ഒരു ലംബ സ്ഥാനത്ത് വെൽഡിംഗ് സീമുകൾ താഴ്ന്ന സ്ഥാനത്ത് വെൽഡിങ്ങിനേക്കാൾ വളരെ ബുദ്ധിമുട്ടാണ്, കാരണം ഉരുകിയ ലോഹം വെൽഡ് പൂളിൽ നിന്ന് പുറത്തേക്ക് ഒഴുകുന്നു. വെൽഡിംഗ് സമയത്ത് കുളിയിലെ ദ്രാവക ലോഹത്തിന്റെ അളവ് കുറയ്ക്കുന്നതിന് ലംബ സീമകൾ താഴത്തെ സ്ഥാനത്തുള്ള വെൽഡിംഗുമായി താരതമ്യപ്പെടുത്തുമ്പോൾ വെൽഡിംഗ് കറന്റ് 10-15% കുറയുന്നു. വെൽഡിംഗ് എല്ലായ്പ്പോഴും ഒരു ഹ്രസ്വ ആർക്ക് ആണ്, ഇത് ഇലക്ട്രോഡിന്റെ ഉരുകിയ ലോഹത്തെ ദ്രാവക കുളിയിലേക്ക് മാറ്റുന്നതിന് കാരണമാകുന്നു. വെൽഡ് പൂളിൽ നിന്ന് വെൽഡ് ലോഹത്തിന്റെ ചോർച്ച ഒഴിവാക്കാൻ, സീം നടുക്ക് നിന്ന് വശത്തേക്കും മുകളിലേക്കും ഇലക്ട്രോഡ് താരതമ്യേന വേഗത്തിൽ നീക്കാൻ ശുപാർശ ചെയ്യുന്നു. ഇത് സീമയുടെ ദ്രുതഗതിയിലുള്ള രൂപീകരണത്തിന് കാരണമാകുന്നു.
ലംബ സന്ധികൾ ഇംതിയാസ് ചെയ്യാൻ രണ്ട് വഴികളുണ്ട്: ചുവടെ നിന്ന് മുകളിലേക്കും മുകളിൽ നിന്ന് താഴേക്കും. ഏറ്റവും സാധാരണമായത് ആദ്യത്തെ രീതിയാണ്.
ചിത്രം 52 വെൽഡിംഗ് ഫില്ലറ്റ് വെൽഡുകൾ ബോട്ടിൽ
പ്രധാനമായും നേർത്ത ഷീറ്റുകൾ ബന്ധിപ്പിക്കുമ്പോൾ ടോപ്പ്-ഡൗൺ വെൽഡിംഗ് ഉപയോഗിക്കുന്നു. “മുകളിൽ നിന്ന് താഴേക്ക്” ലംബ സീമകൾ നടത്തുമ്പോൾ, പൂർണ്ണ പരാജയം ലഭിക്കില്ല.
“താഴെ നിന്ന് മുകളിലേക്ക്” ലംബ സീമുകൾ വെൽഡിംഗ് ചെയ്യുന്ന രീതി ഇപ്രകാരമാണ്. ഒന്നാമതായി, സീമിലെ തലം ആപേക്ഷികമായി ഇലക്ട്രോഡ് ശരിയായി സ്ഥാപിക്കേണ്ടത് ആവശ്യമാണ്. നേർത്ത കോട്ടിംഗുള്ള ഒരു ഇലക്ട്രോഡ് ഉപയോഗിച്ച് വെൽഡിംഗ് ചെയ്യുമ്പോൾ (ചിത്രം 53, എ), ചെരിവിന്റെ കോണിൽ 15-20 within നുള്ളിൽ എടുക്കുന്നു; കട്ടിയുള്ള പൂശിയ ഇലക്ട്രോഡുകളുമായി വെൽഡിംഗ് ചെയ്യുമ്പോൾ (ചിത്രം 53, ബി), തിരശ്ചീന രേഖയിലേക്ക് ഇലക്ട്രോഡിന്റെ ചെരിവ് 45-50 be ആയിരിക്കണം. കട്ടിയുള്ള കോട്ടിംഗുള്ള ഇലക്ട്രോഡിന്റെ അത്തരമൊരു വലിയ ചെരിവ് കുളിയിൽ നിന്ന് സ്ലാഗ് എളുപ്പത്തിൽ പുറന്തള്ളുന്നത് ഉറപ്പാക്കാനും ഉരുകിയ ലോഹം നിലനിർത്താനും ആവശ്യമാണ്.
ആർക്ക് സീമിലെ ഏറ്റവും താഴ്ന്ന സ്ഥലത്ത് കത്തിക്കുന്നു, ഉരുകിയ ലോഹത്തോടുകൂടിയ ഒരു കുളി രൂപപ്പെട്ടതിനുശേഷം, ഇലക്ട്രോഡിന്റെ അവസാനം, സാധ്യമായ ഏറ്റവും കുറഞ്ഞ ആർക്ക് ഉപയോഗിച്ച് വലത്തോട്ടോ ഇടത്തോട്ടോ തിരിച്ചുവിടുകയും കുറച്ച് മുകളിലേക്ക് നയിക്കുകയും ചെയ്യുന്നു. ഇലക്ട്രോഡിന്റെ ഈ ചലനത്തിലൂടെ, ഉരുകിയ ലോഹ കണങ്ങളെ വേഗത്തിൽ ദൃ solid പ്പെടുത്താനും ഉരുകിയ ലോഹത്തിന്റെ തുടർന്നുള്ള തുള്ളികൾ കാലതാമസം വരുത്തുന്നതിന് ആവശ്യമായ ഒരു പരിധി രൂപപ്പെടുത്താനും അനുവദിക്കുന്നു. ഇലക്ട്രോഡിന്റെ ചലനങ്ങൾ ആവർത്തിക്കുന്നു, വെൽഡ് ലോഹം ഒരു സീമയുടെ രൂപമെടുക്കുന്നു. ഓണാണ് ലംബ സീമകൾ സ്കെയിലുകൾ കൂടുതൽ വ്യക്തമാണ്, ഈ അടിസ്ഥാനത്തിൽ, ലംബ സീമുകൾ അടിയിൽ നിന്ന് വ്യത്യാസപ്പെട്ടിരിക്കുന്നു.

ചിത്രം 53. ചിത്രം .54 "താഴെ നിന്ന് മുകളിലേക്ക്" എന്ന രീതി ഉപയോഗിച്ച് ലംബ സീമുകൾ വെൽഡിംഗ് ചെയ്യുമ്പോൾ ഇലക്ട്രോഡുകളുടെ സ്ഥാനം; മുകളിൽ നിന്ന് താഴേക്ക്
മുകളിൽ നിന്ന് താഴേക്ക് ലംബ സീമുകൾ വെൽഡിംഗ് ചെയ്യുമ്പോൾ, ഇലക്ട്രോഡ് ഉപരിതലത്തിൽ വെൽഡിംഗ് ചെയ്യുന്നതിന് ലംബമാണ്. ആർക്ക് ഗവേഷണത്തിനും ഉരുകിയ ലോഹത്തിന്റെ ആദ്യത്തെ തുള്ളികളുടെ രൂപവത്കരണത്തിനും ശേഷം, ഇലക്ട്രോഡ് താഴേക്ക് ചരിഞ്ഞ് (ചിത്രം 54), അടിസ്ഥാന ലോഹത്തെ ഉരുകുന്നത് തുടരുന്നു. ക്രമേണ ഇലക്ട്രോഡിന് ഭക്ഷണം നൽകുകയും ഒരു ഹ്രസ്വ ആർക്ക് നിലനിർത്തുകയും ചെയ്യുന്നത്, ഇലക്ട്രോഡിന്റെ അവസാനത്തോടെ ലോഹത്തിൽ നിന്ന് വീഴുന്നത് തടയേണ്ടത് ആവശ്യമാണ്, ഒപ്പം വശത്തേക്കും താഴേക്കും വലിച്ചിഴച്ച് നിക്ഷേപിച്ച തുള്ളികളെ ദൃ solid പ്പെടുത്താനും ഒരു സീം രൂപപ്പെടുത്താനും ഇത് സഹായിക്കുന്നു.
ലംബ സീമുകൾ നിർമ്മിക്കുന്നതിനുള്ള രണ്ട് രീതികളും ഉപയോഗിച്ച്, തിരശ്ചീന ഓസിലേറ്ററി ചലനങ്ങളെക്കുറിച്ച് ഇലക്ട്രോഡിനെ അറിയിക്കണം. ഈ സാഹചര്യത്തിൽ, അത്തരം ഒരു ഇലക്ട്രോഡ് പാത തിരഞ്ഞെടുക്കേണ്ടത് ആവശ്യമാണ്, അതിൽ ഏതെങ്കിലും ഒരിടത്ത് നീണ്ടുനിൽക്കുന്ന താപത്തിന്റെ സാന്ദ്രതയില്ലാതെ സീമിലൂടെ ചലനം സംഭവിക്കുന്നു.
കുളിയുടെ വലുപ്പം കുറയ്ക്കുന്നതിന് മുകളിൽ നിന്ന് താഴേക്ക് വെൽഡിംഗ് ചെയ്യുമ്പോൾ ഉരുകിയ ലോഹത്തോടുകൂടി, വെൽഡിംഗ് കറന്റിന്റെ ശക്തിയും ഇലക്ട്രോഡിന്റെ വ്യാസവും താഴെ നിന്ന് മുകളിലേക്ക് വെൽഡിംഗ് നടത്തുന്നതിനേക്കാൾ അല്പം കുറവാണ്. വി ആകൃതിയിലുള്ളതും എക്സ് ആകൃതിയിലുള്ളതുമായ അരികുകൾ, റോളർ സീമുകൾ എന്നിവ ഉപയോഗിച്ച് ലംബ ബട്ട് വെൽഡുകൾ നടത്തുമ്പോൾ, വെൽഡിംഗ് സീക്വൻസ്, മൾട്ടി ലെയർ, മൂലയുടെ മുകൾ ഭാഗത്ത് തുളച്ചുകയറുന്നത് താഴത്തെ സീമുകൾ വെൽഡിംഗ് ചെയ്യുന്നതിന് സമാനമാണ്.
രണ്ട് ഇണചേരൽ ഘടനകളുടെ അരികുകളിൽ ഉരുകിയ ലോഹത്തിന്റെ ഒരു വരിയാണ് വെൽഡിംഗ് സീം, ഇത് ഒരു ഇലക്ട്രിക് ആർക്ക് ഉപയോഗിച്ച് ഉരുക്ക് എക്സ്പോഷർ ചെയ്യുന്നതിന്റെ ഫലമായി സംഭവിക്കുന്നു. വെൽഡുകളുടെ തരവും ക്രമീകരണവും ഓരോ കേസിലും വ്യക്തിഗതമായി തിരഞ്ഞെടുക്കപ്പെടുന്നു, അതിന്റെ തിരഞ്ഞെടുപ്പ് ഉപയോഗിച്ച ഉപകരണങ്ങളുടെ ശക്തി, ഇംതിയാസ് ചെയ്ത അലോയ്കളുടെ കനം, രാസഘടന എന്നിവയെ ആശ്രയിച്ചിരിക്കുന്നു. പോളിപ്രൊഫൈലിൻ പൈപ്പുകൾ ഒരു സോളിഡിംഗ് ഇരുമ്പ് ഉപയോഗിച്ച് വെൽഡിംഗ് ചെയ്യുമ്പോഴും അത്തരമൊരു സീം സംഭവിക്കുന്നു.
ഈ ലേഖനം വെൽഡുകളുടെ തരങ്ങളും അവ നടപ്പിലാക്കുന്നതിനുള്ള സാങ്കേതികവിദ്യയും ചർച്ച ചെയ്യുന്നു. ഞങ്ങൾ ലംബവും തിരശ്ചീനവും സീലിംഗ് സീമുകൾ, അതുപോലെ തന്നെ അവ എങ്ങനെ വൃത്തിയാക്കുകയും വൈകല്യങ്ങൾക്കായി പരിശോധിക്കുകയും ചെയ്യുന്നുവെന്ന് കണ്ടെത്തുക.
1 വെൽഡ് വർഗ്ഗീകരണം
സീമുകളെ ഇനങ്ങളായി തരംതിരിക്കുന്നത് പല ഘടകങ്ങളനുസരിച്ചാണ് നടത്തുന്നത്, അതിൽ പ്രധാനം സംയുക്ത തരം ആണ്. ഈ പാരാമീറ്റർ അനുസരിച്ച്, സീമുകളായി തിരിച്ചിരിക്കുന്നു:
- ബട്ട് ജോയിന്റ്;
- ലാപ് സീം;
- ടീ സീം.
അവതരിപ്പിച്ച ഓരോ ഓപ്ഷനുകളും കൂടുതൽ വിശദമായി പരിഗണിക്കുക.
1.1 ബട്ട് ജോയിന്റ്
പൈപ്പുകൾ, സ്ക്വയർ പ്രൊഫൈലുകൾ, ഷീറ്റ് മെറ്റൽ എന്നിവയുടെ അവസാന ഭാഗങ്ങൾ വെൽഡിംഗ് ചെയ്യുന്നതിന് ഈ കണക്ഷൻ രീതി ഉപയോഗിക്കുന്നു. ബന്ധിപ്പിക്കുന്ന ഭാഗങ്ങൾ സ്ഥാപിച്ചിരിക്കുന്നതിനാൽ അവയുടെ അരികുകൾക്കിടയിൽ 1.5-2 മില്ലീമീറ്റർ ഇടവേളയുണ്ട് (ക്ലാമ്പുകളുള്ള ഭാഗങ്ങൾ ശരിയാക്കുന്നത് അഭികാമ്യമാണ്). ഷീറ്റ് മെറ്റലുമായി പ്രവർത്തിക്കുമ്പോൾ, അതിന്റെ കനം 4 മില്ലിമീറ്ററിൽ കൂടരുത്, സീം ഒരു വശത്ത് മാത്രം സ്ഥാപിച്ചിരിക്കുന്നു, 4-12 മില്ലീമീറ്റർ ഷീറ്റുകളിൽ ഇത് ഇരട്ട അല്ലെങ്കിൽ ഒറ്റ ആകാം, 12 മില്ലീമീറ്ററോ അതിൽ കൂടുതലോ കനം, ഇരട്ട മാത്രം.

ഭാഗങ്ങളുടെ മതിൽ കനം 4-12 മില്ലീമീറ്ററാണെങ്കിൽ, ഇനിപ്പറയുന്ന രീതികളിലൊന്ന് ഉപയോഗിച്ച് അരികുകളുടെ യാന്ത്രിക വൃത്തിയാക്കലും അരികുകളുടെ സീലിംഗും ആവശ്യമാണ്. എക്സ് ആകൃതിയിലുള്ള സ്ട്രിപ്പിംഗ് ഉപയോഗിച്ച് പ്രത്യേകിച്ച് കട്ടിയുള്ള ലോഹത്തിന്റെ (12 മില്ലീമീറ്ററിൽ നിന്ന്) കണക്ഷൻ നടത്താൻ ശുപാർശ ചെയ്യുന്നു, വെൽഡ് നിറയ്ക്കാൻ വലിയ അളവിലുള്ള ലോഹത്തിന്റെ ആവശ്യകത കാരണം മറ്റ് ഓപ്ഷനുകൾ ദോഷകരമാണ്, ഇത് ഇലക്ട്രോഡുകളുടെ ഉപഭോഗം വർദ്ധിപ്പിക്കുന്നു.

എന്നിരുന്നാലും, ചില സാഹചര്യങ്ങളിൽ, വെൽഡർ കട്ടിയുള്ള ലോഹം ഒരു സീം ഉപയോഗിച്ച് പാചകം ചെയ്യാൻ തീരുമാനിച്ചേക്കാം, അതിന് നിരവധി പാസുകളിൽ അത് പൂരിപ്പിക്കേണ്ടതുണ്ട്. ഈ കോൺഫിഗറേഷന്റെ സീമുകളെ മൾട്ടി ലെയർ എന്ന് വിളിക്കുന്നു, മൾട്ടി ലെയർ സീമുകളുടെ വെൽഡിംഗ് സാങ്കേതികവിദ്യ ചിത്രത്തിൽ കാണിച്ചിരിക്കുന്നു.
1.2
ലാപ് ജോയിന്റ് 4-8 മില്ലീമീറ്റർ കട്ടിയുള്ള വെൽഡിംഗ് ഷീറ്റ് മെറ്റലിനായി മാത്രമായി ഉപയോഗിക്കുന്നു, പ്ലേറ്റ് ഇരുവശത്തും തിളപ്പിച്ച്, ഇത് ഷീറ്റുകൾക്കിടയിലെ ഈർപ്പം സാധ്യതയും തുടർന്നുള്ള നാശവും ഇല്ലാതാക്കുന്നു.

അത്തരമൊരു സീമിലെ സാങ്കേതികവിദ്യ ഇലക്ട്രോഡിന്റെ ശരിയായ കോണിന് അനുസൃതമായി വളരെയധികം ആവശ്യപ്പെടുന്നു, അത് 15-40 ഡിഗ്രി പരിധിയിൽ വ്യത്യാസപ്പെടണം. മാനദണ്ഡത്തിൽ നിന്ന് വ്യതിചലിക്കുന്ന സാഹചര്യത്തിൽ, സീം നിറയ്ക്കുന്ന ലോഹം ജോയിന്റ് ലൈനിൽ നിന്ന് സ്ഥാനഭ്രഷ്ടനാകും, ഇത് സംയുക്തത്തിന്റെ ശക്തി ഗണ്യമായി കുറയ്ക്കും.
1.3 ടി-ജോയിന്റ്
ടി-ജോയിന്റ് "ടി" എന്ന അക്ഷരത്തിന്റെ രൂപത്തിലാണ് നിർമ്മിച്ചിരിക്കുന്നത്, ഇത് രണ്ടിൽ നിന്നും ഒരു വശത്ത് നിന്നും ചെയ്യാവുന്നതാണ്. സീമുകളുടെ എണ്ണവും ഭാഗത്തിന്റെ അവസാനം മുറിക്കേണ്ടതിന്റെ ആവശ്യകതയും അതിന്റെ കട്ടിയെ ആശ്രയിച്ചിരിക്കുന്നു:
- 4 മില്ലീമീറ്റർ വരെ - അറ്റങ്ങൾ മുറിക്കാതെ ഏകപക്ഷീയമായ സീം;
- 4-8 മില്ലീമീറ്റർ - ഇരട്ട, മുറിക്കാതെ;
- 4-12 മില്ലീമീറ്റർ - ഏകപക്ഷീയമായ കട്ടിംഗ് ഉള്ള സിംഗിൾ;
- 12 മില്ലിമീറ്ററിൽ കൂടുതൽ - ഇരട്ട-വശങ്ങളുള്ള, ഇരട്ട കട്ടിംഗ്.
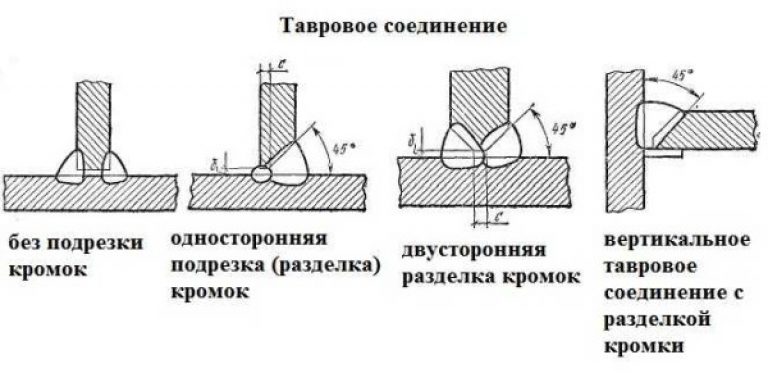
ടി-സന്ധികളുടെ ഒരു ഇനം ലോഹത്തിന്റെ രണ്ട് ഷീറ്റുകളിൽ ലംബമായി അല്ലെങ്കിൽ പരസ്പരം ചായ്\u200cക്കാൻ ഉപയോഗിക്കുന്ന ഫില്ലറ്റ് ജോയിന്റ് ആണ്.
2 സ്പേഷ്യൽ സ്ഥാനത്തുള്ള സീമുകളുടെ തരങ്ങൾ
കണക്ഷൻ തരം അനുസരിച്ച് വർഗ്ഗീകരണത്തിന് പുറമേ, ബഹിരാകാശത്തെ സ്ഥാനത്തെ ആശ്രയിച്ച് സീമുകളെ ഇനങ്ങളായി തിരിച്ചിരിക്കുന്നു, അതനുസരിച്ച് അവ:
- ലംബമായി
- തിരശ്ചീനമായി
- പരിധി.
ലംബമായ സന്ധികളുടെ പ്രശ്നം ഉരുകിയ ലോഹത്തിന്റെ താഴേക്ക് സ്ലൈഡുചെയ്യുന്നു, ഇത് ഗുരുത്വാകർഷണം മൂലമാണ്. ഇവിടെ ഒരു ഹ്രസ്വ ആർക്ക് പ്രയോഗിക്കേണ്ടത് ആവശ്യമാണ് - ഇലക്ട്രോഡിന്റെ അവസാനം ലോഹത്തോട് അടുത്ത് വയ്ക്കാൻ. വെൽഡിംഗ് ലംബ സന്ധികൾ പ്രാഥമിക ജോലികൾ നടപ്പിലാക്കേണ്ടതുണ്ട് - സ്ട്രിപ്പിംഗും കട്ടിംഗും, അവ കണക്ഷന്റെ തരത്തെയും ലോഹത്തിന്റെ കനത്തെയും അടിസ്ഥാനമാക്കി തിരഞ്ഞെടുക്കുന്നു. തയ്യാറാക്കിയ ശേഷം, ഭാഗങ്ങൾ ആവശ്യമായ സ്ഥാനത്ത് ഉറപ്പിക്കുകയും വർക്ക്പീസുകൾ നീങ്ങുന്നത് തടയുന്ന തിരശ്ചീന “പിടി” ഉപയോഗിച്ച് ഒരു പരുക്കൻ കണക്ഷൻ ഉണ്ടാക്കുകയും ചെയ്യുന്നു.

ഒരു ലംബ സീം വെൽഡിംഗ് ടോപ്പ്-ഡ and ൺ, ബോട്ടപ്പ്-അപ്പ് എന്നിവ നടത്താം; ഉപയോഗത്തിന്റെ എളുപ്പത്തിൽ, രണ്ടാമത്തെ ഓപ്ഷൻ നല്ലതാണ്. ചേരേണ്ട ഭാഗങ്ങളിലേക്ക് ഇലക്ട്രോഡ് ലംബമായി പിടിക്കണം, ഇംതിയാസ്ഡ് ഗർത്തത്തിന്റെ അരികുകളിൽ വിശ്രമിക്കുന്നത് അനുവദനീയമാണ്. സീമിലെ ആവശ്യമായ കനം അടിസ്ഥാനമാക്കിയാണ് ഇലക്ട്രോഡിന്റെ ചലനം തിരഞ്ഞെടുക്കുന്നത്, ഏറ്റവും മോടിയുള്ള സംയുക്തം ഇലക്ട്രോഡിന്റെ പാർശ്വസ്ഥമായ സ്ഥാനചലനം വശത്ത് നിന്ന് വശത്തേക്കും ലൂപ്പ് പോലുള്ള ആന്ദോളനത്തിലൂടെയും നേടുന്നു.

ലംബമായ വിമാനങ്ങളിൽ, തിരശ്ചീന തരത്തിലുള്ള സീമുകൾ ഇടത്തുനിന്ന് വലത്തോട്ടോ വലത്തോട്ടോ ഇടത്തോട്ടോ പ്രദർശിപ്പിക്കും. വെൽഡിംഗ് തിരശ്ചീന സീമുകൾ ബാത്ത് താഴേക്ക് വലിച്ചെടുക്കുന്നതിലൂടെ സങ്കീർണ്ണമാണ്, ഇതിന് ഇലക്ട്രോഡിന്റെ ഒരു പ്രധാന ആംഗിൾ നിലനിർത്തേണ്ടതുണ്ട് - 80 മുതൽ 90 0 വരെ. അത്തരം സ്ഥാനങ്ങളിൽ ലോഹത്തിന്റെ വരവ് തടയുന്നതിന്, ഇടുങ്ങിയ റോളറുകൾ ഉപയോഗിച്ച് തിരശ്ചീന വൈബ്രേഷനുകളില്ലാതെ ഇലക്ട്രോഡ് നീക്കേണ്ടത് ആവശ്യമാണ്.
ആർക്ക് മധ്യഭാഗത്ത് സീമയുടെ മുകളിലെ അതിർത്തിയിലൂടെ കടന്നുപോകുന്ന തരത്തിൽ ഇലക്ട്രോഡിന്റെ വേഗത തിരഞ്ഞെടുക്കപ്പെടുന്നു, ഉരുകിയ ബാത്തിന്റെ താഴത്തെ ക our ണ്ടർ മുമ്പത്തെ റോളറിന്റെ മുകൾ ഭാഗത്ത് എത്തുന്നില്ല. വിവിധ വൈകല്യങ്ങൾ ഉണ്ടാകുന്നതിനുള്ള ഏറ്റവും സാധ്യതയുള്ള, മുകളിലെ അരികിലേക്ക് പ്രത്യേക ശ്രദ്ധ നൽകണം. അവസാന റോളർ വെൽഡിംഗ് ചെയ്യുന്നതിനുമുമ്പ്, സ്ലാഗ്, കാർബൺ നിക്ഷേപങ്ങളിൽ നിന്ന് രൂപംകൊണ്ട സീം വൃത്തിയാക്കേണ്ടത് ആവശ്യമാണ്.
നിർവഹിക്കാൻ ഏറ്റവും പ്രയാസമുള്ളത് സീലിംഗ് സീമുകളാണ്. ഈ സ്പേഷ്യൽ സ്ഥാനത്ത് ഉരുകിയ ബാത്ത് ലോഹത്തിന്റെ ഉപരിതല പിരിമുറുക്കം കൊണ്ട് മാത്രമായി നടക്കുന്നതിനാൽ, സീം തന്നെ കഴിയുന്നത്ര ഇടുങ്ങിയതാക്കണം. റോളറിന്റെ സ്റ്റാൻഡേർഡ് വീതി ഉപയോഗിച്ച ഇലക്ട്രോഡുകളുടെ ഇരട്ടിയിലധികം കവിയരുത്, അതേസമയം 4 മില്ലീമീറ്റർ വരെ വ്യാസമുള്ള ഇലക്ട്രോഡുകൾ സൃഷ്ടിയിൽ ഉപയോഗിക്കണം.
സീം സ്ഥാപിക്കുമ്പോൾ, ചേരേണ്ട വിമാനങ്ങളിലേക്ക് ഇലക്ട്രോഡ് 90 മുതൽ 130 0 വരെ ഒരു കോണിൽ പിടിക്കണം. അരികിൽ നിന്ന് അരികിലേക്ക് ഇലക്ട്രോഡിന്റെ ഓസിലേറ്ററി ചലനങ്ങളാണ് റോളർ രൂപപ്പെടുന്നത്, അങ്ങേയറ്റത്തെ ലാറ്ററൽ സ്ഥാനത്ത്, ഇലക്ട്രോഡ് വൈകുന്നു, ഇത് അടിവശം ഒഴിവാക്കാൻ സഹായിക്കുന്നു. സീലിംഗ് സീമുകളിൽ പരിചയമില്ലാത്ത വെൽഡറുകൾ ശുപാർശ ചെയ്യുന്നില്ല.
2.1 സീലിംഗ് സന്ധികൾ വെൽഡിംഗ് ചെയ്യുന്നതിനുള്ള സാങ്കേതികവിദ്യ (വീഡിയോ)
2.2 തകരാറുകൾ വൃത്തിയാക്കലും പരിശോധനയും
സീം രൂപപ്പെട്ടതിനുശേഷം, ബന്ധിപ്പിച്ച ഭാഗങ്ങളുടെ ഉപരിതലത്തിൽ സ്ലാഗ് അവശേഷിക്കുന്നു, ഉരുകിയ ഉരുക്കിന്റെയും സ്കെയിലുകളുടെയും തുള്ളികൾ, അതേസമയം സീം തന്നെ ഒരു കുത്തനെയുള്ള ആകൃതിയും ലോഹ തലം മുകളിലേക്ക് നീണ്ടുനിൽക്കും. ഈ പോരായ്മകൾ ഇല്ലാതാക്കാൻ സ്ട്രിപ്പിംഗ് അനുവദിക്കുന്നു, ഇത് ഘട്ടങ്ങളായി നടക്കുന്നു.
തുടക്കത്തിൽ, ഒരു ചുറ്റികയുടെയും ഒരു ഉളിന്റെയും സഹായത്തോടെ, സ്കെയിലും സ്ലാഗും നീക്കംചെയ്യേണ്ടത് ആവശ്യമാണ്, തുടർന്ന് ഒരു ഉരകൽ ഡിസ്ക് അല്ലെങ്കിൽ ഒരു അരക്കൽ യന്ത്രം ഘടിപ്പിച്ച ഒരു ഗ്രൈൻഡറിന്റെ സഹായത്തോടെ, ബന്ധിപ്പിച്ച വിമാനങ്ങൾ വിന്യസിക്കപ്പെടുന്നു. ഉപരിതലത്തിന്റെ ആവശ്യമായ സുഗമതയെ അടിസ്ഥാനമാക്കിയാണ് ഉരച്ചിലിന്റെ ചക്രത്തിന്റെ ഗ്രിറ്റ് തിരഞ്ഞെടുക്കുന്നത്.

തകരാറുകൾ വെൽഡ്പലപ്പോഴും അനുഭവപരിചയമില്ലാത്ത സ്പെഷ്യലിസ്റ്റുകൾ നേരിടുന്നത്, ചട്ടം പോലെ, ഇലക്ട്രോഡിന്റെ അസമമായ ചലനത്തിന്റെ ഫലമാണ് അല്ലെങ്കിൽ തെറ്റായി തിരഞ്ഞെടുത്ത നിലവിലെ ശക്തിയും വ്യാപ്തിയും. ചില വൈകല്യങ്ങൾ നിർണ്ണായകമാണ്, ചിലത് ശരിയാക്കാം - ഏത് സാഹചര്യത്തിലും, അവയുടെ സാന്നിധ്യത്തിനായി സീം നിരീക്ഷിക്കുന്നത് നിർബന്ധമാണ്.
എന്തൊക്കെ വൈകല്യങ്ങളാണെന്നും അവ എങ്ങനെ പരിശോധിക്കുന്നുവെന്നും പരിഗണിക്കുക:

മെറ്റൽ കൂളിംഗിന്റെ ഘട്ടത്തിൽ ദൃശ്യമാകുന്ന വിള്ളലുകളുടെ രൂപത്തിലും തകരാറുകൾ ഉണ്ടാകാം. വിള്ളലുകൾ രണ്ട് കോൺഫിഗറേഷനുകളിലാണ് വരുന്നത് - സീമിലുടനീളം അല്ലെങ്കിൽ അതിലൂടെ. രൂപവത്കരണ സമയത്തെ ആശ്രയിച്ച്, വിള്ളലുകൾ ചൂടും തണുപ്പും ആയി തരംതിരിക്കപ്പെടുന്നു, ഒരു പ്രത്യേക തരം വെൽഡിന് നേരിടാൻ കഴിയാത്ത അമിത ലോഡുകൾ കാരണം സംയുക്തത്തെ കഠിനമാക്കിയ ശേഷം രണ്ടാമത്തേത് പ്രത്യക്ഷപ്പെടുന്നു.
സംയുക്തത്തിന്റെ സമ്പൂർണ്ണ നാശത്തിലേക്ക് നയിച്ചേക്കാവുന്ന ഗുരുതരമായ വൈകല്യമാണ് തണുത്ത വിള്ളലുകൾ. അവയുടെ രൂപവത്കരണത്തിന്റെ കാര്യത്തിൽ, കേടായ പ്രദേശങ്ങൾ വീണ്ടും വെൽഡിംഗ് ചെയ്യേണ്ടത് ആവശ്യമാണ്, അവയിൽ വളരെയധികം ഉണ്ടെങ്കിൽ, സീം മുറിച്ച് വീണ്ടും നിർമ്മിക്കണം.
ലംബ സീമുകൾ വെൽഡിംഗ് ചെയ്യുമ്പോൾ, ഉരുകിയ ലോഹത്തിന്റെ തുള്ളികൾ താഴേക്ക് ഒഴുകുന്നു (ചിത്രം 69, എ). അതിനാൽ, അത്തരം സീമുകൾ ഒരു ചെറിയ ആർക്ക് ഉപയോഗിച്ചാണ് നിർമ്മിച്ചിരിക്കുന്നത്, അതിൽ താഴുന്നു, ഉപരിതല പിരിമുറുക്കത്തിന്റെ പ്രവർത്തനം കാരണം, ഇലക്ട്രോഡിൽ നിന്ന് സീം ഗർത്തത്തിലേക്ക് കൂടുതൽ എളുപ്പത്തിൽ കടന്നുപോകുന്നു (ചിത്രം 69, ബി). ഇലക്ട്രോഡിന്റെ അവസാനം ഡ്രോപ്പിൽ നിന്ന് മുകളിലേക്ക് അല്ലെങ്കിൽ അകലെ കൊണ്ടുവരുന്നു, ഇത് കഠിനമാക്കാനുള്ള അവസരം നൽകുന്നു. താഴെ നിന്ന് ലംബമായ സീമുകൾ വെൽഡ് ചെയ്യുന്നതാണ് നല്ലത്, തുടർന്ന് അന്തർലീനമായ ഗർത്തം ലോഹത്തിന്റെ തുള്ളികൾ പിടിക്കും (ചിത്രം 69, സി). ഇലക്ട്രോഡ് മുകളിലേക്കോ താഴേക്കോ ചരിഞ്ഞേക്കാം. ഇലക്ട്രോഡ് താഴേക്ക് ചരിഞ്ഞാൽ, വെൽഡിലെ തോട്ടിൽ ഇലക്ട്രോഡ് ലോഹത്തിന്റെ തുള്ളികളുടെ വിതരണം നിരീക്ഷിക്കുന്നത് വെൽഡറിന് കൂടുതൽ സൗകര്യപ്രദമാണ്. നിങ്ങൾക്ക് ഒരു ലംബമായി പരിപാലിക്കണമെങ്കിൽ

മുകളിൽ നിന്ന് താഴേക്ക് വെൽഡിംഗ്, ഇലക്ട്രോഡ് I (ചിത്രം 69, d) സ്ഥാനത്ത് സ്ഥാപിക്കുന്നു, രൂപവത്കരണത്തിനുശേഷം, തുള്ളി താഴേക്ക് താഴുന്നു, സ്ഥാനം II ൽ, അതിൽ ഡ്രോപ്പ് ഡ്രെയിനേജ് ഒരു ചെറിയ ആർക്ക് ഉപയോഗിച്ച് പിടിക്കുന്നു. ലംബമായ സീമുകൾ ഒരു ഇലക്ട്രോഡ് ഉപയോഗിച്ച് വെൽഡ് ചെയ്യുന്നതാണ് നല്ലത്

4 മില്ലീമീറ്റർ, കുറഞ്ഞ വൈദ്യുതധാരയിൽ (ഏകദേശം 160 എ). ഇത് വെൽഡ് ഗർത്തത്തിലെ ദ്രാവക ലോഹത്തിന്റെ അളവ് കുറയ്ക്കുന്നു, ഇത് വെൽഡിംഗ് സുഗമമാക്കുന്നു.
തിരശ്ചീന സീമുകൾ നടത്തുമ്പോൾ ലോഹത്തിന്റെ റൺ-ഓഫ് കുറയ്ക്കുന്നതിന് (ചിത്രം 70, എ), അരികുകളുടെ ബെവലിംഗ് മുകളിലെ ഷീറ്റിൽ മാത്രമേ ചെയ്യൂ. താഴത്തെ അരികിൽ (സ്ഥാനം I) ഒരു ആർക്ക് ആവേശഭരിതമാണ്, തുടർന്ന് അത് മുകളിലെ ഷീറ്റിന്റെ (സ്ഥാനം II) അരികിലേക്ക് മാറ്റുന്നു, ഇത് ഒരു ലോഹ ഡ്രോപ്പ് ഉയർത്തുന്നു. ഒരൊറ്റ പാളി തിരശ്ചീന സീം വെൽഡിംഗ് ചെയ്യുമ്പോൾ ഇലക്ട്രോഡിന്റെ അവസാനിക്കുന്ന ചലനം ചിത്രം കാണിച്ചിരിക്കുന്നു. 70, a, വലതുവശത്ത്. തിരശ്ചീന സീമുകളും രേഖാംശ റോളറുകളാൽ ഇംതിയാസ് ചെയ്യപ്പെടുന്നു, ആദ്യത്തെ റോളർ (സീമിന്റെ റൂട്ട്) 4 മില്ലീമീറ്റർ വ്യാസമുള്ള ഒരു ഇലക്ട്രോഡ് ഉപയോഗിച്ചും തുടർന്നുള്ളവ 5 മില്ലീമീറ്റർ ഇലക്ട്രോഡ് ഉപയോഗിച്ചും നിർമ്മിക്കുന്നു.
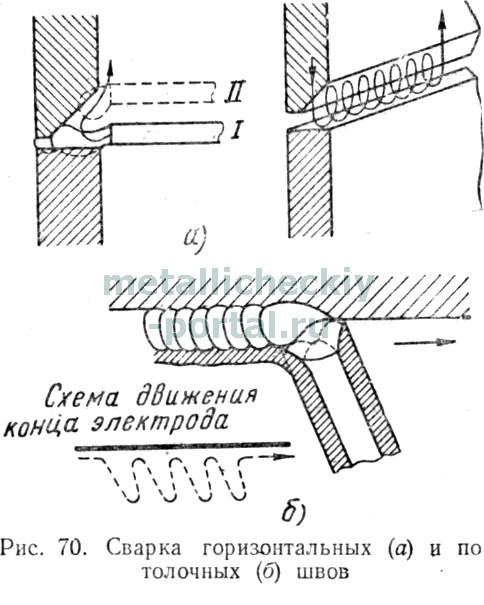
കഴിയുന്നത്ര ഹ്രസ്വമായി ഇംതിയാസ് ചെയ്ത സീലിംഗ് സീമുകൾ നിർമ്മിക്കുന്നത് വളരെ ബുദ്ധിമുട്ടാണ്. വെൽഡിംഗ് സീലിംഗ് സന്ധികൾക്കായി, ഇലക്ട്രോഡിന്റെ ലോഹത്തേക്കാൾ കൂടുതൽ റിഫ്രാക്റ്ററി കോട്ടിംഗുള്ള ഇലക്ട്രോഡുകൾ ഉപയോഗിക്കുന്നു. ഈ സാഹചര്യത്തിൽ, പൂശുന്നു ഇലക്ട്രോഡിന്റെ അവസാനത്തിൽ ഒരു തൊപ്പി ഉണ്ടാക്കുന്നു, അത് ലോഹത്തിന്റെ തുള്ളികൾ സൂക്ഷിക്കുന്നു (ചിത്രം 70, ബി). വെൽഡിംഗ് പ്രക്രിയയിൽ, ഇലക്ട്രോഡിന്റെ അവസാനം നീക്കംചെയ്യുന്നു, തുടർന്ന് കുളിയിലേക്ക് അടുപ്പിക്കുന്നു. ഇലക്ട്രോഡ് നീക്കംചെയ്യുമ്പോൾ, ആർക്ക് പുറത്തുപോയി വെൽഡ് മെറ്റൽ കഠിനമാക്കും. സീലിംഗ് വെൽഡിംഗിനായി - ലംബവും തിരശ്ചീനവും, ചെറിയ വ്യാസമുള്ള ഒരു ഇലക്ട്രോഡ് ഉപയോഗിക്കുന്നു, താഴത്തെ സ്ഥാനത്ത് ഒരേ കട്ടിയുള്ള ഒരു ലോഹത്തെ വെൽഡിംഗ് ചെയ്യുന്നതിനേക്കാൾ നിലവിലെ 10-12% കുറയുന്നു.
സീലിംഗ് സീമുകൾ വെൽഡിംഗ് ചെയ്യുമ്പോൾ, വാതക കുമിളകൾ സീമയുടെ റൂട്ടിലേക്ക് ഒഴുകുന്നു, ഇത് ഇംതിയാസ്ഡ് ജോയിന്റുകളുടെ ശക്തി കുറയ്ക്കുന്നു. താഴത്തെ സ്ഥാനത്ത് വെൽഡിംഗ് അസാധ്യമാകുമ്പോൾ വലിയ ഘടനകളുടെ ഇൻസ്റ്റാളേഷൻ, പൈപ്പ്ലൈനുകളുടെ നിശ്ചിത സന്ധികളുടെ വെൽഡിംഗ്, റിപ്പയർ വെൽഡിംഗ്, മറ്റ് സമാന ജോലികൾ എന്നിവയ്ക്ക് മാത്രമാണ് സീലിംഗ് വെൽഡിംഗ് ഉപയോഗിക്കുന്നത്.
ഷീൽഡിംഗ് വാതകങ്ങളിൽ ലംബ, തിരശ്ചീന, സീലിംഗ് സീമുകൾ വെൽഡിംഗ് ചെയ്യാൻ കഴിയും, ഇത് വെൽഡ് പൂളിലേക്ക് ഇലക്ട്രോഡ് ലോഹത്തിന്റെ ജെറ്റ് കൈമാറ്റം നൽകുന്നു. ഈ സാഹചര്യത്തിൽ, യന്ത്രവൽകൃത വെൽഡിംഗ് രീതികൾ ഉപയോഗിക്കണം.
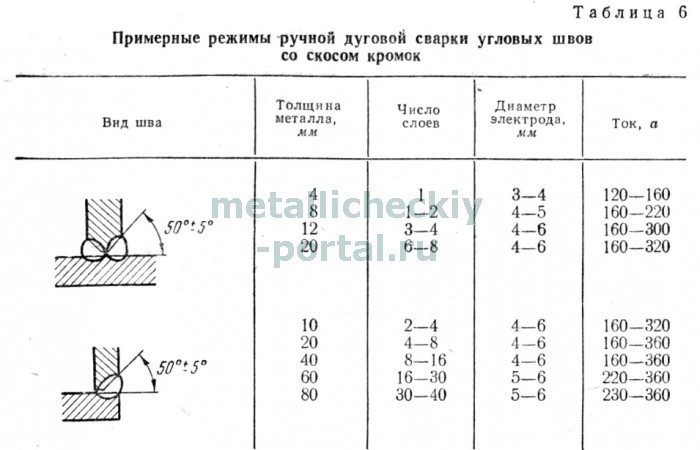
ഏതെങ്കിലും സ്പേഷ്യൽ സ്ഥാനത്ത് വെൽഡിങ്ങിന് ഇലക്ട്രോഡുകൾ അനുയോജ്യമാണ്: OMA-2, OMM-5, OZTs-1, TsM-7, OZS-4, OZS-2, UONI-13 മുതലായവ (പട്ടിക 5 കാണുക).
ഭരണം ലേഖനത്തിന്റെ മൊത്തത്തിലുള്ള റേറ്റിംഗ്: പോസ്റ്റുചെയ്തത്: 2011.06.01
അഭിപ്രായങ്ങൾ:
അഭിപ്രായങ്ങൾ:
- ഇലക്ട്രിക് വെൽഡിംഗ് രീതിയുടെ അടിസ്ഥാനങ്ങൾ
- ലംബ സീം വെൽഡിംഗ്
- ജോലിയുടെ പൂർത്തീകരണം
വിവിധ ലോഹ ഭാഗങ്ങളും ഭാഗങ്ങളുടെ ശകലങ്ങളും ഇംതിയാസ് ചെയ്യുന്നത് പലപ്പോഴും ആവശ്യമാണ്. ടാസ്ക് നേടാൻ സഹായിക്കുന്ന നിരവധി രീതികളുണ്ട്, പക്ഷേ മറ്റുള്ളവയേക്കാൾ പലപ്പോഴും ഇലക്ട്രിക് വെൽഡിംഗ് ഉപയോഗിക്കുന്നു.
ഇലക്ട്രിക് വെൽഡിംഗ് രീതിയുടെ അടിസ്ഥാനങ്ങൾ
ഒരു ഇലക്ട്രിക് ആർക്ക് രൂപപ്പെടുന്നതിനെ അടിസ്ഥാനമാക്കിയുള്ളതാണ് ഈ രീതി. ലോഹവുമായി സമ്പർക്കം പുലർത്തുന്ന ഘട്ടത്തിലെ ആർക്ക് ഒരു ഇടവേള സൃഷ്ടിക്കുന്നു. ഇലക്ട്രോഡിന്റെ ജ്വലനത്തിന്റെ ഫലമായി ഉരുകിയ ലോഹത്താൽ ഈ ഇടവേള നിറഞ്ഞിരിക്കുന്നു. ഇംതിയാസ് ചെയ്യാനായി ഉപരിതലത്തിൽ നീങ്ങുമ്പോൾ, അതിന്റെ അരികുകൾ ചൂടാക്കി ഉരുകുകയും ഇലക്ട്രോഡിന്റെ ലോഹവുമായി ഒരൊറ്റ ഘടന ഉണ്ടാക്കുകയും ചെയ്യുന്നു.
ഇലക്ട്രിക് വെൽഡിങ്ങിന്റെ ഒരു പ്രധാന ഘടകം നിലവിലെ ശക്തിയാണ്. ഇതിന് മതിയായ പാരാമീറ്ററുകൾ ഇല്ലെങ്കിൽ, ആർക്ക് എല്ലായ്പ്പോഴും പുറത്തുപോകുകയും ഇലക്ട്രോഡ് ഉപരിതലത്തിൽ ഇംതിയാസ് ചെയ്യപ്പെടുകയും ചെയ്യും. ആവശ്യമായ ആമ്പറേജ് ഉപയോഗിക്കുന്ന ഉപകരണത്തെ ആശ്രയിച്ചിരിക്കും. ഒരു ഇൻ\u200cവെർട്ടർ ഉപകരണം ഉപയോഗിച്ചിട്ടുണ്ടെങ്കിൽ, ആവശ്യമായ സൂചകം 80-100 എ മുതൽ പരിധിയിൽ വ്യത്യാസപ്പെടണം. ഒരു ട്രാൻസ്ഫോർമർ തരം ഉപകരണം ഉപയോഗിച്ച്, ശ്രേണി 35-55 എ പരിധിയിലായിരിക്കണം.
പ്രവർത്തനത്തിനുള്ള ഇലക്ട്രോഡുകൾ അവയുടെ രാസഘടനയും പ്രോസസ്സിംഗ് ഉപരിതലത്തിന്റെ ഘടനയും കണക്കിലെടുത്ത് തിരഞ്ഞെടുക്കണം. അത്തരം ലോഹത്തിന് നിരവധി തരം ഉണ്ട്: ഉരുക്ക്, സ്റ്റെയിൻ\u200cലെസ് സ്റ്റീൽ, അലുമിനിയം. എല്ലാ ഇലക്ട്രോഡുകളും അതിനനുസരിച്ച് അടയാളപ്പെടുത്തിയിരിക്കുന്നു, ഇത് ശരിയായി തിരഞ്ഞെടുക്കാൻ അനുവദിക്കുന്നു. നിങ്ങളുടെ ജോലിയിൽ ഒരു ഇലക്ട്രിക് വെൽഡിംഗ് മെഷീൻ ഉപയോഗിക്കുമ്പോൾ, പ്രോസസ്സ് ചെയ്യുന്ന മെറ്റീരിയലിന്റെ കട്ടിയുമായി താരതമ്യപ്പെടുത്തുമ്പോൾ ഇലക്ട്രോഡുകളുടെ വ്യാസം തിരഞ്ഞെടുക്കേണ്ടതാണെന്ന് നിങ്ങൾ ഓർമ്മിക്കേണ്ടതുണ്ട്.
ഉള്ളടക്ക പട്ടികയിലേക്ക് മടങ്ങുക
ലംബ സീം വെൽഡിംഗ്
ജോലി ആരംഭിക്കുന്നതിന് മുമ്പ്, ഏത് സീം പൂർത്തിയാക്കണമെന്ന് നിങ്ങൾ തീരുമാനിക്കണം. നിരവധി പ്രധാന സീമുകൾ ഉണ്ട്:
- ഫ്ലാറ്റ് ഷീറ്റ് സന്ധികൾ വെൽഡിംഗ്.
- ലംബ സീം.
- കോർണർ വെൽഡ് ജോയിന്റ്.
- വെൽഡിംഗ് ട്യൂബുലാർ സന്ധികൾ.
ലംബമായ വെൽഡിംഗിനിടയിലും വ്യക്തവും തുല്യവുമായ സീം ലഭിക്കുമ്പോൾ, പ്രോസസ്സ് ഡയഗ്രം നിരീക്ഷിക്കണം. ഇതിനായി, തയ്യാറാക്കിയ ഭാഗങ്ങൾ വ്യക്തമായി ശരിയാക്കണം. ടാക്കുകൾ ഉപയോഗിച്ച്, നിങ്ങൾ അവയെ 3-4 സ്ഥലങ്ങളിൽ അരികുകളിൽ ഉറപ്പിക്കേണ്ടതുണ്ട്. ഭാഗങ്ങൾ ഒരു ക്ലാമ്പ് ഉപയോഗിച്ച് സുരക്ഷിതമാക്കിയിരിക്കണം. ഉപരിതലവുമായി താരതമ്യപ്പെടുത്തുമ്പോൾ ഇലക്ട്രോഡിന്റെ ചെരിവ് 70-75 be ആയിരിക്കണം.
ഇലക്ട്രിക് വെൽഡിംഗ് ഉപയോഗിച്ച് ലംബമായ ഒരു സീം ശരിയായി ഇംതിയാസ് ചെയ്യുന്നതിന്, ആനുകാലികമായി ഭ്രമണ ചലനങ്ങൾ സൃഷ്ടിക്കേണ്ടത് ആവശ്യമാണ്, അത് 2 ഭാഗങ്ങളുടെ ജംഗ്ഷൻ പോയിന്റിൽ ഉരുകിയ ലോഹത്തെ തുരത്താൻ സഹായിക്കും. ഇലക്ട്രോഡിന്റെ അവസാനം സീമയുടെ മധ്യത്തിലായിരിക്കണം. വെൽഡിംഗ് പ്രക്രിയ താഴെ നിന്ന് മുകളിലേക്ക് നടത്തണം, ഡ്രോപ്പ് ഡ്രോപ്പ് സ്റ്റിക്കിംഗ്. ഉരുകിയ ഇലക്ട്രോഡ് വയർ ഉപയോഗിച്ച് വിടവ് ക്രമേണ നിറയ്ക്കാൻ ഇത് സഹായിക്കും.
വെൽഡിംഗ് സമയത്ത്, ഏറ്റവും വിശ്വസനീയമായ സന്ധികൾ രൂപം കൊള്ളുന്നു. വെൽഡിന് വിവിധ വസ്തുക്കൾ ബന്ധിപ്പിക്കാൻ കഴിയും. ലോഹത്തിന് പുറമേ, നിങ്ങൾക്ക് ഗ്ലാസ്, പ്ലാസ്റ്റിക്, സെറാമിക്സ് എന്നിവ പാചകം ചെയ്യാം. വ്യത്യസ്ത വിമാനങ്ങളിൽ വെൽഡിംഗ് ജോലികൾ നടത്താം. അതിനാൽ, വെൽഡിംഗ് സമയത്ത് സീമയുടെ സ്ഥാനം വെൽഡിംഗ് ചെയ്യേണ്ട ഭാഗങ്ങളുടെ അരികുകളുടെ സ്പേഷ്യൽ ക്രമീകരണത്തെ ആശ്രയിച്ചിരിക്കുന്നു.
എക്സിക്യൂഷൻ രീതി അനുസരിച്ച്, സീമുകൾ ഇവയാണ്:
- ഏകപക്ഷീയമായ;
- ഉഭയകക്ഷി;
- ഒറ്റ പാളി;
- മൾട്ടി ലെയർ.
വർഗ്ഗീകരണത്തെക്കുറിച്ച് കൂടുതൽ ഇംതിയാസ് ചെയ്ത സന്ധികൾ വായിക്കുക. സ്ഥലത്തിലും നീളത്തിലും ഉള്ള സ്ഥാനം അനുസരിച്ച് ഇനിപ്പറയുന്ന തരം വെൽഡിംഗ് ഉണ്ട്:
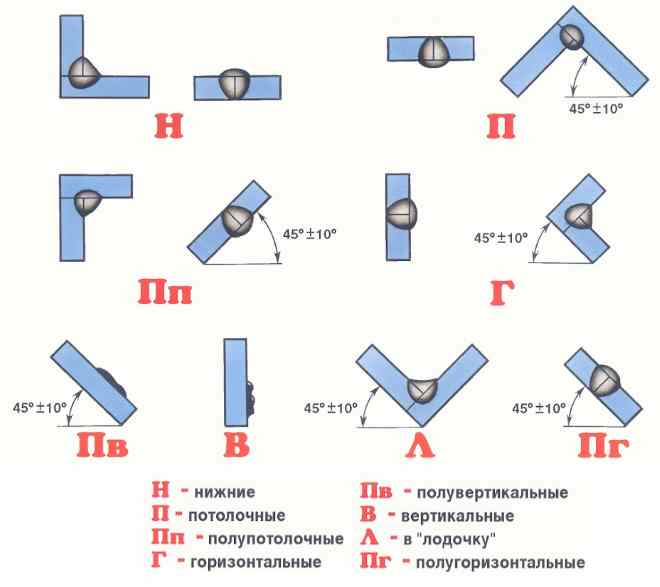
- താഴത്തെ സ്ഥാനത്ത്. എപ്പോൾ വെൽഡിംഗ് സീം ഭൂമിയുടെ ഉപരിതലത്തിലേക്ക് 0 of കോണിൽ സ്ഥിതിചെയ്യുന്നു;
- തിരശ്ചീനമായി. വെൽഡിംഗ് തിരശ്ചീനമായി നടത്തുന്നു, ഭാഗം 0 മുതൽ 60 ° വരെ ഒരു കോണിൽ സ്ഥാപിക്കുന്നു;
- നിവർന്നുനിൽക്കുക. വെൽഡിംഗ് ലംബമായി നടത്തുന്നു, കൂടാതെ ഘടന 60 മുതൽ 120 ° വരെയുള്ള ഒരു വിമാനത്തിൽ സ്ഥിതിചെയ്യുന്നു;
- പരിധിയിൽ. സീം വെൽഡറിന് മുകളിലാണ് സ്ഥിതിചെയ്യുന്നത്, 120-180 an കോണിൽ പ്രവൃത്തി നടക്കുന്നു;
- "ബോട്ടിൽ". വെൽഡിംഗ് “മൂലയിൽ” ചെയ്യുന്നു, ഭാഗം ഒരു കോണിൽ സ്ഥിതിചെയ്യുന്നു.
താഴത്തെ സ്ഥാനത്ത് വെൽഡിംഗ് ജോലി, തുടക്കക്കാർക്ക് പോലും ബുദ്ധിമുട്ടുള്ള കാര്യമല്ല. അവ എങ്ങനെ നടപ്പാക്കുന്നുവെന്ന് പറഞ്ഞു. മറ്റെല്ലാവർക്കും സാങ്കേതിക പരിജ്ഞാനം ആവശ്യമാണ്.
ലംബ സന്ധികൾ വെൽഡിംഗ്
ലംബമായ സീം എങ്ങനെ പാചകം ചെയ്യാം? ലംബ സന്ധികൾ വെൽഡിംഗ് ചെയ്യുമ്പോൾ, കണക്ഷൻ തരവും മൂലകങ്ങളുടെ കനവും കണക്കിലെടുക്കുന്നതിനായി ലോഹം തയ്യാറാക്കുന്നു. അവ ആവശ്യമുള്ള സ്ഥാനത്ത് ഉറപ്പിക്കുകയും ചെറിയ തിരശ്ചീന തുന്നലുകൾ ഉപയോഗിച്ച് പിടിച്ചെടുക്കുകയും ചെയ്യുന്നു, അവ ഭാഗങ്ങൾ നീക്കാൻ അനുവദിക്കുന്നില്ല.

രണ്ട് ലംബ പ്ലേറ്റുകൾ വെൽഡിംഗ്
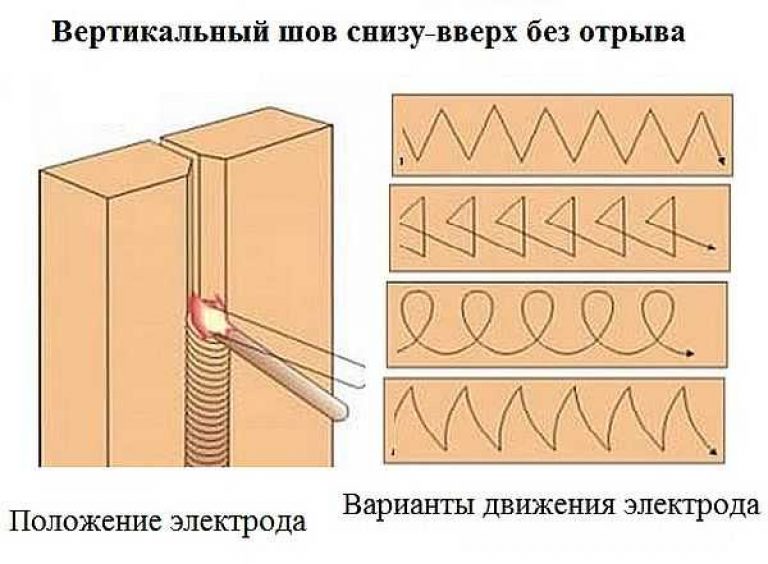
ലംബ സീം രണ്ട് തരത്തിൽ ഇംതിയാസ് ചെയ്യുന്നു: ചുവടെ നിന്ന് മുകളിലേക്കും വിപരീത ദിശയിലേക്കും. താഴെ നിന്ന് മുകളിലേക്ക് പ്രവർത്തിക്കുമ്പോൾ ഉയർന്ന നിലവാരമുള്ള ലംബ വെൽഡ് ലഭിക്കുന്നത് എളുപ്പമാണ്, കാരണം വെൽഡ് പൂൾ ഒരു കമാനത്തിൽ ഉയർന്ന് അത് വീഴുന്നത് തടയുന്നു.
ആർക്ക് തകർക്കാതെ അടിയിൽ നിന്ന് ഒരു ലംബ സീം വെൽഡിംഗ് ചെയ്യുന്നത് തിരശ്ചീന സ്ഥാനചലനം കൂടാതെ ഒരു ദിശയിൽ ഇലക്ട്രോഡിന്റെ ചലനം ഉൾക്കൊള്ളുന്നു. 80-90 an കോണിൽ അദ്ദേഹം വിമാനത്തിലേക്ക് ചായുന്നു. വെൽഡിംഗ് ആർക്ക് ഇത് ഭാഗത്ത് നേരിട്ട് സ്വാധീനം ചെലുത്തുന്നു, ഇത് പ്രക്രിയ നിയന്ത്രണം സുഗമമാക്കുന്നു.
അൽഗോട്ടിം വെൽഡിംഗ്:
- താഴത്തെ ഘട്ടത്തിൽ, ഒരു ആർക്ക് ആവേശഭരിതമാണ്;
- സീമിലെ ക്രോസ്-സെക്ഷന് തുല്യമായ ഒരു തിരശ്ചീന ഉപരിതലത്തിന്റെ തയ്യാറാക്കൽ - ഇലക്ട്രോഡിന്റെ ചലനം: ചന്ദ്രക്കല, ക്രിസ്മസ് ട്രീ അല്ലെങ്കിൽ സിഗ്സാഗ്;
- വെൽഡ് പൂൾ കൈവശം വയ്ക്കുന്നത് ആർക്ക് മർദ്ദം മൂലമാണ്, ഇത് ഇലക്ട്രോഡിന്റെ ചെരിവ് നിയന്ത്രിക്കുന്നു.
ഇലക്ട്രോഡ് ചലനങ്ങൾ വേഗത്തിൽ നടത്തണം, പ്രക്രിയയുടെ പൂർണ നിയന്ത്രണം ആവശ്യമാണ്. വെൽഡ് പൂൾ ഒരു അരികിൽ നിന്ന് ചോർന്നൊലിക്കാൻ തുടങ്ങിയാൽ, ഒരേസമയം മുകളിലേക്ക് നീങ്ങുന്നതിലൂടെ മറ്റൊന്നിലേക്ക് നീങ്ങുക.
പ്രധാനം! ലോഹത്തെ അമിതമായി ചൂടാക്കരുത്, നിർത്തരുത്. കുളി പൊട്ടിപ്പോകാം, അത് പൊള്ളലേറ്റേക്കാം.
ഒരു കോണിലെ ലംബ സീമയുടെ വെൽഡിങ്ങിന് അതിന്റേതായ സവിശേഷതകളുണ്ട്. ആദ്യം ഷെൽഫ് സംയോജിപ്പിച്ചിരിക്കുന്നു, തുടർന്ന് സ്ലോ മെറ്റൽ കൃത്രിമത്വം ലോഹത്തെ സംയോജിപ്പിക്കുന്നു. ഒരു "കോവണി" ഉപയോഗിച്ച് കടന്നുപോകുമ്പോൾ ഒരു പൂർത്തിയായ സീം രൂപം കൊള്ളുന്നു. അതായത്. അവ ഇലക്ട്രോഡിനെ മുകളിലേക്ക് വലത്തേക്ക് ഉയർത്തി, ഉരുകിയ ലോഹത്തിന്റെ ഒരു തുള്ളി അരികുകൾക്കിടയിൽ ദൃ solid മാക്കുന്നു, തുടർന്ന് ഞങ്ങൾ ഇലക്ട്രോഡിന്റെ അഗ്രം സീമയുടെ അരികിലൂടെ ഇടത്തോട്ടും മുകളിലേക്കും നീക്കുന്നു, അതുവഴി “ദൃ solid മായ” വിശ്വസനീയമായ സന്ധികൾ രൂപം കൊള്ളുന്നു.
ആർക്ക് വേർതിരിക്കുന്നതിലൂടെ വെൽഡിംഗ് നടത്തുമ്പോൾ, ചെറിയ തിരശ്ചീന തുന്നലുകളോ ലൂപ്പുകളോ ഉപയോഗിച്ച് ചലനങ്ങൾ ഒരു വശത്ത് നിന്ന് മറ്റൊന്നിലേക്ക് നടക്കുന്നു.
![]()
ആർക്ക് ബ്രേക്ക് വെൽഡിംഗ്
സംയുക്തത്തിന്റെ ആകൃതി നിലവിലെ ശക്തിയെ വളരെയധികം സ്വാധീനിക്കുന്നു. നിലവിലെ, മിക്കപ്പോഴും, ഒരു പ്രത്യേക തരം ഇലക്ട്രോഡുകൾക്കും മെറ്റീരിയൽ കനത്തിനും ശുപാർശ ചെയ്യുന്ന മൂല്യങ്ങളേക്കാൾ 5-10A കുറവാണ്. ഇത് എല്ലായ്പ്പോഴും ശരിയല്ലെങ്കിലും. അതിനാൽ, ഇത് പരീക്ഷണാത്മകമായി നിർണ്ണയിക്കുകയും ശരാശരി മൂല്യങ്ങൾ എടുക്കുകയും ചെയ്യുന്നതാണ് നല്ലത്.
തിരശ്ചീന സന്ധികൾ വെൽഡിംഗ്
ലംബമായ ഉപരിതലത്തിലുള്ള തിരശ്ചീന സീമുകൾ വലത്ത് നിന്ന് ഇടത്തോട്ടും തിരിച്ചും ഇംതിയാസ് ചെയ്യുന്നു. ഈ കേസിലെ കുളി താഴത്തെ അരികിലേക്ക് ഒഴുകിപ്പോകും. ഇലക്ട്രോഡ് ഒരു വലിയ കോണിൽ ചരിഞ്ഞുപോകുന്നു, ഇത് നിലവിലെ പാരാമീറ്ററുകളെ ആശ്രയിച്ചിരിക്കുന്നു. കുളി സ്ഥലത്ത് തന്നെ തുടരണം. 
കട്ടിയുള്ള ലോഹത്തെ വെൽഡിംഗ് ചെയ്യുമ്പോൾ മുകളിലെ അരികിൽ ഒരു ലോപ്പ് (കട്ടിംഗ്) മാത്രമേയുള്ളൂ, താഴത്തെ ഭാഗം ഉരുകിയ ലോഹത്തെ വെൽഡ് പൂളിൽ സൂക്ഷിക്കുന്നു.
- ഇടത്തുനിന്ന് വലത്തോട്ട് പാചകം ചെയ്യുന്നതാണ് നല്ലത്, അതിനാൽ വെൽഡ് പൂൾ നന്നായി കാണാം;
- ഇലക്ട്രോഡ് സ്ഥാനം അല്പം പിന്നിലേക്ക്, സീമിൽ;
- ആർക്ക് ഗവേഷണം താഴത്തെ അരികിൽ സംഭവിക്കുന്നു, തുടർന്ന് മുകളിലേക്ക് മാറ്റുന്നു;
- ഇലക്ട്രോഡിന്റെ പാത ഒരു സർപ്പിളിലാണ് നടത്തുന്നത്.

ഒരു സർപ്പിളിലെ ഇലക്ട്രോഡ് ചലനം
ലോഹം താഴേക്ക് ഒഴുകുമ്പോൾ, ചലനത്തിന്റെ വേഗത വർദ്ധിപ്പിക്കുകയും ലോഹത്തിന്റെ ചൂടാക്കൽ കുറയ്ക്കുകയും ചെയ്യേണ്ടത് ആവശ്യമാണ്. നിങ്ങൾക്ക് ആർക്ക് ബ്രേക്കുകൾ നടത്താൻ കഴിയും. ഈ ഇടവേളകളിൽ, ലോഹം അല്പം തണുക്കുകയും അതിന്റെ ഒഴുക്ക് നിലയ്ക്കുകയും ചെയ്യുന്നു. അതേ ഫലം നിലവിലെ ശക്തിയിൽ കുറവു വരുത്തുന്നു. ഘട്ടങ്ങളിൽ ഈ വിദ്യകൾ ഉപയോഗിക്കുക.
ഉപദേശം! തിരശ്ചീനങ്ങൾ പാചകം ചെയ്യുന്നത് നിങ്ങൾക്ക് പുതിയതാണെങ്കിൽ, ധാരാളം ലോഹങ്ങൾ സർഫ് ചെയ്യരുത്, ഗുണപരമായി നേർത്ത സീം നിർമ്മിക്കാൻ ശ്രമിക്കുക. ആവശ്യമെങ്കിൽ, ആദ്യത്തേതിന് മുകളിലൂടെ ഒരു ഭാഗം നിർമ്മിക്കുക.
ലാപ് സന്ധികളിലെ തിരശ്ചീന ഫില്ലറ്റ് വെൽഡുകൾ വളരെ എളുപ്പത്തിൽ ഇംതിയാസ് ചെയ്യുന്നു, സാങ്കേതികത താഴത്തെ സ്ഥാനത്ത് വെൽഡിംഗ് ആവർത്തിക്കുന്നു.
സീലിംഗ് വെൽഡിംഗ്
ഇലക്ട്രിക് വെൽഡിംഗ് ഉപയോഗിച്ച് സീലിംഗ് സീം എങ്ങനെ പാചകം ചെയ്യാം? അത്തരം സാഹചര്യങ്ങൾ അനുഭവപരിചയമില്ലാത്ത തുടക്കക്കാരെ ആശയക്കുഴപ്പത്തിലാക്കും. 
ഈ കേസിലെ വെൽഡർ അസുഖകരമായ അവസ്ഥയിലാണ്, കൂടാതെ സീലിംഗിൽ നിന്ന് ചൂടുള്ള ലോഹത്തിന്റെ തുള്ളികൾ കീറുകയും ചെയ്യും. ഇത്തരത്തിലുള്ള ജോലികളിലെ ഇലക്ട്രോഡ് ഉപരിതലത്തിന് ലംബമാണ്. കണക്ഷൻ വിപുലീകരിക്കുന്നതിന് അയാൾ വേഗത കുറഞ്ഞ വൃത്താകൃതിയിലുള്ള ചലനങ്ങൾ നടത്തണം. ഇലക്ട്രിക് ആർക്ക് ഹ്രസ്വമായിരിക്കണം. നീളമുള്ള ആർക്ക് ഉപയോഗിച്ച്, അടിവശം രൂപം കൊള്ളും.

സീലിംഗ് സീമുകൾ നിർമ്മിക്കാനുള്ള വഴികൾ
സീലിംഗ് സന്ധികളുടെ വെൽഡിംഗ് ഒരേ തത്ത്വമനുസരിച്ചാണ് നടത്തുന്നത് - ലോഹം എത്രയും വേഗം കഠിനമാക്കണം. ഇത്തരത്തിലുള്ള ജോലികൾക്കായി, പ്രത്യേക റിഫ്രാക്ടറി കോട്ടിംഗ് ഉള്ള ഇലക്ട്രോഡുകൾ ഉപയോഗിക്കുന്നു.
വൃത്താകൃതിയിലുള്ള ചലനങ്ങളോടൊപ്പം ഇലക്ട്രോഡുകളും ലംബമാണ്. കുളിയിൽ നിന്ന് മാറുമ്പോൾ, കമാനം കെടുത്തിക്കളയുന്നു. Energy ർജ്ജം ഒഴുകുന്നത് നിർത്തുന്നു. ലോഹം തണുക്കുകയും ക്രിസ്റ്റലൈസ് ചെയ്യുകയും ചെയ്യുന്നു, വെൽഡ് പൂൾ കുറയുന്നു. അങ്ങനെ, ഉരുകുന്നത് ഒരു ഷോർട്ട് സർക്യൂട്ട് നടത്തുന്നു.
അടിയന്തിര സാഹചര്യങ്ങളിൽ സീലിംഗ് വെൽഡിംഗ് ഉപയോഗിക്കുന്നു, കൂടുതൽ സൗകര്യപ്രദമായി ഇംതിയാസ് ചെയ്ത ഭാഗങ്ങൾ ക്രമീകരിക്കാൻ ഒരു മാർഗ്ഗവുമില്ല. ലോഹത്തെ ചുവടെ നിന്ന് ചൂടാക്കുന്നു, അതേസമയം വെൽഡ് പൂളിൽ നിന്ന് ഉയരുന്ന കുമിളകൾ സീമയുടെ മൂലത്തിലാണ്, അത് ദുർബലമാക്കുന്നു.
കോർണർ സീമുകൾ
വെൽഡിംഗ് ഫില്ലറ്റ് വെൽഡുകൾക്ക് അതിന്റേതായ സവിശേഷതകളുണ്ട്. അരികുകളുടെ പ്രാഥമിക തയ്യാറെടുപ്പില്ലാതെ വെൽഡിംഗ് പ്രക്രിയ, ഒന്നിൽ നിന്ന് മറ്റൊന്നിലേക്ക് ഒരു സൂപ്പർഇമ്പോസ്ഡ് കണക്ഷൻ ഉൾക്കൊള്ളുന്നു. മൂലയുടെ ഇരുവശത്തും സന്ധികൾ നിർമ്മിക്കുന്നു.
ഭാഗങ്ങൾ അവസാനം മുതൽ അവസാനം വരെ ചേരുകയും ഒരു ആംഗിൾ രൂപപ്പെടുകയും ചെയ്യുമ്പോൾ, അവസാന ഘടകം ഒരു ഘടകത്തിൽ നിന്ന് ഛേദിക്കപ്പെടും.
ടി-ടൈപ്പ് കണക്ഷൻ
മികച്ച സീം ലഭിക്കാൻ, ഒരു വിമാനം തിരശ്ചീനമായിരിക്കണം, രണ്ടാമത്തേത് ലംബമായിരിക്കണം. 90 of കോണിൽ കോർണർ ജോയിന്റ് വെൽഡിംഗ് നിർബന്ധമാണ്. ലംബമായി സ്ഥിതിചെയ്യുന്ന ഉൽപ്പന്നത്തിന്റെ കനം 12 മില്ലിമീറ്ററിൽ കൂടാത്തപ്പോൾ, അധിക പ്രോസസ്സിംഗ് ആവശ്യമില്ല. അതിന്റെ കനം 12 മുതൽ 25 മില്ലീമീറ്റർ വരെയാണെങ്കിൽ, വി-ആകൃതിയിൽ തയ്യാറെടുപ്പ് നടത്തേണ്ടത് ആവശ്യമാണ്.
25-40 മില്ലീമീറ്റർ മുതൽ, യു-ആകൃതിയിലുള്ള ബെവലുകളുടെ ഏകപക്ഷീയമായ ട്രിമ്മിംഗ് നടത്തുന്നു.
40 മില്ലിമീറ്ററിൽ കൂടുതൽ - വി-ആകൃതിയുടെ ഇരട്ട-വശങ്ങളുള്ള ട്രിമ്മിംഗ്.
ലംബമായി സ്ഥിതിചെയ്യുന്ന ഉൽപ്പന്നത്തിന്റെ താഴത്തെ അറ്റം തുല്യമായി ട്രിം ചെയ്യുന്നു, ജോയിന്റ് വീതി 2 മില്ലിമീറ്ററിൽ കൂടരുത്.
കോർണർ ജോയിന്റ് നന്നായി നടപ്പിലാക്കുന്നതിന്, ആർക്ക് ശരിയായി ജ്വലിപ്പിക്കാൻ കഴിയേണ്ടത് ആവശ്യമാണ്. വെൽഡിംഗ് പ്രക്രിയ ആരംഭിക്കുന്നതിന് മുമ്പ് ഇത് കത്തിക്കാം. ഒരു ഇടവേളയിൽ ഇത് ആവർത്തിച്ച് നടത്തുന്നു.
കട്ടിയുള്ള കോട്ടിംഗുള്ള ഇലക്ട്രോഡുകൾ ഉപയോഗിക്കുമ്പോൾ, ഉരുകിയ ലോഹത്തിന്റെ വലിയ ഭാഗങ്ങൾ രൂപം കൊള്ളുന്നു. ലോഹത്തിന്റെ ഒഴുക്ക് കാരണം, മൂലയുടെ ശരിയായ സീം ഉപരിതലമുണ്ടാക്കാൻ കഴിയില്ല.
ഇംതിയാസ് 45 ° ഉം വെൽഡിംഗ് ഒരു ബോട്ട് ഉപയോഗിച്ച് ചെയ്യേണ്ടതുമാണ്.
ലാപ് സന്ധികൾ
ഈ ഷീറ്റുകളുടെ 3-5 കനം അകലെ വെൽ\u200cഡുചെയ്യേണ്ട ഷീറ്റുകൾ\u200c ഒന്നിനു മുകളിൽ\u200c സൂപ്പർ\u200cപോസ് ചെയ്യുന്നു, ചുറ്റളവിലും ഇംതിയാസ് ചെയ്യുന്നു, കൂടാതെ മൂടുമ്പോൾ ഉണ്ടാകുന്ന കോണിന്റെ അരികിലും. അരികുകൾ ആവശ്യമില്ല. എന്നാൽ മെറ്റീരിയലിന്റെ വില വർദ്ധിക്കുന്നു, കണക്ഷൻ ഭാരം കൂടിയതാണ്. ഇതൊക്കെയാണെങ്കിലും, ഈ ഓപ്ഷൻ പലപ്പോഴും ഉപയോഗിക്കുന്നു.
റിംഗ് വെൽഡിങ്ങിന്റെ സവിശേഷതകൾ
പൈപ്പുകൾ, വിവിധ ഭാഗങ്ങൾ ബന്ധിപ്പിക്കുമ്പോൾ ഫില്ലറ്റ് വെൽഡുകളുടെ വെൽഡിംഗ് ആവശ്യമാണ് വാൽവുകൾ നിർത്തുക. ഇത് ഒരു സംയോജിത ഇനമാണ്.
ഒരു ഇലക്ട്രിക് ആർക്ക് പൈപ്പിന്റെ വശത്ത് സ്ഥിതിചെയ്യുന്ന ഒരു ലംബ സീം വെൽഡിംഗ് ചെയ്യുന്നു. ചുറ്റളവിന് ചുറ്റും ഒരു തിരശ്ചീന സീം പ്രയോഗിക്കുന്നു. സീലിംഗ് സീം, അടിഭാഗം എന്നിവ യഥാക്രമം സ്ഥിതിചെയ്യുന്ന വെൽഡിംഗും നടത്തുന്നു.
ഉരുക്ക് കൊണ്ട് നിർമ്മിച്ച പൈപ്പുകൾ മിക്കപ്പോഴും ബട്ട്-ഇംതിയാസ് ആണ്. പൈപ്പുകൾക്കുള്ളിൽ വീഴുന്നത് ഒഴിവാക്കാൻ, ഇലക്ട്രോഡ് ചക്രവാളത്തിലേക്ക് 45 than ൽ കൂടുതൽ ചരിഞ്ഞിട്ടില്ല, സംയുക്തത്തിന് 3 മില്ലീമീറ്റർ ഉയരവും 8 വീതിയും ഉണ്ട്.
റിംഗ് വെൽഡിംഗ് നടത്തുന്നതിന് മുമ്പ്, ഉപരിതലം തയ്യാറാക്കേണ്ടത് ആവശ്യമാണ്:
- ഭാഗം നന്നായി വൃത്തിയാക്കി;
- വികൃതമായ അറ്റങ്ങൾ മുറിച്ച് നേരെയാക്കുന്നു;
- അരികിലെ അരികിൽ നിന്ന് 10 മില്ലീമീറ്റർ അകലെ, അവ ഒരു തിളക്കത്തിലേക്ക് ബ്രഷ് ചെയ്യുന്നു.
വെൽഡിംഗ് സമയത്ത്, സന്ധികൾ തുടർച്ചയായി പ്രോസസ്സ് ചെയ്യപ്പെടുന്നു, കൂടാതെ കോർണർ സന്ധികൾ നിരവധി പാളികളിൽ തിളപ്പിക്കുന്നു. ഓരോ സംയുക്തവും അടുത്തത് പ്രയോഗിക്കുന്നതിന് മുമ്പ് സ്ലാഗ് ഉപയോഗിച്ച് വൃത്തിയാക്കുന്നു. ആദ്യത്തേത് പ്രയോഗിക്കുമ്പോൾ - എല്ലാ അരികുകളും പൂർണ്ണമായും ഉരുകിപ്പോകും. വിള്ളലുകൾ കണ്ടെത്തിയാൽ, അവ മുറിച്ചുമാറ്റി വീണ്ടും ശകലം തിളപ്പിക്കുന്നു.
പൈപ്പിന്റെ സാവധാനത്തിൽ കറങ്ങുമ്പോൾ ശേഷിക്കുന്ന പാളികൾ സൂപ്പർ\u200cപോസ് ചെയ്യുന്നു. മുമ്പത്തെ അവസാനവും അടുത്ത പാളിയുടെ ആരംഭവും 15-30 മില്ലിമീറ്ററാണ് മാറ്റുന്നത്.
അവസാന പാളി അനിവാര്യമായും മനോഹരമാണ്, പരന്ന പ്രതലമുണ്ട്.
ബട്ട് സീമുകൾ
ബട്ട് വെൽഡിംഗ് വ്യത്യസ്ത രീതികളിൽ നടത്തുന്നു:
- ബഹിരാകാശത്ത്;
- ചെമ്പ് കൊണ്ട് നീക്കം ചെയ്യാവുന്ന ലൈനിംഗിൽ;
- ഒരു പ്രാഥമിക തുന്നൽ ഉപയോഗിച്ച്.
ബഹിരാകാശത്ത് സീമുകൾ വെൽഡിംഗ് ചെയ്യുമ്പോൾ, അതിന്റെ റൂട്ട് മുഴുവൻ നീളത്തിലും വെൽഡിംഗ് ചെയ്യുന്നത് വളരെ ബുദ്ധിമുട്ടാണ്. അതിനാൽ, ചെമ്പിൽ നിന്ന് നീക്കം ചെയ്യാവുന്ന ഒരു പ്ലേറ്റ് ഉപയോഗിക്കുന്നതാണ് നല്ലത്, ഇത് ഉയർന്ന താപ ചാലകത കാരണം സാങ്കേതിക സവിശേഷതകൾ ഉരുകിയ ലോഹവുമായുള്ള സമ്പർക്ക നിമിഷത്തിൽ ലൈനിംഗ് ഉരുകുന്നത് തടയുന്നു. ജോലിയുടെ അവസാനം, അത് എളുപ്പത്തിൽ നീക്കംചെയ്യുന്നു.
അത്തരം സംയുക്തങ്ങളുടെ പോരായ്മ നുഴഞ്ഞുകയറ്റത്തിന്റെ അഭാവത്തിന്റെ ഉയർന്ന സാധ്യതയാണ്. ഈ തകരാറ് ഒഴിവാക്കാൻ, റിവേഴ്സ് സൈഡ് വെൽഡിംഗ് ചെയ്യുന്നതിനുമുമ്പ്, ലോഹത്തിൽ 2-3 മില്ലീമീറ്റർ ആഴത്തിലുള്ള ഒരു ആവേശം മുറിക്കുന്നു. അതിനുശേഷം, ഇത് ഒരു വെൽഡിംഗ് റോളർ ഉപയോഗിച്ച് മൂടിയിരിക്കുന്നു, തുടർന്ന് ജോയിന്റ് പുറത്തു നിന്ന് ശക്തിപ്പെടുത്തുന്നു.
ഇംതിയാസ്ഡ് മൾട്ടി ലെയർ സീമുകൾ
ഓരോ ലെയറും പുതിയത് പ്രയോഗിക്കുന്നതിന് മുമ്പ് വിഷവസ്തുക്കളെ വൃത്തിയാക്കി തണുപ്പിക്കുന്നു. അതിനാൽ, മൾട്ടി ലെയർ സന്ധികളുടെ വെൽഡിംഗ് മറ്റ് തരങ്ങളിൽ നിന്ന് വ്യത്യസ്തമാണ്. ആദ്യ പാളിക്ക്, 3-4 മില്ലീമീറ്റർ വ്യാസമുള്ള ഇലക്ട്രോഡുകൾ ഉപയോഗിക്കുന്നു, മറ്റുള്ളവയ്ക്ക് 5-6 മില്ലീമീറ്റർ. അവസാന പാളി കോൺവെക്സാണ്, കൂടാതെ മുൻ പാളികളുടെ താപ ചികിത്സയും നടത്തുന്നു.
ഒരു മൾട്ടി ലെയർ ജോയിന്റിലെ ഒരു പ്രധാന ഘടകമാണ് ഒരു വെൽഡ് സീം. വൈകല്യങ്ങൾ അടിഞ്ഞുകൂടാനുള്ള സാധ്യത കൂടുതലുള്ള സ്ഥലത്ത്, ആദ്യത്തെ തുന്നൽ ട്രിം ചെയ്തതിനുശേഷം ഭാഗികമായി നീക്കം ചെയ്ത ശേഷമാണ് ഇത് ചെയ്യുന്നത്. മുഴുവൻ സംയുക്തത്തിന്റെയും വിശ്വാസ്യത വെൽഡ് എത്ര നന്നായി നിർമ്മിക്കും എന്നതിനെ ആശ്രയിച്ചിരിക്കുന്നു.
ഉപസംഹാരം
ഞങ്ങൾ സംഗ്രഹിക്കുന്നു, വെൽഡിംഗ് വഴി എങ്ങനെ ശരിയായി പാചകം ചെയ്യാമെന്ന് മനസിലാക്കാൻ, നിങ്ങൾ ലളിതമായി ആരംഭിക്കേണ്ടതുണ്ട്:
- ഭാഗങ്ങളുടെ കണക്ഷനിലേക്ക് കൂട്ടായ ചലനങ്ങൾ നടത്തുമ്പോൾ ഇലക്ട്രോഡുകളുടെ ആവശ്യമായ ചായ്\u200cവ് പരിഹരിക്കുന്നതിന്.
- സന്ധികളിൽ നിന്ന് സ്ലാഗ് തട്ടാൻ പഠിക്കുക, അത് ഓരോ തവണയും മികച്ചതും മികച്ചതുമായി മാറും.
ഇലക്ട്രിക് വെൽഡിംഗ് ഉപയോഗിച്ച് ഒരു ലംബ സീം എങ്ങനെ പാചകം ചെയ്യാം? എല്ലാ ശുപാർശകളും പരിഗണിക്കുന്നത് വളരെ പ്രധാനമാണ്. തിരശ്ചീനത്തേക്കാൾ അല്പം സങ്കീർണ്ണമാണ് ലംബ സീം. ആദ്യം, ഇത് പലയിടത്തും ഗ്രഹിക്കുന്നു, തുടർന്ന് ക്രമേണ താഴെ നിന്ന് മുകളിലേക്ക് നിറയ്ക്കുന്നു. അങ്ങനെ, മുഴുവൻ വിടവും ദ്രാവക ലോഹത്താൽ നിറഞ്ഞിരിക്കുന്നു.
കഴിവുകൾ പരിശീലിപ്പിക്കുക, ഒരു വെൽഡിംഗ് മെഷീൻ, ഇലക്ട്രോഡുകൾ വാങ്ങുക, മനോഹരമായ സീമുകൾ എങ്ങനെ നിർമ്മിക്കാമെന്ന് പഠിക്കാൻ ആരംഭിക്കുക.

