Kehtestatud on üleliiduline standard GOST 5263-50 keevisõmbluste sümbolid ja nende tähistamise reeglid joonistel (tab. 18, 19, 20 ja 21).
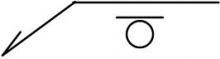
1. Keevitatud õmblused tähistatakse joonistel katkendjoonega, mis koosneb horisontaalsest ja kaldu lõigust, mis lõpeb ühepoolse noolega, mis näitab õmbluse asukohta.
Tuleohtlikud gaasid nagu atsetüleen, maagaaspropaani jne. Ja see rahvusvaheline standard ei hõlma laserkeevitamisel kasutatavaid vormimisgaase. Gaaside ja konteinerite transportimine ja käitlemine peab olema kooskõlas kohalike, riiklike ja piirkondlike standardite ja määrustega.
Määratleb keevisõmbluste visuaalse kontrolli tingimused enne keevitamist, selle ajal ja pärast keevitamist, kuid ei määra taatlemisastet. See on varustatud keevituse manomeetri soovitatud anduritega ning vajalike seadmetega keevisõmbluste otseseks ja kaudseks visuaalseks kontrollimiseks.
3. Lubatud on kahekordne noolejoon, samuti mitme noole vähendamine, mis näitavad samu õmblusi ühiseks horisontaalseks lõiguks.

4. Kõik õmbluste sümbolid ja mõõtmed, välja arvatud kork, ning õmblused, mille läbilõige on ilma piluta, kinnitatakse: noole horisontaalosa kohal nähtavale õmblusele, selle all olevale nähtamatule õmblusele.
See standard on rakendatav materjalidele, mille paksus on vähemalt 8 mm ja mille ultrahelilaine sumbumine on madal. Tavaliselt on see standard keevisõmbluste katsetamiseks, kus keevisõmblusmaterjal ja alusmaterjal on ferriitilised. Standard määratleb neli katseklassi.
See standard määratleb täielikult keevitatud katsete tolerantsi 2 ja 3 keevitatud liigendid ferriitses terastes paksusega 8 mm kuni 100 mm. See standard kirjeldab põiksuunaliste katsete läbiviimise protseduuri nööriga keevitatud liigenditest võetud katsevarraste painutamise, külg- või külgtestide katsetega. See standard määratleb ka katsepulkade mõõtmed ja määratleb pikisuunalise katseprotseduuri juurtest ja liigesepinnast painutades.

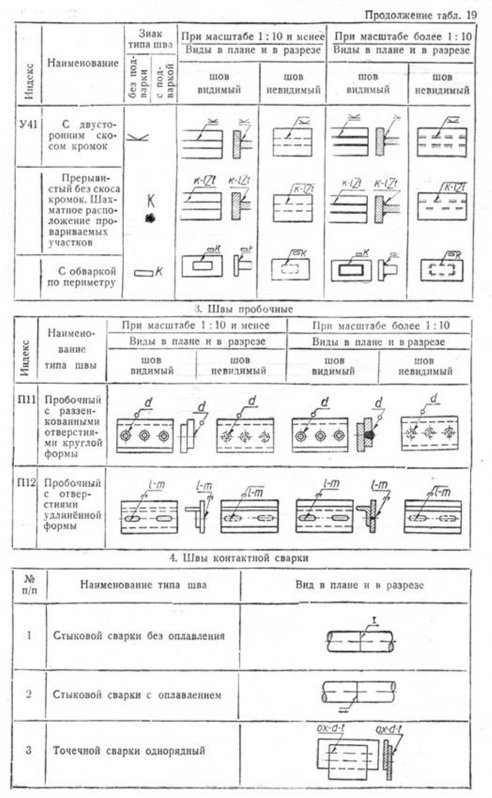
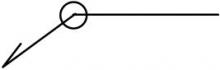
5. Korgiõmblused, aga ka ilma piluta läbiva läbilõikega õmblused on tähistatud tabelis näidatud märkidega. 19, mis on kinnitatud noole kaldus osale.
![]()
Need rahvusvahelised standardid näitavad katsevarraste mõõtmeid ja tõmbekatse protseduuri tõmbetugevuse ja keevisõmbluse asukoha määramiseks. Neid standardeid kohaldatakse metallmaterjalide suhtes. See rahvusvaheline standard täpsustab meetodi, mis kirjeldab katsepulkade asukohta, nende süvendite orienteerumist katsetamiseks ja nüri keevitatud vuukide paindekatsete löögiandmete registreerimist protokollis. See sisaldab proovivarraste märgistamise meetodit ja täiendavaid katsearuande nõudeid.
![]()
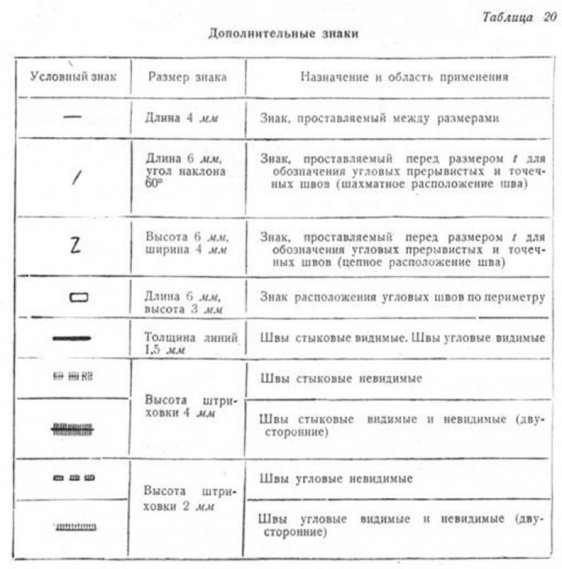
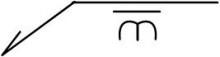
6. Paigaldamise ajal tehtavad õmblused on täiendavalt tähistatud tähega M noole kalde kohal.
7. Joonistel, mis on tehtud mõõtkavas üle 1: 10, on lisaks nooltele lubatud tähistada õmblusi, et kasutada plaani ja fassaadi liini koorumist või paksenemist, samuti lõigu õmbluskontuuride tindiga täitmist.
Standardi see osa määratleb keevitatud metallmaterjalide keevisliidete ristlõigete kõvadustestid kaarkeevitus ja seda ei saa kasutada austeniitsete keevitustestide jaoks roostevabad terased. Standard hõlmab peamisi meetodirühmi, rühmi ja alarühmi. Mis tahes meetodi number koosneb maksimaalselt kolmest numbrist. Seda süsteemi peetakse arvutitöötluse, jooniste, töödokumentide, keevitusprotseduuride määratlemise jms vahendiks.
Seda kasutatakse peamiselt ferriitteraste jaoks, kuid seda saab kasutada ka muude sobivate materjalide jaoks. See rahvusvaheline standard annab tootjatele juhiseid kuumtöödeldud toodete või nende komponentide kuumtöötluse või tootmise kohta. Standardit saab kasutada ka tootja poolt selle kuumtöötlusvõime hindamise alusena.
8. Kui toote või üksuse kõik õmblused on valmistatud sama tüüpi keevitamise teel, märgitakse viimane joonise märkuses või tehnilised tingimused. Sama toote või koostise taotlemise korral mitmesuguseid keevitamine, horisontaalsele lõigule kinnitatakse nooled:

Eeldatakse, et standardist saab paindlik alus pakkumisel. Seoses asjaoluga, et standardite muudatusi avaldati peaaegu pidevalt, mainitakse artiklis oluliseks ainult neid, mis on seotud keevitamisega, ja neid, mida muudeti eelmisel aastal.
Jagamatute keevisõmbluste joonised Esialgne teave Keevitamine on samast või sarnasest materjalist metallosade pidev liimimine. See protsess hõlmab ühendatud osade lokaalset sulamist. Kahe ühendatud elemendi otsese ühendamise kohta nimetatakse keevisõmbluseks. Sageli juhtub, et keevitusprotsess nõuab lisamaterjali, mida nimetatakse sideaineks, kasutamist. Keevitusprotsessi jaoks vajalik soojusallikas, see tähendab ühendatud osade kohalik sulamine, võib olla gaasi leek või elektrikaar.


Sõltuvalt soojusallikast võib kasutada gaasi- või kaarkeevitust. Kahe või enama komponendi kombinatsioon keevitusprotsessi käigus moodustab keevisliite, mida üha enam nimetatakse keevitatud konstruktsiooniks. Keevitatud konstruktsiooni näide on näidatud joonisel fig. Keevitatud konstruktsiooni ja vuugi sobitamine tehnilises joonises eeldab keevitamise tingimuste ja põhimõtete tundmist.
Kirjanduses ja tehnilises dokumentatsioonis on kõige levinumad järgmised väljendid: keevisõmbluse keevitatud välispinna esikülg selle paigaldamise küljest, keevissoone õmmeldud ristsideme pinna keevitatud vastaspinna ühendamine keevisõmblusedvalmistatud ühelt poolt pideva keevisõmblusega kogu tagumiku ulatuses, katkendlike keevisõmblustega korrapäraste ajavahemike järel, sümmeetrilistest keevisõmblustest, mille ristlõige on sama kujuga esipinnal ja harjal.
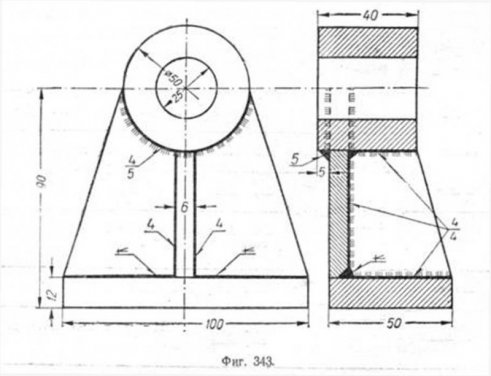
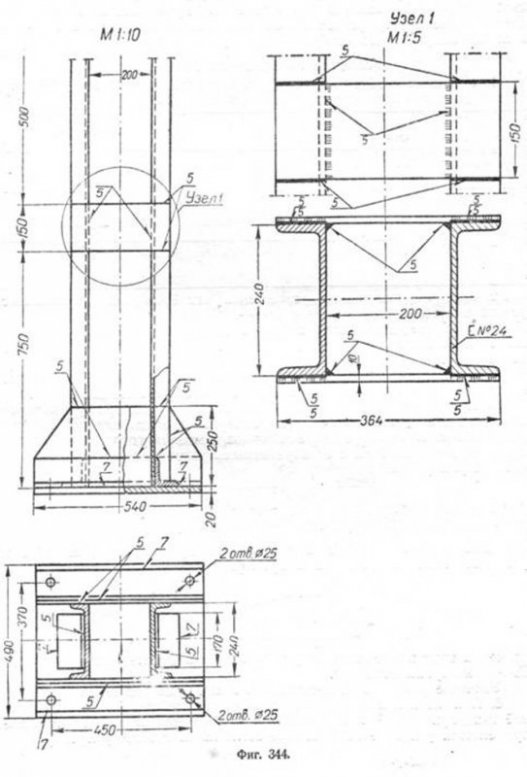
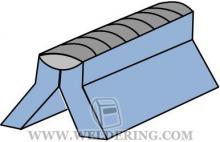
Joonisel fig. 343 ja 344 on toodud näited püstiku ja kolonni keevisõmblustest.
2. Noole kaldenurk õmblusjoone suhtes on soovitatav võtta vahemikus 30 kuni 60 °.
3. Lubatud on kahekordne noolejoon, samuti mitme noole vähendamine, mis näitavad samu õmblusi ühiseks horisontaalseks lõiguks.
Sümmeetrilise keevisõmbluse näide Keevisõmbluste tüübid Keevisõmbluste tüübid on tihedalt seotud nende kuju ja välimusega. See kehtib nii välimuse kui ka ristlõike kohta. Keevisõmbluste, vuukide, nende kuju, nimetuste ja lepingumärkide näited on toodud tabelis. Keevituskujutise õhuke joon tähistab servade seisundit enne keevitustoimingut ja kujutab seega keevituselementide servade ettevalmistamise meetodit.
Keevisliidete ja vuugiliikide tüübid ning nende kokkuleppemärgid Tabel Keevisõmbluse nimetus Keevitusvorm Lepingu allkiri Keevitatud servadega keevitatud serv, täielikult sulanud Keermestatud servadega, osaliselt sulatatud keevisäär. Lihtsustatud ja kokkusurutud keevisõmbluste näited on esitatud tabelites 2 ja 3 ning näited. Kereprofiili joone läbimiseks on soone piirkonnas või auku lubatud lõigata puurimata ühenduste sektsioone. Eestvaade Liigeste punumine ja kontuur on joondatud ühtlaselt.
Keevitatud konstruktsioone iseloomustab ühendatud elementide lai paksus, kuju ja suurus, samuti keevitatud osade mitmesugused suhtelised positsioonid. Sõltuvalt keevitatavate osade suhtelisest asendist eristatakse viit tüüpi keevisliiteid (vastavalt -80 "Keevisõmblused, käsitsi kaarkeevitamine" ja -76 "Keevisõmblused, varjestatud gaaskeevitus"):
Pealmine pealtvaade Keevisõmbluse aluspind on õhukeste joontega kaaride kujul. Ärge unustage märkida aukude kuju paksu tahke joonega ja pidevate joonte korral õhukese tahke joonega. Lisaks tuleks tähelepanu pöörata kaldunud aukudega keevisõmbluste kujule, mis peaks vastama ühendatud osade kontakttasapinnas olevate aukude kujule. Keevisõmbluste ja aukude kuju tähistatakse õhukeste joontega. Keevitatud liigeste lepinguline esindatus Näited Tabel Keevitatud vuugi tüüp Keevitatud liigendi esitus Keevitus: ääre-, eesmine, sise-, seljaosa.
- tagumik - "C"
- lõpp - "C"
- süles - "N";
- tauri - "T";
- nurgeline - "U".
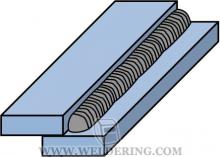
AT tagumik (C) keevitatavate elementide keevitatud ühenduspinnad asuvad samal tasapinnal või samal pinnal ja keevitamine toimub külgnevates otstes.
Tagumikühendus tagab keevitatud konstruktsiooni kõrgeimad mehaanilised omadused, seetõttu kasutatakse seda laialdaselt kriitiliste struktuuride jaoks. Kuid see nõuab osade üsna täpset ettevalmistamist ja kokkupanekut.
Keevisõmbluste ja keevitatud liigeste mõõtmete joonis Keevitatud liitekohad ja liitejoonistel keevitatud liigendid tuleks arvutada vastavalt Poola standardis esitatud lihtsustatud skeemile, mis põhineb mitmetel lepingu graafilistel elementidel. Joonisel on näidatud keevisõmbluse määramise lihtsustatud kujundus, keevisõmbluse lihtsustatud analüüsis saab eristada järgmist: joone pikendus, võrdlusjoone nool, joone identifikaator, keevisõmbluse tavaline sümbol, mida tähistab 1, ristlõike iseloomulikke mõõtmeid tähistab 2, pikilõigu iseloomulikke mõõtmeid. Joon.
![]()
Lõpp nägu (C) vuuk keevitatakse ühendatavate osade otstes, mille külgpinnad asuvad üksteisega küljes.
Selliseid liigeseid kasutatakse reeglina õhukeste osade keevitamisel, et vältida läbipõlemist.
Keevisõmbluse märgistuse lihtsustatud kujundus. Võrdlusjoon on õhukese pideva laastatud joon, mis on täidetud noolega, noolega, mida nimetatakse võrdlusjooneks. Võrdlusjoone pikkuse peaks määrama projekteerija, kes suudab kogu vajaliku teabe keevisõmbluse või keevisõmbluse kohta selgelt ja õigesti talletada. Riiulid peaksid joonistama võrdlusjoone paralleelselt joonise lehe alumise servaga.
Keevitatud tunnuse analüüsimisel on ühendusjoon õhuke kriipsjoon, mis on tõmmatud võrdlusjoone alla või üle selle. Identifitseerimisjoone asukoht sõltub sellest, kas keevisõmblus on märgistatud pärast. Selle asukoht sõltub ka keevisõmbluse tähisest. Sümmeetriliste keevisõmbluste märgistamisel tuleks tunnusjoon ära jätta. Identifitseerimisjoonega keevisõmbluste ja lepinguliste keevisõmbluste märgistamise põhimõtted on toodud tabelis. Selle tabeli punkte 1 ja 4 soovitab Poola standard ja neid peetakse privilegeerituks.
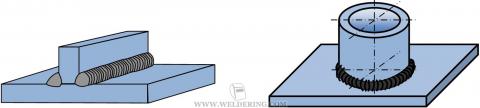
AT süles (H) keevisliide, keevitatavate elementide pinnad on paralleelsed, nii et need on nihkes ja kattuvad osaliselt üksteisega.
Vöötliited on vähem tundlikud montaaživigade suhtes, kuid halvemad kui tagumised liigendid koormuste all, eriti vahelduvad.
Joonte ja tavapäraste ühismärkide ühise identifitseerimise määramise põhimõtted Kirjeldused Tabelid esitlusgraafika Kui õmblus on näo küljel, on kirjalike lepinguliste liigendite märk algtasemel ja asetab selle tavapärasesse asendisse. Kui õmblus on näo küljel, kirjutatakse märk lepinguliste vuukidega alusele ja asetatakse see ümberpööratud asendisse. Kui õmblus on märgitud katuseharja küljele, registreeritakse keevitatud märk identifitseerimisjoonele ja asetatakse normaalsesse asendisse. Kui õmblus on märgitud katuseharja poolele, kirjutatakse keevitatud märk identifitseerimisjoonele ja asetatakse vastupidisesse kohta.
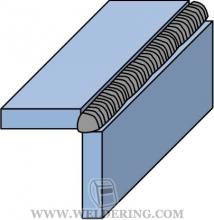
Tauride (T) Keevitatud liigend saadakse siis, kui ühe osa parempoolne ots või mis tahes muu nurga all olev ots on ühendatud teise pinnaga.
T-ühendused tagavad kõrge konstruktsioonilise jäikuse, kuid on tundlikud paindekoormuste suhtes.
Keevisõmbluse sümbol kirjutatakse võrdlusjoonele numbrite 1 joonisel 4 märgitud kohas, säilitades samas Poola standardis määratletud logo tüübi. Iseloomulikud ristlõike mõõtmed asetatakse keevitatud silme ette keevitatud liigendi vasakul küljel joonisel näidatud kohas. Keevisliidete ja keevisõmbluste iseloomulikud mõõtmed tähistatakse nummerdatud kohas paremal küljel asuva keevitatud sildiga. Näited keevisõmbluse sortimismeetoditest. Keevistabeli näited keevitatud sektsioon Keevitatud või keevitatud mõõtmed Mõõtmed Mõõtmise koht märgistusel Selgitus Keeratud servadega ääris, täielikult kaldu Keevisõmbluse nominaalne paksus on võrdne põkk-serva paksusega või vuugi õhema serva paksusega.
Nurk (C) kutsuda ühenduskohta, milles keevitatavate osade pinnad asuvad täisnurkse või nõtke nurga all ning otstes on keevitatud.
Kõiki keevisliiteid saab valmistada:
| ühesuunaline (SS) *, kui soojusallikas liigub ühenduse ühel küljel; | 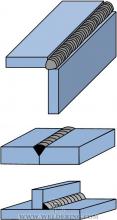 |
| kahesuunaline (BS) *, kui soojusallikas liigub liigendi mõlemal küljel. Sellises keevitatud liigeses on põkk-keevisõmbluse juur sektsiooni sees. |  |
* - rahvusvahelistes standardites vastu võetud nimetused.
Tabel 5 Keevisõmbluse nominaalne paksus on võrdne õmbluse serva paksusega või vuugi õhukese serva paksusega. Keevisõmbluse pikkus on aga võrdne keevisõmbluse pikkusega. Keevisõmbluse nominaalne paksus on kaugus keevisõmbluse servast keevisõmbluse piirini. Keevisõmbluse nominaalne pikkus võrdub keevisõmbluse pikkusega.
Risti suurus filee keevisõmblus eelneb kõrgus, mis on võrdne võrdhaarde hüpotenuusi parempoolse kolmnurgaga, mis moodustab keevisõmbluse ristlõike. Keevisõmbluse nominaalne pikkus võrdub keevisõmbluse pikkusega. Professionaalsem tundub kasutada ja kasutada Poola standardis soovitatud keevisõmbluste täismärgiseid, mis annab teile keevisõmbluste kohta palju rohkem teavet. Keevisõmbluse täieliku määratluse konstruktsioon on näidatud joonisel. Keevisõmbluse täielikku tähist saab eristada järgmiselt: joone pikendus, võrdlusjoone nool, joone identifitseerimine, keevisõmbluse tavaline sümbol, mida tähistab 1, ristlõike iseloomulikke mõõtmeid, mida tähistatakse 2, pikilõike iseloomulikke mõõtmeid tähistab 3. , joonistel 4, 5 ja 6 näidatud kohtades esinevad täiendavad märgid, servade suurused on keevitamiseks valmis, mida tähistatakse numbritega; 7, muud andmed, keevitusasendi arv numbrilise keevitusmeetodi abil, kvaliteediandmed, viide keevitamise servade ettevalmistamise standardile, joonisega tähistatud keevitusjuhendite tähistamine
Sulakeevitusel lõigatakse servad vajaliku läbitungimissügavuse saavutamiseks. Lõikeservade kuju, samuti lõikamise parameetrite mõõtmed (servade avanemisnurk, pilu suurus, tömbid jms) sõltuvad materjalist, paksusest, keevitusmeetodist. Alloleval joonisel on toodud näited mõningatest servade sisselõigetest.
Keevisõmbluste tingimuslik pilt joonistel vastavalt standardile GOST 2.312-72 "Keevisõmbluste tingimuslikud pildid ja tähistused"
Vastavalt standardile -72 kasutatakse keevisõmbluse tingimusliku pildi saamiseks kahte tüüpi jooni, sõltumata keevitusmeetodist: tahke, kui õmblus on nähtav või kriipsutatud, kui õmblus on nähtamatu.
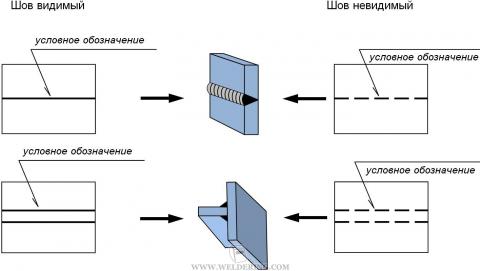
Õmblusjoont tähistatakse ühesuunalise noolega.
Noolt saab teha riiuliga, et mahutada õmbluse sümbol ja vajadusel abimärgid. Sümbol asetatakse riiuli kohale, kui nool osutab keevisõmbluse esiosale (st kui see on nähtav), või riiuli alla, kui õmblus asub tagumisel küljel (st kui õmblus on nähtamatu). Samal ajal võtke keevitatud liigendi ühepoolse õmbluse esikülje külg, kust keevitatakse. Asümmeetriliselt ettevalmistatud servadega keevitatud vuugi kahepoolse õmbluse esikülje jaoks võtke see külg, kust peamine õmblus keevitatakse. Sümmeetriliselt ettevalmistatud servadega keevitatud vuugi kahepoolse õmbluse esikülje jaoks võib võtta kummagi poole.
Abimärgid.
| Abimärk | Kirjeldus | Õmblus nähtav | Nähtamatu õmblus |
|---|---|---|---|
| Toote paigaldamise ajal teostatav õmblus (paigaldusõmblus). | 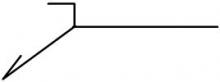 |
||
 |
|||
 |
 |
||
 |
 |
||
 |
 |
||
 |
 |
||
 |
 |
||
Alloleval joonisel on kujutatud standardse keevisõmbluse legendi struktuur.
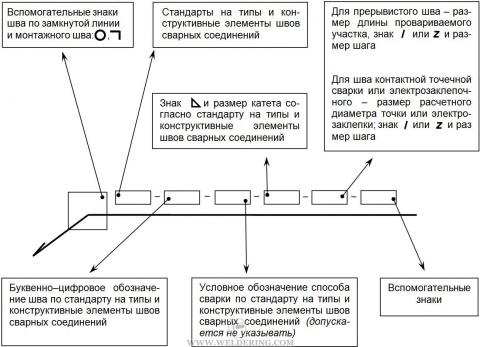
Õmbluse tähtnumbriline tähistus vastavalt asjaomasele standardile on kombinatsioon, mis koosneb tähest, mis määratleb keevisõmbluse tüübi, ja numbritest, mis näitavad vuugi ja õmbluse tüüpi, samuti servade kuju. Näiteks: C1, T4, H3.
Keevitatud vuukide tähistamiseks kasutatakse järgmisi tähti:
- C - tagumik;
- Y on nurk;
- T - T-kujuline;
- N - süles;
- O - eritüübid, kui õmbluse kuju GOST ei näe ette.
Mõnede keevitusmeetodite õmbluste sümbolid on esitatud tabelis:
Keevitusmeetodi nimetus (A, G, UP ja teised) on toodud standardis, mille kohaselt joonisel näidatud keevitusprotsess viiakse läbi.
Allpool on esitatud mõnede keevitusmeetodite sümbolid:
- A - automaatne uputatud kaarkeevitus ilma vooderdiste ja patjade ning keevitusõmbluseta;
- Af - automaatne sukeldatud kaarkeevitus räbustuspadjal;
- IN - inertgaasiga keevitamine volframelektroodiga, ilma täitematerjalita;
- INP - inertgaasi keevitamine volframelektroodiga, kuid täitemetalliga;
- IP - inertsgaasi keevitamine kulutatava elektroodiga;
- UP - keevitamine tarbitava elektroodiga süsinikdioksiidis.
Keevisõmbluste tähistamise näited.
Näide 1
Õmblus tagumik ühine ühe serva kõverjoonelise kahepoolse kaldega, mis teostatakse käsitsi kaarkeevitusega (C13 kuni - 80) toote paigaldamise ajal (). Võimendus eemaldatakse mõlemalt poolt (). Keevisõmbluse pinnakareduse parameeter: eestpoolt - Rz 20 mikronit; tagant - Rz 80 mikronit.
Näide 2
Nurgaühenduse õmblus ilma kaldus, kahepoolne (U2 kuni –75), mis viiakse läbi automaatse sukeldatud kaarkeevitusega (A kuni –75) suletud joones.
Näide 3
Ülejäänud vooderdise (C3 kuni –80) ühekülgse keevisõmblusega, kaldus servadeta, keevitatakse õmblusega (G kuni –80) kuumutatud gaasiga.
Näide 4
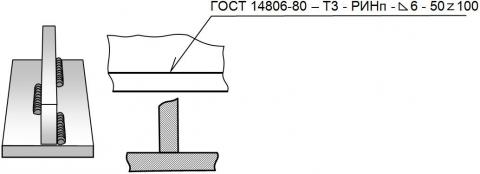
T-liite õmblus, kaldumata, kahepoolne katkendlik, astmeliselt paigutatud (T3 kuni -80), teostatud käsitsi kaarkeevitusega kaitsegaasides mittetarbitava metallelektroodiga (vastavalt RINP). Õmbluse jalg 5 mm (Δ5).
Näide 6

Vööõmblus ilma kaldus servadeta, ühepoolne (H1 -80), teostatud kaare abil poolautomaatne keevitamine kaitsegaasides tarbitava elektroodiga (PIP -80). Õmblus suletud reas (ümmargune õmblus). Õmbluse jalg 5 mm (Δ5).
Kui joonisel on mitu ühesugust õmblust, tähistatakse liigendi tähist ainult ühes neist ja muude identsete õmbluste korral näidatakse ainult nende seerianumbreid (kohas, kus ühine tähistus peaks asuma). Samal ajal lubatakse juhtjoonel tähistada identsete õmbluste arvu (26, nagu on näidatud selles näites) tähistatud liigendiga tähistatud riiuliga.

Õmblused loetakse võrdseks, kui:
- nende ristlõike konstruktsioonielementide tüübid ja suurused on samad;
- nende suhtes kehtivad samad tehnilised nõuded.
Kui keevisliite jaoks on paigaldatud juhtkompleks või õmbluse juhtimiskategooria, võib nende tähise asetada juhtjoone alla.

Õmbluse töödeldud pinna puhtus (karedus) tähistatakse pärast õmbluse tavapärast tähistamist või see on esitatud joonise tehnilistes nõuetes.
Õmblus, mille konstruktsioonielementide mõõtmed ei ole standarditega kindlaks määratud (mittestandardne õmblus), on näidatud selle joonise järgi õmbluse tegemiseks vajalike konstruktsioonielementide mõõtmetega.

Keevitatud liigendi ebaühtlase kuumutamise tagajärjel keevitamise ajal toimub lühenemise jääkplastiline deformatsioon, mis põhjustab jääkpingete moodustumist. Nende pingete jaotuse olemus sõltub paljudest teguritest (keevisliite geomeetrilised mõõtmed, keevitusrežiim jne). Sõltuvalt keevitatavate elementide paksusest võib keevitatud liigendis esineda tasapinnaline või mahuline pingeseisund.
Väikeste paksuste keevitamisel tekib reeglina tasane pingeseisund. On aktsepteeritud, et selle pingeseisundi komponente nimetatakse pikisuunalisteks (toimivad piki õmbluse telge) ja põiksuunalisteks (toimivad õmbluse teljega risti).
Järgnevalt käsitletakse tüüpilistes keevitatud vuukides jääkpingete jaotuse graafikuid. Piisavalt laiade väikese paksusega plaatide põkk-keevitamisel on jääkpingete jaotuse olemus näidatud joonisel paremal. Nagu näha, jagunevad pikijääkide pinged ristlõike laiuses ebaühtlaselt. Keevisõmbluses ja sellega külgnevas tsoonis toimivad tõmbepinged, ülejäänud osas toimivad survepinged. Pealegi jõuavad keevisvööndi maksimaalsed pinged reeglina väärtuseni, mis on võrdne metalli voolavusjõuga (σt). Seega saab põikkeevitusega liigendis pikisuunas eristada kahte tsooni: tõmbepingete tsoon ja survepingete tsoon.
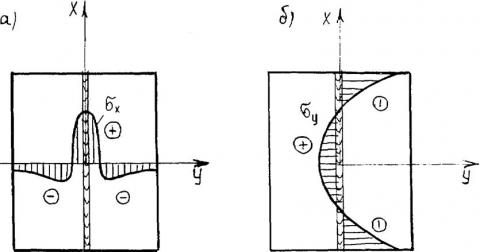
Ka põikpinged jagunevad ebaühtlaselt. Keskmine osa kogeb tõmbepingeid ja lõpposad kogevad survepingeid. Maksimaalsete pingete σ y suurus sõltub õmbluse pikkusest ja reeglina ei ületa väärtust 0,3 σ t. Seetõttu ei võeta neid alati arvesse.
Suure paksusega plaatide tagumiku keevitamisel toimub mahuline pingeseisund.
Nagu näitasid uuringud ja keevitatud konstruktsioonide töökogemus jääkpinge, jääkpinge mõjul keevituspinge ei mõjuta tugevust, kui toote materjal on piisavalt plastiline, mis on iseloomulik enamikule metallidele. Muutuvate koormuste mõjul suurendavad keevitusrõhu jäädavad survepinged väsimustugevust ja tõmbepinged koos tööpingetega nende kontsentratsiooni asemel vähendavad märkimisväärselt vastupidavust väsimusrikkele.
Kuna pinged ei ole füüsikalised suurused, pole nende otsene määramine võimalik. Neid saab määrata füüsilise suuruse mõõtmise teel, mis on ühendatud pingega arvutatud sõltuvuse järgi. Selline kogus võib olla elastne lineaarne muutus, s.t. deformatsioon. Pingete ja elastsete pingete suhet on kirjeldatud Hooke'i seaduses. Seega tuleks stressimõõtmise mõiste all mõista selle määratlust tüve mõõtmise teel (see on niinimetatud mehaaniline meetod. On ka teisi meetodeid, näiteks optiline, magnetoelastne, ultraheli jne). Seetõttu taandub kõik elastse deformatsiooni mõõtmisele vastava tüüpi pingeseisundi suunas. Lineaarne - ühes suunas, tasane - kahes, mahuline - kolmes.

