वेल्डिंग के लिए पाइप के क्षैतिज जोड़ों को इकट्ठा करते समय, नीचे पाइप पर पूर्ण अत्याधुनिक करने के लिए आवश्यक नहीं है। इसे केवल एक छोटा कटर बनाने की अनुमति है, 10 डिग्री का मूल्य। यह रिसेप्शन वेल्डिंग धातु की प्रक्रिया में सुधार करता है, जबकि नीचे दिए गए आंकड़े में इसकी गुणवत्ता (स्कीम ए देखें) को कम नहीं करता है)। वेल्डिंग के लिए गैर जिम्मेदार पाइपलाइन तैयार करते समय, नीचे की पाइप पर किनारे को अक्सर नीचे दिए गए आंकड़े में अलग नहीं किया जाता है (योजना बी देखें))।
अलग-अलग संकीर्ण परतों के साथ पाइप के क्षैतिज जोड़ों को वेल्डिंग करते समय सबसे अच्छे परिणाम प्राप्त किए जाते हैं। पहला रोलर नीचे दिए गए आंकड़े में सीम की जड़ (सी) योजना को उबाल लें), इसके लिए, 4 मिमी के व्यास वाले इलेक्ट्रोड का उपयोग किया जाता है। वर्तमान शक्ति 160-190 ए की सीमा में निर्धारित की गई है। इलेक्ट्रोड को पारस्परिक आंदोलन के लिए सूचित किया जाता है, जबकि संयुक्त के अंदर एक थ्रेड रोलर, 1-1.5 मिमी की ऊंचाई बनाना चाहिए।
पहली परत के ओवरले के बाद, इसकी सतह को ध्यान से साफ किया जाना चाहिए। दूसरी परत इलेक्ट्रोड के पारस्परिक आंदोलन के साथ पहली परत को ओवरलैप करने के लिए और ऊपरी किनारे के किनारे तक निचले किनारे के किनारे से थोड़ी सी उतार-चढ़ाव के साथ लेखांकन के साथ की जाती है। दूसरी परत का वेल्डिंग पहली परत के वेल्डिंग के समान दिशा में किया जाता है।
दूसरी परत करने के बाद, वेल्डिंग प्रवाह की शक्ति 250-300 ए तक बढ़ी है और तीसरी परत की जाती है। 5 मिमी व्यास वाले इलेक्ट्रोड द्वारा वेल्डिंग किया जाता है, यह आपको वेल्डिंग प्रक्रिया के प्रदर्शन को बढ़ाने की अनुमति देता है। तीसरी परत की आपूर्ति पहले दो परतों के वेल्डिंग के विपरीत दिशा में होनी चाहिए। तीसरे रोलर को दूसरे रोलर की चौड़ाई के 2/3 ओवरलैप करना चाहिए। चौथे रोलर की फिल्मिंग एक ही दिशा में होती है, लेकिन यह तीसरे रोलर और ऊपरी किनारे के अवकाश में स्थित होना चाहिए।
जब तीन परतों से पाइप के क्षैतिज जंक्शनों को वेल्डिंग करते हैं, तो तीसरे से शुरू होने वाली प्रत्येक बाद की परत, पिछले एक के विपरीत दिशा में किया जाना चाहिए। पाइप जिनका व्यास 200 मिमी से अधिक नहीं होता है, आमतौर पर ठोस सीम के साथ वेल्डेड होता है। यदि वेल्डेड पाइप का व्यास 200 मिमी से अधिक है, तो वेल्डिंग को बैकस्टेज विधि द्वारा किया जाता है।
वीडियो: क्षैतिज जंक्शन के साथ पाइप का वेल्डिंग
गैर-मोड़ जैक का वेल्डिंग
लंबवत गैर-मोड़ जंक्शनऊपर की ओर वेल्ड।
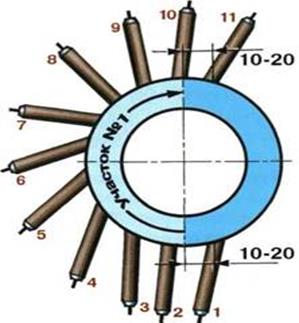
21 9 मिमी से अधिक व्यास वाले पाइप के जोड़ों में पहली तीन परतों का वेल्डिंग अक्षय विधि में किया जाना चाहिए। प्रत्येक साइट की लंबाई 200-250 मिमी होनी चाहिए।
बाद की परतों के वर्गों की लंबाई संयुक्त की आधा परिधि हो सकती है। 16 मिमी की दीवार की मोटाई के साथ पाइप जोड़ों को दूसरी परत से शुरू होने वाली परिधि के आधे की लंबाई के साथ वेल्डेड किया जा सकता है।
एक वेल्डर द्वारा सीम (1-14) और परतों (आई -4) की प्राथमिकता
| दूसरे चरण |
 |
क्षैतिज गैर-प्रतिबिंबित जोड़एक वेल्डर द्वारा किए गए 21 9 मिमी से अधिक व्यास वाले पाइप, 200-250 मिमी की लंबाई वाले वर्गों की नवीकरणीय विधि में वेल्ड करना आवश्यक है। चौथी और बाद की परतों को वेल्डेड किया जा सकता है।
प्राथमिकता (1-12) एक वेल्डर द्वारा seams प्रदर्शन
दो वेल्डर के साथ एक क्षैतिज संयुक्त वेल्डिंग करते समय, रूट सीम का वेल्डिंग अनुक्रम पाइप के व्यास पर निर्भर करता है। यदि व्यास 300 मिमी से कम है, तो प्रत्येक वेल्डर ने परिधि का आधा हिस्सा पैदा किया। उसी समय, वेल्डर मूल रूप से संयुक्त बिंदुओं में होना चाहिए। यदि पाइप का व्यास 300 मिमी और अधिक है, तो रूट सीम 200-250 मिमी के अनुभागों की एक उलटी विधि के साथ वेल्डेड है।
 |  |
||
40 मिमी से अधिक की दीवार की मोटाई के साथ 300 मिमी के व्यास के साथ पाइप के जोड़ों में, पहली तीन परतों को नवीकरणीय विधि में वेल्डेड किया जाना चाहिए, और बाद की परतें सर्कल के आधे हिस्से के बराबर हैं।
25-45 मिमी की दीवार मोटाई के साथ 600 मिमी के व्यास के साथ कम मिश्रित स्टील से बने पाइपों के जोड़ निम्नानुसार वेल्डेड हैं: सभी सीम परतें 250 मिमी से अधिक के भूखंडों द्वारा नवीकरणीय विधि के साथ की जाती हैं।
क्रोमोलिब्डेनोवाडियम स्टील से 600 मिमी से अधिक व्यास वाले पाइप, दो और अधिक वेल्डर को एक साथ वेल्डेड किया जाता है, जिनमें से प्रत्येक संयुक्त का अपना सेगमेंट होता है। एक व्यस्त विधि (200-250 मिमी के अनुभाग) लागू करें। चौथी और बाद की परतों को सर्कल के एक चौथाई के बराबर अनुभाग करने की अनुमति है।
परतों और रोलर्स का प्राथमिकता और अनुमानित स्थान (1 - 20) जब कार्बन और कम मिश्र धातु स्टील्स से मोटी दीवार वाले पाइप के ऊर्ध्वाधर और क्षैतिज जोड़ों को वेल्डिंग किया जाता है
मैनुअल तकनीक चाप वेल्डिंग पाइप्स कवर इलेक्ट्रोड
वेल्डेड सीम दो रिसेप्शन के लिए किया जाता है। जंक्शन की परिधि को सशर्त रूप से एक ऊर्ध्वाधर अक्षीय रेखा द्वारा दो खंडों में विभाजित किया जाता है, जिनमें से प्रत्येक में तीन विशिष्ट स्थिति होती है:
छत (स्थिति 1-3);
लंबवत (स्थिति 4-8);
कम (स्थिति 9-11)। प्रत्येक साजिश छत की स्थिति से वेल्डेड है। वेल्डिंग केवल एक छोटी चाप के साथ किया जाता है:
जहां डी इलेक्ट्रोड का व्यास है। निचले स्थान पर सीम को समाप्त करें।
प्रत्येक खंड का वेल्डिंग ऊर्ध्वाधर अक्षीय से 10 20 मिमी के विस्थापन से शुरू होता है। सीम ओवरलैप सेक्शन "लॉक" यौगिक है - पाइप व्यास पर निर्भर करता है और 20 से 40 मिमी तक हो सकता है। पाइप का व्यास जितना बड़ा "महल"
सीम का प्रारंभिक खंड छत की स्थिति "कोण वापस" (पीओएस 1,2) में किया जाता है। लंबवत स्थिति (पीओएस 3-7) में जाने पर, वेल्डिंग "कोण आगे" है। स्थिति 8 तक पहुंचने पर, इलेक्ट्रोड एक समकोण पर उन्मुख है, लेकिन निचले स्थान पर जाकर, वेल्डिंग फिर से "कोण वापस" की ओर जाता है।
दूसरी साइट को वेल्डिंग करने से पहले आपको सीम के प्रारंभिक और अंतिम वर्गों को अंतराल या पिछले रोलर में एक चिकनी संक्रमण के साथ साफ करने की आवश्यकता है। दूसरी साइट का वेल्डिंग पहले के समान ही किया जाना चाहिए।
रूट सीम के लिए 3 मिमी व्यास के साथ इलेक्ट्रोड का इस्तेमाल किया। छत की स्थिति में 80-95 ए में वर्तमान की ताकत। वर्तमान लंबवत रूप से 75-90 ए तक कम करने की सिफारिश की जाती है। वर्तमान वृद्धि की निचली स्थिति में वेल्डिंग के दौरान 85-100 ए।

जब एक फिटिंग के बिना सीम की जड़ के उच्च गुणवत्ता वाले गठन के साथ वेल्डिंग पाइप, वाहक को अंतराल में इलेक्ट्रोड को लगातार खिलाने के द्वारा हासिल किया जाता है। पाइप के अंदर विनियमन प्राप्त करने के लिए, आप एक उत्तल सतह के साथ एक सीम प्राप्त कर सकते हैं, जिसके लिए छत की स्थिति में बाद के यांत्रिक अलग होने की आवश्यकता होगी।
8 मिमी से अधिक की दीवार मोटाई के साथ पाइप काटने से असमान रूप से होता है। एक नियम के रूप में, निचली स्थिति पीछे लगी हुई है। काटने के काटने को संरेखित करने के लिए, कटिंग के शीर्ष पर रोलर्स को अतिरिक्त रूप से रीमेक करना आवश्यक है। अंतिम परतों को 2 मिमी से अधिक की गहराई पर खाली छोड़ देना चाहिए
 |
एक या अधिक मार्गों के लिए सीम का सामना करना पड़ता है। अंतिम रोलर खत्म हो जाता है ताकि काटने 0.5-2 मिमी की गहराई से अनफिल किया जा सके, और कटिंग के किनारों के साथ मुख्य धातु इलेक्ट्रोड के व्यास के 1/2 की चौड़ाई पर साफ़ हो गई थी।

जब दीवार मोटाई के साथ 150 मिमी से कम व्यास के साथ पाइप वेल्डिंग 6 मिमी से कम है, साथ ही स्थापना की स्थिति में, जब बिजली स्रोत को ऑपरेशन के स्थान से हटा दिया जाता है, तो वेल्डिंग एक में किया जाता है और वही वेल्डिंग वर्तमान मूल्य। छत की स्थिति पर वर्तमान मोड का चयन करने की अनुशंसा की जाती है, वर्तमान में निचली स्थिति के लिए पर्याप्त है। छत की स्थिति से ऊर्ध्वाधर तक बढ़ने पर वेल्डिंग, ताकि कोई अत्यधिक विनियमन न हो, इसे अंतःस्थापित सीम गठन का सहारा लिया जाना चाहिए। इस मामले में, विधि समय-समय पर किनारों में से एक पर चाप जलने की प्रक्रिया में बाधा डालती है।
पाइप की दीवार की मोटाई, अंतराल और सुस्त किनारे के आधार पर, "स्मीयर" के साथ वेल्डिंग करने की अनुशंसा की जाती है:
1. किनारों में से एक पर चाप को लगातार उत्तेजित करें, और स्नान के गठन के बाद टूट जाएं। चट्टान और इग्निशन के बीच विराम इतना छोटा होना चाहिए कि धातु सीम में पूरी तरह से क्रिस्टलाइज करने का समय नहीं है, और स्लैग शांत है।
2. एक बड़ी धातु की मोटाई के साथ, चाप एक ही किनारे पर जलाया जाता है।
चाप युग्मन चाप की इग्निशन
एक गैर-बारी क्षैतिज संयुक्त का वेल्डिंग
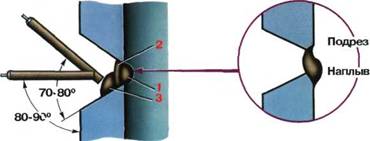
स्थिर विनियमन के गठन के साथ वेल्डिंग एक इलेक्ट्रोड द्वारा 3 मिमी के व्यास के साथ आयोजित की जाती है। वेल्डिंग वर्तमान आधार धातु की मोटाई, किनारों और मोटाई मोटाई के बीच के अंतर के आधार पर चुना जाता है। इलेक्ट्रोड की ढलान 80-90 डिग्री ऊर्ध्वाधर है। "कोण वापस" वेल्डिंग करते समय, ढलान अधिकतम पूछताछ प्रदान करता है, और "कोण आगे" न्यूनतम है।
अपर्याप्त विनियमन के मामले में, चाप की लंबाई को छोटा रखा जाना चाहिए, और सामान्य कैरिज के साथ - माध्यम।
 |  |
||
रूट सीम वेल्डिंग स्नान के न्यूनतम आकार के साथ प्रदर्शन करने के लिए बेहतर है ताकि सीम के रिवर्स साइड पर कोई फ़ीड और स्प्रिंग्स न हों।
दूसरा रोलरपहले रूट सीम और पाइप के दोनों किनारों को पिघलने के लिए बनाया गया है। वेल्डिंग वर्तमान औसत सीमा पर स्थापित है। केतली की ढलान पहले मूल सीम वेल्डिंग के समान ही है। वेल्डिंग ने "कोण वापस" का नेतृत्व किया। गति को चुना जाता है ताकि रोलर की उपस्थिति सामान्य हो (उत्तल नहीं और अवतल नहीं)
तीसरा रोलरबढ़ते मोड में प्रदर्शन करना बेहतर है। वेल्डिंग एक दाएं कोण या "कोण वापस" पर नेतृत्व करता है। गति को चुना जाता है ताकि रोलर उत्तल हो, एक शेल्फ के बाद के रोलर के धातु स्नान को पकड़ने के लिए। आर्क प्रक्षेपवक्र दूसरे रोलर के किनारे के साथ मेल खाना चाहिए।
चौथा रोलर- क्षैतिज। यह तीसरे के समान मोड पर किया जाता है। इलेक्ट्रोड को पाइप की ऊर्ध्वाधर सतह पर 80-90 डिग्री के कोण पर झुका हुआ है। वेल्डिंग की गति समर्थित होती है ताकि काटने का शीर्ष किनारे पिघला हुआ हो, दूसरे रोलर की सतह और तीसरे रोलर के शीर्ष। दिखावट चौथा रोलर सामान्य होना चाहिए।
 |
"कैसल» सम्बन्धयह शुरुआत में सीम आकार में चिकनी वृद्धि और अंतिम खंड में कमी, "RAID" में कमी के साथ 20-30 मिमी तक "RAID" के साथ वेल्डेड किया जाता है।
वेल्डिंग चेहरे की परतउसी व्यास के इलेक्ट्रोड को करना आवश्यक है, जिसका उपयोग काटने के दौरान किया जाता था, लेकिन 4 मिमी से अधिक नहीं। अंतिम शीर्ष रोलर एक उच्च गति पर रखी गई है ताकि यह संकीर्ण और सपाट हो जाए
प्रौद्योगिकी हाथ आर्गन-आर्क वेल्डिंग पाइप
तकनीकी विकल्प
वेल्डेड सीम पूरी तरह से एक गैर-संगत इलेक्ट्रोड के साथ मैनुअल Argon-Arc वेल्डिंग द्वारा किया जाता है (दीवार की मोटाई 3 मिमी तक की सिफारिश की जाती है);
वेल्डेड सीम एक संयुक्त विधि द्वारा किया जाता है: रूट सीम - एक गैर-संगत इलेक्ट्रोड के साथ मैनुअल Argon-Arc वेल्डिंग, और बाद की परतें - एक लेपित इलेक्ट्रोड के साथ मैनुअल आर्क वेल्डिंग (यह पाइप दीवार 4 मिमी की मोटाई पर सलाह दी जाती है या अधिक)।
परतों और रोलर्स का अनुमानित स्थान (1 - 8)
 |
जोड़ों में, विभिन्न तकनीकी विकल्पों के अनुसार पकाया जाता है
2 मिमी तक की दीवार की मोटाई के साथ, संयुक्त क्रॉस सेक्शन को एक परत में वेल्डेड किया जाना चाहिए
गैर-करुणा डब्ल्यू-इलेक्ट्रोड के मैन्युअल आर्गन रूपांतरण वेल्डिंग का उपयोग कम कार्बन, कम मिश्रित और मिश्रित (संक्षारण प्रतिरोधी) स्टील्स से पाइप के गैर-प्रतिबिंबित जोड़ों के लिए किया जाता है। वेल्डेड पाइप का व्यास 100 मिमी से कम है, दीवार की मोटाई 10 मिमी तक है।
मोड पैरामीटर का चयन करें
वेल्डिंग वर्तमानचुनें: एकल-पास वेल्डिंग के साथ - पाइप की दीवार की मोटाई के आधार पर, और बहु-आवृत्ति के साथ - रोलर ऊंचाई के आधार पर, जो 2-2.5 मिमी होना चाहिए। वेल्डिंग वर्तमान इलेक्ट्रोड के प्रति 1 मिमी व्यास 30 - 35 ए की दर से निर्धारित किया जाता है।
चाप पर तनावयह न्यूनतम होना चाहिए, जो एक छोटी चाप के वेल्डिंग से मेल खाता है।
वेल्डिंग गतिविनियमन ताकि किनारों की गारंटी दी जा सके और वांछित सीम आकारों का गठन।
सुरक्षात्मक गैस खपतवेल्डेड स्टील और वर्तमान मोड (8 से 14 एल / मिनट तक) के ब्रांड पर निर्भर करता है।
सामने का तारवेल्डेड स्टील के ब्रांड के साथ 1.6-2 मिमी का व्यास चुना जाता है (पी पर तालिका देखें। 16)।
वर्गीकृत करने के लिए: वेल्डिंग काम
पाइपलाइन जोड़ों के मैनुअल इलेक्ट्रिक आर्म्स वेल्डिंग
पाइप के मैन्युअल इलेक्ट्रिक आर्क वेल्डिंग के लिए, धातु इलेक्ट्रोड का उपयोग किया जाता है, जो भरने के लिए एक योजक सामग्री के रूप में कार्य करता है वेल्डेड सीम और एक ही समय में आर्क के लिए वर्तमान कंडक्टर।
वेल्ड की गुणवत्ता बड़े पैमाने पर अपने सिरों के संयोजन की सटीकता पर और मुख्य रूप से उपयोग किए जाने वाले इलेक्ट्रोड से पाइप की कॉइल सतहों की स्थिति पर निर्भर करती है, जो एक धातु लेपित धातु रॉड है। इलेक्ट्रोड की धातु छड़ी विभिन्न मोटाई इलेक्ट्रोड तारों से बना है। वेल्डिंग पाइप के लिए, एक तार का उपयोग 2 से 5 मिमी की मोटाई के साथ किया जाता है।
इलेक्ट्रोड कोटिंग्स पतली और मोटी हैं, उच्च गुणवत्ता वाले कोटिंग के साथ। एक सूक्ष्म (चाक) कोटिंग के साथ इलेक्ट्रोड का कोटिंग धातु की छड़ी के वजन का 1-2% है। उच्च गुणवत्ता वाले इलेक्ट्रोड का कूलर धातु की छड़ी के वजन का 20-30% है।
कोटिंग बनाने वाली स्लैग की सबसे महत्वपूर्ण संपत्ति। स्लैग एक गैर-धातु मिश्र धातु है जिसका शेयर वेल्डेड धातु की विशिष्ट गुरुत्वाकर्षण से कम है; स्लैग तैरता है और पिघला हुआ धातु के एक यांत्रिक कवर बनाता है। स्लैग पिघला हुआ धातु को सीम - ऑक्सीजन और नाइट्रोजन के लिए हानिकारक गैसों के कटा हुआ वातावरण से अवशोषण से बचाता है।
चूंकि स्लैग मुख्य धातु की तुलना में कम तापमान पर पिघलता है, और ठोसकरण के दौरान नाजुक हो जाता है, तो वेल्डर आसानी से इलेक्ट्रोड की रॉड के वेल्ड की मोटाई के साथ इसे रीसेट करता है। सिलाई सीना इलेक्ट्रिक पाइप वेल्डिंग का दोष है, क्योंकि कोई भी गैर-धातु समावेशन नाटकीय रूप से सीम की ताकत को कम करता है।
पतला (चाक) कोटिंग में 80-85% चाक और तरल ग्लास का 15-20% होता है, जो एक बाइंडर सामग्री है, जिसके कारण कोटिंग रॉड पर आयोजित की जाती है। चाप के निरंतर जलने के लिए पतली कोटिंग की आवश्यकता होती है, क्योंकि अक्सर आर्क ब्रेक वेल्ड की गुणवत्ता खराब हो जाती है।
यू। चाप जलने के एक मोटी कोटिंग के साथ इलेक्ट्रोड, लेकिन धातु का बयान स्लैग परत के नीचे होता है, जो गठित सीम को देखने से रोकता है। सीम की ताकत और चिपचिपाहट ठीक कोटिंग के साथ इलेक्ट्रोड द्वारा किए गए सीमों की तुलना में काफी अधिक है। सीम की गुणवत्ता में सुधार इलेक्ट्रोड के मोटे कोट से एक स्लैग द्वारा गठित हवा के ऑक्सीजन और नाइट्रोजन की क्रिया पर धातु की सुरक्षा द्वारा प्राप्त किया जाता है, साथ ही कम गुणवत्ता वाले तत्वों में उच्च गुणवत्ता वाले तत्वों की शुरूआत होती है। ये तत्व वेल्डिंग के दौरान धातु में कोटिंग से आगे बढ़ रहे हैं।
पाइप के मैनुअल आर्क वेल्डिंग के लिए, ई -42 और ई -42 ए इलेक्ट्रोड का उपयोग करना आवश्यक है। इलेक्ट्रोड में सॉफ्टवेयर की एक ही मोटाई का एक कोटिंग होना चाहिए। क्रैक, स्थानीय मोटा और अन्य दृश्य दोषों के बिना सभी इलेक्ट्रोड।
इलेक्ट्रोड का व्यास को कॉइल पाइप की मोटाई के आधार पर चुना जाना चाहिए। बटन कनेक्शन दीवार की मोटाई के साथ पाइप - 5 मिमी तक रोटरी जोड़ों के लिए 100-250 ए पर रोटरी जोड़ों के लिए 3 मिमी के व्यास के साथ इलेक्ट्रोड द्वारा वेल्डेड किया जाना चाहिए, और गैर-मोड़ जोड़ों के लिए -80-120 ए।
बहु-स्तरित में बटन सीम पहली परत एक गहरी प्रदाता, बाद के सीम प्रदान करने के लिए 4 मिमी के व्यास के साथ एक इलेक्ट्रोड द्वारा की जानी चाहिए - अधिक व्यास के इलेक्ट्रोड के साथ।
वेल्डिंग तार जो बिजली की आपूर्ति से वर्तमान की आपूर्ति करते हैं वेल्डिंग argeहल्के, लचीला होना चाहिए और विश्वसनीय इन्सुलेशन होना चाहिए।
जब वेल्डिंग, निम्नलिखित प्रकार के कनेक्शन किए जाते हैं: जैक, ट्वीट, वीटीएवीआर और कोण।
पेक्टरिस्ट के परिसर को इसे बुलाया जाता है, जिसमें एक तत्व दूसरे पर अतिरंजित होता है। उत्तरार्द्ध की चौड़ाई कम से कम दो धातु मोटाई होनी चाहिए।
जिस स्थिति में वेल्डिंग का उत्पादन होता है, उसके अनुसार, सीम कम, क्षैतिज, ऊर्ध्वाधर और छत होते हैं। लोअर सीम वेल्डिंग के लिए सबसे सुविधाजनक है। यह इलेक्ट्रोड के नीचे नीचे स्थित है, और वेल्डिंग ऊपर से बनाई गई है। क्षैतिज सीम लंबवत स्थापित पाइप की परिधि का प्रदर्शन करें। ऊर्ध्वाधर सीम स्थापित खड़ी पाइप के किनारे स्थित है, इसकी लंबाई से वेल्डेड है। छत सीम वेल्डर के सिर के ऊपर प्रदर्शन किया।
निम्न स्थिति (स्विवेल सीम) में वेल्डिंग पाइपलाइन बेहतर है। केवल बंद बढ़ते जोड़ों को गैर-प्रतिबिंबित करते हैं।
स्टील ट्यूब मुख्य रूप से जैक कनेक्ट करें। पाइप का कनेक्शन। शब्द को दीवारों की पूरी मोटाई के लिए किनारों के अनिवार्य प्रावधान की आवश्यकता होती है।
छोटे व्यास पाइप के इलेक्ट्रिक आर्क वेल्डिंग के प्रकार अंजीर में दिखाए जाते हैं। एक।
पाइप के अंदर प्रवाह को कम करने के लिए, क्षैतिज में इलेक्ट्रोड के झुकाव का कोण 45 डिग्री (चित्र 1, ए) से अधिक नहीं होना चाहिए।
छोटे व्यास के पाइप के बट और टी-आकार वाले यौगिकों को वेल्डिंग करते समय, 3 मिमी प्रकार के ई -42 और ई -42 ए व्यास वाले इलेक्ट्रोड का उपयोग किया जाता है (चित्र 1, बी, डी)। वर्तमान की ताकत 80 के दशक में सेट है। वेल्ड में 2-3 मिमी की ऊंचाई होना चाहिए, 6-8 मिमी की चौड़ाई।
वेल्डिंग के दौरान, वेल्डिंग के दौरान एक ही इलेक्ट्रोड एक ही इलेक्ट्रोड लागू होते हैं; वर्तमान ताकत 10Q-120 ए पर सेट है। वेल्ड की ऊंचाई 3 मिमी होनी चाहिए, और चौड़ाई 6-8 मिमी है।
वेल्डिंग पाइप से पहले, निम्नलिखित प्रारंभिक काम किया जाना चाहिए: - मिट्टी, गंदगी और कचरे से साफ पाइप; - विकृत पाइप समाप्त होने वाली फसल या सीधा। पाइप के सीधा सिरों को गठबंधन होने पर मेल खाना चाहिए। डेंट और कैला की उपस्थिति की अनुमति नहीं है;
आर्क वेल्डिंग में, कम से कम 10 मिमी की चौड़ाई पर पाइप की आंतरिक और बाहरी सतह के नजदीक किनारे को धातु प्रतिभा में साफ करें;
जोड़ों के जोड़ों को ऑपरेशन में ब्रेक के बिना प्रदर्शन करने के लिए पूरी तरह से वेल्डिंग नहीं है; - अस्तर के छल्ले के बिना वेल्डिंग पाइपलाइन; - कम से कम दो परतों को करने के लिए दीवारों की मोटाई के साथ दीवारों की मोटाई के साथ रोटरी और गैर-प्रतिबिंबित जोड़ों के आर्क वेल्डिंग; पाइप की दीवार की मोटाई 6 से 12 मिमी तक - तीन परतों में और 1 9 मिमी और उच्च की मोटाई के साथ - चार परतों में। बाद में ओवरले करने से पहले प्रत्येक सीम परत को स्लैग से साफ किया जाना चाहिए। आरवीए की पहली परतों को अपनी जड़ का एक पूर्ण प्रदाता प्रदान करना चाहिए।
अंजीर। 1. पाइप की इलेक्ट्रिक वेल्डिंग: इलेक्ट्रोड की एक - इलेक्ट्रोड की स्थिति जब वेल्डिंग पाइप, बी - जैकिंग के लिए पाइप का वेल्डिंग, वैनसेल के वेल्डिंग पाइप, जी - शाखाओं के दौरान पाइप के वेल्डिंग
वेल्डिंग के दौरान उपयोग किए जाने वाले पाइप के किनारों और उनके बेवल के कोणों का आकार तालिका में दिखाए गए मानों के अनुरूप होना चाहिए। एक।
तालिका एक
वेल्डिंग के लिए तैयार पाइप के किनारों का आकार 
4 मिमी तक की दीवार की मोटाई और पाइप की एक मोटाई के साथ पाइप की मैनुअल आर्क वेल्डिंग और 6 मिमी तक की मोटाई के साथ पाइप की स्वचालित वेल्डिंग के साथ किनारों के बेवल के बिना उत्पादन करते हैं।
पाइप को इकट्ठा करते समय संरेखण (किनारों के विस्थापन) से विचलन तालिका में दिए गए मूल्यों से अधिक नहीं होना चाहिए। 2।
तालिका 2
पाइप को इकट्ठा करते समय किनारे विस्थापन की सहनशीलता 
पाइप को एक अंतर के साथ कटाई की जाती है, जिसका मान तालिका में इंगित किया जाता है। अठारह।
पाइपलाइन के वेल्ड के स्थान पर शाखाओं के लिए वार्डिंग नोजल की अनुमति नहीं है।
पाइपलाइन के कणिका वेल्ड और नोजल के वेल्डिंग के बीच की दूरी कम से कम 100 मिमी होनी चाहिए।
टेबल तीन।
वेल्डिंग पाइप जब स्वीकार्य अंतराल 
टेप रोटरी जोड़ों के लिए 40-50 मिमी लंबा होना चाहिए, छत के लिए 60-70 मिमी। टेप की ऊंचाई पाइप दीवार मोटाई का 40-50% होना चाहिए।
8 मिमी से अधिक की मोटाई के साथ दीवारों के साथ वेल्डिंग पाइप, पहली परत गति वेल्डिंग के साथ उबला हुआ है, शेष परतें ठोस हैं। चरणबद्ध वेल्डिंग के साथ, संयुक्त सर्कल कई वर्गों में टूटा हुआ है, साइट के माध्यम से पहले वेल्ड, और फिर याद किया।
वेल्डिंग की पहली परत सबसे जिम्मेदार है। जब आप इस परत को एम्बेड करते हैं, तो आपको किनारों और सुस्तता को पूरी तरह से पिघला देना चाहिए। फिर यह आवश्यक है। यह सावधानी से देखा जाता है और जांच नहीं है कि कोई दरार नहीं है या नहीं। पता चला क्रैक को काटा या भुगतान किया जाना चाहिए, और अनुभाग फिर से वेल्डेड हैं।
दूसरी और तीसरी परतें वेल्डेड हैं, धीरे-धीरे पाइप को बदल देती हैं। इन परतों में से प्रत्येक की शुरुआत और अंत को पिछली परत की शुरुआत और अंत के संबंध में 15-30 मिमी स्थानांतरित किया जाना चाहिए।
आखिरी सीम में एक चिकनी सतह होनी चाहिए और आसानी से मुख्य धातु में जाना चाहिए।
मल्टीलायर वेल्डिंग के मामले में, प्रत्येक बाद की परत रिवर्स पूर्ववर्ती की दिशा में की जाती है, प्रत्येक परत के समापन खंडों में एक दूसरे के सापेक्ष रोटरी पक्ष होता है। यह वेल्डिंग गुणवत्ता में सुधार करता है।
सीम की प्रत्येक परत के वेल्डिंग के बाद और इसके आसन्न क्षेत्र को परतों के बेहतर संलयन के लिए स्लैग और छिड़काव से शुद्ध किया जाता है।
पाइपलाइन जोड़ों के मैनुअल इलेक्ट्रिक आर्म्स वेल्डिंग
अध्याय XXVIII।
कुछ प्रकार की संरचनाओं की वेल्डिंग की विशेषताएं
§ 125. पाइप वेल्डिंग
सामान्य। पाइपलाइनों का निर्माण करते समय, वेल्डेड जोड़ों को स्विवेल, गैर-प्रतिबिंबित और क्षैतिज (अंजीर 123) हो सकता है।
अंजीर। 123. वेल्डेड पाइप जोड़ों:
और - स्विवेल, बी - गैर-बारी, इन - क्षैतिज
पाइप को इकट्ठा करने और वेल्डिंग करने से पहले, वे परियोजना की आवश्यकताओं के अनुपालन की जांच करते हैं, जिसके अनुसार पाइपलाइन का निर्माण किया जाता है, और विनिर्देश। बुनियादी आवश्यकताएं: पाइप पर प्रमाण पत्र, पाइप दीर्घवृत्तता की अनुपस्थिति, पाइप आकार की अनुपस्थिति, तकनीकी विनिर्देशों या गोस्ट में निर्दिष्ट आवश्यकताओं के साथ पाइप धातु के रासायनिक संरचना और यांत्रिक गुणों का अनुपालन।
वेल्डिंग के लिए पाइप के जोड़ों की तैयारी में, पाइप के विमान की लंबवतता को उसके धुरी में काटने की जांच की जाती है, किनारे के किनारे का कोण और सुस्तता की परिमाण। सीम प्रकटीकरण कोण 60-70 डिग्री होना चाहिए, और अवकाश की परिमाण 2-2.5 मिमी (चित्र 124) है। चैंपर्स को यांत्रिक विधि, गैस तेज या अन्य विधियों द्वारा पाइप के सिरों से हटा दिया जाता है जो आवश्यक आकार, आयाम और उपचारित किनारों की गुणवत्ता प्रदान करते हैं।

अंजीर। 124. दीवार मोटाई 8-12 मिमी के साथ वेल्डिंग के लिए पाइप किनारों की तैयारी
कॉइल पाइप की दीवारों की मोटाई और उनके किनारों के विस्थापन में अंतर दीवार की मोटाई के 10% से अधिक नहीं होना चाहिए, लेकिन 3 मिमी से अधिक नहीं होना चाहिए। जब पाइप डॉकिंग करते हैं, तो जुगल किए गए तत्वों के जुड़े किनारों के बीच एक समान अंतर 2-3 मिमी है।
जाम पाइप के किनारे को इकट्ठा करने से पहले, साथ ही 15-20 मिमी की लंबाई पर उनके आसन्न आंतरिक और बाहरी सतहों को तेल, पैमाने, जंग और गंदगी से शुद्ध किया जाता है।
वेग जो वेल्ड का एक अभिन्न हिस्सा हैं, वही वेल्डर करते हैं जो एक ही इलेक्ट्रोड का उपयोग करके जोड़ों को वेल्ड करेंगे। जब पाइप 300 मिमी तक व्यास के साथ वेल्डिंग होते हैं, तो टैग को चार स्थानों पर सर्कल के चारों ओर समान रूप से 3-4 मिमी और 50 मिमी लंबा होता है। 300 मिमी से अधिक व्यास वाले व्यास के साथ वेल्डिंग पाइप, टेप हर 250-300 मिमी पूरे संयुक्त सर्कल में समान रूप से होते हैं।
पाइपलाइन स्थापित करते समय, यह सुनिश्चित करने के लिए प्रयास करना आवश्यक है कि एक स्विस स्थिति में अधिक जंक्शन वेल्डेड हो जाएं। पाइप जिनकी दीवार मोटाई 12 मिमी है, तीन परतों में वेल्डेड है। पहली परत सीम की जड़ और किनारों के विश्वसनीय संलयन में एक स्थानीय प्रांत बनाता है। ऐसा करने के लिए, यह आवश्यक है कि फ़िल्टर की गई धातु पाइप के अंदर एक संकीर्ण धागा रोलर 1-1.5 मिमी की ऊंचाई के साथ बनाई गई, समान रूप से पूरे सर्कल में वितरण। Icicles और ग्राफ के बिना एक प्रदाता प्राप्त करने के लिए, इलेक्ट्रोड के आंदोलन को एक वेल्डिंग स्नान पर एक गैर-खोने वाले इलेक्ट्रोड देरी के साथ पारस्परिक होना चाहिए, किनारों के बीच एक मामूली ट्रांसवर्स ऑसीलेशन और कोणीय कोण के शीर्ष पर एक छोटे छेद के गठन किनारों की। छेद को आर्क द्वारा मुख्य धातु के प्रचार के परिणामस्वरूप प्राप्त किया जाता है। इसका आकार पाइप के बीच 1-2 मिमी सेट अंतर से अधिक नहीं होना चाहिए।
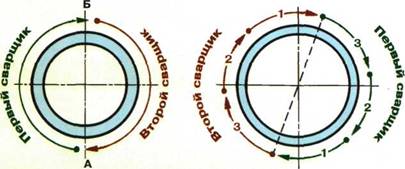
वेल्डिंग स्विवेल जोड़ों। 3-4 मिमी ऊंचाई की पहली परत 2, 3 और 4 मिमी के व्यास वाले इलेक्ट्रोड के साथ वेल्डेड होती है, दूसरी परत को बड़े व्यास इलेक्ट्रोड के साथ फिल्माया जाता है और वर्तमान में वृद्धि होती है। पहले दो परतों को निम्नलिखित तरीकों में से एक में किया जा सकता है।
1. मजाक चार वर्गों में बांटा गया है। प्रारंभ में, अनुभाग 1-2 वेल्डेड होते हैं, जिसके बाद पाइप 180 डिग्री घुमाया जाता है और अनुभाग 3 और 4 पक रहे हैं (चित्र 125)। पाइप को तब 90 डिग्री और वेल्डेड सेक्शन 5 और 6 द्वारा घुमाया जाता है, फिर पाइप 180º और वेल्ड सेक्शन 7 और 8 घुमाएं।

अंजीर। 125. पाइप संयुक्त वेल्डिंग सर्किट:
2. मजाक चार वर्गों में बांटा गया है। पहले वेल्ड 1 और 2, फिर पाइप 90 डिग्री घुमाएं और अनुभाग 3 और 4 वेल्डेड (चित्र 126) हैं। पहली परत के वेल्डिंग के बाद, पाइप 90 डिग्री द्वारा घुमाया जाता है और अनुभाग 5 और 6 वेल्डेड होते हैं, फिर पाइप 90 डिग्री होती है और अनुभाग 7 और 8 वेल्डेड होते हैं।

अंजीर। 126. दूसरी विधि पर पाइप के संयुक्त की योजना
3. संयुक्त को कई वर्गों में विभाजित किया गया है (जब 500 मिमी से अधिक व्यास वाले वेल्डिंग पाइप), वेल्डिंग व्यक्तिगत वर्गों (चित्र 127) में पीछे हटने-चरण का नेतृत्व करती है। प्रत्येक सीम धारा (1-8) की लंबाई 150300 मिमी है और पाइप के व्यास पर निर्भर करती है।

अंजीर। 127. बड़े व्यास पाइप के संयुक्त के वेल्डिंग की योजना:
ए - पहली परत, बी - दूसरी परत
ऊपर चर्चा की गई सभी विधियों में तीसरी परत एक दिशा में लागू होती है जब पाइप घुमाया जाता है। 200 मिमी तक व्यास के साथ पाइप पर, आप जोड़ों को जोड़ों को विभाजित नहीं कर सकते हैं और वेल्डिंग प्रक्रिया में पाइप को चालू करने के साथ एक ठोस सीम के साथ इसे वेल्ड कर सकते हैं (चित्र 128)। दूसरी और तीसरी परत पहले पहली बार की जाती हैं, लेकिन विपरीत दिशाओं में। सभी मामलों में, पिछले 10-15 मिमी की अतिरिक्त ओवरलैपिंग आवश्यक है।
अंजीर। 128. छोटे व्यास ट्यूब संयुक्त
गैर-मोड़ जंक्शनों का वेल्डिंग। 12 मिमी तक दीवार की मोटाई के साथ पाइप के गैर-मोड़ जोड़ों को तीन परतों में वेल्डेड किया जाता है, प्रत्येक परत की ऊंचाई 4 मिमी से अधिक नहीं होनी चाहिए, और रोलर की चौड़ाई इलेक्ट्रोड के दो-तीन व्यास के बराबर होनी चाहिए।
300 मिमी से अधिक व्यास वाले पाइप के जोड़ों को रिवर्स चरण के तरीके से वेल्डेड किया जाता है, प्रत्येक खंड की लंबाई 150-300 मिमी होनी चाहिए, उनके ओवरले का क्रम अंजीर में दिखाया गया है। 129।

अंजीर। 12 9. परतों की परतों की योजना जब 400 मिमी तक व्यास पाइप के गैर-मोड़ के जोड़ों के वेल्डिंग (परतों के साथ वेल्डिंग अनुभागों की संख्या दिखाए जाते हैं, और तीर - वेल्डिंग की दिशा)
पहली परत तब बनती है जब इलेक्ट्रोड को वेल्डिंग स्नान पर एक चाप देरी के साथ पारित किया जाता है। वर्तमान 140-170 ए पर सेट है, जो आपको संयुक्त के किनारे पर 1-1.5 मिमी की ऊंचाई के साथ एक संकीर्ण धागा रोलर बनाने के लिए संयुक्त के किनारे का भुगतान करने की अनुमति देता है। साथ ही, पिघला हुआ धातु और वेल्डिंग के बड़े छिद्र वेल्डेड किनारों पर किए जाने चाहिए और वेल्डिंग बिना जलन के बनाई जानी चाहिए। इस चाप के लिए छोटा होना चाहिए। स्नान से चाप खोलना, इसे 1-2 मिमी से अधिक से हटाना असंभव है। शुरुआत का ओवरलैप और आसन्न परत के अंत 20-25 मिमी होना चाहिए।
दूसरी परत वेल्डिंग के लिए मोड पहली परत वेल्डिंग के लिए समान है। दूसरी परत के वेल्डिंग के दौरान इलेक्ट्रोड में एक किनारे के किनारे से दूसरे किनारे के किनारे तक ट्रांसवर्स ऑसीलेशन होना चाहिए।
जब वेल्डिंग, प्रत्येक परत की सतह अवतल हो सकती है (चित्र 130, ए) या थोड़ा उत्तल (चित्र 130, बी), सीम की अत्यधिक उत्तलता, विशेष रूप से जब छत वेल्डिंग (चित्र 130, सी), निस्संदेह का कारण हो सकता है।

अंजीर। 130. रूट सीम की सतह:
और - अवतल, 6 - थोड़ा उत्तल, बी बहुत उत्तल है (तीर ब्याज के संभावित स्थानों को इंगित करता है)
अंतिम परत की अंतिम परत को बनाए रखने की दिशा में वेल्डिंग क्षेत्र के अवलोकन को सुविधाजनक बनाने के लिए, किनारों के क्षेत्र में लागू होते हैं ताकि इसकी सतह किनारों (चित्र 131) के किनारों के नीचे 1-1.5 मिमी हो। बाद की परत 2-3 मिमी की ऊंचाई और किनारे काटने की चौड़ाई की तुलना में 2-3 मिमी की चौड़ाई के साथ की जाती है; यह वेल्ड धातु से मुख्य रूप से एक चिकनी संक्रमण होना चाहिए।

अंजीर। 131. एज कटिंग सर्किट
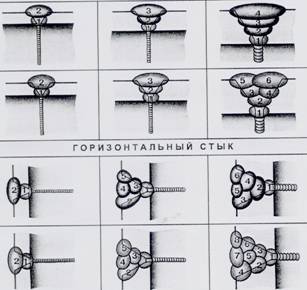
वेल्डिंग क्षैतिज जंक्शन। पाइप के क्षैतिज जोड़ों को इकट्ठा करते समय, निचले पाइप के किनारों को पूरी तरह से हटाने की कोई आवश्यकता नहीं है, यह 10-15 डिग्री के कोण पर इसे प्रकट करने के लिए पर्याप्त है, जो इसकी गुणवत्ता को बदले बिना वेल्डिंग प्रक्रिया में सुधार करता है (चित्र 132) , ए)। नीचे ट्यूब पर अदृश्य पाइपलाइनों को इकट्ठा करते समय, कक्ष को बिल्कुल हटाया नहीं जाता है (चित्र 132, बी)।

अंजीर। 132. जिम्मेदार (ए) और अपरिमेय (बी) पाइपलाइनों और उनके वेल्डिंग (बी) के क्षैतिज जोड़ों के किनारों का आरेख काटना, परतों की संख्या इंगित की जाती है।
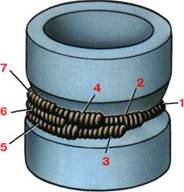
क्षैतिज जोड़ों की सबसे अच्छी वेल्डिंग विधि छोटे क्रॉस-सेक्शन रोलर्स का वेल्डिंग है। पहला रोलर सीम के शीर्ष में लगाया जाता है (चित्र 132, ग) इलेक्ट्रोड के साथ 4 मिमी (160-190 ए के वर्तमान में) के व्यास के साथ इलेक्ट्रोड के साथ इलेक्ट्रोड के साथ अनिवार्य गठन के साथ इलेक्ट्रोड के एक पारस्परिक आंदोलन के साथ लगाया जाता है 1-1.5 मिमी की ऊंचाई के साथ संकीर्ण धागे रोलर के संयुक्त। पहले रोलर (परत) के बाद, यह अपनी सतह से साफ हो जाता है, दूसरा रोलर अतिरंजित होता है ताकि यह पहले इलेक्ट्रोड के एक पारस्परिक आंदोलन और निचले किनारे के किनारे से ऊपरी हिस्से तक ऊपरी हिस्से में ओवरलैप हो जाए। बढ़त। वेल्डिंग को पहली परत (रोलर) के वेल्डिंग के समान दिशा में किया जाता है, फिर वर्तमान 250-300 ए तक बढ़ जाता है और तीसरे रोलर को इलेक्ट्रोड के साथ 5 मिमी व्यास के साथ वेल्ड करता है, जो वेल्डिंग प्रदर्शन को बढ़ाता है। तीसरे रोलर को पहले विपरीत दिशा में लगाया जाता है, इसे दूसरे रोलर की चौड़ाई का 70% ओवरलैप करना चाहिए। चौथा रोलर एक ही दिशा में रखा गया है, लेकिन वे तीसरे रोलर और ऊपरी किनारे के बीच अवकाश में हैं।
तीन परतों में पाइप के जोड़ के वेल्डिंग के साथ, तीसरी परत से शुरू प्रत्येक बाद के पिछले एक की तुलना में विपरीत दिशा में किया जाता है। 200 मिमी तक व्यास वाले पाइप ठोस सीमों के साथ वेल्डेड होते हैं, और 200 मिमी से अधिक व्यास एक रिवर्स चरण विधि है।
प्रिय आगंतुक, आप लेख "वेल्डिंग पाइप" पढ़ते हैं, जो "मैनुअल आर्क वेल्डिंग" श्रेणी में प्रकाशित होता है। यदि आप इस लेख को पसंद करते हैं या उपयोगी करते हैं, तो कृपया अपने दोस्तों और परिचितों के साथ साझा करें।
अपने ज्ञान पर कमाएँ। सवालों के जवाब दें और इसके लिए पैसे प्राप्त करें!
11 फरवरी, 2012 | दृश्य: 48851 |
सरणी (\u003d\u003e [~ टैग] \u003d\u003e \u003d\u003e 4050 9 [~ आईडी] \u003d\u003e 4050 9 \u003d\u003e पाइपलाइन वेल्डिंग प्रौद्योगिकी [~ नाम] \u003d\u003e पाइपलाइन वेल्डिंग तकनीक \u003d\u003e 1 [~ iblock_id] \u003d\u003e 1 \u003d\u003e 115 [~ iblock_section_id ] \u003d\u003e 115 \u003d\u003e
पाइपलाइनों का वर्गीकरण
मत्स्य पालन पाइपलाइन
मुख्य पाइपलाइन
जल आपूर्ति और सीवेज
पाइपलाइनों के वेल्डिंग तरीके
तालिका एक
पाइप के लिए आवश्यकताएँ
सीआईएस पाइप में गोस्ट 8731 के अनुसार उपयोग किया जाता है ... गोस्ट 8734 समूह बी, साथ ही साथ प्रासंगिक तकनीकी और आर्थिक औचित्य के साथ - गोस्ट 9567 के अनुसार; स्टील इलेक्ट्रिक वेल्ड पाइप - एक सशर्त व्यास (डीएफ) के साथ 800 मिमी समावेशी पाइप के लिए गोस्ट 20295 के अनुसार। पाइप डु के लिए\u003e
पाइप असेंबली आवश्यकताएं
पूर्वतापन
तालिका 2
(° C) tp.p \u003d 1440 RCM - 392।
टेबल तीन।
[~ Detail_text] \u003d\u003e
पाइपलाइनों का वर्गीकरण
पाइपलाइन के कार्यात्मक उद्देश्य के आधार पर, इसमें विभाजित:
मत्स्य पालन पाइपलाइन
मुख्य पाइपलाइन
पाइपलाइन जोड़े I गर्म पानी
तकनीकी पाइपलाइन
गैस आपूर्ति पाइपलाइन (वितरण)
जल आपूर्ति और सीवेज
पाइप के निर्माण के लिए उपयोग किए जाने वाले स्टील में महत्वपूर्ण मात्रा और विभिन्न उद्देश्यों की पाइपलाइनों के निर्माण के निर्माण के लिए 500 एमपीए तक की उपज शक्ति के साथ कम कार्बन और कम मिश्र धातु इस्पात द्वारा कब्जा किया जाता है।
चूंकि विभिन्न उद्देश्यों की पाइपलाइनों के निर्माण के दौरान संकेतित स्टील्स से पाइप वेल्डिंग की तकनीकी प्रक्रियाएं लगभग एक-दूसरे से काफी भिन्न होती हैं, और शासी नियामक और तकनीकी दस्तावेज केवल किनारों, असेंबली, गुणवत्ता की तैयारी के लिए आवश्यकताओं में मतभेदों पर लागू होते हैं वेल्डेड जोड़ों और भविष्य में ताकत और मजबूती और मजबूती के लिए परीक्षण, हम पाइपलाइनों के मुख्य और वितरण (गैस आपूर्ति पाइपलाइनों) के उदाहरण पर विनिर्माण प्रक्रिया के सामान्य प्रावधानों पर विचार करेंगे।
पाइपलाइनों के वेल्डिंग तरीके
वेल्डिंग पाइपलाइनों के लिए विधियों को थर्मल, थर्मोमेकेनिकल और मैकेनिकल के रूप में वर्गीकृत किया जाता है। थर्मल विधियों में सभी प्रकार के पिघलने वेल्डिंग (आर्क, गैस, प्लाज्मा, इलेक्ट्रॉन-बीम, लेजर इत्यादि वेल्डिंग के प्रकार शामिल हैं। थर्मोमेकेनिकल क्लास में बूचर संपर्क वेल्डिंग, चुंबकीय रूप से नियंत्रित चाप का वेल्डिंग शामिल है। यांत्रिक तरीकों के लिए घर्षण और विस्फोट शामिल हैं वेल्डिंग।
ऊर्जा वाहक (चाप, गैस, प्लाज्मा, लेजर, आदि) के प्रकार से वेल्डिंग पाइपलाइनों के लिए विधियां हैं; यौगिक के गठन की शर्तों के तहत (वेल्ड के मुक्त या मजबूर गठन); वेल्डिंग क्षेत्र की रक्षा करने की विधि (प्रवाह के तहत, सुरक्षात्मक गैसों में, स्व-सुरक्षा इलेक्ट्रोड तार आदि का उपयोग करके); प्रक्रिया के मशीनीकरण और स्वचालन की डिग्री के अनुसार (मैनुअल, मशीनीकृत, स्वचालित और रोबोटिक)।
मुख्य पाइपलाइनों के वेल्डिंग के लिए, सबसे बड़ा वितरण प्राप्त हुआ आर्क विधियों वेल्डिंग। राजमार्गों पर सभी जोड़ों में से 60% से अधिक प्रवाह प्रवाह के तहत स्वचालित आर्क वेल्डिंग द्वारा वेल्डेड होते हैं। फ्लक्स के नीचे आर्क वेल्डिंग केवल उन मामलों में प्रयोग किया जाता है जहां संयुक्त घुमाने की क्षमता होती है। प्रवाह के नीचे पाइपलाइनों का वेल्डिंग मुख्य रूप से 21 9 के व्यास के साथ दो और तीन-पाइप वर्गों के निर्माण में उपयोग की जाती है ... 1420 मिमी। जब मशीनीकृत तरीकों का उपयोग असंभव है, मैनुअल आर्क वेल्डिंग का उपयोग किया जाता है।
मैनुअल आर्क वेल्डिंग जंक्शन की विभिन्न स्थानिक स्थितियों के साथ किया जाता है - निचला, लंबवत और छत। वेल्डिंग की प्रक्रिया में, 8 की गति से जंक्शन परिधि के चारों ओर इलेक्ट्रोड को मैन्युअल रूप से स्थानांतरित करें ... 20 मीटर / घंटा।
सुरक्षात्मक गैस वेल्डिंग की किस्मों की विशेषता है: सुरक्षात्मक गैस के प्रकार के अनुसार - निष्क्रिय गैसों (आर्गन, हीलियम, उनके मिश्रण) में वेल्डिंग, सक्रिय गैसों (सीओ 2, नाइट्रोजन, हाइड्रोजन) में, वीलिंग निष्क्रिय और सक्रिय गैसों (एजी +) में वेल्डिंग सीओ 2; एजी + सीओ 2 + ओ 2); इलेक्ट्रोड के प्रकार - पिघलने और असंबद्ध (टंगस्टन) इलेक्ट्रोड; मशीनीकरण, मैनुअल, मशीनीकृत और स्वचालित वेल्डिंग की डिग्री के अनुसार। सुरक्षात्मक गैसों में आर्क वेल्डिंग विभिन्न स्थानिक पदों में पाइपलाइन द्वारा वेल्डिंग के लिए प्रयोग किया जाता है। मैनुअल वेल्डिंग की गति 8 ... 30 मीटर / घंटा, मशीनीकृत और स्वचालित 20 ... 60 मीटर / घंटा। पाइपलाइन द्वारा वेल्डिंग के लिए, एक मजबूर सीम गठन के साथ पाउडर तार के साथ मशीनीकृत वेल्डिंग की विधि का उपयोग किया जाता है, जिसमें सुरक्षा कार्यों को पाउडर घटकों द्वारा किया जाता है जो तार खोल को भरते हैं। चूंकि वेल्डिंग स्नान क्रिस्टलाइज्ड होता है, बाहरी बनाने वाला डिवाइस और वेल्डिंग हेड को जंक्शन परिधि के साथ नीचे से 10 की रफ्तार से बढ़ जाती है ... 20 मीटर / घंटा। एक पाइपलाइन के साथ लेजर वेल्डिंग, जिसमें ऊर्जा वाहक द्वारा एक लेजर बीम परोसा जाता है। लेजर वेल्डिंग की गति 300 मीटर / घंटा तक है।
निरंतर पिघलने के साथ संपर्क वेल्डिंग को जोड़ते समय, प्रक्रिया स्वचालित रूप से किसी दिए गए कार्यक्रम के अनुसार होती है। 1420 मिमी व्यास के साथ पाइप के एक जंक्शन की वेल्डिंग की अवधि 3 ... 4 मिनट है, पाइपलाइनों के निर्माण के दौरान एक संयुक्त के वेल्डिंग चक्र -10 ... 15 मिनट।
चुंबकीय रूप से नियंत्रित आर्क (या आर्कॉन्टैक्ट वेल्डिंग) का स्वचालित वेल्डिंग किनारों को गर्म करके बट संपर्क वेल्डिंग से अलग है। आर्कॉन्टैक्ट वेल्डिंग में, हीटिंग को उच्च गति से कॉइल पाइप के किनारों के साथ चुंबकीय क्षेत्र घूर्णन एक चाप द्वारा किया जाता है। इस वेल्डिंग विधि का उपयोग छोटी पाइपलाइन (114 मिमी तक) व्यास बनाने के लिए किया जाता है।
विनियामक दस्तावेज मुख्य और वितरण पाइपलाइनों के निर्माण में उपयोग किया जाता है
असेंबली के कार्यान्वयन के नियमों को विनियमित करने वाला मुख्य नियामक दस्तावेज वेल्डिंग काम सीआईएस में पाइपलाइनों के निर्माण के दौरान, "निर्माण मानकों और नियम" जिसके आधार पर "वेल्डिंग कार्यों के उत्पादन के लिए समेकित नियम और वेल्डेड जोड़ों के गुणवत्ता नियंत्रण" एसपी 105-34-96, साथ ही साथ स्निप भी विकसित किए गए थे 3.05.02.88 "गैस आपूर्ति पाइपलाइन"। ये दस्तावेज वेल्डर के योग्य परीक्षणों और सहिष्णुता के नियंत्रण, वेल्डिंग के लिए नियमों की तैयारी के लिए नियम, संपादन की शर्तों, मरम्मत और पाइप की अस्वीकृति, असेंबली प्रक्रिया विभिन्न पाइप एक दूसरे के साथ और साथ पाइप फिटिंगट्रैक पर काम करते समय वेल्डिंग और मौसम की स्थिति के तरीके निर्धारित किए जाते हैं, नियामक दस्तावेज अनुशंसित वेल्डिंग सामग्री के उपयोग को नियंत्रित करते हैं, साथ ही वेल्डेड पाइपलाइन यौगिकों, उनके दूत और मरम्मत के लिए शर्तों को नियंत्रित करने के लिए मानदंड और नियम।
इन स्निप्स के मुख्य प्रावधानों के विकास में, वेल्डिंग पाइपलाइनों के लिए तकनीकी निर्देश विकसित किए गए (वीएनआई 066-89 और एलबीएन ए .3.1. -66-3-96 और पाइपलाइनों के वेल्डेड जोड़ों को नियंत्रित करने की विधि (वीएन 012-88) । ये निर्देश: प्रौद्योगिकी हस्तनिर्मित के मुख्य प्रावधान और पाइप के अंगूठी के जोड़ों के स्वचालित आर्क वेल्डिंग के साथ, साथ ही साथ पाइप के साथ पाइप और 14 से 1420 मिमी के व्यास के साथ ट्रंक और वितरण पाइपलाइनों के वितरण सुदृढीकरण के साथ पाइप 7 से 26 मिमी की दीवार, 7.5 एमपीए से अधिक दबाव के लिए डिज़ाइन की गई; वेल्डेड जोड़ों और उनकी मरम्मत का नियंत्रण; सुरक्षा और उत्पादन स्वच्छता। इन निर्देशों के अनुसार, इसे 5 9 0 एमपीए समावेशी के साथ नियामक समय प्रतिरोध के साथ स्टील्स से पाइपों को वेल्ड करने की अनुमति है । निर्देश मैनुअल आर्क वेल्डिंग तकनीकों का उपयोग करके पाइपलाइन वेल्डिंग की तकनीकी विशेषताओं को प्रस्तुत करते हैं, फ्लक्स के तहत स्वचालित वेल्डिंग, सुरक्षात्मक गैसों में स्वचालित वेल्डिंग में स्वचालित वेल्डिंग और जबरदस्त सीम गठन के साथ पाउडर तार। निर्देश वेल्डिंग विशेष उद्देश्य पाइपलाइनों (अमोनिया, ईथिलीन, इथेनॉल, कार्बन डाइऑक्साइड, आदि) के साथ-साथ संक्षारक सक्रिय उत्पादों के लिए पाइपलाइनों के लिए लागू नहीं होते हैं।
विदेशों में पाइपलाइनों के निर्माण के दौरान राष्ट्रीय और अंतरराष्ट्रीय मानकों (तालिका 1) द्वारा निर्देशित किया जाता है, जिनमें से एआरआई 1104, एआरआई 5 डी और सीएस 4515 सबसे बड़ी लोकप्रियता का उपयोग करते हैं। एक नियम के रूप में, पाइपलाइन वेल्डेड कनेक्शन की गुणवत्ता को नियंत्रित करते समय, द्वारा निर्देशित किया जाता है अंतर्राष्ट्रीय मानक आईएसओ 8517 और यूरोपीय मानक एन 25817।
तालिका एक
पाइप के लिए आवश्यकताएँ
ट्रंक और वितरण गैस पाइपलाइनों के निर्माण के लिए, स्टील निर्बाध इलेक्ट्रिक वेल्डेड स्ट्रॉबेरी और सर्पिलशॉट्स का उपयोग किया जाता है। 1020 मिमी तक के व्यास वाले पाइप शांत और अर्ध-चमकदार कम मिश्र धातु स्टील्स, 1420 मिमी तक व्यास के साथ पाइप होते हैं - कम मिश्रित स्टील्स से थर्मल में सुधारित या थर्मोमैकेनिकल कठोर राज्य में। केवल वितरण गैस पाइपलाइनों के लिए कम दबाव (0.005 एमपीए तक) इसे उबलते कम कार्बन स्टील्स से पाइप का उपयोग करने की अनुमति है।
सीआईएस पाइप में गोस्ट 8731 के अनुसार उपयोग किया जाता है ... गोस्ट 8734 समूह बी, साथ ही साथ प्रासंगिक तकनीकी और आर्थिक औचित्य के साथ - गोस्ट 9567 के अनुसार; स्टील इलेक्ट्रिक वेल्ड पाइप - एक सशर्त व्यास (डीएफ) के साथ 800 मिमी समावेशी पाइप के लिए गोस्ट 20295 के अनुसार। पाइप डु\u003e 800 मिमी के लिए, विशेष तकनीकी स्थितियां विकसित की जाती हैं जिनमें नीचे निर्धारित आवश्यकताओं को शामिल किया जाना चाहिए।
तैयार पाइपों को चिह्नित किया गया है, पाइप के सिरों में से एक से 250-500 मिमी की दूरी पर टिकटों (ठंडा मुद्रांकन) को चिह्नित किया गया है: निम्नलिखित डेटा: एक ट्रेडमार्क या निर्माता का नाम; स्टील या इसके सशर्त पदनाम का ब्रांड; पाइप संख्या; तकनीकी नियंत्रण का टिकट; उत्पादन का वर्ष। चिपकने की साजिश स्पष्ट रूप से वितरित पेंट है। इसके अलावा, इसके व्यास और दीवार की मोटाई पाइप अपरिहार्य पेंट पर इंगित करती है।
आयात पाइप मुख्य रूप से अमेरिकी तेल संस्थान (एआरआई) के मानकों के अनुसार निर्मित और आपूर्ति की जाती है, जैसे: एआईआई -5 I (निर्बाध और सीधे पाइप), एआई -513 (विभिन्न पाइपलाइनों के लिए सर्पिल पाइप) एआई -51 एक्स (के लिए पाइप) उच्च दबाव पाइपलाइन)।
इन मानकों के अनुसार, पाइप स्टील उपज शक्ति पर समूहों में संयुक्त है। 1 वर्ग मीटर प्रति हजारों पाउंड में एक ही उपज शक्ति मूल्यों के साथ स्टील्स के प्रत्येक समूह एम। एम। इन मानकों के मुताबिक, स्टील्स के समूह हैं: एक्स -42, एक्स -46, एक्स -52, एक्स -56, एक्स -60, एक्स -65, एक्स -70 414 से 565 एमपीए से विनाश के समय प्रतिरोध के साथ। यांत्रिक गुणों के अलावा एआरआई मानक विनिर्माण पाइप, स्टील की रासायनिक संरचना, आकार, द्रव्यमान और पाइप की लंबाई, दबाव की प्रक्रिया को नियंत्रित करता है हाइड्रोलिक परीक्षण निर्माण की प्रक्रिया में, गैर विनाशकारी परीक्षण विधियों का उपयोग पाइप मरम्मत की स्थिति आदि के निर्माण में किया जाता है। एआरआई मानक के अनुसार पाइप के पद में पाइप के पाइप के नाम शामिल हैं, एआरआई के मोनोग्राम (ट्रेडमार्क अर्थ है कि यह पाइप एआरआई की आवश्यकताओं के अनुसार किया जाता है), इंच में पाइप का आकार , पाउंड में पाइप के एक फीट का द्रव्यमान, स्टील की पदनाम वर्ग और निर्माण के प्रकार (एस -बेस्ट, ई - वेल्डेड गंदगी पाइप, एसडब्ल्यू - सर्पिल पाइप्स, पी - पाइप अनुदैर्ध्य सीम के साथ, विधियों को दबाकर वेल्डेड) , इस्पात का पदनाम प्रकार (ई-स्टील इलेक्ट्रिक होलो में छिड़काव, एम - उच्च शक्ति कम-मिश्र धातु इस्पात), लक्षण प्रजाति (एनएम -नॉर्मलिज़ेशन या सामान्यीकरण और छुट्टी, नहीं - सख्त और छुट्टी, एनएस-हाई अवकाश)। अंकन अविश्वसनीय पेंट द्वारा किया जाता है। मुख्य पाइपलाइनों के लिए पाइप उपज शक्ति के अनुपात के साथ उपज शक्ति के अनुपात के साथ बने होते हैं जो अधिक नहीं होते हैं: 0.75 - कम कार्बन स्टील्स के लिए; 0.8 - कम मिश्रित सामान्यीकृत स्टील्स के लिए; 0.85 - फैलाव-कठोरता के लिए सामान्यीकृत और थर्मलली बेहतर स्टील्स; 0.9 - नियंत्रित रोलिंग के स्टील्स के लिए।
वेल्डिंग के लिए पाइप किनारों की तैयारी
वेल्डिंग और स्थापना कार्य शुरू करने से पहले, यह सुनिश्चित करना आवश्यक है कि पाइप और पाइपलाइनों का उपयोग गुणवत्ता प्रमाण पत्र हैं और परियोजना का पालन करते हैं, उनकी आपूर्ति के लिए तकनीकी स्थितियां। पाइप और विवरणों को प्रासंगिक मानकों की आवश्यकताओं के अनुसार इनपुट नियंत्रण पास करना होगा तकनीकी स्थितियां पाइप पर।
पाइप और कनेक्टिंग भागों के सिरों को लागू वेल्डिंग प्रक्रियाओं के अनुरूप बेवल किनारों के आकार और आयामों में होना चाहिए। उनकी विसंगतियों के साथ, ट्रैक में किनारों की यांत्रिक प्रसंस्करण की अनुमति है। छोटे व्यास पाइप (520 मिमी तक) के लिए, ट्रेल्स, हिस्सों, पाइप कटर और grinders का उपयोग करना संभव है। कक्षीय मिलिंग मशीनों, हाइड्रोब्रासिव काटने और पीसने वाली मशीनों का उपयोग बड़े व्यास के लिए किया जाता है। कुछ मामलों में, जब कॉइल्स या प्रदर्शन करने वाले कॉइल्स डाले जाते हैं, किनारों की तैयारी के लिए थर्मल विधियों का उपयोग, जैसे कि:
ए) गैस ऑक्सीजन 0.1 की गहराई तक घर्षण सर्कल द्वारा बाद के यांत्रिक स्ट्रिपिंग किनारों के साथ काटने काटना ..0.2 मिमी;
बी) बाद की मशीनिंग के साथ 1 मिमी की गहराई तक हवा-प्लाज्मा काटने - नाइट्रोजन के साथ किनारे की संतृप्ति के कारण (प्लाज्मा बनाने वाली गैस के रूप में आर्गन का उपयोग करते समय, यांत्रिक प्रसंस्करण की आवश्यकता नहीं है); सी) हवा-चाप 0.5 मिमी (किनारों का शीर्षक) की गहराई के बाद एक बाद में लेटने के साथ काटने;
डी) एएनआर -2 एम, एएनआर -3 या ओके 221.03 के विशेष इलेक्ट्रोड के साथ एक रिफ्ट और काटने, जिसके बाद यांत्रिक प्रसंस्करण की आवश्यकता नहीं है।
पाइप को इकट्ठा करने से पहले, मिट्टी, गंदगी, बर्फ से पाइपों की आंतरिक गुहा को साफ करना आवश्यक है, और किनारे और पाइप की आंतरिक और बाहरी सतह और कनेक्टिंग भागों को चौड़ाई तक चौड़ाई तक साफ करना आवश्यक है कम से कम 10 मिमी।
ट्यूब के नजदीक बाहरी फैक्ट्री सीम को मजबूत करने के भूखंड वेल्डेबल होने के लिए, कम से कम 10 मिमी के अंत से दूरी पर लगभग 7.5 मिमी की ऊंचाई तक भरने की सिफारिश की जाती है।
सभी पाइप पौधों से ट्रैक पर आते हैं जिसमें लेपित इलेक्ट्रोड के साथ मैनुअल आर्क वेल्डिंग के लिए इच्छित किनारों के साथ। यह काटने (चित्र 1, ए) 25-30 डिग्री और सुस्त 1-2.6 मिमी के किनारों के बेवल के 4 एमएम से अधिक कोण की दीवार मोटाई के साथ किसी भी व्यास के पाइप के लिए है। 16 मिमी की दीवार की मोटाई और एक बड़े व्यास के अधिक पाइप के साथ अंजीर के अनुसार संयुक्त अत्याधुनिक के साथ आपूर्ति की जा सकती है। 1, बी।
आकार दीवार की मोटाई पर निर्भर करता है और यह है:
7 मिमी - पाइप की दीवार की मोटाई के साथ 15 ... 1 9 मिमी
8 मिमी - पाइप की दीवार की मोटाई के साथ 1 9 ... 21,5 मिमी
10 मिमी - पाइप की दीवार की मोटाई के साथ 21.5 ... 26 मिमी।
अंजीर। 1. मैनुअल आर्क वेल्डिंग (ए, बी) के लिए पाइप के काटने के किनारों के प्रकार, सुरक्षात्मक गैसों (बी) के पर्यावरण में स्वचालित वेल्डिंग, प्रवाह (जी, डी, ई, जी) और फोर्ड गठन के साथ पाउडर तार के तहत स्वचालित वेल्डिंग ( ए, बी)।
पाइपलाइनों के लिए 1000 मिमी और अधिग्रहण के लिए जब उपकरण रूट सीम के उपकरण को अंदर से प्रदान किया जाता है, तो अंजीर 1, बी में प्रस्तुत काटने की सिफारिश की जाती है। वितरण पाइपलाइनों के निर्माण के दौरान, 4 मिमी की दीवार की मोटाई के साथ किनारों को काटने के बिना पाइपों का मैनुअल आर्क वेल्डिंग की अनुमति है। इसके अलावा, 152 मिमी तक व्यास वाले पाइपलाइनों के लिए, इसका उपयोग करना संभव है गैस वेल्डिंग (किनारों को काटने के बिना - 3 मिमी तक, और किनारों के एक तरफा बेवल - 5 मिमी तक)।
अतिरिक्त एज प्रसंस्करण के बिना ट्रैक पर अंतर पाइप का कनेक्शन की अनुमति है:
दीवार की मोटाई के लिए, 12.5 मिमी से अधिक नहीं, अगर मोटाई अंतर 2 मिमी से अधिक नहीं है;
12.5 मिमी से ऊपर की दीवारों की मोटाई के लिए, यदि मोटाई अंतर 3 मिमी से अधिक नहीं है। इस मामले में, चौंकाने वाले किनारों की अनुमति नहीं है।
दीवार मोटाई के बड़े अंतर के साथ बंद-बंद और वितरण मजबूती के साथ पाइप या पाइप का कनेक्शन, कारखाने के निर्माण के जैकेट तत्वों के जैकेट तत्वों के बीच आवेदन करके या मध्यवर्ती मोटाई पाइप से आवरण कम से कम 250 मिमी की लंबाई के साथ किया जाता है ।
यह एक मोटी पाइप या भाग (छवि 2, ए) की सतह के अंत तक निकट एक विशेष प्रसंस्करण के साथ 1.5 मोटाई तक विभिन्न तरीकों से पाइपलाइनों के साथ पाइप या पाइपों के साथ पाइप या पाइप के विभिन्न तरीकों से करने की अनुमति देता है। एकाधिक पाइपों के चक्स के वेल्डिंग की अनुमति नहीं है।
शट-ऑफ और वितरण सुदृढीकरण के साथ पाइपों का सीधा कनेक्शन इस स्थिति के तहत हल हो गया है यदि मजबूती की फिटनेस की मोटाई पाइप की दीवार की 1.5 मोटाई से अधिक नहीं है (चित्र 2, बी के अनुसार मजबूती पाइप की तैयारी के साथ )। यह तैयारी आपूर्तिकर्ता द्वारा लागू की जानी चाहिए।
अंजीर। 2. विभिन्न दीवार मोटाई के साथ ट्यूबों और भागों के वेल्डिंग के लिए तैयारी।
पाइप असेंबली आवश्यकताएं
पाइप के जोड़ों का निर्माण करना चाहिए:
पाइपलाइन की धुरी के संयुक्त के लिए लंबवत। लंबवतता से विचलन 2 मिमी से अधिक नहीं होना चाहिए;
अंतराल के परिधि के चारों ओर एकरूपता, जो प्रासंगिक मानकों और निर्देशों द्वारा नियंत्रित मूल्यों की सीमाओं के भीतर है;
यूनिवर्सल टेम्पलेट्स द्वारा दर्ज की गई किनारों की न्यूनतम संभव सीमा से अधिक नहीं अनुमेय मूल्य (ट्रंक पाइपलाइनों के लिए - 0.2 दीवार मोटाई, लेकिन 3 मिमी से अधिक नहीं, वितरण के लिए - (0.15 दीवार मोटाई + 0.5 मिमी);
कम से कम 100 मिमी की दूरी पर एक दूसरे के सापेक्ष अनुदैर्ध्य फैक्ट्री सीम का मिश्रण - 100 मिमी से अधिक के व्यास वाले 1/3 के व्यास के साथ पाइप के लिए पाइप के लिए - 100 मिमी से कम व्यास वाले पाइप के लिए। इन आवश्यकताओं को करने की तकनीकी असंभवता के मामले में, वेल्डिंग यौगिक की अतिरिक्त अल्ट्रासोनिक निगरानी संयुक्त के इस खंड पर निर्धारित की गई है।
बड़े व्यास के पाइप के निर्माण में, गोले से सिलेंडर आवास निम्नलिखित प्रकार की असेंबली और वेल्डिंग - "असेंबली और आवास खोल के वेल्डिंग" लागू करते हैं।
पूर्वतापन
प्रीहेटिंग सबसे महत्वपूर्ण तकनीकी संचालन में से एक है जो आपको थर्मल वेल्डिंग चक्र को समायोजित करने की अनुमति देता है। यह ज्ञात है कि वेल्डेड संयुक्त की संरचना और गुण मोटे तौर पर 800-500 डिग्री सेल्सियस (ऑस्टेनाइट के सबसे कम प्रतिरोध) की तापमान सीमा में धातु को ठंडा करने की गति से निर्धारित होते हैं। उच्च शीतलन दरों पर, मार्टेंसाइट-प्रकार हार्डवेयर संरचनाओं का गठन संभव है, जिसमें उच्च शक्ति और कम plasticity है, साथ ही ठंडी दरारें बनाने की प्रवृत्ति भी है। यह 0.43% और उससे अधिक के बराबर कार्बन के साथ कम मिश्रित स्टील्स के बारे में विशेष रूप से सच है। ये स्टील थर्मल चक्र की क्रिया, सांद्रता के लिए बहुत संवेदनशील हो गई, और थर्मल प्रभाव क्षेत्र उत्सर्जन के लिए प्रवण होता है। ये घटनाएं मैनुअल आर्क वेल्डिंग के साथ स्पष्ट रूप से प्रकट होती हैं, जब जीवीटी धातु की शीतलन दर 70 डिग्री सेल्सियस तक पहुंच सकती है। पाइप की दीवार की दी गई मोटाई के साथ, थर्मल प्रभाव क्षेत्र की शीतलन दर समायोजित करें Preheating के कनेक्टिंग किनारों के प्रारंभिक तापमान द्वारा बदला जा सकता है। यह विशेष रूप से महत्वपूर्ण है जब सेलूलोज़ कोटिंग इलेक्ट्रोड के साथ सीम की जड़ को वेल्डिंग किया जाता है, जब शीतलन दर अधिकतम सीम परतों के वेल्डिंग की तुलना में अधिकतम होती है, रोइंग वेल्डिंग ऊर्जा कम हो जाती है (ऐसे इलेक्ट्रोड द्वारा वेल्डिंग गति वेल्डिंग गति के साथ इलेक्ट्रोड की वेल्डिंग गति से दोगुनी होती है मुख्य कोटिंग) और वेल्ड धातु में प्रसार हाइड्रोजन की सामग्री में वृद्धि के लिए एक खाते के लिए ठंड दरारों की प्रवृत्ति और गठन में वृद्धि हुई। प्रारंभिक हीटिंग न केवल जीवीटी में सख्त संरचनाओं के गठन की संभावना को कम कर देता है, बल्कि वेल्ड धातु और निर्दिष्ट क्षेत्र से प्रसार हाइड्रोजन के सक्रिय निकासी के लिए स्थितियां भी बनाता है। बदले में, ठंड दरारों के गठन के खिलाफ वेल्डेड यौगिकों के प्रतिरोध को बढ़ाता है, खासतौर पर सेलूलोज़ कोटिंग के साथ इलेक्ट्रोड का उपयोग करते समय, जब सीम में हाइड्रोजन सामग्री वेल्ड धातु के प्रति 100 ग्राम 50 मिमी तक पहुंच सकती है।
प्रीहेटिंग का तापमान रासायनिक स्टेशन (कार्बन समतुल्य द्वारा), पाइप मशीनों की मोटाई, परिवेश तापमान और इलेक्ट्रोड कोटिंग के प्रकार के आधार पर चुना जाता है। ये पैरामीटर आमतौर पर प्रासंगिक मानकों और तकनीकी निर्देशों द्वारा शासित होते हैं। तो, उदाहरण के लिए, सीआईएस में वीएनसी 066-89 (तालिका 2) द्वारा निर्देशित किया जाता है। जब सेलूलोज़ कोटिंग के साथ इलेक्ट्रोड के साथ वेल्डिंग, preheating का तापमान 75 डिग्री सेल्सियस बढ़ जाता है।
तालिका 2
विदेश में, अक्सर, हीटिंग का चयन करते समय, फॉर्मूला इटो-बीसियो द्वारा निर्धारित वेल्डेड जोड़ों के क्रैक प्रतिरोध के संकेतक के साथ काम करते हैं:
कहां: [एन] - प्रसार हाइड्रोजन, एमएम / 100 ग्राम की सामग्री;
टी - वेल्ड प्लेट्स की मोटाई, मिमी। हीटिंग तापमान अनुभवजन्य सूत्र पर निर्धारित होता है:
(° C) tp.p \u003d 1440 RCM - 392।
प्रारंभिक और, यदि आवश्यक हो, तो साथ में हीटिंग हीटिंग उपकरणों (गैस या इलेक्ट्रिक) द्वारा किया जाना चाहिए, जो वेल्डेड संयुक्त के परिधि में धातु की एक समान हीटिंग प्रदान करता है। सीम से प्रत्येक दिशा में पाइप सुखाने क्षेत्र की चौड़ाई कम से कम 75 मिमी होनी चाहिए।
प्रारंभिक और संयोगजनक हीटिंग का तापमान जब पाइप (या भाग के साथ पाइप) विभिन्न स्टील ग्रेड, या विभिन्न दीवार मोटाई के साथ जुड़ा हुआ है, जिसे विभिन्न तापमान पर गरम किया जाना चाहिए, अधिकतम मूल्य पर सेट हैं।
मैनुअल आर्क वेल्डिंग प्रौद्योगिकी और तकनीक
मैनुअल आर्क वेल्डिंग के लिए पाइपलाइनों के निर्माण के दौरान लगभग 60% वेल्डिंग काम। यह धारा या व्यक्तिगत पाइपों का एक कनेक्शन निरंतर धागे में, प्राकृतिक के माध्यम से वेल्डिंग संक्रमण और कृत्रिम बाधाएं, स्टेलेम्स, वेल्डिंग कॉइल्स, क्रेन नॉट्स, नल, आदि का वेल्डिंग
मैनुअल आर्क वेल्डिंग की तकनीक मुख्य रूप से पाइप की सामग्री द्वारा वेल्डिंग होने के द्वारा निर्धारित की जाती है। स्टील स्टील और परिचालन स्थितियों के स्टील के आधार पर, वेल्डिंग सामग्री चुनी जाती है। इसके बाद, हम प्रौद्योगिकी और वेल्डिंग तकनीकों के साथ-साथ काम आयोजित करने के लिए एक योजना स्थापित करते हैं, जबकि पाइपलाइन निर्माण की एक निश्चित गति से निर्देशित करते हैं। दिए गए वेल्डिंग सामग्री के लिए, वेल्डिंग तकनीक व्यास और पाइप की दीवार की मोटाई पर निर्भर करती है।
ट्रंक और वितरण पाइपलाइनों के निर्माण में निर्विवाद नियम सीम में परतों की न्यूनतम संख्या के लिए आवश्यकता है। 6 मिमी और उससे कम की दीवार की मोटाई के साथ पाइप के लिए - 2 परतें, एक दीवार की मोटाई 6 मिमी से अधिक - 3 परतें।
सबसे जिम्मेदार सीम की मूल परत है। इसे विश्वसनीय रूप से कोयले पाइप के किनारों का भुगतान करना होगा और सीम की भीतरी सतह पर 1-3 मिमी के लाभ के साथ एक समान व्यस्त रोलर बनाना चाहिए। पाइप की दीवार की मोटाई के 10-15% तक की सीम रूट (मेनिस्कस) की क्षीणन के 50 मिमी (प्रत्येक 350 मिमी सीम के लिए) की लंबाई के साथ संयुक्त के अलग-अलग वर्गों में इसकी अनुमति है। रूट परत की बाहरी सतह चिकनी, बारीक होनी चाहिए, और काटने की साइड सतहों के साथ एक चिकनी जोड़ी होनी चाहिए। सीम की बाहरी सतह का इष्टतम आकार एक पीसने वाली मशीन के रूप में किया जा सकता है, और निर्देश की आवश्यकताओं के अनुसार एक वायवीय कलेक्टर।
जब सीम की जड़ के वेल्डिंग के बाद 1020 मिमी व्यास के साथ वेल्डिंग पाइप और अधिक के बाद, उन स्थानों में पाइप के अंदर से रूट परत का फायरा करने की अनुशंसा की जाती है जहां कोई जड़ आपूर्ति नहीं होती है, और जरूरी नहीं है जंक्शन परिधि की निचली तिमाही (अंदर से), यानी उस साजिश पर, जो सीम की जड़ के दौरान छत की स्थिति में किया गया था। बड़े व्यास के पाइप के स्विस जोड़ों की जड़ के मैनुअल वेल्डिंग के साथ, कैबिनेट को जंक्शन के पूरे परिधि में किया जाता है। होस्ट सीम एक रूट प्रदाता प्रदान करता है, इसमें एक छोटी तरफा सतह होनी चाहिए, बिना फ़ीड और अन्य दोषों के पाइप की भीतरी सतह के साथ आसानी से संभोग। वेल्डिंग सीम में वृद्धि कम से कम 1 और 3 मिमी से अधिक नहीं होनी चाहिए। चिपकने वाला मुख्य प्रकार के इलेक्ट्रोड द्वारा 3-4 मिमी व्यास के साथ किया जाता है।
सीम की परतों को भरने से एक दूसरे के साथ सुरक्षित रूप से पिघलाया जाता है और कुंडल पाइप के किनारों को रखा जाता है। प्रत्येक सीम परत के बाद, सीम की सतह को स्लैग से साफ करना आवश्यक है।
सीम का सामना करना एक चिकनी रूपरेखा और पाइप की सतह के साथ जोड़कर, काटने और अन्य दृश्य दोषों के बिना जोड़ी होती है। सीम की वृद्धि कम से कम 1 होनी चाहिए और 3 मिमी से अधिक नहीं होनी चाहिए। वेल्ड चौड़ाई प्रत्येक दिशा में 2-3 मिमी काटने की चौड़ाई को ओवरलैप करती है।
शिफ्ट के अंत में, वेल्ड पूरी तरह से वेल्डेड होना चाहिए। यह आवश्यकता इस तथ्य के कारण होती है कि दिन के दौरान पाइपलाइन परिवेश के तापमान में बदलावों के प्रभाव से गुजरती है, जो कि रात और रात में बदलते समय विशेष रूप से महत्वपूर्ण होती है - दिन के दौरान। तापमान को बदलना पाइप और वेल्डेड जोड़ों में घटनाओं का कारण बनता है जो बहुत अधिक हो सकते हैं।
यदि जंक्शन पूरी तरह से नहीं है, तो वोल्टेज की सीम के कमजोर क्रॉस सेक्शन में उपज शक्ति से अधिक हो सकता है और यहां तक \u200b\u200bकि सीम की धातु के विनाश के लिए समय प्रतिरोध भी हो सकता है और संयुक्त गिर जाएगी। यह स्थिति नकारात्मक हवा के तापमान पर विशेष रूप से खतरनाक होती है जब धातु की प्लास्टिकिटी कम हो जाती है।
अनुशंसित इलेक्ट्रोड के प्रकार के आधार पर, 3 सबसे आम वेल्डिंग योजनाएं हैं: एक मुख्य कोटिंग के साथ इलेक्ट्रोड का एक संयुक्त वेल्डिंग, एक गैस फँसाने वाले इलेक्ट्रोड का संयुक्त वेल्डिंग, एक सीम की जड़ की वेल्डिंग और इलेक्ट्रोड द्वारा एक गर्म मार्ग गैस रोपण प्रकार, और भरने और चेहरे की परतें - मुख्य कोटिंग के साथ इलेक्ट्रोड।
मुख्य कोटिंग के साथ वेल्डिंग इलेक्ट्रोड ट्रांसवर्स ऑसीलेशन के साथ नीचे से किया जाता है, जिसकी आयाम जंक्शन काटने की चौड़ाई पर निर्भर करता है। एक प्रवाह विच्छेदित वेल्डिंग विधि के साथ, प्रत्येक वेल्डर एक विशिष्ट सीम अनुभाग करता है, जिसकी स्थिति उसी संयुक्त पर एक साथ काम करने वाले वेल्डर की संख्या पर निर्भर करती है। बड़े व्यास पाइप पर, उनकी संख्या चार तक पहुंच सकती है। एक नियम के रूप में, यदि वेल्डर दो हैं, तो वे नादिर से नीचे से वेल्डिंग कर रहे हैं, और दिशा में परिधि को देखते हैं (डायल घड़ी द्वारा) 6-3-12 और 6-9-12। साथ ही, संयुक्त के छत के हिस्से में, लॉक को पाइप के निचले बिंदु से 50-60 मिमी स्थानांतरित किया जाना चाहिए। दो आसन्न परतों में, ताले को कम से कम 50-100 मिमी एक-दूसरे से सारित किया जाना चाहिए। यदि चार वेल्डर, तो पहली जोड़ी संयुक्त (डायल द्वारा) 6-3 और 6-9 द्वारा पकाया जाता है, और दूसरा भाप 3-12 और 9-12 है।
मुख्य लेपित इलेक्ट्रोड के साथ नीचे से ऊपर से वेल्डिंग के दौरान दो परतों को ओवरले करने के अनुक्रम का आरेख अंजीर में दिखाया गया है। 3, ए। सभी बाद की विषम परतें पहली परत के आरेख के अनुसार की जाती हैं, यहां तक \u200b\u200bकि दूसरी परत की योजना के अनुसार। रोमन संख्या व्यक्तिगत सीम वर्गों के वेल्डिंग का एक अनुक्रम दिखाती है। इस पर निर्भर स्थानिक स्थिति वेल्डिंग ने तालिका 3 में दिखाए गए वर्तमान मानों की सिफारिश की।
मुख्य प्रकार के साथ लेपित इलेक्ट्रोड का उपयोग करते समय, इलेक्ट्रोड ब्रांड के पाइपलाइन निर्माण के लिए केवल प्रमाणित किया जाना चाहिए।
टेबल तीन।
गैस रोपण प्रकार के इलेक्ट्रोड का उपयोग करते समय, सीम की जड़ का वेल्डिंग कंपन आंदोलनों के बिना ऊपर से नीचे तक किया जाता है, जो कोयलेड पाइप के किनारों पर इलेक्ट्रोड के अंत में निर्भर करता है। वेल्डिंग कम से कम 75V की बिजली आपूर्ति के स्ट्रोक पर रिवर्स या सीधी ध्रुवीयता के निरंतर प्रवाह द्वारा किया जाता है। 3.25 मिमी व्यास वाले इलेक्ट्रोड के साथ वेल्डिंग के दौरान वेल्डिंग प्रवाह के मूल्य 100-110 ए से अधिक नहीं होना चाहिए; शेष स्थिति में शेष और अर्ध-प्रेकिकल स्थिति 120-160 ए में 4 मिमी व्यास के साथ इलेक्ट्रोड के साथ वेल्डिंग, शेष पदों में 100-140 ए। वेल्डिंग की गति को 16-22 मीटर / घंटा की सीमा में बनाए रखा जाना चाहिए। वेल्डिंग प्रक्रिया में 40 से 9 0 डिग्री तक इलेक्ट्रोड के झुकाव के कोण को बदलना, वेल्डर एक क्रॉस-अत्याधुनिक के साथ प्रसंस्करण विंडो को संरक्षित करता है, जिसके माध्यम से यह किनारों के पिघलने को देखता है।
अवशिष्ट स्तर को कम करने के लिए वेल्डिंग तनाव में वेल्डेड संयुक्त एक गैर-मोड़ संयुक्त का परिधि सममित, व्याप्त रूप से विपरीत क्षेत्रों में विभाजित है और चित्र में दिखाए गए अनुक्रम में बहुआयामी वेल्डिंग किया जाता है। 4. वेल्डिंग तनाव और विरूपण को कम करने का एक बड़ा प्रभाव नवीकरणीय वेल्डिंग विधि का उपयोग करता है और दो या चार वेल्डर काटने की एक साथ भरने देता है।
जब खाई में स्थापना कार्य की मात्रा को कम करने के लिए, छोटे व्यास पाइपलाइनों (530 मिमी तक) का वेल्डिंग, अक्सर खाई में स्थापना कार्य की मात्रा को कम करने के लिए, इसे अक्सर 90 या 180 डिग्री तक जोड़ों को मोड़ने के साथ वेल्डिंग के साथ पाइप के अनुभाग में अभ्यास किया जाता है। पाइप परिधि के चारों ओर लगभग एक ही लंबाई तक विभाजित है। ब्रूइंग सेक्शन 1 और 2 वेल्डिंग क्षेत्रों 3 और 4 (चित्र 5) के लिए 90 डिग्री घुमाए जाते हैं। फिर, 90 डिग्री से एक और मोड़ प्रदर्शन, धारा 5 और 6, 7 और 8 के अनुक्रम का उत्पादन।
एक और मामले में, अनुभाग 1 और 2 (चित्र 6) के वेल्डिंग के बाद, यह धारा 3 और 4 के वेल्डिंग के लिए 180 डिग्री तक घूर्णन करने के लिए घुमाया जाता है। फिर वेल्डिंग क्षेत्रों के लिए 90 डिग्री और 180 डिग्री का घूर्णन 5 और 6, क्रमशः 7 और 8।
चित्र 5। 90 डिग्री से पाइप के घूर्णन के साथ वेल्डिंग: ए - पहली परत, बी - दूसरा, 1 ... 8 परत अनुभागों को करने का एक अनुक्रम है।
चित्र 6। पाइप के घूर्णन के साथ वेल्डिंग 180 डिग्री: ए - पहली परत, बी - दूसरा, 1 ... 8 परत अनुभागों को करने का एक अनुक्रम है।
\u003d\u003e एचटीएमएल [~ detail_text_type] \u003d\u003e एचटीएमएल \u003d\u003e पाइपलाइन वर्गीकरण
पाइपलाइन के कार्यात्मक उद्देश्य के आधार पर, उन्हें विभाजित किया गया है: [~ पूर्वावलोकन_टेक्स्ट] \u003d\u003e पाइपलाइन के कार्यात्मक उद्देश्य के आधार पर पाइपलाइनों का वर्गीकरण, इसमें विभाजित है: \u003d\u003e पाठ [~ पूर्वावलोकन_टेक्स्ट_टाइप] \u003d\u003e पाठ \u003d\u003e [~ Detail_picture] \u003d\u003e \u003d\u003e 12/15/2016 15: 16: 53 [~ timestamp_x] \u003d\u003e 12/15/2016 15:16:53 \u003d\u003e 15.12.2016 [~ active_from] \u003d\u003e 15.12.2016 \u003d\u003e / समाचार / [~ list_page_url] \u003d\u003e / समाचार / \u003d\u003e / समाचार / 115/40509 / [~ detail_page_url] \u003d\u003e / समाचार / 115/40509 / \u003d\u003e / [~ lang_dir] \u003d\u003e / \u003d\u003e tekhnologiya_svarki_truboprovoda [~ कोड ] \u003d\u003e Tekhnologiya_svarki_truboprovoda \u003d\u003e 40509 [~ extre_id] \u003d\u003e समाचार [~ iblock_type_id] \u003d\u003e समाचार \u003d\u003e समाचार [~ iblock_code] \u003d\u003e समाचार \u003d\u003e clother_news_s1 [~ iblock_external_id] \u003d\u003e clothes_news_s1 \u003d\u003e s1 [~ ढक्कन ] \u003d\u003e s1 \u003d\u003e \u003d\u003e 15.12.2016 \u003d\u003e सरणी (\u003d\u003e पाइपलाइन वेल्डिंग प्रौद्योगिकी \u003d\u003e पाइपलाइन वेल्डिंग प्रौद्योगिकी \u003d\u003e पाइपलाइन के कार्यात्मक उद्देश्य के आधार पर पाइपलाइनों का वर्गीकरण, विभाजित है: \u003d\u003e तकनीकी विशेषज्ञ पाइपलाइन वेल्डिंग \u003d\u003e पाइपलाइन वेल्डिंग प्रौद्योगिकी \u003d\u003e पाइपलाइन वेल्डिंग तकनीक \u003d\u003e पाइपलाइनों का वर्गीकरण पाइपलाइन के कार्यात्मक उद्देश्य के आधार पर विभाजित किया गया है: \u003d\u003e पाइपलाइन वेल्डिंग प्रौद्योगिकी \u003d\u003e पाइपलाइन वेल्डिंग प्रौद्योगिकी \u003d\u003e पाइपलाइन वेल्डिंग प्रौद्योगिकी \u003d\u003e पाइपलाइन वेल्डिंग प्रौद्योगिकी \u003d \u003e वेल्डिंग प्रौद्योगिकी पाइपलाइन \u003d\u003e पाइपलाइन वेल्डिंग प्रौद्योगिकी \u003d\u003e पाइपलाइन वेल्डिंग प्रौद्योगिकी \u003d\u003e पाइपलाइन वेल्डिंग प्रौद्योगिकी \u003d\u003e पाइपलाइन वेल्डिंग प्रौद्योगिकी) \u003d\u003e सरणी (\u003d\u003e) \u003d\u003e सरणी () \u003d\u003e सरणी (\u003d\u003e 1 [~ आईडी] \u003d\u003e 1 \u003d\u003e 02/15/2016 17:09:48 [~ timestamp_x] \u003d\u003e 02/15/2016 17:09:48 \u003d\u003e समाचार [~ iblock_type_id] \u003d\u003e समाचार \u003d\u003e S1 [~ ढक्कन] \u003d\u003e S1 \u003d \u003e समाचार [~ कोड] \u003d\u003e समाचार \u003d\u003e केंद्र केंद्र [~ नाम] \u003d\u003e प्रेस केंद्र \u003d\u003e y [~ सक्रिय] \u003d\u003e y \u003d\u003e 500 [~ क्रमबद्ध करें] \u003d\u003e 500 \u003d\u003e / समाचार / [~ LIST_PAGE_URL] \u003d\u003e / समाचार / \u003d \u003d # SITE_DIR # / # ELEMENT_ID # / [~ detail_page_url] \u003d\u003e # site_dir # / news / # sture_id # / # element_id # / \u003d\u003e # site_dir # / समाचार / # SEND_ID # / [~ secein_page_url] \u003d\u003e # site_dir # / news / # seard_id # / \u003d\u003e [~ चित्र] \u003d\u003e \u003d\u003e [~ विवरण] \u003d\u003e \u003d\u003e पाठ [~ विवरण_टाइप] \u003d\u003e पाठ \u003d\u003e 24 [~ rss_ttl] \u003d\u003e 24 \u003d\u003e y [~ rss_active] \u003d\u003e y \u003d\u003e n [~ rss_file_active] \u003d\u003e n \u003d\u003e 0 [~ rss_file_limit] \u003d\u003e 0 \u003d\u003e 0 [~ rss_file_days] \u003d\u003e 0 \u003d\u003e N [~ rss_yandex_active] \u003d\u003e n \u003d\u003e clothes_news_s1 [~ xml_id] \u003d\u003e clothes_news_s1 \u003d\u003e [~ tmp_id] \u003d\u003e \u003d\u003e y [~ index_element] \u003d\u003e y \u003d\u003e y [~ index_section] \u003d\u003e y \u003d\u003e n [ ~ वर्कफ़्लो] \u003d\u003e एन \u003d\u003e एन [~ बिज़प्रोक] \u003d\u003e एन [~ SECTIOL_CHOOSER] \u003d\u003e l \u003d\u003e [~ LIST_MODE] \u003d\u003e \u003d\u003e S [~ REDUST_MODE] \u003d\u003e S \u003d\u003e n [~ SECTIE_PROPERTY ] \u003d\u003e एन \u003d\u003e एन [~ property_index] \u003d\u003e n \u003d\u003e 1 [~ संस्करण] \u003d\u003e 1 \u003d\u003e 0 [~ LAST_CONV_ELEMENT] \u003d\u003e 0 \u003d\u003e [~ socnet_group_id] \u003d\u003e \u003d\u003e [~ EDIT_FILE_BEFORE] \u003d\u003e \u003d\u003e [~ EDIT_FILE_AFTER] \u003d\u003e \u003d\u003e अनुभाग [~ separys_name] \u003d\u003e अनुभाग \u003d\u003e अनुभाग [~ separy_name] \u003d\u003e अनुभाग \u003d\u003e समाचार [~ element_name] \u003d\u003e समाचार \u003d\u003e समाचार [~ ELEMENT_NAME] \u003d\u003e समाचार \u003d\u003e [~ Canonical_page_url] \u003d\u003e \u003d\u003e clothes_news_s1 [~ exteral_id] \u003d\u003e clothes_news_s1 \u003d\u003e / [~ lang_dir] \u003d\u003e / \u003d\u003e www.alfa-industry.ru [~ server_name] \u003d\u003e www.alfa-industry.ru) \u003d\u003e सरणी (\u003d\u003e सरणी (\u003d\u003e सरणी (\u003d\u003e 115 [~ आईडी] \u003d\u003e 115 \u003d\u003e 2015-11-25 18:37:33 [~ timestamp_x] \u003d\u003e 2015-11-25 18:37:33 \u003d\u003e 2 [~ modified_by] \u003d\u003e 2 \u003d\u003e 2015-09-29 20:10:16 [~ DATE_CREATE] \u003d\u003e 2015-09-29 20:10:16 \u003d\u003e 1 [~ बनाया_by] \u003d\u003e 1 \u003d\u003e 1 [~ iblock_id] \u003d\u003e 1 \u003d\u003e [~ iblock_section_id] \u003d\u003e \u003d\u003e y [~ सक्रिय] \u003d\u003e y \u003d\u003e y [~ global_active] \u003d\u003e y \u003d\u003e 500 [~ सॉर्ट] \u003d\u003e 500 \u003d\u003e तकनीकी लेख [~ नाम] \u003d\u003e तकनीकी लेख \u003d\u003e [~ चित्र] \u003d\u003e \u003d\u003e 27 [~ beft_margin] \u003d\u003e 27 \u003d\u003e 28 [~ right_margin] \u003d\u003e 28 \u003d\u003e 1 [~ depth_level] \u003d\u003e 1 \u003d\u003e [~ विवरण] \u003d\u003e \u003d\u003e पाठ [~ विवरण_टाइप] \u003d\u003e टेक्स्ट \u003d\u003e तकनीकी लेख [~ searchable_content] \u003d\u003e तकनीकी लेख \u003d\u003e [~ कोड] \u003d\u003e \u003d\u003e 115 [~ xml_id] \u003d\u003e 115 \u003d\u003e [~ tmp_id] \u003d\u003e \u003d\u003e [~ DELITION_PICTURE ] \u003d\u003e \u003d\u003e [~ Socnet_group_id] \u003d\u003e \u003d\u003e / समाचार / [~ list_page_url] \u003d\u003e / समाचार / \u003d\u003e / समाचार / 115 / [~ संप्रदाय ION_PAGE_URL] \u003d\u003e / समाचार / 115 / \u003d\u003e समाचार [~ iblock_type_id] \u003d\u003e समाचार \u003d\u003e समाचार [~ iblock_code] \u003d\u003e समाचार \u003d\u003e clothes_news_s1 [~ iblock_external_id] \u003d\u003e clothes_news_s1 \u003d\u003e 115 [~ extrest_id] \u003d\u003e 115 \u003d \u003e सरणी (\u003d\u003e तकनीकी लेख \u003d\u003e तकनीकी लेख \u003d\u003e \u003d\u003e तकनीकी लेख \u003d\u003e तकनीकी लेख \u003d\u003e तकनीकी लेख \u003d\u003e \u003d\u003e तकनीकी लेख \u003d\u003e तकनीकी लेख \u003d\u003e तकनीकी लेख \u003d\u003e तकनीकी लेख \u003d\u003e तकनीकी लेख \u003d\u003e तकनीकी लेख \u003d\u003e तकनीकी लेख \u003d\u003e तकनीकी लेख \u003d\u003e तकनीकी लेख)))) \u003d\u003e / समाचार / 115 /)
प्रौद्योगिकी वेल्डिंग पाइपलाइन
पाइपलाइनों का वर्गीकरण
पाइपलाइन के कार्यात्मक उद्देश्य के आधार पर, इसमें विभाजित:
मत्स्य पालन पाइपलाइन
मुख्य पाइपलाइन
युगल और गर्म पानी पाइपलाइन
तकनीकी पाइपलाइन
गैस आपूर्ति पाइपलाइन (वितरण)
जल आपूर्ति और सीवेज
पाइप के निर्माण के लिए उपयोग किए जाने वाले स्टील में महत्वपूर्ण मात्रा और विभिन्न उद्देश्यों की पाइपलाइनों के निर्माण के निर्माण के लिए 500 एमपीए तक की उपज शक्ति के साथ कम कार्बन और कम मिश्र धातु इस्पात द्वारा कब्जा किया जाता है।
चूंकि विभिन्न उद्देश्यों की पाइपलाइनों के निर्माण के दौरान संकेतित स्टील्स से पाइप वेल्डिंग की तकनीकी प्रक्रियाएं लगभग एक-दूसरे से काफी भिन्न होती हैं, और शासी नियामक और तकनीकी दस्तावेज केवल किनारों, असेंबली, गुणवत्ता की तैयारी के लिए आवश्यकताओं में मतभेदों पर लागू होते हैं वेल्डेड जोड़ों और भविष्य में ताकत और मजबूती और मजबूती के लिए परीक्षण, हम पाइपलाइनों के मुख्य और वितरण (गैस आपूर्ति पाइपलाइनों) के उदाहरण पर विनिर्माण प्रक्रिया के सामान्य प्रावधानों पर विचार करेंगे।
पाइपलाइनों के वेल्डिंग तरीके
वेल्डिंग पाइपलाइनों के लिए विधियों को थर्मल, थर्मोमेकेनिकल और मैकेनिकल के रूप में वर्गीकृत किया जाता है। थर्मल विधियों में सभी प्रकार के पिघलने वेल्डिंग (आर्क, गैस, प्लाज्मा, इलेक्ट्रॉन-बीम, लेजर इत्यादि वेल्डिंग के प्रकार शामिल हैं। थर्मोमेकेनिकल क्लास में बूचर संपर्क वेल्डिंग, चुंबकीय रूप से नियंत्रित चाप का वेल्डिंग शामिल है। यांत्रिक तरीकों के लिए घर्षण और विस्फोट शामिल हैं वेल्डिंग।
ऊर्जा वाहक (चाप, गैस, प्लाज्मा, लेजर, आदि) के प्रकार से वेल्डिंग पाइपलाइनों के लिए विधियां हैं; यौगिक के गठन की शर्तों के तहत (वेल्ड के मुक्त या मजबूर गठन); वेल्डिंग क्षेत्र की रक्षा करने की विधि (प्रवाह के तहत, सुरक्षात्मक गैसों में, स्व-सुरक्षा इलेक्ट्रोड तार आदि का उपयोग करके); प्रक्रिया के मशीनीकरण और स्वचालन की डिग्री के अनुसार (मैनुअल, मशीनीकृत, स्वचालित और रोबोटिक)।
मुख्य पाइपलाइनों के वेल्डिंग के लिए, आर्क वेल्डिंग विधियों सबसे आम थे। राजमार्गों पर सभी जोड़ों में से 60% से अधिक प्रवाह प्रवाह के तहत स्वचालित आर्क वेल्डिंग द्वारा वेल्डेड होते हैं। फ्लक्स के नीचे आर्क वेल्डिंग केवल उन मामलों में प्रयोग किया जाता है जहां संयुक्त घुमाने की क्षमता होती है। प्रवाह के नीचे पाइपलाइनों का वेल्डिंग मुख्य रूप से 21 9 के व्यास के साथ दो और तीन-पाइप वर्गों के निर्माण में उपयोग की जाती है ... 1420 मिमी। जब मशीनीकृत तरीकों का उपयोग असंभव है, मैनुअल आर्क वेल्डिंग का उपयोग किया जाता है।
मैनुअल आर्क वेल्डिंग जंक्शन की विभिन्न स्थानिक स्थितियों के साथ किया जाता है - निचला, लंबवत और छत। वेल्डिंग की प्रक्रिया में, 8 की गति से जंक्शन परिधि के चारों ओर इलेक्ट्रोड को मैन्युअल रूप से स्थानांतरित करें ... 20 मीटर / घंटा।
सुरक्षात्मक गैस वेल्डिंग की किस्मों की विशेषता है: सुरक्षात्मक गैस के प्रकार के अनुसार - निष्क्रिय गैसों (आर्गन, हीलियम, उनके मिश्रण) में वेल्डिंग, सक्रिय गैसों (सीओ 2, नाइट्रोजन, हाइड्रोजन) में, वीलिंग निष्क्रिय और सक्रिय गैसों (एजी +) में वेल्डिंग सीओ 2; एजी + सीओ 2 + ओ 2); इलेक्ट्रोड के प्रकार - पिघलने और असंबद्ध (टंगस्टन) इलेक्ट्रोड; मशीनीकरण, मैनुअल, मशीनीकृत और स्वचालित वेल्डिंग की डिग्री के अनुसार। सुरक्षात्मक गैसों में आर्क वेल्डिंग विभिन्न स्थानिक पदों में पाइपलाइन द्वारा वेल्डिंग के लिए प्रयोग किया जाता है। मैनुअल वेल्डिंग की गति 8 ... 30 मीटर / घंटा, मशीनीकृत और स्वचालित 20 ... 60 मीटर / घंटा। पाइपलाइन द्वारा वेल्डिंग के लिए, एक मजबूर सीम गठन के साथ पाउडर तार के साथ मशीनीकृत वेल्डिंग की विधि का उपयोग किया जाता है, जिसमें सुरक्षा कार्यों को पाउडर घटकों द्वारा किया जाता है जो तार खोल को भरते हैं। चूंकि वेल्डिंग स्नान क्रिस्टलाइज्ड होता है, बाहरी बनाने वाला डिवाइस और वेल्डिंग हेड को जंक्शन परिधि के साथ नीचे से 10 की रफ्तार से बढ़ जाती है ... 20 मीटर / घंटा। एक पाइपलाइन के साथ लेजर वेल्डिंग, जिसमें ऊर्जा वाहक द्वारा एक लेजर बीम परोसा जाता है। लेजर वेल्डिंग की गति 300 मीटर / घंटा तक है।
निरंतर पिघलने के साथ संपर्क वेल्डिंग को जोड़ते समय, प्रक्रिया स्वचालित रूप से किसी दिए गए कार्यक्रम के अनुसार होती है। 1420 मिमी व्यास के साथ पाइप के एक जंक्शन की वेल्डिंग की अवधि 3 ... 4 मिनट है, पाइपलाइनों के निर्माण के दौरान एक संयुक्त के वेल्डिंग चक्र -10 ... 15 मिनट।
चुंबकीय रूप से नियंत्रित आर्क (या आर्कॉन्टैक्ट वेल्डिंग) का स्वचालित वेल्डिंग किनारों को गर्म करके बट संपर्क वेल्डिंग से अलग है। आर्कॉन्टैक्ट वेल्डिंग में, हीटिंग को उच्च गति से कॉइल पाइप के किनारों के साथ चुंबकीय क्षेत्र घूर्णन एक चाप द्वारा किया जाता है। इस वेल्डिंग विधि का उपयोग छोटी पाइपलाइन (114 मिमी तक) व्यास बनाने के लिए किया जाता है।
विनियामक दस्तावेज मुख्य और वितरण पाइपलाइनों के निर्माण में उपयोग किया जाता है
सीआईएस में पाइपलाइनों के निर्माण के दौरान असेंबली और वेल्डिंग कार्यों के कार्यान्वयन के नियमों को नियंत्रित करने वाले मुख्य नियामक दस्तावेज "निर्माण मानकों और नियम" हैं जिनके आधार पर "वेल्डिंग काम के उत्पादन और वेल्डेड जोड़ों के गुणवत्ता नियंत्रण के लिए सारांश नियम "एसपी 105-34-96, साथ ही साथ स्निप 3.05.02.88" गैस आपूर्ति पाइपलाइन "। ये दस्तावेज वेल्डर के क्वालीफाइंग परीक्षणों और सहनशीलता के नियंत्रण, वेल्डिंग के लिए पाइप की तैयारी के नियम, संपादन की शर्तों, मरम्मत और पाइप की अस्वीकृति, स्वयं के बीच और पाइपलाइन मजबूती के साथ विभिन्न पाइप को इकट्ठा करने का आदेश प्रदान करते हैं ट्रैक पर काम करने के दौरान वेल्डिंग और मौसम की स्थिति के तरीके निर्धारित किए जाते हैं, नियामक दस्तावेज अनुशंसित वेल्डिंग सामग्री के उपयोग को नियंत्रित करते हैं, साथ ही वेल्डेड पाइपलाइनों को नियंत्रित करने के लिए मानदंड और नियम, उनके दूत और मरम्मत की शर्तों को नियंत्रित करते हैं।
इन स्निप्स के मुख्य प्रावधानों के विकास में, वेल्डिंग पाइपलाइनों के लिए तकनीकी निर्देश विकसित किए गए (वीएनआई 066-89 और एलबीएन ए .3.1. -66-3-96 और पाइपलाइनों के वेल्डेड जोड़ों को नियंत्रित करने की विधि (वीएन 012-88) । ये निर्देश: प्रौद्योगिकी हस्तनिर्मित के मुख्य प्रावधान और पाइप के अंगूठी के जोड़ों के स्वचालित आर्क वेल्डिंग के साथ, साथ ही साथ पाइप के साथ पाइप और 14 से 1420 मिमी के व्यास के साथ ट्रंक और वितरण पाइपलाइनों के वितरण सुदृढीकरण के साथ पाइप 7 से 26 मिमी की दीवार, 7.5 एमपीए से अधिक दबाव के लिए डिज़ाइन की गई; वेल्डेड जोड़ों और उनकी मरम्मत का नियंत्रण; सुरक्षा और उत्पादन स्वच्छता। इन निर्देशों के अनुसार, इसे 5 9 0 एमपीए समावेशी के साथ नियामक समय प्रतिरोध के साथ स्टील्स से पाइपों को वेल्ड करने की अनुमति है । निर्देश मैनुअल आर्क वेल्डिंग तकनीकों का उपयोग करके पाइपलाइन वेल्डिंग की तकनीकी विशेषताओं को प्रस्तुत करते हैं, फ्लक्स के तहत स्वचालित वेल्डिंग, सुरक्षात्मक गैसों में स्वचालित वेल्डिंग में स्वचालित वेल्डिंग और जबरदस्त सीम गठन के साथ पाउडर तार। निर्देश वेल्डिंग विशेष उद्देश्य पाइपलाइनों (अमोनिया, ईथिलीन, इथेनॉल, कार्बन डाइऑक्साइड, आदि) के साथ-साथ संक्षारक सक्रिय उत्पादों के लिए पाइपलाइनों के लिए लागू नहीं होते हैं।
विदेश में, पाइपलाइनों का निर्माण राष्ट्रीय और अंतरराष्ट्रीय मानकों (तालिका 1) द्वारा निर्देशित किया जाता है, जिनमें एआरआई 1104, एआरआई 5 डी और सीएस 4515 एक नियम के रूप में, पाइपलाइन वेल्डेड जोड़ों की गुणवत्ता के साथ सबसे लोकप्रिय उपयोग करते हैं, को अंतर्राष्ट्रीय द्वारा निर्देशित किया जाता है मानक आईएसओ 8517 और यूरोपीय मानक एन 25817।
तालिका एक
पाइप के लिए आवश्यकताएँ
ट्रंक और वितरण गैस पाइपलाइनों के निर्माण के लिए, स्टील निर्बाध इलेक्ट्रिक वेल्डेड स्ट्रॉबेरी और सर्पिलशॉट्स का उपयोग किया जाता है। 1020 मिमी तक के व्यास वाले पाइप शांत और अर्ध-चमकदार कम मिश्र धातु स्टील्स, 1420 मिमी तक व्यास के साथ पाइप होते हैं - कम मिश्रित स्टील्स से थर्मल में सुधारित या थर्मोमैकेनिकल कठोर राज्य में। केवल कम दबाव वाले वितरण गैस पाइपलाइनों के लिए (0.005 एमपीए तक), इसे उबलते कम कार्बन स्टील्स से पाइप का उपयोग करने की अनुमति है।
सीआईएस पाइप में गोस्ट 8731 के अनुसार उपयोग किया जाता है ... गोस्ट 8734 समूह बी, साथ ही साथ प्रासंगिक तकनीकी और आर्थिक औचित्य के साथ - गोस्ट 9567 के अनुसार; स्टील इलेक्ट्रिक वेल्ड पाइप - एक सशर्त व्यास (डीएफ) के साथ 800 मिमी समावेशी पाइप के लिए गोस्ट 20295 के अनुसार। पाइप डु\u003e 800 मिमी के लिए, विशेष तकनीकी स्थितियां विकसित की जाती हैं जिनमें नीचे निर्धारित आवश्यकताओं को शामिल किया जाना चाहिए।
तैयार पाइपों को चिह्नित किया गया है, पाइप के सिरों में से एक से 250-500 मिमी की दूरी पर टिकटों (ठंडा मुद्रांकन) को चिह्नित किया गया है: निम्नलिखित डेटा: एक ट्रेडमार्क या निर्माता का नाम; स्टील या इसके सशर्त पदनाम का ब्रांड; पाइप संख्या; तकनीकी नियंत्रण का टिकट; उत्पादन का वर्ष। चिपकने की साजिश स्पष्ट रूप से वितरित पेंट है। इसके अलावा, इसके व्यास और दीवार की मोटाई पाइप अपरिहार्य पेंट पर इंगित करती है।
आयात पाइप मुख्य रूप से अमेरिकी तेल संस्थान (एआरआई) के मानकों के अनुसार निर्मित और आपूर्ति की जाती है, जैसे: एआईआई -5 I (निर्बाध और सीधे पाइप), एआई -513 (विभिन्न पाइपलाइनों के लिए सर्पिल पाइप) एआई -51 एक्स (के लिए पाइप) उच्च दबाव पाइपलाइन)।
इन मानकों के अनुसार, पाइप स्टील उपज शक्ति पर समूहों में संयुक्त है। 1 वर्ग मीटर प्रति हजारों पाउंड में एक ही उपज शक्ति मूल्यों के साथ स्टील्स के प्रत्येक समूह एम। एम। इन मानकों के मुताबिक, स्टील्स के समूह हैं: एक्स -42, एक्स -46, एक्स -52, एक्स -56, एक्स -60, एक्स -65, एक्स -70 414 से 565 एमपीए से विनाश के समय प्रतिरोध के साथ। यांत्रिक गुणों के अलावा एआरआई मानक विनिर्माण पाइप, स्टील, आयाम, द्रव्यमान और पाइप की लंबाई की रासायनिक संरचना, विनिर्माण प्रक्रिया के दौरान हाइड्रोलिक परीक्षण के दौरान दबाव, गैर विनाशकारी परीक्षण के तरीकों को नियंत्रित करता है, जिसका उपयोग किया जाता है पाइप मरम्मत की स्थिति, आदि का निर्माण एआरआई मानक के अनुसार पाइप के पद में पाइप के पाइप के नाम शामिल हैं, एआरआई के मोनोग्राम (ट्रेडमार्क अर्थ है कि यह पाइप एआरआई की आवश्यकताओं के अनुसार किया जाता है), इंच में पाइप का आकार , पाउंड में पाइप के एक फीट का द्रव्यमान, स्टील की पदनाम वर्ग और निर्माण के प्रकार (एस -बेस्ट, ई - वेल्डेड गंदगी पाइप, एसडब्ल्यू - सर्पिल पाइप्स, पी - पाइप अनुदैर्ध्य सीम के साथ, विधियों को दबाकर वेल्डेड) , इस्पात का पदनाम प्रकार (ई-स्टील इलेक्ट्रिक होलो में छिड़काव, एम - उच्च शक्ति कम-मिश्र धातु इस्पात), लक्षण प्रजाति (एनएम -नॉर्मलिज़ेशन या सामान्यीकरण और छुट्टी, नहीं - सख्त और छुट्टी, एनएस-हाई अवकाश)। अंकन अविश्वसनीय पेंट द्वारा किया जाता है। मुख्य पाइपलाइनों के लिए पाइप उपज शक्ति के अनुपात के साथ उपज शक्ति के अनुपात के साथ बने होते हैं जो अधिक नहीं होते हैं: 0.75 - कम कार्बन स्टील्स के लिए; 0.8 - कम मिश्रित सामान्यीकृत स्टील्स के लिए; 0.85 - फैलाव-कठोरता के लिए सामान्यीकृत और थर्मलली बेहतर स्टील्स; 0.9 - नियंत्रित रोलिंग के स्टील्स के लिए।
वेल्डिंग के लिए पाइप किनारों की तैयारी
वेल्डिंग और स्थापना कार्य शुरू करने से पहले, यह सुनिश्चित करना आवश्यक है कि पाइप और पाइपलाइनों का उपयोग गुणवत्ता प्रमाण पत्र हैं और परियोजना का पालन करते हैं, उनकी आपूर्ति के लिए तकनीकी स्थितियां। पाइप और विवरणों को पाइप पर प्रासंगिक मानकों और तकनीकी स्थितियों की आवश्यकताओं के अनुसार इनपुट नियंत्रण पास करना होगा।
पाइप और कनेक्टिंग भागों के सिरों को लागू वेल्डिंग प्रक्रियाओं के अनुरूप बेवल किनारों के आकार और आयामों में होना चाहिए। उनकी विसंगतियों के साथ, ट्रैक में किनारों की यांत्रिक प्रसंस्करण की अनुमति है। छोटे व्यास पाइप (520 मिमी तक) के लिए, ट्रेल्स, हिस्सों, पाइप कटर और grinders का उपयोग करना संभव है। कक्षीय मिलिंग मशीनों, हाइड्रोब्रासिव काटने और पीसने वाली मशीनों का उपयोग बड़े व्यास के लिए किया जाता है। कुछ मामलों में, जब कॉइल्स या प्रदर्शन करने वाले कॉइल्स डाले जाते हैं, किनारों की तैयारी के लिए थर्मल विधियों का उपयोग, जैसे कि:
ए) गैस ऑक्सीजन 0.1 की गहराई तक घर्षण सर्कल द्वारा बाद के यांत्रिक स्ट्रिपिंग किनारों के साथ काटने काटना ..0.2 मिमी;
बी) बाद की मशीनिंग के साथ 1 मिमी की गहराई तक हवा-प्लाज्मा काटने - नाइट्रोजन के साथ किनारे की संतृप्ति के कारण (प्लाज्मा बनाने वाली गैस के रूप में आर्गन का उपयोग करते समय, यांत्रिक प्रसंस्करण की आवश्यकता नहीं है); सी) हवा-चाप 0.5 मिमी (किनारों का शीर्षक) की गहराई के बाद एक बाद में लेटने के साथ काटने;
डी) एएनआर -2 एम, एएनआर -3 या ओके 221.03 के विशेष इलेक्ट्रोड के साथ एक रिफ्ट और काटने, जिसके बाद यांत्रिक प्रसंस्करण की आवश्यकता नहीं है।
पाइप को इकट्ठा करने से पहले, मिट्टी, गंदगी, बर्फ से पाइपों की आंतरिक गुहा को साफ करना आवश्यक है, और किनारे और पाइप की आंतरिक और बाहरी सतह और कनेक्टिंग भागों को चौड़ाई तक चौड़ाई तक साफ करना आवश्यक है कम से कम 10 मिमी।
ट्यूब के नजदीक बाहरी फैक्ट्री सीम को मजबूत करने के भूखंड वेल्डेबल होने के लिए, कम से कम 10 मिमी के अंत से दूरी पर लगभग 7.5 मिमी की ऊंचाई तक भरने की सिफारिश की जाती है।
सभी पाइप पौधों से ट्रैक पर आते हैं जिसमें लेपित इलेक्ट्रोड के साथ मैनुअल आर्क वेल्डिंग के लिए इच्छित किनारों के साथ। यह काटने (चित्र 1, ए) 25-30 डिग्री और सुस्त 1-2.6 मिमी के किनारों के बेवल के 4 एमएम से अधिक कोण की दीवार मोटाई के साथ किसी भी व्यास के पाइप के लिए है। 16 मिमी की दीवार की मोटाई और एक बड़े व्यास के अधिक पाइप के साथ अंजीर के अनुसार संयुक्त अत्याधुनिक के साथ आपूर्ति की जा सकती है। 1, बी।
आकार दीवार की मोटाई पर निर्भर करता है और यह है:
7 मिमी - पाइप की दीवार की मोटाई के साथ 15 ... 1 9 मिमी
8 मिमी - पाइप की दीवार की मोटाई के साथ 1 9 ... 21,5 मिमी
10 मिमी - पाइप की दीवार की मोटाई के साथ 21.5 ... 26 मिमी।
अंजीर। 1. मैनुअल आर्क वेल्डिंग (ए, बी) के लिए पाइप के काटने के किनारों के प्रकार, सुरक्षात्मक गैसों (बी) के पर्यावरण में स्वचालित वेल्डिंग, प्रवाह (जी, डी, ई, जी) और फोर्ड गठन के साथ पाउडर तार के तहत स्वचालित वेल्डिंग ( ए, बी)।
पाइपलाइनों के लिए 1000 मिमी और अधिग्रहण के लिए जब उपकरण रूट सीम के उपकरण को अंदर से प्रदान किया जाता है, तो अंजीर 1, बी में प्रस्तुत काटने की सिफारिश की जाती है। वितरण पाइपलाइनों के निर्माण के दौरान, 4 मिमी की दीवार की मोटाई के साथ किनारों को काटने के बिना पाइपों का मैनुअल आर्क वेल्डिंग की अनुमति है। इसके अलावा, 152 मिमी तक व्यास वाले पाइपलाइनों के लिए, गैस वेल्डिंग का उपयोग करना संभव है (किनारों को काटने के बिना - 3 मिमी तक, और किनारों के एक तरफा बेवल - 5 मिमी तक)।
अतिरिक्त एज प्रसंस्करण के बिना ट्रैक पर अंतर पाइप का कनेक्शन की अनुमति है:
दीवार की मोटाई के लिए, 12.5 मिमी से अधिक नहीं, अगर मोटाई अंतर 2 मिमी से अधिक नहीं है;
12.5 मिमी से ऊपर की दीवारों की मोटाई के लिए, यदि मोटाई अंतर 3 मिमी से अधिक नहीं है। इस मामले में, चौंकाने वाले किनारों की अनुमति नहीं है।
दीवार मोटाई के बड़े अंतर के साथ बंद-बंद और वितरण मजबूती के साथ पाइप या पाइप का कनेक्शन, कारखाने के निर्माण के जैकेट तत्वों के जैकेट तत्वों के बीच आवेदन करके या मध्यवर्ती मोटाई पाइप से आवरण कम से कम 250 मिमी की लंबाई के साथ किया जाता है ।
यह एक मोटी पाइप या भाग (छवि 2, ए) की सतह के अंत तक निकट एक विशेष प्रसंस्करण के साथ 1.5 मोटाई तक विभिन्न तरीकों से पाइपलाइनों के साथ पाइप या पाइपों के साथ पाइप या पाइप के विभिन्न तरीकों से करने की अनुमति देता है। एकाधिक पाइपों के चक्स के वेल्डिंग की अनुमति नहीं है।
शट-ऑफ और वितरण सुदृढीकरण के साथ पाइपों का सीधा कनेक्शन इस स्थिति के तहत हल हो गया है यदि मजबूती की फिटनेस की मोटाई पाइप की दीवार की 1.5 मोटाई से अधिक नहीं है (चित्र 2, बी के अनुसार मजबूती पाइप की तैयारी के साथ )। यह तैयारी आपूर्तिकर्ता द्वारा लागू की जानी चाहिए।
अंजीर। 2. विभिन्न दीवार मोटाई के साथ ट्यूबों और भागों के वेल्डिंग के लिए तैयारी।
पाइप असेंबली आवश्यकताएं
पाइप के जोड़ों का निर्माण करना चाहिए:
पाइपलाइन की धुरी के संयुक्त के लिए लंबवत। लंबवतता से विचलन 2 मिमी से अधिक नहीं होना चाहिए;
अंतराल के परिधि के चारों ओर एकरूपता, जो प्रासंगिक मानकों और निर्देशों द्वारा नियंत्रित मूल्यों की सीमाओं के भीतर है;
सार्वभौमिक पैटर्न द्वारा दर्ज किनारों के विस्थापन का न्यूनतम संभव मूल्य, अनुमत मानों से अधिक नहीं (मुख्य पाइपलाइनों के लिए - 0.2 दीवार मोटाई, लेकिन वितरण के लिए 3 मिमी से अधिक नहीं - (0.15 दीवार मोटाई + 0.5 मिमी );
कम से कम 100 मिमी की दूरी पर एक दूसरे के सापेक्ष अनुदैर्ध्य फैक्ट्री सीम का मिश्रण - 100 मिमी से अधिक के व्यास वाले 1/3 के व्यास के साथ पाइप के लिए पाइप के लिए - 100 मिमी से कम व्यास वाले पाइप के लिए। इन आवश्यकताओं को करने की तकनीकी असंभवता के मामले में, वेल्डिंग यौगिक की अतिरिक्त अल्ट्रासोनिक निगरानी संयुक्त के इस खंड पर निर्धारित की गई है।
बड़े व्यास के पाइप के निर्माण में, गोले से सिलेंडर आवास निम्नलिखित प्रकार की असेंबली और वेल्डिंग - "असेंबली और आवास खोल के वेल्डिंग" लागू करते हैं।
पूर्वतापन
प्रीहेटिंग सबसे महत्वपूर्ण तकनीकी संचालन में से एक है जो आपको थर्मल वेल्डिंग चक्र को समायोजित करने की अनुमति देता है। यह ज्ञात है कि वेल्डेड संयुक्त की संरचना और गुण मोटे तौर पर 800-500 डिग्री सेल्सियस (ऑस्टेनाइट के सबसे कम प्रतिरोध) की तापमान सीमा में धातु को ठंडा करने की गति से निर्धारित होते हैं। उच्च शीतलन दरों पर, मार्टेंसाइट-प्रकार हार्डवेयर संरचनाओं का गठन संभव है, जिसमें उच्च शक्ति और कम plasticity है, साथ ही ठंडी दरारें बनाने की प्रवृत्ति भी है। यह 0.43% और उससे अधिक के बराबर कार्बन के साथ कम मिश्रित स्टील्स के बारे में विशेष रूप से सच है। ये स्टील थर्मल चक्र की क्रिया, सांद्रता के लिए बहुत संवेदनशील हो गई, और थर्मल प्रभाव क्षेत्र उत्सर्जन के लिए प्रवण होता है। ये घटनाएं मैनुअल आर्क वेल्डिंग के साथ स्पष्ट रूप से प्रकट होती हैं, जब जीवीटी धातु की शीतलन दर 70 डिग्री सेल्सियस तक पहुंच सकती है। पाइप की दीवार की दी गई मोटाई के साथ, थर्मल प्रभाव क्षेत्र की शीतलन दर समायोजित करें Preheating के कनेक्टिंग किनारों के प्रारंभिक तापमान द्वारा बदला जा सकता है। यह विशेष रूप से महत्वपूर्ण है जब सेलूलोज़ कोटिंग इलेक्ट्रोड के साथ सीम की जड़ को वेल्डिंग किया जाता है, जब शीतलन दर अधिकतम सीम परतों के वेल्डिंग की तुलना में अधिकतम होती है, रोइंग वेल्डिंग ऊर्जा कम हो जाती है (ऐसे इलेक्ट्रोड द्वारा वेल्डिंग गति वेल्डिंग गति के साथ इलेक्ट्रोड की वेल्डिंग गति से दोगुनी होती है मुख्य कोटिंग) और वेल्ड धातु में प्रसार हाइड्रोजन की सामग्री में वृद्धि के लिए एक खाते के लिए ठंड दरारों की प्रवृत्ति और गठन में वृद्धि हुई। प्रारंभिक हीटिंग न केवल जीवीटी में सख्त संरचनाओं के गठन की संभावना को कम कर देता है, बल्कि वेल्ड धातु और निर्दिष्ट क्षेत्र से प्रसार हाइड्रोजन के सक्रिय निकासी के लिए स्थितियां भी बनाता है। बदले में, ठंड दरारों के गठन के खिलाफ वेल्डेड यौगिकों के प्रतिरोध को बढ़ाता है, खासतौर पर सेलूलोज़ कोटिंग के साथ इलेक्ट्रोड का उपयोग करते समय, जब सीम में हाइड्रोजन सामग्री वेल्ड धातु के प्रति 100 ग्राम 50 मिमी तक पहुंच सकती है।
प्रीहेटिंग का तापमान रासायनिक स्टेशन (कार्बन समतुल्य द्वारा), पाइप मशीनों की मोटाई, परिवेश तापमान और इलेक्ट्रोड कोटिंग के प्रकार के आधार पर चुना जाता है। ये पैरामीटर आमतौर पर प्रासंगिक मानकों और तकनीकी निर्देशों द्वारा शासित होते हैं। तो, उदाहरण के लिए, सीआईएस में वीएनसी 066-89 (तालिका 2) द्वारा निर्देशित किया जाता है। जब सेलूलोज़ कोटिंग के साथ इलेक्ट्रोड के साथ वेल्डिंग, preheating का तापमान 75 डिग्री सेल्सियस बढ़ जाता है।
तालिका 2
विदेश में, अक्सर, हीटिंग का चयन करते समय, फॉर्मूला इटो-बीसियो द्वारा निर्धारित वेल्डेड जोड़ों के क्रैक प्रतिरोध के संकेतक के साथ काम करते हैं:
कहां: [एन] - प्रसार हाइड्रोजन, एमएम / 100 ग्राम की सामग्री;
टी - वेल्ड प्लेट्स की मोटाई, मिमी। हीटिंग तापमान अनुभवजन्य सूत्र पर निर्धारित होता है:
(° C) tp.p \u003d 1440 RCM - 392।
प्रारंभिक और, यदि आवश्यक हो, तो साथ में हीटिंग हीटिंग उपकरणों (गैस या इलेक्ट्रिक) द्वारा किया जाना चाहिए, जो वेल्डेड संयुक्त के परिधि में धातु की एक समान हीटिंग प्रदान करता है। सीम से प्रत्येक दिशा में पाइप सुखाने क्षेत्र की चौड़ाई कम से कम 75 मिमी होनी चाहिए।
प्रारंभिक और संयोगजनक हीटिंग का तापमान जब पाइप (या भाग के साथ पाइप) विभिन्न स्टील ग्रेड, या विभिन्न दीवार मोटाई के साथ जुड़ा हुआ है, जिसे विभिन्न तापमान पर गरम किया जाना चाहिए, अधिकतम मूल्य पर सेट हैं।
मैनुअल आर्क वेल्डिंग प्रौद्योगिकी और तकनीक
मैनुअल आर्क वेल्डिंग के लिए पाइपलाइनों के निर्माण के दौरान लगभग 60% वेल्डिंग काम। यह एक निरंतर धागे में वर्ग या व्यक्तिगत पाइपों का एक कनेक्शन है, प्राकृतिक और कृत्रिम बाधाओं के माध्यम से संक्रमण की वेल्डिंग, कठोर, वेल्डिंग कॉइल्स, क्रेन नॉट्स, नल, आदि के वेल्डिंग का वेल्डिंग।
मैनुअल आर्क वेल्डिंग की तकनीक मुख्य रूप से पाइप की सामग्री द्वारा वेल्डिंग होने के द्वारा निर्धारित की जाती है। स्टील स्टील और परिचालन स्थितियों के स्टील के आधार पर, वेल्डिंग सामग्री चुनी जाती है। इसके बाद, हम प्रौद्योगिकी और वेल्डिंग तकनीकों के साथ-साथ काम आयोजित करने के लिए एक योजना स्थापित करते हैं, जबकि पाइपलाइन निर्माण की एक निश्चित गति से निर्देशित करते हैं। दिए गए वेल्डिंग सामग्री के लिए, वेल्डिंग तकनीक व्यास और पाइप की दीवार की मोटाई पर निर्भर करती है।
ट्रंक और वितरण पाइपलाइनों के निर्माण में निर्विवाद नियम सीम में परतों की न्यूनतम संख्या के लिए आवश्यकता है। 6 मिमी और उससे कम की दीवार की मोटाई के साथ पाइप के लिए - 2 परतें, एक दीवार की मोटाई 6 मिमी से अधिक - 3 परतें।
सबसे जिम्मेदार सीम की मूल परत है। इसे विश्वसनीय रूप से कोयले पाइप के किनारों का भुगतान करना होगा और सीम की भीतरी सतह पर 1-3 मिमी के लाभ के साथ एक समान व्यस्त रोलर बनाना चाहिए। पाइप की दीवार की मोटाई के 10-15% तक की सीम रूट (मेनिस्कस) की क्षीणन के 50 मिमी (प्रत्येक 350 मिमी सीम के लिए) की लंबाई के साथ संयुक्त के अलग-अलग वर्गों में इसकी अनुमति है। रूट परत की बाहरी सतह चिकनी, बारीक होनी चाहिए, और काटने की साइड सतहों के साथ एक चिकनी जोड़ी होनी चाहिए। सीम की बाहरी सतह का इष्टतम आकार एक पीसने वाली मशीन के रूप में किया जा सकता है, और निर्देश की आवश्यकताओं के अनुसार एक वायवीय कलेक्टर।
जब सीम की जड़ के वेल्डिंग के बाद 1020 मिमी व्यास के साथ वेल्डिंग पाइप और अधिक के बाद, उन स्थानों में पाइप के अंदर से रूट परत का फायरा करने की अनुशंसा की जाती है जहां कोई जड़ आपूर्ति नहीं होती है, और जरूरी नहीं है जंक्शन परिधि की निचली तिमाही (अंदर से), यानी उस साजिश पर, जो सीम की जड़ के दौरान छत की स्थिति में किया गया था। बड़े व्यास के पाइप के स्विस जोड़ों की जड़ के मैनुअल वेल्डिंग के साथ, कैबिनेट को जंक्शन के पूरे परिधि में किया जाता है। होस्ट सीम एक रूट प्रदाता प्रदान करता है, इसमें एक छोटी तरफा सतह होनी चाहिए, बिना फ़ीड और अन्य दोषों के पाइप की भीतरी सतह के साथ आसानी से संभोग। वेल्डिंग सीम में वृद्धि कम से कम 1 और 3 मिमी से अधिक नहीं होनी चाहिए। चिपकने वाला मुख्य प्रकार के इलेक्ट्रोड द्वारा 3-4 मिमी व्यास के साथ किया जाता है।
सीम की परतों को भरने से एक दूसरे के साथ सुरक्षित रूप से पिघलाया जाता है और कुंडल पाइप के किनारों को रखा जाता है। प्रत्येक सीम परत के बाद, सीम की सतह को स्लैग से साफ करना आवश्यक है।
सीम का सामना करना एक चिकनी रूपरेखा और पाइप की सतह के साथ जोड़कर, काटने और अन्य दृश्य दोषों के बिना जोड़ी होती है। सीम की वृद्धि कम से कम 1 होनी चाहिए और 3 मिमी से अधिक नहीं होनी चाहिए। वेल्ड चौड़ाई प्रत्येक दिशा में 2-3 मिमी काटने की चौड़ाई को ओवरलैप करती है।
शिफ्ट के अंत में, वेल्ड पूरी तरह से वेल्डेड होना चाहिए। यह आवश्यकता इस तथ्य के कारण होती है कि दिन के दौरान पाइपलाइन परिवेश के तापमान में बदलावों के प्रभाव से गुजरती है, जो कि रात और रात में बदलते समय विशेष रूप से महत्वपूर्ण होती है - दिन के दौरान। तापमान को बदलना पाइप और वेल्डेड जोड़ों में घटनाओं का कारण बनता है जो बहुत अधिक हो सकते हैं।
यदि जंक्शन पूरी तरह से नहीं है, तो वोल्टेज की सीम के कमजोर क्रॉस सेक्शन में उपज शक्ति से अधिक हो सकता है और यहां तक \u200b\u200bकि सीम की धातु के विनाश के लिए समय प्रतिरोध भी हो सकता है और संयुक्त गिर जाएगी। यह स्थिति नकारात्मक हवा के तापमान पर विशेष रूप से खतरनाक होती है जब धातु की प्लास्टिकिटी कम हो जाती है।
अनुशंसित इलेक्ट्रोड के प्रकार के आधार पर, 3 सबसे आम वेल्डिंग योजनाएं हैं: एक मुख्य कोटिंग के साथ इलेक्ट्रोड का एक संयुक्त वेल्डिंग, एक गैस फँसाने वाले इलेक्ट्रोड का संयुक्त वेल्डिंग, एक सीम की जड़ की वेल्डिंग और इलेक्ट्रोड द्वारा एक गर्म मार्ग गैस रोपण प्रकार, और भरने और चेहरे की परतें - मुख्य कोटिंग के साथ इलेक्ट्रोड।
मुख्य कोटिंग के साथ वेल्डिंग इलेक्ट्रोड ट्रांसवर्स ऑसीलेशन के साथ नीचे से किया जाता है, जिसकी आयाम जंक्शन काटने की चौड़ाई पर निर्भर करता है। एक प्रवाह विच्छेदित वेल्डिंग विधि के साथ, प्रत्येक वेल्डर एक विशिष्ट सीम अनुभाग करता है, जिसकी स्थिति उसी संयुक्त पर एक साथ काम करने वाले वेल्डर की संख्या पर निर्भर करती है। बड़े व्यास पाइप पर, उनकी संख्या चार तक पहुंच सकती है। एक नियम के रूप में, यदि वेल्डर दो हैं, तो वे नादिर से नीचे से वेल्डिंग कर रहे हैं, और दिशा में परिधि को देखते हैं (डायल घड़ी द्वारा) 6-3-12 और 6-9-12। साथ ही, संयुक्त के छत के हिस्से में, लॉक को पाइप के निचले बिंदु से 50-60 मिमी स्थानांतरित किया जाना चाहिए। दो आसन्न परतों में, ताले को कम से कम 50-100 मिमी एक-दूसरे से सारित किया जाना चाहिए। यदि चार वेल्डर, तो पहली जोड़ी संयुक्त (डायल द्वारा) 6-3 और 6-9 द्वारा पकाया जाता है, और दूसरा भाप 3-12 और 9-12 है।
मुख्य लेपित इलेक्ट्रोड के साथ नीचे से ऊपर से वेल्डिंग के दौरान दो परतों को ओवरले करने के अनुक्रम का आरेख अंजीर में दिखाया गया है। 3, ए। सभी बाद की विषम परतें पहली परत के आरेख के अनुसार की जाती हैं, यहां तक \u200b\u200bकि दूसरी परत की योजना के अनुसार। रोमन संख्या व्यक्तिगत सीम वर्गों के वेल्डिंग का एक अनुक्रम दिखाती है। वेल्डिंग की स्थानिक स्थिति के आधार पर, वर्तमान मान तालिका 3 में अनुशंसित हैं।
मुख्य प्रकार के साथ लेपित इलेक्ट्रोड का उपयोग करते समय, इलेक्ट्रोड ब्रांड के पाइपलाइन निर्माण के लिए केवल प्रमाणित किया जाना चाहिए।
टेबल तीन।
गैस रोपण प्रकार के इलेक्ट्रोड का उपयोग करते समय, सीम की जड़ का वेल्डिंग कंपन आंदोलनों के बिना ऊपर से नीचे तक किया जाता है, जो कोयलेड पाइप के किनारों पर इलेक्ट्रोड के अंत में निर्भर करता है। वेल्डिंग कम से कम 75V की बिजली आपूर्ति के स्ट्रोक पर रिवर्स या सीधी ध्रुवीयता के निरंतर प्रवाह द्वारा किया जाता है। 3.25 मिमी व्यास वाले इलेक्ट्रोड के साथ वेल्डिंग के दौरान वेल्डिंग प्रवाह के मूल्य 100-110 ए से अधिक नहीं होना चाहिए; शेष स्थिति में शेष और अर्ध-प्रेकिकल स्थिति 120-160 ए में 4 मिमी व्यास के साथ इलेक्ट्रोड के साथ वेल्डिंग, शेष पदों में 100-140 ए। वेल्डिंग की गति को 16-22 मीटर / घंटा की सीमा में बनाए रखा जाना चाहिए। वेल्डिंग प्रक्रिया में 40 से 9 0 डिग्री तक इलेक्ट्रोड के झुकाव के कोण को बदलना, वेल्डर एक क्रॉस-अत्याधुनिक के साथ प्रसंस्करण विंडो को संरक्षित करता है, जिसके माध्यम से यह किनारों के पिघलने को देखता है।
वेल्डेड संयुक्त में अवशिष्ट वेल्डिंग वोल्टेज के स्तर को कम करने के लिए, गैर-प्रतिबिंबित संयुक्त की परिधि को सममित, व्याप्त रूप से विपरीत क्षेत्रों में विभाजित किया गया है और चित्र में दिखाए गए अनुक्रम में multilayer वेल्डिंग किया जाता है। 4. वेल्डिंग तनाव और विरूपण को कम करने का एक बड़ा प्रभाव नवीकरणीय वेल्डिंग विधि का उपयोग करता है और दो या चार वेल्डर काटने की एक साथ भरने देता है।
जब खाई में स्थापना कार्य की मात्रा को कम करने के लिए, छोटे व्यास पाइपलाइनों (530 मिमी तक) का वेल्डिंग, अक्सर खाई में स्थापना कार्य की मात्रा को कम करने के लिए, इसे अक्सर 90 या 180 डिग्री तक जोड़ों को मोड़ने के साथ वेल्डिंग के साथ पाइप के अनुभाग में अभ्यास किया जाता है। पाइप परिधि के चारों ओर लगभग एक ही लंबाई तक विभाजित है। ब्रूइंग सेक्शन 1 और 2 वेल्डिंग क्षेत्रों 3 और 4 (चित्र 5) के लिए 90 डिग्री घुमाए जाते हैं। फिर, 90 डिग्री से एक और मोड़ प्रदर्शन, धारा 5 और 6, 7 और 8 के अनुक्रम का उत्पादन।
एक और मामले में, अनुभाग 1 और 2 (चित्र 6) के वेल्डिंग के बाद, यह धारा 3 और 4 के वेल्डिंग के लिए 180 डिग्री तक घूर्णन करने के लिए घुमाया जाता है। फिर वेल्डिंग क्षेत्रों के लिए 90 डिग्री और 180 डिग्री का घूर्णन 5 और 6, क्रमशः 7 और 8।
चित्र 5। 90 डिग्री से पाइप के घूर्णन के साथ वेल्डिंग: ए - पहली परत, बी - दूसरा, 1 ... 8 परत अनुभागों को करने का एक अनुक्रम है।
चित्र 6। पाइप के घूर्णन के साथ वेल्डिंग 180 डिग्री: ए - पहली परत, बी - दूसरा, 1 ... 8 परत अनुभागों को करने का एक अनुक्रम है।

