
പൊതുവിവരം സന്ധികളെ വെൽഡിംഗ് ചെയ്യുന്നതിനെക്കുറിച്ച്
രണ്ടോ അതിലധികമോ ഘടനാപരമായ ഭാഗങ്ങളും ഈ ഭാഗങ്ങളെ ബന്ധിപ്പിക്കുന്ന ഒരു വെൽഡ് സീമും അടങ്ങിയ ഒരു ഇംതിയാസ് ഘടനയുടെ ഒരു ഘടകമാണ് വെൽഡഡ് ജോയിന്റ് (GOST 5264-80 കാണുക. "ഇംതിയാസ് ചെയ്ത സന്ധികളുടെ സീമുകൾ").
മെറ്റൽ ഘടനകൾ ഇൻസ്റ്റാൾ ചെയ്യുമ്പോൾ, ഇനിപ്പറയുന്ന പ്രധാന തരം കണക്ഷനുകൾ നേരിടുന്നു: ബട്ട്, ഓവർലാപ്പ്, ടീ, കോർണർ.
ബട്ട് സന്ധികൾ ഏറ്റവും സാധാരണമായ ഇംതിയാസ് ചെയ്ത സന്ധികളാണ്, അതിൽ ചേരേണ്ട ഭാഗങ്ങളുടെ അറ്റങ്ങളോ അരികുകളോ സ്ഥാപിക്കുന്നതിനാൽ അവയ്ക്കിടയിൽ 1-2 മില്ലീമീറ്റർ ദൂരം ഉണ്ടാകും. 6 മില്ലീമീറ്റർ വരെ കട്ടിയുള്ള ഭാഗങ്ങൾ ഒരു വശത്തുള്ള സീം ഉപയോഗിച്ച് വെൽഡിംഗ് ചെയ്യുന്നു, കൂടാതെ 6 മില്ലീമീറ്ററിൽ കൂടുതൽ - ഇരട്ട-വശങ്ങളുള്ള സീം ഉപയോഗിച്ച്.
ഒരു സംയുക്ത ഘടകം മറ്റൊന്നിൽ സൂപ്പർ\u200cപോസ് ചെയ്താണ് ലാപ് സന്ധികൾ നിർമ്മിക്കുന്നത്. ഓവർലാപ്പിന്റെ അളവ് ഉൽപ്പന്നത്തിന്റെ ഇംതിയാസ് ചെയ്ത അരികുകളുടെ കട്ടിയുള്ളതിന്റെ ഇരട്ടിയെങ്കിലും ആയിരിക്കണം. വെൽഡിംഗ് ഭാഗങ്ങൾ ഇരുവശത്തും ഇംതിയാസ് ചെയ്യുന്നു.
ടി-സന്ധികൾ സന്ധികളാണ്, അതിൽ ഒരു മൂലകത്തിന്റെ അവസാനം ഒരു നിശ്ചിത കോണിൽ ഇംതിയാസ് ഘടനയുടെ മറ്റൊരു മൂലകത്തിന്റെ ഉപരിതലത്തോട് ചേർന്നുനിൽക്കുന്നു. ശക്തമായ സീം ലഭിക്കാൻ, ഇംതിയാസ് ചെയ്യേണ്ട മൂലകങ്ങൾ തമ്മിലുള്ള ദൂരം 23 മില്ലീമീറ്റർ ആയിരിക്കണം.
ഇംതിയാസ് ചെയ്യപ്പെടുന്ന മൂലകങ്ങൾ വലത് അല്ലെങ്കിൽ അനിയന്ത്രിതമായ കോണിൽ സ്ഥിതിചെയ്യുമ്പോൾ കോർണർ സന്ധികൾ നടത്തുകയും ഒന്നോ രണ്ടോ വശങ്ങളിൽ ഈ മൂലകങ്ങളുടെ അരികുകളിൽ വെൽഡിംഗ് നടത്തുകയും ചെയ്യുന്നു.
മുകളിൽ വിവരിച്ച എല്ലാ ഇംതിയാസ് സന്ധികളും ഒരു സീം ഉപയോഗിച്ചാണ് നിർമ്മിച്ചിരിക്കുന്നത്, ഇത് ഇംതിയാസ്ഡ് ഘടനയുടെ ഘടകങ്ങളെ ബന്ധിപ്പിക്കുന്ന ഒരു ദൃ solid മായ വെൽഡ് ലോഹമാണ്. വെൽഡ്സ് ഇനിപ്പറയുന്ന സവിശേഷതകൾ അനുസരിച്ച് ഉപവിഭജനം ചെയ്യുന്നു: ഫലപ്രദമായ ശക്തിയുമായി ബന്ധപ്പെട്ട സ്ഥാനം അനുസരിച്ച് (ചിത്രം. 1
), ബഹിരാകാശത്തെ സ്ഥാനം അനുസരിച്ച് (ചിത്രം. 2
), ബാഹ്യ രൂപത്തിൽ (ചിത്രം. 3
).
ചിത്രം 1. ഫലപ്രദമായ ശക്തിയുമായി ബന്ധപ്പെട്ട് വെൽഡുകളുടെ സ്ഥാനം:
എ) പാർശ്വഭാഗം, ബി) മുൻ\u200cവശം, സി) ചരിഞ്ഞത്
ചിത്രം 2. ബഹിരാകാശത്ത് വെൽഡുകളുടെ സ്ഥാനം:
എ) ചുവടെ, ബി) തിരശ്ചീന, സി) ലംബ, ഡി) സീലിംഗ്
ചിത്രം 3. വെൽഡുകളുടെ ബാഹ്യ രൂപങ്ങൾ:
എ) കോൺവെക്സ്, ബി) സാധാരണ, സി) കോൺകീവ്
വെൽഡിംഗ് ചെയ്യേണ്ട അരികുകളുടെ കനം, ഇംതിയാസ് ചെയ്ത ജോയിന്റ് തരം, സീമയുടെ അളവുകൾ എന്നിവയെ ആശ്രയിച്ച് വെൽഡിംഗ് ഇലക്ട്രോഡിന്റെ വ്യാസം സജ്ജീകരിച്ചിരിക്കുന്നു. വേണ്ടി ബട്ട് സന്ധികൾ വെൽഡിംഗ് ചെയ്യേണ്ട അരികുകളുടെ കനം അനുസരിച്ച് ഇലക്ട്രോഡിന്റെ വ്യാസം തിരഞ്ഞെടുക്കുന്നതിനുള്ള പ്രായോഗിക ശുപാർശകൾ സ്വീകരിച്ചു:
|
ഇംതിയാസ് ചെയ്യേണ്ട അരികുകളുടെ കനം |
||||||
|
ഇലക്ട്രോഡ് വ്യാസം, എംഎം |
കോർണറും ടി-സന്ധികളും നിർമ്മിക്കുമ്പോൾ, സീം ലെഗിന്റെ വലുപ്പം കണക്കിലെടുക്കുന്നു: 35 മില്ലീമീറ്റർ സീം ലെഗ് ഉപയോഗിച്ച്, 34 മില്ലീമീറ്റർ വ്യാസമുള്ള ഒരു ഇലക്ട്രോഡ് ഉപയോഗിച്ച് വെൽഡിംഗ് നടത്തുന്നു, 68 മില്ലീമീറ്റർ ലെഗ് ഉപയോഗിച്ച് 45 മില്ലീമീറ്റർ വ്യാസമുള്ള ഇലക്ട്രോഡുകൾ ഉപയോഗിക്കുന്നു. ഇലക്ട്രോഡിന്റെ തിരഞ്ഞെടുത്ത വ്യാസം അനുസരിച്ച് വെൽഡിംഗ് വൈദ്യുതധാരയുടെ മൂല്യം സജ്ജീകരിച്ചിരിക്കുന്നു, ഇത് ഫാക്ടറി ലേബലിൽ ഇലക്ട്രോഡുകളുപയോഗിച്ച് പായ്ക്കിലേക്ക് ഒട്ടിച്ചിരിക്കണം.
46 മില്ലീമീറ്റർ ഇലക്ട്രോഡുകൾക്കുള്ള വെൽഡിംഗ് വൈദ്യുതധാരയുടെ മൂല്യം ഫോർമുല ഉപയോഗിച്ച് നിർണ്ണയിക്കാനാകും:
വെൽഡിംഗ് വൈദ്യുതധാരയുടെ മൂല്യം എവിടെയാണ്, എ;
ഇലക്ട്രോഡ് വ്യാസം, എംഎം.
4 മില്ലീമീറ്ററിൽ താഴെ വ്യാസവും 6 മില്ലിമീറ്ററിൽ കൂടുതൽ വ്യാസവുമുള്ള ഇലക്ട്രോഡുകൾക്കുള്ള വെൽഡിംഗ് വൈദ്യുതധാരയുടെ മൂല്യം ഫോർമുല ഉപയോഗിച്ച് നിർണ്ണയിക്കാനാകും:
ഈ സാഹചര്യത്തിൽ, ലോഹത്തിന്റെ കനം, വെൽഡിന്റെ സ്ഥാനം എന്നിവ കണക്കിലെടുത്ത് ഭേദഗതികൾ വരുത്തണം.
എഡ്ജ് കനം 1.3 മുതൽ 1.6 വരെ, വെൽഡിംഗ് കറന്റിന്റെ കണക്കാക്കിയ മൂല്യം 1015% കുറയുന്നു, കൂടാതെ എഡ്ജ് കനം 3 ൽ കൂടുതലാണെങ്കിൽ, ഇത് 1015% വർദ്ധിക്കുന്നു. വെൽഡിംഗ് ലംബവും സീലിംഗ് സന്ധികൾ കറന്റ് ഉപയോഗിച്ച് പ്രകടനം നടത്തുക, കണക്കാക്കിയതിനേക്കാൾ 1015% കുറവ്.
ആർക്ക് വെൽഡിങ്ങിനുള്ള മെറ്റൽ ഇലക്ട്രോഡുകൾ GOST 9466-75 അനുസരിച്ച് നിർമ്മിക്കുന്നു. "മാനുവൽ ആർക്ക് വെൽഡിംഗിനും ഉപരിതലത്തിനുമുള്ള കോട്ട്ഡ് മെറ്റൽ ഇലക്ട്രോഡുകൾ. വർഗ്ഗീകരണം, അളവുകൾ, പൊതു സാങ്കേതിക ആവശ്യങ്ങൾ".
GOST സ്ഥാപിച്ച വലുപ്പങ്ങൾ:
പട്ടിക 1
|
ഇലക്ട്രോഡ് വ്യാസം, എംഎം |
ഇലക്ട്രോഡ് നീളം, എംഎം |
|
|
കാർബൺ, അലോയ് വയർ എന്നിവ ഉപയോഗിച്ച് നിർമ്മിച്ചത് |
ഉയർന്ന അലോയ് വയർ കൊണ്ട് നിർമ്മിച്ചതാണ് |
|
നിർദ്ദിഷ്ട മെറ്റീരിയലുകൾക്കായുള്ള സാങ്കേതികവിദ്യയും വെൽഡിംഗ് പ്രക്രിയയും നിർവചിക്കുന്ന ഒരു രേഖയാണ് വെൽഡിംഗ് സാങ്കേതിക ചാർട്ട്. ഒരു വെൽഡ് സൃഷ്ടിക്കാൻ ആവശ്യമായ പ്രധാന സാങ്കേതിക പാരാമീറ്ററുകളും വർക്ക് സീക്വൻസും ഇത് വിവരിക്കുന്നു. വെൽഡിംഗ് സീം ഘടനയിലെ ഏറ്റവും ദുർബലമായ പോയിന്റാണ്, അതിനാൽ, സാങ്കേതിക മാപ്പ് നിലവിലെ GOST- കൾക്കനുസൃതമായി വികസിപ്പിച്ചെടുക്കുകയും പ്രത്യേക പരിശോധന സേവനങ്ങളാൽ നിയന്ത്രിക്കുകയും ചെയ്യുന്നു.
ഒരു മാപ്പ് സൃഷ്ടിക്കുന്നത് മെറ്റീരിയൽ പഠിച്ച് ഒരു വെൽഡിംഗ് രീതി തിരഞ്ഞെടുക്കുന്നതിലൂടെ ആരംഭിക്കുന്നു. തത്ഫലമായുണ്ടാകുന്ന ഘടന പ്രവർത്തിക്കേണ്ട വ്യവസ്ഥകളുടെ വിശകലനം നടത്തുന്നു. റഫറൻസ് സാഹിത്യവും കണക്കുകൂട്ടലുകളും അടിസ്ഥാനമാക്കി, വെൽഡിംഗ് മോഡുകൾ, പാസുകളുടെ എണ്ണം, വെൽഡിന്റെ ജ്യാമിതി, മറ്റ് പാരാമീറ്ററുകൾ എന്നിവ നിർണ്ണയിക്കപ്പെടുന്നു.
വെൽഡിംഗ് പ്രോസസ്സ് മാപ്പിൽ ഇനിപ്പറയുന്ന ഡാറ്റ അടങ്ങിയിരിക്കുന്നു:
- ഇംതിയാസ് ചെയ്യേണ്ട ഭാഗങ്ങളുടെ വിവരങ്ങളും സവിശേഷതകളും;
- വെൽഡിങ്ങിന് മുമ്പ് ജോയിന്റ് തയ്യാറാക്കുന്നതിനെക്കുറിച്ചുള്ള വിവരങ്ങൾ (അരികുകളുടെ ആകൃതി, ആംഗിൾ, ചാംഫറുകളുടെ വലുപ്പം);
- ടാക്കുകളുടെ എണ്ണം, സ്ഥാനം, വലുപ്പം എന്നിവയെക്കുറിച്ചുള്ള ഡാറ്റ;
- ഭാഗം എങ്ങനെ ശരിയാക്കാമെന്നും വെൽഡിംഗ് സമയത്ത് ഭാഗങ്ങളുടെ രൂപഭേദം അല്ലെങ്കിൽ ചലനം എങ്ങനെ ഒഴിവാക്കാമെന്നും വിവരങ്ങൾ;
- വെൽഡിംഗ് അനുവദിക്കുന്ന അന്തരീക്ഷ താപനില അല്ലെങ്കിൽ വെൽഡിങ്ങിന് മുമ്പ് ഭാഗങ്ങൾ ചൂടാക്കാനുള്ള ഡാറ്റ (ആവശ്യമെങ്കിൽ);
- ഉപയോഗിക്കാവുന്ന ഉപകരണങ്ങളുടെയും ഉപയോഗയോഗ്യമായ വസ്തുക്കളുടെയും ഡാറ്റ (ഇലക്ട്രോഡുകൾ, വെൽഡിംഗ് വയർ, ഷീൽഡിംഗ് ഗ്യാസ്);
- വെൽഡിംഗ് മോഡുകളെക്കുറിച്ചുള്ള വിവരങ്ങൾ (നിലവിലുള്ളതും വോൾട്ടേജും എന്തൊക്കെയാണ് സജ്ജീകരിക്കേണ്ടത്, ഓട്ടോമാറ്റിക് മെഷീനുകൾക്ക് വെൽഡിംഗ് വേഗത, കണക്കാക്കിയ ഗ്യാസ് ഉപഭോഗം, വെൽഡിംഗ് വയർ ഫീഡ് വേഗത എന്നിവ സൂചിപ്പിക്കുന്നു);
- ലഭിച്ച വെൽഡ് പരിശോധിക്കുന്നതിനും നിയന്ത്രിക്കുന്നതിനുമുള്ള രീതികളെക്കുറിച്ചുള്ള വിവരങ്ങൾ.
ഒരു മാപ്പ് കംപൈൽ ചെയ്യുമ്പോൾ, ഇംതിയാസ് ചെയ്യേണ്ട വസ്തുക്കളുടെ പഠനവും അവയുടെ സവിശേഷതകളും സവിശേഷതകളും പ്രധാന ഭാഗമാണ്. മെറ്റീരിയൽ അജ്ഞാതമായതും അതിന്റെ ഗുണവിശേഷങ്ങൾ അജ്ഞാതവുമാണെങ്കിൽ, സാമ്പിളുകൾ എടുത്ത് ഘടനയുടെ വിശകലനത്തിനും തിരിച്ചറിയലിനുമായി ലബോറട്ടറിയിലേക്ക് അയയ്ക്കുന്നു. ലഭിച്ച ഡാറ്റയെ അടിസ്ഥാനമാക്കി, ഉപഭോഗവസ്തുക്കൾ തിരഞ്ഞെടുക്കുകയും ഈ ഭാഗങ്ങൾക്ക് ഏറ്റവും അനുയോജ്യമായ വ്യവസ്ഥകളും വെൽഡിംഗ് രീതിയും നിർണ്ണയിക്കുകയും ചെയ്യുന്നു. യാഥാർത്ഥ്യത്തിൽ ഘടനാപരമായ ഉരുക്കുകൾ മാനദണ്ഡങ്ങൾക്കും ടെം\u200cപ്ലേറ്റുകൾക്കും അനുസൃതമായി നിർമ്മിച്ചവയാണ്, അതിനാൽ, ഏറ്റവും സാധാരണമായ ലോഹങ്ങൾക്കും വസ്തുക്കൾക്കുമായുള്ള സാങ്കേതിക മാപ്പുകൾ വളരെക്കാലമായി സൃഷ്ടിക്കപ്പെട്ടിട്ടുണ്ട്.
സാങ്കേതിക മാപ്പിൽ തുടർച്ചയായ കൃതികൾ, ഡ്രോയിംഗുകൾ, അവയ്ക്കുള്ള വിശദീകരണങ്ങൾ എന്നിവ അടങ്ങിയിരിക്കുന്നു. തകരാറുകൾ, അപകടങ്ങൾ, നഷ്ടങ്ങൾ എന്നിവ ഒഴിവാക്കാൻ, സാങ്കേതിക പ്രക്രിയയുടെ വികസനം ഗ seriously രവമായി എടുക്കേണ്ടതുണ്ട്, കാരണം ഇത് ഒരു മുഴുവൻ ശ്രേണിയിലുള്ള കൃതിയാണ്. മറ്റെല്ലാ പ്രവർത്തനങ്ങളും ശരിയായി നടത്തിയിട്ടുണ്ടെങ്കിൽപ്പോലും വെൽഡ് സീം തകരുന്നു എന്നതിലേക്ക് ഒരു ഘട്ടത്തിലെ ഒരു പിശക് കാരണമാകും.
മെറ്റൽ ഘടനകളുടെ വെൽഡിങ്ങിന്റെ സാങ്കേതിക ചാർട്ട്
ഈ സാങ്കേതികവിദ്യയുടെ പ്രയോഗ മേഖലയെക്കുറിച്ചുള്ള വിവരണം ഇതിൽ അടങ്ങിയിരിക്കുന്നു. ഘടനയുടെ വിശ്വാസ്യതയും ഈടുതലും ഉറപ്പാക്കുന്നതിന് ഈ സാങ്കേതികവിദ്യയുടെ തരം, ഏത് ദൂരത്തിൽ, ഏത് കോണിൽ കണക്റ്റുചെയ്ത ഭാഗങ്ങൾ ഘടിപ്പിക്കണം എന്ന് ഇത് സൂചിപ്പിക്കുന്നു. ഏത് അവസ്ഥയിലും ഏത് താപനിലയിലാണ് വെൽഡിംഗ് നടത്തേണ്ടതെന്ന് ഇത് സൂചിപ്പിക്കുന്നു (ors ട്ട്\u200cഡോർ അല്ലെങ്കിൽ വീടിനുള്ളിൽ).
അടുത്ത പോയിന്റ് പ്രോസസ് ടെക്നോളജിയിലെ ഏറ്റവും വിപുലവും പ്രധാനപ്പെട്ടതുമാണ്. വെൽ\u200cഡിംഗ് സാങ്കേതികവിദ്യയെക്കുറിച്ചും അതിന്റെ സാങ്കേതിക പാരാമീറ്ററുകളെക്കുറിച്ചും ഇനിപ്പറയുന്ന ഉപ ഖണ്ഡികകൾ അടങ്ങിയ വിവരങ്ങൾ ഇതിൽ അടങ്ങിയിരിക്കുന്നു:
- തയ്യാറെടുപ്പ് ജോലികളും അവ നടപ്പിലാക്കുന്നതിനുള്ള നിയമങ്ങളും;
- വെൽഡിംഗ് തരങ്ങളെക്കുറിച്ചുള്ള വിവരങ്ങൾ;
- ജോലിയുടെ ഓരോ ഘട്ടത്തിന്റെയും ക്രമത്തിന്റെ വിവരണം (ടാക്കുകളുടെ ഇൻസ്റ്റാളേഷൻ, സീമുകൾ പ്രയോഗിക്കുന്നതിന്റെ ക്രമം);
- ടാക്കുകൾ എവിടെ സ്ഥാപിച്ചിരിക്കുന്നു, സീമുകൾ എങ്ങനെ പ്രയോഗിക്കുന്നു, അവയ്ക്കുള്ള വിശദീകരണങ്ങൾ എന്നിവ സൂചിപ്പിക്കുന്ന ഡയഗ്രമുകളും ഡ്രോയിംഗുകളും;
- പ്രക്രിയയും സുരക്ഷാ നിയമങ്ങളും നിർമ്മിക്കുന്ന വ്യവസ്ഥകൾ;
- പ്രകടനം നടത്തുന്നവരുടെ എണ്ണവും ഓരോ പ്രവർത്തനത്തിനും കണക്കാക്കിയ സമയവും മൊത്തത്തിൽ എല്ലാം പ്രവർത്തിക്കുന്നു;
- ആവശ്യമായ ഉപഭോഗവസ്തുക്കളുടെ കണക്കുകൂട്ടൽ.
സാങ്കേതിക ചെലവുകൾ, ജോലിയുടെ നിബന്ധനകൾ, അവയുടെ ആനുകൂല്യങ്ങൾ എന്നിവ കണക്കാക്കാൻ അവസാന പോയിന്റുകൾ നിങ്ങളെ അനുവദിക്കുന്നു. അതിനാൽ, വെൽഡിംഗ് ജോലികൾ ആരംഭിക്കുന്നതിന് വളരെ മുമ്പുതന്നെ പ്രക്രിയയിൽ മാറ്റം വരുത്താനും അവ ശരിയാക്കാനും കഴിയും. പ്രോസസ്സ് മാപ്പ് അവസാനിക്കുന്നത് വിഭവങ്ങളുടെയും ഫണ്ടുകളുടെയും കണക്കുകൂട്ടലും വെൽഡിംഗ് പ്രക്രിയ നടപ്പിലാക്കാൻ ആവശ്യമായ ആളുകളുടെ എണ്ണവും സമയവുമാണ്.
പൈപ്പ് വെൽഡിംഗ് സാങ്കേതിക ചാർട്ട്
ഇനിപ്പറയുന്ന പ്രധാന പോയിന്റുകൾ ഉൾക്കൊള്ളുന്ന ഒരു പ്രമാണം ഇത് അവതരിപ്പിക്കുന്നു:
- സാങ്കേതിക പ്രക്രിയയുടെ വ്യാപ്തി;
- പൊതുവായ വ്യവസ്ഥകളും ശുപാർശകളും;
- സാങ്കേതികവിദ്യയും വർക്ക് ഓർഗനൈസേഷനും;
- ഗുണനിലവാര ആവശ്യകതകൾ;
- തൊഴിൽ സംരക്ഷണം;
- ഉപയോഗിച്ച മാനദണ്ഡവും സാങ്കേതികവുമായ ഡോക്യുമെന്റേഷന്റെയും സാഹിത്യത്തിന്റെയും പട്ടിക;
- വെൽഡിങ്ങിനുള്ള സാങ്കേതിക മാപ്പുകൾ.
ആദ്യം, ഈ മാപ്പ് ഏത് വസ്തുക്കൾക്ക് ബാധകമാണെന്ന് സൂചിപ്പിച്ചിരിക്കുന്നു. പിന്നെ അകത്തേക്ക് സാധാരണയായി ലഭ്യമാവുന്നവ വിവരിക്കുന്നു:
- വർക്ക് ടെക്നിക്;
- ഗുണനിലവാര വ്യവസ്ഥകളും വർക്ക് സ്വീകാര്യത നിയമങ്ങളും;
- സുരക്ഷാ നടപടികളും തൊഴിൽ സംരക്ഷണവും.
- ഈ സാങ്കേതിക മാപ്പ് അനുസരിച്ച് ചെയ്യുന്ന ജോലികൾ (പൈപ്പ്ലൈനുകളുടെ വെൽഡിംഗ്, അസംബ്ലി, അരികുകളുടെ തയ്യാറാക്കൽ).
എല്ലാ പ്രവർത്തനങ്ങളുടെയും നിർദ്ദേശങ്ങളും അവ നടപ്പിലാക്കുന്നതിന്റെ ക്രമവുമാണ് ഒരു പ്രധാന ഭാഗം. മുമ്പ് ഉപരിതലങ്ങളുടെ പ്രാഥമിക പരിശോധന എങ്ങനെ നടത്താമെന്ന് പരാമർശിക്കുന്നു. പൈപ്പ്, ഷട്ട്-ഓഫ്, വിതരണ വാൽവുകൾ എന്നിവ കേടുപാടുകൾക്കായി പരിശോധിക്കുന്നു, അറകൾ വൃത്തിയാക്കി അസംബ്ലിക്ക് തയ്യാറാക്കുന്നു. അനുവദനീയമായ പരിധി കവിയുന്ന (കേടുപാടുകൾ) കണ്ടെത്തിയാൽ എന്തുചെയ്യണമെന്നതിനുള്ള നിർദ്ദേശങ്ങളാണ് ഒരു പ്രധാന കാര്യം. ഉപരിതലത്തിലെ തകരാറുകൾ പൊടിക്കുന്നതിലൂടെ ഇല്ലാതാക്കുന്നു, അതേസമയം ശേഷിക്കുന്ന മതിൽ കനം അനുവദനീയമായ മൈനസ് മിനിമത്തേക്കാൾ കുറവായിരിക്കരുത്. സ്കഫ് മാർക്കുകളും നിക്കുകളും ഉള്ള പൈപ്പുകളുടെ അറ്റങ്ങൾ മുറിച്ചുമാറ്റി. ഇംതിയാസ് ചെയ്ത പൈപ്പുകളുടെ സംയുക്തത്തിൽ, ഫാക്ടറി രേഖാംശ അല്ലെങ്കിൽ സർപ്പിള സീമുകൾ പരസ്പരം ബന്ധപ്പെട്ട് 75 മില്ലീമീറ്റർ മാറ്റേണ്ടതുണ്ട്.
സുരക്ഷാ മുൻകരുതലുകൾ വെൽഡിംഗ് ആരംഭിക്കുന്നതിന് മുമ്പ് പാലിക്കേണ്ട നിർദ്ദേശങ്ങൾ ഉൾക്കൊള്ളുന്നു. ലോഹഘടനകളുടെ സാങ്കേതിക ഇൻസ്റ്റാളേഷൻ വെൽഡിംഗ് വഴി എങ്ങനെ സജ്ജമാക്കാം, ഏത് അഗ്നിശമന ഉപകരണങ്ങൾ ഉപയോഗിക്കണം എന്നതിനെക്കുറിച്ചും ആവശ്യകതകൾ സൂചിപ്പിച്ചിരിക്കുന്നു. വെൽഡിംഗ് നടത്തുന്ന പൈപ്പുകളുടെ വ്യാസം അടിസ്ഥാനമാക്കി ഈ ഫ്ലോ ചാർട്ടിൽ ഉൾപ്പെടുത്തിയിരിക്കുന്ന പ്രവർത്തന ഫ്ലോ ചാർട്ടുകൾക്ക് അനുസൃതമായി വെൽഡിംഗ് നടത്തണം.
ജോലിയുടെ ഗുണനിലവാരത്തിനായുള്ള ആവശ്യകതകളിൽ വെൽഡുകളും അനുവദനീയമായ വ്യതിയാനങ്ങളും പരിശോധിക്കുന്നതിനുള്ള രീതികളുടെ ഒരു ലിസ്റ്റ് അടങ്ങിയിരിക്കുന്നു. തൃപ്തികരമല്ലാത്ത പരിശോധനാ ഫലങ്ങളുടെ കാര്യത്തിൽ, വൈകല്യങ്ങൾ പരിഹരിക്കുന്നതിനുള്ള നടപടിക്രമവും രീതിയും സൂചിപ്പിച്ചിരിക്കുന്നു.
പ്രവർത്തന ഫ്ലോ ചാർട്ടുകളിൽ എല്ലാം അടങ്ങിയിരിക്കുന്നു സവിശേഷതകൾ വെൽഡിങ്ങിന് ആവശ്യമാണ്:
- വെൽഡിംഗ് ഒബ്ജക്റ്റ്;
- പൈപ്പ് സവിശേഷതകൾ;
- വെൽഡിംഗ് വസ്തുക്കൾ;
- ഗ്രോവ്, വെൽഡ് സീം എന്നിവയുടെ രൂപം;
- preheating (ആവശ്യമെങ്കിൽ);
- വെൽഡിംഗ് മോഡുകൾ;
- അധിക ആവശ്യകതകളും ശുപാർശകളും;
- അസംബ്ലി, വെൽഡിംഗ് പ്രവർത്തനങ്ങളുടെ പട്ടികയും ക്രമവും.
വെൽഡിംഗ് പൈപ്പുകൾക്കും മറ്റ് മെറ്റൽ ഘടനകൾക്കുമായുള്ള ഫ്ലോ ചാർട്ടുകൾ കണക്കിലെടുക്കുമ്പോൾ തികച്ചും സമാനമാണ് രൂപം, എന്നാൽ ഉള്ളടക്കത്തിലും ഉള്ളടക്കത്തിലും വ്യത്യാസമുണ്ട്.
എസ്എസ്ആർ യൂണിയന്റെ ആശയവിനിമയ മന്ത്രാലയം
സ്പെഷ്യലൈസേഷനും ഡോവ് അന്നോ കോൺ സ്ട്രക്ക് ടോർസ്ക് ഓ-ടെക്നോളജീസ് ചെസ്\u200cകോ
B YURO CONSTRUCTION OI TE HNI KI SV YAZI
അംഗീകരിച്ചു
Z am. ജിആർഎസ്എസ് മേധാവി
A. I. പോൾനികോവ്
മാർച്ച് 27, 989
റൂട്ടിംഗ്
രീതിയിലുള്ള മെറ്റൽ ഘടനകൾ ഇൻസ്റ്റാൾ ചെയ്യുന്നതിന്
ARC വെൽഡിംഗ്
മോസ്കോ - 1989
1 ഉപയോഗ മേഖല
1.1. വെൽഡിംഗ് ഉപകരണങ്ങളും ഫർണിച്ചറുകളും ഉപയോഗിച്ച് ആർക്ക് വെൽഡിംഗ് രീതി ഉപയോഗിച്ച് എടിസിയുടെ മെറ്റൽ ഘടനകൾ സ്ഥാപിക്കുന്നതിനായി സാങ്കേതിക മാപ്പ് വികസിപ്പിച്ചെടുത്തു. ഒരു ഓട്ടോ ഹാൾ, ക്രോസ്-കൺട്രി, മൈൻ, പവർ സപ്ലൈ ഇൻസ്റ്റാളേഷനുകൾ എന്നിവയിൽ വിവിധ ആവശ്യങ്ങൾക്കായി അസംബ്ലികളും ഭാഗങ്ങളും വെൽഡിംഗ് ചെയ്യുമ്പോൾ സാങ്കേതികമായി ശരിയായ പ്രവർത്തനത്തിനുള്ള വഴികാട്ടിയായി സാങ്കേതിക മാപ്പ് ഉപയോഗിക്കാം. 12. മെറ്റൽ ഘടനകളുടെ ഇൻസ്റ്റാളേഷൻ സമയത്ത് നടത്തിയ ജോലിയുടെ വ്യാപ്തി എടിസി രീതി സാങ്കേതിക ഭൂപടത്തിൽ പരിഗണിക്കുന്ന വെൽഡുകളിൽ ഇവ ഉൾപ്പെടുന്നു: - ഓപ്പൺ ടൈപ്പ് ഗട്ടറുകൾ നേരായ ഭാഗങ്ങളിൽ ജോയിന്റിലേക്ക് വെൽഡിംഗും മതിൽ ബ്രാക്കറ്റുകളിലേക്കോ സ്ക്വയറുകളിലേക്കോ വെൽഡിംഗ്; - ഓപ്പൺ-ടൈപ്പ് നെറ്റിയിൽ 90 of കോണിൽ വെൽഡിംഗ്, മതിലിലൂടെ കടന്നുപോകുമ്പോൾ മതിൽ കോണുകളിലേക്ക് തോടുകളുടെ വെൽഡിംഗ്, എന്നാൽ ചുവരുകളിലെ ബ്രാക്കറ്റുകളിൽ നെറ്റിയിൽ ലംബമായി വെൽഡിംഗ്; - ഫ്രെയിം വരിയിലെ ഇറങ്ങുമ്പോഴും ഫ്ലോർ സ്ലാബിലൂടെ കടന്നുപോകുമ്പോഴും ഈ തരത്തിലുള്ള ഓപ്പൺ ഗട്ടറുകളുടെ വെൽഡിംഗ്; - ഖനിയിൽ കിരീടം സ്ഥാപിക്കൽ, വെൽഡിംഗ്; - ഖനികളിലും ക്രോസ് സെക്ഷനുകളിലും വെൽഡിംഗ് നടത്തി ലോഹഘടനയുടെ ഉദ്ധാരണം; - പ്രധാന തൊട്ടികൾ വരി തൊട്ടികളിലേക്കും 2.5 മീറ്റർ വരെ നീളമുള്ള പ്രധാന തൊട്ടികളിലേക്കും ഇംതിയാസ് ചെയ്തുകൊണ്ട് ഉറപ്പിക്കൽ; - ക്രോസ് വയറുകളും ഫ്രെയിമുകളും ഓപ്പൺ എയർ തൊട്ടികളുടെ വെൽഡിംഗ് രീതി ഉപയോഗിച്ച് ഉറപ്പിക്കൽ, വരിക്കാരുടെ വിതരണ ഫ്രെയിമിൽ സോക്കറ്റുകൾ ഉപയോഗിച്ച് പരീക്ഷിക്കുക. 1. 3. ഗേറ്റ്\u200cവേ, ഖനി, റോസ്, റക്റ്റിഫയർ, അക്യുമുലേറ്റർ റൂം എന്നിവയുടെ പരിസരത്ത് അസംബ്ലികളുടെ കമാനത്തിലും ലോഹഘടനയുടെ ഭാഗങ്ങളിലും പ്രവർത്തിക്കാം. വെൽഡിംഗ് ജോലികൾ ചെയ്യുമ്പോൾ, പ്രത്യേകിച്ച് ശൈത്യകാലത്ത്, എക്\u200cസ്\u200cഹോസ്റ്റ് വെന്റിലേഷൻ സ്വിച്ച് ഓൺ ചെയ്യണം, കൂടാതെ മുറികളിലും ഖനികളിലും വെൽഡിംഗ് ജോലികൾ ചെയ്യുമ്പോൾ, പോർട്ടബിൾ വെന്റിലേഷൻ ഉപകരണങ്ങൾ ഉപയോഗിക്കാൻ ശുപാർശ ചെയ്യുന്നു. ലോഹങ്ങളുടെ പാചകത്തിൽ അടച്ചതും ബാറ്ററി പ്രവർത്തിക്കുന്നതും, സഞ്ചിത ഉപകരണങ്ങളുടെ ഇൻസ്റ്റാളേഷൻ ആരംഭിക്കുന്നതിന് മുമ്പ് ലോഹ നിർമ്മാണങ്ങൾ പൂർത്തിയാക്കണം. ഇൻസ്റ്റാൾ ചെയ്ത ഉപകരണങ്ങളുള്ള മുറികളിൽ വെൽഡിംഗ് ജോലികൾ ചെയ്യുമ്പോൾ, ലോഹത്തിന്റെയും സ്കെയിലുകളുടെയും തുള്ളികളിൽ നിന്ന് ഉപകരണങ്ങൾ സംരക്ഷിക്കണം. പതിനാല്. ഒരു നിർദ്ദിഷ്ട ഒബ്ജക്റ്റിലേക്കും നിർമ്മാണ വ്യവസ്ഥകളിലേക്കും ഒരു സാങ്കേതിക മാപ്പ് ലിങ്കുചെയ്യുമ്പോൾ, ജോലിയുടെ വ്യാപ്തി, തൊഴിൽ ചെലവ് കണക്കാക്കൽ, സാങ്കേതിക, സാമ്പത്തിക സൂചകങ്ങൾ, യന്ത്രവൽക്കരണ മാർഗ്ഗങ്ങൾ എന്നിവ വ്യക്തമാക്കുന്നു, അസംബ്ലി സംവിധാനങ്ങളുടെയും ഉപകരണങ്ങളുടെയും ലഭ്യമായ കപ്പലിന്റെ പരമാവധി ഉപയോഗം കണക്കിലെടുക്കുന്നു.2. പ്രവർത്തന പ്രകടനത്തിന്റെ ഓർഗനൈസേഷനും സാങ്കേതികവിദ്യയും
2.1. തയ്യാറെടുപ്പ് ജോലികൾ
2.1 .1. GOST 1 2.3.003.75, GOS T 1 2.2.007.75 എന്നിവ അനുസരിച്ച് വെൽഡിംഗ് ഉപയോഗിച്ച് ലോഹ ഘടനകളുടെ അസംബ്ലി നടത്തുന്ന സാങ്കേതിക മുറികൾ തയ്യാറാക്കി അവയെ അഗ്നിശമന ഉപകരണങ്ങൾ ഉപയോഗിച്ച് സജ്ജമാക്കുക. 2. 1.2. ആവശ്യമായ ഘടനകളും ഭാഗങ്ങളും വർക്ക് സൈറ്റിലേക്ക് കൈമാറുകയും ഇൻസ്റ്റലേഷൻ ജോലിയുടെ സാങ്കേതിക ക്രമത്തിന് അനുസൃതമായി അവ സ്ഥാപിക്കുകയും ചെയ്യുക. 2.1 .3. ജോലി സാഹചര്യങ്ങളെക്കുറിച്ച് സ്വയം പരിചയപ്പെടുത്തുക, ആവശ്യമെങ്കിൽ, "സുരക്ഷ, അഗ്നി സുരക്ഷ നിയമങ്ങൾ" (SNiP III-4-80, SNiP II -01-0 2-8 5) അനുസരിച്ച് ജോലിസ്ഥലം സജ്ജമാക്കുക. 2.1 .4. ജോലിക്ക് എക്\u200cസ്\u200cഹോസ്റ്റ് വെന്റിലേഷന് കഴിവുണ്ടെന്ന് ഉറപ്പാക്കുക. 2.1 .5. വെൽഡിങ്ങിന് ആവശ്യമായ ഡോക്യുമെന്റേഷൻ, ഉപകരണങ്ങൾ, ഉപകരണങ്ങൾ എന്നിവ തയ്യാറാക്കുക. 2.1 .6. വെൽഡിംഗ് ഉപകരണങ്ങൾ ശരിയായി പ്രവർത്തിക്കുന്നുണ്ടെന്ന് ഉറപ്പാക്കുക.2.2. വെൽഡിംഗ് സന്ധികളെക്കുറിച്ചുള്ള പൊതുവായ വിവരങ്ങൾ
2.2. 1. രണ്ടോ അതിലധികമോ ഘടനാപരമായ ഭാഗങ്ങളും ഈ ഭാഗങ്ങളെ ബന്ധിപ്പിക്കുന്ന ഒരു ഇംതിയാസ് ചെയ്ത സീമും അടങ്ങുന്ന ഒരു ഇംതിയാസ്ഡ് ഘടനയുടെ ഒരു ഘടകമാണ് ഒരു ഇംതിയാസ്ഡ് ജോയിന്റ് (GOST 5264-80 കാണുക. "ഇംതിയാസ് ചെയ്ത സന്ധികളിൽ നിന്നുള്ള സീമുകൾ"). 2.2.2. മെറ്റൽ ഘടനകൾ ഇൻസ്റ്റാൾ ചെയ്യുമ്പോൾ, ഇനിപ്പറയുന്ന പ്രധാന തരം കണക്ഷനുകൾ നിറവേറ്റുന്നു: ബട്ട്, ഓവർലാപ്പിംഗ്, ടീ, കോർണർ. 2.2. 3. ബട്ട് സന്ധികൾ ഏറ്റവും സാധാരണമായ ഇംതിയാസ് ചെയ്ത സന്ധികളാണ്, അതിൽ ചേരേണ്ട ഭാഗങ്ങളുടെ അറ്റങ്ങളോ അരികുകളോ സ്ഥാപിച്ചിരിക്കുന്നതിനാൽ അവയ്ക്കിടയിൽ 1 - 2 മില്ലീമീറ്റർ ദൂരം ഉണ്ടാകും. 6 മില്ലീമീറ്റർ വരെ കട്ടിയുള്ള ഭാഗങ്ങൾ ഒരു വശത്തുള്ള സീം ഉപയോഗിച്ച് വെൽഡിംഗ് ചെയ്യുന്നു, കൂടാതെ 6 മില്ലീമീറ്ററിൽ കൂടുതൽ - രണ്ട് വശങ്ങളുള്ള സീം ഉപയോഗിച്ച്. 2.2. 4. ഒരു കണക്ഷൻ ഘടകത്തിന്റെ മറ്റൊന്നിന്റെ മുകളിൽ സൂപ്പർപോസിഷൻ വഴിയാണ് ഓവർലാപ്പിംഗ് കണക്ഷനുകൾ നിർമ്മിക്കുന്നത്. ഓവർലാപ്പ് മൂല്യം ഉൽപ്പന്നത്തിൽ നിന്ന് ഇംതിയാസ് ചെയ്ത x അരികുകളുടെ കട്ടിയുള്ളതിന്റെ ഇരട്ടിയെങ്കിലും ആയിരിക്കണം. വെൽഡിംഗ് സമയത്ത്, ഭാഗങ്ങൾ ഇരുവശത്തും പരാജയപ്പെടുന്നു. 2.2 .5. ടി-സന്ധികൾ സന്ധികളാണ്, അതിൽ ഒരു മൂലകത്തിന്റെ അവസാനം ഒരു നിശ്ചിത കോണിൽ ഇംതിയാസ് ഘടനയുടെ മറ്റൊരു മൂലകത്തിന്റെ ഉപരിതലത്തോട് ചേരുന്നു. ശക്തമായ സീം ലഭിക്കാൻ, ഇംതിയാസ് ചെയ്യേണ്ട മൂലകങ്ങൾ തമ്മിലുള്ള ദൂരം 2 ÷ 3 മില്ലീമീറ്റർ ആയിരിക്കണം. 2.2.6. ഇംതിയാസ് ചെയ്യപ്പെടുന്ന മൂലകങ്ങൾ വലത് അല്ലെങ്കിൽ അനിയന്ത്രിതമായ കോണിൽ സ്ഥിതിചെയ്യുമ്പോൾ കോർണർ സന്ധികൾ നടക്കുന്നു, ഒന്നോ രണ്ടോ വശങ്ങളിൽ നിന്ന് ഈ മൂലകങ്ങളുടെ അരികുകളിൽ വെൽഡിംഗ് നടത്തുന്നു. 2.2.7. മുകളിൽ വിവരിച്ച എല്ലാ ഇംതിയാസ് സന്ധികളും ഒരു സീം ഉപയോഗിച്ചാണ് നിർമ്മിച്ചിരിക്കുന്നത്, ഇത് ഇംതിയാസ്ഡ് ഘടനയുടെ ഘടകങ്ങളെ ബന്ധിപ്പിക്കുന്ന ഒരു കട്ടിയുള്ള വെൽഡ് ലോഹമാണ്. ഇംതിയാസ് ചെയ്ത സീമുകൾ ഇനിപ്പറയുന്ന മാനദണ്ഡങ്ങൾക്കനുസരിച്ച് വിഭജിച്ചിരിക്കുന്നു: ആക്ടിംഗ് ഫോഴ്സുമായി ബന്ധപ്പെട്ട സ്ഥാനം അനുസരിച്ച് (ചിത്രം 1 കാണുക), ബഹിരാകാശത്തെ സ്ഥാനം അനുസരിച്ച് (ചിത്രം 2 കാണുക), ബാഹ്യ ആകൃതി അനുസരിച്ച് (ചിത്രം 3 കാണുക).ചിത്രം: 1. നിലവിലെ ശക്തിയുമായി താരതമ്യപ്പെടുത്തുമ്പോൾ ഇംതിയാസ് ചെയ്ത സീമുകളുടെ സ്ഥാനം:
a) പാർശ്വഭാഗം, ബി) മുൻ\u200cവശം, സി) ചരിഞ്ഞത്
![]()
R അത്തി. 2. ബഹിരാകാശത്ത് ഇംതിയാസ് ചെയ്ത സീമുകളുള്ള സ്ഥാനം:
a) ചുവടെ, ബി) തിരശ്ചീനമായി, സി) ലംബമായി, ഡി) സീലിംഗ്
ചിത്രം: 3. ഇംതിയാസ് ചെയ്ത സീമുകളുടെ ബാഹ്യ രൂപങ്ങൾ:
a) കോൺവെക്സ്, ബി) സാധാരണ, സി) കോൺ\u200cകീവ്
2.2.8. വെൽഡിംഗ് ചെയ്യേണ്ട അരികുകളുടെ കനം, ഇംതിയാസ് ചെയ്ത ജോയിന്റ് തരം, വെൽഡിന്റെ അളവുകൾ എന്നിവയെ ആശ്രയിച്ച് വെൽഡിംഗ് ഇലക്ട്രോഡിന്റെ വ്യാസം സജ്ജീകരിച്ചിരിക്കുന്നു. ബട്ട് സന്ധികൾക്കായി, ഇംതിയാസ് ചെയ്ത അരികുകളുടെ കനം അനുസരിച്ച് ഇലക്ട്രോഡിന്റെ വ്യാസം തിരഞ്ഞെടുക്കുന്നതിന് ഇനിപ്പറയുന്ന പ്രായോഗിക ശുപാർശകൾ സ്വീകരിക്കുന്നു: 2.2.9. കോർണറും ടി-സന്ധികളും നടത്തുമ്പോൾ, സീം ലെഗിന്റെ വലുപ്പം കണക്കിലെടുക്കുന്നു: 3--5 മില്ലീമീറ്റർ സീം ലെഗ് ഉപയോഗിച്ച്, 3--4 മില്ലീമീറ്റർ വ്യാസമുള്ള ഒരു ഇലക്ട്രോഡ് ഉപയോഗിച്ച് വെൽഡിംഗ് നടത്തുന്നു, കൂടാതെ 6--8 മില്ലീമീറ്റർ വ്യാസമുള്ള ഇലക്ട്രോഡുകൾ 4--5 മില്ലീമീറ്റർ വ്യാസമുള്ള ഇലക്ട്രോഡുകൾ ഉപയോഗിക്കുന്നു. 2.2 .1 0. ഇലക്ട്രോഡിന്റെ തിരഞ്ഞെടുത്ത വ്യാസം അനുസരിച്ച്, പാചക വൈദ്യുതധാരയുടെ മൂല്യം സജ്ജമാക്കുക, അത് ഫാക്ടറി ലേബലിൽ ഇലക്ട്രോഡുകളുപയോഗിച്ച് പായ്ക്കിലേക്ക് ഒട്ടിച്ചിരിക്കണം. 2.2. പതിനൊന്ന്. 4 ÷ 6 മില്ലീമീറ്റർ ഇലക്ട്രോഡുകൾക്കുള്ള പാചക കറന്റിൽ നിന്നുള്ള മൂല്യം ഫോർമുല ഉപയോഗിച്ച് നിർണ്ണയിക്കാനാകും:
Y \u003d (40 ÷ 60) D e,
ഇവിടെ Y എന്നത് പാചക കറന്റിൽ നിന്നുള്ള മൂല്യം, A; ഡി ഇ - ഇലക്ട്രോഡിന്റെ വ്യാസം, എംഎം. 2.2. 1 2. 4 മില്ലീമീറ്ററും 6 മില്ലീമീറ്ററിൽ കൂടുതൽ വ്യാസവുമുള്ള ഇലക്ട്രോഡുകൾക്കുള്ള വെൽഡിംഗ് കറന്റിന്റെ മൂല്യം ഫോർമുല ഉപയോഗിച്ച് നിർണ്ണയിക്കാനാകും:
Y \u003d (20 + 6D e) D e.
ഈ സാഹചര്യത്തിൽ, ലോഹത്തിന്റെ കനം, വെൽഡിന്റെ സ്ഥാനം എന്നിവ കണക്കിലെടുത്ത് തിരുത്തലുകൾ വരുത്തണം. അരികുകളുടെ കനം 1, 3 D e മുതൽ 1.6 D e ആയിരിക്കുമ്പോൾ, വെൽഡിംഗ് വൈദ്യുതധാരയുടെ കണക്കാക്കിയ മൂല്യം 1 0 ÷ 1 5% കുറയുന്നു, കൂടാതെ അരികുകളുടെ കനം 3 D e യിൽ കൂടുതലാകുമ്പോൾ, അത് 1 0 by വർദ്ധിക്കുന്നു പതിനഞ്ച്%. ലംബ, ഓവർഹെഡ് സീമുകളുടെ വെൽഡിംഗ് കണക്കാക്കിയതിനേക്കാൾ 1 0 ÷ 1 5% കുറവുള്ള ഒരു കറന്റ് ഉപയോഗിച്ചാണ് നടത്തുന്നത്. 2.2. 1 3. ആർക്ക് വെൽഡിങ്ങിനുള്ള മെറ്റൽ ഇലക്ട്രോഡുകൾ GOST 9466-75 അനുസരിച്ച് തയ്യാറാക്കിയിട്ടുണ്ട്. മാനുവൽ ആർക്ക് വെൽഡിംഗിനും ഉപരിതലത്തിനുമായി പൂശിയ ലോഹ ഇലക്ട്രോഡുകൾ. വർഗ്ഗീകരണം, അളവുകൾ, പൊതുവായ സവിശേഷതകൾ. " GOST സ്ഥാപിച്ച വലുപ്പങ്ങൾ:
പട്ടിക 1
|
ഇലക്ട്രോഡ് വ്യാസം, എംഎം |
ഇലക്ട്രോഡ് നീളം, എംഎം |
||
|
കാർബൺ, അലോയ് വയർ എന്നിവ ഉപയോഗിച്ച് നിർമ്മിച്ചത് |
ഉയർന്ന അലോയ് വയർ കൊണ്ട് നിർമ്മിച്ചതാണ് |
||
2.3. ജോലിയുടെ ക്രമവും രീതികളും
2.3. 1. കമാനം പോസ്റ്റ് കൂട്ടിച്ചേർക്കുക (അത്തി. പേജ് 4 കാണുക), ഇതിനായി:
ചിത്രം: സ്വമേധയാലുള്ള പാചകത്തിനായി പാചക സ്റ്റേഷനിൽ നിന്ന് കണക്ഷന്റെ സ്കീം
എ) സുരക്ഷ, അഗ്നി സുരക്ഷാ ചട്ടങ്ങൾ അനുസരിച്ച് പ്രത്യേകമായി സജ്ജീകരിച്ച സ്ഥലത്ത് വെൽഡിംഗ് ട്രാൻസ്ഫോർമർ ഇൻസ്റ്റാൾ ചെയ്യുക. പട്ടിക അനുസരിച്ച് വെൽഡിംഗ് ട്രാൻസ്ഫോർമറിന്റെ ബ്രാൻഡ് തിരഞ്ഞെടുക്കുക. 2.
പട്ടിക 2
|
ട്രാൻസ്ഫോർമർ ബ്രാൻഡ് |
വെൽഡിംഗ് കറന്റ്, എ |
വോൾട്ടേജ്, വി |
റേറ്റുചെയ്ത പവർ, കെവി\u200cഎ |
മൊത്തത്തിലുള്ള അളവുകൾ, എംഎം |
ഭാരം, കിലോ |
നാമമാത്രമായ ജോലി |
നിഷ്\u200cക്രിയ നീക്കം |
|
|
നാമമാത്രമായ |
നിയന്ത്രണ പരിധി |
|||||||
| ടിഡി - 306 യു 2 |
570 × 325 × 530 |
|||||||
| ടിഡി -0 6 യു 2 |
630 × 365 × 590 |
|||||||
| ടിഡി - 251 യു 2 |
420 × 260 × 450 |
|||||||
| ടിഡി - 500-4 യു 2 |
570 × 720 × 835 |
|||||||
| ടി DM- 31 7U 2 |
585 × 555 × 81 8 |
|||||||
| ടി DM-4 01U 2 |
585 × 760 × 848 |
|||||||
| ടി DM- 50 3U 2 |
555 × 585 × 888 |
|||||||
| ടി DM- 50 2U2 |
720 × 845 × 780 |
|||||||
റീ എസ്. അഞ്ച്. വർക്ക് പീസിലേക്ക് വെൽഡിംഗ് വയർ ബന്ധിപ്പിക്കുന്നതിനുള്ള ക്ലാമ്പുകൾ:
a) ബാഹ്യ, b) സ്ക്രൂ
ഇ) വെൽഡിംഗ് ട്രാൻസ്ഫോർമറിന്റെ രണ്ടാമത്തെ ടെർമിനൽ ഇലക്ട്രിക് ഹോൾഡറുമായി ബന്ധിപ്പിക്കുക (ചിത്രം 6 കാണുക) വയറുകൾ P RGD അല്ലെങ്കിൽ P RGDO (GOST 6731 -77E);

ചിത്രം: 6. എലക് ട്രെൻ കോൺ ടെയിൻസ്
ഇ) ശുപാർശ ചെയ്യുന്ന മാനദണ്ഡങ്ങൾക്കനുസരിച്ച് 30 മീറ്ററിൽ കൂടാത്ത നീളമുള്ള വയറുകളുടെ ക്രോസ്-സെക്ഷൻ തിരഞ്ഞെടുക്കുക:
|
വെൽഡിംഗ് കറന്റിലെ ഏറ്റവും ഉയർന്ന മൂല്യം, എ |
||||
| വയറുകളുടെ ക്രോസ്-സെക്ഷണൽ ഏരിയ, എംഎം 2: | ||||
| സിംഗിൾ | ||||
| ഇരട്ട |
U l \u003d 1.73Jρl / s,
ഇവിടെ U l - വോൾട്ടേജ് ഡ്രോപ്പ്, V; ജെ - വെൽഡിംഗ് കറന്റ്, എ; The എന്നത് വയറുകളുടെ നിർദ്ദിഷ്ട പ്രതിരോധമാണ്, ഓം · m; l വയറുകളുടെ നീളം, m; s - വയറുകളുടെ ക്രോസ്-സെക്ഷണൽ ഏരിയ, mm 2. U l ന്റെ മൂല്യം അനുവദനീയമായതിലും 5% കവിയുന്നുവെങ്കിൽ, വയറുകളുടെ ക്രോസ്-സെക്ഷണൽ ഏരിയ വർദ്ധിപ്പിക്കേണ്ടത് ആവശ്യമാണ്; h) വെൽഡിംഗ് നടത്തുമ്പോൾ കണ്ണുകളും മുഖത്തിന്റെ ചർമ്മവും സംരക്ഷിക്കുന്നതിന് പരിചകൾ, മാസ്കുകൾ അല്ലെങ്കിൽ ഹെൽമെറ്റുകൾ (GOST 1 361-69) ഉപയോഗിക്കുക (ചിത്രം 7 കാണുക).
റീ എസ്. 7. പാചക ആർക്ക്, മെറ്റൽ സ്പ്ലാഷുകൾ എന്നിവയിൽ നിന്നുള്ള ആഘാതത്തിൽ നിന്നുള്ള സംരക്ഷണ മാർഗ്ഗങ്ങൾ
2.3.2. ആവശ്യമായ എല്ലാ മതിൽ കൈമുട്ടുകൾ, ഓട്ടോ ഹാളിന്റെ പരിസരത്തെ ബ്രാക്കറ്റുകൾ, ക്രോസ്റോഡ്, ഖനി, വൈദ്യുതി വിതരണ ഇൻസ്റ്റാളേഷനുകൾ എന്നിവയുടെ രൂപകൽപ്പനയും നിർദ്ദേശങ്ങളും അനുസരിച്ച് തനിപ്പകർപ്പ് നടത്തുക. 2.3.3. ചുവരുകളിൽ ഘടിപ്പിച്ചിരിക്കുന്ന ബ്രാക്കറ്റുകളിൽ ഓപ്പൺ-ടൈപ്പ് ഗട്ടർ സെക്ഷനുകൾ ഇടുക, അവ പരസ്പരം നീക്കുക, അങ്ങനെ അവയ്ക്കിടയിൽ 1 ÷ 2 മില്ലീമീറ്ററിന് തുല്യമായ ഒരു വിടവ് ഉണ്ടാകും, ഒരു മൂർച്ചയുള്ള സീം ഉപയോഗിച്ച് വെൽഡ് വെവ്വേറെ ഗട്ടർ സെക്ഷനുകൾ (ചിത്രം 8 കാണുക) വെൽഡ് തത്ഫലമായി ഒരേ നെറ്റിയിൽ നിന്ന് ഇരുവശത്തുനിന്നും ബ്രാക്കറ്റുകളിലേക്ക് (ചിത്രം 9 കാണുക) നെറ്റിയിലെ വീതി 400 ÷ 6 00 മില്ലീമീറ്റർ അല്ലെങ്കിൽ ഒരു വശത്ത് ഒരു ചെക്കർബോർഡ് പാറ്റേണിൽ - ആവേശത്തിന്റെ വീതി 1 50 ÷ 300 മില്ലീമീറ്റർ.
ആർ, സി. 8. വെൽഡിംഗ് ഗട്ടറുകൾ
അത്തിയിൽ കാണിച്ചിരിക്കുന്നതുപോലെ പ്രധാന ഗട്ടറുകളുടെ അറ്റങ്ങൾ ഇരുവശത്തുനിന്നും മതിൽ ഗട്ടറുകളിലേക്ക് ഇംതിയാസ് ചെയ്യുന്നു. ഒമ്പത്.
ചിത്രം: 9. മതിലിനൊപ്പം ഒരു ബ്രാക്കറ്റിലേക്കോ ചതുരത്തിലേക്കോ ആഴം ഉറപ്പിക്കുക
2.3.4. മുറിയുടെ നിഴലിലുള്ള ദ്വാരത്തിലൂടെ മാജിക് തൊട്ടിയും പ്രധാന ഗട്ടറും കടന്ന് പ്രധാന ഗട്ടറിലേക്ക് നീക്കി, ഉറപ്പിച്ച് ഉറപ്പിക്കുക (പേജ് 2.3.3 കാണുക) അതിനാൽ ഗട്ടറുകൾ തമ്മിലുള്ള ദൂരം 1 ÷ 2 മില്ലീമീറ്ററിന് തുല്യമാണ്, 90 ° കോണിൽ പ്രധാന തൊട്ടികളുടെ വെൽഡിംഗ് (ചിത്രം 10 ഉം ചിത്രം 11 ഉം കാണുക). ഈ സാഹചര്യത്തിൽ, ഓരോ വശത്തും സ്ട്രിപ്പും ആവേശവും എല്ലാ വശങ്ങളിൽ നിന്നും ഇംതിയാസ് ചെയ്യുന്നു.

ചിത്രം: 11. 90 of സംയുക്തമായി പ്രധാന ആഴം ഉറപ്പിക്കുക
2.3.5. ചുമരിലൂടെ കൈമുട്ടിലേക്കുള്ള പാതയിലെ പ്രധാന ആഴം വെൽഡ് ചെയ്യുക (ചിത്രം 12 കാണുക). ഒരു ചെക്കർബോർഡ് പാറ്റേണിൽ ഒരു വശത്തെ സീം ഉപയോഗിച്ച് തോടിന്റെ ഒരു വശത്ത് നിന്ന് വെൽഡിംഗ് നടത്തുന്നു.
R അത്തി. 12. പ്രധാന പരാതി മതിലിലൂടെ കടന്നുപോകുന്നു
2.3.6. മുറിയുടെ മതിലിലേക്ക് ഉറപ്പിച്ചിരിക്കുന്ന ബ്രാക്കറ്റുകളിലേക്ക് ലംബമായ പ്രധാന ഗട്ടറുകൾ വെൽഡ് ചെയ്യുക (ചിത്രം 13 കാണുക). മൂന്ന് വശങ്ങളിൽ നിന്ന് ഓരോ ബ്രാക്കറ്റിലേക്കും വെൽഡിംഗ് നടത്തുന്നു.

ചിത്രം: 1 3. മതിലിലേക്ക് ലംബമായ എം അജിസ്ട്രൽ റെയിൽ ഉറപ്പിക്കുന്നു
2.3 .7. ഫ്രെയിം വരിയിലെ പ്രധാന നെറ്റിയിലെ ചരിവുകൾ മണ്ട് ചെയ്യുക (ചിത്രം 14 കാണുക), ആഴത്തിന്റെ ഓരോ വശത്തും മൂന്ന് വശങ്ങളിൽ ഫ്രെയിം വരിയുടെ ബ്രാക്കറ്റുകളിലേക്ക് ആഴങ്ങൾ വെൽഡിംഗ് ചെയ്യുമ്പോൾ.
റീ എസ്. 14. ഫ്രെയിം വരിയിലെ ആഴങ്ങളുടെ ഇറക്കം
2.3.8. ഫ്ലോർ സ്ലാബിലൂടെ കടന്നുപോകുന്ന സ്ഥലങ്ങളിൽ ട്രോൾ തൊട്ടികളുടെ ചരിവുകൾ മ Mount ണ്ട് ചെയ്യുക (ചിത്രം 15 കാണുക). ജോലി ചെയ്യുമ്പോൾ, ഗട്ടറിന്റെ സൈഡ് സ്ട്രിപ്പുകളുടെ ഇരുവശങ്ങളിലുമുള്ള പാസേജ് ദ്വാരത്തിന്റെ ഫ്രെയിമിംഗിലേക്ക് പ്രധാന ഗട്ടറുകളുടെ കമാനം അറ്റാച്ചുചെയ്യുക.
ചിത്രം: 15. സീലിംഗിലൂടെ പ്രധാന ഗട്ടറുകളുടെ പാസേജ് ഉപകരണം
2.3.9. ഖനി മുറിയിൽ മെറ്റൽ ഘടനകൾ ഇൻസ്റ്റാൾ ചെയ്യുക. സ്ലോട്ട് ചെയ്ത ബ്രാക്കറ്റുകളുടെ അടിത്തറ ഫ foundation ണ്ടേഷൻ സ്ക്വയറുകളിലേക്ക് ഇംതിയാസ് ചെയ്യുന്നു. മുകളിലെ ഭാഗത്ത്, ബ്രാക്കറ്റുകൾ pr ഉം സ്റ്റീൽ സ്ട്രിപ്പിലേക്ക് ഇ 3 0 × 4 ഉം ഇംതിയാസ് ചെയ്യുന്നു. ഒരു ഖനിയിൽ ബ്രാക്കറ്റുകൾ ഇൻസ്റ്റാൾ ചെയ്യുന്നതിനുള്ള ഒരു ഉദാഹരണം ചിത്രം കാണിച്ചിരിക്കുന്നു. പതിനാറ്.
ചിത്രം: 1 6. ഒരു ഖനിയിൽ ബ്രാക്കറ്റുകൾ ഇൻസ്റ്റാൾ ചെയ്യുന്നതിനുള്ള ഉദാഹരണം
സ്ലോട്ട് ബ്രാക്കറ്റുകളുടെ വരികൾ പരസ്പരം ബന്ധിപ്പിച്ചിരിക്കുന്നു, 40 × 50 × 4 പ്രധാന സ്ക്വയറുകൾ ഉപയോഗിച്ച് പരിസരത്തിന്റെ ചുമരുകളിൽ ഘടിപ്പിച്ചിരിക്കുന്നു, അവ സ്ലോട്ട് ചെയ്ത ബ്രാക്കറ്റുകളുടെയും മതിൽ സ്ക്വയറുകളുടെയും മുകൾ ഭാഗത്തേക്ക് ഇംതിയാസ് ചെയ്യുന്നു. മുറികളിലെയും ഷാഫ്റ്റുകളിലെയും സാധാരണ ഗട്ടറുകൾ പ്രധാന സ്ക്വയറുകളിലേക്ക് ഇംതിയാസ് ചെയ്യുന്നു, കൂടാതെ ഗട്ടറുകൾ ഇരുവശങ്ങളിലുമുള്ള അങ്ങേയറ്റത്തെ സ്ക്വയറുകളിലേക്ക് ഇംതിയാസ് ചെയ്യുന്നു (ചിത്രം 9 കാണുക), മറ്റ് സ്ക്വയറുകളിലേക്ക് - ഒരു വശത്ത് നിന്ന് ഒരു ചെക്കർബോർഡ് പാറ്റേണിൽ (ചിത്രം 17 ഉം ചിത്രം കാണുക. . 18).
ചിത്രം: 1 7. ഖനിയിലെ തോടുകളുടെ സ്ഥാനം, വെൽഡിംഗ് സ്ഥലങ്ങൾ (ഏകദേശ)

ചിത്രം: 1 8. ഖനിയിലെ വെൽഡിംഗ് തോപ്പുകളുടെ സ്ഥാനവും സ്ഥലങ്ങളും (ഉദാഹരണം)
2.3. 1 0. ഖനിയിലെ ബ്രാക്കറ്റുകളുടെ വരികൾ ഉറപ്പിക്കുന്നതിനുള്ള പ്രധാന കോണുകൾ ബട്ട് വെൽഡിംഗ് ഉപയോഗിച്ച് വേർതിരിച്ചിരിക്കുന്നു (ചിത്രം പേജ് 19 എ കാണുക) അല്ലെങ്കിൽ ഓവർലാപ്പ് ചെയ്തു (ചിത്രം പേജ് 19 ബി കാണുക).
ചിത്രം: 19. ട്രങ്ക് എക്സ് ആംഗിളുകൾ വിഭജിക്കുന്നതിനുള്ള ഉദാഹരണങ്ങൾ
2.3 .11. ഷാഫ്റ്റ് റൂമിന്റെ മതിലുകൾക്കൊപ്പം എയർ ഗട്ടറുകളിൽ ഇൻസ്റ്റാൾ ചെയ്യുക. തോടുകളുടെ വെൽഡിംഗ് സ്ഥലത്തിന്റെയും സ്ഥലത്തിന്റെയും ഉദാഹരണം ചിത്രം കാണിച്ചിരിക്കുന്നു. 20 ഉം അത്തിപ്പഴവും. 21.
ചിത്രം: 20. ഖനിയിലെ തോപ്പുകളുടെ സ്ഥാനവും വെൽഡിങ്ങും (ഏകദേശ)
റീ എസ്. 21. ഖനിയിലെ തോപ്പുകളുടെ സ്ഥാനവും വെൽഡിങ്ങും (ഏകദേശ)
2.3 .1 2. ഒരു ഖനിയിൽ ലോഹഘടനകൾ സ്ഥാപിക്കുന്നത് ഒരു ഖനിയിലെ ലോഹഘടനകൾ സ്ഥാപിക്കുന്നതിന് സമാനമാണ്. ക്രോസ്ബാറിലെ കാബിനറ്റുകളുടെ വരികൾ പരസ്പരം ബന്ധിപ്പിച്ച് 40 × 50 × 4 പ്രധാന സ്ക്വയറുകൾ ഉപയോഗിച്ച് മുറിയുടെ മതിൽ സ്ക്വയറുകളിൽ ഘടിപ്പിച്ചിരിക്കുന്നു, അവ ക്രോസ്ഫ്രെയിമിലേക്കും മതിൽ സ്ക്വയറുകളിലേക്കും ഇംതിയാസ് ചെയ്യുന്നു. വെൽഡിംഗ് വഴി കുരിശിൽ സാധാരണ തോപ്പുകൾ ഉറപ്പിക്കുന്നത് ഒരു ഖനിയിൽ ഉറപ്പിക്കുന്നതിനു സമാനമാണ്. ക്രോസ് സെല്ലുകൾക്ക് മുകളിലുള്ള ഗട്ടറുകൾ സ്ഥാപിക്കുന്നതിനുള്ള ഒരു ഉദാഹരണം ചിത്രം കാണിച്ചിരിക്കുന്നു. 22.
R അത്തി. 22. റോസിന്റെ സെല്ലുകൾക്ക് മുകളിലുള്ള ഇൻസ്റ്റാളേഷനുകളുടെയും ഗട്ടറുകളുടെയും ഉദാഹരണം
2.3. 1 3. പ്രൈവറ്റുകൾക്ക് പ്രധാന തൊട്ടികൾ ഉറപ്പിക്കുന്നത് ഒരു വടി ഉപയോഗിച്ച് വെൽഡിംഗ് വഴിയാണ് നടത്തുന്നത്, ഇത് ഇരുവശങ്ങളിലുമുള്ള സാധാരണ, പ്രധാന തൊട്ടികളുടെ സൈഡ് സ്ട്രിപ്പുകളിലേക്ക് ഇംതിയാസ് ചെയ്യുന്നു (ചിത്രം 23 കാണുക).
ചിത്രം: 23. പ്രധാന ച്യൂട്ട് സാധാരണയിലേക്ക് അറ്റാച്ചുചെയ്യാൻ
2.3. 1 4. 2.5 മീറ്റർ വരെ നീളമുള്ള പ്രധാന ഗട്ടറുകളിലേക്ക് പ്രധാന ഗട്ടറുകൾ ഉറപ്പിക്കുന്നത് വെൽഡിംഗ് രീതിയിലൂടെയാണ് നടത്തുന്നത്, കൂടാതെ ഗട്ടറിന്റെ ഇരുവശത്തുമുള്ള സ്ട്രിപ്പുകളിലേക്ക് ഇംതിയാസ് ചെയ്ത ഉരുക്ക് വടികളുപയോഗിച്ച് പ്രധാന ഗട്ടർ ശക്തിപ്പെടുത്തുന്നു (ചിത്രം 24 കാണുക).
ചിത്രം: 24. ഫ്ലൈ വീലിൽ ഇരുമ്പ് 2.5 മീറ്റർ വരെ ഉറപ്പിക്കുക
3. 3 മൃഗങ്ങളെ ഉറപ്പിക്കുന്നതിനുള്ള ഒരു ഉദാഹരണം ചിത്രം കാണിച്ചിരിക്കുന്നു. 25.

ചിത്രം: 25. ഒരു ക്രോം-പ്ലേറ്റിംഗ് ചാനൽ ഉറപ്പിക്കുന്നതിനുള്ള ഉദാഹരണം
2.3. 1 6. സബ്സ്ക്രൈബർ വിതരണ ഫ്രെയിമിൽ ടെസ്റ്റ് സോക്കറ്റുകൾ ഉപയോഗിച്ച് ഫ്രെയിം ഉറപ്പിക്കുന്നത് വെൽഡിംഗ് രീതി ഉപയോഗിച്ചാണ് നിർമ്മിച്ചിരിക്കുന്നത്. വെൽഡിംഗ് ഉപയോഗിച്ച് ഒരു ഫ്രെയിം മാറ്റിസ്ഥാപിക്കുന്നതിനുള്ള ഒരു ഉദാഹരണം ചിത്രം കാണിച്ചിരിക്കുന്നു. 26.
റീ എസ്. 26. സബ്സ്ക്രൈബർ കോം ക്രോസിൽ ടെസ്റ്റ് സ്ലോട്ടുകൾ ഉപയോഗിച്ച് ഫ്രെയിം ഉറപ്പിക്കുന്നു
2. 3.1 7. ലോഹഘടനകളുടെ ഇൻസ്റ്റാളേഷൻ പൂർത്തിയാക്കിയ ശേഷം, ഇംതിയാസ് ചെയ്ത സന്ധികൾ സ്കെയിലിൽ നിന്ന് വൃത്തിയാക്കുന്നു, അവയുടെ നിർവ്വഹണത്തിന്റെ ഗുണനിലവാരം പരിശോധിച്ച് ചാരനിറത്തിലുള്ള ഇനാമൽ ഉപയോഗിച്ച് പെയിന്റ് ചെയ്യുന്നു. 2.3. 1 8. 10 മടങ്ങ് വലുപ്പമുള്ള മാഗ്നിഫൈയിംഗ് ഗ്ലാസ് ഉപയോഗിച്ച് ബാഹ്യ പരിശോധനയിലൂടെ ഇംതിയാസ് ചെയ്ത സന്ധികളുടെ ഗുണനിലവാരം പരിശോധിക്കുന്ന പ്രക്രിയയിൽ, വൈകല്യങ്ങൾ കണ്ടെത്താം. വെൽഡിംഗ് പ്രക്രിയയുടെ ഫലമായുണ്ടാകുന്ന വൈകല്യങ്ങൾ ചിത്രം കാണിച്ചിരിക്കുന്നു. 27.
ചിത്രം: 27. വെൽഡിംഗ് വൈകല്യങ്ങളുടെ തരങ്ങൾ
.
2.4. വെൽഡിംഗ് നടത്തുമ്പോൾ സുരക്ഷാ നടപടികൾ
2.4. 1. ആർക്ക് പവർ സപ്ലൈകളുടെ (ട്രാൻസ്ഫോർമറുകൾ), പാചക സഹായ ഉപകരണങ്ങൾ, ഇംതിയാസ് ചെയ്ത ഉൽപ്പന്നങ്ങൾ എന്നിവയിൽ നിന്ന് ജോലി ആരംഭിക്കുന്നതിന് മുമ്പ് നിലത്തുവീഴുന്നു. 2.4.2. ഗ്ര ing ണ്ടിംഗ് ഒരു ചെമ്പ് വയർ ഉപയോഗിച്ചാണ് നടത്തുന്നത്, അതിന്റെ ഒരറ്റം ആർക്ക് പവർ സ്രോതസിന്റെ ശരീരത്തിൽ "എർത്ത്" എന്ന ലിഖിതത്തോടുകൂടിയ ഒരു പ്രത്യേക ബോൾട്ടുമായി ബന്ധിപ്പിച്ചിരിക്കുന്നു, മറ്റേ അറ്റത്ത് ഗ്രൗണ്ടിംഗ് ബസ്സിലേക്ക്. 2.4 .3. വെൽഡിംഗ് ട്രാൻസ്ഫോർമർ നെറ്റ്\u200cവർക്കിലേക്ക് ബന്ധിപ്പിക്കുന്നതിന്, സർക്യൂട്ട് ബ്രേക്കറുകൾ, ഫ്യൂസുകൾ, ക്ലാമ്പുകൾ എന്നിവയുള്ള മതിൽ ബോക്സുകൾ ഉപയോഗിക്കുന്നു. വൈദ്യുതി വിതരണ വയറുകളുടെ നീളം 10 മീറ്ററിൽ കൂടരുത്. 2.4.4. പവർ വയറുകൾ നീട്ടേണ്ടത് ആവശ്യമാണെങ്കിൽ, ശക്തമായ ഇൻസുലേറ്റിംഗ് പിണ്ഡമുള്ള കണക്റ്റിംഗ് സ്ലീവ് ഉപയോഗിക്കുന്നു. 2 .4.5. വിതരണ വയറുകൾ 2.5 - 3.5 മീറ്റർ ഉയരത്തിൽ നിർത്തിവച്ചിരിക്കുന്നു, കൂടാതെ വയർ റൺസ് മെറ്റൽ പൈപ്പുകളിൽ ഘടിപ്പിച്ചിരിക്കുന്നു. 2.4.6. വെൽഡിംഗ് വയറുകൾ നല്ല ഇൻസുലേഷൻ ഉപയോഗിച്ച് ഉപയോഗിക്കുകയും വെൽഡിംഗ് കറന്റിന് അനുയോജ്യമായ ഒരു ക്രോസ്-സെക്ഷൻ ഉണ്ടായിരിക്കുകയും വേണം. 2.4.7. പരിച, മാസ്ക് അല്ലെങ്കിൽ ഹെൽമെറ്റിന്റെ പരിശോധന ദ്വാരത്തിലേക്ക് തിരുകിയ ലൈറ്റ് ഫിൽട്ടറുകൾ വെൽഡിംഗ് കറന്റിനെ ആശ്രയിച്ച് GOST 9497-60 അനുസരിച്ച് തിരഞ്ഞെടുക്കുന്നു. വീറ്റോയ്ക്കൊപ്പം നാല് തരം ഗ്ലാസ് ഫിൽട്ടറുകളുണ്ട്: ഇ -1 (വൈദ്യുത പ്രവാഹങ്ങൾക്ക് 30 - 75 എ), ഇ -2 (75 - 200 എ പ്രവാഹങ്ങൾക്ക്), ഇ -3 (200 - 400 എ വൈദ്യുത പ്രവാഹങ്ങൾക്ക്), 3 - 4 (400 എയിൽ കൂടുതലുള്ള വൈദ്യുത പ്രവാഹങ്ങൾക്ക്). 2.4.8. പാചക ജോലിയുടെ പ്രകടനത്തെ സഹായിക്കുന്ന തൊഴിലാളികളുടെ കണ്ണുകളുടെ സംരക്ഷണത്തിനായി, ലൈറ്റ് ഫിൽട്ടറുകളായ ബി -1, ബി -2, ബി -3 എന്നിവ ഉപയോഗിക്കുന്നു. 2.4.9. ടാർപോളിൻ അല്ലെങ്കിൽ ഒരു ഫ്ലാറ്റ് ഷീറ്റ്, കയ്യുറകൾ, ശിരോവസ്ത്രം എന്നിവയിൽ നിർമ്മിച്ച വെൽഡിംഗ് ജോലികൾ വെൽഡിംഗ് ജോലികൾ നടത്തുന്നു, അതേസമയം ട്ര ous സറുകൾ ചെരിപ്പിടാൻ പാടില്ല, പോക്കറ്റുകൾ വാൽവുകളാൽ മൂടണം, ഒരു ജാക്കറ്റ് ഇട്ടുകൊടുക്കരുത്. പാന്റിലേക്ക്. 2.4 .1 0. ഓവർഹെഡ് വെൽഡിംഗ് ചെയ്യുമ്പോൾ, തിരശ്ചീനവും ലംബ സീമകൾ ക്യാൻവാസ് ഓവർ\u200cലീവ് ധരിച്ച് കൈകളിലെ സ്ലീവുകൾക്ക് മുകളിലൂടെ ബന്ധിക്കുക. 2.4. പതിനൊന്ന്. പൂർണ്ണ തണുപ്പിക്കലിനുശേഷവും എല്ലായ്പ്പോഴും ലളിതമായ ഗ്ലാസുകളുള്ള ഗ്ലാസുകൾ ധരിച്ചതിനുശേഷമാണ് വെൽഡ് സീമുകൾ സ്ലാഗിൽ നിന്ന് സ്കാൻ ചെയ്യുന്നത്. 2.4. 1 2. 1 കിലോ ഇലക്ട്രോഡ് ഉപഭോഗത്തിന് 4000 മുതൽ 6000 മീ 3 വരെ ഉയർന്ന നിലവാരമുള്ള കോട്ടിഡ് ഇലക്ട്രോഡുകളുള്ള മാനുവൽ ആർക്ക് വെൽഡിംഗ് സമയത്ത് വെന്റിലേഷൻ ഉപകരണങ്ങൾ വായു കൈമാറ്റം ഉറപ്പാക്കണം. 2.4. 1 3. ജോലിസ്ഥലത്ത് (mg / m 3 ൽ) ഇനിപ്പറയുന്ന പദാർത്ഥങ്ങളുടെ സാന്ദ്രത ജോലിസ്ഥലത്ത് അനുവദനീയമാണ്: m arganese ഉം അതിന്റെ സംയുക്തങ്ങളും - 0.3; ക്രോമിയവും അതിന്റെ സംയുക്തങ്ങളും - 0.1; ഈയവും അതിന്റെ സംയുക്തങ്ങളും I - 0.001; ഹൈഡ്രജൻ ഫ്ലൂറൈഡ് - 0.5; ഒരു സോട്ട ഓക്സൈഡ് - 5.0; ഗ്യാസോലിൻ, മണ്ണെണ്ണ - 300.0. 10 മില്ലിഗ്രാം / മീ 3 ൽ കൂടുതലുള്ള വിഷരഹിതവും വിഷരഹിതവുമായ പൊടിയുടെ സാന്ദ്രത അനുവദനീയമല്ല, എന്നിരുന്നാലും, പൊടിയിൽ ക്വാർട്സ് ഉള്ളടക്കം 10% കവിയുന്നുവെങ്കിൽ, വിഷരഹിതമല്ലാത്ത പൊടിയുടെ സാന്ദ്രത 2 മില്ലിഗ്രാം / മീ 3 വരെ മാത്രമേ അനുവദിക്കൂ.2.5. പ്രകടനം നടത്തുന്നവരുടെ സംഖ്യാ-യോഗ്യതാ ഘടന
മൊത്തം 3 ആളുകളുള്ള ഒരു യൂണിറ്റാണ് വെൽഡിംഗ് വഴി എടിഎസ് മെറ്റൽ ഘടനയിൽ ഇൻസ്റ്റാളേഷൻ ജോലികൾ നടത്തുന്നത്, ഇതിൽ ഉൾപ്പെടുന്നു: 5-ഗ്രേഡ് കമ്മ്യൂണിക്കേഷൻ ഇൻസ്റ്റാളറും രണ്ട് 4-ഗ്രേഡ് കമ്മ്യൂണിക്കേഷൻ ഇൻസ്റ്റാളറും, അവയിലൊന്ന് നടപ്പാക്കൽ രീതികളെക്കുറിച്ചുള്ള കോഴ്\u200cസുകൾ പൂർത്തിയാക്കി. വെൽഡിംഗ് പ്രവർത്തിക്കുന്നു.2.6. തൊഴിൽ ചെലവ് കണക്കാക്കൽ
വെൽഡിങ്ങിനുള്ള സമയ മാനദണ്ഡം - ടി അഞ്ച് ഘടകങ്ങൾ ഉൾക്കൊള്ളുന്നു: തയ്യാറെടുപ്പ് സമയം - ടി പി, പ്രധാന സമയം - ടി ഒ, സഹായ സമയം - ടി ഇൻ, അധിക സമയം - ടി ഡി, അവസാന സമയം - ടി z ...ഇവിടെ Y \u003d 7.85 g / cm 3 എന്നത് ഉയർച്ചയുടെ നിർദ്ദിഷ്ട സാന്ദ്രതയാണ്, F \u003d 0.5 5 cm 2 സീമിലെ ക്രോസ് സെക്ഷനാണ്, L \u003d 1 00 cm എന്നത് സീമുകളുടെ നീളം, d \u003d 1 0 g / A · h - ഇലക്ട്രോഡുകളുടെ വെൽഡിങ്ങിന്റെ ഗുണകം, J \u003d 1 80 A - വെൽഡിംഗ് സമയത്ത് നിലവിലെ ശക്തി, കുച്ച്. \u003d 0.25 എന്നത് അധ്വാനത്തിന്റെ ഓർഗനൈസേഷൻ കണക്കിലെടുക്കുന്ന ഒരു ഗുണകമാണ്, k എന്നത് ഒരു സീമിലെ 1 00 സെന്റിമീറ്ററിന് അധ്വാനത്തിന്റെ ഓർഗനൈസേഷൻ കണക്കിലെടുക്കുന്ന ഒരു ഗുണകമാണ്, ആർക്ക് കത്തുന്നതിന്റെ പ്രധാന സമയം. മൂന്നാം കക്ഷി ചെലവുകളുടെ കണക്കുകൂട്ടൽ പട്ടികയിൽ നൽകിയിരിക്കുന്നു. 3.
പട്ടിക 3
|
ന്യായീകരണം (ENiR, മുതലായവ) |
സൃഷ്ടികളുടെ പേര് |
അളക്കൽ യൂണിറ്റ് |
ജോലിയുടെ വ്യാപ്തി |
ഒരു യൂണിറ്റ് അളവെടുപ്പിനുള്ള സമയ നിരക്ക്, man-h |
മുഴുവൻ വോള്യത്തിനും തൊഴിൽ ചെലവ്, man-h |
അളക്കാനുള്ള യൂണിറ്റിന് വില, RUB-kop. |
മുഴുവൻ വോള്യത്തിനും വേണ്ടിയുള്ള ചെലവ്, റൂബിൾസ് - കോപെക്കുകൾ |
| വെൽഡിംഗ് വഴി മെറ്റൽ വിൻഡോകൾ എടി സി സ്ഥാപിക്കൽ |
2.7. പ്രവർത്തന ഗുണനിലവാര നിയന്ത്രണ പദ്ധതി
വെൽഡിംഗ് വഴി ലോഹഘടനകൾ സ്ഥാപിക്കുന്നതിനുള്ള പ്രവർത്തനങ്ങൾ നടത്തുമ്പോൾ പ്രവർത്തന ഗുണനിലവാര നിയന്ത്രണ പദ്ധതി പട്ടികയിൽ നൽകിയിരിക്കുന്നു. 4.പട്ടിക 4
|
നിയന്ത്രണത്തിന് വിധേയമായ പ്രവർത്തനങ്ങളുടെ പേര് |
പ്രവർത്തനങ്ങളുടെ ഗുണനിലവാര നിയന്ത്രണം |
ഉൾപ്പെടുന്ന സേവനങ്ങൾ |
||||
|
സൃഷ്ടികളുടെ നിർമ്മാതാവ് |
മാസ്റ്റർ |
|||||
| തയ്യാറെടുപ്പ് ജോലികൾ | ജോലിസ്ഥലത്തിന്റെ ശരിയായ ഓർഗനൈസേഷൻ. വെൽഡിംഗ് ഉപകരണങ്ങളുടെ സേവനക്ഷമതയും അതിന്റെ ഗ്രൗണ്ടിംഗിന്റെ വിശ്വാസ്യതയും. ആവശ്യമായ ഘടനകളുടെയും ഭാഗങ്ങളുടെയും ലഭ്യതയും ശരിയായ സ്ഥാനവും | ദൃശ്യപരമായി | വെൽഡിംഗ് മെറ്റൽ ഘടനയിൽ ജോലി ആരംഭിക്കുന്നതിന് മുമ്പ് | |||
| ഇംതിയാസ് ചെയ്ത സന്ധികളുടെ ഗുണനിലവാരം | വിള്ളലുകൾ, സുഷിരങ്ങൾ, സ്ലാഗ് ഉൾപ്പെടുത്തലുകൾ, നുഴഞ്ഞുകയറ്റത്തിന്റെ അഭാവം, അണ്ടർ\u200cകട്ട്സ്, സാഗിംഗ്, ബേൺ-ത്രൂ, ഗർത്തങ്ങൾ, അസമമായ വെൽഡ് വീതി, ഇംതിയാസ് ചെയ്ത അരികുകളുടെ സ്ഥാനചലനം | ദൃശ്യപരമായി, 10x മാഗ്\u200cനിഫിക്കേഷനോടുകൂടിയ മാഗ്\u200cനിഫൈയിംഗ് ഗ്ലാസ് ഉപയോഗിക്കുന്നു | വെൽഡിംഗ് പ്രക്രിയയിൽ | |||
3. സാങ്കേതിക, സാമ്പത്തിക സൂചകങ്ങൾ
ജോലിയുടെ തീവ്രത, മനുഷ്യ ദിനങ്ങൾ - ദൈർഘ്യം, ദിവസം. - ജോലി ചെയ്യുന്ന അസംബ്ലർമാരുടെ എണ്ണം, ആളുകൾ - 34. മെറ്റീരിയൽ, ടെക്നിക്കൽ റിസോഴ്സുകൾ
ഉപകരണങ്ങളുടെയും ഉപകരണങ്ങളുടെയും ആവശ്യകത പട്ടികയിൽ കാണിച്ചിരിക്കുന്നു. അഞ്ച്.പട്ടിക 5
|
പേര് |
തരം, ബ്രാൻഡ്, GOST, TU |
അളവ്, പീസുകൾ. |
നിയമനം |
|
| 300 എ അല്ലെങ്കിൽ 500 എ യ്ക്കുള്ള ഇലക്ട്രിക് ഹോൾഡർ |
GOST 14651-78 E. |
വെൽഡിങ്ങിനായി ഇലക്ട്രോഡ് പിടിക്കാൻ | ||
| വെൽഡിംഗ് വയർ അടയാളവും PRGD L \u003d 3 മീ |
GOST 6371 - 77E |
ഒരു ഇലക്ട്രിക് ഹോൾഡറുമായുള്ള കണക്ഷനായി | ||
| കപ്ലിംഗ് | വയറുകൾ ബന്ധിപ്പിക്കുന്നതിന് | |||
| ഗ്ര ter ണ്ട് ടെർമിനൽ | വർക്ക് പീസിലേക്കുള്ള കണക്ഷനായി | |||
| ഡൈലെക്ട്രിക് ഹാൻഡിൽ L \u003d 200 മില്ലീമീറ്റർ ഉള്ള സ്ക്രൂഡ്രൈവർ |
GOST 17199 -7 1 |
വെൽഡിംഗ് ഉപകരണങ്ങൾ നന്നാക്കുമ്പോൾ വിവിധ ജോലികൾക്കായി | ||
| കോമ്പിനേഷൻ പ്ലിയറുകൾ L \u003d 200 മീ |
GOST 17440 -72 |
|||
| ക്രമീകരിക്കാവുന്ന റെഞ്ച് നമ്പർ 2 |
GOST 7275-75 |
വയറുകൾ ബന്ധിപ്പിക്കുന്നതിന് | ||
| ചുറ്റിക A 2 |
GOST 2310 - 70 |
സീം വൃത്തിയാക്കുന്നതിന് | ||
| സംരക്ഷിത ഗ്ലാസ് (ലൈറ്റ് ഫിൽട്ടർ) തരം E-2, E-3, E-4 |
GOST 9497 - 60 |
പ്രവർത്തനത്തിൽ നിന്ന് കണ്ണുകളെ സംരക്ഷിക്കുന്നതിന് വെൽഡിംഗ് ആർക്ക് | ||
| ഇളം ഗ്ലാസ്, വലുപ്പം 52 × 1 04 × 3 | ലൈറ്റ് ഫിൽട്ടറുകൾ പരിരക്ഷിക്കുന്നതിന് | |||
| കാർഡോളിലെ മെറ്റൽ ബ്രഷ് |
TU- 494-01-104-76 |
ഇംതിയാസ് ചെയ്ത പ്രതലങ്ങൾ വൃത്തിയാക്കുന്നതിന് | ||
| ShS വെൽഡർ മാസ്ക് |
GOST 136 1- 69 |
പാചക ചാപത്തിൽ നിന്നുള്ള സംരക്ഷണത്തിനായി | ||
| ഉളി |
GOST 72 11 -72 |
സീം വൃത്തിയാക്കുന്നതിന് | ||
| മടക്കാവുന്ന മീറ്റർ അല്ലിക് |
GOST 7253 - 54 |
അവയ്ക്കിടയിലുള്ള ഭാഗങ്ങളും ദൂരങ്ങളും അളക്കുന്നതിന് | ||
| വെൽഡിംഗ് ട്രാൻസ് ഫോം rm അല്ലെങ്കിൽ | ||||
| ഇലക്ട്രോഡുകൾ |
GOST 9466-75 |

