TO kategooria:
Kaarekeevitus tehnika
Vertikaalsed, horisontaalsed ja laeühendused
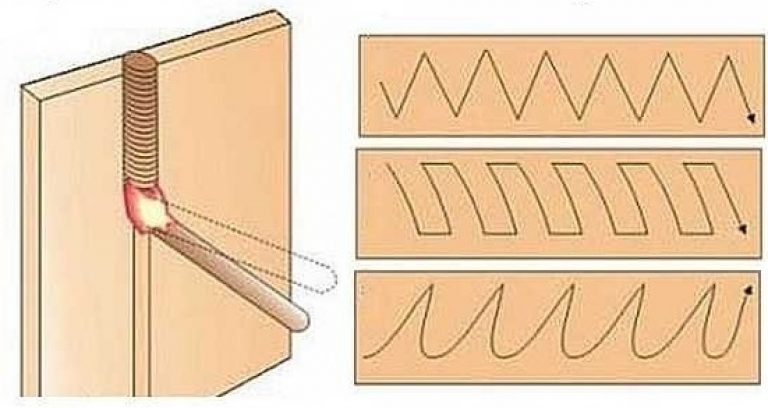
Vertikaalsed õmblused (tagumik ja nurk) viiakse läbi alt ülespoole. Eelnevalt valmistatakse horisontaalne metallist profiil keevitamise teel, mis on võrdne ladestunud keevismetalli osaga. Sait luuakse elektroodi ristsuunaliste liikumiste abil kolmnurga abil (joonis 1). Läbitungimise õmbluse juurtes tagab kaare põletamise viivitus selles kohas, kui elektrood liigub kolmnurgas. Õmbluse juure suurim läbitungimine saavutatakse siis, kui elektrood on vertikaalteljega risti. Sulametalli paisumist takistab elektroodi kallutamine, nagu on näidatud punktiirjoonega joonisel fig. 1, a, b.

Joon. 1. Elektroodi asend ja liikumine vertikaalses asendis keevitamisel: a - kaldääristega põkk-keevisõmblused, b - filee-keevisõmblused, c - keevitamine ülevalt alla
Vertikaalsete õmbluste keevitamine suure läbimõõduga ja suure voolutugevusega elektroodidega on keeruline metalli äravoolu ja õmbluse halva moodustumise tõttu. Seetõttu kasutatakse elektroode läbimõõduga kuni 4 mm, harva 5 mm, ja keevitusvool väheneb võrreldes madalamas asendis keevitamisega.
Vertikaalne keevitamine suunaga ülalt alla (joonis 1, c) on võimalik õhukese räbu tekitavate elektroodidega. Keevisõmblusbasseinis olev metall kõveneb kiiremini ja praktiliselt ei jookse ära. Sest vertikaalne keevitamine ülevalt alla kasutatakse tselluloosiga, orgaanilise tüüpi plastkattega elektroode (OZS -9, VCC-1, VCC-2; VCC-3 jne). Ülalt alla keevitatud jõudlus on kõrgem kui alt üles keevituse tulemuslikkus. Vertikaalseid õmblusi teostatakse mugavalt ka elektroodidega, mille kate toetub keevitatud servadele.
Horisontaalseid ja laeühendusi on keerulisem teostada kui vertikaalseid (joonis 2). Horisontaalsete õmbluste teostamisel moodustuvad ülemisele lehele sageli sisselõiked ja laeasendis keevitamisel on õmbluse juure täielik tungimine keeruline. Mõlemal juhul tuleks keevitada lühikese kaarega, piisavalt kiirete võnkeliigutustega.
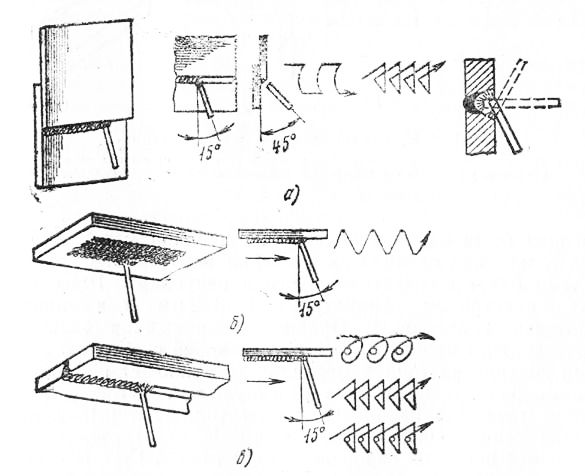
Joon. 2. Elektroodi asend ja liikumine horisontaalses ja laes keevitamisel keevitamisel: a - horisontaalsed nurkne leski, b-lakke asuv pind, c - lae tagumine keevisõmblus
Metall, mille paksus on üle 8 mm, keevitatakse mitmekäiguliste õmblustega. Esimene rull horisontaalse õmbluse juurest kantakse elektroodiga, mille läbimõõt on 4 mm, ja järgmisele, mille läbimõõt on 5 mm. Esimene laeühenduse juurtes olev rull valmistatakse elektroodiga, mille läbimõõt on 3 mm, ja järgmise, mille läbimõõt ei ületa 4 mm. Horisontaalsete ja laeõmbluste rullid teostatakse mugavalt kattetoega elektroodidega. Lagiühenduste teostamisel tõusevad kaetud elektroodidega keevitamise ajal eraldunud gaasid üles ja võivad liitekohta jääda. Seetõttu tuleks laeasendis keevitamiseks kasutada hästi kuivatatud elektroode, mis annavad väikese räbu.
Vertikaalses asendis keevitusõmblused on palju raskem kui madalamas asendis keevitamine, kuna sulametall kipub keevisbasseinist lekima. Vertikaalsete õmbluste keevitamisel vannis oleva vedela metalli mahu vähendamiseks väheneb keevitusvoolu tugevus 10-15% võrreldes madalamas asendis keevitamisega. Keevitamine on alati lühike kaar, mis aitab kaasa elektroodi sulametalli paremale üleminekule vedelasse vanni. Keevismetalli lekke vältimiseks keevisõmblusbasseinist on soovitatav viia elektrood õmbluse keskelt küljele ja ülespoole suhteliselt kiiresti. See aitab kaasa õmbluse kiirele moodustumisele.
Vertikaalsete ühenduste keevitamiseks on kaks võimalust: alt üles ja ülevalt alla. Kõige tavalisem on esimene meetod.
Joonis 52. Filee-keevisõmbluste keevitamine paati
Peamiselt õhukeste lehtede ühendamisel kasutatakse ülalt alla keevitust. Vertikaalsete õmbluste tegemisel “ülalt alla” ei saa täielikku tõrget.
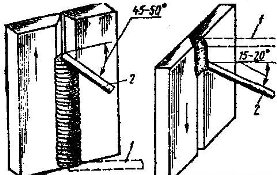
Vertikaalsete õmbluste "alt üles" keevitamise tehnika on järgmine. Kõigepealt on vaja elektroodi õigesti õmbluse tasapinna suhtes positsioneerida. Keevitamisel õhukese kattega elektroodiga (joonis 53, a) võetakse kaldenurk 15-20 ° piires, paksude kattega elektroodidega keevitamisel (joonis 53, b) peaks elektroodi kalle horisontaaljoonele olema aga umbes 45-50 °. Elektroodi selline suur kaldenurk paksu kattega on vajalik räbu kergemaks äravooluks vannist ja sulametalli säilitamiseks.
Kaar süttib õmbluse madalaimas punktis ja pärast sulametalliga vanni moodustumist viiakse elektroodi ots võimalikult lühikese kaarega paremale või vasakule ja mõnevõrra ülespoole. Selle elektroodi liikumisega lastakse sulametalli osakestel kiiresti tahkuda ja moodustada omamoodi lävi, mis on vajalik sulametalli järgmiste tilkade edasilükkamiseks. Elektroodi liigutusi korratakse ja keevismetall saab õmbluse. Sisse vertikaalsed õmblused skaalad on rohkem väljendunud ja selle põhjal erinevad vertikaalsed õmblused altpoolt.

Joonis 53. Joon.54: elektroodide asend vertikaalsete õmbluste keevitamisel meetodil "alt üles"; "ülevalt alla"
Vertikaalsete õmbluste keevitamisel ülalt alla on elektrood keevitatava pinnaga risti. Pärast kaare ergutamist ja esimeste sulametalli tilkade moodustumist kallutatakse elektrood allapoole (joonis 54), jätkates samas mitteväärismetalli sulamist. Elektroodi järk-järguline söötmine ja lühikese kaare säilitamine on vajalik, et vältida metalli tilkumist elektroodi otsaga ja tõmmates seda küljele ja allapoole, aitab see ladestunud tilgad tahkuda ja moodustada keevisõmbluse.
Mõlema vertikaalsete õmbluste tegemise meetodi korral tuleb elektroodi põikisuunalistest võnkeliikumistest teavitada. Sel juhul on vaja valida selline elektroodide tee, kus liikumine mööda õmblust toimuks ilma pikema soojuse kontsentratsioonita üheski kohas.
Kui keevitatakse ülalt alla, et vähendada vanni suurust sulametalliga tuleks keevitusvoolu tugevus ja elektroodi läbimõõt määrata pisut vähem kui alt üles keerates. Kui teostate vertikaalselt tagumik keevisõmblused servade V- ja X-kujuliste soontega, aga ka rullõmblustega, tehakse keevitusjärjestus, mitmekihiline, nurga ülaosa läbitungimine sarnaselt alumiste õmbluste keevitamisega.
Artiklite pealkirjad näitavad nende sisu. Viimane artikkel kirjeldab lisaks elektrilise keevitamise käigus ilmnevaid defekte ja nende kõrvaldamise meetodeid.
Enne vertikaalse keevisõmbluse teostamise tehnoloogia uurimist soovitame teil tutvuda ülaltoodud artiklitega (nendes käsitletud küsimusi siin ei korrata). Lisaküsimuste tekkimisel (näiteks seoses keevitusmasinate, maskide, elektroodidega jne) soovitame kasutada teenust "Saidiotsing". Võite esitada küsimuse jaotises "Kommentaarid" ja saidi administratsioon annab lähitulevikus kindlasti vastuse.
Sissejuhatavad üldised märkused
Enne osade keevitamist on vaja metall ette valmistada. Ääriste paigaldamine toimub vastavalt keevitatavate osade paksusele ja ühenduse tüübile. Valmistatud osad kinnitatakse vajalikus (konstruktsioondokumentatsioonis täpsustatud) vastastikuses korras. Selleks on need ühendatud lühikeste põiksuunaliste õmblustega ("tacks") sammuga mitukümmend millimeetrit. Haaratsid ei võimalda osadel üksteise suhtes liikuda.
Vertikaalse õmblusega osade keevitamise ajal libiseb sulametall keevisõmblusest oma raskuse toimel allapoole. Tilkade rebenemise vältimiseks kasutage võimalikult lühikest kaari. Selle saavutamiseks on vaja viia elektroodi ots keevisbasseini võimalikult lähedale. Mittekleepuva keevituselektroodi kasutamisel peaks see olema ühe keevitatava detaili toest.
Vertikaalset õmblust saab keerata “ülalt alla” või “alt üles”.
Vertikaalne õmblus "alt üles"
Pange tähele, et vertikaalset õmblust on mugavam keevitada elektrikeevitamise teel elektroodi liikumisega alt üles. See on tingitud asjaolust, et sel juhul "tõukab" elektrikaar keevisõmbluse basseini üles ja takistab selle allapoole langemist. See lihtsustab oluliselt kvaliteetse õmbluse saamist. Sellise keevisõmbluse disain on näidatud joonisel.
Järgnevas videos on näidatud, kuidas vertikaalset õmblust valmistada elektrikeevitamise teel elektroodi liikumisega "alt ülespoole ilma eraldamiseta". Tutvustatakse lühikese rulli loomise tehnikat:
- elektroodide liikumine toimub ainult üles ja alla;
- puuduvad horisontaalsed nihked.
Selle tulemusel saadakse väga tasane õmblus.
Järgnevas videos on näidatud, kuidas vertikaalset õmblust küpsetada elektrikeevitamise teel elektroodi liikumisega "alt ülespoole, kui on pilu". Selline tehnoloogiline tehnika võib olla algajatele mugavam, kuna metallil õnnestub keevituselektroodi eemaldamise ajal jahtuda. Lihtsuse huvides on lubatud elektrood puhata keevitatud kraatri riiulil. Samas videos on palju keevitajale kasulikke üldnõuandeid. Näiteks on näidatud voolu mõju õmbluse kujule. Üldiselt peaks keevitusvool olema 5 ... 10 A väiksem, kui soovitatakse valitud elektroodi tüübi ja metalli paksuse korral. Kuid nagu videost näha, ei vasta see alati tõele ja määratakse peamiselt katseliselt.
Vertikaalne õmblus "ülalt alla"
Peamiselt õhukeste metallplekkide ühendamisel kasutatakse keevitust elektroodi liikumisega ülalt alla. Sel viisil keevitamisel kuumutage keevituskaar kipub üles (keevisõmblusbasseini soojendamata). Seetõttu tuleks keevisõmbluse hea läbitungimise saavutamiseks vool reguleerida pisut suuremale väärtusele (5 ... 10A võrra) kui keevitamisel elektroodi liikumisega alt üles.
Ülalt alla keevitustehnika on eelmisest palju keerulisem ja seetõttu käsitleme seda üksikasjalikumalt. Vertikaalsete õmbluste teostamisel elektroodi liikumisega "ülalt alla" on see keevitatava pinnaga risti. Pärast kaare süttimist ja esimeste sulametalli tilkade moodustumist kallutatakse see allapoole ja mitteväärismetall sulab edasi. Elektroodi aeglane liigutamine (ja lühikese kaare säilitamine) selle otsaga peaks takistama metalli äravoolu keevisõmblusbasseinist. Samal ajal tuleks otsa võtta küljele ja allapoole, s.t on vaja läbi viia põiksuunalised võnkeliigutused. See aitab kaasa sadestunud tilkade tahkumisele ja õmbluse moodustumisele. Sel juhul ei tohiks lubada pikaajalist kuumuse kontsentreerumist ühes kohas.
Keevitusdefektid
Keevitamise ajal on võimalikud defektid (eriti algajatele) keevisõmblused. Pealegi on mõned neist kriitilised, mõned mitte. Pöörasime saidil sellele teemale piisavalt tähelepanu ja me ei korda seda praegu.
Nüüd keskendume ainult defektidele, mis on iseloomulikud vertikaalsetele vuukidele. Need ilmuvad siis, kui praegune tugevus ja kaare suurus on valesti valitud. Tabelis on näidatud nende skemaatiline välimus ja põhjused, mis neid põhjustasid.
Muud tüüpi defektid, mis ilmnevad elektrikeevitamise ajal, ja nende kõrvaldamise meetodid leiate artiklist. Kokkuvõtteks soovitame vaadata veel ühte videot vertikaalse keevitamise kohta. Soovime teile edu!
Horisontaalset alumist õmblust saab pruulida isegi algaja keevitaja abil. Selle operatsiooniga algab keevituskoolitus. Vertikaalse õmbluse keevitamine on natuke keerulisem. Olles õppinud selle toimingu, võite taotleda kogenud spetsialisti tiitlit.
Selles artiklis kirjeldame nii esimese kui ka teise protsessi rakendamise tunnuseid. Kui kasutate meie näpunäiteid, ei tekita vertikaalsete ja horisontaalsete õmbluste keevitamine teile vähimatki raskust. Lõppude lõpuks on mõlemad toimingud kapteniks üsna hõlpsasti kättesaadavad, isegi kui neil on minimaalne teadmiste pagas ja suhteliselt vähe kogemusi keevitamisega. Lõpuks olid kunagi algajatele keevitajad.
Horisontaalne keevitamine
Horisontaalsete õmbluste keevitamine on nii lihtne kui ka keeruline tehnoloogiline toiming. Tõepoolest, lisaks alumistele õmblustele, mida küpsetatakse suhteliselt hõlpsalt, on ka ülemisi (lae) õmblusi, mida saab valmistada ainult kogenud spetsialist.
Veelgi enam, esimesel ja teisel juhul on õmbluse moodustumise raskusjõud keeruline. Alumisest õmblusest voolab metall alumise serva poole ja vähendatud vesiniku mullid tõusevad põhjast pinnale, vahustades pinda. Ülemisest õmblusest tilgub metall lihtsalt, mõnikord otse keevitajale, ja gaasilised aerosoolid tungivad pinnakatte rulli alt üles.
Seetõttu nõuab horisontaalse õmbluse keevitamine teatud osavust, head silma ja arusaamist tehtavate manipulatsioonide olemusest.
Horisontaalne keevitustehnika
 Keevitamine õmbluse horisontaalses asendis toimub "lühikese" kaare, "keskmise" või nõrga voolu korral. Lisaks sellele pööratakse erilist tähelepanu elektroodi asukohale nii ühendatavate osade tasapinna kui ka moodustatud rulli kesktelje suhtes.
Keevitamine õmbluse horisontaalses asendis toimub "lühikese" kaare, "keskmise" või nõrga voolu korral. Lisaks sellele pööratakse erilist tähelepanu elektroodi asukohale nii ühendatavate osade tasapinna kui ka moodustatud rulli kesktelje suhtes.
Tegelikult on keevitusmeetod järgmine:
- Esimene keevisõmblus moodustatakse lühikese kaarega. Viiendik elektroodist liigub piki ristmikku, ilma põiksapinna võnkumisteta. Elektroodi telje nurk rulli telje suhtes on 80 kraadi. Selline nurk tagab vuugi tungimise maksimaalsesse sügavusse ja suurema osa räbu väljumise pinnale. Veelgi enam, kui paigutate elektroodi "ettepoole suunatud nurka", suureneb sadestumissügavus ja kui "tagasinurk", siis see väheneb vastavalt.
- Teine keevisõmblus moodustatakse keevitusvoolu keskmistel väärtustel, liigutades elektroodi "nurga võrra edasi" ilma põiksuunalise vibratsioonita, ainult mööda liigendjoont. Jao laius muidugi suureneb, nii et teine \u200b\u200brull keedetakse suurema läbimõõduga elektroodiga.
- Kolmas õmblushelm asetatakse teise ülemise tasapinna ja liidese servade vahele. Veelgi enam, kui teine \u200b\u200brull osutus väljaulatuvaks, siis täidetakse kolmas kiht eelmise rulli ja vaheseinte vahelise paadiga. Noh, kui teine \u200b\u200brull tuli normaalseks, täites kogu eraldusnivoo, moodustatakse kolmas kiht kahest käigust, asetades rullid vasakule ja paremale servale.
- Kolmanda kihi külgnevate rullide vaheline ruum täidetakse neljanda pinnaga. Veelgi enam, kui see vahemaa on võrdne elektroodi läbimõõduga, moodustatakse neljas rull ühe käiguga, kuid kui eelmised pinnakattekihid eraldatakse üksteisest suurema vahemaaga, siis täidetakse rullide vaheline ühendus elektroodi põiki- ja pikisuunaliste liikumistega.
- Järgmised kihid moodustatakse sama põhimõtte kohaselt nagu kolmas rull.
Samal ajal tuleks keevisõmblusest lekke vältimiseks alumise serva alla asetada tulekindlate materjalide plaat, näiteks asbest. Ja kui lähete lõigu ülemisele piirile, peaksite kahekordistama tähelepanu ja hoolsust - enamik õmbluse defekte "moodustatakse" just sellel hetkel.
Vertikaalne keevitamine
 Vertikaalsete õmbluste kaarkeevitust rakendatakse üsna erinevalt varasemast (horisontaalsest) tehnoloogiast. Tõepoolest, keevitajate igavene "vaenlane" - raskusjõud - segab keevisõmbluse moodustamise protsessi täiesti erineval viisil: sulatatud täiteaine ja mitteväärismetallid voolavad alla, keevisõmbluse joont mööda tormavad gaasilised aerosoolid üles (samas suunas).
Vertikaalsete õmbluste kaarkeevitust rakendatakse üsna erinevalt varasemast (horisontaalsest) tehnoloogiast. Tõepoolest, keevitajate igavene "vaenlane" - raskusjõud - segab keevisõmbluse moodustamise protsessi täiesti erineval viisil: sulatatud täiteaine ja mitteväärismetallid voolavad alla, keevisõmbluse joont mööda tormavad gaasilised aerosoolid üles (samas suunas).
Seetõttu tuleb vertikaalse keevitamise käigus arvestada järgmiste nüanssidega:
- Esiteks peate mõistma, et sulametall voolab alla, põhjustades longust. Seetõttu peaksid horisontaalsete ühenduste rullid olema õhukesed. Ja nende moodustamise protsessis tuleks vältida elektroodi külgsuunalisi nihkeid.
- Teiseks hõlmab õmbluse vertikaalses asendis keevitamine rulli moodustamist, mille mõõtmed on võrreldavad elektroodi läbimõõduga. Muidugi on lubatud kahekordne liig (kui rull on suurem kui elektroodi läbimõõt, isegi katte mõõtmeid arvestades), kuid mitte rohkem.
- Kolmandaks, keevitusvoolu tugevus peaks olema maksimaalne, kuid konkreetsete väärtuste valimisel on vaja leevendada mitteväärismetalli “alajaotuse” ohtu liiga tugeva kaarega. Seetõttu ei tohiks praegune tugevus siiski maksimumini jõuda.
- Neljandaks, elektroodi nurk (tooriku tasapinna suunas) peaks olema vähemalt 80 kraadi. Madalamate väärtuste korral ilmub „piigi“ efekt, mis hoiab ära põhimetalli sulamise. Seega on kaldenurga reguleerimisega võimalik keevisbasseini tsoonis mõjutada temperatuuri ja sulamise sügavust. Rullide (ühendusõmbluste) ja elektroodide teljed peaksid olema üksteisega paralleelsed.
- Viiendaks, õmbluse laiust kontrollib pinnakatte kiirus ja elektroodi kanna trajektoor. Tehes edasi-tagasi liikumisi, saate mõjutada katte pinda. Kuid sel juhul on vaja säilitada 80-kraadine kaldenurk "ettepoole suunatud nurk".
- Kuuendaks, rullid on virnastatud vertikaalsesse sektsiooni “riiulid”. See tähendab, et iga järgmine kiht põhineb eelmisel pinnal.
Vertikaalsete õmbluste keevitamine on tehnoloogiliselt keerukam kui horisontaaltasapinnal töötamine. Sulametall on väga vedel ja hõljub raskuse tõttu lihtsalt alla.
Selles artiklis käsitleme vertikaalsete õmbluste keetmise põhimeetodeid ja ütleme teile ka, milliste seadmetega on sellist tööd lihtsam teha.
Vertikaalse keevitamise probleemid
Keevitusprotsess seisneb pärast jahutamist omavahel ühendatud metallosade sulatamises. Horisontaalsete keevitustüüpide puhul on kõik lihtne, peamine on õppida, kuidas kaarele tuld panna ja õmblust õigesti juhtida. Aga kuidas on vertikaalsete vaadetega? Atraktsiooni mõjul voolab metall pidevalt ja keevisõmbluse basseini on väga raske kontrollida. Selle tulemusel saadakse tilkade ja plekide moodustunud ebaühtlased ühendid.
Vertikaalses asendis keevitamisel on võimalikud sellised probleemid nagu metalli läbitungimise puudumine või vastupidi - kärpimine. Need tekivad sobimatu voolu valimise tõttu. Seeditamata metalli korral sulab sula ümber ja levib üle pinna. Kärpimine moodustub õmbluse soonena, kui liiga võimas kaar lõikab materjali keevisõmblustsoonist.
Veel üks vertikaalse õmbluse probleem on moodustatud pika kaare viivitusega ühel hetkel. Keevisõmblusbassein “kukub välja”, moodustades toorikute põletusi.
Kuidas saab vertikaalse keevitamise teel liigendis riknemist vältida ja millised tehnikad on sel juhul sobivad?
Inverter või poolautomaatne seade
MMA-funktsiooniga muundur on sama kasutusjuhend kaarkeevitus, kuid töötab erinevalt trafost erineval põhimõttel. Sel juhul kasutatakse kaetud sulamiselektroodi.
Poolautomaatne seade küpseb keevitustsooni sisestatud traadi sulamise tõttu. Sellised seadmed võimaldavad teil luua paremaid õmblusi, kuna sulametalli pole pihustatud ja impulss juhib tegelikult iga punkti ühendusse.
Mis on parem vertikaalse õmbluse keetmine?
Igal juhul peab algaja keevitaja töötama ühega neist seadmetest. Ilma kogemusteta tõenäoliselt kvaliteetse ühenduse kohene loomine ei õnnestu.
Inverteri käsitsi keevitamine nõuab suuremat tähelepanu protsessile ja elektroodi liikumise juhtimisele. Kui hoidja asend ja kaldenurk on valesti valitud, toimub abielu. Peate kokkama marginaaliga, luues efekti. Sel juhul metall pihustub ja levib toote pinnale. Ainult palju harjutades saab kvaliteetse õmbluse.
Poolautomaatne seade nõuab ka keevitusprotsessi hoolikat juhtimist. Siin on olulised ka valitud hoidiku positsioonid ja keevitamise tehnika. Varjestusgaasi kasutamisel poolautomaatne keevitamine pritsmete ja plekkide arv on vähenenud, kuid selline ühendus on kallim.
Peamine eelis on see, et saate vähendada traadi etteande kiirust ja seetõttu aeglustada metalli ülekuumenemise protsessi. Selle tulemusel on poolautomaatse keevitusmasinaga hea tava abil võimalik sulatusvoolu vähendada. Sarnase efekti saavutamiseks käsitsi keevitamise abil kasutatakse spetsiaalseid elektroode, mis kiirendavad metalli kristalliseerumist.
Paljud keevitajad soovitavad vertikaalsete õmbluste keevitamisel kasutada poolautomaatilist seadet, mis võimaldab saada kvaliteetset ühendust. Kuid kui sellist seadet pole, saate õiget töötehnikat kasutades saada kvaliteetse kinnituse tugevuse ja tavapärase käsitsi keevitamise abil.
Vertikaalsete liigeste keevitamise tehnoloogia
Peamine reegel on vertikaalsete õmbluste rakendamine alt üles! Selles asendis surub kaar kuidagi keevisõmbluse basseini ja ei lase sellel alla voolata. Ja see positsioon aitab kaasa ka sulametalli tilga fookusele alumises, juba külmunud õmbluses.
Käsitsi keevitamise omadused
Käsitsi keevitamisega töötades tuleb täita teatavaid erinõudeid.
- Kell keevitustööd vertikaalsete õmblustega peate voolu seadma tavalisest pisut madalamaks. See aitab kaasa vähem soojuse moodustumisele, mis tähendab, et metall ei levi nii kiiresti.
- Sulami intensiivse voolavuse vältimiseks on vaja vastu pidada lühemale kaarele.
- Hoidik koos elektroodiga on paigutatud nii, et varda ots on suunatud üles ja veidi küljele.
- Õmblus viib järk-järgult põiksuunaliste liikumistega. Parim on liikuda siksakis või heeringas.
- Parim kvaliteet on juhtmega keevitatud vuuk. Kui elektrood on eemaldatud ja viidud toote pinnale lähemale.
Kui teil on seda tüüpi töö kohta vähe kogemusi, on kõige parem katsetada tootest eraldi, valides õmbluse optimaalse voolu tugevuse ja kiiruse ning alles seejärel alustage peamist tööd.
Poolautomaatne keevitamine
- Kui metalli paksus on kuni 3 millimeetrit, siis on kõige parem keevitada ülalt alla.
- Osade puhul, mille seinad on vähemalt 3 mm, on õmblus vastupidi, alt ülespoole.
- Poolautomaatne põleti asetseb pinna suhtes 45-kraadise nurga all.
- Voolu tuleb vähendada, samuti traadi etteande kiirust (sulamisprotsess on kiirem kui käsitsi keetmisel).
Vertikaalsete õmbluste keevitamisel poolautomaatse seadmega peate järgima kolme peamist reeglit: säilitage soovitud kaare pikkus (lühem), tagage hoidiku ühtlane liikumine ja seadke soovitud nurk keevitatavate pindade suhtes.
Vertikaalne keevitusohutus
Keevitusseadmed on üsna traumeerivad, kuid lisaks üldistele ohutu töötamise reeglitele (silmade kaitse, elektriohutus ja muud) on rakendamiseks ka mõned nõuded mitmesuguseid õmblused.
Vertikaalsete õmbluste keevitamisel pööratakse erilisi tähelepanu kaitsele selle teguri eest, kuna metall voolab alla ja pritsib alla.
Rõivaste kuuma materjali sattumise vältimiseks peate valima õige asendi, mis kõige parem - pisut ohutsoonist eemal. Ärge töötage ka keevituskoha all lamades.
Lähenege kindlasti seadmetele hoolikalt. Keevitamiseks kasutage tulekindlaid kindaid, mis katavad käsi. Ja muidugi selleks, et tagada kogu keha täielik kaitse naha sulamise eest.
Sageli tuleb vertikaalseid õmblusi küpsetada piiratud ruumis (näiteks auto all), sel juhul tuleb tagada usaldusväärne ventilatsioon ja värske õhu sissevool. Eriti juhul, kui kasutatakse kaitsegaasi (argooni või süsinikdioksiidi).
Ärge unustage ka elektriohutust.
Ja mida saate selle artikli materjalile lisada. Jagage oma kogemusi vertikaalühenduste keevitamisel. Milline on teie arvates kõige parem viis: poolautomaatne seade või käsitsi keevitamine? Jätke oma kommentaarid selle materjali arutelulõiku.

