Босоо байрлалд гагнах нь доод байрлалд гагнахаас хамаагүй хэцүү байдаг, учир нь хайлсан метал нь гагнуурын сангаас гоожих хандлагатай байдаг. Босоо давхаргыг гагнах үед банн дахь шингэн металлын хэмжээг багасгахын тулд гагнуурын гүйдлийн хүчийг доод байрлалд гагнахтай харьцуулахад 10-15% буурдаг. Гагнах нь үргэлж богино нуман хэлбэртэй байдаг бөгөөд энэ нь электродын хайлсан металыг шингэн ваннд илүү сайн шилжүүлэхэд хувь нэмэр оруулдаг. Гагнуурын усан сангаас гагнуурын метал нэвчихээс зайлсхийхийн тулд электродыг давхаргын дунд хэсгээс хажуу ба дээш харьцангуй хурдан шилжүүлэхийг зөвлөж байна. Энэ нь давхаргын хурдан үүсэхэд хувь нэмэр оруулдаг.
Босоо үеийг гагнах хоёр арга байдаг: доороос дээш, дээрээс доош. Хамгийн түгээмэл нь эхний арга юм.
Зураг 52. Булангийн гагнуурыг "завь" болгон гагнах
Доод талын гагнуурыг ихэвчлэн нимгэн бүрээсийг холбоход ашигладаг. "Дээрээс доош" босоо давхаргыг хийхдээ бүрэн бүтэлгүйтлийг олж авдаггүй.
Босоо давхаргыг гагнах техник нь доороос дээш байна. Юуны өмнө, электродыг давхаргын хавтгайтай харьцуулахад зөв байрлуулах шаардлагатай. Нимгэн бүрхүүлтэй электродоор гагнахдаа налуугийн өнцгийг 15-20 ° -аар авна; зузаан бүрсэн электродтой гагнах үед (53-р зураг, б) электродыг хэвтээ шугам руу чиглүүлнэ. Ийм электродыг өтгөн бүрээстэй ийм том зүсэлт нь банннаас шаарыг илүү хялбар зайлуулж, хайлсан металыг хадгалахад шаардлагатай байдаг.
Нуман нь давхаргын хамгийн доод цэг дээр асдаг бөгөөд хайлсан метал бүхий ванн үүссэний дараа хамгийн богино нум бүхий электродын төгсгөлийг баруун эсвэл зүүн тийш, бага зэрэг дээш чиглүүлдэг. Электродын энэхүү хөдөлгөөний тусламжтайгаар хайлсан метал хэсгүүдийг хурдан хатууруулж, хайлсан металлын дараагийн уналтыг хойшлуулахад шаардлагатай нэг төрлийн босго бий болгодог. Электродын хөдөлгөөнийг давтаж, гагнуурын метал нь оёдлын хэлбэрийг авдаг. Босоо оёдлууд дээр цавууд илүү тод харагддаг бөгөөд энэ тэмдгээр босоо оёдол нь доод хэсгээс ялгаатай байдаг.

53-р зураг. Зураг.54. "Доод талаас дээш" аргаар босоо давхаргыг гагнах үед электродуудын байрлал; "дээрээс доош"
Босоо давхаргыг дээрээс доошоо гагнах үед электрод гагнах гадаргуутай перпендикуляр байна. Нуман өдөөх ба хайлсан металлын анхны дусал үүссэний дараа электродыг доош нь хазайлгана (Зураг 54). Электродыг аажмаар тэжээж, богино нумыг арчлахдаа электродын төгсгөлтэй хамт метал унахаас урьдчилан сэргийлэх шаардлагатай бөгөөд хажуу тийш нь доош нь татан буулгаснаар хуримтлагдсан дуслыг бэхжүүлж, гагнуур үүсгэдэг.
Босоо давхаргыг хийх хоёр аргыг хоёуланд нь электродыг шилжүүлэх шилжилтийн шилжилтийг мэдээлэх шаардлагатай. Энэ тохиолдолд ямар ч газарт удаан хугацааны туршид дулааны концентраци байхгүй бол давхаргын дагуух хөдөлгөөн хийх тийм электродын замыг сонгох шаардлагатай болно.
Усанд орох хэмжээг багасгахын тулд дээрээс доошоо гагнах үед хайлсан металлаар гагнуурын гүйдлийн хүч ба электродын диаметрийг доороос дээш гагнахад бага байх ёстой. Босоо хийх үед өгзөгний гагнуур ирмэгийн V хэлбэрийн ба X хэлбэрийн ховилтой, түүнчлэн булны өнцөг, гагнуурын дараалал, олон давхаргатай, булангийн дээд хэсэгт нэвтрэлтийг доод давхаргын гагнуурын нэгэн адил гүйцэтгэдэг.
Гагнуурын давхарга нь цахилгаан нумаар гангийн нөлөөнөөс үүсдэг хоёр ширхэгтэй бүтцийн ирмэг дээр хайлсан металлын шугам юм. Давхаргын төрөл, тохиргоог тухайн тохиолдол бүрт тус тусад нь сонгох бөгөөд түүний сонголт нь ашигласан тоног төхөөрөмжийн хүч, гагнасан хайлшийн зузаан, химийн найрлага зэрэг хүчин зүйлээс хамаарна. Ийм давхарга нь полипропилен хоолойг гагнуурын төмрөөр гагнах үед бас тохиолддог.
Энэ нийтлэлд гагнуурын төрөл, тэдгээрийг хэрэгжүүлэх технологийг авч үзэх болно. Бид босоо, хэвтээ, таазны давхаргыг судалж, тэдгээрийг хэрхэн яаж цэвэрлэж, согогийг шалгаж сурах болно.
1 Гагнуурын ангилал
Давхаргыг сорт болгон ангилах нь олон хүчин зүйлийн дагуу явагддаг бөгөөд тэдгээрийн гол нь үе мөчний төрөл юм. Энэ параметрийн дагуу оёдол дараахь байдлаар хуваагдана.
- өгзөгний үе;
- хормойн үе;
- tee оёдол.
Оруулсан хувилбар бүрийг илүү нарийвчлан авч үзье.
1.1 Товч үе
Холболтын энэ аргыг хоолой, дөрвөлжин профиль, хуудас металлын төгсгөл хэсгүүдийг гагнахад ашигладаг. Холбох хэсгүүдийг байрлуулсан бөгөөд ингэснээр тэдгээрийн ирмэгийн хооронд 1.5-2 мм-ийн цоорхой байна (хэсгүүдийг хавчаараар бэхлэх нь зүйтэй юм). Хуудасны металлаар ажиллахдаа зузаан нь 4 мм-ээс хэтрэхгүй, давхаргыг зөвхөн нэг талдаа, 4-12 мм-ийн хуудсан дээр давхар, ганц, 12 мм ба түүнээс дээш зузаантай байж болно.

Хэрэв эд ангиудын хананы зузаан нь 4-12 мм байвал ирмэгийг механик цэвэрлэж, ирмэгийг битүүмжлэх нь дараахь аргуудын аль нэгэнд шаардлагатай болно. Ялангуяа өтгөн металлын (12 мм-ээс) холболтыг X хэлбэрийн хөрс хуулалтыг ашиглан хийхийг зөвлөж байна. Бусад сонголтууд нь үүссэн гагнуурыг бөглөхөд их хэмжээний метал шаардагддаг тул электродын хэрэглээ нэмэгддэг.

Гэсэн хэдий ч зарим тохиолдолд гагнуурчин нь зузаан металыг нэг оёдолоор хоол хийхээр шийдэж болох бөгөөд энэ нь хэд хэдэн дамжуулалт дээр бөглөхийг шаарддаг. Энэ тохиргооны давхаргыг олон давхаргат гэж нэрлэдэг бөгөөд олон давхаргат давхаргын гагнуурын технологийг зураг дээр харуулав.
1.2
Хүрээний үеийг зөвхөн 4-8 мм зузаантай метал гагнуурын ажилд ашигладаг бол хавтанг хоёр талдаа чанаж хийдэг бөгөөд энэ нь хуудас хоорондох чийг, дараа нь зэврэлтийг үгүй \u200b\u200bболгодог.

Ийм оёдлын технологи нь электродын зөв өнцгийг дагаж мөрдөхийг шаарддаг бөгөөд энэ нь 15-40 градусын хэлбэлзэлтэй байх ёстой. Нормативаас гажсан тохиолдолд давхаргыг дүүргэсэн металлыг үе мөчний шугамаас нүүлгэн шилжүүлэх бөгөөд энэ нь үений бат бөх чанарыг мэдэгдэхүйц бууруулна.
1.3 Т-хамтарсан
Т-үсгийг "T" үсгийн хэлбэрээр хийдэг бөгөөд үүнийг хоёр ба нэг талд гүйцэтгэж болно. Давхаргын тоо, хэсгийн төгсгөлийг огтлох хэрэгцээ нь түүний зузаанаас хамаарна.
- 4 мм хүртэл - огтлох үзүүргүйгээр нэг талт давхарга;
- 4-8 мм - давхар, огтлохгүйгээр;
- 4-12 мм - нэг талт огтлолтой ганц;
- 12 мм-ээс их - хоёр талт, давхар огтлох.
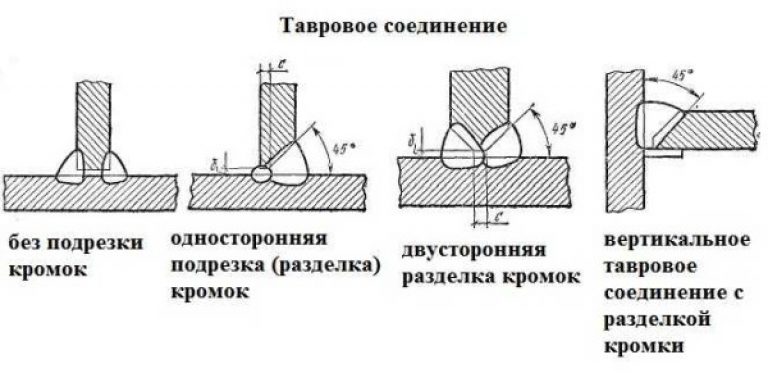
Т-үений нэг хэлбэр нь бие биендээ перпендикуляр эсвэл налуу хэлбэртэй хоёр хуудсыг нэгтгэхэд ашигладаг филе холбоос юм.
2 Орон зайн байрлал дахь давхаргын төрлүүд
Холболтын төрлөөр ангилахаас гадна давхаргыг орон зайн байрлалаас хамааран сортуудад хуваана.
- босоо
- хэвтээ
- тааз.
Босоо холболтын асуудал бол таталцлын улмаас үүссэн хайлсан металлын доош гулсах явдал юм. Энд богино нумыг хийх шаардлагатай - электродын төгсгөлийг аль болох металлаар ойрхон байлгах хэрэгтэй. Босоо үеийг гагнах нь урьдчилсан ажлыг хэрэгжүүлэх шаардлагатай байдаг - хөрс хуулалт, огтлолын хэлбэр, холболтын төрөл, металлын зузаанаас хамаарч сонгогддог. Бэлтгэсний дараа эд ангиуд нь шаардлагатай байрлалд бэхлэгдсэн бөгөөд хөндлөн "хавчаар" -аар холболт нь ажлын хэсгүүдийг хөдөлгөхөөс сэргийлдэг.

Босоо оёдлыг гагнах нь дээрээс доошоо, доороос дээш аль алинаар нь гүйцэтгэгдэж болох бөгөөд ашиглахад хялбар бол сүүлчийн сонголтыг ашиглах нь зүйтэй. Электродыг холбосон хэсгүүдэд перпендикуляр байрлуулсан байх ёстой бөгөөд үүнийг гагнасан кратын ирмэг дээр байрлуулахыг зөвшөөрнө. Электродын хөдөлгөөнийг давхаргын шаардлагатай зузаан дээр үндэслэн сонгосон бөгөөд электродыг хажуу тийш хажуу тийш нүүлгэх, гогцоотой төстэй шилжилтийн тусламжтайгаар хамгийн бат бөх үеийг авдаг.

Босоо онгоцон дээр хэвтээ хэлбэрийн оёдлыг зүүнээс баруун эсвэл баруун тийш харуулна. Гагнах хэвтээ давхарга электродыг мэдэгдэхүйц өнцгөөр байлгах шаардлагатай ванны усыг доош нь шавхахад төвөгтэй байдаг - 80-аас 90 0 хүртэл байна. Ийм байрлалд металлын шилжилт хөдөлгөөнөөс урьдчилан сэргийлэхийн тулд электродыг нарийн өнхрүүлгийг ашиглан хөндлөн чичиргээгүйгээр шилжүүлэх шаардлагатай.
Электродын хурдыг сонгосон тул нумын төв нь давхаргын дээд хил дамжин өнгөрч, хайлсан ванны доод контур нь өмнөх булны дээд хэсэгт хүрэхгүй. Янз бүрийн согог үүсэхэд хамгийн өртөмтгий байдаг дээд ирмэгийг онцгой анхаарах хэрэгтэй. Сүүлийн өнхрүүлгийг гагнахаас өмнө үүссэн давхаргыг шаар, нүүрстөрөгчийн ордоос цэвэрлэх шаардлагатай.
Гүйцэтгэхэд хамгийн хэцүү нь таазны оёдол юм. Нэгэнт ийм болсон орон зайн байрлал хайлсан банн нь зөвхөн металлын гадаргуугийн хурцадмал байдалтай явагддаг тул давхаргыг өөрөө аль болох нарийхан хийх ёстой. Уг роллерийн стандарт өргөн нь ашигласан электродуудын өргөнөөс хоёр дахин ихгүй байхад 4 мм хүртэл диаметр бүхий электродуудыг уг ажилд ашиглах ёстой.
Давхаргыг байрлуулахдаа электродыг нэгдэх хавтгайд 90-ээс 130 0-ийн өнцгөөр барьж байх ёстой. Роллер нь электродыг ирмэгээс ирмэгийн шилжилт хөдөлгөөнөөр үүсгэдэг бол хэт хажуугийн байрлалд электрод саатдаг бөгөөд энэ нь доогуур гарахаас зайлсхийхэд тусалдаг. Таазны давхаргын туршлагагүй гагнуурчин байхыг зөвлөдөггүй.
2.1 Таазны үеийг гагнах технологи (видео)
2.2 Согог цэвэрлэх, үзлэг хийх
Давхарга үүссэний дараа холбосон хэсгүүдийн гадаргуу дээр шаар, хайлсан ган, дусал дуслаар үлдэх бөгөөд давхарга нь өөрөө гүдгэр хэлбэртэй байж, метал хавтгайгаас дээш гарч ирдэг. Эдгээр дутагдлыг арилгахын тулд хөрс хуулалтыг зөвшөөрдөг бөгөөд үүнийг үе шаттайгаар хийдэг.
Эхэндээ, алх, цүүц ашиглан масштаб ба шаарыг зайлуулах шаардлагатай бөгөөд дараа нь зүлгүүрийн диск эсвэл нунтаглах машинаар тоноглогдсон бутлуурын тусламжтайгаар холбогдсон онгоцуудыг хооронд нь холбож байрлуулна. Зүлгүүрийн дугуйны хурц үзэмжийг гадаргуугийн шаардлагатай гөлгөр байдалд үндэслэн сонгоно.

Согогууд гагнахИхэнх тохиолдолд туршлагагүй мэргэжилтнүүдтэй тулгардаг нь электродын жигд бус хөдөлгөөн эсвэл буруу сонгогдсон гүйдлийн хүч чадал, хэмжээсийн үр дүн юм. Зарим согог нь нэн чухал бөгөөд заримыг нь засч залруулах боломжтой - ямар ч тохиолдолд давхаргад байгаа эсэхийг нь заавал хянах шаардлагатай.
Согог ямар гажигтай, түүнийг хэрхэн шалгаж байгааг анхаарч үзээрэй.

Согог нь металлын хөргөлтийн үе шатанд гарч ирэх хагарал хэлбэрээр үүсч болно. Хагарал нь хоёр тохируулгатай байдаг - оёдлын дагуу эсвэл хажуу тийш чиглэнэ. Үүсгэх хугацаанаас хамааран ан цавыг халуун, хүйтэн гэж ангилдаг бөгөөд зарим төрлийн гагцхүү тэсвэрлэх чадваргүй хэт их ачааллаас болж үе мөч нь хатуурсны дараа гарч ирдэг.
Хүйтэн хагарал нь үе мөчийг бүрэн устгахад хүргэдэг чухал согог юм. Тэд үүссэн тохиолдолд эвдэрсэн газрыг дахин гагнах шаардлагатай бөгөөд хэрэв тэдгээр нь хэтэрхий олон байвал давхаргыг таслаж, дахин хийх шаардлагатай болно.
Босоо үеийг гагнах үед хайлсан металлын дусал доошоо урсдаг (Зураг 69, а). Тиймээс ийм давхаргыг арай богино нумаар гүйцэтгэдэг бөгөөд энэ нь буурч, гадаргуугийн хурцадмал хүчний нөлөөнөөс болж электродоос давхаргын тогоруу руу илүү хялбар дамждаг (Зураг 69, b). Электродын төгсгөлийг дусал эсвэл холоос гаргаж авдаг бөгөөд энэ нь хатуурах боломжийг өгдөг. Босоо давхаргыг доод талаас дээш нь гагнах нь дээр, дараа нь доорхи тогоруу нь металл дусал барина (Зураг 69, c). Электрод дээш, доошоо хазайлгаж болно. Электродыг доош хазайлгахад гагнуурчинд гагнуурын ховил дахь электродын металлын дусал тархалтыг ажиглах нь илүү тохиромжтой байдаг. Хэрэв та босоо байрлалыг хадгалах шаардлагатай бол

дээрээс доошоо гагнах үед электродыг I байрлалд байрлуулна (Зураг 69, г), үүссэний дараа дуслыг дуслаар нь богино нуман хэлбэрээр барьж II байрлуулна. Босоо давхаргыг электродтой гагнах нь дээр

4 мм, бууруулсан гүйдлийн үед (ойролцоогоор 160 а). Энэ нь гагнуурын ажлыг хөнгөвчлөх гагнуурын крат дахь шингэн металлын хэмжээг бууруулдаг.
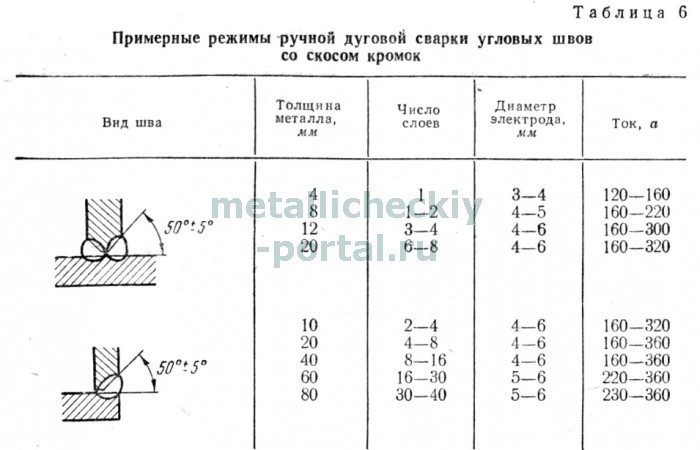
Хэвтээ давхаргыг хийхдээ металлын урсацыг багасгахын тулд (70-р зураг, а) ирмэгийн ирмэгийг зөвхөн дээд хуудсан дээр хийдэг. Нуман доод ирмэг дээр (I байрлал) өдөөгдөж, дараа нь унасан металлын дээд хэсгийг дээшлүүлж дээд хуудасны ирмэг рүү шилжүүлнэ. Нэг давхаргат хэвтээ давхаргыг гагнах үед электродын төгсгөлийн хөдөлгөөний загварыг Зураг дээр үзүүлэв. 70, а, баруун талд. Хэвтээ давхаргыг мөн урт өнцгөөр гагнаж, эхний өнхрүүлгийг (давхаргын үндэс) 4 мм-ийн диаметртэй электрод, дараа нь 5 мм-ийн электродоор хийсэн байна.
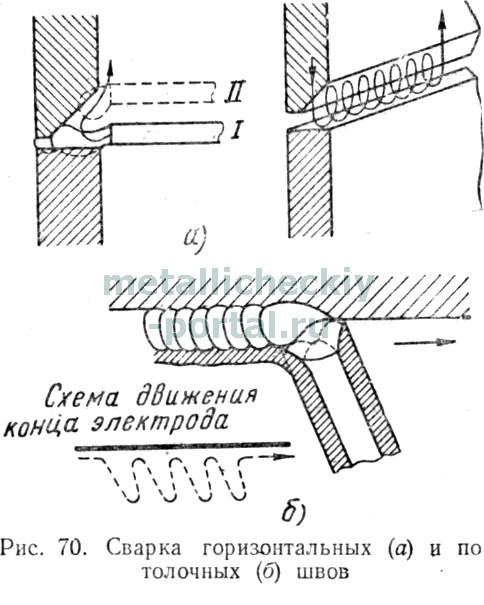
Аль болох богино хугацаанд гагнаж байгаа таазны давхаргыг хийх нь хамгийн хэцүү байдаг. Таазны үеийг гагнахын тулд электродын металаас илүү галд тэсвэртэй бүрхүүл бүхий электродуудыг ашигладаг. Энэ тохиолдолд бүрхүүл нь электродын төгсгөлд металл хэлбэртэй дусал хадгалдаг малгай үүсгэдэг (Зураг 70, b). Гагнуурын явцад электродын төгсгөлийг салгаад дараа нь банн руу ойртуулна. Электродыг салгахад нуман хаалга гарч, гагнуурын металл хатуурна. Таазны гагнуурын хувьд - босоо ба хэвтээ хувьд бага диаметртэй электрод ашигладаг бөгөөд доод байрлалд ижил зузаантай метал гагнахтай харьцуулахад гүйдэл 10-12% -иар буурдаг.
Таазны давхаргыг гагнах үед хийн бөмбөлгүүд нь давхаргын ёроолд хөвдөг бөгөөд энэ нь гагнасан үений хүчийг бууруулдаг. Таазны гагнуурыг зөвхөн том байгууламж суурилуулах, гагнахад ашигладаг суурин үе дамжуулах хоолой, засварын гагнуур болон бусад ижил төстэй ажил нь доод байрлалд оёдол хийх боломжгүй үед.
Босоо, хэвтээ ба таазны давхаргыг бамбай хийнүүдээр гагнаж болно, ингэснээр электродын металыг гагнуурын цөөрөмд оруулах боломжтой. Энэ тохиолдолд механикжсан гагнуурын аргыг ашиглах нь зүйтэй.
Электродууд нь орон зайн аль ч байрлалд гагнахад тохиромжтой: OMA-2, OMM-5, OZTs-1, TsM-7, OZS-4, OZS-2, UONI-13 гэх мэт. (Хүснэгт 5-ыг үзнэ үү).
Захиргаа Нийтлэлийн ерөнхий үнэлгээ: Оруулсан: 2011.06.01
Сэтгэдэл:
Сэтгэдэл:
- Цахилгаан гагнуурын аргын үндэс
- Босоо давхаргын гагнуур
- Ажил дуусгах
Металлын янз бүрийн эд анги, хэсгүүдийн хэсгүүдийг гагнах шаардлагатай байдаг. Даалгаврыг биелүүлэхэд туслах хэд хэдэн арга байдаг боловч бусдаас илүү цахилгаан гагнуур ашигладаг.
Цахилгаан гагнуурын аргын үндэс
Энэ арга нь цахилгаан нум үүсэхэд суурилдаг. Металлтай холбоо барих цэг дэх нуман нь завсарлага үүсгэдэг. Энэ хотгор нь электродыг шатаахад үүссэн хайлсан металлаар дүүрдэг. Гагнах гадаргуугийн дагуу хөдөлж байх үед түүний ирмэгүүд халааж, хайлж, электродын металлаар нэг бүтэц үүсгэдэг.
Цахилгаан гагнуурын чухал хүчин зүйл бол одоогийн хүч чадал юм. Хэрэв энэ нь хангалттай параметр байхгүй бол нуман бүхэлдээ гадагшлагдах бөгөөд электрод гагнах гадаргуу дээр наалдана. Шаардлагатай ампер нь ашигласан төхөөрөмжөөс хамаарна. Хэрэв инвертер аппарат ашигладаг бол шаардлагатай үзүүлэлт нь 80-100 А-ийн хооронд хэлбэлзэж байх ёстой. Трансформаторын төрлийн аппаратыг ашиглах тохиолдолд хүрээ 35-55 А-ийн хооронд байх ёстой.
Ашиглах электродыг тэдгээрийн химийн бүтэц, боловсруулалтын гадаргуугийн бүтцийг харгалзан сонгох хэрэгтэй. Ийм металлын хэд хэдэн төрөл байдаг: ган, зэвэрдэггүй ган, хөнгөн цагаан. Бүх электродыг зохих ёсоор тэмдэглэсэн бөгөөд энэ нь зөв сонгох боломжийг олгодог. Ажил дээрээ цахилгаан гагнуурын машин ашиглахдаа электродын диаметрийг боловсруулж буй материалын зузаанаас хамааруулан сонгох хэрэгтэй гэдгийг санах хэрэгтэй.
Агуулгын хүснэгт рүү буцах
Босоо давхаргын гагнуур
Ажил эхлэхийн өмнө та ямар оёдол хийхийг хүсч байгаагаа шийдэх ёстой. Оёдлын хэд хэдэн үндсэн төрлүүд байдаг:
- Хавтгай хавтангийн үеийг гагнах.
- Босоо давхарга.
- Булангийн гагнуурын үе.
- Хоолойн үеийг гагнах.
Босоо гагнуур хийх, тодорхой, тэр ч байтугай давхаргыг олж авахдаа процессын бүдүүвчийг ажиглах шаардлагатай. Үүний тулд бэлтгэсэн эд ангиудыг тодорхой засах ёстой. Товчнуудыг ашиглан та тэдгээрийг 3-4 газарт ирмэгээр бэхлэх хэрэгтэй. Эд анги нь хавчаараар бэхлэгдсэн байх ёстой. Электродын налуу нь гадаргуутай харьцуулахад 70-75 хэм байх ёстой.
Цахилгаан гагнуураар босоо давхаргыг зөв гагнахын тулд хайлсан металыг 2 хэсгүүдийн уулзвар дээр бэхлэхэд туслах үе үе эргэлт хийх шаардлагатай байдаг. Электродын төгсгөл яг оёдлын голд байх ёстой. Гагнуурын процессыг доод талаас дээш, дусал дуслаар наалдуулах ёстой. Энэ нь хайлсан электродын утсаар цоорхойг аажмаар дүүргэхэд тусална.
Гагнуурын явцад хамгийн найдвартай үе мөчнүүд үүсдэг. Гагнуур нь янз бүрийн материалыг холбож болно. Металлаас гадна та шил, хуванцар, керамик хоол хийж болно. Гагнуурын ажлыг өөр өөр онгоцонд хийж болно. Тиймээс гагнуурын явцад давхаргын байрлал нь гагнах шаардлагатай хэсгүүдийн ирмэгийн орон зайн зохион байгуулалтаас хамаарна.
Гүйцэтгэх аргачлалын дагуу оёдол нь:
- нэг талын;
- хоёр талын;
- нэг давхарга;
- олон давхар.
Ангиллын талаар дэлгэрэнгүй гагнасан үе Уншуулна уу. Орон зай, уртын дагуу дараахь төрлийн гагнуур байдаг.
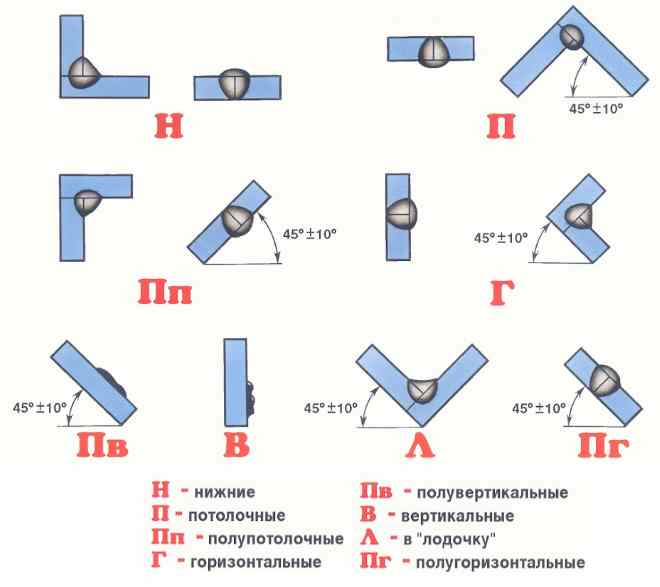
- Бага байрлалд. Хэзээ гагнах дэлхийн гадаргаас 0 ° өнцгөөр байрладаг;
- Хэвтээ байдлаар. Гагнуурын ажлыг хэвтээ байдлаар гүйцэтгэдэг бөгөөд хэсгийг 0-ээс 60 ° өнцгөөр байрлуулна;
- Босоо. Гагнуурын ажлыг босоо байдлаар хийдэг бөгөөд бүтэц нь 60-аас 120 ° хүртэл хавтгайд байрладаг;
- Таазанд. Оёдол нь гагнуурын дээгүүр байрладаг бөгөөд ажлыг 120-180 ° өнцгөөр гүйцэтгэдэг;
- "Завь" -д. Гагнуурыг "буланд" хийдэг бөгөөд хэсэг нь өнцгөөр байрладаг.
Доод байрлалд гагнуурын ажил, тэр ч байтугай эхлэгчдэд хэцүү биш юм. Тэд хэрхэн явагдаж байгааг хэлж байсан. Бусад бүх хүмүүсийн хувьд технологийн мэдлэг шаардлагатай байдаг.
Босоо үеийг гагнах
Босоо давхаргыг хэрхэн яаж хоол хийх вэ? Босоо үеийг гагнах үед металлыг бэлтгэсэн бөгөөд ингэснээр холболтын төрөл, элементийн зузааныг харгалзан үздэг. Дараа нь тэдгээрийг хүссэн байрлалд байрлуулж, хэсгүүдийг шилжүүлэхийг зөвшөөрдөггүй жижиг хөндлөн оёдолоор хураан авдаг.

Хоёр босоо хавтанг гагнах
Босоо давхаргыг хоёр аргаар гагнаж байна: доороос дээш, эсрэг чиглэлд. Гагнуурын усан сан нь нуман дээр босч, унахаас сэргийлдэг тул доод талаас дээш өндөр чанартай босоо оёдол авах нь илүү хялбар байдаг.
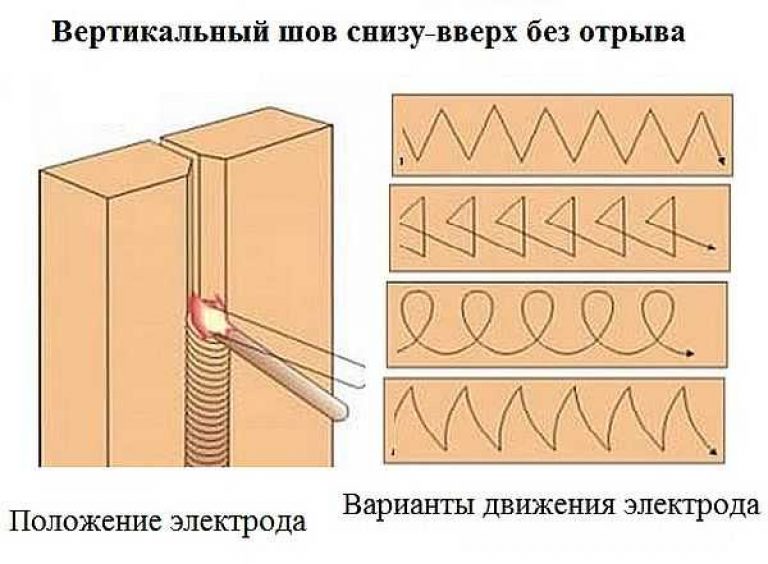
Нумыг нураахгүйгээр доороос дээш босоо давхаргыг гагнах нь электродыг нэг чиглэлд хэвтээ нүүлгэн шилжүүлэхгүйгээр хөдөлгөөнд орно. Тэрээр онгоцонд 80-90 ° өнцгөөр бөхийлгөдөг. Гагнуурын нуман Энэ нь процессын хяналтыг хөнгөвчлөх хэсэгт шууд нөлөө үзүүлдэг.
Algotirm гагнуур:
- Доод талд нь нуман сэтгэл хөдлөнө;
- Давхаргын хөндлөн огтлолын хэмжээтэй тэнцэх хэвтээ гадаргууг бэлтгэх - электродын хөдөлгөөн: хавирган сар, зул сарын гацуур мод эсвэл зигзаг;
- Гагнуурын усан санг барих нь электродын налуугаар хянагддаг нумын даралтаар хийгддэг.
Электродын хөдөлгөөнийг маш хурдан хийх ёстой, үйл явцыг бүрэн хянах шаардлагатай. Хэрэв гагнуурын сан нь нэг ирмэгээс гоожиж эхлэх юм бол нэгэн зэрэг дээш өргөгдсөн хөдөлгөөнөөр нөгөө рүү шилжинэ.
Чухал! Металлыг хэт халааж болохгүй, бүү зогсоо. Усанд унаж магадгүй бөгөөд түлэгдэлт үүсч болзошгүй юм.
Булангийн босоо давхаргыг гагнах нь өөрийн онцлог шинж чанартай байдаг. Эхлээд тавиурыг хайлуулж, дараа нь аажмаар метал хийх замаар металыг хайлуулдаг. "Шат" -аар дамжин өнгөрөх явцад дууссан давхарга үүсдэг. Тэд чинь. тэд электродыг баруун тийш дээш өргөөд ирмэгийн хооронд хайлсан металлын дусал бэхжиж дараа нь бид электродын үзүүрийг давхаргын ирмэгийн дагуу зүүн ба дээш чиглүүлж, улмаар "хатуу" найдвартай холболтыг үүсгэдэг.
Үед гагнуурын ажил нумыг салгах замаар хөдөлгөөнийг нэг талаас нөгөө рүү жижиг хөндлөн оёдол эсвэл гогцоотой гүйцэтгэдэг.
![]()
Нуман хаалганы гагнуур
Үе мөчний хэлбэр нь одоогийн хүч чадалд ихээхэн нөлөөлдөг. Одоогийн ихэнх тохиолдолд тодорхой төрлийн электрод ба материалын зузааныг санал болгож буй хэмжээнээс 5-10 А бага байна. Хэдийгээр энэ нь үргэлж үнэн байдаггүй. Тиймээс үүнийг туршилтаар тодорхойлж, дундаж утгыг авах нь зүйтэй.
Хэвтээ үеийг гагнах
Босоо гадаргуу дээр хэвтээ давхаргыг баруун талаас зүүн тийш, эсрэгээр нь гагнаж байна. Энэ тохиолдолд банн нь доошоо урсах бөгөөд доод ирмэг рүү урсах болно. Электрод нь том өнцгөөр хазайдаг бөгөөд энэ нь одоогийн параметрээс хамаарна. Усанд орох газар нь хэвээр байх ёстой. 
Зузаан метал гагнах үед зөвхөн дээд ирмэг нь налуу (огтлох) байдаг бол доод хэсэг нь хайлсан металыг гагнуурын усан санд хадгалдаг.
- зүүнээс баруун тийш хоол хийхийг илүүд үздэг тул гагнуурын сан илүү сайн харагдах болно;
- электродын байрлал нь бага зэрэг арагш, давхарга дээр;
- нуман өдөөлт нь доод ирмэг дээр үүсч, дараа нь дээд хэсэгт шилждэг;
- электродын замыг спираль хэлбэрээр явуулдаг.

Спираль дахь электродын хөдөлгөөн
Металл доош урсах тохиолдолд хөдөлгөөний хурдыг нэмэгдүүлж, металлын халаалтыг багасгах шаардлагатай. Та нумын завсарлага хийж болно. Эдгээр завсарлагаанаар металл бага зэрэг хөргөж, урсгал нь зогсдог. Ижил нөлөө нь одоогийн хүч чадлын бууралтыг өгдөг. Эдгээр арга техникийг үе шаттайгаар л ашиглаарай.
Зөвлөгөө! Хэрвээ хэвтээ хэвтээ хоол хийх нь танд шинэлэг зүйл байвал олон тооны металлаар бүү зуураарай, чанарын хувьд нимгэн давхаргыг хийхийг хичээ. Дараа нь шаардлагатай бол эхнийхээс дээгүүр ишлэл хий.
Хонины үений хөндлөн огтлолын гагнуурыг гагнасан бол техник нь доод байрлалд гагнуурыг давтдаг.
Таазны гагнуур
Таазны давхаргыг цахилгаан гагнуураар хэрхэн яаж хоол хийх вэ? Ийм нөхцөл байдал нь туршлагагүй эхлэгчдийг төөрөлдүүлж чаддаг. 
Энэ тохиолдолд гагнуурчин эвгүй байдалд байгаа тул таазнаас халуун металлын дусал доошоо унах болно. Энэ төрлийн электрод нь гадаргуутай перпендикуляр байрладаг. Тэр холболтыг өргөжүүлэхийн тулд тэрээр удаан хурдаар дугуй хөдөлгөөн хийх ёстой. Цахилгаан нум зайлшгүй богино. Урт нумтай бол доогуур зураастай болно.

Таазны оёдол хийх арга замууд
Таазны үеийг гагнах нь ижил зарчмын дагуу хийгддэг - метал аль болох хурдан хатуурах ёстой. Энэ төрлийн ажилд тусгай галд тэсвэртэй бүрээс бүхий электродуудыг ашигладаг.
Электродуудын дугуй хөдөлгөөнтэй хамт босоо хэсгүүдийг мөн хийдэг. Угаалгын өрөөнөөс хол явахад нуман хаалга нь унтардаг. Эрчим хүч урсахаа болино. Металл хөргөж, талсжихад гагнуурын сан багасна. Тиймээс хайлалтыг богино холболтоор гүйцэтгэдэг.
Таазны гагнуурыг гагнасан эд ангиудыг илүү тохь тухтай зохион байгуулах арга байхгүй тохиолдолд онцгой байдлын үед ашигладаг. Төмөр нь доороос халаадаг бол гагнуурын сангаас гарч буй бөмбөлгүүд нь давхаргын ёроолд байрладаг тул түүнийг сулруулдаг.
Булангийн оёдол
Гагнуурын филе гагнуур нь өөрийн онцлог шинж чанартай байдаг. Нэг нэгнээсээ нөгөөг нь хэт холбосон хэсгээс бүрдэх гагнуурын процессыг ирмэгийг урьдчилан бэлтгэхгүйгээр гүйцэтгэдэг. Хамтлагуудыг булангийн хоёр тал дээр хийдэг.
Хэсэг хэсгүүдийг төгсгөлд нь холбож, өнцөг үүсгэхэд эцсийн нүүр нь нэг элементээр таслагдана.
Т хэлбэрийн холболт
Төгс оёдол авахын тулд нэг хавтгай нь хэвтээ, хоёр дахь нь босоо байх ёстой. Булангийн үеийг гагнах нь 90 ° өнцгөөр заавал байх ёстой. Босоо байрладаг бүтээгдэхүүний зузаан нь 12 мм-ээс ихгүй байвал нэмэлт боловсруулалт хийх шаардлагагүй болно. Хэрэв түүний зузаан нь 12-25 мм байвал бэлтгэл ажлыг V хэлбэртэй хийх шаардлагатай.
25-40 мм-ээс U хэлбэрийн хошууг нэг талт шүргэх ажлыг хийдэг.
40 мм-ээс дээш - V хэлбэрийн хоёр талт шүргэх.
Босоо байрлалтай бүтээгдэхүүний доод ирмэгийг тэгшхэн тайрч, хамтарсан өргөн нь 2 мм-ээс ихгүй байна.
Булангийн үеийг сайн гүйцэтгэхийн тулд нумыг зөв асаах чадвартай байх шаардлагатай. Энэ нь гагнуурын ажлыг эхлүүлэхээс өмнө гал авалцдаг. Үүнийг завсарлага авах үеэр давтан хийдэг.
Зузаан бүрээстэй электрод ашиглах үед хайлсан металлын том талбай үүсдэг. Метал унаж байгаа тул булангийн гадаргуугийн зөв гадаргууг хийх боломжгүй юм.
Гагнах гадаргууг налуу 45 ° байхаар байрлуулж, гагнуурыг завины тусламжтайгаар хийх ёстой.
Хонины үе
Эдгээр хуудсыг 3-5 мм-ийн зузаантай зайд гагнаж, нэгийг нь нөгөө талаас нь гагнана. Засвар хийх шаардлагагүй. Гэхдээ материалын өртөг нэмэгдэж, холболт улам хүндэрдэг. Гэсэн хэдий ч энэ сонголтыг нэлээд их ашигладаг.
Бөгжний гагнуурын онцлог
Хоолой, янз бүрийн хэсгүүдийг холбохдоо филе гагнуурыг гагнах шаардлагатай зогсоох хавхлагуудБайна. Хосолсон төрлийг илэрхийлнэ.
Цахилгаан гагнуур нь хоолойны хажуу талд байрладаг босоо давхарга юм. Эргэн тойронд хэвтээ давхаргыг хэрэглэнэ. Таазны давхарга ба тус бүр байрладаг доод хэсгийг гагнах ажлыг гүйцэтгэдэг.
Гангаар хийсэн хоолой нь голдуу өгзөгөөр гагнагддаг. Хоолойн дотор наалдахаас зайлсхийхийн тулд электродыг давхрагад 45 ° -аас хэтрэхгүй, үе нь 3 мм өндөр, 8 өргөн байна.
Бөгжний гагнуур хийхээс өмнө гадаргууг бэлтгэх шаардлагатай.
- Хэсэг нь сайтар цэвэрлэнэ;
- Деформацийн төгсгөлийг зүсэж, шулуун болгоно;
- Хажуугийн ирмэгээс 10 мм-ийн зайд тэдгээрийг гялалзуулж өгдөг.
Гагнуурын явцад үеийг тасралтгүй боловсруулж, булангийн үеийг хэд хэдэн давхаргад буцалгана. Дараагийн нэгдлийг хэрэглэхээс өмнө нэгдлүүд бүрийг шаарнаас цэвэрлэнэ. Эхнийхийг хэрэглэхэд бүх ирмэг нь бүрэн хайлдаг. Хагарал илэрсэн тохиолдолд тэдгээрийг хайчилж, фрагментийг дахин буцалгана.
Үлдсэн давхаргууд нь хоолойг удаан эргүүлэх замаар давхцдаг. Өмнөх болон дараагийн давхаргын эхлэл нь 15-30 мм-ээр солигддог.
Эцсийн давхарга нь заавал үзэсгэлэнтэй, тэгш гадаргуутай байдаг.
Товчны оёдол
Товч гагнуурыг янз бүрийн аргаар гүйцэтгэдэг.
- Сансарт;
- Зэсээр хийсэн зөөврийн доторлогоо дээр;
- Урьдчилсан оёдлын тусламжтайгаар.
Сансрын давхаргад гагнах үед түүний үндсийг бүхэл бүтэн уртын дагуу гагнах нь маш хэцүү байдаг. Тиймээс, өндөр дулаан дамжилтын улмаас зэсээр хийгдсэн зөөврийн хавтанг ашиглах нь дээр техникийн үзүүлэлт хайлсан металлтай холбоо барих үед доторлогоо хайлахаас сэргийлнэ. Ажлын төгсгөлд үүнийг амархан арилгадаг.
Ийм нэгдлүүдийн сул тал нь нэвтрэх чадваргүй байх магадлал өндөр байдаг. Энэ согогоос зайлсхийхийн тулд урвуу талыг гагнахаас өмнө метал дотор 2-3 мм гүнтэй ховилыг хайчилж авдаг. Үүний дараа гагнуурын өнхрүүлээр хучигдсан, дараа нь үеийг гадна талаас нь бэхжүүлдэг.
Олон давхаргат давхаргыг гагнаж
Шинийг хэрэглэхээс өмнө давхарга бүр хорт бодисоос цэвэрлээд хөргөнө. Тиймээс олон давхаргат давхаргыг гагнах нь бусад төрлөөс ялгаатай. Эхний давхаргын хувьд 3-4 мм диаметр бүхий электродууд, бусад хүмүүсийн хувьд 5-6 мм байна. Эцсийн давхарга нь гүдгэр бөгөөд өмнөх давхаргын дулааны боловсруулалтыг хийдэг.
Гагнуурын давхарга нь олон давхаргат үений чухал бүрэлдэхүүн хэсэг юм. Энэ нь эхний оёдолыг хөрс хуулсны дараа хэсэгчлэн арилгасны дараа согог хуримтлагдах магадлал өндөр байгаа газарт хийгддэг. Бүхэл бүтэн үений найдвартай байдал нь гагнуурын оёдол хэр сайн хийгдсэнээс хамаарна.
Дүгнэлт
Бид тоймлоод, гагнуурын аргаар хэрхэн зөв хоол хийхийг сурахын тулд та хамгийн энгийнээс эхлэх хэрэгтэй.
- хэсгүүдийн холболтод хамтын хөдөлгөөн хийхдээ электродын шаардлагатай налууг ажиллуулах.
- үе мөчөөс шаарыг тогшиж сурах нь цаг хугацаа илүү сайжирч, улам сайжирч байх болно.
Цахилгаан гагнуурын тусламжтайгаар босоо давхаргыг хэрхэн яаж хоол хийх вэ? Бүх зөвлөмжийг анхаарч үзэх нь маш чухал юм. Босоо давхарга нь хэвтээхээс арай илүү төвөгтэй байдаг. Нэгдүгээрт, энэ нь хэд хэдэн газарт шүүрч аваад дараа нь доод талаас дээш аажмаар дүүрдэг. Тиймээс цоорхойг бүхэлд нь шингэн металлаар дүүргэдэг.
Ур чадвар эзэмших, гагнуурын машин, электрод худалдаж авах, үзэсгэлэнтэй оёдол хийхийг сурч эхэл.

