Гагнуурын нум бол электродууд эсвэл электродууд ба бүтээгдэхүүний хооронд үүссэн хийн орчинд хүчтэй тогтвортой цахилгаан цэнэг юм. Гагнуурын нум нь их хэмжээний дулааны энерги ялгаруулж, хүчтэй гэрлийн нөлөө үзүүлдэг. Энэ нь төвлөрсөн дулааны эх үүсвэр бөгөөд үндсэн болон дүүргэгч материалыг хайлуулахад ашигладаг.
Нумын урсац үүсэх дунд зэргээс хамаарч дараахь зүйлийг ялгана.
агаарт шатаж буй нуман хаалгануман бүсийн хийн орчин дахь найрлага нь гагнасан металл, электродын материал, электродын бүрээсийн ууртай агаартай байх;
хаалттай нуман доогуур нуманнуман бүсийн хийн орчин дахь найрлага нь үндсэн металл, утас, хамгаалалтын урсгалын хос;
хамгаалалтын нуман (бамбай хийн уур амьсгал, утаснуудын уур ба үндсэн метал нь нуман бүсийн хийн орчинд оршдог). Гагнуурын нумыг ашигласан гүйдлийн төрөл (шууд, ээлжлэн, гурван фазын) болон шаталтын үргэлжлэх хугацаагаар (суурин, импульс) ангилдаг. Шууд гүйдлийг ашиглахдаа шууд ба урвуу туйлшралын нумыг ялгана. Шууд туйлшралын тусламжтайгаар цахилгаан хэлхээний сөрөг туйл - катод нь электрод дээр, эерэг туйл - анод нь үндсэн метал дээр байрладаг. Урвуу туйлшралтай, электрод дээр нэмээд бүтээгдэхүүнийг хасах боломжтой.
Хэрэглэсэн электродын төрлөөс хамааран хайлах (метал) болон хэрэглээгүй (нүүрстөрөгч, вольфрам, г.м.) электродуудын хоорондох нумыг өдөөж болно. Нумын үйл ажиллагааны зарчмын дагуу шууд, шууд бус, хосолсон үйлдлүүд байдаг (Зураг 14).

Шулуун нуман электрод ба бүтээгдэхүүний хооронд үүсэх нумын цэнэг гэж нэрлэдэг. Шууд бус нуман хоёр электрод (атом-устөрөгчийн гагнуур) хоорондох нумын ялгааг илэрхийлнэ. Хосолсон арк нь шууд ба шууд бус үйлдлийн нумын хослол юм. Хосолсон нумын жишээ бол гурван фазын нум бөгөөд хоёр нуман нь электродуудыг бүтээгдэхүүнтэй холбодог бөгөөд гурав дахь нь бие биенээсээ тусгаарлагдсан хоёр электродын хооронд шатдаг.
Нумын өдөөлтийг хоёр аргаар гаргадаг: хүрэх эсвэл цохих замаар, мөн чанарыг нь Зураг дээр харуулав. арван таван.

Гагнуурын нуман дээр нуман цоорхойг гурван үндсэн хэсэгт хуваадаг: анод, катод ба нуман багана. Нуман шатаах явцад электрод ба үндсэн металлын идэвхтэй цэгүүд байдаг бөгөөд тэдгээр нь электродын болон халсан металлын илүү халсан хэсгүүд бөгөөд бүхэл бүтэн нуман гүйдэл дамждаг. Катод дээр байрлах идэвхтэй цэгийг нэрлэнэ катодик, анод дээр байрладаг цэг нь анод.

Гагнуурын нумын нийт урт (Зураг 16) нь бүх гурван талбайн уртын нийлбэртэй тэнцүү байна.
Л. d \u003d Л. руу + Л. c + Л. бас,
хаана байна Л. d нь гагнуурын нумын нийт урт, см;
Л. k нь катодын мужийн урт, ойролцоогоор 10 -5-тай тэнцэнэ см;
Л. C нь нуман баганын урт, см;
Л. d - анодын хэсгийн урт, ойролцоогоор 10 -3 ÷ 10 -4 см.
Гагнуурын нумын нийт хүчдэл нь нумын бие даасан талбайн хүчдэлийн уналтын нийлбэр юм.
У d \u003d У руу + У c + У бас,
хаана байна У d нь нуман дээрх хүчдэлийн нийт уналт, үед;
У k нь катодын бүс дэх хүчдэлийн уналт, үед;
У c нь нуман баганын хүчдэлийн уналт, үед;
У a - анодын бүс дэх хүчдэлийн уналт, үед.
Гагнуурын нумын багана дахь температур 5000-1000,000 K хооронд хэлбэлздэг бөгөөд нуман дахь хийн орчин, материал, электродын диаметр ба одоогийн нягтаас хамаарна. Температурыг ойролцоогоор Украины ШУА-ийн академич К.К.Хреновын санал болгосон томъёогоор тодорхойлж болно.
Т st \u003d 810 байна У ef
хаана байна Т st - нуман баганын температур, ° K;
У ef бол үр дүнтэй иончлолын боломж юм.
Гагнуурын нумын статик гүйдлийн хүчдэлийн шинж чанар. Гагнуурын нум дахь хүчдэлийн урт ба гагнуурын нумын одоогийн хүчдэлийн шинж чанар гагнуурын гүйдлийн хэмжээнээс хамаарлыг дараах томьёогоор тодорхойлж болно.
У г + а + б г.
хаана байна ба катод ба анод дахь хүчдэлийн бууралтын нийлбэр нь ( ба = У руу + У ба)
б - 1-д дурдсан хийн багана дахь хүчдэлийн тодорхой уналт мм байна нуман урт (утга б хамаарна хийн найрлага нуман багана);
Л. d нь нумын урт, мм байна.
Жижиг ба хэт авианы үед У d гагнуурын гүйдлийн хэмжээнээс хамаарна.
Гагнуурын нумын статик гүйдлийн хүчдэлийн шинж чанарыг Зураг дээр үзүүлэв. 17. Тухайн газарт Би одоогийн байдлаар 80 болж нэмэгдэх ба нуман хүчдэлийн огцом уналтад хүргэдэг бөгөөд энэ нь бага хүчээр нуман гүйдэл ихсэх тусам нуман баганын хөндлөн огтлолын хэмжээ, түүнчлэн түүний цахилгаан дамжуулалт нэмэгдэхэд хүргэдэг. Энэ хэсэгт гагнуурын нумын статик шинж чанар буурч байна. Уналтын хүчдэлийн шинж чанар бүхий гагнуурын нум нь бага тогтвортой байдалтай байдаг. Бүс нутагт II (80 - 800 ба) нумын хүчдэл бараг өөрчлөгдөөгүй бөгөөд энэ нь нуман баганын хөндлөн огтлолын хэмжээ ба гагнуурын гүйдлийн өөрчлөлттэй харьцаагаар нэмэгдсэнтэй холбоотой юм, иймээс нумын урсацын бүх хэсэгт одоогийн нягтрал ба хүчдэлийн уналт тогтмол хэвээр байна. Энэ тохиолдолд гагнуурын нумын статик шинж чанар нь хатуу юм. Ийм нумыг гагнуурын технологид өргөн ашигладаг. 800-аас дээш гагнуурын гүйдэл нэмэгдэхэд ба (бүс III) Нуман хүчдэл дахин өснө. Энэ нь катодын цэгийг өсгөхгүйгээр гүйдлийн нягтрал ихэссэнтэй холбодог, учир нь электрод гадаргуу нь ердийн гүйдлийн нягттай катодын цэгийг байрлуулахад хангалттай биш юм. Өсөн нэмэгдэж буй шинж чанар бүхий нумыг гүний нуман гагнуур болон бамбай хийнүүдд өргөн ашигладаг.

Гагнуурын нумыг өдөөх мөчид үүсдэг процессууд. Богино холболт үүссэн тохиолдолд электродын төгсгөл нь бүтээгдэхүүнтэй холбоо барина. Электродын эцсийн нүүр нь тэгш бус гадаргуутай тул холбоо нь электродын төгсгөлийн нүүрний бүх хавтгай дагуу хийгддэггүй (Зураг 18). Холбоо барих цэгүүдэд одоогийн нягтрал маш том хэмжээнд хүрдэг бөгөөд эдгээр цэгүүдэд гарсан дулааны нөлөөн дор метал шууд хайлдаг. Бүтээгдэхүүнээс электродыг зайлуулах үед хайлсан металлын бүс - шингэн гүүрийг сунгаж, хөндлөн огтлол буурч, металлын температур нэмэгддэг. Электродыг бүтээгдэхүүнээс салгахад шингэн метал гүүр эвдэрч, хурдан ууршдаг (металлын "дэлбэрэлт"). Энэ үед гадагшлуулах цоорхой нь металын уур, электрод бүрэх, агаараар халсан ионжуулсан хэсгүүдээр дүүргэгдсэн байдаг - гагнуурын нум үүсдэг. Нумлах үйл явц нь хэдхэн секундын л хэсэг үргэлжилдэг. Нумын цоорхой дахь хийнүүдийн иончлол нь катодын гадаргуугаас термион ялгарал, метал ба электродын бүрээсийн хэт халалт, хайлалтын үр дүнд бүтцийн тасалдалтаас болж үүсдэг.

Электрон урсгалын нягтрал ихсэх нь исэлдэж, хайлсан урсгал эсвэл электродын бүрээсийн гадаргуугийн давхарга үүсдэг тул электроны ажиллах чадварыг бууруулдаг. Шингэн металлын гүүрийг эвдэх үед потенциал огцом буурч, хээрийн ялгарал үүсэхэд нөлөөлдөг. Болзошгүй уналт нь ялгарах гүйдлийн нягтралыг нэмэгдүүлэх, металлын атомтай уян харимхай мөргөлдөөнд электронуудад кинетик энерги хуримтлуулж, ионжуулсан төлөв рүү шилжүүлэх боломжийг олгодог бөгөөд ингэснээр электронуудын тоог нэмэгдүүлж, улмаар нуман цоорхойн дамжуулалтыг нэмэгдүүлдэг. Үүний үр дүнд гүйдэл нэмэгдэж, хүчдэл буурдаг. Энэ нь тодорхой хязгаарт тохиолддог бөгөөд дараа нь нумын тогтвортой байдал эхэлдэг - нуман шатаж эхэлдэг.
Катодын бүс. Катодын хүчдэл буурах чиглэлээр явагдаж буй процесс нь гагнуурын процесст чухал үүрэг гүйцэтгэдэг. Катодын хүчдэлийн уналтын бүс нь нумын цоорхой дахь хийнүүдийг өдөөгдсөн ионжуулсан төлөвт дэмжиж, хөдөлгөөн ихтэй тул тэдгээрийн цэнэгийн дийлэнх хэсгийг дамжуулдаг. Катодын гадаргуугаас электронуудыг салгах нь ихэвчлэн термион болон хээрийн ялгаралтаас үүдэлтэй байдаг. Катодын гадаргуугаас электроныг зайлуулахад зарцуулсан энерги нь тодорхой хэмжээгээр катодын гадаргуу дээр ионжуулалтын энергийг өгдөг эерэг цэнэгтэй ионуудын урсгалын улмаас нуман баганын энергиээр нөхдөг. Катодын хүчдэлийн уналтын бүсэд болж буй үйл явцыг дараах байдлаар илэрхийлж болно.
1. Катодын гадаргуугаас ялгарч буй электронууд молекул болон хийн атомыг ионжуулахад шаардлагатай хурдатгал авдаг. Зарим тохиолдолд катодын хүчдэлийн уналт нь хийн ионжуулалтын потенциалтай тэнцүү байна. Катодын хүчдэлийн уналт нь хийн ионжуулалтын потенциалаас хамаардаг ба 10-16 байж болно үед.
2. Катодын бүс бага зузаантай (ойролцоогоор 10 -5) см) доторх электронууд ба ионууд нь мөргөлдөхгүйгээр хөдөлдөг бөгөөд энэ нь электроны дундаж чөлөөт замтай тэнцүү юм. Эмпирик аргаар олсон катодын бүсийн зузааны утга нь 10 -4-ээс бага байна см.
3. Одоогийн нягтрал нэмэгдэх тусам катодын бүсийн температур өсдөг.
Нуман тулгуур. Нуман баганад гурван төрлийн цэнэглэгдсэн хэсгүүд байдаг - электронууд, эерэг ионууд ба сөрөг ионууд нь туйл дахь эсрэг тэмдэг рүү шилждэг.
Сөрөг ширхэгийн цэнэгийн нийлбэр эерэг бөөмийн цэнэгийн нийлбэртэй тэнцүү тул нуман баганыг төвийг сахисан гэж үзэж болно. Нуман багана нь цэнэглэгдсэн тоосонцор үүсэх, цэнэглэгдсэн тоосонцорыг төвийг сахисан атом болгон нэгтгэх (рекомбинация) шинж чанартай байдаг. Буулгах цоорхойн хийн давхаргад электрон урсах нь хийн молекул ба атомуудтай уян хатан мөргөлдөж, улмаар маш өндөр температур үүсгэдэг. Уян харимхай мөргөлдөөний улмаас иончлох боломжтой.
Нуман баганын температур нь хийнүүдийн найрлага, гагнуурын гүйдлийн хэмжээ (гүйдлийн хэмжээ нэмэгдэх тусам температур нэмэгдэх), электродын бүрээсийн төрөл ба туйлшрал зэргээс хамаарна. Урвуу туйлшралын үед нуман баганын температур өндөр байна.
Анод бүс. Анодын бүс нь катодын бүсээс илүү урт, бага хүчдэлийн градиенттай байдаг. Анодын бүс дэх хүчдэлийн уналт нь анод руу орох үед баганын цахилгаан гүйдэл ба хурдатгалаас электроныг гаргаж авах үр дүнд бий болдог. Анодын бүсэд зөвхөн электрон гүйдэл байдаг тул цөөн тооны сөрөг цэнэглэгдсэн ионууд электроноос бага хурдтай байдаг. Анодын гадаргуу дээр унасан электрон нь металыг зөвхөн кинетик энергийн хангамж төдийгүй ажлын функцын энергийг өгдөг тул анод нь нуман баганаас энергийг зөвхөн электрон урсгал хэлбэрээр төдийгүй дулааны цацрагийн хэлбэрээр авдаг. Үүний үр дүнд анодын температур үргэлж өндөр байдаг бөгөөд үүнээс илүү их дулаан ялгардаг.
Эргэлтийн гүйдэлээр ажилладаг гагнуурын нумын онцлог шинж чанарууд Ээлжит гүйдлийн нумаар гагнах үед (үйлдвэрлэлийн давтамж секундэд 50 удаа), катод ба анодын толбо нь секундэд 100 удаа байрлалыг өөрчилдөг. Туйлшрал өөрчлөгдөхөд "хавхлагын эффект" гэж нэрлэгдэх бөгөөд энэ нь гүйдлийг хэсэгчилсэн залруулахад багтдаг. Тогтмол гүйдэл өөрчлөгдөхөд электрон ялгарлын үр дүнд үүсдэг тул одоогийн чиглэл өөрчлөгдөхөд электродоос болон бүтээгдэхүүнээс ялгарах гүйдлийн урсгал ижил байх болно.
Үүнтэй ижил материалын тусламжтайгаар гүйдэл бараг засагдаагүй, гагнуурын нуман дахь гүйдлийг шулуутгах гэж нэрлэдэг dC бүрэлдэхүүн хэсэгэнэ нь аргон нуман гагнуур хөнгөн цагаан нь үйл явцад сөргөөр нөлөөлдөг. Хувьсах гүйдэлээр ажилладаг гагнуурын нумын шаталтын тогтвортой байдал нь шууд гүйдэлээр тэжээгддэг нумынхаас бага байна. Энэ нь гүйдэл нь тэг болон туйлшралаар шилжих үед хагас мөчлөг бүрийн эхэн ба төгсгөлд өөрчлөгдөхөд нуман алга болдогтой холбоотой юм. Нум устах үед нумын цоорхойн температур буурч, нуман баганын хийнүүд иончлоход хүргэдэг. Үүний зэрэгцээ идэвхтэй толбо температур буурдаг. Бүтээгдэхүүн рүү дулааныг зайлуулахтай холбоотойгоор гагнуурын усан сангийн гадаргуу дээр байрладаг идэвхтэй цэг дээр температур буурдаг. Уг процессын дулааны инерцээс болж температур буурах нь гүйдэл фазын тэг рүү шилжих үеэс бага зэрэг хоцрогддог. Хагас мөчлөг бүрийн эхэнд нумын цоорхойн иончлол буурснаас болж нуман гал асаах нь зөвхөн электрод ба бүтээгдэхүүний хоорондох хүчдэл нэмэгдэх үед л боломжтой юм. Хэрэв катодын цэг нь үндсэн метал дээр байвал энэ тохиолдолд гал асаах оргилын хэмжээ бага зэрэг өндөр байна. Гал асаах оргилын хэмжээ нь үр дүнтэй ионжуулалтын потенциалд нөлөөлдөг: ионжуулалтын үр нөлөө их байх тусам гал асаах оргил нь өндөр байх ёстой. Хэрэв гагнуурын нуман дотор амархан ионжих чадвартай элементүүд байвал гал асаах оргил буурч, эсрэгээр, нумын агаар мандалд фторын ионууд нэмэгдэж эерэг ионуудтай нийлж төвийг сахисан молекул үүсгэдэг.
Хувьсах гүйдлийн нумын гол давуу талууд нь: харьцангуй хялбар байдал ба тоног төхөөрөмжийн өртөг багатай, соронзон тэсэлгээ байхгүй, хөнгөн цагааныг аргон нуман гагнах явцад исэлдсэн хальс катодын цацраг идэвхт байдалтай байдаг. Катодын нулимах нь катод байх үед гагнуурын санг эерэг ионоор бөмбөгдөх үйл явц бөгөөд үүнээс болж исэлдсэн хальс устдаг.
Соронзон орон ба ферромагнетик массын гагнуурын нуман дээр үзүүлэх нөлөө
Гагнуурын нуман дээр нуман баганыг цахилгаан гүйдэл дамжуулж, цахилгаан соронзон орны нөлөөн дор түүний хэлбэрийг өөрчилж чаддаг уян хатан дамжуулагч гэж үзэж болно. Хэрэв гагнуурын нумын эргэн тойронд үүсэх цахилгаан соронзон орны болон гаднах соронзон орон, гагнуурын хэлхээний өөрийн талбар, ферромагнитын материалтай харилцан үйлчлэх нөхцөлийг бүрдүүлж байгаа бол энэ тохиолдолд нумын урсацыг анхны өөрийн тэнхлэгээс хазайлт гарна. Энэ тохиолдолд гагнуурын процесс өөрөө заримдаа тасалддаг. Энэ үзэгдлийг нэрлэдэг соронзон дэлбэрэлт.
Гагнуурын нуман дээр гаднах соронзон орны нөлөөллийг харуулсан цөөн хэдэн жишээг авч үзье.
1. Хэрэв нумын эргэн тойронд тэгш хэмтэй соронзон орон бий бол нуман огтхон ч хазайхгүй, учир нь үүссэн талбар нь нуман баганад тэгш хэмтэй нөлөө үзүүлдэг (Зураг 19, а).
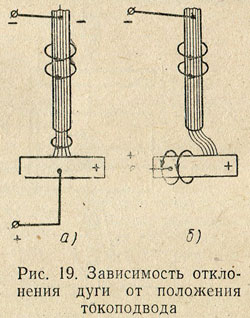
2. Ассиметрийн соронзон орон нь гагнуурын нумын туйл дээр ажилладаг бөгөөд энэ нь бүтээгдэхүүнийг урсаж буй урсгалаар үүсгэдэг; нуман багана нь одоогийн хар тугалга эсрэг чиглэлд хазайлгана (Зураг 19.6).
Нуман хазайлтыг үүсгэдэг электродын налуу өнцөг нь мөн мэдэгдэхүйц юм (Зураг 20).

Нумын хазайлтыг нөлөөлөх хүчтэй хүчин зүйл бол ферромагнет масс юм: их хэмжээний гагнасан бүтээгдэхүүн (ферромагнитын масс) нь агаараас илүү соронзон нэвчилттэй байдаг ба соронзон орны шугамууд нь эсэргүүцэл багатай дундуур үргэлжлэх хандлагатай байдаг тул нумын ялгадас ойрхон байрладаг. ферромагнитын масс, үргэлж түүний чиглэлд хазайдаг (Зураг 21).

Соронзон орон ба ферромагнит массын нөлөөллийг одоогийн тэжээлийн байрлал, электродын өнцгийг өөрчлөх замаар ферромагнет материалыг түр байрлуулж тэгш хэмтэй талбар үүсгэх, шууд гүйдлийг хувьсагчаар солих замаар арилгаж болно.
Хайлсан металыг нуман орон зайгаар дамжуулах
Хайлсан метал дамжуулах үед таталцал, гадаргуугийн хурцадмал байдал, цахилгаан соронзон орон ба дотоод хийн даралт нөлөөлдөг.
Таталцал нь өөрийн жингээс шалтгаалан дуслын урсгал буурах хандлагад илэрдэг.Доод байрлалд гагнах үед таталцал нь дусал гагнуурын усан санд шилжихэд эерэг үүрэг гүйцэтгэдэг; босоо болон ялангуяа таазны байрлалд гагнах үед энэ нь электродын метал дамжуулах процессыг хүндрүүлдэг.
Гадаргуугийн хурцадмал байдал Энэ нь шингэний хамгийн бага нөөцтэй байх хэлбэрийг өгөх хандлагатай молекулын хүчний нөлөөн дор түүний гадаргууг багасгах хандлагатай байдаг. Энэ хэлбэр нь бөмбөрцөг юм. Тиймээс гадаргуугийн хурцадмал хүч нь хайлсан металлын бөмбөлөг хэлбэрийг өгч, энэ хэлбэр нь хайлсан ванны гадаргуу дээр хүрэх эсвэл дусал электродын төгсгөл хүртэл холбоо барихгүйгээр унах болно. Гадаргуугийн хурцадмал байдал нь таазны байрлалд гагнуурын явцад ванны хайлсан металыг хадгалахад тусалдаг бөгөөд давхарга үүсэх таатай нөхцлийг бүрдүүлдэг.
Цахилгаан соронзон орны хүч электродоор дамжуулж буй цахилгаан гүйдэл нь түүний эргэн тойронд соронзон хүчний талбар үүсгэдэг бөгөөд энэ нь электродын хөндлөн огтлолыг багасгах хандлагатай байдаг. Соронзон хүчний талбар нь хатуу металд нөлөөлдөггүй. Бөмбөрцөг хэлбэртэй хайлсан дуслын гадаргуу дээр хэвийн үйлчилдэг соронзон хүч нь үүнд ихээхэн нөлөөлдөг. Гадаргуугийн хурцадмал хүчний, түүнчлэн шахалтын соронзон хүчний нөлөөн дор электродын төгсгөлд хайлсан металлын хэмжээ ихсэх тусам хайлсан ба хатуу электрод металлын хооронд isthmus үүсдэг (Зураг 22).

Истусын хөндлөн огтлол буурах тусам одоогийн нягтрал огцом нэмэгдэж, соронзон хүчний шахалтын үйлчлэл нэмэгдэж, электродоос дуслыг урах хандлагатай байдаг. Соронзон хүч нь хайлсан ваннтай тулгардаг дуслын бөмбөрцөг гадаргуу дээр хамгийн бага шахалтын нөлөө үзүүлдэг. Энэ нь нуман ба бүтээгдэхүүн дээрх одоогийн нягтрал бага тул соронзон хүчний талбайн шахалтын нөлөө бага байна. Үүний үр дүнд металыг үргэлж жижиг хөндлөн огтлолын (саваа) электродоос том хөндлөн огтлолын (бүтээгдэхүүн) электрод руу чиглүүлж байдаг. Үүсгэн дамжин өнгөрөх үед эсэргүүцэл нэмэгдсэнээс болж isthmus үүсэх үед их хэмжээний дулаан ялгардаг тул isthmus нь хүчтэй халах, буцалгахад хүргэдэг гэдгийг тэмдэглэх нь зүйтэй. Хэт халалтын үед үүссэн металлын уур нь түүнд реактив нөлөө үзүүлдэг бөгөөд энэ нь түүний усанд орох шилжилтийг хурдасгадаг. Цахилгаан соронзон хүч нь метал дамжуулалтыг бүх талаар дэмждэг орон зайн заалтууд гагнуурын.
Дотоод хийн даралтын хүч илүү идэвхтэй явагдах химийн урвалын үр дүнд үүсэх тусам электродын төгсгөлд хайлсан метал хэт халах болно. Урвал үүсгэх анхны бүтээгдэхүүнүүд нь хий бөгөөд үүссэн хийн хэмжээ нь урвалд оролцсон нэгдлүүдийнхээс арав дахин их байдаг. Электродын төгсгөлөөс том ба жижиг дуслыг салгах нь хурдан буцалгах, үүссэн хий хайлсан металаас гарахад үүсдэг. Суурь метал дээр цацраг үүсэх нь дусал нумын цоорхойгоор дамжих үед дуслын дэлбэрэлт үүссэнтэй холбоотой юм, учир нь яг энэ мөчид түүнээс үүссэн хийн ялгаралт нэмэгдэж, зарим дусал гагнуурын усан сангаас гарч байна. Хийн хийн даралтын хүч нь голчлон электродоос дамждаг бүтээгдэхүүнийг бүтээгдэхүүн рүү шилжүүлдэг.
Гагнуурын нуман хаалганы үндсэн үзүүлэлтүүд
Судалгааны коэффициент. Метал гагнах үед дүүргэгч хайлж, суурь металлын нэвчилтийн улмаас давхарга үүсдэг.
Дүүргэгч метал хайлах нь хайлах коэффициентоор тодорхойлогддог
энд α p бол хайлах коэффициент;
Г. p нь цаг хугацааны явцад хайлсан жин т электродын металл г.
т - нуман шатаах хугацаа, цаг;
Би - гагнуурын гүйдэл ба.
Гагнуурын нум бол хий, уурын холимог дахь энерги бүхий электродуудын хоорондох хүчтэй, удаан хугацааны цахилгаан цэнэг юм. Нум нь өндөр температур, өндөр нягтралтайгаар тодорхойлогддог. Гагнуурын нум нь эрчим хүчний хэрэглэгч бөгөөд нумын цахилгаан эх үүсвэр (гагнуурын трансформатор, генератор эсвэл Шулуутгагч) нь харилцан холбогдсон эрчим хүчний системийг бүрдүүлдэг.
Энэ системийн хоёр горим байдаг: 1) систем дэх хүчдэл ба гүйдэл хангалттай удаан хугацаанд өөрчлөгдөхгүй бол статик; 2) систем дэх хүчдэл ба гүйдэл тасралтгүй өөрчлөгдөж байх үед шилжилтийн (динамик). Гэсэн хэдий ч бүх тохиолдолд гагнуурын нумын шаталтын горимыг гүйдэл (I D), хүчдэл (U D), электрод хоорондын зай (нуман хаалга гэж нэрлэдэг) ба тэдгээрийн хоорондох холболтоор тодорхойлно.
I D нуман цоорхойгоор гурван хэсгийг ялгаж үздэг (Зураг 1 а): аноди 1, катод 2, нуман баганад 3. Анод болон катодын бүсэд хүчдэлийн уналт эдгээр гагнуурын нөхцөлд тогтмол байна. Нуман баганын урт тутамд хүчдэлийн уналт нь тогтмол утга юм. Тиймээс нумын хүчдэлийн уртаас хамаарал нь шугаман байна (Зураг 1, b).
Гагнуурын нумын тогтвортой байдлыг одоогийн болон хүчдэлийн харьцаагаар тодорхойлно. Энэ хамаарлын график дүрслэлийг (2-р зураг) тогтмол нуман урттай статик гүйдэл гэж нэрлэдэг - нумын хүчдэлийн шинж чанар. Гурван үндсэн хэсэг нь график дээр тодорхой харагдаж байна: хэсэгт байгаа гүйдлийн өсөлт Би нуман дээрх хүчдэл буурахад дагалддаг; Байршил асаалттай байна II нуман хүчдэл бага зэрэг өөрчлөгддөг; Байршил асаалттай байна III хурцадмал байдал нэмэгдэж байна. Эхний хэсэгт харгалзах гагнуурын нумын шаталтын горим одоо байгаа эрчим хүчний эх үүсвэрийн хүчдэл дээр тогтворгүй байна. Практикт одоогийн хүчдэлийн шинж чанаруудын хоёр ба гурав дахь хэсэгт гагнуурын нум тогтвортой байх болно. Нумын уртын хэмжээ ихсэх, буурах тусам шинж чанарууд нь 2 ба 3-р байрлал руу шилждэг (2-р зургийг үз). Бага диаметртэй электродуудын хувьд шинж чанар нь зүүн тийш, илүү том диаметртэй - баруун тал руу шилждэг.

Зураг. 1. Хэрэглээгүй электродуудын хооронд гагнуурын нуман шаталт: а - нуман диаграмм, b - нумын хүчдэл (Ud) -ээс нуман цоорхойн хэмжээнээс хамааралтай байдал (/ d): 1 - анодын бүс, 2 - катодын бүс, 3 - нуман багана.

2-р зураг Нумын вольт-амперийн шинж чанар (CVC)
Инжирд харуулав. Нумын 2 вольт-амперийн шинж чанарыг гагнуурын нумын тогтмол уртаар авна. Хэрэгцээтэй электродоор гагнах үед нуман хаалганы урт тасралтгүй өөрчлөгддөг. Эдгээр тохиолдолд та электродын утасны тогтмол тэжээлийн хурдаар хүчдэл ба нумын гүйдлийн хоорондын хамаарлыг тодорхойлдог шинж чанаруудыг ашиглах хэрэгтэй (Зураг 3, муруй 1 ба 2). Тэжээлийн хувь хэмжээ нь гагнуурын нум тогтмол ажиллаж, электрод хайлж байгаа тодорхой гүйдэлтэй тохирч байна. Энэ тохиолдолд гүйдэл бага зэрэг өөрчлөгдөхөд хүчдэл их хязгаараас ялгаатай байдаг. Энэ хамаарлыг тогтвортой үйл ажиллагааны шинж чанар гэж нэрлэдэг. Энэ нь одоогийн хүчдэлийн шинж чанар шиг, электродын урт ба тэжээлийн хэмжээнээс хамаарна.
Тогтмол шинж чанар нь гүйдлийн хэлбэрт нөлөөлдөггүй тул цахилгаан гүйдлийн шууд ба ээлжит гүйдлийн хувьд тогтмол байдаг. Онцлог шинж чанар нь электродуудын геометр, материал, нуман баганын хөргөлтийн нөхцөл, ялгадас гарч буй орчны шинж чанарт нөлөөлдөг.
Гагнуурын нумын тогтвортой байдал, гагнуурын горим нь нумын урсацын нөхцөл байдал, шинж чанар, тэжээлийн эх үүсвэр, цахилгаан хэлхээний нөхцөл байдлаас хамаарна. Эрчим хүчний эх үүсвэрийн гадаад шинж чанар (3-р зургийн муруй) нь түүний терминал дээрх хүчдэлийн ачааллын гүйдэлээс хамаарна. Эрчим хүчний эх үүсвэрийн дараах гадаад шинж чанаруудыг ялгаж авна (Зураг 4): уналт 1, бага зэрэг унасан 6, хатуу 5, нэмэгдэж буй 3 ба босоо 2. Гагнуурын аргаас хамаарч нэг буюу өөр гадаад шинж чанар бүхий цахилгаан эх үүсвэрийг сонгоно. Эх сурвалж тус бүрийг тохируулах төхөөрөмж нь гадаад шинж чанаруудыг ("гэр бүлийн шинж чанар") өгдөг. Тогтмол ажиллах горим: "гагнуурын нуман - цахилгаан эх үүсвэр" -ийг цахилгаан тэжээлийн гадаад шинж чанар (1, 2, 3, 5 эсвэл 6) болон гагнуурын нумын одоогийн хүчдэлийн 7-р огтлолцлын цэгээр тодорхойлно.

3-р зураг Гагнуурын нуман (CVC) 1.2-ийн тогтмол тэжээлийн хурдаар (тогтвортой ажиллагааны онцлог) болон цахилгаан тэжээлийн гаднах шинж чанарууд 3, 4, 5-р зураг.

Зураг 4, 1, 2, 3, 5, 6 цахилгаан хангамжийн гадаад шинж чанар ба гагнуурын нуман 4, 7-ийн одоогийн хүчдэлийн үзүүлэлтүүд.
Тодорхой хүчдэл ба гүйдлийн утгууд дээр удаан хугацааны турш нумын цэнэг тасралтгүй гарвал гагнуурын процесс тогтвортой болно. Инжирээс харж болно. 4, нуман 7 ба цахилгаан тэжээлийн эх үүсвэрийн огтлолцлын А ба В цэгүүд дээр гүйдэл ба хүчдэлийн тэнцвэрт байдал үүснэ. Хэрэв ямар нэгэн шалтгаанаар А цэгийн харгалзах гагнуурын нум дахь гүйдэл буурвал түүний хүчдэл нь тэжээлийн эх үүсвэрийн хүчдэлийн тогтвортой байдлаас бага байх болно; энэ нь гүйдлийг ихэсгэх, өөрөөр хэлбэл А цэг рүү буцахад хүргэх болно. Харин эсрэгээр гүйдлийн санамсаргүй өсөлттэй бол цахилгаан эх үүсвэрийн тогтвортой хүчдэл нь нумын хүчдэлээс бага байна; энэ нь гүйдэл буурах, улмаар гагнуурын нумын шаталтын горимыг сэргээхэд хүргэнэ. Үүнтэй төстэй үндэслэлээс үзэхэд В цэг дээр гагнуурын нуман тогтворгүй шатдаг нь тодорхой байна. Тогтмол гүйдлийн аливаа санамсаргүй өөрчлөлт нь тогтвортой тэнцвэрийн цэгийн утгатай тохирох утга хүртэл буюу нуман тасрах хүртэл хөгждөг. Гаднах шинж чанарыг дүрэх үед (муруй 6) А цэг дээр тогтвортой нуман шатах болно.
Нумын одоогийн хүчдэлийн шинж чанаруудын унах хэсэгт ажиллаж байх үед үйл ажиллагааны цэг дээрх эх үүсвэрийн гадаад шинж чанар нь гагнуурын нумын статик шинж чанараас илүү огцом унах ёстой. Нумын шинж чанар нэмэгдэх тусам эх үүсвэрийн гадаад шинж чанар нь 5, бүр 3 нэмэгдэж болно.
Гарын авлагын гагнуурын үед нумын урт өөрчлөгдөх боломжтой бол энэ нь хангалттай тогтвортой байх ёстой.
Бусад зүйлүүд тэнцүү байгаа тохиолдолд эрчим хүчний эх үүсвэрийн гаднах шинж чанаруудын тогтвортой байдал нэмэгдэх болно. Тиймээс, огцом унах шинж чанар бүхий эх үүсвэрийг гар аргаар гагнахад ашигладаг: гагнуурчин нь нуман хаалга нь эвдэрч гэмтэхээс айхгүйгээр сунах эсвэл хэт их гүйдэл нэмэгдэхээс айхгүйгээр богиносгож чаддаг.
Гагнуурын нуман өөрөө зохицуулалт. Хэзээ автомат эсвэл хагас автомат гагнуурын хайлах электрод, түүний тэжээлийн хурд (ва) нь хайлах хурдтай тэнцүү байна. Нуман цоорхойг санамсаргүй бууруулснаар (4-р зургийн муруй) гүйдэл нэмэгдэж, утас хурдан хайлж эхэлнэ. Үүний үр дүнд нуман хаалганы хэмжээ аажмаар нэмэгдэж, гагнуурын нум анхны уртад хүрэх болно. Нумыг санамсаргүйгээр сунгасан тохиолдолд ижил зүйл тохиолдох болно. Энэ үзэгдлийг гагнуурын нумын өөрөө зохицуулалт гэж нэрлэдэг бөгөөд учир нь анхны горимыг сэргээх нь ямар ч зохицуулагчийн нөлөөлөлгүйгээр явагддаг. Өөрийгөө зохицуулах нь илүү идэвхтэй явагдах тусам тэжээлийн эх үүсвэрийн гадаад шинж чанар, электродын тэжээлийн хурд ихсэх болно. Тиймээс хэрэглээний электродтой механикжсан гагнуурын хувьд чийгийн гаднах шинж чанар бүхий цахилгаан эх үүсвэрийг сонгох хэрэгтэй. Бамбай хийнүүд дэх шууд гүйдлийн тусламжтайгаар гагнуурын үед гагнуурын нумын статик шинж чанар нэмэгдэж байгаа тохиолдолд өөрөө зохицуулах системд хатуу шинж чанартай эх үүсвэрүүдийг ашиглах нь оновчтой болно. Гэсэн хэдий ч тэдгээрийн нээлттэй хэлхээний хүчдэл нь бага бөгөөд нумын ажиллах хүчнээс бага байж болох бөгөөд энэ нь түүний анхны өдөөлтийг улам хүндрүүлдэг. Эдгээр тохиолдолд цахилгааны эх үүсвэрийг ашиглах нь зүйтэй бөгөөд үүнд ажлын хэсэг дэх гадаад шинж чанар нь одоогийн хүчдэлийн шинж чанар нь хатуу буюу зөөлөн нэмэгдэж, нээлттэй хэлхээний хүчдэл бага зэрэг нэмэгддэг болохыг Зураг дээрх цэгтэй шугамаар харуулав. 4.
АС гагнуурын нумыг цахилгаан эх үүсвэрээс гагнуурын нумыг найдвартай дахин өдөөх шаардлагатай байдаг. Энэ нь нээлттэй хэлхээний хүчдэл, гал асаах, нуман шатаах, гагнуурын хэлхээний параметрүүдийн хоорондын хамаарлыг зөв сонгох замаар олж авдаг. Тогтвортой гагнуурын нумыг олж авах хамгийн хялбар арга бол гагнуурын хэлхээнд урвал оруулах явдал юм. Үүнээс шалтгаалан нумыг дахин өдөөх үед нуман дээрх хүчдэл огцом өсч болно (5-р зураг) гал асаах хүчдэл (U3). Таслагдсан t / xx муруй нь идэвхгүй байх үед тэжээлийн эх үүсвэрийн хүчдэлийг харуулна. Ачаалал дор, хариу урвал байгаа тул гагнуурын гүйдэл нь хүчдэлээс цаг алдалгүй хоцорч байна.
Нуман тасрах үед нумын цоорхой дээрх хүчдэл нь цахилгаан эх үүсвэрийн нээлттэй хэлхээний агшин зуурын утгатай тохирч байх ёстой. Хүчдэлээс гүйдлийн хоцролтын улмаас энэ хүчдэл нь гагнуурын нумыг дахин өдөөхөд хангалттай юм (Un).
Гагнуурын нуман дахь метал дамжуулалт ба эрчим хүчний эх үүсвэрийн динамик шинж чанарт тавигдах шаардлага. Гагнуурын цөөрөмд электродын металлын дамжуулалтыг дараахь төрлүүдээр ялгадаг: том дусал, бага гүйдэлтэй нягтшилтай; металл нь электродоос маш бага дусал дуслаар урсах үед жижиг дусал, тийрэлтэт. Хайлсан металлын дусал үе үе нуман хаалтыг хаадаг, эсвэл богино холболт үүсэхгүй бол нумын уртыг үе үе өөрчлөх хэрэгтэй. Өндөр гүйдлийн нягтралтай үед гагнуурын нумын урт ба хүчдэлийн мэдэгдэхүйц хэлбэлзэлгүйгээр электрод дээр жижиг дусал металл дамжуулалт ажиглагддаг.
Хүчдэл, гүйдэл ба нумын урт нь сул зогсолтоос богино залгааны хооронд үе үе өөрчлөгддөг; үйл ажиллагааны горимд нуман шатаж, бууралт үүсч, ургадаг. Дараа нь уналт ба банны хоорондох богино холболттойгоор гүйдэл огцом нэмэгддэг. Энэ нь дуслыг шахаж, электродын хоорондох гүүрийг устгахад хүргэдэг. Хүчдэл бараг тэр даруй нэмэгдэж, гагнуурын нумыг дахин өдөөж, өөрөөр хэлбэл процесс үе үе давтагддаг. Горимыг өөрчлөх нь хуваагдсан секундын дотор явагдана. Тиймээс тэжээлийн эх үүсвэр нь өндөр динамик шинж чанартай байх ёстой, өөрөөр хэлбэл хэлхээ тасрах үед хүчдэлийн нэмэгдэх хурд болон хүссэн гүйдлийн өсөлтийн хурдтай байх ёстой.

Зураг. АС гагнуурын үед гүйдлийн ба нуман хүчдэлийн осциллограм.
Одоогийн өсөлтийн хурд багатай үед усанд ороогүй утас угаалгын өрөөнд ордог. Энэ нь том талбайд харьцангуй аажмаар халдаг бөгөөд дараа нь нурж унах болно. Хэрэв гүйдэл хэт хурдан дээшлэх юм бол банн ба электродын металлын хоорондох гүүр маш хурдан халж, дэлбэрэлтээр нурж унах болно. Хайлсан металын нэг хэсэг нь шүршиж, давхаргад унахгүй.
Цацрахаас зайлсхийхийн тулд гагнуурын хэлхээний индукцийг нэмэгдүүлэх замаар цахилгаан эх үүсвэрийн цахилгаан соронзон инерцийг нэмэгдүүлэх шаардлагатай.
Нуман гагнуурын зарчим юу вэ? Гагнуурын трансформатороос эхлэн цахилгаан гүйдлийг электрод болон гагнасан бүтээгдэхүүн рүү нийлүүлдэг бөгөөд энэ нь цахилгаан нумыг бий болгож, хадгалдаг. Цахилгаан нумыг 7000 градус хүртэл халаана, ингэснээр электрод болон гагнасан бүтээгдэхүүний ирмэг хайлж гагнуурын усан сан үүсгэдэг. Гагнуурын сан богино хугацаанд хайлсан төлөвт байна. Энэ үед электрод хайлсан металыг уг эдлэлийн хайлсан металлтай хольж, хамгаалалтын хальс үүснэ. Гагнуурын сан хатуурсны дараа гагнасан үе үүснэ.
Цахилгаан нум үүсгэх, хадгалахад шаардагдах цахилгаан энерги нь AC эсвэл DC эх үүсвэрүүдэд бий болдог.
Нумын вольт-амперийн шинж чанар.
Нумын одоогийн хүчдэл (статик) шинж чанар нь нумын хүчдэлийн гадаад сүлжээнээс хамааралтай байдаг.
Гагнуурын үед нуман хүчдэл нь гагнуурын гүйдлийн хэмжээ болон нумын уртаас шууд хамаарна. Гарын авлагын нуман гагнуурын үед хүчдэл бага байх тусам нуман дээрх хүчдэл бага байх болно. Автомат гагнуурын процесст нумын хүчдэл нь зөвхөн нумын уртаас хамаарна: цахилгаан нуман урт байх тусам түүний хүчдэл өндөр байх тусам метал болон урсгал хайлахад зарцуулсан дулааны хэмжээ нэмэгддэг.
Нуман хүчдэл нь хамгийн их утга хүртэл нэмэгдэх бөгөөд үүний дараа цахилгаан нум гарах хүртэл өөрчлөгдөхгүй хэвээр байна.
Нуман хүчдэл нь гагнуурын эцсийн үр дүнд нөлөөлдөг - оёдлын чанар, гагнуурын зузаан. Хүчдэл өндөр байх тусам давхарга илүү өргөн, бүтээгдэхүүний гүн гүнзгий байх болно. Нуман хүчдэлийг өөрчлөх нь нүх сүв болон хайлсан металлын дусал гарч ирэх болно.
Гарын авлагын гагнуурын үед нуман хүчдэл нь бага хүрээнд хэлбэлздэг - 15-30 вольт боловч электродыг солих үед хүчдэл 70 вольт хүртэл нэмэгдэж болно.

Нуман хүчдэлийн автомат гагнуурын хүчдэлээс хамаарал.
Хүчдэл 80 В болж өсөхийн хэрээр гагнуурын явцад нуман дээрх хүчдэл огцом буурдаг (бүс I, зураг 2). Жижиг нумын хүчээр гүйдэл нэмэгдэх тусам хөндлөн огтлолын талбай, нуман баганын цахилгаан дамжуулах чадвар нэмэгддэг. Энэ нумын статик шинж чанарыг нэрлэдэг унах; унаж буй нуман хаалга нь бага тогтвортой байдалтай байдаг. 80-аас 800 В-ийн хүчдэл (II бүс, 2-р зураг) нэмэгдэхэд нуман хүчдэл бараг өөрчлөгддөггүй. Энэ нь нуман баганын хөндлөн огтлол ба идэвхтэй цэгийн хэмжээ нэмэгдэхтэй холбоотой юм. Энэхүү өсөлт нь гагнуурын гүйдлийн утгын өөрчлөлттэй харьцаатай явагддаг тул одоогийн нягтрал, улмаар нуман хүчдэл өөрчлөгддөггүй. Энэ нумын статик шинж чанарыг нэрлэдэг хүнд. Хатуу нумыг гагнуурын төхөөрөмжид ихэвчлэн ашигладаг. 800 В-оос дээш хүчдэл нэмэгдэх тусам нумын хүчдэл дахин нэмэгддэг (III бүс, Зураг 2). Катодын цэгийн өсөлт нь өсөн нэмэгдэж буй хүчдэл нэмэгдэхгүй бөгөөд үүний улмаас одоогийн нягтрал, түүнчлэн нуман хүчдэл нэмэгддэг. Ийм нуман гэж нэрлэдэг нэмэгдэхидэвхтэй ашигладаг гагнуурын ажилаа живэх ба бензин, хийн хольцыг хамгаалах.
Нумын хүчдэл нь хүчдэл эсвэл нумын уртаас хамаарна, гагнуурын ажлын төрлөөс хамаарна - автомат эсвэл гарын авлага. Гарын авлагын гагнуурын тухайд электродыг солих үед нумын хүчдэл 70 В хүртэл өсдөг тул гагнуурчин маш болгоомжтой байх хэрэгтэй. Автомат гагнуурын процесст цахилгаан цочрол гарах магадлал хамаагүй бага байдаг.
Гагнуурын материалын физик үндэс
Гагнах нь өндөр температурт янз бүрийн хатуу материалыг нэгтгэх үйл явц юм. Үүний мөн чанар нь холбосон бүтээгдэхүүний бүтцийн бүрэлдэхүүн хэсгүүдийн хооронд атом-молекулын холбоо үүсэхэд оршино. Энэ нь янз бүрийн хэсгүүдийн метал гадаргууг нэгтгэхэд зориулагдсан байв. Тиймээс түүний мөн чанар, механизмыг металл материал дээр авч үзэх болно.
Энэ процессыг хайлах ба даралт гэсэн хоёр аргаар явуулна.
Эхнийх нь метал гадаргууг холбох хэсгийн температурыг хайлах цэгүүдэд авчирч, тус бүр нь хайлдаг. Дараа нь шингэн металууд хоёулаа нийлж гагнуурын гэгддэг хатуу давхаргыг бий болгохын тулд хөргөлтийн үед талстжуулж нийтлэг гагнуурын сан үүсгэдэг.
Хоёр дахь тохиолдолд, өндөр даралтын үед метал үзмэр нь хуванцар деформацийг нэмэгдүүлж, шингэн шиг урсаж эхэлдэг. Цаашлаад бүх зүйл өмнөх тохиолдлын адилаар явагдана.
Дээр дурдсан аргууд тус бүрийг хэрэгжүүлэх зарчмын дагуу ангилдаг.
Fusion гагнуурыг оруулах ёстой гагнуурын Энэ нь зөвхөн дүүргэгч материалыг хайлуулж, гагнасан гол метал гагнахгүй хэвээр байх үед гол төмөр нь гагнуурын явцад хэсэгчлэн хайлдаг.
Үйлдвэрлэл дэх давамгайлсан байр суурь төмөр хийц өнгөрсөн 70 жил үргэлжилдэг нуман гагнуур. Тэрээр нийт гагнуурын ажлын 60 гаруй хувийг гүйцэтгэдэг. Нуман гагнуурын хувьд энгийн, олон талт байдлаар өрсөлдөх өөр арга байхгүй боловч.
1881 онд Н.Н. Бенардос нуман гагнуурын нээлт хийжээ. 1888 - 1890 онд Оросын инженер Н.Г.Славянов нь металын электродоор нуман гагнуур хийж, патентжуулсан бөгөөд энэ нь дүүргэгч материал юм. 1907 онд Шведийн инженер О.Кьелберг бүрсэн металлын электродуудыг ашигласан бөгөөд энэ нь гагнасан холболтын чанарыг сайжруулсан юм.
Гагнуурын нум бол ионжуулсан хий ба уурын орчинд байрладаг электродуудын хоорондох хүчтэй цахилгаан цэнэг юм.
Гагнуурын явцад металд нөлөөлөх аргаар нуман нь шууд бус (бие даасан) ба шууд (хамааралтай) үйлдэлтэй байдаг. Эхний тохиолдолд үндсэн метал нь гагнуурын хэлхээнд ороогүй бөгөөд гол нь нуман болон хийн цацрагуудаас дулааны дамжуулалтаас болж халдаг. Энэ аргыг одоогоор үйлдвэрлэлд ашигладаггүй.
Гагнуурын аргын ангилал
Шууд нуман гагнуурын үед метал нь гагнуурын хэлхээний элементүүдэд хамаардаг бөгөөд электродуудын нэг юм. Энэ нь гадаргууг цахилгаан цэнэглэгдсэн хэсгүүдээр бөмбөгдөх замаар голчлон халдаг. Энэ тохиолдолд электродын цэгийн бүсэд металлын гадаргууг халаах тодорхой хүч маш өндөр бөгөөд 10 3-аас 10 5 Вт / см 2 хооронд хэлбэлздэг.
Гагнуурын ажлыг хайлах ба хэрэглээгүй электродууд гүйцэтгэдэг. Эхнийх нь N. G. Slavyanov-ийн аргын дагуу гагнуур гэж нэрлэгддэг бөгөөд хоёр дахь нь N. N. Benardos-ийн аргын дагуу.
Хайлах электродыг ган, хөнгөн цагаан болон бусад зарим металлаар хийдэг. Тэдгээр нь дүүргэгч материалын үүргийг гүйцэтгэдэг бөгөөд үүнээс гагнасан металлын давхарга нь бараг бүрддэг. Нүүрстөрөгч (бал чулуу) эсвэл вольфрамын электродууд нь хэрэглээгүй бөгөөд гагнуур үүсэхэд оролцдоггүй. Энэ тохиолдолд дүүргэгч материалыг хажуу талаас нь утас эсвэл бариул хэлбэрээр танилцуулна.
Нумыг цахилгаан эрчим хүчээр хангахын тулд шууд буюу ээлжлэн, дан эсвэл олон фазын гүйдэл, бага эсвэл өндөр давтамжтайгаар; нарийн төвөгтэй хосолсон схемийг ашиглах боломжтой.
Гагнах үед дараахь горимыг ашиглана: U d \u003d 10 - 50 V; \u003d 1 - 3000 А; R d \u003d 0.01 - 150 кВт, I d нь одоогийн хүч чадал, U d нь хүчдэл, R d нь нуман хүч юм.
Нумын гал асаах ажиллагааг электрод руу богино залгах замаар гүйцэтгэдэг. Богино залгааны гүйдэл (богино холболт) нь холбоо барих цэг дээр металыг бараг тэр даруй хайлуулж, улмаар шингэн гүйдэл үүсгэдэг. Электродыг салгах үед энэ нь сунаж, металл хэт халалт, түүний температур буцалгах цэг хүртэл хүрдэг; термо- болон хээрийн ялгарлын нөлөөн дор металлын уур ба хий нь ионждог - нуман нь өдөөгддөг. Хэрэглээгүй электродтой гагнах үед нуман нь хяналтгүй байдлаар өдөөгдөж, өндөр давтамжийн импульсээр ионжуулдаг.
Нумын суурь нь огцом тодорхойлогддог, электродуудын гадаргуу дээр тод гэрэлтдэг толбо байдаг. Бүх гүйдэл нь тэдгээрийн дундуур дамждаг бөгөөд нягтрал нь 1 мм 2 тутамд хэдэн зуун амперт хүрч чаддаг. DC нуман дээр катод ба анодын толбо ялгардаг. Толбо хоорондын цахилгаан дамжуулагч хийн суваг нь плазм юм - нуман орчмын агаар мандлаас үүссэн төвийг сахисан атом, электрон ба ион, электрод ба флюс үүсгэдэг бодисууд юм. Энэ нь салаалсан конус хэлбэртэй бөгөөд 3 хэсэгт хуваагдана. катодик дарааллын урт 10 -3 - 10 -4 мм, анод - зузаан нь 10 -2 - 10 -3 мм ба нуман багана. Нуман багана нь хамгийн урт, хамгийн өндөр температуртай бүс юм. Түүний тэнхлэг дээрх температур нь 6000 - 8000 К хүрдэг. Толбо температур нь хамаагүй доогуур байдаг - энэ нь ихэвчлэн электродын материалын буцалгах цэгтэй ойролцоо байдаг (гангийн хувьд - 3013 K). Тиймээс температурын градиент нь хоёр бүсэд маш том байдаг (ойролцоогоор 3х10 6 К / мм), энэ нь нуман баганаас катод ба анод толбо хүртэл хүчтэй дулааны урсгалыг бий болгодог.
Нуман баганад хүчдэлийн уналт бага байна; доторх талбайн хүч чадал ердөө 1 - 5 В / мм бөгөөд уртаас бараг хамаардаггүй. Нуман хүчдэлийн мэдэгдэхүйц хэсэг нь электродын ойролцоо бүсэд уналтанд ордог; Анодын бүсэд 4 - 5 В, катодын бүсэд 2-оос 20 В хүртэл байна. Бүс нутгийн урт нь бага тул тэдгээрийн талбайн бат бэх тус тус 2х105 ба 10 3 В / мм хүрнэ.
Нуман баганад гарсан хүчийг талбайн хүч, нуман гүйдлийн хүч ба баганын уртаар тодорхойлно. Энэ нь металыг халаахад хэсэгчлэн зарцуулагддаг - цацраг туяагаар орон зайд тархдаг. Нуман гагнасан метал руу орох тусам баганын цацрагийн алдагдал буурч, нуман (COP) -ийн үр ашиг өндөр байна.
Нумын хүчдэл, өөрөөр хэлбэл электродын хоорондох ялгаа нь нумын урт, гүйдлийн хүч, түүнчлэн электродуудын материал, хэмжээ, нуман плазмын найрлагаас хамаарна.
Нуман хүчдэлийн тогтмол нумын урт дахь гүйдлийн хүчнээс хамаарлыг статик гүйдлийн хүчдэл эсвэл ердөө нумын статик шинж чанар гэж нэрлэдэг. Энэ нь шугаман бус бөгөөд I, хүнд II, дээш III гэсэн гурван хэсгээс бүрдэнэ. 4 мм-ийн диаметртэй хайлах ган электродтой 4 мм-ийн нумын хувьд ослын хэсгийн хил нь ойролцоогоор 40-50 А, хатуу нь ойролцоогоор 350 А байна.


Гагнуурын нуман хаалганы статик шинж чанар:
Бага гүйдэлтэй үед (I-р хэсэг, 13.4-р зураг, а) электродын ойролцоох хэсгүүдээс электродын толбо хүртэлх дулааны урсгал нь электродын материалын буцалгах цэг хүртэл халаахад хангалтгүй байдаг. Тиймээс нуман багана ба электродын толбо хоорондын температурын зөрүү нь маш том бөгөөд энэ нь электродын ойролцоох газруудад хүчдэлийн уналт бас их байна гэсэн үг юм. Үүнээс гадна, баганы U-ийн бууралт нь харьцангуй "хүйтэн", хийн иончлолын хэмжээ бага тул ач холбогдолтой юм. Тиймээс бага гүйдэлтэй үед нумыг шатаахын тулд өндөр хүчдэл шаардагдана. Одоогийн хүч нэмэгдэх тусам электродын толбо болон нуман баганад халаах температур нэмэгддэг бөгөөд энэ нь электродын ойролцоох бүсүүд ба нуман баганад буурдаг гэсэн үг юм. Үүний үр дүнд нумын хүчдэл нэмэгдэх тусам буурч, шинж чанар нь осол гардаг.
Дундаж утгуудын бүс дэх гүйдлийн хүч өөрчлөгдөхөд нуман баганын хөндлөн огтлол ба пропорциональ өөрчлөлтүүд дагалддаг (тэдгээрийн диаметр нь электродоос бага байдаг). Багана дахь одоогийн нягтрал өөрчлөгдөхгүй бөгөөд нуман хүчдэл бүхэлдээ тогтмол хэвээр байна.
Өндөр гүйдлийн бүсэд катодын цэг нь электродын бүх төгсгөлийг хамардаг бөгөөд гүйдлийн хүч нэмэгдэх нь дамжуулагч сувгийн талбайн хэмжээ нэмэгдэхээс бус харин нягтрал нэмэгдсэнтэй холбоотой юм. Тиймээс одоогийн хүчийг нэмэгдүүлэхийн тулд хүчдэлийг нэмэгдүүлэх шаардлагатай бөгөөд тэдгээрийн хоорондын харилцаа бараг шугаман байна. Электродын диаметр бага байх тусам нумын шинж чанар нэмэгдэх тусам одоогийн хүч бага байх болно. Тогтмол гүйдлийн хүчээр нуман хүчдэл нь түүний уртаас бараг шугаман хамаарна.
U d \u003d байна ба + б,
хаана байна ба - катод ба анодын бүс дэх хүчдэл буурах нийлбэр; л - нуман урт; б - нуман баганын хурцадмал байдал (хүчдэлийн градиент). Ган электродын хувьд ба \u003d 8 - 25 V; б \u003d 2.3 - 4.3 V / мм байна. Тиймээс нумын уртын хэмжээ нэмэгдэх нь ceteris paribus нь түүний статик шинж чанар дээшээ шилжих, доошоо буурахад хүргэдэг, учир нь нуман багана дахь хүчдэл буурах нь түүний урттай харьцаагаар өөрчлөгддөг (Зураг 13.4, c).
Гагнуурын нум нь шууд ба ээлжлэн гүйдэл дээр ажиллах боломжтой. Нумыг гагнуурын трансформатороос тогтмол, гагнуурын шулуутгагч, генератороос тогтмол гүйдэлээр авдаг. Ихэнх генераторууд нь гурван фазын индукцийн мотор эсвэл дотоод шаталтат хөдөлгүүрээс удирддаг коллектор юм. Индукцийн мотороос хөтлөгчтэй генераторыг гагнуурын дамжуулагч, дотоод шаталтын хөдөлгүүрээс угсрах гэж нэрлэдэг. Сүүлийнх нь цахилгаан сүлжээ байхгүй газарт хээрийн нөхцөлд гагнуурын ажилд ашигладаг.
Ихэнх эх үүсвэрүүд нь дан гагнуурын станц руу гүйдэл дамжуулах зориулалттай. Гэхдээ олон тооны гагнуурын станцтай цехүүдэд хэд хэдэн станцыг нэгэн зэрэг нийлүүлдэг олон станцын эх үүсвэрийг ашиглах нь илүү хэмнэлттэй байдаг.
Шууд гүйдэл нь ээлжит гүйдэлтэй харьцуулахад тодорхой технологийн давуу талтай байдаг. Үүн дээр нуман нь илүү тогтвортой шатдаг. Түүний туйлыг өөрчилснөөр та электродыг халаах эрчим ба бүтээгдэхүүний хоорондын харьцааг тохируулж болно. Тиймээс удаан хугацааны туршид өндөр чанартай гэж үздэг байсан гагнасан үе зөвхөн шууд гүйдлийн тусламжтайгаар авах боломжтой. Гэсэн хэдий ч орчин үеийн электродууд ихэнх материалууд дээр ээлжит гүйдэл дээр өндөр чанартай давхаргыг олж авах боломжтой болгодог. Нуман хүчийг асаахад AC ашиглах нь хэд хэдэн давуу талтай. Гол нь ашигт ажиллагаа юм. Гагнуурын трансформаторын үр ашиг нь ойролцоогоор 0.9; Шулуутгагч - ойролцоогоор 0.7; коллекторын генератор бүхий трансформатор нь ойролцоогоор 0.45 байна.
Тиймээс AC гагнуур нь хөрвүүлэгчтэй ажиллахаас хоёр дахин илүү ашиг тустай байдаг. Үүнээс гадна гагнуурын трансформатор нь DC тэжээлээс илүү найдвартай, ажиллахад хялбар, хөнгөн байдаг. Тиймээс нуман гагнуурын ихэнх хэсгийг ээлжит гүйдлийн тусламжтайгаар гүйцэтгэдэг.
Нумын цахилгаан эх үүсвэрийн гаднах вольт-ампер эсвэл зүгээр л гадаад шинж чанар нь тогтвортой болон түүний гаралтын үед гүйдэл ба хүчдэлийн хоорондын хамаарал юм. Энэ нь эгц ба доошоо, хатуу, дээш чиглэсэн байж болно. Гагнуурын янз бүрийн процесст янз бүрийн гадаад шинж чанар бүхий цахилгаан хангамж шаардлагатай байдаг.

Цахилгаан хангамжийн гадаад шинж чанарууд:
1, 2 - эгц ба живэх; 3 - хатуу; 4 - нэмэгдэж байна
Хэрэглээний болон хэрэглээний бус электродын аль алиныг нь нуман гагнуурын хувьд огцом унах шинж чанартай цахилгаан хангамж шаардлагатай. Гарын авлагын гагнуурын хувьд ердийн зүйл бол нумын уртын хэлбэлзэл юм. Тиймээс гагнуурын усан сангийн хэмжээ ба давхаргын хөндлөн огтлолын хэмжээ тогтмол байхын тулд нумын уртын өөрчлөлттэй гүйдлийн тогтмол байдлыг хангах шаардлагатай. Энэ нь огцом гулсах шинж чанар бүхий цахилгаан эх үүсвэрийг ашиглан хийгддэг.
Нуман шатах үед тэжээлийн эх үүсвэрийн гүйдэл ба хүчдэл нь нумын ижил параметрүүдтэй тэнцүү байна. Нуман шатаах горимыг холбогдох гадаад болон статик шинж чанаруудын уулзвар цэгээр тодорхойлно. Инжирд. 13.6, ийм хоёр цэг байдаг боловч нуман зөвхөн В цэгтэй тохирч байгаа тогтвортой байдалд л шатдаг. Үүнийг дараах байдлаар тайлбарлав. Хэрэв санамсаргүй шалтгаанаар нумын гүйдэл буурвал эх үүсвэрийн хүчдэл U d-ээс их байх ба хэлхээний I-ийн хэмжээ нэмэгдэх болно, жишээлбэл В алхам руу буцна. Хэрэв нумын гүйдэл ихэсвэл түүний хүчдэл цахилгаан эх үүсвэрээс их байх болно. дахин В цэг рүү чиглэнэ.
Тиймээс, нуман эх үүсвэрийн систем дэх энэ цэгтэй тохирсон тэнцвэр нь өөрөө тогтдог. Үүнтэй төстэй бодол нь нуман горимын А цэгээс бага зэрэг хазайлт нь нуман тасрахаас өмнө эсвэл B цэг рүү шилжихээс өмнө үүсдэг болохыг харуулж байна.


Эрчим хүчний эх үүсвэрийн гадаад шинж чанар (a, c)
гарын авлагын нуман гагнуур дахь нумын статик шинж чанар (b).
Тиймээс тогтвортой нуман шатаахын тулд эх үүсвэрийн гадаад шинж чанарын налуу нь огтлолцох цэг дээрх нумын статик шинж чанараас налуу байх ёстой. Тиймээс нумын статик шинж чанар унах хэсэгт тохирсон горимд ажиллахдаа эх үүсвэрийн гадаад шинж чанар бүр ч илүү эгц байх ёстой. Нумын статик шинж чанарын бараг хэвтээ хэсэгт тохирсон горимд ажиллахдаа налуу болон эх үүсвэрийн дүрэх шинж чанараар хоёуланг нь тогтвортой шатаах болно. Хэрэв нуман горим нь статик шинж чанараас дээш гарах хэсэгт тохирч байвал нумыг шатаах тогтвортой байдлыг аливаа шинж чанараар хангах болно - гулсаж, налуу, хатуу, дээшлэх. Практикт механикжсан гагнуурын зориулалттай утас электрод тэжээх механизмын төхөөрөмжөөр шинж чанарын төрлөөр нэмэлт хязгаарлалт тавьдаг. Үүнээс хамааран хатуу ба налуу шинж чанар бүхий цахилгаан эх үүсвэрүүдийг ашигладаг.
Нумын урт өөрчлөгдөхөд түүний статик шинж чанар дээш буюу доошоо шилжиж, үүний дагуу нумын статик шинж чанарын огтлолцох цэгийг эх үүсвэрийн гадаад шинж чанар, тухайлбал одоогийн горимтой холбодог. Гэхдээ гарын авлагын гагнуурын үед нуман гүйдлийн өөрчлөлтийн хэмжээ хэдэн хувиас хэтрэхгүй, учир нь цахилгаан эх үүсвэрийн шинж чанар нь огцом буурч байна.
Нумын хүчдэлийг (7.1.4) томъёогоор тодорхойлно.
Тэжээлийн хэмжээг шүлсээр (7.1.5) томъёогоор, тасралтгүй хөндлөн огтлолын электродын утаснуудын коэффициентийг 8 - 12 г / A ∙ h, томъёогоор (7.1.6) хүрээнд сонгоно.

56 src \u003d "зураг / лавлагаа / 13263 / image037.png"\u003e
Сэргээгдсэн давхаргын чанарт элэгдлийн үе шатанд нөлөөлдөг бөгөөд энэ нь хуримтлагдсан ирмэгийн өргөнөөс хамаарч нумын хүчдэлээс хамаарна.
![]() (7.2.1)
(7.2.1)
Оруулах хурд:
 (7.2.2)
(7.2.2)
kp нь электродын металын гагнуур руу шилжих коэффициент,
a нь гагнуурын ирмэгийн талбайн тэгш өнцөгтийн талбайгаас хазайлтыг харуулсан коэффициент, a \u003d 0.7;
Хадгалагдсан электродын металын хувиргах коэффициентийг дараахь томъёогоор тодорхойлно.
энд Ψ нь электродын металын алдагдлын коэффициент, Ψ \u003d 10%;
![]()
![]()
Хадгалалтын түвшинг сонгохдоо электродын утсан тэжээлийн хурд ба элэгдлийн хурд хоёрын хооронд 1.5 / 2.5-тай тэнцэх Vel / Vn харьцааг хадгалах хэрэгтэй. Энэ шаардлагыг хангаж байна: Vel / Vn \u003d 86.23 / 58.02 \u003d 1.5.
Чичиргээний далайц, мм, электрод утаснуудын төгсгөл:
Нуман дээрх хүчдэлийн бага утгууд нь электродын утаснуудын чичиргээний арай бага далайцтай тохирч байна.
Электродын хүрэх цэгийг 10 - 12 мм-ийн хооронд тогтооно.
Гагнуурын хэлхээний индукц нь цахилгаан эх үүсвэрийн индуктив ба гагнуурын хэлхээний гаднах индукцын улмаас үүсдэг. Хэрэглэсэн Шулуутгагч ба генераторын индуктив чанар бага тул хэлхээнд нэмэлт индукц орсон болно.
Индуктив эсэргүүцлийн хувьд RSTE-24 L \u003d 0.12 GN хэмжигчийг ашиглаж болно.
Хөндлөвчийг гаднах хатуу шинж чанар бүхий эх үүсвэрүүдээр урвуу туйлшралын шууд гүйдлийн тусламжтайгаар гүйцэтгэдэг.
Хуримтлагдсан металлыг хамгаалахын тулд шингэн, нүүрстөрөгчийн давхар исэл, флюс ашигладаг. Гагнуурын усан сангийн сүүл рүү нийлүүлсэн шингэн. Энэ нь нуман шатаах бүсийг сайн ионжуулдаг бөгөөд хэсэг нь хурдан хөргөлтийг өгдөг бөгөөд үүний үр дүнд хэсгийн хэв гажилт ба халуунд нэрвэгдсэн бүсийн хэмжээ хамгийн бага бөгөөд хадгалсан металлын хатуулаг, элэгдэлд тэсвэртэй байдал хамгийн өндөр байдаг. Шингэнийг ашиглах сул тал бол сэргээгдсэн хэсгийн бага ядаргаа юм, энэ нь хуримтлагдсан давхаргын нүх, ан цав, бүтцийн гетерогенээс үүсдэг.
- 5% содын үнс, 1% угаалгын саван, 0.5% глицерол агуулсан усан уусмал;
- 20-30% -ийн глицерол агуулсан усан уусмал гэх мэт.
Дунд болон өндөр нүүрстөрөгч ба хайлштай гангаас эд ангиудыг байрлуулахдаа шингэний урсгалын хурд 0.3 - 0.5 л / мин, бага нүүрстөрөгчийн хувьд - 1 л / мин ба түүнээс дээш байна. Жижиг диаметртэй нимгэн ханатай хэсгүүдийг байрлуулахдаа шингэний урсгалын хурд 3 - 5 л / мин-ийн хооронд байж болно.
Хоёр автомат гадаргуугийн горимыг тооцоолсны дараа: хайлсан урсгал ба чичиргээт нуман дор Vn гадаргуугийн хурдыг олж мэдсэний дараа бид өндөр хурдтай гадаргууг ашиглан гадаргуугийн элэгдлийг арилгах нь илүү хэмнэлттэй, илүү үр дүнтэй гэсэн дүгнэлтэнд хүрсэн байна. Vn хурдны тооцоолсон утга 104.4 м / цаг болох автомат чичирхийллийн нуман гадаргуугаар.
8. Өөрчлөн тохируулсан боловсруулах
Энэхүү засварын аргын тусламжтайгаар боловсруулах явцад үүссэн хэсэг нь ажлын зураг, зөв \u200b\u200bгеометрийн хэлбэр, гадаргуугийн тэгш бус байдлыг харгалзан анхны (нэрлэсэн) хэмжээнээс ялгаатай шинэ хэмжээтэй болно. Энэхүү шинэ хэсгийн хэмжээг засвар гэж нэрлэдэг бөгөөд энэ нь нэрлэсэн хэмжээнээс том эсвэл жижиг хэмжээтэй байж болно.
Хэмжээг засах машиныг тухайн хэсгийн геометрийн хэмжээс ба боловсруулсан гадаргуу дээрх элэгдэлтийн хэмжээ зэргээс хамааруулан сонгоно. Δ0 \u003d 0.6 мм.
Бид зүсэх уруулыг хэмжээгээр нь боловсруулах зөвшөөрлөөр тэнцүү хэмжээгээр авна: t \u003d 0.6 мм.
Барзгар тээрэмдэх анхны тэжээл нь Sz \u003d 0.2 мм тутамд тэжээл юм.
Хэрчих хурд - захын зүсэгч хурд, м / мин,

энд Cv нь боловсруулалтын хэлбэр, багаж хэрэгсэл, боловсруулсан материалын шинж чанараас хамаарч тогтмол, Cv \u003d 332 мм;
D нь таслагчийн диаметр, D \u003d 90 мм;
T нь эсэргүүцлийн хугацаа, T \u003d 180 мм;
Sz - нэг шүдэнд тэжээл, Sz \u003d 0.2 мм;
B-тээрэмдэх өргөн, B \u003d D / (1.25 - 1.5) \u003d 90 / 1.25 \u003d 72 мм;
Z нь таслагчийн шүдний тоо, Z \u003d 16;
Kv - огтлох бодит нөхцлийг харгалзан огтлох хурдыг засах ерөнхий залруулах коэффициент;
Үзүүлэлтүүд:
Кв огтлох бодит нөхцлийг харгалзан зүсэлтийн хурдыг засах нийт хүчин зүйлийг дараахь томъёогоор тодорхойлно.
![]()
энд Kmv - боловсруулсан материалын чанарыг харгалзах коэффициент, Kmv \u003d 1;
Kpv - ажлын хэсгийн гадаргуугийн байдлыг харгалзан үзэх коэффициент Kpv \u003d 1;
Кив - хэрэгслийн материалыг харуулсан коэффициент, Кив \u003d 1.5;
![]()
Таслах давтамжийг (6.3), эргэлт / томъёогоор тодорхойлно.

Гадаргуу ба боловсруулалтын дараа гадаргуугийн хэмжээг хянах нь захирагч эсвэл vernier caliper ашиглан хийгддэг бөгөөд олж авсан утгыг нэрлэсэнтэй харьцуулна. Зөрчил гарсан тохиолдолд хэсгийг дахин гадаргуу дээр байрлуулж, хэмжээг нь боловсруулж дахин хянадаг.
9. Автомат гадаргуутай нуман нуман хаалга хийх технологийн зардлын тооцоо
Технологийн процессыг зохистой харьцаатай болгох үе шатанд цаг хугацаа, материалын хэрэглээний нормыг тооцоолоход шаардлагатай анхны өгөгдлийг тогтоосон; үйл явцыг хэрэгжүүлэхэд шаардагдах хөдөлмөрийн зардал, материалын хэрэглээний хэмжээг тооцоолж, стандартчилах; эдгээр ажлаас хамааран үйл ажиллагаа явуулах гүйцэтгэгчдийн ажлын байр, мэргэжлийг тодорхойлох.
Эдгээр асуудлыг шийдэхийн тулд материалын цаг хугацаа, хэрэглээ, үнийн стандартыг ашиглах хэрэгтэй.
Өртөгийг тодорхойлох хэд хэдэн арга байдаг: нягтлан бодох бүртгэл, бараа материалын тооцоо, бараа материалын норматив.

