ഓൾ-യൂണിയൻ സ്റ്റാൻഡേർഡ് GOST 5263-50 സ്ഥാപിച്ചു ഡ്രോയിംഗുകളിലെ പദവിക്കുള്ള വെൽഡുകളുടെയും നിയമങ്ങളുടെയും ചിഹ്നങ്ങൾ (ടാബ്. 18, 19, 20, 21).
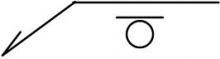
1. തിരശ്ചീനവും ചരിഞ്ഞതുമായ ഒരു ഭാഗം അടങ്ങിയ ഒരു തകർന്ന രേഖയാണ് ഡ്രോയിംഗുകളിൽ വെൽഡുകൾ സൂചിപ്പിക്കുന്നത്, അത് വെൽഡിന്റെ സ്ഥാനം സൂചിപ്പിക്കുന്ന വൺ-വേ അമ്പടയാളം ഉപയോഗിച്ച് അവസാനിക്കുന്നു.
അസറ്റിലീൻ, പ്രകൃതി വാതകംപ്രൊപ്പെയ്ൻ മുതലായവ. ലേസർ വെൽഡിംഗിൽ ഉപയോഗിക്കുന്ന വാതകങ്ങൾ ഈ അന്താരാഷ്ട്ര നിലവാരത്തിൽ ഉൾപ്പെടുന്നില്ല. വാതകങ്ങളുടെയും പാത്രങ്ങളുടെയും ഗതാഗതവും കൈകാര്യം ചെയ്യലും പ്രാദേശിക, ദേശീയ, പ്രാദേശിക മാനദണ്ഡങ്ങൾക്കും ചട്ടങ്ങൾക്കും അനുസൃതമായിരിക്കണം.
വെൽഡിങ്ങിന് മുമ്പും ശേഷവും ശേഷവും വെൽഡുകളുടെ വിഷ്വൽ പരിശോധനയ്ക്കുള്ള വ്യവസ്ഥകൾ നിർവചിക്കുന്നു, പക്ഷേ സ്ഥിരീകരണത്തിന്റെ അളവ് നിർണ്ണയിക്കില്ല. വെൽഡിംഗ് പ്രഷർ ഗേജിന്റെ ശുപാർശിത സെൻസറുകളും വെൽഡുകളുടെ പ്രത്യക്ഷവും പരോക്ഷവുമായ വിഷ്വൽ പരിശോധനയ്ക്ക് ആവശ്യമായ ഉപകരണങ്ങളും ഇതിൽ സജ്ജീകരിച്ചിരിക്കുന്നു.
3. അമ്പടയാളത്തിന്റെ ഇരട്ട കിങ്ക് അനുവദനീയമാണ്, അതുപോലെ തന്നെ ഒരു സാധാരണ തിരശ്ചീന വിഭാഗത്തിലേക്ക് ഒരേ സീമുകൾ സൂചിപ്പിക്കുന്ന നിരവധി അമ്പടയാളങ്ങളുടെ കുറവും.

4. കാര്ക്ക് ഒഴികെയുള്ള എല്ലാ ചിഹ്നങ്ങളും അളവുകളും, അതുപോലെ തന്നെ സ്ലോട്ട് ഇല്ലാതെ തുളച്ചുകയറുന്ന സീമുകളും ഘടിപ്പിച്ചിരിക്കുന്നു: അമ്പടയാളത്തിന്റെ തിരശ്ചീന വിഭാഗത്തിന് മുകളിലുള്ള ദൃശ്യമായ സീമിൽ, അതിന് കീഴിലുള്ള അദൃശ്യമായ സീമിൽ.
അൾട്രാസോണിക് തരംഗത്തിന്റെ കുറഞ്ഞ അറ്റൻ\u200cവ്യൂഷൻ കാണിക്കുന്ന 8 മില്ലീമീറ്ററോ അതിൽ കൂടുതലോ കട്ടിയുള്ള മെറ്റീരിയലുകൾക്ക് ഈ മാനദണ്ഡം ബാധകമാണ്. സാധാരണഗതിയിൽ, വെൽഡ് മെറ്റീരിയലും അടിസ്ഥാന മെറ്റീരിയലും ഫെറിറ്റിക് ആയിരിക്കുന്നിടത്ത് വെൽഡുകൾ പരീക്ഷിക്കുന്നതിനാണ് സ്റ്റാൻഡേർഡ്. സ്റ്റാൻഡേർഡ് നാല് ടെസ്റ്റ് ക്ലാസുകളെ നിർവചിക്കുന്നു.
പൂർണ്ണമായും ഇംതിയാസ് ചെയ്ത പരിശോധനയ്ക്കായി ടോളറൻസ് 2, 3 എന്നിവയുടെ അളവ് ഈ മാനദണ്ഡം നിർവചിക്കുന്നു ഇംതിയാസ് ചെയ്ത സന്ധികൾ 8 മില്ലീമീറ്റർ മുതൽ 100 \u200b\u200bമില്ലീമീറ്റർ വരെ കനം ഉള്ള ഫെറിറ്റിക് സ്റ്റീലുകളിൽ. മൂർച്ചയുള്ള വെൽ\u200cഡെഡ് സന്ധികളിൽ നിന്ന് എടുത്ത ലാറ്ററൽ വളവുകളുടെ ടെസ്റ്റ് വടി, സൈഡ് അല്ലെങ്കിൽ സൈഡ് ടെസ്റ്റുകൾ വളച്ചുകൊണ്ട് തിരശ്ചീന പരിശോധനകൾ നടത്തുന്നതിനുള്ള നടപടിക്രമം ഈ മാനദണ്ഡം വിവരിക്കുന്നു. ഈ മാനദണ്ഡം ടെസ്റ്റ് വടികളുടെ അളവുകൾ നിർവചിക്കുകയും റൂട്ട്, ജോയിന്റ് ഉപരിതലത്തിൽ നിന്ന് വളച്ചുകൊണ്ട് രേഖാംശ പരിശോധന പ്രക്രിയയെ കൂടുതൽ നിർവചിക്കുകയും ചെയ്യുന്നു.

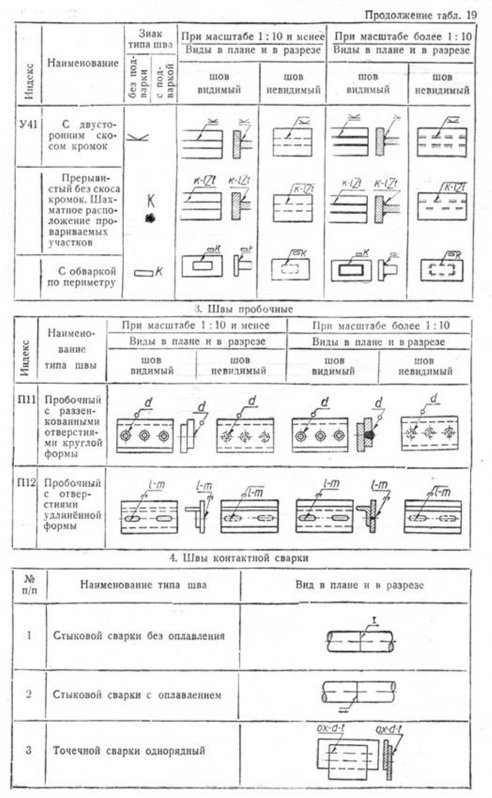
5. കോർക്ക് സീമുകളും സ്ലോട്ട് ഇല്ലാതെ തുളച്ചുകയറുന്ന സീമുകളും പട്ടികയിൽ സൂചിപ്പിച്ചിരിക്കുന്ന അടയാളങ്ങളാൽ സൂചിപ്പിച്ചിരിക്കുന്നു. 19 അമ്പടയാളത്തിന്റെ ചെരിഞ്ഞ ഭാഗത്ത് ഘടിപ്പിച്ചിരിക്കുന്നു.
![]()
ഈ അന്താരാഷ്ട്ര മാനദണ്ഡങ്ങൾ ടെസ്റ്റ് വടികളുടെ അളവുകളും ടെൻ\u200cസൈൽ ടെസ്റ്റിംഗിനുള്ള നടപടിക്രമവും ടെൻ\u200cസൈൽ ശക്തിയും വെൽ\u200cഡിന്റെ സ്ഥാനവും നിർണ്ണയിക്കുന്നു. ഈ മാനദണ്ഡങ്ങൾ ലോഹ വസ്തുക്കൾക്ക് ബാധകമാണ്. ടെസ്റ്റ് ഇന്റർനാഷണൽ സ്റ്റാൻഡേർഡ് ടെസ്റ്റ് വടികളുടെ സ്ഥാനം, ടെസ്റ്റിംഗിനായുള്ള അവയുടെ ഇടവേളകളുടെ ഓറിയന്റേഷൻ, ഒരു പ്രോട്ടോക്കോളിലെ മൂർച്ചയില്ലാത്ത വെൽഡിംഗ് സന്ധികളിൽ ടെൻഡിംഗ് വളയുന്നതിൽ നിന്ന് ഇംപാക്റ്റ് ഡാറ്റ റെക്കോർഡുചെയ്യുന്നത് എന്നിവ വിവരിക്കുന്ന ഒരു രീതി വ്യക്തമാക്കുന്നു. ഒരു ടെസ്റ്റ് വടി അടയാളപ്പെടുത്തൽ രീതിയും അധിക ടെസ്റ്റ് റിപ്പോർട്ട് ആവശ്യകതകളും ഇതിൽ ഉൾപ്പെടുന്നു.
![]()
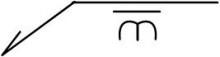
6. ഇൻസ്റ്റാളേഷൻ സമയത്ത് ചെയ്യേണ്ട സീമുകൾ അമ്പടയാളത്തിന്റെ ചെരിഞ്ഞ വിഭാഗത്തിന് മുകളിലുള്ള M അക്ഷരം കൂടി സൂചിപ്പിക്കുന്നു.
7. 1: 10 ൽ കൂടുതൽ സ്കെയിലിൽ നിർമ്മിച്ച ഡ്രോയിംഗുകളിൽ, പ്ലാനിലും ഫേസഡിലും വരിയുടെ വിരിയിക്കലും കട്ടിയാക്കലും ഉപയോഗിക്കുന്നതിന് അമ്പുകൾക്ക് പുറമേ സീമുകൾ നിയുക്തമാക്കാനും വിഭാഗത്തിലെ സീം ക our ണ്ടറുകളുടെ മഷി പൂരിപ്പിക്കാനും അനുവദിച്ചിരിക്കുന്നു.
സ്റ്റാൻഡേർഡിന്റെ ഈ ഭാഗം, ഇംതിയാസ് ചെയ്ത ലോഹ വസ്തുക്കളുടെ ഇംതിയാസ് ചെയ്ത സന്ധികളുടെ ക്രോസ്-സെക്ഷനുകൾക്കുള്ള കാഠിന്യം പരിശോധനകളെ നിർവചിക്കുന്നു ആർക്ക് വെൽഡിംഗ് കൂടാതെ ഓസ്റ്റെനിറ്റിക് വെൽഡിംഗ് ടെസ്റ്റുകൾക്കായി ഉപയോഗിക്കാൻ കഴിയില്ല സ്റ്റെയിൻ\u200cലെസ് സ്റ്റീൽസ്. രീതികൾ, ഗ്രൂപ്പുകൾ, ഉപഗ്രൂപ്പുകൾ എന്നിവയുടെ പ്രധാന ഗ്രൂപ്പുകളെ സ്റ്റാൻഡേർഡ് ഉൾക്കൊള്ളുന്നു. ഏത് രീതിയുടെയും എണ്ണം പരമാവധി മൂന്ന് അക്കമാണ്. കമ്പ്യൂട്ടർ പ്രോസസ്സിംഗ്, ഡ്രോയിംഗുകൾ, പ്രവർത്തിക്കുന്ന രേഖകൾ, വെൽഡിംഗ് നടപടിക്രമങ്ങളുടെ നിർവചനം മുതലായവയ്ക്കുള്ള ഉപകരണമായി ഈ സിസ്റ്റം കണക്കാക്കപ്പെടുന്നു.
ഇത് പ്രധാനമായും ഫെറിറ്റിക് സ്റ്റീലുകൾക്ക് ഉപയോഗിക്കുന്നു, പക്ഷേ അനുയോജ്യമായ മറ്റ് വസ്തുക്കൾക്ക് ഉപയോഗിക്കാം. ഈ ഇന്റർനാഷണൽ സ്റ്റാൻഡേർഡ് നിർമ്മാതാക്കൾക്ക് എങ്ങനെ ചൂട് ചികിത്സിക്കാം അല്ലെങ്കിൽ ചൂട് ചികിത്സിക്കുന്ന ഉൽപ്പന്നങ്ങൾ അല്ലെങ്കിൽ ഘടകങ്ങൾ നിർമ്മിക്കാം എന്നതിനുള്ള നിർദ്ദേശങ്ങൾ നൽകുന്നു. നിർമ്മാതാവിന് അതിന്റെ താപ ചികിത്സാ കഴിവ് വിലയിരുത്തുന്നതിനുള്ള അടിസ്ഥാനമായി സ്റ്റാൻഡേർഡ് ഉപയോഗിക്കാം.
8. ഉൽ\u200cപ്പന്നത്തിന്റെയോ യൂണിറ്റിന്റെയോ എല്ലാ സീമുകളും ഒരേ തരത്തിലുള്ള വെൽ\u200cഡിംഗ് ഉപയോഗിച്ച് നിർമ്മിക്കുമ്പോൾ, രണ്ടാമത്തേത് ഡ്രോയിംഗിലേക്കുള്ള കുറിപ്പിൽ അല്ലെങ്കിൽ ൽ സൂചിപ്പിച്ചിരിക്കുന്നു സാങ്കേതിക അവസ്ഥകൾ. ഒരേ ഉൽപ്പന്നത്തിനോ അസംബ്ലിക്കോ ഉള്ള അപേക്ഷയുടെ കാര്യത്തിൽ വിവിധ തരം വെൽഡിംഗ്, തിരശ്ചീന വിഭാഗത്തിൽ അമ്പുകൾ ഘടിപ്പിച്ചിരിക്കുന്നു:

സ്റ്റാൻഡേർഡ് പ്രൊവിഷന് വഴങ്ങുന്ന അടിത്തറയായി മാറുമെന്ന് പ്രതീക്ഷിക്കുന്നു. മാനദണ്ഡങ്ങളിൽ വരുത്തിയ മാറ്റങ്ങൾ ഏതാണ്ട് തുടർച്ചയായി പ്രസിദ്ധീകരിക്കപ്പെട്ടു എന്ന വസ്തുതയെക്കുറിച്ച്, ലേഖനത്തിൽ വെൽഡിങ്ങുമായി ബന്ധപ്പെട്ടവ മാത്രം പ്രാധാന്യമർഹിക്കുന്നവയാണെന്നും കഴിഞ്ഞ വർഷം മാറ്റിയവയെക്കുറിച്ചും പരാമർശിക്കുന്നു.
അവിഭാജ്യ വെൽഡുകളുടെ ഡ്രോയിംഗുകൾ പ്രാഥമിക വിവരങ്ങൾ ഒരേ അല്ലെങ്കിൽ സമാനമായ വസ്തുക്കളിൽ നിന്ന് ലോഹ ഭാഗങ്ങൾ തുടർച്ചയായി ബന്ധിപ്പിക്കുന്ന പ്രക്രിയയാണ് വെൽഡിംഗ്. ബന്ധിപ്പിച്ച ഭാഗങ്ങളുടെ പ്രാദേശികവൽക്കരണം ഈ പ്രക്രിയയിൽ ഉൾപ്പെടുന്നു. ബന്ധിപ്പിച്ച രണ്ട് മൂലകങ്ങളുടെ നേരിട്ടുള്ള കണക്ഷന്റെ സ്ഥലത്തെ വെൽഡ് എന്ന് വിളിക്കുന്നു. വെൽഡിംഗ് പ്രക്രിയയ്ക്ക് ബൈൻഡർ എന്ന് വിളിക്കുന്ന അധിക വസ്തുക്കളുടെ ഉപയോഗം ആവശ്യമാണെന്ന് പലപ്പോഴും സംഭവിക്കുന്നു. വെൽഡിംഗ് പ്രക്രിയയ്ക്ക് ആവശ്യമായ താപ സ്രോതസ്സ്, അതായത്, ബന്ധിപ്പിച്ച ഭാഗങ്ങളുടെ പ്രാദേശിക ഉരുകൽ, ഒരു വാതക ജ്വാല അല്ലെങ്കിൽ ഒരു വൈദ്യുത ആർക്ക് ആകാം.


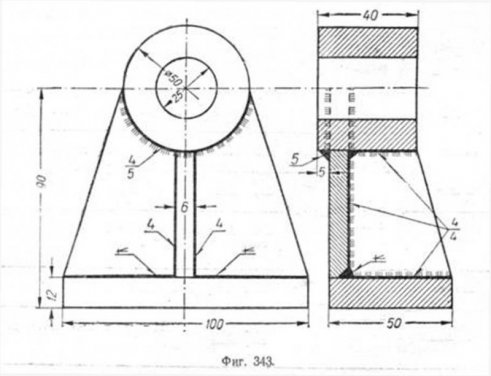
താപ സ്രോതസ്സിനെ ആശ്രയിച്ച് ഗ്യാസ് അല്ലെങ്കിൽ ആർക്ക് വെൽഡിംഗ് ഉപയോഗിക്കാം. വെൽഡിംഗ് പ്രക്രിയയിൽ രണ്ടോ അതിലധികമോ ഘടകങ്ങളുടെ സംയോജനം ഒരു ഇംതിയാസ്ഡ് ജോയിന്റ് രൂപപ്പെടുന്നതിന് കാരണമാകുന്നു, ഇത് ഒരു ഇംതിയാസ്ഡ് ഘടന എന്ന് കൂടുതലായി അറിയപ്പെടുന്നു. ഇംതിയാസ്ഡ് ഘടനയുടെ ഒരു ഉദാഹരണം ചിത്രം കാണിച്ചിരിക്കുന്നു. ഇംതിയാസ്ഡ് ഘടനയും സാങ്കേതിക ഡ്രോയിംഗിലെ ജോയിന്റുമായി പൊരുത്തപ്പെടാൻ ശ്രമിക്കുന്നതിന് വെൽഡിങ്ങിന്റെ നിബന്ധനകളെയും തത്വങ്ങളെയും കുറിച്ചുള്ള അറിവ് ആവശ്യമാണ്.
സാഹിത്യത്തിലും സാങ്കേതിക ഡോക്യുമെന്റേഷനിലും ഏറ്റവും സാധാരണമായത് ഇനിപ്പറയുന്ന പദപ്രയോഗങ്ങളാണ്: വെൽഡിൻറെ പുറംഭാഗത്തിന്റെ മുൻവശത്ത് അതിന്റെ മുട്ടയിടുന്നതിന്റെ വശത്ത് നിന്ന്, വെൽഡിംഗ് ഗ്രോവിന്റെ തുന്നിച്ചേർത്ത ക്രോസ്ലിങ്കിംഗ് ഉപരിതലത്തിന്റെ വെൽഡഡ് വിപരീത ഉപരിതലത്തിന്റെ കണക്ഷൻ വെൽഡുകൾഒരു വശത്ത് നിർമ്മിച്ചിരിക്കുന്നത്, ബട്ടിന്റെ മുഴുവൻ നീളത്തിലും വെൽഡിംഗ് തുടർച്ചയായ വെൽഡ്, കൃത്യമായ ഇടവേളകളിൽ ഇടയ്ക്കിടെയുള്ള വെൽഡിംഗ് വെൽഡുകൾ, മുൻ ഉപരിതലത്തിലും ചിഹ്നത്തിലും ഒരേ ആകൃതിയിൽ ക്രോസ് സെക്ഷൻ ഉള്ള സമമിതി വെൽഡിംഗ് വെൽഡുകൾ.
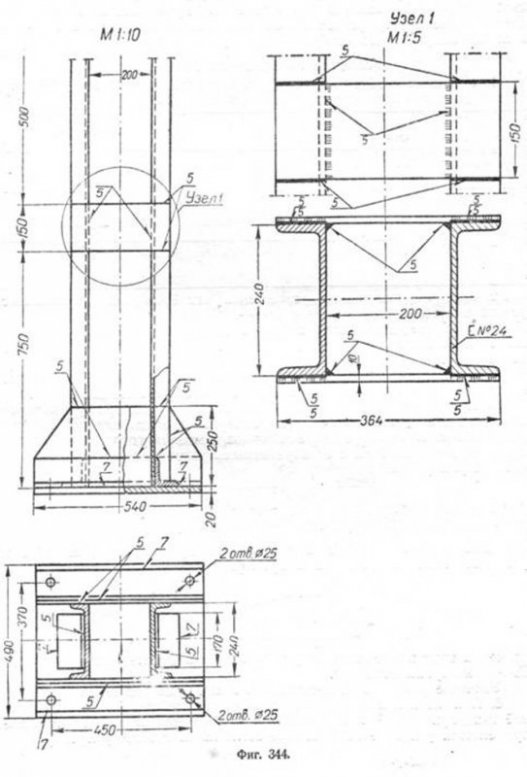
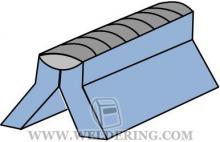
FIG- ൽ. 343 ഉം 344 ഉം റാക്ക്, നിര എന്നിവയ്ക്കുള്ള വെൽഡുകളുടെ ഉദാഹരണങ്ങൾ നൽകുന്നു.
2. സീം ലൈനിലേക്കുള്ള അമ്പടയാളം 30 മുതൽ 60 to വരെ എടുക്കാൻ ശുപാർശ ചെയ്യുന്നു.
3. അമ്പടയാളത്തിന്റെ ഇരട്ട കിങ്ക് അനുവദനീയമാണ്, അതുപോലെ തന്നെ ഒരു സാധാരണ തിരശ്ചീന വിഭാഗത്തിലേക്ക് ഒരേ സീമുകൾ സൂചിപ്പിക്കുന്ന നിരവധി അമ്പടയാളങ്ങളുടെ കുറവും.
ഒരു സമമിതി വെൽഡിന്റെ ഉദാഹരണം. വെൽഡുകളുടെ തരങ്ങൾ. വെൽഡുകളുടെ തരങ്ങൾ അവയുടെ ആകൃതിയും രൂപവുമായി അടുത്ത ബന്ധപ്പെട്ടിരിക്കുന്നു. രൂപത്തിനും ക്രോസ് സെക്ഷനും ഇത് ബാധകമാണ്. വെൽഡുകൾ, സന്ധികൾ, അവയുടെ ആകൃതികൾ, പേരുകൾ, കരാർ അടയാളങ്ങൾ എന്നിവയുടെ ഉദാഹരണങ്ങൾ പട്ടികയിൽ കാണിച്ചിരിക്കുന്നു. വെൽഡിംഗ് ആകൃതിയുടെ ചിത്രീകരണത്തിലെ നേർത്ത രേഖ വെൽഡിംഗ് പ്രവർത്തനം നടത്തുന്നതിന് മുമ്പ് അരികുകളുടെ അവസ്ഥയെ പ്രതിനിധീകരിക്കുന്നു, അതിനാൽ, വെൽഡിംഗ് മൂലകങ്ങളുടെ അരികുകൾ തയ്യാറാക്കുന്ന ഒരു രീതിയെ പ്രതിനിധീകരിക്കുന്നു.
വെൽഡുകളുടെയും സന്ധികളുടെയും തരങ്ങളും അവയുടെ ഉടമ്പടി അടയാളങ്ങളും പട്ടികയുടെ പേര് വെൽഡിംഗ് ഫോം കരാർ ഒപ്പ് വളഞ്ഞ അരികുകളുള്ള വെൽഡിംഗ് എഡ്ജ്, പൂർണ്ണമായും ഉരുകിയ വളഞ്ഞ അരികുകളുള്ള വെൽഡഡ് എഡ്ജ്, ഭാഗികമായി ഉരുകി. ലളിതവും കം\u200cപ്രസ്സുചെയ്\u200cതതുമായ വെൽഡുകളുടെ ഉദാഹരണങ്ങൾ പട്ടിക 2, 3 എന്നിവയിലും ഉദാഹരണങ്ങളിലും അവതരിപ്പിച്ചിരിക്കുന്നു. ഫ്യൂസ്ലേജ് പ്രൊഫൈൽ ലൈൻ കടന്നുപോകുന്നതിനായി ഗ്രോവ് ഏരിയയിലോ ദ്വാരത്തിലോ തുരക്കാത്ത സന്ധികളുടെ ഭാഗങ്ങൾ മുറിക്കാൻ ഇത് അനുവദിച്ചിരിക്കുന്നു. മുൻവശം സന്ധികളുടെ നെയ്ത്തും കോണ്ടറും ദൃ solid മായ വരയിലാണ് വരയ്ക്കുന്നത്.
ബന്ധിപ്പിച്ച മൂലകങ്ങളുടെ വിശാലമായ കനം, ആകൃതികൾ, വലുപ്പങ്ങൾ, അതുപോലെ തന്നെ ഇംതിയാസ് ചെയ്ത ഭാഗങ്ങളുടെ വിവിധതരം ആപേക്ഷിക സ്ഥാനങ്ങൾ എന്നിവ ഇംതിയാസ് ഘടനയുടെ സവിശേഷതയാണ്. വെൽഡിംഗ് ചെയ്യേണ്ട ഭാഗങ്ങളുടെ ആപേക്ഷിക സ്ഥാനം അനുസരിച്ച് അഞ്ച് തരം വെൽഡിംഗ് സന്ധികൾ വേർതിരിച്ചിരിക്കുന്നു (-80 "വെൽഡ് സീമുകൾ, മാനുവൽ ആർക്ക് വെൽഡിംഗ്", -76 "വെൽഡ് സീമുകൾ, ഷീൽഡ് ഗ്യാസ് വെൽഡിംഗ്" എന്നിവ പ്രകാരം):
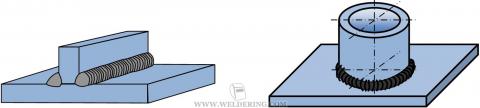
മുഖത്തിന്റെ മുകളിലെ കാഴ്ച. വെൽഡിന്റെ മുഖം നേർത്ത വരകളുള്ള കമാനങ്ങളുടെ രൂപത്തിലാണ് നിർമ്മിച്ചിരിക്കുന്നത്. കട്ടിയുള്ള സോളിഡ് ലൈൻ ഉപയോഗിച്ച് ദ്വാരങ്ങളുടെ ആകൃതി അടയാളപ്പെടുത്താൻ ഓർമ്മിക്കുക, തുടർച്ചയായ വരികളുടെ കാര്യത്തിൽ, ഒരു നേർത്ത സോളിഡ് ലൈൻ. കൂടാതെ, ബെവെൽഡ് ദ്വാരങ്ങളുള്ള വെൽഡുകളുടെ ആകൃതിയിൽ ശ്രദ്ധ ചെലുത്തണം, ഇത് ബന്ധിപ്പിച്ച ഭാഗങ്ങളുടെ കോൺടാക്റ്റ് തലം ദ്വാരങ്ങളുടെ ആകൃതിയുമായി പൊരുത്തപ്പെടണം. വെൽഡുകളുടെയും ദ്വാരങ്ങളുടെയും ആകൃതി നേർത്ത വരകളാൽ സൂചിപ്പിച്ചിരിക്കുന്നു. ഇംതിയാസ് ചെയ്ത സന്ധികളുടെ കരാർ പ്രാതിനിധ്യം ഉദാഹരണങ്ങൾ പട്ടിക ഇംതിയാസ്ഡ് ജോയിന്റുകളുടെ തരം വെൽഡിംഗ് ജോയിന്റ് പ്രാതിനിധ്യം വെൽഡിംഗ്: മാർജിനൽ, ഫ്രന്റൽ, ഇൻജുവൈനൽ, ഡോർസൽ.
- ബട്ട് - "സി"
- അവസാനം - "സി"
- മടി - "N";
- ട au റി - "ടി";
- കോണീയ - "യു".
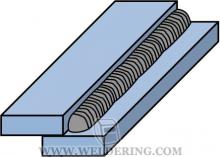
AT ബട്ട് (സി) ഇംതിയാസ് ചെയ്യപ്പെടുന്ന മൂലകങ്ങളുടെ ഇംതിയാസ് ചെയ്ത സംയുക്ത ഉപരിതലങ്ങൾ ഒരേ തലം അല്ലെങ്കിൽ ഒരേ ഉപരിതലത്തിലാണ് സ്ഥിതിചെയ്യുന്നത്, തൊട്ടടുത്ത അറ്റത്ത് വെൽഡിംഗ് നടത്തുന്നു.
ബട്ട് ജോയിന്റ് ഇംതിയാസ് ഘടനയുടെ ഏറ്റവും ഉയർന്ന മെക്കാനിക്കൽ ഗുണങ്ങൾ നൽകുന്നു, അതിനാൽ ഇത് നിർണായക ഘടനകൾക്കായി വ്യാപകമായി ഉപയോഗിക്കുന്നു. എന്നിരുന്നാലും, ഇതിന് ഭാഗങ്ങളും അസംബ്ലിയും കൃത്യമായി തയ്യാറാക്കേണ്ടതുണ്ട്.
വെൽഡുകളുടെയും വെൽഡഡ് സന്ധികളുടെയും ഡൈമെൻഷണൽ ഡ്രോയിംഗ് എക്സിക്യൂട്ടീവ്, ഇൻസ്റ്റലേഷൻ ഡ്രോയിംഗുകളിൽ വെൽഡിംഗ് ചെയ്ത സന്ധികളും സന്ധികളും പോളിഷ് സ്റ്റാൻഡേർഡിൽ അവതരിപ്പിച്ച ലളിതമായ ഡയഗ്രം അനുസരിച്ച് കണക്കാക്കണം, ഇത് കരാറിന്റെ നിരവധി ഗ്രാഫിക് ഘടകങ്ങളെ അടിസ്ഥാനമാക്കിയുള്ളതാണ്. വെൽഡ് നിർണ്ണയിക്കുന്നതിനുള്ള ലളിതമായ ഒരു രൂപകൽപ്പന ഡ്രോയിംഗിൽ കാണിച്ചിരിക്കുന്നു, വെൽഡിന്റെ ലളിതമായ വിശകലനത്തിൽ, ഇനിപ്പറയുന്നവ തിരിച്ചറിയാൻ കഴിയും: ലൈൻ വിപുലീകരണം, റഫറൻസ് ലൈനിന്റെ അമ്പടയാളം, ലൈൻ ഐഡന്റിഫയർ, വെൽഡിന്റെ സാധാരണ ചിഹ്നം, 1 സൂചിപ്പിക്കുന്നത്, ക്രോസ് സെക്ഷന്റെ സ്വഭാവ അളവുകൾ 2 സൂചിപ്പിച്ചിരിക്കുന്നു, രേഖാംശ വിഭാഗത്തിന്റെ സ്വഭാവ അളവുകൾ സൂചിപ്പിക്കുന്നു അത്തിപ്പഴം.
![]()
മുഖം അവസാനിപ്പിക്കുക (സി) ചേരേണ്ട ഭാഗങ്ങളുടെ അറ്റത്ത് ജോയിന്റ് ഇംതിയാസ് ചെയ്യുന്നു, അവയുടെ വശങ്ങൾ പരസ്പരം തൊട്ടടുത്താണ്.
പൊള്ളൽ ഒഴിവാക്കാൻ നേർത്ത ഭാഗങ്ങൾ വെൽഡിംഗ് ചെയ്യുമ്പോൾ, അത്തരം സന്ധികൾ ഒരു ചട്ടം പോലെ ഉപയോഗിക്കുന്നു.
ലളിതമായ വെൽഡ് അടയാളപ്പെടുത്തൽ ഡിസൈൻ. ഒരു അമ്പടയാളം പൂർത്തിയാക്കിയ നേർത്ത തുടർച്ചയായ നാശത്തിന്റെ ഒരു വരയാണ് റഫറൻസ് ലൈൻ, ഒരു അമ്പടയാളം റഫറൻസ് ലൈൻ എന്ന് വിളിക്കുന്നു. റഫറൻസ് ലൈനിന്റെ ദൈർഘ്യം ഡിസൈനർ നൽകണം, വെൽഡിനെക്കുറിച്ചോ വെൽഡിനെക്കുറിച്ചോ ആവശ്യമായ എല്ലാ വിവരങ്ങളും വ്യക്തമായും കൃത്യമായും സൂക്ഷിക്കാൻ കഴിവുള്ള ഡിസൈനർ. ഡ്രോയിംഗ് ഷീറ്റിന്റെ താഴത്തെ അറ്റത്തിന് സമാന്തരമായി അലമാരകൾ ഒരു റഫറൻസ് ലൈൻ വരയ്ക്കണം.
ഇംതിയാസ്ഡ് ഐഡന്റിഫിക്കേഷന്റെ വിശകലനത്തിൽ, കണക്റ്റിംഗ് ലൈൻ റഫറൻസ് ലൈനിന് താഴെയോ മുകളിലോ വരച്ച നേർത്ത ഡാഷ് ചെയ്ത വരയാണ്. തിരിച്ചറിയൽ രേഖയുടെ സ്ഥാനം വെൽഡിന് ശേഷം അടയാളപ്പെടുത്തിയിട്ടുണ്ടോ എന്നതിനെ ആശ്രയിച്ചിരിക്കുന്നു. അതിന്റെ സ്ഥാനം വെൽഡ് അടയാളത്തിന്റെ സ്ഥാനത്തെയും ആശ്രയിച്ചിരിക്കുന്നു. സമമിതി വെൽഡുകൾ അടയാളപ്പെടുത്തുമ്പോൾ, തിരിച്ചറിയൽ രേഖ ഒഴിവാക്കണം. ഒരു തിരിച്ചറിയൽ രേഖയും കരാർ വെൽഡുകളും ഉപയോഗിച്ച് വെൽഡുകൾ അടയാളപ്പെടുത്തുന്നതിനുള്ള തത്വങ്ങൾ പട്ടികയിൽ കാണിച്ചിരിക്കുന്നു. ഈ പട്ടികയിലെ 1, 4 പോയിൻറുകൾ\u200c പോളിഷ് സ്റ്റാൻ\u200cഡേർഡ് ശുപാർശ ചെയ്യുന്നു, മാത്രമല്ല അവ പ്രത്യേകാവകാശമായി കണക്കാക്കുകയും ചെയ്യുന്നു.
AT മടി (എച്ച്) ഒരു ഇംതിയാസ്ഡ് ജോയിന്റ്, ഇംതിയാസ് ചെയ്യേണ്ട മൂലകങ്ങളുടെ ഉപരിതലങ്ങൾ സമാന്തരമാണ്, അതിനാൽ അവ ഓഫ്സെറ്റ് ചെയ്യുകയും ഭാഗികമായി പരസ്പരം ഓവർലാപ്പ് ചെയ്യുകയും ചെയ്യുന്നു.
ലാപ് സന്ധികൾ അസംബ്ലി പിശകുകളോട് വളരെ സെൻ\u200cസിറ്റീവ് ആണ്, പക്ഷേ ലോഡിന് കീഴിലുള്ള ബട്ട് സന്ധികളേക്കാൾ മോശമാണ്, പ്രത്യേകിച്ച് ഒന്നിടവിട്ട്.
വരികളുടെ സംയുക്ത ഐഡന്റിഫിക്കേഷൻ നിർണ്ണയിക്കാനുള്ള തത്വങ്ങളും സംയുക്ത വിവരണങ്ങളുടെ പരമ്പരാഗത അടയാളങ്ങളും പട്ടികകളുടെ അവതരണ ഗ്രാഫിക്സ് സീം മുഖത്തിന്റെ വശത്താണെങ്കിൽ, രേഖാമൂലമുള്ള കരാർ സന്ധികളുടെ അടയാളം പ്രാരംഭ തലത്തിലായിരിക്കുകയും അത് സാധാരണ സ്ഥാനത്ത് സ്ഥാപിക്കുകയും ചെയ്യുന്നു. സീം മുഖത്തിന്റെ വശത്താണെങ്കിൽ, അടയാളം അടിസ്ഥാനപരമായ കരാർ സന്ധികൾ ഉപയോഗിച്ച് എഴുതി ഒരു വിപരീത സ്ഥാനത്ത് സ്ഥാപിക്കുന്നു. റിഡ്ജിന്റെ വശത്ത് സീം അടയാളപ്പെടുത്തിയിട്ടുണ്ടെങ്കിൽ, വെൽഡഡ് ചിഹ്നം തിരിച്ചറിയൽ രേഖയിൽ രേഖപ്പെടുത്തുകയും സാധാരണ സ്ഥാനത്ത് സ്ഥാപിക്കുകയും ചെയ്യുന്നു. റിഡ്ജ് വശത്ത് സീം അടയാളപ്പെടുത്തിയിട്ടുണ്ടെങ്കിൽ, വെൽ\u200cഡെഡ് ചിഹ്നം ഐഡന്റിഫിക്കേഷൻ ലൈനിൽ എഴുതി എതിർ സ്ഥാനത്ത് സ്ഥാപിക്കുന്നു.
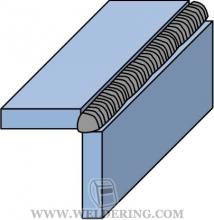
ട ur റൈഡ് (ടി) വലതുഭാഗത്ത് അല്ലെങ്കിൽ മറ്റേതെങ്കിലും കോണിന്റെ അവസാന മുഖം മറ്റൊരു ഭാഗത്തിന്റെ ഉപരിതലവുമായി ബന്ധിപ്പിക്കുമ്പോൾ ഒരു ഇംതിയാസ്ഡ് ജോയിന്റ് ലഭിക്കും.
ടി-സന്ധികൾ ഉയർന്ന ഘടനാപരമായ കാഠിന്യം നൽകുന്നു, പക്ഷേ വളയുന്ന ലോഡുകളോട് സംവേദനക്ഷമമാണ്.
പോളിഷ് സ്റ്റാൻഡേർഡിൽ നിർവചിച്ചിരിക്കുന്ന ലോഗോയുടെ തരം നിലനിർത്തിക്കൊണ്ട്, വെൽഡിന്റെ ചിഹ്നം അക്കങ്ങൾ 1 ന്റെ ചിത്രം 4 ൽ അടയാളപ്പെടുത്തിയിരിക്കുന്ന പോയിന്റിൽ റഫറൻസ് ലൈനിൽ എഴുതിയിരിക്കുന്നു. ചിത്രത്തിൽ സൂചിപ്പിച്ചിരിക്കുന്ന സ്ഥലത്ത് വെൽ\u200cഡെഡ് ജോയിന്റിന്റെ ഇടതുവശത്തുള്ള വെൽ\u200cഡെഡ് ചിഹ്നത്തിന് മുന്നിൽ സ്വഭാവ സവിശേഷതയായ ക്രോസ്-സെക്ഷണൽ അളവുകൾ സ്ഥാപിച്ചിരിക്കുന്നു. ഇംതിയാസ് ചെയ്ത സന്ധികളുടെയും വെൽഡിന്റെയും സ്വഭാവ അളവുകൾ ഒരു അക്കമിട്ട സ്ഥലത്ത് വലതുവശത്ത് ഒരു ഇംതിയാസ് ചിഹ്നം സൂചിപ്പിക്കുന്നു. വെൽഡ് സോർട്ടിംഗ് രീതികളുടെ ഉദാഹരണങ്ങൾ. വെൽഡ് പട്ടിക ഉദാഹരണങ്ങൾ ഇംതിയാസ് ചെയ്ത വിഭാഗം ഇംതിയാസ്ഡ് അല്ലെങ്കിൽ വെൽ\u200cഡെഡ് അളവുകൾ\u200c അളവുകൾ\u200c അടയാളപ്പെടുത്തുന്നതിലെ അളവെടുക്കുന്ന സ്ഥാനം വളച്ചൊടിച്ച അരികുകളുള്ള വിശദീകരണ എഡ്\u200cജ് മാർ\u200cജിൻ\u200c, പൂർണ്ണമായും ചെരിഞ്ഞത്
കോർണർ (സി) ഒരു ജോയിന്റിനെ വിളിക്കുക, അതിൽ ഇംതിയാസ് ചെയ്യപ്പെടുന്ന ഭാഗങ്ങളുടെ ഉപരിതലങ്ങൾ ഒരു വലത്, ചരിഞ്ഞ അല്ലെങ്കിൽ നിശിതകോണിൽ സ്ഥിതിചെയ്യുന്നു, അവ അറ്റത്ത് ഇംതിയാസ് ചെയ്യുന്നു.
എല്ലാ ഇംതിയാസ് സന്ധികളും നിർമ്മിക്കാം:
| കണക്ഷന്റെ ഒരു വശത്ത് താപ സ്രോതസ്സ് നീങ്ങുമ്പോൾ വൺ-വേ (എസ്എസ്) *; | 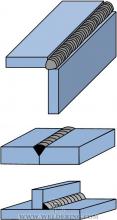 |
| സംയുക്തത്തിന്റെ ഇരുവശത്തും താപ സ്രോതസ്സ് നീങ്ങുമ്പോൾ ടു-വേ (ബിഎസ്) *. അത്തരമൊരു ഇംതിയാസ്ഡ് ജോയിന്റിൽ, ബട്ട് വെൽഡിന്റെ റൂട്ട് വിഭാഗത്തിനകത്താണ്. |  |
* - അന്താരാഷ്ട്ര നിലവാരത്തിൽ സ്വീകരിച്ച പദവികൾ.
പട്ടിക 5 വെൽഡിന്റെ നാമമാത്ര കനം സീമിന്റെ അരികിലെ കനം അല്ലെങ്കിൽ ജോയിന്റിന്റെ നേർത്ത അരികിന്റെ കനം എന്നിവയ്ക്ക് തുല്യമാണ്. എന്നിരുന്നാലും, വെൽഡിന്റെ നീളം വെൽഡിന്റെ നീളത്തിന് തുല്യമാണ്. വെൽഡിന്റെ അരികിൽ നിന്ന് വെൽഡ് അതിർത്തിയിലേക്കുള്ള ദൂരമാണ് വെൽഡിന്റെ നാമമാത്ര കനം. വെൽഡിന്റെ നാമമാത്ര നീളം വെൽഡിന്റെ നീളത്തിന് തുല്യമാണ്.
ക്രോസ് വലുപ്പം ഫില്ലറ്റ് വെൽഡ് വെൽഡിന്റെ ക്രോസ് സെക്ഷന്റെ ഭാഗമായ ഐസോസെൽസ് ഹൈപ്പോടെൻയൂസിന്റെ വലത് ത്രികോണവുമായി ബന്ധപ്പെട്ട ഉയരത്തിന് മുമ്പായി. വെൽഡിന്റെ നാമമാത്ര നീളം വെൽഡിന്റെ നീളത്തിന് തുല്യമാണ്. പോളിഷ് സ്റ്റാൻ\u200cഡേർഡിൽ\u200c ശുപാർശചെയ്\u200cത പൂർ\u200cണ്ണ വെൽ\u200cഡ് മാർ\u200cക്കിംഗുകൾ\u200c ഉപയോഗിക്കുന്നതും ഉപയോഗിക്കുന്നതും കൂടുതൽ\u200c പ്രൊഫഷണലായി തോന്നുന്നു, ഇത് വെൽ\u200cഡുകളെക്കുറിച്ച് കൂടുതൽ\u200c വിവരങ്ങൾ\u200c നൽ\u200cകുന്നു. ഒരു വെൽഡിന്റെ പൂർണ്ണമായ നിർവചനത്തിന്റെ നിർമ്മാണം ചിത്രത്തിൽ കാണിച്ചിരിക്കുന്നു; ഒരു വെൽഡിന്റെ പൂർണ്ണമായ സൂചന ഇനിപ്പറയുന്നതായി തിരിച്ചറിയാൻ കഴിയും: ലൈൻ വിപുലീകരണം, റഫറൻസ് ലൈനിന്റെ അമ്പടയാളം, ലൈൻ ഐഡന്റിഫിക്കേഷൻ, വെൽഡിന്റെ സാധാരണ ചിഹ്നം, 1 സൂചിപ്പിക്കുന്നത്, ക്രോസ് സെക്ഷന്റെ സ്വഭാവ അളവുകൾ, 2 സൂചിപ്പിക്കുന്നത്, രേഖാംശ വിഭാഗത്തിന്റെ സ്വഭാവ അളവുകൾ 3 കൊണ്ട് സൂചിപ്പിച്ചിരിക്കുന്നു. , കണക്കുകൾ 4, 5, 6 എന്നിവയിൽ സൂചിപ്പിച്ചിരിക്കുന്ന സ്ഥാനങ്ങളിൽ അധിക ചിഹ്നങ്ങൾ സംഭവിക്കുന്നു, അരികുകളുടെ അളവുകൾ വെൽഡിങ്ങിന് തയ്യാറാണ്, ഇത് അക്കങ്ങളാൽ സൂചിപ്പിച്ചിരിക്കുന്നു; 7, മറ്റ് ഡാറ്റ, സംഖ്യാ വെൽഡിംഗ് രീതി പ്രകാരം വെൽഡിങ്ങിന്റെ സ്ഥാനം നമ്പർ, ഗുണനിലവാരമുള്ള ഡാറ്റ, വെൽഡിങ്ങിനായി അരികുകൾ തയ്യാറാക്കുന്നതിനുള്ള നിലവാരത്തിന്റെ സൂചന, ചിത്രം സൂചിപ്പിച്ച വെൽഡിംഗ് നിർദ്ദേശങ്ങളുടെ അടയാളപ്പെടുത്തൽ
ഫ്യൂഷൻ വെൽഡിങ്ങിൽ, ആവശ്യമായ നുഴഞ്ഞുകയറ്റത്തിന്റെ ആഴം നൽകുന്നതിന് അരികുകൾ മുറിക്കുന്നു. കട്ടിംഗ് അരികുകളുടെ ആകൃതി, അതുപോലെ തന്നെ കട്ടിംഗ് പാരാമീറ്ററുകളുടെ അളവുകൾ (അരികുകൾ തുറക്കുന്നതിന്റെ കോൺ, വിടവിന്റെ വലുപ്പം, മൂർച്ച കൂട്ടുന്നത് മുതലായവ) മെറ്റീരിയൽ, കനം, വെൽഡിംഗ് രീതി എന്നിവയെ ആശ്രയിച്ചിരിക്കുന്നു. ചുവടെയുള്ള ചിത്രം ചില എഡ്ജ് മുറിവുകളുടെ ഉദാഹരണങ്ങൾ കാണിക്കുന്നു.
GOST 2.312-72 അനുസരിച്ച് ഡ്രോയിംഗുകളിലെ വെൽഡുകളുടെ സോപാധിക ചിത്രം "സോപാധിക ചിത്രങ്ങളും വെൽഡുകളുടെ പദവികളും"
സ്റ്റാൻഡേർഡ് -72 അനുസരിച്ച്, വെൽഡിംഗ് രീതി പരിഗണിക്കാതെ, വെൽഡിന്റെ സോപാധികമായ ഇമേജിനായി രണ്ട് തരം ലൈനുകൾ ഉപയോഗിക്കുന്നു: സോളിഡ്, സീം ദൃശ്യമാണെങ്കിലോ ഡാഷ് ചെയ്തെങ്കിലോ, സീം അദൃശ്യമാണെങ്കിൽ.
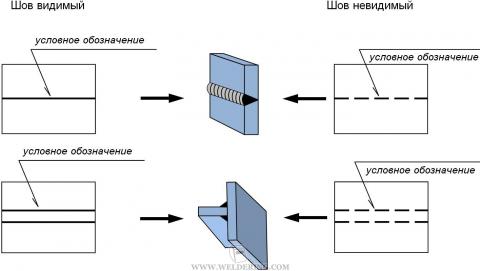
സീം ലൈൻ ഒരു വൺവേ അമ്പടയാളത്താൽ സൂചിപ്പിച്ചിരിക്കുന്നു.
സീമയുടെ ചിഹ്നവും ആവശ്യമെങ്കിൽ സഹായ പ്രതീകങ്ങളും ഉൾക്കൊള്ളാൻ ഒരു ഷെൽഫ് ഉപയോഗിച്ച് അമ്പടയാളം നിർമ്മിക്കാം. അമ്പടയാളം വെൽഡിന്റെ മുൻവശത്തേക്ക് (അതായത്, അത് ദൃശ്യമാണെങ്കിൽ), അല്ലെങ്കിൽ സീം പിൻവശത്ത് സ്ഥിതിചെയ്യുമ്പോൾ ഷെൽഫിന് താഴെയായി (അതായത് സീം അദൃശ്യമാണെങ്കിൽ) ചിഹ്നം ഷെൽഫിന് മുകളിൽ സ്ഥാപിച്ചിരിക്കുന്നു. അതേസമയം, ഇംതിയാസ്ഡ് ജോയിന്റിന്റെ ഏകപക്ഷീയമായ സീമയുടെ മുൻവശത്ത്, വെൽഡിംഗ് നടത്തുന്ന വശത്ത് നിന്ന് എടുക്കുക. അസമമായ രീതിയിൽ തയ്യാറാക്കിയ അരികുകളുള്ള ഇംതിയാസ്ഡ് ജോയിന്റിന്റെ ഉഭയകക്ഷി സീമയുടെ മുൻവശത്ത്, പ്രധാന സീം ഇംതിയാസ് ചെയ്ത വശത്ത് നിന്ന് എടുക്കുക. സമമിതിയിൽ തയ്യാറാക്കിയ അരികുകളുള്ള ഒരു ഇംതിയാസ്ഡ് ജോയിന്റിന്റെ ഉഭയകക്ഷി സീമയുടെ മുൻവശത്ത്, ഇരുവശവും എടുക്കാം.
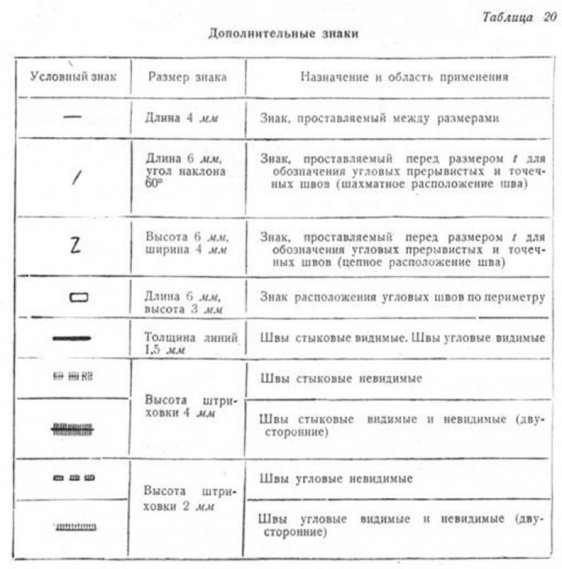
സഹായ ചിഹ്നങ്ങൾ.
| സഹായ അടയാളം | വിവരണം | സീം ദൃശ്യമാണ് | അദൃശ്യ സീം |
|---|---|---|---|
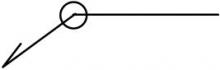
| ഉൽപ്പന്നത്തിന്റെ ഇൻസ്റ്റാളേഷൻ സമയത്ത് നടത്തേണ്ട സീം (മൗണ്ടിംഗ് സീം). | 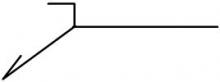 |
||
 |
|||
 |
 |
||
 |
 |
||
 |
 |
||
 |
 |
||
 |
 |
||
ചുവടെയുള്ള ചിത്രം ഒരു സാധാരണ വെൽഡിനുള്ള ഇതിഹാസത്തിന്റെ ഘടന കാണിക്കുന്നു.
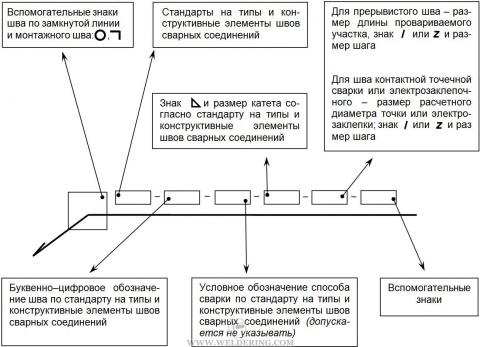
പ്രസക്തമായ മാനദണ്ഡമനുസരിച്ച് സീമിലെ ആൽഫാന്യൂമെറിക് പദവി, സംയുക്ത, സീം തരത്തെയും അരികുകളുടെ ആകൃതിയെയും സൂചിപ്പിക്കുന്ന വെൽഡിന്റെയും സംഖ്യകളുടെയും തരം നിർവചിക്കുന്ന ഒരു കത്ത് അടങ്ങുന്ന ഒരു സംയോജനമാണ്. ഉദാഹരണത്തിന്: സി 1, ടി 4, എച്ച് 3.
ഇംതിയാസ് ചെയ്ത സന്ധികൾ സൂചിപ്പിക്കുന്നതിന് ഇനിപ്പറയുന്ന അക്ഷരങ്ങൾ ഉപയോഗിക്കുന്നു:
- സി - ബട്ട്;
- Y ആണ് മൂല;
- ടി - ടി ആകൃതിയിലുള്ള;
- N - മടി;
- O - സീം ആകൃതി GOST നൽകിയിട്ടില്ലെങ്കിൽ പ്രത്യേക തരങ്ങൾ.
ചില വെൽഡിംഗ് രീതികൾക്കുള്ള സീമുകളുടെ ചിഹ്നങ്ങൾ പട്ടികയിൽ അവതരിപ്പിച്ചിരിക്കുന്നു:
വെൽഡിംഗ് രീതിയുടെ (എ, ജി, യുപി, മറ്റുള്ളവ) പദവി സ്റ്റാൻഡേർഡിൽ സൂചിപ്പിച്ചിരിക്കുന്നു, അതിനനുസരിച്ച് ഡ്രോയിംഗിൽ സൂചിപ്പിച്ചിരിക്കുന്ന വെൽഡിംഗ് പ്രക്രിയ നടക്കുന്നു.
ചില വെൽഡിംഗ് രീതികളുടെ ചിഹ്നങ്ങൾ ചുവടെ അവതരിപ്പിച്ചിരിക്കുന്നു, ഉദാഹരണത്തിന്:
- A - ലൈനിംഗുകളും തലയിണകളും വെൽഡിംഗ് സീമും ഉപയോഗിക്കാതെ യാന്ത്രികമായി വെള്ളത്തിൽ മുങ്ങിയ ആർക്ക് വെൽഡിംഗ്;
- അഫ് - ഒരു ഫ്ലക്സ് പാഡിൽ ഓട്ടോമാറ്റിക് വെള്ളത്തിൽ മുങ്ങിയ ആർക്ക് വെൽഡിംഗ്;
- IN - ഫില്ലർ മെറ്റൽ ഇല്ലാതെ ടങ്സ്റ്റൺ ഇലക്ട്രോഡ് ഉപയോഗിച്ച് നിഷ്ക്രിയ വാതക വെൽഡിംഗ്;
- INP - ടങ്സ്റ്റൺ ഇലക്ട്രോഡ് ഉപയോഗിച്ച് നിഷ്ക്രിയ വാതക വെൽഡിംഗ്, പക്ഷേ ഫില്ലർ മെറ്റൽ ഉപയോഗിച്ച്;
- IP - ഉപയോഗയോഗ്യമായ ഇലക്ട്രോഡിനൊപ്പം നിഷ്ക്രിയ വാതക വെൽഡിംഗ്;
- യുപി - ഉപയോഗയോഗ്യമായ ഇലക്ട്രോഡ് ഉപയോഗിച്ച് കാർബൺ ഡൈ ഓക്സൈഡിൽ വെൽഡിംഗ്.
വെൽഡുകളുടെ പദവിയുടെ ഉദാഹരണങ്ങൾ.
ഉദാഹരണം 1
സീം ബട്ട് ജോയിന്റ് ഉൽപ്പന്നത്തിന്റെ () ഇൻസ്റ്റാളേഷൻ സമയത്ത് മാനുവൽ ആർക്ക് വെൽഡിംഗ് (C13 മുതൽ 80 വരെ) ഇരട്ട-വശങ്ങളുള്ള ഒരു അരികിലെ വളഞ്ഞ ബെവൽ ഉപയോഗിച്ച്. നേട്ടം ഇരുവശത്തും നീക്കംചെയ്യുന്നു (). വെൽഡ് ഉപരിതല പരുക്കൻ പാരാമീറ്റർ: മുൻവശത്ത് നിന്ന് - Rz 20 മൈക്രോൺ; പിന്നിൽ നിന്ന് - Rz 80 മൈക്രോൺ.
ഉദാഹരണം 2
ഒരു കോണീയ കണക്ഷന്റെ സീം, രണ്ട് വശങ്ങളുള്ള (യു 2 മുതൽ –75 വരെ) ഒരു അടച്ച വരിയിൽ ഓട്ടോമാറ്റിക് വെള്ളത്തിൽ മുങ്ങിയ ആർക്ക് വെൽഡിംഗ് (എ മുതൽ –75 വരെ) നടത്തുന്നു.
ഉദാഹരണം 3
ബെവൽ അരികുകളില്ലാത്ത ബട്ട് വെൽഡ് സീം, ഒരു വശത്ത്, ശേഷിക്കുന്ന ലൈനിംഗിൽ (സി 3 മുതൽ –80 വരെ), ഒരു അഡിറ്റീവിനൊപ്പം (ജി മുതൽ -80 വരെ) ചൂടാക്കിയ വാതകം ഉപയോഗിച്ച് വെൽഡിംഗ് നടത്തുന്നു.
ഉദാഹരണം 4
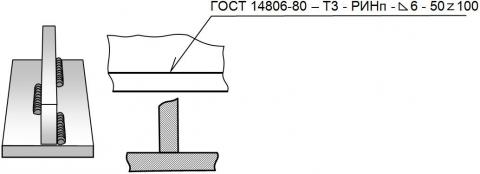
ഒരു ടി-ജോയിന്റിന്റെ സീം, ഇരട്ട-വശങ്ങളുള്ള ഇടയ്ക്കിടെയുള്ള ക്രമീകരണം (ടി 3 മുതൽ -80 വരെ), മാനുവൽ ആർക്ക് വെൽഡിംഗ് ഉപയോഗിച്ച് സംരക്ഷിത വാതകങ്ങളിൽ ഉപയോഗയോഗ്യമല്ലാത്ത മെറ്റൽ ഇലക്ട്രോഡ് ഉപയോഗിച്ച് (ആർ\u200cഎൻ\u200cപി അനുസരിച്ച്). സീം ലെഗ് 5 മില്ലീമീറ്റർ (Δ5).
ഉദാഹരണം 6

ബെക്ക് അരികുകളില്ലാത്ത ലാപ് സീം, സിംഗിൾ-സൈഡഡ് (എച്ച് 1 -80), ആർക്ക് നിർവഹിക്കുന്നു സെമി ഓട്ടോമാറ്റിക് വെൽഡിംഗ് ഉപയോഗയോഗ്യമായ ഇലക്ട്രോഡ് (പിഐപി -80) ഉപയോഗിച്ച് വാതകങ്ങൾ സംരക്ഷിക്കുന്നതിൽ. അടച്ച വരിയിലെ ഒരു സീം (വൃത്താകൃതിയിലുള്ള സീം). സീം ലെഗ് 5 മില്ലീമീറ്റർ (Δ5).
ഡ്രോയിംഗിൽ സമാനമായ നിരവധി സീമുകൾ ഉണ്ടെങ്കിൽ, അവയിലൊന്നിൽ മാത്രമേ ജോയിന്റ് പദവി സൂചിപ്പിക്കൂ, മറ്റ് സമാന സീമുകളുമായി ബന്ധപ്പെട്ട് അവയുടെ സീരിയൽ നമ്പറുകൾ മാത്രമേ സൂചിപ്പിക്കൂ (ജോയിന്റ് പദവി സ്ഥിതിചെയ്യേണ്ട സ്ഥലത്ത്). അതേസമയം, സമാനമായ സീമുകളുടെ എണ്ണം (26, ഈ ഉദാഹരണത്തിൽ കാണിച്ചിരിക്കുന്നതുപോലെ) ലീഡർ ലൈനിൽ ഒരു ഷെൽഫ് ഉപയോഗിച്ച് അടയാളപ്പെടുത്തിയ സംയുക്ത പദവിയോടെ സൂചിപ്പിക്കാൻ അനുവദിച്ചിരിക്കുന്നു.

ഇനിപ്പറയുന്നവയാണെങ്കിൽ സീമുകൾ തുല്യമായി കണക്കാക്കുന്നു:
- ക്രോസ് സെക്ഷനിലെ ഘടനാപരമായ ഘടകങ്ങളുടെ തരങ്ങളും വലുപ്പങ്ങളും ഒന്നുതന്നെയാണ്;
- അവ ഒരേ സാങ്കേതിക ആവശ്യകതകൾക്ക് വിധേയമാണ്.
വെൽഡ് ജോയിന്റിനായി ഒരു നിയന്ത്രണ സമുച്ചയം അല്ലെങ്കിൽ സീം നിയന്ത്രണ വിഭാഗം ഇൻസ്റ്റാൾ ചെയ്തിട്ടുണ്ടെങ്കിൽ, അവയുടെ പദവി ലീഡർ ലൈനിന് കീഴിൽ സ്ഥാപിക്കാം.

സീമിലെ മെഷീൻ ചെയ്ത ഉപരിതലത്തിന്റെ (പരുക്കൻ) ശുചിത്വത്തിന്റെ പേര് സീമിലെ പരമ്പരാഗത പദവിക്ക് ശേഷം പ്രയോഗിക്കുന്നു, അല്ലെങ്കിൽ ഡ്രോയിംഗിന്റെ സാങ്കേതിക ആവശ്യകതകളിൽ നൽകിയിരിക്കുന്നു.
സ്റ്റാൻഡേർഡ് (സ്റ്റാൻഡേർഡ് അല്ലാത്ത സീം) ഉപയോഗിച്ച് സ്ഥാപിച്ചിട്ടില്ലാത്ത ഘടനാപരമായ മൂലകങ്ങളുടെ അളവുകൾ സീം, ഈ ഡ്രോയിംഗ് അനുസരിച്ച് സീം നിർമ്മിക്കുന്നതിന് ആവശ്യമായ ഘടനാപരമായ ഘടകങ്ങളുടെ അളവുകൾ ഉപയോഗിച്ച് കാണിക്കുന്നു.

വെൽഡിംഗ് സമയത്ത് വെൽഡഡ് ജോയിന്റ് അസമമായി ചൂടാക്കുന്നതിന്റെ ഫലമായി, ഹ്രസ്വമാക്കുന്നതിന്റെ ശേഷിക്കുന്ന പ്ലാസ്റ്റിക് രൂപഭേദം സംഭവിക്കുന്നു, ഇത് ശേഷിക്കുന്ന സമ്മർദ്ദങ്ങളുടെ രൂപീകരണത്തിലേക്ക് നയിക്കുന്നു. ഈ സമ്മർദ്ദങ്ങളുടെ വിതരണത്തിന്റെ സ്വഭാവം പല ഘടകങ്ങളെ ആശ്രയിച്ചിരിക്കുന്നു (ഇംതിയാസ്ഡ് ജോയിന്റുകളുടെ ജ്യാമിതീയ അളവുകൾ, വെൽഡിംഗ് മോഡ് മുതലായവ). ഇംതിയാസ് ചെയ്ത മൂലകങ്ങളുടെ കനം അനുസരിച്ച്, ഇംതിയാസ് ചെയ്ത ജോയിന്റിൽ ഒരു തലം അല്ലെങ്കിൽ വോള്യൂമെട്രിക് സ്ട്രെസ് അവസ്ഥ ഉണ്ടാകാം.
ചെറിയ കനം വെൽഡിംഗ് ചെയ്യുമ്പോൾ, ഒരു ചട്ടം പോലെ, ഒരു പരന്ന സമ്മർദ്ദ നില സംഭവിക്കുന്നു. ഈ സ്ട്രെസ് സ്റ്റേറ്റിന്റെ ഘടകങ്ങളെ രേഖാംശ (സീമിലെ അച്ചുതണ്ടിൽ പ്രവർത്തിക്കുന്നു), തിരശ്ചീന (സീം അച്ചുതണ്ടിന് ലംബമായി പ്രവർത്തിക്കുന്നു) എന്ന് വിളിക്കുന്നു.
സാധാരണ ഇംതിയാസ് ചെയ്ത സന്ധികളിൽ ശേഷിക്കുന്ന സമ്മർദ്ദങ്ങളുടെ വിതരണത്തിന്റെ പ്ലോട്ടുകൾ ചുവടെ ചർച്ചചെയ്യുന്നു. മതിയായ വിശാലമായ ചെറിയ പ്ലേറ്റ് കനം ബട്ട് വെൽഡിങ്ങിൽ, ശേഷിക്കുന്ന സമ്മർദ്ദങ്ങളുടെ വിതരണത്തിന്റെ സ്വഭാവം ചിത്രത്തിൽ വലതുവശത്ത് കാണിച്ചിരിക്കുന്നു. കാണാനാകുന്നതുപോലെ, ശേഷിക്കുന്ന രേഖാംശ സമ്മർദ്ദങ്ങൾ ക്രോസ് സെക്ഷന്റെ വീതിയിലുടനീളം തുല്യമായി വിതരണം ചെയ്യുന്നു. വെൽഡിലും സമീപ മേഖലയിലും, ടെൻ\u200cസൈൽ സമ്മർദ്ദങ്ങൾ പ്രവർത്തിക്കുന്നു, ബാക്കി വിഭാഗത്തിൽ കംപ്രസ്സീവ് സ്ട്രെസ് പ്രവർത്തിക്കുന്നു. മാത്രമല്ല, ഒരു ചട്ടം പോലെ, വെൽഡ് സോണിലെ പരമാവധി സമ്മർദ്ദങ്ങൾ ലോഹത്തിന്റെ വിളവ് ശക്തിക്ക് () t) തുല്യമായ ഒരു മൂല്യത്തിലെത്തുന്നു. അതിനാൽ, ബട്ട് ഇംതിയാസ്ഡ് ജോയിന്റിലെ രേഖാംശ ദിശയിൽ, രണ്ട് സോണുകളെ വേർതിരിച്ചറിയാൻ കഴിയും: ടെൻ\u200cസൈൽ സമ്മർദ്ദങ്ങളുടെ പ്രവർത്തന മേഖലയും കംപ്രഷൻ സമ്മർദ്ദങ്ങളുടെ പ്രവർത്തന മേഖലയും.
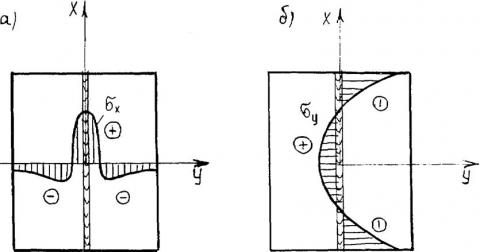
തിരശ്ചീന സമ്മർദ്ദങ്ങളും തുല്യമായി വിതരണം ചെയ്യപ്പെടുന്നു. മധ്യഭാഗത്ത് പിരിമുറുക്കങ്ങൾ അനുഭവപ്പെടുന്നു, അവസാന വിഭാഗങ്ങൾ കംപ്രഷൻ സമ്മർദ്ദങ്ങൾ അനുഭവിക്കുന്നു. പരമാവധി സമ്മർദ്ദങ്ങളുടെ വ്യാപ്തി am y സീമുകളുടെ ദൈർഘ്യത്തെ ആശ്രയിച്ചിരിക്കുന്നു, ചട്ടം പോലെ, 0.3 σ t ന്റെ മൂല്യത്തെ കവിയരുത്.അതിനാൽ അവ എല്ലായ്പ്പോഴും കണക്കിലെടുക്കുന്നില്ല.
വലിയ കട്ടിയുള്ള പ്ലേറ്റുകളുടെ ബട്ട് വെൽഡിംഗ് ചെയ്യുമ്പോൾ, ഒരു വോള്യൂമെട്രിക് സ്ട്രെസ് അവസ്ഥ നടക്കുന്നു.
അവശേഷിക്കുന്ന സമ്മർദ്ദത്തിന്റെ പ്രവർത്തനത്തിൽ വെൽഡഡ് ഘടനകളുടെ പഠനങ്ങളും ഓപ്പറേറ്റിംഗ് അനുഭവവും കാണിക്കുന്നത് പോലെ, ശേഷിക്കുന്ന വെൽഡിംഗ് വോൾട്ടേജ് മിക്ക ലോഹങ്ങളുടെയും സവിശേഷതയായ ഉൽ\u200cപ്പന്നത്തിന്റെ മെറ്റീരിയൽ\u200c വേണ്ടത്ര ഡക്റ്റൈൽ\u200c ആണെങ്കിൽ\u200c അത് ശക്തിയെ ബാധിക്കരുത്. വേരിയബിൾ ലോഡുകളുടെ പ്രവർത്തനത്തിന് കീഴിൽ, ശേഷിക്കുന്ന വെൽഡിംഗ് കംപ്രസ്സീവ് സമ്മർദ്ദങ്ങൾ ക്ഷീണത്തിന്റെ ശക്തി വർദ്ധിപ്പിക്കും, ഒപ്പം ടെൻസൈൽ സമ്മർദ്ദങ്ങളും അവയുടെ ഏകാഗ്രതയുടെ സ്ഥാനത്ത് പ്രവർത്തിക്കുന്ന സമ്മർദ്ദങ്ങളുമായി സംയോജിപ്പിക്കുമ്പോൾ, ക്ഷീണ പരാജയത്തിനുള്ള പ്രതിരോധത്തെ ഗണ്യമായി കുറയ്ക്കുന്നു.
സമ്മർദ്ദങ്ങൾ ഒരു ശാരീരിക അളവല്ലാത്തതിനാൽ, അവയുടെ നേരിട്ടുള്ള നിർണ്ണയം സാധ്യമല്ല. ഒരു ഭ physical തിക അളവ് അളക്കുന്നതിലൂടെ അവ നിർണ്ണയിക്കാനാകും, ഇത് കണക്കാക്കിയ ആശ്രിതത്വത്തിലൂടെ വോൾട്ടേജുമായി ബന്ധിപ്പിച്ചിരിക്കുന്നു. അത്തരമൊരു അളവ് ഒരു ഇലാസ്റ്റിക് ലീനിയർ മാറ്റമാകാം, അതായത്. രൂപഭേദം. സമ്മർദ്ദങ്ങളും ഇലാസ്റ്റിക് സമ്മർദ്ദങ്ങളും തമ്മിലുള്ള ബന്ധത്തെ ഹുക്കിന്റെ നിയമം വിവരിക്കുന്നു. അതിനാൽ, സ്ട്രെസ് മെഷർമെൻറ് എന്ന പദം അതിന്റെ നിർവചനമായി മനസിലാക്കണം (ഇതാണ് മെക്കാനിക്കൽ രീതി എന്ന് വിളിക്കപ്പെടുന്നത്. മറ്റ് രീതികളുണ്ട്, ഉദാഹരണത്തിന്, ഒപ്റ്റിക്കൽ, മാഗ്നെറ്റോലാസ്റ്റിക്, അൾട്രാസോണിക് മുതലായവ). അതിനാൽ, ഇതെല്ലാം അനുബന്ധ തരത്തിലുള്ള സ്ട്രെസ് അവസ്ഥയുടെ ദിശകളിലെ ഇലാസ്റ്റിക് സമ്മർദ്ദം അളക്കുന്നതിലേക്ക് വരുന്നു. ലീനിയർ - ഒരു ദിശയിൽ, ഫ്ലാറ്റ് - രണ്ടിൽ, വോള്യൂമെട്രിക് - മൂന്നിൽ.

