Vertikaalses asendis keevitusõmblused on palju raskem kui madalamas asendis keevitamine, kuna sulametall kipub keevisbasseinist lekima. Vertikaalsete õmbluste keevitamisel vannis oleva vedela metalli mahu vähendamiseks väheneb keevitusvoolu tugevus 10-15% võrreldes madalamas asendis keevitamisega. Keevitamine on alati lühike kaar, mis aitab kaasa elektroodi sulametalli paremale üleminekule vedelasse vanni. Keevismetalli lekke vältimiseks keevisõmblusbasseinist on soovitatav viia elektrood õmbluse keskelt küljele ja ülespoole suhteliselt kiiresti. See aitab kaasa õmbluse kiirele moodustumisele.
Vertikaalsete ühenduste keevitamiseks on kaks võimalust: alt üles ja ülevalt alla. Kõige tavalisem on esimene meetod.
Joonis 52. Filee-keevisõmbluste keevitamine paati
Peamiselt õhukeste lehtede ühendamisel kasutatakse ülalt alla keevitust. Vertikaalsete õmbluste tegemisel “ülalt alla” ei saa täielikku tõrget.
Vertikaalsete õmbluste "alt üles" keevitamise tehnika on järgmine. Kõigepealt on vaja elektroodi õigesti õmbluse tasapinna suhtes positsioneerida. Keevitamisel õhukese kattega elektroodiga (joonis 53, a) võetakse kaldenurk 15-20 ° piires, paksude kattega elektroodidega keevitamisel (joonis 53, b) peaks elektroodi kalle horisontaaljoonele olema aga umbes 45-50 °. Elektroodi selline suur kaldenurk paksu kattega on vajalik räbu kergemaks äravooluks vannist ja sulametalli säilitamiseks.
Kaar süttib õmbluse madalaimas punktis ja pärast sulametalliga vanni moodustumist viiakse elektroodi ots võimalikult lühikese kaarega paremale või vasakule ja mõnevõrra ülespoole. Selle elektroodi liikumisega lastakse sulametalli osakestel kiiresti tahkuda ja moodustada omamoodi lävi, mis on vajalik sulametalli järgmiste tilkade edasilükkamiseks. Elektroodi liigutusi korratakse ja keevismetall saab õmbluse. Vertikaalsetel õmblustel on helbed rohkem väljendunud ja selle tähise järgi erinevad vertikaalsed õmblused madalamatest.

Joonis 53. Joon.54: elektroodide asend vertikaalsete õmbluste keevitamisel meetodil "alt üles"; "ülevalt alla"
Vertikaalsete õmbluste keevitamisel ülalt alla on elektrood keevitatava pinnaga risti. Pärast kaare ergutamist ja esimeste sulametalli tilkade moodustumist kallutatakse elektrood allapoole (joonis 54), jätkates samas mitteväärismetalli sulamist. Elektroodi järk-järguline söötmine ja lühikese kaare säilitamine on vajalik, et vältida metalli tilkumist elektroodi otsaga ja tõmmates seda küljele ja allapoole, aitab see ladestunud tilgad tahkuda ja moodustada keevisõmbluse.
Mõlema vertikaalsete õmbluste tegemise meetodi korral tuleb elektroodi põikisuunalistest võnkeliikumistest teavitada. Sel juhul on vaja valida selline elektrooditee, kus liikumine piki õmblust toimuks ilma pikema soojuse kontsentratsioonita üheski kohas.
Kui keevitatakse ülalt alla, et vähendada vanni suurust sulametalliga tuleks keevitusvoolu tugevus ja elektroodi läbimõõt määrata pisut vähem kui alt üles keerates. Kui teostate vertikaalselt tagumik keevisõmblused servade V- ja X-kujuliste soontega, aga ka rullõmblustega, tehakse keevitusjärjestus, mitmekihiline, nurga ülaosa läbitungimine sarnaselt alumiste õmbluste keevitamisega.
Keevitusõmblus on sulatatud metalli joon kahe paarituskonstruktsiooni servades, mis tekib elektrikaare kokkupuutel terasega. Õmbluste tüüp ja konfiguratsioon valitakse iga juhtumi jaoks eraldi, selle valik sõltub sellistest teguritest nagu kasutatavate seadmete võimsus, keevitatud sulamite paksus ja keemiline koostis. Selline õmblus tekib ka polüpropüleenist torude keevitamisel jootekolbiga.
Selles artiklis käsitletakse keevisõmbluste tüüpe ja tehnoloogiat nende rakendamiseks. Uurime vertikaalseid, horisontaalseid ja laeõmblusi, samuti õpime neid puhastama ja defekte kontrollima.
1 Keevisõmbluse klassifikatsioon
Õmbluste klassifitseerimine sortideks toimub paljude tegurite järgi, millest peamine on liigese tüüp. Selle parameetri kohaselt jagunevad õmblused:
- tagumik;
- vööriõmblus;
- teeõmblus.
Kaaluge kõiki esitatud võimalusi üksikasjalikumalt.
1.1 tagumik
Seda ühendusmeetodit kasutatakse torude, ruudukujuliste profiilide ja lehtmetalli otsaosade keevitamiseks. Ühendusdetailid asetatakse nii, et nende servade vahel oleks 1,5–2 mm vahe (detailide kinnitamine klambritega on soovitav). Lehtmetalliga töötamisel, mille paksus ei ületa 4 mm, paigaldatakse õmblus ainult ühele küljele, 4–12 mm lehtedena võib see olla kas kahe- või ühekordne, paksusega 12 mm või rohkem - ainult kahekordne.

Kui osade seinapaksus on 4-12 mm, on vaja servade mehaanilist puhastamist ja servade tihendamist ühel järgmistest viisidest. Eriti paks metall (alates 12 mm) on soovitatav ühendada X-kujulise riba abil, muud võimalused on ebasoodsad, kuna moodustatud keevisõmbluse täitmiseks on vaja suurt kogust metalli, mis suurendab elektroodide tarbimist.

Kuid mõnel juhul võib keevitaja otsustada küpsetada paksu metalli ühe õmblusega, mis nõuab selle täitmist mitme käiguga. Selle konfiguratsiooni õmblusi nimetatakse mitmekihilisteks, mitmekihiliste õmbluste keevitustehnoloogia on näidatud pildil.
1.2
Lapiühendust kasutatakse eranditult lehtmetalli keevitamiseks paksusega 4–8 mm, samal ajal kui plaati keedetakse mõlemalt poolt, mis välistab niiskuse sattumise lehtede vahele ja nende järgneva korrosiooni.

Sellise õmbluse tehnoloogia on äärmiselt nõudlik elektroodi õige kaldenurga järgimiseks, mis peaks varieeruma vahemikus 15-40 kraadi. Normist kõrvalekaldumisel nihkub õmblust täitev metall vuugijoonest välja, mis vähendab oluliselt vuugi tugevust.
1.3 T-liigend
T-liigend on tehtud tähe "T" kujul, seda saab teostada nii kahelt kui ka ühelt poolt. Õmbluste arv ja detaili otsa lõikamise vajadus sõltub selle paksusest:
- kuni 4 mm - ühepoolne õmblus ilma lõikavate otsteta;
- 4-8 mm - topelt, ilma lõikamiseta;
- 4-12 mm - ühepoolse lõikamisega;
- üle 12 mm - kahepoolne, kahekordne lõikamine.
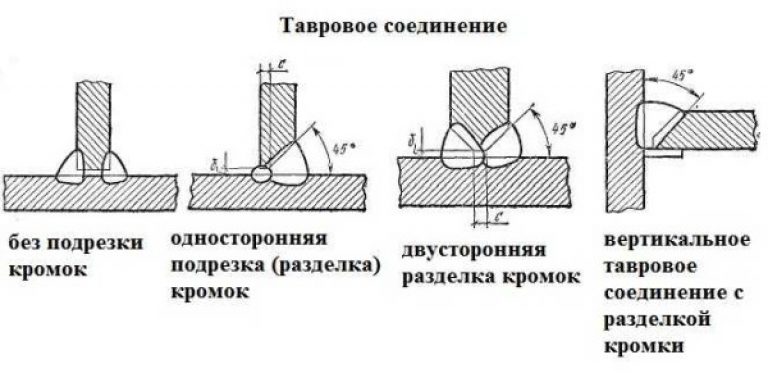
Üks T-liigeste sortidest on fileeühendus, mida kasutatakse kahe risti või üksteisega kaldu metallilehe ühendamiseks.
2 Ruumiasendis olevate õmbluste tüübid
Lisaks ühenduse tüübi järgi klassifitseerimisele jagunevad õmblused sõltuvalt ruumis paiknevast variandist:
- vertikaalne
- horisontaalne
- lagi.
Vertikaalsete liigeste probleemiks on sulametalli libisemine allapoole, mis on tingitud raskusjõust. Siin on vaja rakendada lühikest kaare - hoida elektroodi ots metallile võimalikult lähedal. Vertikaalsete liigeste keevitamine nõuab eeltööde teostamist - eemaldamine ja lõikamine, mis valitakse vastavalt ühenduse tüübile ja metalli paksusele. Pärast ettevalmistamist kinnitatakse osad nõutavasse asendisse ja luuakse jäme ühendus põiksuunaliste haaratsitega, mis takistavad toorikute liikumist.

Vertikaalset õmblust saab keevitada nii ülalt alla kui ka alt üles; kasutusmugavuse osas on eelistatav viimane võimalus. Elektroodi tuleb hoida ühendatavate osade suhtes risti, keevitatud kraatri servadele on lubatud seda toetada. Elektroodi liikumine valitakse õmbluse vajaliku paksuse põhjal, kõige vastupidavam vuuk saavutatakse elektroodi külgsuunalise nihutamisega küljelt küljele ja silmusekujulise võnkumisega.

Vertikaalsetel tasapindadel kuvatakse horisontaalset tüüpi õmblusi vasakult paremale või paremalt vasakule. Keevitamine horisontaalsed õmblused keeruliseks vanni tühjendamine, mis nõuab elektroodi märkimisväärse nurga hoidmist - 80 kuni 90 0. Sellistes asendites metalli sissevoolu vältimiseks on vaja elektroodi liikuda ilma põikivibratsioonideta, kasutades kitsaid rulle.
Elektroodi kiirus valitakse nii, et kaare keskpunkt läbib õmbluse ülemist piiri ja sulavanni alumine kontuur ei ulatu eelmise rulli ülemisse otsa. Erilist tähelepanu tuleks pöörata ülemisele servale, mis on kõige altid mitmesuguste defektide tekkimisele. Enne viimase rulli keevitamist on vaja moodustatud õmblus räbu ja tahma puhastada.
Kõige raskem teostada on laeõmblused. Kuna sellises ruumiline asend sulavanni hoiab eranditult metalli pindpinevus, õmblus peab olema võimalikult kitsas. Rulli standardlaius ei ületa kasutatavate elektroodide laiust kaks korda, samas kui töös tuleb kasutada elektroode läbimõõduga kuni 4 mm.
Õmbluse paigaldamisel tuleb elektroodi hoida ühendatavate tasapindade suhtes nurga all vahemikus 90 kuni 130 0. Rulli moodustavad elektroodi ostsillaarsed liikumised servast servani, äärmises külgmises asendis viibib elektrood aga viivitusega, mis aitab vältida sisselõikeid. Tuleb märkida, et keevitajaid, kellel pole kogemusi lagiõmbluste osas, ei soovitata.
2.1 Lagiühenduste keevitamise tehnoloogia (video)
2.2 Defektide puhastamine ja kontroll
Pärast õmbluse moodustumist jääb ühendatud osade pinnale räbu, sula terase ja katlakivi tilgad, samal ajal kui õmblus ise võib olla kumera kujuga ja ulatuda välja metalltasapinna kohal. Nende puuduste kõrvaldamiseks on vajalik eemaldamine etappide kaupa.
Esialgu on vaja haamri ja peite abil eemaldada skaala ja räbu, seejärel lihvitakse ühendatud tasapinnad abrasiivkettaga varustatud veski või lihvimismasina abil. Abrasiivratta kiht valitakse lähtuvalt pinna vajalikust siledusest.

Defektid keevitadasageli kogenematud spetsialistid, reeglina on elektroodi ebaühtlase liikumise või valesti valitud voolu tugevuse ja suuruse tagajärg. Mõned vead on kriitilised, mõned on parandatavad - igal juhul on õmbluse kontroll nende olemasolu eest kohustuslik.
Mõelge, millised defektid on ja kuidas neid kontrollitakse:

Defektid võivad tekkida ka pragude kujul, mis ilmnevad metalli jahutamise etapis. Praod on kahes konfiguratsioonis - õmblusele risti või piki. Sõltuvalt moodustumise ajast klassifitseeritakse praod kuumadeks ja külmadeks, viimased ilmnevad pärast vuugi kõvenemist liigsete koormuste tõttu, mida teatud tüüpi keevisõmblus ei suuda vastu pidada.
Külmpraod on kriitiline defekt, mis võib viia liigese täieliku hävimiseni. Nende moodustumisel on vaja kahjustatud piirkonnad uuesti keevitada, kui neid on liiga palju, tuleb õmblus ära lõigata ja uuesti teha.
Vertikaalsete liigeste keevitamisel kipuvad sula metalli tilgad voolama allapoole (joonis 69, a). Seetõttu valmistatakse sellised õmblused lühema kaarega, milles pindpinevuse jõudude mõjul langevad kukkumised elektroodist kergemini keevisõmbluskraatrisse (joonis 69, b). Elektroodi ots tuuakse tilgast üles või eemal, andes sellele võimaluse kivistuda. Parem on keevitada vertikaalsed õmblused alt ülespoole, siis hoiab aluskraater metallitilku (joonis 69, c). Elektrood võib kallutada üles või alla. Elektroodi allapoole kallutamisel on keevitajal mugavam jälgida elektroodi metalli tilkade jaotust keevisõmbluses. Kui peate hoidma vertikaali

Ülalt alla keevitades asetatakse elektrood asendisse I (joonis 69, d) ja pärast moodustamist langeb tilk allapoole, asendisse II, milles tilk hoiab äravoolu lühikese kaarega. Parem on keevitada vertikaalsed õmblused elektroodiga mitte rohkem kui

4 mm, vähendatud voolul (umbes 160 a). See vähendab vedela metalli mahtu keevisõmbluses, mis hõlbustab keevitamist.
Horisontaalsete õmbluste tegemisel metalli äravoolu vähendamiseks (joonis 70, a) tehakse servade kaldus ainult ülemisel lehel. Kaar ergastub alumises servas (positsioon I) ja seejärel viiakse see ülemise lehe serva (positsioon II), tõstes metalli langeva tilga. Elektroodi otsa liikumismuster ühekihilise horisontaalse õmbluse keevitamisel on näidatud joonisel fig. 70, a, paremal. Horisontaalsed õmblused keevitatakse ka pikirullikutega, kusjuures esimene rull (õmbluse juur) tehakse 4 mm läbimõõduga elektroodiga ja järgmised 5 mm elektroodiga.
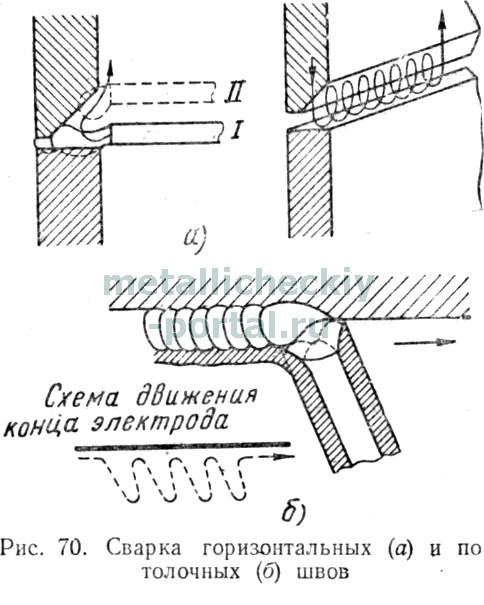
Kõige keerulisem on teha laeõmblusi, mis on keevitatud võimalikult lühikeseks. Lagiühenduste keevitamiseks kasutatakse elektroode, mille kattekiht on tulekindlam kui elektroodi metall. Sel juhul moodustab kate elektroodi otsas korgi, milles on metallitilgad (joonis 70, b). Keevitusprotsessis eemaldatakse seejärel elektroodi ots, seejärel viiakse see vanni lähemale. Elektroodi eemaldamisel kustub kaar ja keevismetall kõvastub. Lagi keevitamiseks - vertikaalseks ja horisontaalseks - kasutatakse väiksema läbimõõduga elektroodi ja voolu vähendatakse 10–12% võrreldes sama paksusega metalli keevitamisega madalamasse asendisse.
Lagiõmbluste keevitamisel hõljuvad gaasimullid õmbluse juureni, mis vähendab keevitatud vuugi tugevust. Lakkeevitus kasutatakse ainult suurte konstruktsioonide paigaldamiseks, keevitamiseks fikseeritud liigendid torujuhtmed, remondikeevitus ja muud sarnased tööd, kui õmblus madalamas asendis on võimatu.
Vertikaalseid, horisontaalseid ja laeõmblusi saab ka keevitada kaitsegaasides, pakkudes elektroodi metalli joa transporti keevisõmblusbasseini. Sel juhul tuleks kasutada mehhaniseeritud keevitusmeetodeid.
Elektroodid sobivad keevitamiseks igas ruumilises asendis: OMA-2, OMM-5, OZTs-1, TsM-7, OZS-4, OZS-2, UONI-13 jne (vt tabel 5).
Administreerimine Artikli üldhinnang: Postitatud: 2011.06.01
Kommentaarid:
Kommentaarid:
- Elektrikeevitusmeetodi alused
- Vertikaalne õmbluskeevitus
- Töö lõpetamine
Sageli on vaja keevitada erinevaid metallosi ja osade fragmente. On mitmeid meetodeid, mis aitavad ülesannet saavutada, kuid sagedamini kui teisi kasutatakse elektrikeevitamist.
Elektrikeevitusmeetodi alused
See meetod põhineb elektrikaare moodustamisel. Kaar metalliga kokkupuutekohas moodustab süvendi. See süvend täidetakse elektroodi põlemisel tekkinud sulametalliga. Liikudes mööda keevitatavat pinda, kuumenevad selle servad ja sulavad, moodustades elektroodi metalliga ühtse struktuuri.
Elektrilise keevitamise oluline tegur on voolu tugevus. Kui sellel pole piisavalt parameetreid, kustub kaar kogu aeg ja elektrood kleepub keevitatava pinna külge. Vajalik voolutugevus peaks sõltuma kasutatavast aparaadist. Inverteriseadme kasutamisel peaks vajalik indikaator varieeruma vahemikus 80-100 A. Trafo tüüpi aparaadi kasutamisel peaks vahemik olema vahemikus 35-55 A.
Töötamiseks kasutatavad elektroodid tuleks valida, võttes arvesse nende keemilist ja töötlemispinna struktuuri. Sellist metalli on mitut tüüpi: teras, metall roostevaba teras, alumiinium. Kõik elektroodid on vastavalt märgistatud, mis võimaldab neid õigesti valida. Töös elektrilise keevitusmasina kasutamisel peate meeles pidama, et elektroodide läbimõõt tuleb valida töödeldud materjali paksuse suhtes.
Tagasi sisukorra juurde
Vertikaalne õmbluskeevitus
Enne töö alustamist peate otsustama, millist õmblust soovite täita. Õmblusi on mitu peamist tüüpi:
- Lamedate lehtühenduste keevitamine.
- Vertikaalne õmblus.
- Nurga keevisliide.
- Torukujuliste liigeste keevitamine.
Vertikaalse keevitamise ning selge ja ühtlase õmbluse saamiseks tuleb järgida protsessiskeemi. Selleks tuleb ettevalmistatud osad selgelt fikseerida. Klambrite abil peate need servade ümber kinnitama 3-4 kohta. Osad tuleb kinnitada klambriga. Elektroodi kalle pinna suhtes peaks olema 70–75 °.
Vertikaalse õmbluse nõuetekohaseks keevitamiseks elektrikeevitamise abil on vaja perioodiliselt läbi viia pöörlemisliigutusi, mis aitavad sulatatud metalli rehkendada 2 osa ristumiskohas. Elektroodi ots peaks olema täpselt õmbluse keskel. Keevitusprotsess tuleb läbi viia alt ülespoole, kleepides tilkhaaval. See aitab tühimikku järk-järgult täita sulatatud elektroodijuhtmega.
Keevitamise ajal moodustuvad kõige usaldusväärsemad vuugid. Keevisõmblustega saab ühendada erinevaid materjale. Lisaks metallile saate süüa klaasi, plasti, keraamikat. Keevitustöid saab läbi viia erinevatel lennukitel. Seetõttu sõltub õmbluse asukoht keevitamise ajal keevitatavate osade servade ruumilisest paigutusest.
Vastavalt täitmisviisile on õmblused:
- ühepoolne;
- kahepoolne;
- ühekihiline;
- mitmekihiline.
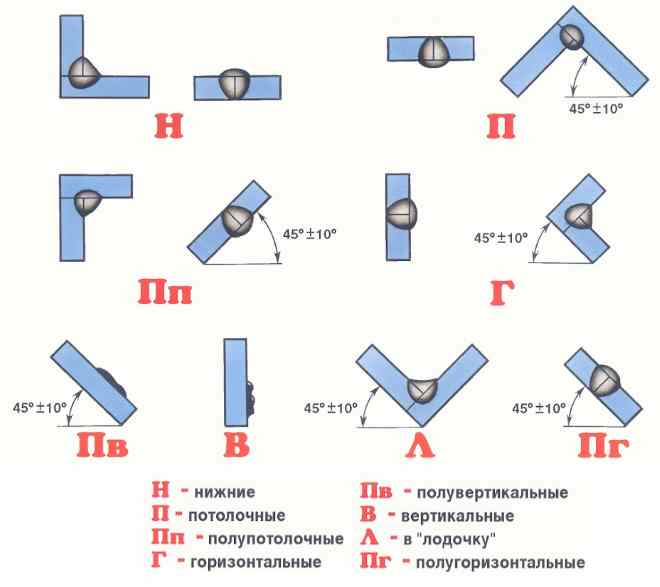
Lisateave klassifitseerimise kohta keevitatud liigendid loetud koha järgi ruumis ja pikkuses on järgmised keevitusliigid:
- Madalasendis. Millal keevitada paiknevad maapinna suhtes 0 ° nurga all;
- Horisontaalselt. Keevitamine toimub horisontaalselt ja osa asetatakse nurga alla 0 kuni 60 °;
- Püsti. Keevitamine toimub vertikaalselt ja konstruktsioon asub tasapinnal 60 kuni 120 °;
- Laes. Õmblus asub keevitaja kohal ja töö toimub 120-180 ° nurga all;
- "Paadis". Keevitamine toimub nurgas ja osa asub nurga all.
Keevitustööd madalamas asendis, isegi algajatele, pole rasked. Räägiti, kuidas neid teostatakse. Kõigi teiste jaoks on vaja tehnoloogilisi teadmisi.
Vertikaalsete liigeste keevitamine
Kuidas vertikaalset õmblust valmistada? Vertikaalsete ühenduste keevitamisel valmistatakse metall ette nii, et võetakse arvesse ühenduse tüüpi ja elementide paksust. Siis fikseeritakse need soovitud asendisse ja kinnitatakse väikeste põiksuunaliste õmblustega, mis ei lase osadel liikuda.

Kahe vertikaalse plaadi keevitamine
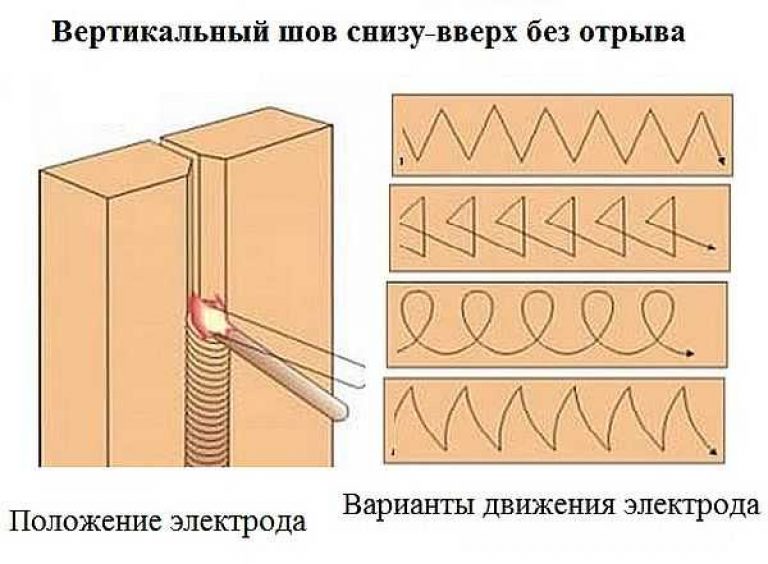
Vertikaalne õmblus keevitatakse kahel viisil: alt üles ja vastupidises suunas. Alt üles töötades on lihtsam saada kvaliteetset vertikaalset õmblust, kuna keevisõmbluse bassein tõuseb kaarega ja hoiab ära selle kukkumise.
Vertikaalse õmbluse keevitamine alt ülespoole ilma kaare purustamata hõlmab elektroodi liikumist ühes suunas ilma horisontaalse nihketa. Ta kaldub tasapinnale 80–90 ° nurga all. Keevituskaar Sellel on otsene mõju osale, mis hõlbustab protsessi juhtimist.
Algotirmi keevitamine:
- Alumises punktis ergas kaar;
- Õmbluse ristlõikega võrdse horisontaalse pinna ettevalmistamine - elektroodi liikumine: poolkuu, heeringas või siksak;
- Keevisõmbluse basseini hoidmine toimub kaare rõhu abil, mida juhitakse elektroodi kaldega.
Elektroodide liikumine peaks toimuma üsna kiiresti, protsessi täielik kontroll on vajalik. Kui keevisõmblusbassein hakkab ühest servast lekima, liikuge samaaegselt ülespoole liikumisega teisele.
Tähtis! Ärge kuumutage metalli üle ja ärge seiske. Vann võib välja kukkuda, mis võib põhjustada põletust.
Nurga vertikaalse õmbluse keevitamisel on oma omadused. Kõigepealt sulatatakse riiul, seejärel sulavad metalli aeglased manipulatsioonid. Valmis õmblus moodustatakse läbisõidu ajal "redeliga". Need. nad tõstsid elektroodi ülespoole paremale, tilk sulametalli tahkestub servade vahel, seejärel liigutame elektroodi otsa piki õmbluse serva vasakule ja ülespoole, moodustades seeläbi “kindlad” usaldusväärsed liigendid.
Kell keevitustööd kaare eraldamisega viiakse liikumised ühelt küljelt teisele läbi väikeste ristiõmbluste või silmustega.
![]()
Kaarkeevitus
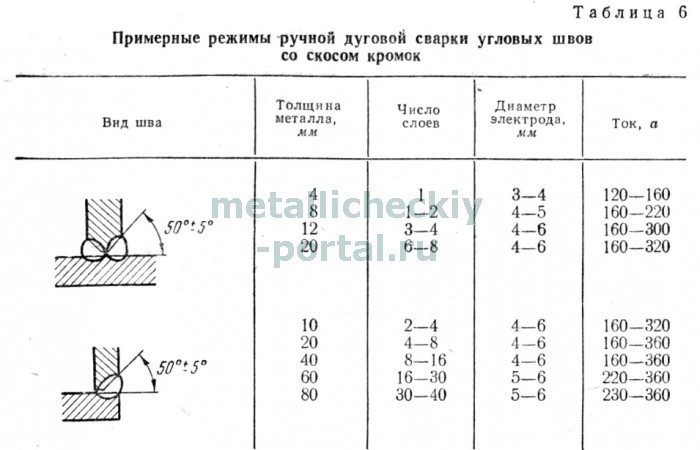
Vuugi tugevust mõjutab suuresti vuugi kuju. Vool on tavaliselt 5-10A väiksem kui teatud tüüpi elektroodide ja materjali paksuse soovitatavad väärtused. Kuigi see pole alati tõsi. Seetõttu on kõige parem määrata see katseliselt ja võtta keskmised väärtused.
Horisontaalsete liigeste keevitamine
Vertikaalse pinna horisontaalsed õmblused keevitatakse paremalt vasakule ja vastupidi. Vann kaldub sel juhul ka allapoole, et voolata alumisse serva. Elektrood kallutab suure nurga all, mis sõltub praegustest parameetritest. Vann peab jääma oma kohale. 
Paksu metalli keevitamisel on ainult ülaserv (lõikamine), alumine hoiab sulametalli keevisbasseinis.
- eelistatav on küpsetada vasakult paremale, nii et keevisõmbluse bassein on paremini nähtav;
- elektroodi asend veidi tagasi, õmblusel;
- kaare ergastamine toimub alumisel serval, seejärel kantakse ülemisele;
- elektroodi trajektoor viiakse läbi spiraalselt.

Elektroodi liikumine spiraalis
Kui metall voolab allapoole, on vaja suurendada liikumise kiirust ja vähendada metalli kuumutamist. Saate teostada kaarepisaraid. Selliste intervallide järel jahtub metall pisut ja selle äravool peatub. Sama efekt annab voolu tugevuse languse. Kasutage neid tehnikaid lihtsalt etappide kaupa.
Nõuanne! Kui horisontaalide keetmine on teie jaoks uus, ärge surfake palju metalli, proovige teha kvalitatiivselt õhuke õmblus. Seejärel tee vajadusel esimene lõik üle.
Lapiühendustes olevad horisontaalsed fileeõmblused keevitatakse üsna hõlpsalt, tehnika kordab keevitamist madalamas asendis.
Lakkeevitus
Kuidas valmistada laeõmblust elektrikeevitamise teel? Sellised olukorrad võivad kogenematuid algajaid segadusse ajada. 
Sel juhul on keevitaja ebamugavas asendis ja kuuma metalli tilgad laest kukuvad alla. Seda tüüpi töös on elektrood pinnaga risti. Ühenduse laiendamiseks peab ta tegema ringliigutusi aeglasel kiirusel. Elektrikaar tingimata lühike. Pika kaare korral moodustuvad sisselõiked.

Laeõmbluste tegemise viisid
Lagiühenduste keevitamine toimub sama põhimõtte kohaselt - metall peaks kõvenema nii kiiresti kui võimalik. Seda tüüpi töö jaoks kasutatakse spetsiaalse tulekindla kattega elektroode.
Koos ümmarguste liikumistega on elektroodid ka vertikaalsed. Vannist eemaldumisel kustub kaar. Energia lakkab voolamast. Metall jahtub ja kristalliseerub, keevisliide väheneb. Seega viiakse sulatamine läbi lühise.
Lakkeevistust kasutatakse hädaolukorras, kui puudub võimalus korraldada paremini keevitatud osi. Metalli kuumutatakse altpoolt, samal ajal kui keevisõmblusbasseinist tõusvad mullid on õmbluse juurtes ja nõrgendavad seda.
Nurgaõmblused
Keevisfilee keevisõmblustel on oma omadused. Keevitusprotsess, mis koosneb üksteise peal asetatavast ühendusest, viiakse läbi ilma servade eelnevat ettevalmistamist. Liigendid tehakse nurga mõlemale küljele.
Kui osad on otsast otsani ühendatud ja moodustavad nurga, lõigatakse otsapind ühe elemendi küljest lahti.
T-tüüpi ühendus
Täiusliku õmbluse saamiseks peaks üks tasapind olema horisontaalne, teine \u200b\u200bvertikaalselt. Nurgaühenduse keevitamine on kohustuslik 90 ° nurga all. Kui toote vertikaalselt paiknev paksus ei ületa 12 mm, pole täiendav töötlemine vajalik. Kui selle paksus on vahemikus 12-25 mm, on vaja teha ettevalmistus V-kujuliseks.
Alates 25–40 mm teostatakse U-kujuliste kaldpindade ühepoolne kärpimine.
Üle 40mm - kahepoolne V-kujuline pügamine.
Vertikaalselt asetseva toote alumine serv on ühtlaselt trimmitud ja vuugi laius ei ületa 2 mm.
Nurgaühenduse hästi teostamiseks on vaja, et kaar saaks õigesti süüdata. Enne keevitusprotsessi alustamist see süüdatakse. Seda teostatakse korduvalt pausil.
Paksu kattega elektroodide kasutamisel moodustuvad sulanud metalli suured alad. Tulenevalt asjaolust, et metall voolab allapoole, pole nurga õiget õmbluspinda võimalik teha.
Keevitatavad pinnad peavad olema paigutatud nii, et kalle oleks 45 ° ja keevitamine peaks toimuma paadiga.
Lapi liigesed
Keevitatavad lehed, mis asetsevad üksteise kohal nende lehtede 3–5 paksuse vahemaa tagant, keedetakse ümber perimeetri, ka piki katmise ajal moodustatud nurga serva. Äärised ei ole vajalikud. Kuid materjali maksumus suureneb ja ühendus muutub raskemaks. Hoolimata sellest kasutatakse seda võimalust üsna sageli.
Rõnga keevitamise tunnused
Torude, erinevate osade ühendamisel on vajalik fileekeevisõmbluste keevitamine sulgeventiilid. Esindab kombineeritud tüüpe.
Elektriline kaarkeevitus viiakse läbi vertikaalsel õmblusel, mis asub toru küljel. Ümbermõõdu ümber rakendatakse horisontaalset õmblust. Samuti viiakse läbi lae õmbluse ja põhja keevitamine, mis asuvad vastavalt.
Terasest torud on kõige sagedamini põkk-keevitatud. Torude sisemise longuse vältimiseks on elektrood kallutatud horisondi suhtes mitte rohkem kui 45 °, ühenduskoht on 3 mm kõrge ja 8 lai.
Enne rõngaskeevitust on vaja pinda ette valmistada:
- Osa puhastatakse põhjalikult;
- Deformeerunud otsad lõigatakse ja sirgendatakse;
- Serva servast 10 mm kaugusel harjatakse läikivaks.
Keevitamise ajal töödeldakse liigeseid pidevalt ja nurgaühendusi keedetakse mitmes kihis. Enne järgmise segu kasutamist puhastatakse iga ühend räbust. Esimese rakendamisel - kõik servad on täielikult sulanud. Pragude avastamise korral lõigatakse need välja ja fragment keedetakse uuesti.
Ülejäänud kihid asetatakse toru aeglase pöörlemise ajal üksteise peale. Eelmise kihi lõpp ja järgmise kihi algus nihutatakse 15-30 mm.
Viimane kiht on tingimata ilus, tasase pinnaga.
Tagumiku õmblused
Tagumikku keevitatakse erineval viisil:
- Kosmoses;
- Vasest valmistatud eemaldatav vooder;
- Eelneva õmblusega.
Kosmoseõmbluste keevitamisel on selle juuri kogu pikkuse ulatuses keevitada. Seetõttu on parem kasutada vasest valmistatud eemaldatavat plaati, mis oma kõrge soojusjuhtivuse ja tehnilised kirjeldused hoiab ära voodri sulamise sulametalliga kokkupuute hetkel. Töö lõpus eemaldatakse see hõlpsalt.
Selliste ühendite puuduseks on tungimise puudumise suur tõenäosus. Selle puuduse vältimiseks lõigatakse enne tagumise külje keevitamist metallist välja 2-3 mm sügavune soon. Pärast seda kaetakse see keevisrulliga, seejärel tugevdatakse liigend väljastpoolt.
Keevitatud mitmekihilised õmblused
Enne uue kihi puhastamist puhastatakse iga kiht toksiinidest ja jahutatakse. Seetõttu erineb mitmekihiliste õmbluste keevitamine muudest tüüpidest. Esimese kihi jaoks kasutatakse elektroode läbimõõduga 3-4 mm, teiste jaoks - 5-6 mm. Viimane kiht on kumer ja viib läbi ka eelmiste kihtide kuumtöötlust.
Keevisõmblus on mitmekihilise liigendi oluline komponent. See viiakse läbi pärast esimese õmbluse eemaldamist ja võimalikku osalist eemaldamist kohas, kus defektide kogunemise tõenäosus on suur. Kogu vuugi töökindlus sõltub sellest, kui hästi keevisõmblus on tehtud.
Järeldus
Teeme kokkuvõtte, et õppida keevitamise teel korralikult keetma, peate alustama kõige lihtsamast:
- välja töötada elektroodide vajalik kalle, tehes samal ajal kollektiivseid liigutusi osade ühendamisel.
- õppige räbu liigestest koputama, mis osutub iga kord paremaks.
Kuidas valmistada vertikaalset õmblust elektrikeevitusega? On väga oluline arvestada kõigi soovitustega. Vertikaalne õmblus on natuke keerulisem kui horisontaalne. Esiteks haaratakse see mitmes kohas kinni ja siis täidetakse see järk-järgult alt ülespoole. Seega on kogu tühimik täidetud vedela metalliga.
Harjutage oskusi, ostke keevitusseade, elektroodid, hakake õppima, kuidas teha ilusaid õmblusi.

