Доод хоолойн үе мөчний үе мөчний үе мөчийг угсарч, доод хоолой дээр нь ёроолын хоолойн дээр дарахад бүрэн зүсэлт хийх шаардлагагүй болно. Энэ нь зөвхөн жижиг зүсэгч, 10 ° утгатай байх боломжийг олгодог. Энэхүү хүлээн авалт нь гагнуурын металыг сайжруулж, чанарыг нь бууруулахгүй байх үед (схемийг үзнэ үү). Хариуцлагатай бус дамжуулах хоолойг гагнахдаа Доорх хоолой дээрх ирмэгийг бүхэлд нь тусад нь (схемийг харна уу).
Хамгийн сайн үр дүнг нь салгах хөндлөн огтлолын үеийг салгахад чиглэсэн хоолойгоор ялгаж салгах үед олж авдаг. Эхний роллер нь оёдлын үндэсийг буцалгана (C) -ийг доорх зураг дээр байрлуулна. Одоогийн хүчийг 160-190A-ийн хүрээнд тохируулна. Электрод нь хөдөлгөөнийг харилцан бие биенээ хариу өгөхдөө мэдээлж байна, үе мөчний дотор байх нь хоорондоо уялдаатай, 1-1.5 мм-ийн өндөр.
Эхний давхаргын давхцлын дараа түүний гадаргууг сайтар цэвэрлэж байх ёстой. Хоёр дахь давхаргыг нягтлан бодогч, дээд ирмэгийн ирмэгээс эхлээд дээд ирмэгийн ирмэгээс дээш, доод ирмэгийн ирмэг хүртэл Хоёр дахь давхаргыг гагнах нь эхний давхаргын гагнуурын гагнуурын гагнуурын дагуу хийгддэг.
Хоёр дахь давхаргыг хийсний дараа гагнуурын гүйдлийг 250-300a, гуравдахь давхаргад нэмэгдсэн. Гагнуурыг нь электродууд 5мм-ийн диаметртэй электрод хийдэг. Энэ нь гагнуурын үйл явцыг нэмэгдүүлэх боломжийг олгоно. Гурав дахь давхаргын нийлүүлэлт нь эхний хоёр давхаргад гагнуурын эсрэг талд байх ёстой. Гурав дахь роллер нь хоёр дахь галзуугийн өргөнийг 2/3 давхцаж байх ёстой. Дөрөв дэх Роллерийн зураг авалт нь нэг чиглэлд тохиолддог боловч энэ нь гурав дахь галзуу, дээд ирмэгийн завсарлагаанд байрладаг.
Гурван давхаргатай давхрагыг гурван давхарга, дараа нь гурван давхарга, дараагийн давхарга тус бүр нь дараагийн давхарга тус бүрийг дараагийнхаас эхлэн дараагийнхаас эсрэг чиглэлд чиглүүлж байх ёстой. Диаметр нь 200 мм-ээс хэтрэхгүй хоолой, ихэвчлэн хатуу оёдолоор гагнадаг. Хэрэв гагнуурын гагнуурын диаметр нь 200мм-ээс давсан бол гагнуурыг нь арын ашгийн аргаар гүйцэтгэдэг.
Видео: Хэвтээ уулзвараар гагнуурлах
Эргэлт буцалтгүй Jacks гагнах
Босоо бус уулзварууддээшээ дээшээ.
Эхний гурван давхаргад гагнуурын гагнуурын гагнуурын гагнуурын гагнуурыг сэргээнэ. Сайт бүрийн урт нь 200-250 мм байх ёстой.
Дараагийн давхаргын хэсгийн урт нь үе мөчний тойрог хагас байж болно. ХӨГЖЛИЙН ХӨГЖЛИЙН ХӨГЖЛИЙН ХӨГЖЛИЙН ХӨГЖИЛТЭЙ 16 ММ-ийн урт нь хоёр дахь давхаргаас эхэлж, хоёр дахь давхаргаас гарна.
Нэг гагнуурын давхаргууд (1-14) ба давхаргуудын нэн тэргүүнд (I-IV)
| Хоёр тал шат |
 |
Хэвтээ бус тусгал биш үенэг гагнуурын диаметр нь нэг гагнуурчин, нэг гагнуурын диаметртэй, нэг гагнуурчин, 200-250 мм урттай хэсэгчилсэн хэсгүүдэд гагнах шаардлагатай. Дөрөв дэх болон дараагийн давхаргыг гагнаж болно.
Нэн тэргүүний ач холбогдол (1-12) Нэг гагнуурын оёдол гүйцэтгэдэг
Хоёр гагнуурын үеийг гагнах үед нь хоёр гагнуурын хажуугаар гагнах үед үндэс оёдлын дараалал нь хоолойны диаметрийн диаметрээс хамаарна. Хэрэв диаметр нь 300 мм-ээс бага бол гагнуурчин бүр тойрог хагасын хагасыг нь туршиж үздэг. Үүний зэрэгцээ гагнуур нь диаметрийн эсрэг талын цэгүүдтэй байх ёстой. Хэрэв хоолойн диаметр нь 300 мм-ээс дээш байвал 200-250 мм-ийн шилэн хэсгүүдийг 200-250 мм-ийн үл үзэгдэх аргыг гагнаж байна.
 |  |
||
40 мм-ийн зайтай хоолойн үе мөчний үе мөчний үеэр 300 мм хүртэлх диаметртэй, эхний гурван давхаргад гагнах ёстой бөгөөд дараагийн гурван давхаргууд нь эхний гурван давхаргад гагнах ёстой.
800 мм-ийн диаметртэй, 25 мм-ийн диаметр бүхий хоолойнуудыг 600 мм-ийн диаметртэй, 25-45 мм-ийн диаметртэй, 25-45 мм-ийн диаметртэй.
Хромолибденовиовын гангаас 600 гаруй мм-ийн диаметртэй хоолой, хоёр ба түүнээс дээш гагнуурыг нэгэн зэрэг гагнаж, нэг хүн бүр хамтарсан байдаг. Урвуу аргыг ашиглана уу (200-250 мм-ийн хэсгүүд). Дөрөв дэх болон дараагийн давхаргыг тойргийн дөрөвний нэгтэй тэнцэх хэсгийг гүйцэтгэхийг зөвшөөрнө.
Нэн тэргүүний ач холбогдол, ороомог, өнхрөх, өнхрөх ба өнхрөх ба
Гараар техник нуман гагнуур Хавтангууд нь электродоор бүрхэгдсэн
Гагнасан давхаргыг хоёр хүлээн авалт хийхээр гүйцэтгэдэг. Уулзварыг периметр нь гурван хэсэгт хувааж, гурван хэсэгт хувааж, гурван хэсэгт хуваана:
Тааз (байрлал 1-3);
Босоо (байрлал 4-8);
Доод (байрлал 9-11). Хуйвалдаан бүр нь таазны байрлалаас гагнадаг. Гагнуурыг зөвхөн богино нуманаар хийдэг.
хаана D нь электродын диаметр юм. Доод байрлалд давхаргыг дуусга.
Хэсэг бүрийн гагнуурын гагнуур нь босоо тэнхлэгээс 10 мм-ийн нүүлгэн шилжүүлэлтээс эхэлдэг. Seam давхцаж буй хэсэг нь "түгжээний" нэгдэл юм - хоолойн диаметрээс хамаарч 20-40 мм-ээс хамаарна. Хоолойн илүү том диаметр нь "цайз" -ыг илүү урт
Таазны анхны хэсгийг таазны байрлалд гүйцэтгэдэг. "Өнцөг буцах" (POS. 1,2). Босоо байрлал руу шилжих үед (POS. 3-7), ГЭР БҮЛИЙН ДЭЛГЭРЭНГҮЙ. 8-р байр суурийг хүрсний дараа электрод нь зөв өнцгөөр чиглэсэн байдаг, гэхдээ доод байрлал руу шилжих нь дахин "өнцгийн нурууг" чиглүүлж байна.
Гагнахаас өмнө хоёр дахь сайтыг гагнахаас өмнө та оёдлын эхний болон эцсийн хэсгүүдийг цоорхойтой шилжүүлэх хэрэгтэй. Хоёр дахь сайтын гагнуурыг гагнах нь эхнийхтэй ижил байдлаар хийх ёстой.
ROCE SEAM нь электродыг ашигласан электродыг 3 мм-ийн диаметрээр ашигласан. Таазны байрны хүчний хүчийг 8-95 A. Одоогийн босоо чиглэлд 75-90 A-ийг бууруулахыг зөвлөж байна.

Тохиромжгүй давхаргуурыг гагнах нь тохиромжгүй хоолойгоор гагнаж, тээвэрлэгч нь цоорхойг тогтмол хооллодог. Хоолны доторх зохицуулалтад хүрэхийн тулд та гүдгэр гадаргууг оёдол, таазны байрлалд оруулах шаардлагатай.
8 мм-ээс дээш хэмжээтэй хоолойны зузаантай хоолойг тайрах нь 8 мм-ээс дээш хэмжээтэй хананы зузааныг дүүргэдэг. Дүрмээр бол доод байрлал нь хоцорч байна. Зүсэхийг багасгахын тулд энэ нь зүсэлтийн дээд хэсэгт байрлах өнхрөхийг зайлуулах шаардлагатай. Penultimate давхрага нь 2 мм-ээс ихгүй гүнд хоосон зайг үлдээх ёстой
 |
Нэг буюу хэд хэдэн хэсгүүдэд тулгардаг. Товчлуурын роллер нь 0.5-2-2 мм-ийн гүнд дуустал нь 0.5-2 мм-ийн гүнд, үндсэн металлууд нь электродын диаметрийн өргөнийг арилгаж байв.

Ханын зузаантай 150 мм-ээс бага диаметр нь 6 мм-ээс бага диаметртэй байх үед гагнуурын эх үүсвэрээс гадна гагнуурын эх үүсвэрийг, гагнуурын дагуу гагнуурыг нэг болон ижил утгатай ижил утгатай. Таазны байрлал дээрх одоогийн горимыг сонгохыг зөвлөж байна. Доод байрлалд хүрэхэд хангалттай байгаа. Таазны байрлалаас босох үед босоо байрлалд босох үед хэт их зохицуулалт байхгүй тул хэт их зохицуулалт хийх ёстой бөгөөд энэ нь завсрын оёдол үүсэх ёстой. Энэ тохиолдолд энэ арга нь үе шатыг үе үе шатаж буй аргыг ирмэг дээр дарангуйлдаг.
Хоолойн хананы зузаанаас хамааран ялгаа, цоорхой, уйтгартай ирмэгээс хамаарна.
1. ARC-ийг ирмэгийн аль нэг дээр нь байнга оруулаад банн үүссэний дараа эвдэрнэ. Хавирганы хоорондох завсарлага, гал асаах нь маш богино байх ёстой бөгөөд металл оёдол нь бүрэн талстжилт хийх цаг гардаггүй бөгөөд энэ нь slag нь сэрүүн байх ёстой.
2. Том металл зузаантай, нуман хаалга нь ижил ирмэг дээр асдаг.
ARC холбогч нуман хаалга
Эргэлтийн хэвтээ холболтыг гагнах
Тогтвортой зохицуулалттай гагнах нь 3 мм диаметртэй электродоор чимэглэгддэг. Гагнуурын гүйдэл нь суурь металлын зузаанаас хамаарч сонгогдсон бөгөөд ирмэг ба зузаан зузаан хоорондын ялгаа юм. Электрод налуу нь 80-90 ° байна. "Буцах" хэсгийг гагнах үед налуу нь хамгийн ихдээ эргэлзээтэй байдаг бөгөөд "Урагшлах өнцөг" нь хамгийн бага.
Хангалттай зохицуулалт хангалтгүй байгаа тохиолдолд нумын урт нь богино, ердийн тэрэгтэй байх ёстой.
 |  |
||
Үндэсний давхаргын хамгийн бага хэмжээ нь гагнуурын ванны хамгийн бага хэмжээгээр хооллох, цэвэрлэгээний арын хэсэгт байдаг.
Хоёр дахь хар буцааланх үүссэн тул эхний эх цэгийг хайлуулж, хоолойн хоёр ирмэгийг хайлуулна. Гагнуурын урсгалыг дунджаар дунджаар суулгасан байна. Навчны налуу нь эхний эх цэгийг гагнахдаа ижил төстэй юм. Гагнуур нь "өнцгийг буцааж" хөтөлдөг. Хурд нь роллерийн гадаад төрх байдал хэвийн байна (гүдгэр биш бөгөөд гүдгэр биш)
Гурав дахь роллермоднуудад нэмэгдсэн горимд хийх нь дээр. Гагнуурын хар тугалга нь зөв өнцгөөр эсвэл "өнцөг буцах". Хурд нь SOlder нь гүдгэр нь гүдгэр, дараагийн роллерийн төмөр баннийг барина. ARC Trajectory нь хоёр дахь роллерын ирмэгтэй давхцах ёстой.
Дөрөв дэх галзуу- хэвтээ. Энэ нь гурав дахь нь ижил горим дээр хийгддэг. Электрод нь хоолойны босоо гадаргуу дээр 80-90 ° өнцгөөр бэхлэгдсэн байна. Гагнуурын хурдыг дэмжиж байгаа тул зүсэлтийн дээд ирмэгийг хайлуулж, ингэснээр зүсэлтийн дээд ирмэгийг хайлуулж, хоёр дахь роллер, гурав дахь галзуугийн гадаргууг хайлуулна. Гадаад төрх Дөрөв дэх Роллер хэвийн байх ёстой.
 |
"Цайз» холблөлтэнэ нь эхэнд гөлгөр өсөлт, эцсийн хэсэгт, эцсийн хэсэгт, эцсийн хэсэгт, "Raid" -ын эхлэл, "дайралт" -аас эхэлнэ.
Гагнуурын нүүрний давхаргаэнэ нь тайралтыг бөглөхдөө ижил диаметртэй ижил диаметрийг хийх шаардлагатай, гэхдээ 4 мм-ээс ихгүй байна. Сүүлчийн дээд өнхрүүлгийг илүү өндөр хурдтайгаар тавьдаг тул нарийхан, хавтгай болж хувирдаг
Технологийн гар аргон-Аргон-нуман гагнуурын хоолой
Техникийн сонголтууд
Тохиромжгүй электродтой гагнасан оёдол нь бүрэн нэвтрэхгүй электродоор чимэглэгддэг (хананы зузаан дээр 3 мм хүртэл);
Гагнасан давхаргыг хосолсон аргаар гүйцэтгэдэг: Root Seam - MANDER A ARGOND AREDING - ХУВИЙН ХУВЬЦААГ - ХУВИЙН ХУВЬЦАА - ХУВИЙН ХУДАЛДАН АРКОНЫГ УРЬЖ БАЙНА. буюу түүнээс дээш).
Ойролцоог давхар, роллерийн ойролцоо байршил (1 - 8)
 |
Үе мөчний дагуу, янз бүрийн технологийн сонголтын дагуу чанаж болгосон
2 мм хүртэл ханын зузаантай, хамтарсан хөндлөн огтлолын хэсэг нь нэг давхаргад гагнах ёстой
Нүүрэн бус аргоныг Sweellify W-ELELODE-ийг ХАМГИЙН ХУГАЦААНЫ ХУГАЦААНЫ ХУГАЦААНЫ ХУГАЦААНЫ ХУГАЦААНЫ ХУГАЦААНЫ ХУГАЦААНЫ ХУГАЦААГҮЙ. Гагнуурын хоолойны диаметр нь 100 мм-ээс бага бөгөөд хананы зузаан нь 10 мм хүртэл байна.
MODE PERMETERERS сонгоно уу
Одоогийн байдлаарсонгоно уу: Хоолойны хананы зузаанаас хамаарч, олон давтамжтай, олон давтамжтай, олон давтамжтай - 2-2 мм-тэй байх ёстой. Гагнуурын гүйдэл нь электродын 1 MM диаметр тутамд 30 - 35-ийн зайд заасан байна.
Нуман дээр хурцадмал байдалбогино нумын гагнуурын гагнууртай тохирч байх ёстой.
Гагнуурын хурдэнд ирмэг нь баталгаатай бөгөөд хүссэн давхаргын хэмжээ үүсэх баталгаатай бөгөөд үүний баталгаатай болно.
Хамгаалалтын хийн хэрэглээгагнуурын ган, одоогийн горимоос хамаарна (8-аас 14 L / мин).
Ороник утас1,6-2 мм-ийн диаметр нь гагнасан гангаар гагнасан гангаар сонгогддог (PRED PARDER-ийг үзнэ үү. 16-р хүснэгтийг үзнэ үү).
Ангилалд: ГАРРАГИЙН АЖИЛ
Pippeline үеийг гагнах гарын авлагын гар
ХӨГЖЛИЙН ХУГАЦААНЫ ХУГАЦААНЫ ХУГАЦААНЫ ХУГАЦААНЫ ХУДАЛДАН АВАХИАЛГА, МАМАЙГ АШИГЛАХ МЭДЭЭЛЛИЙГ ХЭРЭГЖҮҮЛЖ БАЙНА гагнасан оёдол Мөн нэгэн зэрэг одоогийн дамжуулагч нуман дээр.
Гагнуурын чанар нь түүний төгсгөлийн ороомог нь түүний төгсгөлийн гадаргуугийн төлөв байдал нь ихэвчлэн тэдгээрийн хоорондын ороосон гадаргуу дээр, Электрод төмөр саваа нь өөр өөр зузаантай электродоор хийгдсэн байдаг. Гагнуурын хоолойн хувьд утас, утсыг 2-оос 5 мм зузаантай ашигладаг.
Электродын цув нь нимгэн, зузаан, өндөр чанартай бүрэхтэй сүүлчийнх. Электродыг нарийн (шохой) бүрхүүлтэй бүрхүүлтэй бүрхүүлтэй (шохой) бүрхүүл нь метал савны жингийн 1-2% юм. Өндөр чанартай электродын хөргөгч нь метал савны жингийн 20-30% юм.
Бүрэх лаазны хамгийн чухал өмч. Slag бол гагнасан металлын тодорхой таталцалаас бага холимог хиймэл дагуул юм; Шагай нь хөвж, хайлсан металлын механик бүрхэвчийг бий болгодог. Шаланц нь далайн хавангийн жижиглэсэн хийнээс салхилалтаас үүссэн жижиглэсэн хийнээс хамгаалалтын металлуудаас хамгаалдаг - хүчилтөрөгч, азот.
ШИЛДЭГ ТЕХНИКИЙН ТЕХНИКИЙН ТЕХНИКИЙН ТЕХНИКИЙН ТЕХНИКИЙН ТЕХНИКИЙН ХАМГААЛАХ, ХУДАЛДАН АВАХ БОЛОМЖТОЙ БОЛОМЖТОЙ БОЛОМЖТОЙ БОЛОМЖТОЙ. Оёдлын оёдол оёх нь цахилгаан хоолойн гажиг юм.
Нимгэн (шохой) нь бүрээс нь шохойн 8-20-85% -иас бүрдэх бөгөөд шингэний шилний 15-20% -иас бүрдэх бөгөөд энэ нь бариул дээр бэхлэгддэг. Хөндлөн огтлолцох, давтамжийн чанарыг даван туулахын тулд нуман хазайлтыг зайлуулах шаардлагатай.
U. u.Эликт шатаж буй хуйвалдааныг тогтвортой бүрхүүлтэй, гэхдээ металл элэгдэл нь металл болон металл давхаргын дагуу үүсдэг. Оёдлын хүч чадал, наалдамхай байдал нь электродууд нь нарийн бүрхүүлтэй электродоор хийсэн давхаргуудаас ихээхэн өндөр юм. Туузны чанарыг сайжруулах нь электроде, электроде, электроде, электроден, электроген, азотын аливаа элекийн электрод, өндөр чанартай металлыг нэвтрүүлдэг. Эдгээр элементүүд нь гагнуурын үеэр метал дахь бүрээсийг металлаар шилжиж байна.
ХӨДӨЛГӨӨНИЙ ХУГАЦААНЫ ХУГАЦААНЫ ХУГАЦААНЫ ХУГАЦААНЫ ХУГАЦААНЫ ХУГАЦАА, ЭРДЭМТЭЙ АЖИЛЛАГАА АЖИЛЛАГАА. Электродууд нь програм хангамжийн ижил зузаантай бүрхүүлтэй байх ёстой. Бүх электродууд нь ан цав, орон нутгийн өтгөрдөг, орон нутгийн өтгөрдөг, бусад харагдахуйц согогууд.
Электродын диаметр нь ороомог хоолойн зузаанаас хамааран сонгогдсон байх ёстой. Товчтомать бүртгэл Ханан дээрх зузаантай хоолой, 5 мм-ийн зайд RMALITION-ийг 100-250 АВТОМАШИНГИЙН ЗАСГИЙН ЗУРАГ, 80-250 АВТОМАШИНГИЙН ЗУРАГ, 80-120 АВТОМАШИНГ АЖИЛЛАГАА.
Олон давхаргатай товчлуурын оёдол Эхний давхаргыг 4 мм-ийн диаметрээр, дараа нь илүү диаметртэй электроноор дамжуулан электродоор хийх ёстой.
Цахилгаан хангамжийн одоогийн хангамжаас гарах утсыг гагнуурын утаснууд гагнуурын argeхөнгөн, уян хатан байх ёстой, уян хатан, найдвартай тусгаарлагч байх ёстой.
Гагнуурыг гагнах үед дараахь холболтууд хийгддэг. Жак, твиттер, VTAVR, өнцөг.
Пектористын нэгдэл нь үүнийг нэг элемент өөр өөр элементээр илэрхийлдэг. Сүүлчийн өргөн нь дор хаяж хоёр металл зузаантай байх ёстой.
Гагнуурын дагуу гагнуурын дагуу хийсэн байрлалын дагуу оёдол нь доод, хэвтээ, босоо, тааз юм. Доод давхаргыг гагнах нь хамгийн тохиромжтой. Энэ нь электродын доор байрлах бөгөөд электродын доор байрладаг бөгөөд гагнуурыг дээрээс нь хийдэг. Хэвтээ давхарга Босоо суулгасан хоолойны тойргийг гүйцэтгэх. Босоо оёдол нь суулгасан эгц хоолойн хажуу талд байрладаг, гагнасан. Таазны давхарга Гагнуурын толгойноос дээш гүйцэтгэсэн.
Гагнуурын хоолой нь доод байрлалд (нугасан давхаргад) илүү дээр юм. Зөвхөн бэхэлгээний үе мөчний үеийг хаах нь тусгал биш юм.
Ган дугуй уудаг Голчлон jack-ийг холбоно уу. Хоолойн холболт. Үг нь хананы бүх зузаантай байхын тулд ирмэгийг заавал ирмэгээр хангах шаардлагатай.
Жижиг диаметрийн хоолойг гагнаж буй цахилгаан нуман хаалганы төрөл нь зурагт үзүүлэв. нэг юм.
Хоолой доторх шилжилтийг багасгахын тулд электродыг хэвтээ чиглэсэн өнцгөвч нь 45 ° -аас хэтрэхгүй байх ёстой.
Жижиг диаметр, T хэлбэрийн диаметр, T хэлбэрийн нэгдлүүд нь e-42 мм хэлбэрийн диаметртэй, электродууд, E-42-ийн диаметр бүхий электродууд нь электрод, e-42A-ийг (1, b, b, d) ашигладаг. Одоогийн хүч чадлын хүчийг 80-аад он хүртэл тохируулсан. Гагнуур нь 2-3 мм-ийн өндөртэй байх ёстой, өргөн нь 6-8 мм-ийн өргөнтэй байх ёстой.
Гагнуурыг гагнах үед ижил электрод нь гагнах үед ижил электродыг хэрэглэнэ; Одоогийн хүчийг 10Q-120-г тохируулсан байна. Гагнуурын өндөр нь 3 мм, өргөн байх ёстой бөгөөд өргөн нь 6-8 мм байна.
Гагнуурын хоолойноос өмнө дараах бэлтгэл ажлыг хийхээс өмнө: - Хөрс, шороо, шороо, хогийг цэвэрлэх; - Далуу хэлбэртэй хоолойн төгсгөлийг уриалах эсвэл шулуун болгох. Шулуун хоолойнууд нь тэдгээрийг тэгшлэх үед таарах ёстой. Шүд, Calas байгаа эсэх нь зөвшөөрөгдөөгүй;
Нуман хаалган дээр гагнах, ирмэгийг металлын гялалзсан, хажуугийн гадаргуу дээр байрлуулна;
бүхэл бүтэн үе мөчийг бүрэн гагнах хүртэл үйл ажиллагааны үе мөчний үе мөчний үе мөч; - доторлогооны цагиргуудгүйгээр гагнуурын хоолойг гагнах; - ARARIC нь ROCIARY болон RIPARY болон TERFICERINE, TOOLERINE ба TOOFIENTINESING нь B MM-ийг дор хаяж хоёр давхаргад хийнэ; 6-аас 12 мм-ийн зузаантай хоолойны зузаантай - гурван давхаргад, гурван давхар, өндөр, өндөрлөгт. Дөрвөн давхаргад зузаан. Дараагийн давхцаж эхлэхээс өмнө оёдол бүр нь шөлийг цэвэрлэж байх ёстой. RVA-ийн эхний давхарга нь түүний үндсийг бүрэн үйлчилгээ үзүүлэгч өгөх ёстой.
Энэ шилдэг зураг. 1. Цахилгаан гагнуурын цахилгаан гагнуур: A - Selfling Pipsing Philding Philding-ийн байрлал, Веллепродын байрлал, ДЭЛГЭРЭНГҮЙ, ГАЗРЫН ХУГАЦААНЫ ХУГАЦАА, ГЭР БҮЛИЙН ГЭРЭЭ, ГЭР БҮЛИЙН ГАЗРЫН ХУВЬЦАА
Хоолойн ирмэгийн хэлбэр, гагнуурын өнцгийн хэлбэр нь гагнуурын өнцгүүдийг гагнаж, хүснэгтэд үзүүлсэн утгуудтай тохирч байх ёстой. нэг юм.
Хүснэгт 1
Гагнуурын бэлтгэсэн хоолойн ирмэгийн ирмэг хэлбэр 
Гараар нуман хаалганы зүү нь ханан дээрх зузааныг онгойлгох хананы зузаан, 6 мм-ийн зузаан, хурдны гагнуурын шугамыг 6 мм хүртэл, автоматаар гагнуурлуулдаг хоолойг 6 мм хүртэл урсдаг хоолойгоор өгдөг.
Хүснэгтийг угсарч буй хоолойн эгнээг (ирмэгийг нүүлгэн шилжүүлэх) хазайлт (ирмэгийг нүүлгэн шилжүүлэх) хүснэгтэд өгөгдсөн утгуудаас хэтрэхгүй байх ёстой. 2.
Хр. 2
Угсармал шилжилтийг угсарч байх үед ирмэгийн нүүлгэн шилжүүлэлт 
Хоолойг цоорхойгоор хурааж авдаг, хүснэгтэд заасан утга. 18.
Дамжуулах хоолойн гагнуурын байршилд мөчир хийх тасалбарыг зөвшөөрдөггүй.
Хоолны хоолойн гагнуурын хоорондох зай, цорго гагнуурын хоорондох зай нь дор хаяж 100 мм байх ёстой.
Хүснэгт 3.
Гагнуурын хоолойг гагнах боломжтой цоорхой 
Соронзон хавиргатай үе мөчний үе, таазанд 60-50 мм урт байх ёстой. Туузны өндөр нь хоолойн хананы зузаантай 40-50% байх ёстой.
8 мм-ийн зузаантай хоолойгоор чимэглэх үед эхний давхаргууд, эхний давхаргыг гагнуурын гагнаж, үлдсэн давхаргууд чангаруулна. Гагнуурын гагнуурын тусламжтайгаар хамтарсан тойргийг хэд хэдэн хэсэгт хувааж, сайтаар нь гагнаж, дараа нь
Гагнуурын эхний давхаргад хамгийн хариуцлагатай. Энэ давхаргыг оруулахдаа та ирмэг, уйтгар гунигийг бүрэн хайлж байх ёстой. Дараа нь зайлшгүй шаардлагатай. Үүнийг сайтар үзэж, ан цав байхгүй эсэхийг шалгана. Илрүүлсэн ан цавыг бууруулах, төлөх ёстой, эсвэл хэсэг нь дахин гагнаж байна.
Хоёр, гурав дахь давхаргыг гагнаж, аажмаар хоолойг аажмаар эргүүлнэ. Эдгээр давхаргуудын эхлэл ба төгсгөл нь өмнөх давхаргын эхлэл ба төгсгөлтэй холбоотой 15-30 мм-ээр шилжинэ.
Сүүлийн оёдол нь гөлгөр гадаргуутай байх ёстой бөгөөд гол метал руу жигд шилжих ёстой.
Олон тооны гагнуурын тохиолдолд дараагийн давхаргад тус бүр нь өмнөх давхцаж байгаа тохиолдолд давхаргын эсрэг чиглэлд явагдана. Давхарга нь хоорондоо хаалттай хэсгүүд хоорондоо холбоотой байдаг. Энэ нь гагнуурын чанарыг сайжруулдаг.
Оёдол бүрийн давхарга тус бүрийг гагнасны дараа энэ нь зэргэлдээ газар, зүлгүүр, гялтгануурыг илүү сайн хайлуулж өгдөг.
Pippeline үеийг гагнах гарын авлагын гар
Xxviii-г бүлэг.
Зарим төрлийн бүтцийг гагнах шинж чанарууд
§ 125. Хоолойн гагнуур
Ерөнхий. Хоолой барих, гагнуурын үе мөчний үе мөч нь нугасан, тусгал, хэвтээ, хэвтээ байж болно (Зураг 123).
Энэ шилдэг зураг. 123. Гагнасан хоолойн үе:
ба - нугасан, b - эргэлт, in - хэвтээ
Хоолойг угсрах, гагнахын өмнө тэд дамжуулах чадварыг дагаж мөрдөх, үзүүлбэр, тодорхойлолтыг дагаж мөрдөхийг шалгаж байна. Үндсэн шаардлага: Хоолой дээрх гэрчилгээ байгаа эсэх нь техникийн хэмжээ байхгүй байх, Хоолойн хэмжээ байхгүй байх нь техникийн хэмжээ, төхөөрөмжийн хэмжигдэхүүн, механик шинж чанаргүй байх.
Хориглосон хоолойн үе шатанд туслах хоолойн үе шатанд тэнхлэгийн перпендикуляци хийх, түүний тэнхлэгийн перпендикуляторыг шалгаж, ирмэгийн ирмэгийг шалгана. Seam тодруулгын өнцөг нь 60-70 ° байх ёстой бөгөөд завсарлагааны хэмжээ 2-2.5 мм нь 2-2.5 мм байна (Зураг 124). Хулгагчдыг механик аргаар, хийн хурц, эсвэл хэмжээст хэлбэр, хэмжээст ирмэгээр хангаж буй механик аргыг механик аргаар гаргаж авдаг.

Энэ шилдэг зураг. 124. ХӨДӨЛГӨӨНИЙ ХӨДӨЛГӨӨНИЙ ХӨДӨЛГӨӨНИЙ ХӨГЖЛИЙН ТУХАЙ 8-12 мм
Ороомог хоолойны хананы хананы ялгаа, ирмэгийн нүүлгэн шилжүүлэлт, ирмэгийн нүүлгэн шилжүүлэлт нь хананы зузаантай харьцуулахад 10% -иас хэтрэхгүй байх ёстой, гэхдээ 3 мм-ээс ихгүй байх ёстой. Хоолойг доклох үед жонглүүрт элементийн холбосон ирмэгийн хоорондох хаалганы хоорондох дүрэмт цоорхой нь 2-3 мм.
Саатсан хоолойн ирмэгийг угсарч, түүнчлэн 15-20 мм-ийн урт ба гаднах гадаргуу нь газрын урт, масштаб, зэвэрдэг, шороо, шороог цэвэршүүлдэг.
Гагнуурын салшгүй хэсэг нь ижилхэн, ижил электрод ашиглан үе мөчийг гагнах ижил гагнуурыг гүйцэтгэнэ. Хоолойг 300 мм хүртэл диаметрээр гагнах үед шошго нь 4-4 мм, 50 мм урттай дөрвөн газарт тойрог орчим байдаг. 300 мм-ээс дээш диаметртэй хоолойгоор гагнах нь 250-300-300 мм тутамд цоолсон хоолойг бүхэлд нь жигд байдаг.
Дамжуулах хоолой суурилуулахдаа илүү олон уулзварыг нугасан байрлалд гагнахыг хичээх хэрэгтэй. Ханын зузаан нь 12 мм, гурван давхаргад гагнасан хоолой. Эхний давхарга нь орон нутгийн мужийг оёдлын үндэс, ирмэгийн бэхэлгээний үндэс дээр орон нутгийн мужийг бий болгодог. Үүнийг хийхийн тулд, хоолойн доторх цацагдсан металл нь 1-1.5 мм-ийн өндөр урсгалтай, Ichicle, графикгүйгээр үйлчилгээ үзүүлэгч, электродын хөдөлгөөнийг алдах нь гагнуурын ванны хоорондох зайг алдах, өнцгийн өнцгийн дээд хэсэгт бага зэрэг хөндлөн гарч ирж байх ёстой ирмэг. Нүхийг нуман металлаар тархсан үр дүнд нүх гаргадаг. Түүний хэмжээ нь хоолойн хооронд 1-2 мм-ээс хэтрэхгүй байх ёстой.
Гагнуурын нугасан үе. 3-4 мм-ийн дээд давхарга нь 2, 3, 4 мм-ийн диаметртэй электродтой гагнаж, хоёрдахь давхаргатай, хоёр дахь давхаргыг илүү том диаметртэй электроноор хийдэг. Эхний хоёр давхаргыг дараахь аргаар хийж болно.
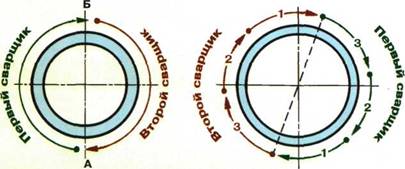
1. Онигоо нь дөрвөн хэсэгт хуваагддаг. Эхний ээлжинд 1-2-р хэсэг нь гагнаж, хоолой нь 180 °, 4 ба 4-р хэсгүүдийг исгэж байна (Зураг 125). Хоолойг дараа нь өөр 90 ° ба гагнасан хэсгээс 5, гагнасан хэсгээс эргүүлээд 5, 6-р хоолойг эргүүлээд 7, 8-р хэсгийг эргүүлээд 7, 8-р хэсгийг эргүүлнэ.

Энэ шилдэг зураг. 125. Хоолойн хамтарсан гагнуурын хэлхээний хэлхээний:
2. Онигоо нь дөрвөн хэсэгт хуваагддаг. Эхлээд 1 ба 2-ыг гагнаж, дараа нь 60 ° -ийг эргүүлээд, 3 ба 4-р хэсгийг гагнаж (Зураг 126). Эхний давхаргыг гагнасны дараа хоолой нь 90 ° -аар эргүүлсний дараа, 5 ба 6-р хэсэг нь гагнаж, дараа нь 70 °, дараа нь 70 °, дараа нь 7, 8-р хэсгүүдийг гагнаж байна.

Энэ шилдэг зураг. 126. Хоёр дахь аргын хамтарсан хоолойн хамтарсан схем
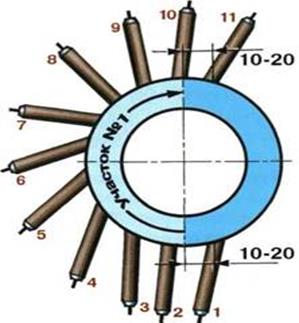
3. Хамтарсан үеийг хэд хэдэн хэсэгт хуваана (гагнуурын хоолойг (гагнуурын хоолойг (гагнуурын хоолойг (гагнуурын хоолойгоор гагнуурладаг), гагнуурын алхам алхамыг бие даасан хэсгүүдэд хүргэх үед (Зураг 127). Оёдол бүрийн хэсэг тус бүрийн урт (1-8) нь 150300 мм бөгөөд хоолойн диаметрээс хамаарна.

Энэ шилдэг зураг. 127. Том диаметрийн хоолойн үений гагнуурын схем:
a - эхний давхарга, b - хоёр дахь давхарга
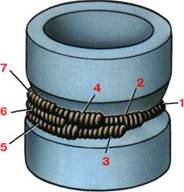
Дээр дурдсан бүх аргуудын гуравдахь давхаргыг нэг чиглэлд эргүүлэх үед нэг чиглэлд хэрэглэнэ. 200 мм-ийн диаметртэй хоолойн диаметр дээр үе мөчийг хэсэгт хувааж, гагнуурын процессыг гагнуурын явцад хувааж, хатуу оёдолоор хувааж, гагнахгүй (Зураг 128). Хоёр, гурав дахь давхаргыг эхний ээлжинд ижил төстэй байдлаар гүйцэтгэдэг, гэхдээ эсрэг чиглэлд. Бүх тохиолдолд дараагийн 10-15 мм-ийн дараа давхцаж буй бүх тохиолдолд тус бүр нь шаардлагатай.
Энэ шилдэг зураг. 128. Жижиг диаметрийн хоолойн хамтарсан үе
Эргэлтийн бус уулзварыг гагнах. 12 мм-ийн хурдны зузаантай хоолойн үе мөчний үе мөчний шугамыг гурван давхаргаар гагнах нь гурван давхаргад гагнах, давхаргын өндөр нь 4 мм-ээс хэтрэхгүй байх ёстой, өнцгөөс 4 мм-ээс хэтрэхгүй байх ёстой.
Хоолойн үе мөчний үе мөчний үе мөчний үе мөчний үе мөчийг урвуу алхамаар гагнаж, хэсэг тус бүрийн урт нь 150-300 мм-ийн дараалал байх ёстой. 129.

Энэ шилдэг зураг. 129. Диаметрийн хоолойг 400 мм-ийн давхиж, давхцуурын давирхайг 400 мм хүртэл (давхаргын дагуу гагнуурын хэсгүүдийн тоонууд, сумаар, сумаар байна.
Улнатан нь гагнуурын ванны саатал дээр саатсан тохиолдолд электрод хариуцах үед үүссэн. Одоогийн байдлаар 140-170 A-ийг тохируулсан бөгөөд энэ нь таны дотор талд 1-1.5 мм-ийн өндрийг бүрдүүлнэ. Үүний зэрэгцээ, хайлсан металл, гагнуурын өргөн цар хүрээтэй, гагнуурын ирмэгийг гагнасан ирмэг дээр хийх ёстой бөгөөд гагнуурыг гагнах, гагнуур хийх ёстой. Энэ нумын хувьд богино байх ёстой. Усанд орохоос нумыг нээх нь үүнийг 1-2 мм-ээс дээш хуваах боломжгүй юм. Хажуугийн давхаргын давхцал ба төгсгөлийн давхаргын төгсгөл нь 20-25 мм байх ёстой.
Хоёр дахь давхаргыг гагнах горим нь эхний давхаргыг гагнахтай ижил байна. Хоёр дахь давхаргыг гагнах үед электрод нь нэг ирмэгийн ирмэгээс нөгөө ирмэгийн ирмэгээс нөгөө ирмэгийн ирмэгээс нөгөө ирмэг хүртэл хөндлөн осол.
Гагнуур, давхарга бүр нь гадаргуу нь гогцоо (130, a) эсвэл бага зэрэг гүдгэр (зураг. 130, B), ялангуяа оёдол, ялангуяа дээр тааз гагнуур (Зураг 130, C), Буцалагдах шалтгаан байж магадгүй юм.

Энэ шилдэг зураг. 130. Үндэс оёдлын гадаргуу:
ба - uplave, 6 - бага зэрэг гүдгэр, b нь маш гүдгэр (сум нь ашиг сонирхлын газруудыг харуулж байна)
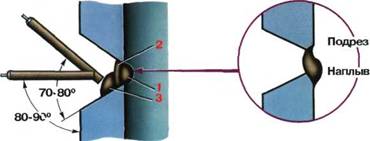
Гагнуурын бүсийн хамгийн сүүлийн давхаргыг дагаж, ирмэгийн хамгийн сүүлийн давхаргыг дагаж, ирмэгийн ирмэгийг дагаж, ирмэгийн ирмэгээс 1-1.5 мм-ийг ирнэ. Сүүлчийн давхаргыг 2-3 мм-ийн өндөр, өргөн нь тайрах өргөнөөс 2-3 мм-ийн өргөнтэй; Энэ нь гагнуурын металаас голд шилжсэн байх ёстой.

Энэ шилдэг зураг. 131. Ирмэгийг зүсэх хэлхээг
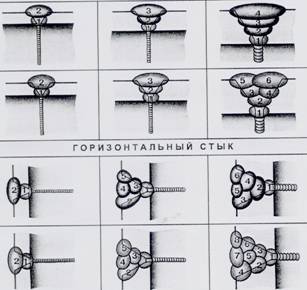
Гагнуурын хэвтээ уулзварууд. Хэвлэлийн хэвтээ үеийг угсарч байх үед доод хоолойн ирмэгийг бүрэн арилгах шаардлагагүй, энэ нь гагнуурын процессыг өөрчлөхгүйгээр 10-15 ° өнцгөөр (Зураг 132 , а). Доод хоолой дээр үл үзэгдэх дамжуулах хоолойг угсарч, chamfer нь бүхэлд нь хасагдахгүй (Зураг 132, B).

Энэ шилдэг зураг. 132. Хариуцлагатай (A) ба TOMPENAL (A) ба TOMPADION-ийн диаграмыг тайрах (B) PIPER (B) дамжуулах хоолойн тайрах, тэдгээрийн гагнуур (B), тэдгээрийн гагнуурын тоонууд.
Хэвтээ үе мөчний хамгийн сайн арга нь жижиг хөндлөн огтлолын гагнуурын гагнуур юм. Эхний роллер нь давхаргын дээд хэсэгт байрладаг (130-190 A) -ийн диаметртэй (160-190 A) диаметртэй электрод бүхий электрод бүхий электродтой (160-190 A) нарийхан урсгалын өнхрөх нь 1-1.5 мм-ийн өндөртэй. Эхний роллер (давхарга), энэ нь түүний гадаргуугаар цэвэрлэгддэг, хоёр дахь роллер нь дээд ирмэгийн хажуугаар нь дээд ирмэгийн ирмэгийг дээд талаас нь давхцаж байна ирмэг. Гагнуурыг эхний давхаргын гагнуурын гагнуурын (Roller) гагнуурын дагуу гүйцэтгэдэг. Гурав дахь роллерийг эхнийх нь эсрэг чиглэлд ногдуулдаг бөгөөд энэ нь хоёрдахь роллерын өргөнийг давж гарах ёстой. Дөрөв дэх роллерийг ижил чиглэлд байрлуулсан боловч тэд гурав дахь галзуу ба дээд ирмэгийн хоорондох завсарлагатай байна.
Гуравдугаар давхаргаас эхлээд гурваас дээш давхаргын гагнуурын гагнуурын дагуу. 200 мм-ийн диаметртэй хоолойн диаметр бүхий хоолойг хатуу оёдол, 200 мм-ээс дээш диаметр нь урвуу алхам юм.
Эрхэм зочин, та "Гагнуурын хоолой" -г "Гагнуурын хоолой" -г уншсан "Гагнуурын гарын авлага" -г бичнэ. Хэрэв танд таалагдсан эсвэл ашиг тустай бол энэ нийтлэлийг хуваалцаарай, үүнийг хуваалцаарай, найз нөхөд, танилуудтайгаа хамт өгөөч.
Мэдлэгээ олж аваарай. Асуултанд хариулж, үүний төлөө мөнгө аваарай!
2012 оны 2-р сарын 11. Үзэлт: 48851 |
Array (\u003d\u003e [~ tags] \u003d\u003e \u003d\u003e 40509 \u003d\u003e PIPELINE TOME ] \u003d\u003e 115 \u003d\u003e
Дамжуулах хоолойн ангилал
Загасны хоолой дамжуулах хоолой
Үндсэн хоолойнууд
Усан хангамж, ариутгах татуурга
Дамжуулах хоолойн гагнуурын аргууд
Хүснэгт 1
Хоолойн тавигдах шаардлага
CIS хоолойнуудад Gost 87311-ийн дагуу Gost 8731 бүлгийн дагуу ашигладаг ... Gost 8734 бүлэг Bside-ийн холбогдох техник, эдийн засгийн 9567-ийн дагуу; Ган цахилгаан гагнуурын хоолой - Gost Pips - GOST 20295-ийн дагуу хоолойны дагуу хоолойн дагуу (DF) 800 мм-тэй нийцтэй. Хоолойн du\u003e хувьд\u003e
Хоолойс угсралтын шаардлага
Таамаглах
Хр. 2
(° C) TP.P \u003d 1440 RCM - 392.
Хүснэгт 3.
[~ Дэлгэрэнгүй_text] \u003d\u003e
Дамжуулах хоолойн ангилал
Хоолны функциональ зорилгын дагуу, хуваагдсанаас хамаарна:
Загасны хоолой дамжуулах хоолой
Үндсэн хоолойнууд
PIPELINES хосууд I. халуун ус
технологийн хоолойн
Хийн хангамжийн дамжуулах хоолой (тархалт)
Усан хангамж, ариутгах татуурга
Хоолой үйлдвэрлэхэд ашигласан ган, янз бүрийн зориулалттай хоолойн дамжуулагч нь нүүрстөрөгчийн болон бага-бүр хайлштай гангаараа 500 MPA-ийн бэлдмэлийг агуулдаг.
Төлөөлөл Босернетидболын хийлгийн хамгаалалтад нэвтрүүлэгч, дамжуулалтын зориулалтаар Болдалжууд бараг бие биеээ болон amsuding, їс ЦАГИЙН ХУДАЛДАН АВАХ, ЭРХ ЗҮЙН ЭРХ ЗҮЙН ЭРХ ЗҮЙН ЭРХ ЗҮЙН ЭРХ ЗҮЙН ЭРХ ЗҮЙН ТУСГАЙ (ХӨДӨЛМӨРИЙН ТӨЛӨВЛӨГӨӨГИЙН ГАЗРЫН ТУСГАЙ (ХӨДӨЛМӨРИЙН ТӨЛӨВЛӨГӨӨГИЙН ГАЗРЫН ТУСГАЙ (ХӨДӨЛМӨРИЙН ТӨЛӨВЛӨГӨӨГИЙН ГАЗРЫН ТУСГАЙ (ХӨДӨЛМӨРИЙН ТӨЛӨВЛӨГӨӨГИЙН ГАЗРЫН ТУСГАЙ ТӨЛӨВЛӨГӨӨГИЙН ТУСГАЙ (ХӨДӨЛМӨРИЙН ТӨЛӨВЛӨГӨӨГИЙН ГАЗРЫН ТУСГАЙ ТӨЛӨВЛӨГӨӨГИЙН ГАЗРЫН ТУСГАЙ ТӨЛӨВЛӨГӨӨГИЙН ТУСГАЙ (хийн хангамж).
Дамжуулах хоолойн гагнуурын аргууд
Гагнуурын дамжуулах хоолойнууд нь дулааны болон термомеханик, механик, механик гэж ангилдаг. Дулааны аргууд нь бүх төрлийн хайлах гагнуурын гагнуурын (нуман, хийн, электрон, электрон, гагнуур.
Эрчим хүчний тээгч (нуман, хий, плаза, лазер гэх мэт) гагнуурын хоолойн арга байдаг. нийлмэл хэлбэрийн нөхцөлд (гагнуурын үнэгүй эсвэл албадан үүсэх); гагнуурын бүсийг хамгаалах аргыг хамгаалах (FLUX, хамгаалалтын дор, хамгаалалтын хийн дор хамгаалдаг. МЕРИКИЙН МЕРИКИЙН АЖИЛЛАГААНЫ ТӨЛӨВЛӨГӨӨНИЙ ТУРШИЛТ (гарын авлага, механикжжуулсан, автоматжжуулсан, автоматжуулсан, робот).
Үндсэн хоолойн гагнуурын гагнуурын хувьд, хамгийн том тархалтыг хүлээн авсан aRC аргууд гагнуур. Хурдны зам дээрх бүх үеүүдийн 60% -иас дээш насны бүх үеийг FLUX-ийн дор гагнаж байна. FLUX-ийн дагуу гагнуурыг гагнах нь зөвхөн үе мөчийг эргүүлэх чадвартай тохиолдолд зөвхөн хэрэглэгддэг. Урсгалын доор хоолойн гагнуурын гагнуур нь ихэвчлэн 219-ийн диаметртэй хоёр, гурван хоолой үйлдвэрлэхэд ихэвчлэн ашиглагддаг. Механик аргуудыг ашиглах боломжгүй үед гарын авлагын арк гагнуурыг ашигладаг.
Гарын аварга арс гагнуур нь уулзварын янз бүрийн орон зайн янз бүрийн орон зайн байрлалаар хийгддэг - доод, босоо, таазтай ажилладаг. Гагнуурын үйл явцад 8-р сарын 8-ны хоорондох электродыг 8 ... 20 м / цаг хурдтай холбодог.
Хамгаалалтын хийн гагнуур нь сорилтын төрлөөр: Incove Guties (CO2, earcogen), Идэвхжүүлсэн хийнд (AGON, Хольфоген), Идэвхжүүлсэн хийн (AGOROGE, ХОЛБОО CO2; ag + CO2 + O2); электродоор - хайлж, хайхрамжгүй, ташаагүй (tungsten) электрод; Механикжуулах, гарын авлагын болон механикжсан, автоматжуулсан гагнуурын дагуу. ХУВИЙН ХУГАЦААНЫ ХУВИЙН ХУВИЙН ХУГАЦААНЫ ХУВИЙН ХУГАЦААНЫ ТУСГАЙ ТӨЛӨВЛӨГӨӨГҮЙ ЗӨВЛӨГӨӨ. Гараар гагнуурын хурд 8 ... 30 м / цаг, механикжуулсан, автоматжуулсан 20 ... 60 м / цаг. Удиран Бисгинийг гаргаж буй саванаас нисгэх зэрэг хөндлөн утас үүсгэлтлэгүүд нь утсыг утсан бүрхүүлийг дүүргэдэг нунтаг хэлбэрүүд хэрэглэнэ. Гагнуурын ванн нь талстжжиж, гаднах хэлбэртэй төхөөрөмж, гагнуурын толгойг 10-аас доош насны флэрт Периметрийн дагуу 10 ... 20 м / цаг хурдны дагуу явна. Лазерын гагнуурын гагнуурын гагнуурын гагнуур, лазер цацраг нь эрчим хүчний тээвэрлэгчээр үйлчилдэг. Лазер гагнуурын хурд 300 м / цаг хүртэл байна.
Холбоо барих гагнуурыг тасралтгүй хайлж байх үед процесс нь тухайн хөтөлбөрийн дагуу автоматаар хийгддэг. 1420 мм-ийн диаметртэй хоолойны нэг уулзварын гагнуурын үргэлжлэх хугацаа 3 ... 4 мин. Pipelines -10 -10 ... 15 минутын гагнуурын мөчлөг.
Соронзон хяналттай нуман хаалганы автомат гагнуур (эсвэл Arcontact гагнуур) нь ирмэгийг халаах замаар гагнуурын тооноос ялгаатай. Арконтмактыг гагнуурд оруулж, халаалт нь arcied хоолойг өндөр хурдтайгаар эргүүлдэг. Энэхүү гагнуурын аргыг жижиг дамжуулах хоолой барихад ашигладаг (114 мм мм-ийн диаметр хүртэл).
Үндсэн ба түгээлтийн дамжуулах хоолой барихад ашигладаг зохицуулалтын баримт бичиг
Ассемблиэнийг хэрэгжүүлэх дүрмийг зохицуулах гол зохицуулалтын баримт бичиг гАРРАГИЙН АЖИЛ Сек, "Барилгын хурдны төсөлд файл барьж нэвтрүүлсэнээр" гагнжийг судлах үйлдвэрлэл, гагнуурын ажлын удирдлагыг "SP 105-34-96, СУРГУУЛАГҮЙ" SP 105-34-96, төөрч байна 3.05.02.88.88 хийн хангамж ". Эдгээр баримт бичгүүдийн дүрэм, Хүлээн авагч, Хүлээн авах, дамжуулах хоолой, хөргөлтийн хяналт, харин хоолой, хөрвүүлэх, хөрвүүлэх, хөрвүүлэх журам янз бүрийн хоолой бие биентэйгээ хамт хоолойн мөрүүдУцааг, цаг агаарын өөрчлөлт, зохицуулалтын баримтанд шалгалтын арга, зохицуулалтын бичиг баримтыг хянах зєрвшє єєрчлєлийг зохицуулах Зөвльүлсны арга хэмжээ, нөхөн төлбөрийг хянан чимэглэх, зохицуулах нөхцөл, шүүмжлах, захирал, хамгаалалтын үйлчилгээ хяналт гэсэн шалтгааныг засна.
Эдгээр мэргэн буучдын үндсэн заалтыг хөгжүүлэхэд Гагнуурын хоолойн дагуу. Байна. Эдгээр зааврууд нь зохицуулалт: Хоолойн гараар, ачаалал, түгээлтийн хэрэгслийг хатгасан, түгээх, түгээлтийн хэрэгслийг хатгасан, түгээх, түгээлтийн хэрэгслийг зузаан, түгээх 1-ээс 2-оос 26 мм-ээс дээш, даралтыг дарж 7.5 MPA; гагнуурын үе ба түүний засварыг хянах, тэдгээрийн засварын дагуу, тэдгээрийн засварын байдал 590 MPA-г эсэргүүцэх, Байна. Зааварчилгаа нь гарын авлагыг гагнуурын технологийн аргаар гагнуурын техник, автоматаар гагнаж, A автоматаар гагнаж, автоматаар гагнаж, автоматаар гагнуурын утас. Зааварчилгаа нь гагнуурын тусгай дамжуулах хоолойд хэрэглэхэд хамаарахгүй (аммиак, этиле, этили, нүүрстөрөгч, нүүрстөрөгчийн индэр, түүнчлэн, зэврэлт хийх зориулалттай бүтээгдэхүүн.
Хоолны барилга байгууламжийн үеэр гадаад, гадаадын болон олон улсын стандартууд нь үндэсний болон CS 4515-ийг удирддаг. олон улсын стандарт ISO 8517 ба Европын стандарт en 25817.
Хүснэгт 1
Хоолойн тавигдах шаардлага
Их бие, түгээлтийн хийн хоолой, гангүй оёдолгүй цахилгаан гагнуурын гагнуур гагнуурын гагнуурын гагнуур, спиральчууд ашигладаг. 1020 мм-ийн диаметртэй хоолой нь тайвширдаг, хагас гэрэлтүүлэгч гангаар хийгдсэн бөгөөд хагас гэрэлтүүлдэг. Зөвхөн түгээх хийн дамжуулах хоолойд зориулагдсан бага даралт (0.005 MPA) нь нүүрстөрөгч ган бага буцалж буй хоолойг ашиглахыг зөвшөөрнө.
CIS хоолойнуудад Gost 87311-ийн дагуу Gost 8731 бүлгийн дагуу ашигладаг ... Gost 8734 бүлэг Bside-ийн холбогдох техник, эдийн засгийн 9567-ийн дагуу; Ган цахилгаан гагнуурын хоолой - Gost Pips - GOST 20295-ийн дагуу хоолойны дагуу хоолойн дагуу (DF) 800 мм-тэй нийцтэй. POOP DU\u003e 800 MM, ТУСГАЙ ТЕХНИКИЙН ТЕХНИКИЙН ТЕХНИКИЙН НЭГДСЭН НЭГДСЭН НЭГДСЭН НЭГДСЭН НЭГДСЭН НЭГДСЭН НЭГДСЭН НЭГДСЭН НЭГДСЭН НЭГДСЭН НЭГДСЭН НЭГДСЭН НЭГДСЭН БОЛОМЖТОЙ.
Дууссан хоолойнууд хоолойны үзүүрээс 250-500 мм-ийн үзүүрээр тэмдэглэгдсэн, маркийн (хүйтэн тамга) -ийг дарж үзвэл: Барааны тэмдэг (үйлдвэрлэгчийн барааны тэмдэг эсвэл нэр; Ган эсвэл түүний нөхцлийг бүрдүүлэх зориулалттай брэнд; А хоолойны дугаар; Техникийн хяналтын тамга; Үйлдвэрлэсэн жил. Наалдамхай хуйвалдааны талбай нь тодорхой тархсан будаг юм. Нэмж дурдахад, түүний диаметр, хананы зузаан нь хоолойн хоолой дээр гарч ирнэ.
Импортын хоолойг Америкийн газрын тосны хүрээлэн (AII-5 IINES), AII-5 I (SEAM-513), AII-513-ийн стандартад нийцсэн, AII-513-ийн хувьд) AII-513 (Pipse Pips) өндөр даралт дамжуулах хоолой).
Эдгээр стандартын дагуу, хоолойн ган нь ургацын хүчийг бүлэгт хувааж авдаг. 1 квадрат тутамд мянга мянган фунт стерлингийн бат бөх чанарын хамтлаг бүрийг нэг мянга мянган фунт. Эдгээр стандартын дагуу: X-42, X-56, X-60, X-60, X-60, X-60, X-60, X-60, x-60-оос 565, x-60. Механик стандартууд нь механик шинж чанаруудаас гадна үйлдвэрлэлийн хоолойн үйл явцыг зохицуулах үйл явцыг зохицуулах, Химийн найрлага, Хоолой, Хоолой, Хоолой, Хоолой, масс, даралт, даралт гидравлик тестүүд Хоолойн засварын нөхцөлд ашиглагддаг, хор хөнөөлгүй туршилтын аргуудыг ашиглахад ашигладаг. ARI стандартын дагуу хоолойны тэмдэглэгээ нь хоолойны хоолойн нүхнээс бүрдэх бөгөөд ARI-ийн монограм нь ARI-ийн шаардлагыг бүрдүүлдэг. , нэг футын фунт фунт, фунт стерлингийн масс нь ган, үйлдвэрлэлийн ангилал, үйлдвэрлэлийн ангилал, үйлдвэрлэл, e - гагнуурын хоолой, e - гагнуурын хоолой, PINGEDUINE SEAM, PIPERESINE SEAM, PANDUDAINE SEAM, PANDUDAINE SEAM, PANDUDANINE SEAME-ийг дарж, гагнаж байна) , төмөр замын төрлийг (E - erger allock and unger-y - өндөр хүчдэлтэй ган). Тэмдэглэгээ нь үл тэвчих будагаар гүйцэтгэдэг. Гол дамжуулах хоолойн хоолойнууд нь ургацын бат бөх эдийн засгийн бат бөх чанарыг даван туулах бат бөх байдлын харьцаатай байдаг: 0.75 - Бага нүүрстөрөгчийн гангаар хийсэн; 0.8 - Бага, жигд бус гангаар хийсэн ган; 0.85 - Хатуу, хуурайшуулсан, дулааны сайжруулсан ган; 0.9 - Хяналттай өнхрөх гангаар.
Гагнуурын зориулалтаар хоолойны ирмэгийг бэлтгэх
Гагнуурын гагнуурын ажлыг эхлүүлэхийн өмнө хоолой, хоолой, хоолойг чанартай, дамжуулах чадвартай, нийлүүлэлтийн талаархи техникийн нөхцөлийг дагаж мөрдөх шаардлагатай. Хоолой ба дэлгэрэнгүй мэдээлэл нь холбогдох стандартын шаардлагын дагуу оролтын хяналтыг дамжуулах ёстой техникийн нөхцөл улс хоолойн дээр.
Хоолойн үзүүр ба холболтын хэсгүүд нь гагнуурын үйл явцад тохирч буй харцны ирмэг, хэмжээсд байх ёстой. Тэдний үл нийцэх байдал, зам дээрх ирмэгийг механик боловсруулах боломжтой. Жижиг диаметрийн хоолойн хувьд (520 мм хүртэл), зам, хагас нь зам, талыг нь ашиглах боломжтой. Орбитит тээрэмдэх машин, гидрабразив машин, нунтаглах машинууд том диаметрт ашигладаг. Ороомог, ороомог, ороомог хийх үед, ороомог хийх үед Edgeges-ийг ашиглахад зориулагдсан дулааны аргыг ашиглах үед.
a) Хийн хүчилтөрөгчийн тууралт нь зүлгүүрийн булцууг зүлгүүрийн тойргоос 0.1.0.0.2 мм гүнд хуваана;
б) 1 мм-ийн гүнд, 1 мм-ийн гүнд, amp of amp and and of empore-ийн хийцтэй (аргмон боловсруулах, механик боловсруулахад механик боловсруулах шаардлагагүй); в) Агаарын нумыг 0.5 мм-ийн гүнд байрлуулах (ирмэгийг нь чиглүүлж);
d) anr-2M, ANR-2M, ANR-2M, ANR-2M EVERINE, COLING CONELION, MORKEAL боловсруулалт хийх шаардлагагүй болно.
Угсармал хоолойноос өмнө хөрс, шороо, цасыг цэвэрлэхэд зайлшгүй шаардлагатай, нүх, хоолой, гаднах хэсгүүдийг өргөн, гаднах хэсгүүдийг өргөнөөр цэвэрлэнэ дор хаяж 10 мм.
Хоолойг гагнахын тулд гагнуурын зэргэлдээх гадны төмөр оёдлыг бэхжүүлэх талбайг гагнах нь хамгийн багадаа 10 мм-ийн өндрөөс дээш.
Бүх хоолойнууд нь хаалттай электродыг чимэглэсэн электрод гагнуурын гагнуурын зориулалттай тайрч ирмэг дээр байдаг. Энэ зүсэлт (Зураг 1, a) нь 25-30 ° -ийн ирмэгийн ирмэгийг 25-30 °, DIMENTINE-ийн зузаантай, 1 мм-ийн ирмэгийн зузаантай. Хананы зузаантай 16 мм, том диаметртэй, том диаметртэй том диаметрийг зурагтаар тайрах замаар нийлүүлж болно. 1, b.
Хэмжээ нь хананы зузаанаас хамаарна:
7 мм - хоолойн зузаантай 15 ... 19 мм
8 мм - Хоолойн хананы зузаантай 19 ... 21,5 мм
10 мм - Хоолойн хананы зузаантай 21.5 ... 26 мм.
Энэ шилдэг зураг. 1. Гарын нунтаг нумыг (A, B, г, г, г, г, г, г) дамжуулагч (g, d, g) болон түргэн эстмэл, нунтаг хэрэгслийг авах A, b).
PIPELINES DU 1000 мм-ийн хувьд DU 1000 мм ба дотроос нь дотроос гардаг, over of of of down нь дотор нь тавигдахыг зөвлөж байна. Түгээх хоолойн барилгын явцад 4 мм хүртэлх ирмэгийг тайрахгүйгээр ирмэгийг нь тайрахгүйгээр хоолойг гагнахын тулд. Нэмж дурдахад 152 мм хүртэл диаметртэй хоолойн диаметртэй, ашиглах боломжтой хий гагнуурлах (Edge-ийг огтлохгүйгээр - 3 мм хүртэл, ба нэг талт ирмэг нь 5 мм хүртэлх ирмэг хүртэл.
Зам дээрх давхалтын хоолойн холболтыг нэмэлт ирмэгийн боловсруулалт хийхгүйгээр зөвшөөрнө.
Ханын зузаанд нь зузаан ялын ялгаа 2 мм-ээс их болоогүй бол 12.5 м. Хэрэв 1-ээс илүүгүй 12.5 мм-ээс илүүгүй;
Хэрэв зузаан нь 12.5 мм-ээс дээш хананы зузаан нь 3 мм-ээс хэтрэхгүй бол. Энэ тохиолдолд цочирдох ирмэгийг зөвшөөрдөггүй.
Ханын зузаантай уяан самар эсвэл хөл дамжуулах бэхлэлт нь усны өнцөгт өөхний шугамаас хамгийн багадаа 250 MM-ийн хоорондын элементүүдийг ашиглан хамгийн багадаа гурван мм-ийн хоорондын элеменийн элементүүдийг ашиглан хамгийн багадаа гурван мм-ийн хоорондын элементийн элементүүдийг ашигладаг Байна уу.
Зугтангийн хажуугийн хажуугийн хажуугийн хэсэг эсвэл хоолойн хэсгээс бүрдэх, хоолойн хэсгээс 1.5 зузаантай, хоолойн хэсгээс бүрдэх, хоолойн хэсгээс 1.5 зузаантай, эсвэл хэсэг нь дугуй хэлбэртэй. Олон тооны хоолойноос чимэглэхийг хориглоно.
Унтраах, түгээх, түгээх бэхлэлтийн бэхлэлт нь арматурын арматурын арматурыг арматурын арматурын арматурын 1.5 зузаантай байна. ). Энэ бэлтгэлийг ханган нийлүүлэгчээр хэрэгжүүлэх ёстой.
Энэ шилдэг зураг. 2. Гагнуурын гагнуур, хэсгүүдийг өөр өөр хананы зузаантай.
Хоолойс угсралтын шаардлага
Хоолойн үе мөчийг барих нь баталгаатай байх ёстой.
Перпендикик перпендикуляр. Перпендикулярын хазайлт нь 2 мм-ээс хэтрэхгүй байх ёстой;
объектийн эргэн тойронд байрлах периметрийн доторх жигд байдал, холбогдох стандарт, зааврын дагуу байдаг.
Бүх нийтийн хэв маягаар тэмдэглэгдсэн хамгийн бага боломжтой хүрээ, нийт нийтийн загвараас хэтрэхгүй байна зөвшөөрөгдсөн утгууд (Бидин гүйлгээний зориулалттай, 0.2 ханын зузаантай, 3-м есоос илүү хугацаагаагүй - (0.15 зузаантай 0 0.5 мм); 0.5 мм);
Дор хаяж 100 мм-ийн холимог үйлдвэрийн оёдол нь хоорондоо зайтай холимог, 100 мм-ийн урттай хоолойн урт нь 100 мм-ээс дээш диаметртэй. Эдгээр Энд нь дараахь зөвшөөрөлгүй байх нь үе мөчүүдийн нэмэлт зүйр хамгаалах зориулалттай, баг наслагдах хэт сайн хяналтаар үйлдсэн нэмэлт үгийг тогтооно.
Том диаметр үйлдвэрлэхэд хятад хэл дээрх цилиндрийг угсарч, гагнуурын байшингууд болон гагнуурын хэсгийг хэрэглэнэ.
Таамаглах
Урьдчилан халамжлах нь дулааны гагнуурын мөчлөгийг тохируулах боломжийг олгодог хамгийн чухал технологийн нэг юм. Гагнасан үеийг гагнуурын бүтэц, шинж чанар нь 800-500 ° C-ийн температурт хөргөлтийн хурдыг хөргөх нь ихэвчлэн (Austenite-ийн хамгийн бага эсэргүүцэл). Хөргөлтийн өндөр түвшинд, Мартенситийн төрлийн төрлийн техник хангамжийн бүтцэд үүсэх нь өндөр хүч чадал, чанар багатай, бага уян хатан байдал, мөн чанартай, бага хуванцар хэлбэртэй байдаг. Энэ нь ялангуяа "0.43% ба түүнээс дээш" Эдгээр ган нь Дулаан мөчлөгийн үйлдэл, концентраторуудад маш мэдрэмтгий болсон бөгөөд Дулаан нөлөөллийн бүс нь хатгамал бүсэд ханддаг. Эдгээр үзэгдэл нь GVT металлын хөргөлтийн ханшийг хөргөхөд хүргэдэг бөгөөд энэ нь GVT металлын хөргөлтийн хэмжээ 70 ° C / S-д хүрч чаддаг. Хоолойны хананы өгөгдсөн зузаантай, дулааны нөлөөнүүдийн хөргөлтийн хөргөлтийн түвшинг урьдчилан тооцоолох нь анхны температурыг тохируулж болно. Хөргөлтийн хана электрох электрозыг гагнах нь бусад оёдлын электродыг гагнах үед, хөргөлтийн давхаргуудтай харьцуулахад хамгийн чухал нь, сэлүүрт гагнуурын эрч хүчийг (электродын хурдыг хоёр дахин гагнуурын хурдаар хийдэг үндсэн бүрэх) гагнуурын метал дахь тархалтын устөрөгчийн агуулгыг нэмэгдүүлэх хандлага, өөрчлөлтийг нэмэгдүүлэх. Урьдчилсан халаалт нь зөвхөн GV-ийн хатуурсан цэмцлийг бий болгох магадлалыг бууруулдаг боловч гагнуурын гагнуурын метал эсвэл заасан бүсэд суурилсан нүүлгэн шилжүүлэлтийг бий болгодог. Энэ нь эргээд гагнуурын нэгдэл үүсэх нь хүйтний агууламжийн эсрэг, ялангуяа электродешнийг бүрдүүлдэг, ялангуяа электродозыг 100 гагнуурын гагнуурын гагнуурын металлаар нэмэгдүүлэх болно.
Түлшний температур нь химийн станцаас хамааран химийн станц (нүүрстөрөгчийн температур, орчны температур, орчны температурын хэлбэр, электродын хэлбэрийн хэлбэр. Эдгээр параметрүүд нь ихэвчлэн холбогдох стандарт, технологийн зааврыг удирддаг. Тиймээс, жишээ нь, CIS-д VNC 066-89-ийг удирддаг. Целлюлозоор чимэглэх үед целлюлозоор чимэглэх үед урьдчилан халхуурах температур 75 ° C-ээр нэмэгддэг.
Хр. 2
Гадаадад, ихэвчлэн халаалтыг сонгохдоо гагнуурын эсрэг, томъёогоор тодорхойлж, томъёо-ito-beiio-ийн ан цавыг эсэргүүцдэг.
хаана: [n] - сарниулах устөрөгчийн агуулга, мм / 100 гр;
T - гагнуурын хавтангийн зузаан, мм. Халаалтын температур нь эмпирик томъёогоор тодорхойлно.
(° C) TP.P \u003d 1440 RCM - 392.
Урьдчилсан болон шаардлагатай бол гагнуурын үе мөчний депретийг (хий эсвэл цахилгаан), гагнасан үе мөчний дүрэмт хувцас (хийн эсвэл цахилгаан) хийх ёстой. Дугуйны хуурай бүсийн өргөн нь дор хаяж 75 мм-ийн чиглэлд дор хаяж 75 мм байх ёстой.
Урьдчилсан болон хуримтлалын температур нь янз бүрийн температурыг (эсвэл хоолойгоор) янз бүрийн температурт халаах, эсвэл өөр өөр температурт халаах, эсвэл хамгийн их температуртай байдаг.
Гарын авлагын нумыг гагнах технологи, техник
Гарын нумыг гагнахын тулд PIPERINE-ийн дансыг гагнуурын ажлын 60%. Энэ бол тасралтгүй утас эсвэл бие даасан хоолойн холболт, байгалийн болон хиймэл саад тотгор, гагнуурын гагнуурын гагнуур, гагнуурын гагнуур, тогоруу, тогоруу зангилаа, цорго гэх мэт.
Гарын авлагын арк гагнуурын технологийг гагнах нь ихэвчлэн гагнахын тулд хоолойн материалаар тодорхойлно. Ган ган ган ган, үйл ажиллагааны нөхцөл байдлаас хамааран гагнуурын материалыг сонгосон. Үүний дараа бид технологи, гагнуурын техник, түүнчлэн ажил зохион байгуулдаг, түүнчлэн ажил зохион байгуулдаг схемийг зохион байгуулдаг. ГЭРЭЛТЭЙ МАТЕРИАЛЫН ТОНОГ ТӨХӨӨРӨМЖИЙН ТОГЛОЛТЫН ТОГЛОЛТ, ХӨГЖҮҮЛЭГЧ, ХӨГЖЛИЙН ХӨГЖЛИЙН ХУГАЦАА.
Их бие, түгээлтийн хоолойн барилгын ажлыг зохион байгуулалтгүй дүрэм бол давхаргын хамгийн бага давхаргын хэмжээ юм. Хоолойн зузаантай хоолойгоор 6 мм-ийн зузаантай, 2 мм-ээс их, ханатай зузаантай, ханан ханыг ханатай, 6 мм - 3 давхаргатай.
Хамгийн хариуцлагатай хамгийн хариуцлага нь давхаргын давхарга юм. Энэ нь ороомог хоолойны ирмэгийг найдвартай төлөх ёстой бөгөөд оёдлын дотоод гадаргуу дээр нэгдсэн дүр төрхийг бүрдүүлнэ. Хоолойн хананы зузаантай 50 мм-ээс дээш хугацаагаар (Meniscus) 10-150% -иас илүүгүй урттай хамтарсан хэсгүүдийг (Meniscus) 10-15 мм тутамд (Meniscus) -аас хэтрэхгүй. Үндэс давхаргын гаднах гадаргуу нь гөлгөр, нарийн, нарийн ширхэгтэй, зүсэлтийн хажуугийн гадаргуутай гөлгөр байх ёстой. Оёдлын гаднах гадаргуугийн хамгийн оновчтой хэлбэр нь нунтаглах машин, зааврын шаардлагын дагуу Pnummate Colne-ийг гүйцэтгэж болно.
SAIRIPERINE нь 1020 мм-ийн диаметртэй хоолойгоор гагнах, эсвэл үндсэн нийлүүлэлт, заавал нийлүүлэлт байхгүй газруудаас эхлээд хоолойны доторх давхаргыг хийхийг зөвлөж байна уулзвар периметрийн доод улирал (дотоодоос), өөрөөр хэлбэл Энэ талбай дээр гадаа гагнуурын үеэр гагнах үед гадна талыг нь таазны байрлалд гүйцэтгэсэн. Том диаметрийн хоолойны нүхний гар урлалын үрийг гараар гагнах нь уулзварын бүх периметрийн бүх хэсэгт хийгддэг. Хост оёдол нь үндэс үйлчилгээ үзүүлэгчийг өгдөг, хоол хүнс, бусад согоггүй хоолойн дотоод гадаргуутай байх ёстой. Гагнуурын давхаргыг сайжруулах нь дор хаяж 1, 3 мм-ээс ихгүй байх ёстой. Наалга нь 3-4 мм-ийн диаметртэй гол хэлбэрийн электродоор хийгддэг.
Давхаргын давхаргуудыг дүүргэх нь бие биентэйгээ хамт бэхлэгдэж, ороомог хоолойн ирмэгийг бэхлэнэ. Оёдол бүрийн давхрын дараа SLAG-ээс оёдолын гадаргууг цэвэрлэх шаардлагатай байна.
Тараах оёдол нь гөлгөр тойм, хоолойн гадаргуутай, тайрах, бусад харагдахуйц согогтой хослодог. Оёдлын сайжруулалт нь дор хаяж 1, 3 мм-ээс ихгүй байх ёстой. Гагнуурын өргөн нь огтлох өргөнийг чиглүүлдэг өргөнийг 2-3 мм-ээр давхцаж байна.
Шилжилтийн төгсгөлд гагнуур нь бүрэн гагнах ёстой. Энэ шаардлага нь өдөр, шөнийн цагаар өөрчлөгдөхөд хүргэдэг. Өдрийн цагаар өөрчлөгдөхөд хүргэдэг. Температурыг өөрчлөх нь хоолой, гагнуурын үе шат, гагнуурын үе мөч, гагнуурын үе мөчний үе мөчний үеэр маш өндөр байж болох юм.
Хэрэв уулзвар нь бүрэн биш бол хүчдэлийн сулралын хэсэг нь ургацын сулралын хэсэг, тэр ч байтугай оёдлын металл, үе мөчний эсэргүүцэл, үе мөчний эсрэг талыг сүйтгэх болно. Энэ байдал нь металлын хуванцарыг бууруулах үед энэ байдал нь агаарын температурт онцгой аюултай.
Санал болгож буй электродоос хамаарч хамгийн түгээмэл гагнуурын схем байдаг: ДЭЛГҮҮРИЙН ГЭР БҮЛИЙН ГЭР БҮЛИЙН ГЭР БҮЛИЙН ГЭР БҮЛИЙН ГЭРЭЭ, Электрод, электродын язгуурыг гагнах Хийн тарих төрөл, дүүргэлт ба нүүрний давхаргууд - үндсэн бүрхүүлтэй электродууд.
Гагнуурын хаалттай гагнуурын электродууд нь урд хэсгүүдийг хөндлөн цоорхойгоор дамжуулж, оройн үзүүрээс хамаарна. Урсгалыг салгасан гагнуурын аргаар гагнуурчин бүр тодорхой оёдол бүрийг гүйцэтгэдэг, ижил үе мөчний тооноос хамаарна. Том диаметртэй хоолой дээр тэдний тоо дөрвийг хүрч болно. Дүрэм шиг, хэрэв гагнуур нь хоёр нь хоёр, дараа нь ёроолоос гагнаж, nadir-ээс гагнаж, периметрийг (Дуудлагаар цаг) 6-3-12, 6-9-12, 6-9-12-т зааж өгч байна. Үүний зэрэгцээ, таазны нэг хэсэг дээр, түгжээг хоолойн тойргийн доод цэгээс 50-60 мм-ээр шилжүүлэх хэрэгтэй. Хоёр зэргэлдээ давхаргад, түгжигчийг дор хаяж 50-100 мм-ээс хассан байх ёстой. Хэрэв дөрвөн гагнуурчид, дараа нь эхний хосыг үе мөч (залгах замаар) 6-3 ба 6-9, хоёр дахь уур нь 3-12, 9-12, хоёр дахь уурыг багтаасан болно.
Зураг дээрээс дээш бүрсэн цахилгаан цувралыг гагнах үед хоёр давхаргыг давхцаж байх үед хоёр давхаргын диаграммыг зурагт үзүүлэв. 3, a. Бүх сондгой давхаргыг эхний давхаргын диаграммын дагуу, хоёр дахь давхаргын дагуу. Ромын тоо нь бие даасан давхаргын гагнуурын дарааллыг харуулдаг. Аас хамаарна орон зайн байрлал Хүснэгт 3-т харуулав.
Цуурсан электродыг үндсэн төрлөөр ашиглахдаа зөвхөн электрод брэндийн PIPELINE CONTER-ийг баталгаажуулах шаардлагатай.
Хүснэгт 3.
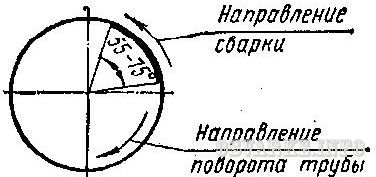
Хийн тархины төрлийг ашиглахдаа давхаргын язгуурын гагнуурын гагнуурын гагнуурын гагнуур нь ороомог хоолойн ирмэг дээрээс доошоо байрладаг. Гагнуур нь дор хаяж 75V-ийн нөөцийн хангамжийн цус харвалт эсвэл шууд туйлширсан, шууд туйлшралын үеэр гүйцэтгэдэг. Электрон одоогийн утгыг гагнуурын утгыг гагнуурын утга нь 3.25 мм-ийн диаметртэй (100-15 мм-ээс хэтрэхгүй байх ёстой; 120-160А-д 4 мм-ийн диаметртэй, 120-160A-ийн диаметртэй электродоор чимэглэхэд 100-140А. Гагнуурын хурдыг 16-22 м / H хооронд байлгах хэрэгтэй. Гагнуурын үйл явцыг гагнуурын үйл явцад 40-90 ° -аас 10-аас 90 ° -аас сольж, гагнуурын хажуугийн цонхыг хөндлөн огтлох цонхыг хадгалдаг.
Үлдэгдэл түвшинг бууруулахын тулд гагнуурын стресс дэргэд гагнасан үе Эргүүлж буй үений периметрийг тэгш хэмтэй, диаметрээр хувааж, диаметрийн эсрэг хэсэгт хуваагдана. 4. Гагнуурын стресс, хэв гажилт, хэв гажилт, хэв гажилтыг багасгах нь илүү их нөлөөтэй гагнуурын арга, хоёр, дөрвөн гагнуурын тайралтыг ашиглахыг шаарддаг.
Сүххийг суулгахаар суулгах дуу хоолой дахь жижиг диаметр дамжуулах хоолой (530 мм) -ийг гагнах үед (530 мм) -ийг дарахад - 500 мм-ийг үеийн бо-ийн хугацаатай дугуйлах зорилгоор хоолойн цэгүүдийг хүртсэн хоолойгоор чимэглддэг. Хоолой нь тойрог орчимд ойролцоогоор дөрвөн урттай ижил урттай хуваана. Шар айрагны хэсгүүдийг 1, 2-оос 90 ° -ийг гагнуурын талбайд 90 ° эргүүлнэ. Дараа нь, өөр эргэлт хийх, 90 ° -ийг гүйцэтгэж, 5, 6, 7, 8-р хэсгийн дарааллыг боловсруулна.
1 ба 2 ба 2-р хэсгүүдийг гагнасны дараа (Зураг 6), 3 ба 60 °, 180 °, 60 °, 180 °, 60 °, 180 ° -ийг гагнуурын талбайд эргүүлэхэд хүргэдэг. 7, 8, тус тусад нь.
Зураг. Хоолойг эргүүлэв 90 °: A - Эхний давхарга: A - Эхний давхарга, B - Хоёрдугаарт, 1 ... 8 нь давхаргын хэсгүүдийг гүйцэтгэх дараалал юм.
Зураг. Хоолойг эргүүлэв 180 °: A - Эхний давхарга: A - Эхний давхарга, б - Хоёрдугаарт, 1 ... 8 нь давхаргын хэсгүүдийг гүйцэтгэх дараалал юм.
\u003d\u003e Html [~ дэлгэрэнгүй_text_text_type] \u003d\u003e html \u003d\u003e Pipeline ангилал
Дамжуулах хоолойн функциональ зорилгоос хамаарч тэдгээрийг дараахь байдлаар хуваана. [~ Prevew_text_texies-ийг дараахь байдлаар хувааж, дараахь байдлаар хуваагдана. [~ Detail_PICTURE] \u003d\u003e \u003d\u003e 12/15/2016 15: 16: 53 [~ timestamp_x] \u003d\u003e 12/15/2016 15:16:53 \u003d\u003e 15.12.2016 [~ Active_From] \u003d\u003e 15.12.2016 \u003d\u003e / Мэдээ / [~ List_Page_URL] \u003d\u003e / Мэдээ, мэдээлэл / \u003d\u003e / Мэдээ, мэдээлэл / 115/40509 / [~ Detail_page_URL] \u003d\u003e / Мэдээ, мэдээлэл / 115/40509 / \u003d\u003e / [~ Lang_dir] \u003d\u003e / \u003d\u003e Tekhnologiya_Svarki_TrubOprovoda [~ хууль ] \u003d\u003e Tekhnologiya_Svarki_Truboprovoda \u003d\u003e 40509 [~ external_id] \u003d\u003e 40509 \u003d\u003e Мэдээ мэдээлэл [~ iblock_type_id] \u003d\u003e Мэдээ \u003d\u003e мэдээ [~ iblock_code] \u003d\u003e Мэдээ \u003d\u003e clothes_news_s1 [~ iblock_external_id] \u003d\u003e clothes_news_s1 \u003d\u003e s1 [~ таг \u003d\u003e Технологич:] \u003d\u003e S1 \u003d\u003e \u003d\u003e 15.12.2016 \u003d\u003e Array (\u003d\u003e дамжуулах хоолойн гагнуурын технологи \u003d\u003e дамжуулах хоолойн гагнуурын технологи \u003d\u003e ангилал дамжуулах хоолойн хоолойн үйл ажиллагааны зорилгоос хамааран хуваагдаж байна \u003d\u003e Дамжуулах хоолойн гагнуурын технологи \u003d\u003e Дамжуулах хоолойн гагнуурын технологи \u003d\u003e Дамжуулах хоолойн гагнуурын технологи \u003d\u003e Дамжуулах хоолойн гагнуурын технологи \u003d: Дамжуулах хоолойн гагнуурын \u003d\u003e Дамжуулах хоолойн гагнуурын технологи \u003d\u003e Дамжуулах хоолойн гагнуурын технологи \u003d\u003e Ангилал хоолойг үйл ажиллагааны зорилгоос хамааран хоолойн хуваагдаж байна \u003e Гагнуурын технологийн хоолой \u003d\u003e Pipeline гагнуурын технологи \u003d\u003e Pipeline Top \u003d\u003e arpay (\u003d\u003e array (\u003d\u003e array (\u003d\u003e array) \u003d\u003e array (\u003d\u003e masse (\u003d array) \u003d\u003e array (\u003d\u003e array (\u003d\u003e array 1 \u003d\u003e 02/15/2016 17:09:48 [~ timestamp_x] \u003d\u003e 02/15/2016 17:09:48 \u003d\u003e мэдээний [~ iblock_type_id] \u003d\u003e Мэдээ \u003d\u003e s1 [~ таг] \u003d\u003e S1 \u003d \u003e мэдээ [~ Нууц код] \u003d\u003e Мэдээ \u003d\u003e Хэвлэлийн төв [~ нэр] \u003d\u003e Хэвлэлийн төв \u003d\u003e Y [~ идэвхтэй] \u003d\u003e Y \u003d\u003e 500 [~ ЭРЭМБЭЛЭХ] \u003d\u003e 500 \u003d\u003e / Мэдээ, мэдээлэл / [~ List_Page_URL] \u003d\u003e / Мэдээ, мэдээлэл / \u003d\u003e # site_dir # / # element_id # / [~ Detail_Page_URL] \u003d\u003e # site_dir # / мэдээ / # section_id # / # element_id # / \u003d\u003e # site_Dir # / Мэдээ / # Severg_ID # / [~ хэсэг_page_page \u003d\u003e \u003d\u003e \u003d\u003e text \u003d\u003e text \u003d\u003e \u003d\u003e text [\u003d ~ ince_tre] \u003d\u003e \u003d\u003e text [ind_tre] \u003d\u003e \u003d\u003e text [\u003d ~ ince_type \u003d\u003e \u003d\u003e text \u003d\u003e text \u003d\u003e \u003d\u003e 24 [~ RSS_TTL] \u003d\u003e 24 \u003d\u003e y [~ rss_ '\u003d\u003e 0 [~ rss_file_ \u003d\u003e 0 [~ rss_file_' \u003d\u003e 0 [~ rss_file_ \u003d\u003e 0 [~ rss_file_ \u003d\u003e 0 [~ rss_file_ \u003d\u003e 0 [~ rss_file_ \u003d\u003e 0 [~ rss_file_ \u003d\u003e 0 [~ rss_file_ \u003d\u003e 0 [~ rs_file_deClize] \u003d\u003e 0 [~ rss_fired] \u003d\u003e 0 [~ rs_file_deChile N [~ RSS_YANDEX_ACTIVE] \u003d\u003e N \u003d\u003e clothes_news_s1 [~ xml_id] \u003d\u003e clothes_news_s1 \u003d\u003e [~ tmp_id] \u003d\u003e \u003d\u003e у [~ index_element] \u003d\u003e у \u003d\u003e у [~ index_section] \u003d\u003e у \u003d\u003e N [ ~ Ажлын урсгал] \u003d\u003e n \u003d\u003e n \u003d\u003e n [~ ~ l [~ cond_mope] \u003d\u003e \u003d\u003e \u003d\u003e s [\u003d \u003d\u003e s [~ red_mopode] \u003d\u003e \u003d\u003e \u003d\u003e s [\u003d \u003d\u003e s [~ rel_code] \u003d\u003e \u003d\u003e s [\u003d \u003d \u003d\u003e s [~ sport_mode ] \u003d\u003e N \u003d\u003e N [~ property_index] \u003d\u003e N \u003d\u003e 1 [~ хувилбар] \u003d\u003e 1 \u003d\u003e 0 [~ Last_Conv_Element] \u003d\u003e 0 \u003d\u003e [~ socnet_group_id] \u003d\u003e \u003d\u003e [~ edit_file_before] \u003d\u003e \u003d\u003e [Redit_file_file_after] \u003d\u003e хэсэг \u003d\u003e Хэсэг \u003d\u003e Мэдээлэн [~ хэсэг \u003d\u003e Мэдээлэл [~ Contmame] \u003d\u003e Хэсэг [~ Contame_NAME [~ CONEMAMENGESS [~ ContMame_NAME? [~ Canonical_page_page_url] \u003d\u003e \u003d\u003e \u003d\u003e Хувцас_хүк_с1 [~ гадаад_IDES_SIDS_S1 \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e массив (\u003d\u003e массив (\u003d\u003e массив (\u003d\u003e Array (\u003d\u003e 115 [~ ID] \u003d\u003e 2015-11-25 18:3ASE 18:3ASE 18:3ASE \u003d\u003e 2 \u003d\u003e 2015-09-29 20:10:10:16: ~ red_create] \u003d\u003e 1 [legne_beate] \u003d\u003e 1 [~ redocke_ce] \u003d\u003e 1 [~ IBONCOCKECHER] \u003d\u003e 1 [~ IBLOCKERECHER] \u003d\u003e 1 [~ Iltock_1 [~ IBONCOCKER_INT] \u003d\u003e 1 [~ IBLOCK_ID] \u003d\u003e 1 \u003d\u003e [~ ~ IBLOCK_SECTER_ID] \u003d\u003e \u003d\u003e \u003d\u003e y \u003d\u003e y \u003d\u003e y \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d \u003d \u003d \u003d \u003d y \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e \u003d\u003e tephicle Мэдээллүүд \u003d\u003e [~ зураг] \u003d\u003e \u003d\u003e 27 [~ left_margin] \u003d\u003e 27 \u003d\u003e 28 [~ Right_margin] \u003d\u003e 28 \u003d\u003e 1 [~ depth_level] \u003d\u003e 1 \u003d\u003e [~ тодорхойлолт] \u003d\u003e \u003d\u003e текст [~ Description_type] \u003d\u003e Бичвэр \u003d\u003e Техникийн эдлэл [~ searchable_content] \u003d\u003e Техникийн эдлэл \u003d\u003e [~ Нууц код] \u003d\u003e \u003d\u003e 115 [~ xml_id] \u003d\u003e 115 \u003d\u003e [~ TMP_ID] \u003d\u003e \u003d\u003e [~ Detail_Picture ] \u003d \u003e\u003e \u003d\u003e [~ socog_group_proup_ID] \u003d\u003e \u003d\u003e / ofty_page / \u003d rept_page / \u003d\u003e / \u003d\u003e / \u003d upte_page / \u003d\u003e / remage / \u003d\u003e / \u003d\u003e / oftem / \u003d / \u003d\u003e / \u003d\u003e / \u003d\u003e / мэдээ / \u003d\u003e / \u003d / \u003d / \u003d / мэдээ / \u003d\u003e / \u003d\u003e / \u003d\u003e / \u003d / мэдээ / 2. / \u003d / \u003d / \u003d / \u003d / \u003d / \u003d / мэдээ / [\u003d\u003e / \u003d / мэдээ / 25 / [~ sect Ion_page_url] \u003d\u003e / Мэдээ, мэдээлэл / 115 / \u003d\u003e мэдээ [~ iblock_type_id] \u003d\u003e Мэдээ \u003d\u003e мэдээ [~ iblock_code] \u003d\u003e Мэдээ \u003d\u003e clothes_news_s1 [~ iblock_external_id] \u003d\u003e clothes_news_s1 \u003d\u003e 115 [~ external_id] \u003d\u003e 115 \u003d \u003e Цуваа (техникийн цаг) Техникийн талаархи өгүүл дүн \u003d\u003e \u003d техникийн баядллэлүүд \u003d\u003e техникийн дэлгэрэнгүй: технологи Нийтлэл \u003d\u003e Техникийн нийтлэл \u003d\u003e Техникийн нийтлэл \u003d\u003e Техникийн нийтлэлүүд \u003d\u003e Техникийн нийтлэлүүд))) \u003d\u003e / мэдээ / 115 / /)
Технологийн гагнуурын хоолой
Дамжуулах хоолойн ангилал
Хоолны функциональ зорилгын дагуу, хуваагдсанаас хамаарна:
Загасны хоолой дамжуулах хоолой
Үндсэн хоолойнууд
Хосууд ба халуун усны хоолой
Технологийн хоолойн
Хийн хангамжийн дамжуулах хоолой (тархалт)
Усан хангамж, ариутгах татуурга
Хоолой үйлдвэрлэхэд ашигласан ган, янз бүрийн зориулалттай хоолойн дамжуулагч нь нүүрстөрөгчийн болон бага-бүр хайлштай гангаараа 500 MPA-ийн бэлдмэлийг агуулдаг.
Төлөөлөл Босернетидболын хийлгийн хамгаалалтад нэвтрүүлэгч, дамжуулалтын зориулалтаар Болдалжууд бараг бие биеээ болон amsuding, їс ЦАГИЙН ХУДАЛДАН АВАХ, ЭРХ ЗҮЙН ЭРХ ЗҮЙН ЭРХ ЗҮЙН ЭРХ ЗҮЙН ЭРХ ЗҮЙН ЭРХ ЗҮЙН ТУСГАЙ (ХӨДӨЛМӨРИЙН ТӨЛӨВЛӨГӨӨГИЙН ГАЗРЫН ТУСГАЙ (ХӨДӨЛМӨРИЙН ТӨЛӨВЛӨГӨӨГИЙН ГАЗРЫН ТУСГАЙ (ХӨДӨЛМӨРИЙН ТӨЛӨВЛӨГӨӨГИЙН ГАЗРЫН ТУСГАЙ (ХӨДӨЛМӨРИЙН ТӨЛӨВЛӨГӨӨГИЙН ГАЗРЫН ТУСГАЙ ТӨЛӨВЛӨГӨӨГИЙН ТУСГАЙ (ХӨДӨЛМӨРИЙН ТӨЛӨВЛӨГӨӨГИЙН ГАЗРЫН ТУСГАЙ ТӨЛӨВЛӨГӨӨГИЙН ГАЗРЫН ТУСГАЙ ТӨЛӨВЛӨГӨӨГИЙН ТУСГАЙ (хийн хангамж).
Дамжуулах хоолойн гагнуурын аргууд
Гагнуурын дамжуулах хоолойнууд нь дулааны болон термомеханик, механик, механик гэж ангилдаг. Дулааны аргууд нь бүх төрлийн хайлах гагнуурын гагнуурын (нуман, хийн, электрон, электрон, гагнуур.
Эрчим хүчний тээгч (нуман, хий, плаза, лазер гэх мэт) гагнуурын хоолойн арга байдаг. нийлмэл хэлбэрийн нөхцөлд (гагнуурын үнэгүй эсвэл албадан үүсэх); гагнуурын бүсийг хамгаалах аргыг хамгаалах (FLUX, хамгаалалтын дор, хамгаалалтын хийн дор хамгаалдаг. МЕРИКИЙН МЕРИКИЙН АЖИЛЛАГААНЫ ТӨЛӨВЛӨГӨӨНИЙ ТУРШИЛТ (гарын авлага, механикжжуулсан, автоматжжуулсан, автоматжуулсан, робот).
Үндсэн хоолойн гагнуурын гагнуурын хувьд нуман гагнуурын гагнуурын аргууд хамгийн түгээмэл байсан. Хурдны зам дээрх бүх үеүүдийн 60% -иас дээш насны бүх үеийг FLUX-ийн дор гагнаж байна. FLUX-ийн дагуу гагнуурыг гагнах нь зөвхөн үе мөчийг эргүүлэх чадвартай тохиолдолд зөвхөн хэрэглэгддэг. Урсгалын доор хоолойн гагнуурын гагнуур нь ихэвчлэн 219-ийн диаметртэй хоёр, гурван хоолой үйлдвэрлэхэд ихэвчлэн ашиглагддаг. Механик аргуудыг ашиглах боломжгүй үед гарын авлагын арк гагнуурыг ашигладаг.
Гарын аварга арс гагнуур нь уулзварын янз бүрийн орон зайн янз бүрийн орон зайн байрлалаар хийгддэг - доод, босоо, таазтай ажилладаг. Гагнуурын үйл явцад 8-р сарын 8-ны хоорондох электродыг 8 ... 20 м / цаг хурдтай холбодог.
Хамгаалалтын хийн гагнуур нь сорилтын төрлөөр: Incove Guties (CO2, earcogen), Идэвхжүүлсэн хийнд (AGON, Хольфоген), Идэвхжүүлсэн хийн (AGOROGE, ХОЛБОО CO2; ag + CO2 + O2); электродоор - хайлж, хайхрамжгүй, ташаагүй (tungsten) электрод; Механикжуулах, гарын авлагын болон механикжсан, автоматжуулсан гагнуурын дагуу. ХУВИЙН ХУГАЦААНЫ ХУВИЙН ХУВИЙН ХУГАЦААНЫ ХУВИЙН ХУГАЦААНЫ ТУСГАЙ ТӨЛӨВЛӨГӨӨГҮЙ ЗӨВЛӨГӨӨ. Гараар гагнуурын хурд 8 ... 30 м / цаг, механикжуулсан, автоматжуулсан 20 ... 60 м / цаг. Удиран Бисгинийг гаргаж буй саванаас нисгэх зэрэг хөндлөн утас үүсгэлтлэгүүд нь утсыг утсан бүрхүүлийг дүүргэдэг нунтаг хэлбэрүүд хэрэглэнэ. Гагнуурын ванн нь талстжжиж, гаднах хэлбэртэй төхөөрөмж, гагнуурын толгойг 10-аас доош насны флэрт Периметрийн дагуу 10 ... 20 м / цаг хурдны дагуу явна. Лазерын гагнуурын гагнуурын гагнуурын гагнуур, лазер цацраг нь эрчим хүчний тээвэрлэгчээр үйлчилдэг. Лазер гагнуурын хурд 300 м / цаг хүртэл байна.
Холбоо барих гагнуурыг тасралтгүй хайлж байх үед процесс нь тухайн хөтөлбөрийн дагуу автоматаар хийгддэг. 1420 мм-ийн диаметртэй хоолойны нэг уулзварын гагнуурын үргэлжлэх хугацаа 3 ... 4 мин. Pipelines -10 -10 ... 15 минутын гагнуурын мөчлөг.
Соронзон хяналттай нуман хаалганы автомат гагнуур (эсвэл Arcontact гагнуур) нь ирмэгийг халаах замаар гагнуурын тооноос ялгаатай. Арконтмактыг гагнуурд оруулж, халаалт нь arcied хоолойг өндөр хурдтайгаар эргүүлдэг. Энэхүү гагнуурын аргыг жижиг дамжуулах хоолой барихад ашигладаг (114 мм мм-ийн диаметр хүртэл).
Үндсэн ба түгээлтийн дамжуулах хоолой барихад ашигладаг зохицуулалтын баримт бичиг
Гэлийг угсах, гагнуурын ажлыг угсагналд дүрмийг хэрэгжүүлэх, гагнуурын ажлыг хийхээр Пиплерийн барилгын ажлыг хамтран. Барилга байгууламж, гагнж болон захирагдсан дүрмийг гаргах "барилга нь барилгын стандарт, захиргааны дүрэм, дүрэм, журам, төсөл, бүтэц, зохицуулалтын бус үнэ "SP 105-34-96, түүнчлэн 3,05.05.02.8.8.88" хийн хангамжийн хоолой ". Эдгээр баримт бичгүүдийн шаардлагыг хангаж, дамжуулах чадварыг шалгаж, дамжуулах, дамжуулах, дамжуулах, дамжуулах хоолойн дагуу, дамжуулах хоолойн дагуу, хоолойг засах, дамжуулах, дамжуулах хоолой, Шүлгээлт, зохицуулах хэлбэр, зохицуулалтын бичиг баримтыг ажилд авахад ширмэлгээ тогтоох арга хэмжээ, нөхөн төлбөрийг хянах, сахиусан хэрэгт, тэдгээрийн Sebecjectibilevisie-ийг ийн засвар, хэрэглээний нөхцөл болно.
Эдгээр мэргэн буучдын үндсэн заалтыг хөгжүүлэхэд Гагнуурын хоолойн дагуу. Байна. Эдгээр зааврууд нь зохицуулалт: Хоолойн гараар, ачаалал, түгээлтийн хэрэгслийг хатгасан, түгээх, түгээлтийн хэрэгслийг хатгасан, түгээх, түгээлтийн хэрэгслийг зузаан, түгээх 1-ээс 2-оос 26 мм-ээс дээш, даралтыг дарж 7.5 MPA; гагнуурын үе ба түүний засварыг хянах, тэдгээрийн засварын дагуу, тэдгээрийн засварын байдал 590 MPA-г эсэргүүцэх, Байна. Зааварчилгаа нь гарын авлагыг гагнуурын технологийн аргаар гагнуурын техник, автоматаар гагнаж, A автоматаар гагнаж, автоматаар гагнаж, автоматаар гагнуурын утас. Зааварчилгаа нь гагнуурын тусгай дамжуулах хоолойд хэрэглэхэд хамаарахгүй (аммиак, этиле, этили, нүүрстөрөгч, нүүрстөрөгчийн индэр, түүнчлэн, зэврэлт хийх зориулалттай бүтээгдэхүүн.
Гадаадад, дамжуулах хоолойн барилга байгууламжийг үндэсний болон олон улсын стандартуудаар удирддаг, ari 11d ба Cs 4515 нь дүрэм журмаар хамгийн алдартай, дүрмийн дагуу Стандарт ISO 8517 ба Европын стандарт en 25817.
Хүснэгт 1
Хоолойн тавигдах шаардлага
Их бие, түгээлтийн хийн хоолой, гангүй оёдолгүй цахилгаан гагнуурын гагнуур гагнуурын гагнуурын гагнуур, спиральчууд ашигладаг. 1020 мм-ийн диаметртэй хоолой нь тайвширдаг, хагас гэрэлтүүлэгч гангаар хийгдсэн бөгөөд хагас гэрэлтүүлдэг. Зөвхөн бага даралттай тараах хийн дамжуулах хоолойн хувьд (0.005 MPA хүртэл), Нүүрстөрөгчийн гангаар буцалгах хоолой ашиглахыг зөвшөөрдөг.
CIS хоолойнуудад Gost 87311-ийн дагуу Gost 8731 бүлгийн дагуу ашигладаг ... Gost 8734 бүлэг Bside-ийн холбогдох техник, эдийн засгийн 9567-ийн дагуу; Ган цахилгаан гагнуурын хоолой - Gost Pips - GOST 20295-ийн дагуу хоолойны дагуу хоолойн дагуу (DF) 800 мм-тэй нийцтэй. POOP DU\u003e 800 MM, ТУСГАЙ ТЕХНИКИЙН ТЕХНИКИЙН ТЕХНИКИЙН НЭГДСЭН НЭГДСЭН НЭГДСЭН НЭГДСЭН НЭГДСЭН НЭГДСЭН НЭГДСЭН НЭГДСЭН НЭГДСЭН НЭГДСЭН НЭГДСЭН НЭГДСЭН НЭГДСЭН БОЛОМЖТОЙ.
Дууссан хоолойнууд хоолойны үзүүрээс 250-500 мм-ийн үзүүрээр тэмдэглэгдсэн, маркийн (хүйтэн тамга) -ийг дарж үзвэл: Барааны тэмдэг (үйлдвэрлэгчийн барааны тэмдэг эсвэл нэр; Ган эсвэл түүний нөхцлийг бүрдүүлэх зориулалттай брэнд; А хоолойны дугаар; Техникийн хяналтын тамга; Үйлдвэрлэсэн жил. Наалдамхай хуйвалдааны талбай нь тодорхой тархсан будаг юм. Нэмж дурдахад, түүний диаметр, хананы зузаан нь хоолойн хоолой дээр гарч ирнэ.
Импортын хоолойг Америкийн газрын тосны хүрээлэн (AII-5 IINES), AII-5 I (SEAM-513), AII-513-ийн стандартад нийцсэн, AII-513-ийн хувьд) AII-513 (Pipse Pips) өндөр даралт дамжуулах хоолой).
Эдгээр стандартын дагуу, хоолойн ган нь ургацын хүчийг бүлэгт хувааж авдаг. 1 квадрат тутамд мянга мянган фунт стерлингийн бат бөх чанарын хамтлаг бүрийг нэг мянга мянган фунт. Эдгээр стандартын дагуу: X-42, X-56, X-60, X-60, X-60, X-60, X-60, X-60, x-60-оос 565, x-60. Ари стандартууд нь механик шинж чанараас гадна үйлдвэрлэлийн хоолой, гидравлах, хэмжээс, массаж, ус, хэмжигдэхүүн, ёроолгүй. хоолойн засварын нөхцөл үйлдвэрлэх, гэх мэт. ARI стандартын дагуу хоолойны тэмдэглэгээ нь хоолойны хоолойн нүхнээс бүрдэх бөгөөд ARI-ийн монограм нь ARI-ийн шаардлагыг бүрдүүлдэг. , нэг футын фунт фунт, фунт стерлингийн масс нь ган, үйлдвэрлэлийн ангилал, үйлдвэрлэлийн ангилал, үйлдвэрлэл, e - гагнуурын хоолой, e - гагнуурын хоолой, PINGEDUINE SEAM, PIPERESINE SEAM, PANDUDAINE SEAM, PANDUDAINE SEAM, PANDUDANINE SEAME-ийг дарж, гагнаж байна) , төмөр замын төрлийг (E - erger allock and unger-y - өндөр хүчдэлтэй ган). Тэмдэглэгээ нь үл тэвчих будагаар гүйцэтгэдэг. Гол дамжуулах хоолойн хоолойнууд нь ургацын бат бөх эдийн засгийн бат бөх чанарыг даван туулах бат бөх байдлын харьцаатай байдаг: 0.75 - Бага нүүрстөрөгчийн гангаар хийсэн; 0.8 - Бага, жигд бус гангаар хийсэн ган; 0.85 - Хатуу, хуурайшуулсан, дулааны сайжруулсан ган; 0.9 - Хяналттай өнхрөх гангаар.
Гагнуурын зориулалтаар хоолойны ирмэгийг бэлтгэх
Гагнуурын гагнуурын ажлыг эхлүүлэхийн өмнө хоолой, хоолой, хоолойг чанартай, дамжуулах чадвартай, нийлүүлэлтийн талаархи техникийн нөхцөлийг дагаж мөрдөх шаардлагатай. Хоолой, дэлгэрэнгүй мэдээлэл нь хоолой дээрх холбогдох стандарт, техникийн нөхцөлийн шаардлагын дагуу оролтын хяналтыг дамжуулах ёстой.
Хоолойн үзүүр ба холболтын хэсгүүд нь гагнуурын үйл явцад тохирч буй харцны ирмэг, хэмжээсд байх ёстой. Тэдний үл нийцэх байдал, зам дээрх ирмэгийг механик боловсруулах боломжтой. Жижиг диаметрийн хоолойн хувьд (520 мм хүртэл), зам, хагас нь зам, талыг нь ашиглах боломжтой. Орбитит тээрэмдэх машин, гидрабразив машин, нунтаглах машинууд том диаметрт ашигладаг. Ороомог, ороомог, ороомог хийх үед, ороомог хийх үед Edgeges-ийг ашиглахад зориулагдсан дулааны аргыг ашиглах үед.
a) Хийн хүчилтөрөгчийн тууралт нь зүлгүүрийн булцууг зүлгүүрийн тойргоос 0.1.0.0.2 мм гүнд хуваана;
б) 1 мм-ийн гүнд, 1 мм-ийн гүнд, amp of amp and and of empore-ийн хийцтэй (аргмон боловсруулах, механик боловсруулахад механик боловсруулах шаардлагагүй); в) Агаарын нумыг 0.5 мм-ийн гүнд байрлуулах (ирмэгийг нь чиглүүлж);
d) anr-2M, ANR-2M, ANR-2M, ANR-2M EVERINE, COLING CONELION, MORKEAL боловсруулалт хийх шаардлагагүй болно.
Угсармал хоолойноос өмнө хөрс, шороо, цасыг цэвэрлэхэд зайлшгүй шаардлагатай, нүх, хоолой, гаднах хэсгүүдийг өргөн, гаднах хэсгүүдийг өргөнөөр цэвэрлэнэ дор хаяж 10 мм.
Хоолойг гагнахын тулд гагнуурын зэргэлдээх гадны төмөр оёдлыг бэхжүүлэх талбайг гагнах нь хамгийн багадаа 10 мм-ийн өндрөөс дээш.
Бүх хоолойнууд нь хаалттай электродыг чимэглэсэн электрод гагнуурын гагнуурын зориулалттай тайрч ирмэг дээр байдаг. Энэ зүсэлт (Зураг 1, a) нь 25-30 ° -ийн ирмэгийн ирмэгийг 25-30 °, DIMENTINE-ийн зузаантай, 1 мм-ийн ирмэгийн зузаантай. Хананы зузаантай 16 мм, том диаметртэй, том диаметртэй том диаметрийг зурагтаар тайрах замаар нийлүүлж болно. 1, b.
Хэмжээ нь хананы зузаанаас хамаарна:
7 мм - хоолойн зузаантай 15 ... 19 мм
8 мм - Хоолойн хананы зузаантай 19 ... 21,5 мм
10 мм - Хоолойн хананы зузаантай 21.5 ... 26 мм.
Энэ шилдэг зураг. 1. Гарын нунтаг нумыг (A, B, г, г, г, г, г, г) дамжуулагч (g, d, g) болон түргэн эстмэл, нунтаг хэрэгслийг авах A, b).
PIPELINES DU 1000 мм-ийн хувьд DU 1000 мм ба дотроос нь дотроос гардаг, over of of of down нь дотор нь тавигдахыг зөвлөж байна. Түгээх хоолойн барилгын явцад 4 мм хүртэлх ирмэгийг тайрахгүйгээр ирмэгийг нь тайрахгүйгээр хоолойг гагнахын тулд. Үүнээс гадна, 152 мм хүртэл диаметртэй хоолойн диаметртэй, хийн гагнуурын хувьд (ирмэгийг нь тайрах, нэг талт шүүрч авах боломжгүй). 5 мм-ийн ирмэгийг ашиглах боломжтой.
Зам дээрх давхалтын хоолойн холболтыг нэмэлт ирмэгийн боловсруулалт хийхгүйгээр зөвшөөрнө.
Ханын зузаанд нь зузаан ялын ялгаа 2 мм-ээс их болоогүй бол 12.5 м. Хэрэв 1-ээс илүүгүй 12.5 мм-ээс илүүгүй;
Хэрэв зузаан нь 12.5 мм-ээс дээш хананы зузаан нь 3 мм-ээс хэтрэхгүй бол. Энэ тохиолдолд цочирдох ирмэгийг зөвшөөрдөггүй.
Ханын зузаантай уяан самар эсвэл хөл дамжуулах бэхлэлт нь усны өнцөгт өөхний шугамаас хамгийн багадаа 250 MM-ийн хоорондын элементүүдийг ашиглан хамгийн багадаа гурван мм-ийн хоорондын элеменийн элементүүдийг ашиглан хамгийн багадаа гурван мм-ийн хоорондын элементийн элементүүдийг ашигладаг Байна уу.
Зугтангийн хажуугийн хажуугийн хажуугийн хэсэг эсвэл хоолойн хэсгээс бүрдэх, хоолойн хэсгээс 1.5 зузаантай, хоолойн хэсгээс бүрдэх, хоолойн хэсгээс 1.5 зузаантай, эсвэл хэсэг нь дугуй хэлбэртэй. Олон тооны хоолойноос чимэглэхийг хориглоно.
Унтраах, түгээх, түгээх бэхлэлтийн бэхлэлт нь арматурын арматурын арматурыг арматурын арматурын арматурын 1.5 зузаантай байна. ). Энэ бэлтгэлийг ханган нийлүүлэгчээр хэрэгжүүлэх ёстой.
Энэ шилдэг зураг. 2. Гагнуурын гагнуур, хэсгүүдийг өөр өөр хананы зузаантай.
Хоолойс угсралтын шаардлага
Хоолойн үе мөчийг барих нь баталгаатай байх ёстой.
Перпендикик перпендикуляр. Перпендикулярын хазайлт нь 2 мм-ээс хэтрэхгүй байх ёстой;
объектийн эргэн тойронд байрлах периметрийн доторх жигд байдал, холбогдох стандарт, зааврын дагуу байдаг.
Бүх Universal Direction-ийн нүүлгэсэн хамгийн бага боломж нь бөгөөд нийтийн сав, 3 сарын зузаан, түгээлттэй ммА-аас дээш хугацаагаар тэмдэглэнэ - 0.15 ханын зузаантай, 0.15 зузаантай + 0.5 мм урт биш );
Дор хаяж 100 мм-ийн холимог үйлдвэрийн оёдол нь хоорондоо зайтай холимог, 100 мм-ийн урттай хоолойн урт нь 100 мм-ээс дээш диаметртэй. Эдгээр Энд нь дараахь зөвшөөрөлгүй байх нь үе мөчүүдийн нэмэлт зүйр хамгаалах зориулалттай, баг наслагдах хэт сайн хяналтаар үйлдсэн нэмэлт үгийг тогтооно.
Том диаметр үйлдвэрлэхэд хятад хэл дээрх цилиндрийг угсарч, гагнуурын байшингууд болон гагнуурын хэсгийг хэрэглэнэ.
Таамаглах
Урьдчилан халамжлах нь дулааны гагнуурын мөчлөгийг тохируулах боломжийг олгодог хамгийн чухал технологийн нэг юм. Гагнасан үеийг гагнуурын бүтэц, шинж чанар нь 800-500 ° C-ийн температурт хөргөлтийн хурдыг хөргөх нь ихэвчлэн (Austenite-ийн хамгийн бага эсэргүүцэл). Хөргөлтийн өндөр түвшинд, Мартенситийн төрлийн төрлийн техник хангамжийн бүтцэд үүсэх нь өндөр хүч чадал, чанар багатай, бага уян хатан байдал, мөн чанартай, бага хуванцар хэлбэртэй байдаг. Энэ нь ялангуяа "0.43% ба түүнээс дээш" Эдгээр ган нь Дулаан мөчлөгийн үйлдэл, концентраторуудад маш мэдрэмтгий болсон бөгөөд Дулаан нөлөөллийн бүс нь хатгамал бүсэд ханддаг. Эдгээр үзэгдэл нь GVT металлын хөргөлтийн ханшийг хөргөхөд хүргэдэг бөгөөд энэ нь GVT металлын хөргөлтийн хэмжээ 70 ° C / S-д хүрч чаддаг. Хоолойны хананы өгөгдсөн зузаантай, дулааны нөлөөнүүдийн хөргөлтийн хөргөлтийн түвшинг урьдчилан тооцоолох нь анхны температурыг тохируулж болно. Хөргөлтийн хана электрох электрозыг гагнах нь бусад оёдлын электродыг гагнах үед, хөргөлтийн давхаргуудтай харьцуулахад хамгийн чухал нь, сэлүүрт гагнуурын эрч хүчийг (электродын хурдыг хоёр дахин гагнуурын хурдаар хийдэг үндсэн бүрэх) гагнуурын метал дахь тархалтын устөрөгчийн агуулгыг нэмэгдүүлэх хандлага, өөрчлөлтийг нэмэгдүүлэх. Урьдчилсан халаалт нь зөвхөн GV-ийн хатуурсан цэмцлийг бий болгох магадлалыг бууруулдаг боловч гагнуурын гагнуурын метал эсвэл заасан бүсэд суурилсан нүүлгэн шилжүүлэлтийг бий болгодог. Энэ нь эргээд гагнуурын нэгдэл үүсэх нь хүйтний агууламжийн эсрэг, ялангуяа электродешнийг бүрдүүлдэг, ялангуяа электродозыг 100 гагнуурын гагнуурын гагнуурын металлаар нэмэгдүүлэх болно.
Түлшний температур нь химийн станцаас хамааран химийн станц (нүүрстөрөгчийн температур, орчны температур, орчны температурын хэлбэр, электродын хэлбэрийн хэлбэр. Эдгээр параметрүүд нь ихэвчлэн холбогдох стандарт, технологийн зааврыг удирддаг. Тиймээс, жишээ нь, CIS-д VNC 066-89-ийг удирддаг. Целлюлозоор чимэглэх үед целлюлозоор чимэглэх үед урьдчилан халхуурах температур 75 ° C-ээр нэмэгддэг.
Хр. 2
Гадаадад, ихэвчлэн халаалтыг сонгохдоо гагнуурын эсрэг, томъёогоор тодорхойлж, томъёо-ito-beiio-ийн ан цавыг эсэргүүцдэг.
хаана: [n] - сарниулах устөрөгчийн агуулга, мм / 100 гр;
T - гагнуурын хавтангийн зузаан, мм. Халаалтын температур нь эмпирик томъёогоор тодорхойлно.
(° C) TP.P \u003d 1440 RCM - 392.
Урьдчилсан болон шаардлагатай бол гагнуурын үе мөчний депретийг (хий эсвэл цахилгаан), гагнасан үе мөчний дүрэмт хувцас (хийн эсвэл цахилгаан) хийх ёстой. Дугуйны хуурай бүсийн өргөн нь дор хаяж 75 мм-ийн чиглэлд дор хаяж 75 мм байх ёстой.
Урьдчилсан болон хуримтлалын температур нь янз бүрийн температурыг (эсвэл хоолойгоор) янз бүрийн температурт халаах, эсвэл өөр өөр температурт халаах, эсвэл хамгийн их температуртай байдаг.
Гарын авлагын нумыг гагнах технологи, техник
Гарын нумыг гагнахын тулд PIPERINE-ийн дансыг гагнуурын ажлын 60%. Энэ бол тасралтгүй утас эсвэл хиймэл зам, хиймэл, хиймэл дагуул, гагнуурын ороомог, тоглогчийн зангилаа, тогоруу, тогоруу, краны зангилаа.
Гарын авлагын арк гагнуурын технологийг гагнах нь ихэвчлэн гагнахын тулд хоолойн материалаар тодорхойлно. Ган ган ган ган, үйл ажиллагааны нөхцөл байдлаас хамааран гагнуурын материалыг сонгосон. Үүний дараа бид технологи, гагнуурын техник, түүнчлэн ажил зохион байгуулдаг, түүнчлэн ажил зохион байгуулдаг схемийг зохион байгуулдаг. ГЭРЭЛТЭЙ МАТЕРИАЛЫН ТОНОГ ТӨХӨӨРӨМЖИЙН ТОГЛОЛТЫН ТОГЛОЛТ, ХӨГЖҮҮЛЭГЧ, ХӨГЖЛИЙН ХӨГЖЛИЙН ХУГАЦАА.
Их бие, түгээлтийн хоолойн барилгын ажлыг зохион байгуулалтгүй дүрэм бол давхаргын хамгийн бага давхаргын хэмжээ юм. Хоолойн зузаантай хоолойгоор 6 мм-ийн зузаантай, 2 мм-ээс их, ханатай зузаантай, ханан ханыг ханатай, 6 мм - 3 давхаргатай.
Хамгийн хариуцлагатай хамгийн хариуцлага нь давхаргын давхарга юм. Энэ нь ороомог хоолойны ирмэгийг найдвартай төлөх ёстой бөгөөд оёдлын дотоод гадаргуу дээр нэгдсэн дүр төрхийг бүрдүүлнэ. Хоолойн хананы зузаантай 50 мм-ээс дээш хугацаагаар (Meniscus) 10-150% -иас илүүгүй урттай хамтарсан хэсгүүдийг (Meniscus) 10-15 мм тутамд (Meniscus) -аас хэтрэхгүй. Үндэс давхаргын гаднах гадаргуу нь гөлгөр, нарийн, нарийн ширхэгтэй, зүсэлтийн хажуугийн гадаргуутай гөлгөр байх ёстой. Оёдлын гаднах гадаргуугийн хамгийн оновчтой хэлбэр нь нунтаглах машин, зааврын шаардлагын дагуу Pnummate Colne-ийг гүйцэтгэж болно.
SAIRIPERINE нь 1020 мм-ийн диаметртэй хоолойгоор гагнах, эсвэл үндсэн нийлүүлэлт, заавал нийлүүлэлт байхгүй газруудаас эхлээд хоолойны доторх давхаргыг хийхийг зөвлөж байна уулзвар периметрийн доод улирал (дотоодоос), өөрөөр хэлбэл Энэ талбай дээр гадаа гагнуурын үеэр гагнах үед гадна талыг нь таазны байрлалд гүйцэтгэсэн. Том диаметрийн хоолойны нүхний гар урлалын үрийг гараар гагнах нь уулзварын бүх периметрийн бүх хэсэгт хийгддэг. Хост оёдол нь үндэс үйлчилгээ үзүүлэгчийг өгдөг, хоол хүнс, бусад согоггүй хоолойн дотоод гадаргуутай байх ёстой. Гагнуурын давхаргыг сайжруулах нь дор хаяж 1, 3 мм-ээс ихгүй байх ёстой. Наалга нь 3-4 мм-ийн диаметртэй гол хэлбэрийн электродоор хийгддэг.
Давхаргын давхаргуудыг дүүргэх нь бие биентэйгээ хамт бэхлэгдэж, ороомог хоолойн ирмэгийг бэхлэнэ. Оёдол бүрийн давхрын дараа SLAG-ээс оёдолын гадаргууг цэвэрлэх шаардлагатай байна.
Тараах оёдол нь гөлгөр тойм, хоолойн гадаргуутай, тайрах, бусад харагдахуйц согогтой хослодог. Оёдлын сайжруулалт нь дор хаяж 1, 3 мм-ээс ихгүй байх ёстой. Гагнуурын өргөн нь огтлох өргөнийг чиглүүлдэг өргөнийг 2-3 мм-ээр давхцаж байна.
Шилжилтийн төгсгөлд гагнуур нь бүрэн гагнах ёстой. Энэ шаардлага нь өдөр, шөнийн цагаар өөрчлөгдөхөд хүргэдэг. Өдрийн цагаар өөрчлөгдөхөд хүргэдэг. Температурыг өөрчлөх нь хоолой, гагнуурын үе шат, гагнуурын үе мөч, гагнуурын үе мөчний үе мөчний үеэр маш өндөр байж болох юм.
Хэрэв уулзвар нь бүрэн биш бол хүчдэлийн сулралын хэсэг нь ургацын сулралын хэсэг, тэр ч байтугай оёдлын металл, үе мөчний эсэргүүцэл, үе мөчний эсрэг талыг сүйтгэх болно. Энэ байдал нь металлын хуванцарыг бууруулах үед энэ байдал нь агаарын температурт онцгой аюултай.
Санал болгож буй электродоос хамаарч хамгийн түгээмэл гагнуурын схем байдаг: ДЭЛГҮҮРИЙН ГЭР БҮЛИЙН ГЭР БҮЛИЙН ГЭР БҮЛИЙН ГЭР БҮЛИЙН ГЭРЭЭ, Электрод, электродын язгуурыг гагнах Хийн тарих төрөл, дүүргэлт ба нүүрний давхаргууд - үндсэн бүрхүүлтэй электродууд.
Гагнуурын хаалттай гагнуурын электродууд нь урд хэсгүүдийг хөндлөн цоорхойгоор дамжуулж, оройн үзүүрээс хамаарна. Урсгалыг салгасан гагнуурын аргаар гагнуурчин бүр тодорхой оёдол бүрийг гүйцэтгэдэг, ижил үе мөчний тооноос хамаарна. Том диаметртэй хоолой дээр тэдний тоо дөрвийг хүрч болно. Дүрэм шиг, хэрэв гагнуур нь хоёр нь хоёр, дараа нь ёроолоос гагнаж, nadir-ээс гагнаж, периметрийг (Дуудлагаар цаг) 6-3-12, 6-9-12, 6-9-12-т зааж өгч байна. Үүний зэрэгцээ, таазны нэг хэсэг дээр, түгжээг хоолойн тойргийн доод цэгээс 50-60 мм-ээр шилжүүлэх хэрэгтэй. Хоёр зэргэлдээ давхаргад, түгжигчийг дор хаяж 50-100 мм-ээс хассан байх ёстой. Хэрэв дөрвөн гагнуурчид, дараа нь эхний хосыг үе мөч (залгах замаар) 6-3 ба 6-9, хоёр дахь уур нь 3-12, 9-12, хоёр дахь уурыг багтаасан болно.
Зураг дээрээс дээш бүрсэн цахилгаан цувралыг гагнах үед хоёр давхаргыг давхцаж байх үед хоёр давхаргын диаграммыг зурагт үзүүлэв. 3, a. Бүх сондгой давхаргыг эхний давхаргын диаграммын дагуу, хоёр дахь давхаргын дагуу. Ромын тоо нь бие даасан давхаргын гагнуурын дарааллыг харуулдаг. Гагнуурын орон зайн байрлалаас хамаарч одоогийн утгыг 3-р хүснэгтэд ашиглахыг зөвлөж байна.
Цуурсан электродыг үндсэн төрлөөр ашиглахдаа зөвхөн электрод брэндийн PIPELINE CONTER-ийг баталгаажуулах шаардлагатай.
Хүснэгт 3.
Хийн тархины төрлийг ашиглахдаа давхаргын язгуурын гагнуурын гагнуурын гагнуурын гагнуур нь ороомог хоолойн ирмэг дээрээс доошоо байрладаг. Гагнуур нь дор хаяж 75V-ийн нөөцийн хангамжийн цус харвалт эсвэл шууд туйлширсан, шууд туйлшралын үеэр гүйцэтгэдэг. Электрон одоогийн утгыг гагнуурын утгыг гагнуурын утга нь 3.25 мм-ийн диаметртэй (100-15 мм-ээс хэтрэхгүй байх ёстой; 120-160А-д 4 мм-ийн диаметртэй, 120-160A-ийн диаметртэй электродоор чимэглэхэд 100-140А. Гагнуурын хурдыг 16-22 м / H хооронд байлгах хэрэгтэй. Гагнуурын үйл явцыг гагнуурын үйл явцад 40-90 ° -аас 10-аас 90 ° -аас сольж, гагнуурын хажуугийн цонхыг хөндлөн огтлох цонхыг хадгалдаг.
Гагнуурын чимэглэлийн түвшний хүчдэлийн түвшинг бууруулах, цацруулагч бус хэсгээс дииметрийн түвшинг тэгш хэмтэй, диаметртэй, туурайч, туурайчаар гагнуурладаг. 4. Гагнуурын стресс, хэв гажилт, хэв гажилт, хэв гажилтыг багасгах нь илүү их нөлөөтэй гагнуурын арга, хоёр, дөрвөн гагнуурын тайралтыг ашиглахыг шаарддаг.
Сүххийг суулгахаар суулгах дуу хоолой дахь жижиг диаметр дамжуулах хоолой (530 мм) -ийг гагнах үед (530 мм) -ийг дарахад - 500 мм-ийг үеийн бо-ийн хугацаатай дугуйлах зорилгоор хоолойн цэгүүдийг хүртсэн хоолойгоор чимэглддэг. Хоолой нь тойрог орчимд ойролцоогоор дөрвөн урттай ижил урттай хуваана. Шар айрагны хэсгүүдийг 1, 2-оос 90 ° -ийг гагнуурын талбайд 90 ° эргүүлнэ. Дараа нь, өөр эргэлт хийх, 90 ° -ийг гүйцэтгэж, 5, 6, 7, 8-р хэсгийн дарааллыг боловсруулна.
1 ба 2 ба 2-р хэсгүүдийг гагнасны дараа (Зураг 6), 3 ба 60 °, 180 °, 60 °, 180 °, 60 °, 180 ° -ийг гагнуурын талбайд эргүүлэхэд хүргэдэг. 7, 8, тус тусад нь.
Зураг. Хоолойг эргүүлэв 90 °: A - Эхний давхарга: A - Эхний давхарга, B - Хоёрдугаарт, 1 ... 8 нь давхаргын хэсгүүдийг гүйцэтгэх дараалал юм.
Зураг. Хоолойг эргүүлэв 180 °: A - Эхний давхарга: A - Эхний давхарга, б - Хоёрдугаарт, 1 ... 8 нь давхаргын хэсгүүдийг гүйцэтгэх дараалал юм.

