वेल्डिंग की कोई भी विधि, चाहे गैस, इलेक्ट्रिक आर्क, ठंड, संपर्क, आदि, आपको एक निश्चित प्रकार के वेल्डेड जोड़ों को प्राप्त करने की अनुमति देता है।
यह ध्यान दिया जाना चाहिए कि एक वेल्डेड संयुक्त की अवधारणा के तहत खुद का मतलब एक धातु अनुभाग है जो वेल्डिंग द्वारा किसी तरह से जुड़ा हुआ था। किसी भी वेल्डेड संयुक्त के घटक तत्व वेल्डिंग के परिणामस्वरूप प्राप्त सीम होते हैं, धातु क्षेत्र जो इसे जोड़ता है और वेल्डिंग के दौरान एक संरचनात्मक परिवर्तन से गुजरता है, इसे गर्मी-प्रभावित क्षेत्र भी कहा जाता है, और उत्पाद खंड पहले से ही इस क्षेत्र के पास हैं।
आज, कई प्रकार के वेल्डेड जोड़ों को प्रतिष्ठित किया जाता है, उनमें से बट वेल्ड हमारे हित में है।
वेल्डेड जोड़ों की किस्में।
शुरू करने के लिए, हम ध्यान दें कि वेल्ड और वेल्ड की अवधारणाओं के बीच अंतर करना आवश्यक है। जैसा कि हमने ऊपर उल्लेख किया है, सीम संयुक्त का केवल एक हिस्सा है। यह धातु का क्षेत्र है जो वेल्डिंग के बाद क्रिस्टलीकृत हो गया है।
इन अवधारणाओं को अलग करना क्यों महत्वपूर्ण है? तथ्य यह है कि सीम धातु भागों का एक कनेक्टिंग हिस्सा है, इसमें एक निश्चित ज्यामितीय आकार, ताकत और आंतरिक गुणों के आंतरिक गुण, आदि हैं। जबकि वेल्डेड संयुक्त के गुणों को सीम और आसन्न क्षेत्र के गुणों के आधार पर निर्धारित किया जाता है।
धातु के भागों के संयुग्मन के आधार पर वेल्डेड जोड़ों को वर्गीकृत किया जाता है। तो, निम्न प्रकार आमतौर पर उपयोग किए जाते हैं:
- बट वेल्डेड संयुक्त;
- टी के आकार;
- कोणीय;
- समाप्त;
- लैप जॉइंट।

ध्यान दें कि सीम अलग हैं। अनुभाग (अनुप्रस्थ) के आकार में वेल्ड बट और कोने में विभाजित हैं, और अनुदैर्ध्य रूप में - निरंतर और आंतरायिक। ध्यान दें कि बट सीम आमतौर पर ठीक में मनाया जाता है बट जोड़ों। लेकिन के माध्यम से पट्टिका झालन शेष प्रकार के यौगिक प्राप्त करें।
बट जोड़ों की विशेषताएं और किस्में।
एक बट वेल्डेड संयुक्त का मुख्य विशिष्ट स्थान अंतरिक्ष में धातु के हिस्सों का स्थान है। जब बट वेल्डिंग, धातु के हिस्से एक ही विमान या सतह पर होते हैं। वेल्डिंग खुद को सिरों पर किया जाता है, जो एक दूसरे से सटे होते हैं।
बट जोड़ों भी विभिन्न प्रकार के हो सकते हैं, जो वेल्डेड किनारों के आकार से निर्धारित होते हैं। तो वे हैं:
- प्रत्यक्ष, अर्थात् वेल्ड करने योग्य किनारों में बेवेल नहीं होते हैं;
- वी-आकार - संबंधित बेवेल के साथ किनारों;
- एक्स-आकार - किनारों का बेवल अक्षर X के रूप में बनाया गया है;
- curvilinear - किनारों में ऐसे बेवेल होते हैं जो कनेक्शन में लैटिन अक्षर यू से मिलते जुलते होते हैं।

किनारों के विभिन्न प्रकार के बेवेल का उपयोग बट जोड़ों के दो और प्रकारों को परिभाषित करता है। सीम के स्थान के आधार पर, निम्न हैं:
- एकतरफा कनेक्शन (सीम को वेल्डेड किए जाने वाले भागों के केवल एक तरफ बनाया गया है);
- द्विपक्षीय (क्रमशः, दो सीम बनाये जाते हैं: ऊपर और नीचे)।
ध्यान दें कि यह बट जोड़ों है जो महत्वपूर्ण, महत्वपूर्ण संरचनाओं की स्थापना के लिए उपयोग किया जाता है। यह इस तथ्य के कारण है कि ऐसे यौगिकों में दूसरों के विपरीत सबसे अधिक यांत्रिक गुण हैं। दूसरी ओर, इस प्रकार के वेल्डेड संयुक्त का उपयोग धातु उत्पाद के किनारों को और तैयार करने की आवश्यकता के साथ जुड़ा हुआ है।
उत्कृष्ट यांत्रिक गुणों के अलावा, बट संयुक्त ने इस तथ्य के कारण लोकप्रियता अर्जित की है कि यह काफी किफायती है और उच्च प्रदर्शन है। इस प्रकार के कनेक्शन से काम के लिए धातु और समय की कम खपत होती है।
विभिन्न प्रकार के बट जोड़ों का उपयोग।
बट जोड़ों के प्रत्येक प्रकार के कुछ गुणों और विशेषताओं की विशेषता है जो उनके आवेदन को निर्धारित करते हैं।
तो, आमतौर पर किनारों के प्रारंभिक बेवलिंग के बिना एक तरफा बट संयुक्त, वेल्डिंग के लिए उपयोग किया जाता है धातु की मोटी चादरें नहीं (4 मिलीमीटर तक)।
बेवेल के बिना एक संयुक्त दो-तरफा हो सकता है। इस प्रकार का उपयोग उन भागों के साथ काम करते समय किया जाता है जिनकी मोटाई 8 मिलीमीटर से अधिक नहीं होती है। ध्यान दें कि बेवलिंग के बिना एक बट संयुक्त के साथ, सीम के स्थान की परवाह किए बिना, उत्पाद के किनारों के बीच एक छोटे से अंतराल की आवश्यकता होती है, जो लगभग एक से दो मिलीमीटर है।
वेल्डर उन मामलों में किनारों के बेवल का सहारा लेने की सलाह देते हैं जहां वेल्डेड किए जाने वाले भागों में 4-25 मिलीमीटर की मोटाई होती है। इस स्थिति में, एक-तरफ़ा कनेक्शन का उपयोग किया जा सकता है। और किनारों के बेवल वी-आकार या, शायद ही कभी, यू-आकार के हो सकते हैं। ध्यान दें कि किनारों के किसी भी आकार को चुना नहीं जाता है, उन्हें थोड़ा सुस्त करना आवश्यक है।
यदि धातु उत्पाद में 12 मिलीमीटर से अधिक की मोटाई होती है और दो-तरफ़ा कनेक्शन बनाने का निर्णय लिया जाता है, तो किनारों के लिए एक्स-आकार चुनना बेहतर होता है। इस तरह के किनारों से आपको लगभग दो बार खांचे को भरने के लिए आवश्यक धातु की मात्रा कम करने की अनुमति मिलती है। जो निश्चित रूप से, अर्थव्यवस्था और उत्पादकता को प्रभावित करेगा।
ध्यान दें कि प्रत्येक प्रकार के बट संयुक्त, किनारों का आकार, सीम का स्थान, धातु की विशेषताओं, संरचना स्वयं और वांछित परिणाम के आधार पर चुना जाता है।
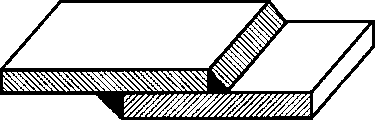
वेल्डेड जोड़ों के मुख्य प्रकार बट, कोने, टी और गोद हैं:
- बट (C) - भागों अंत सतहों के साथ अंत-से-अंत तक जुड़ जाते हैं (छवि 1 ए);
- कोणीय (U)) - भागों एक कोण पर स्थित हैं और कोने के बाहर किनारों के साथ जुड़े हुए हैं (छवि 1 बी);
- टी (टी)- विवरण पत्र टी (आकृति 1 सी) का आकार बनाते हैं;
- ओवरलैप (एन) - भागों आंशिक रूप से एक दूसरे को ओवरलैप करते हैं (छवि 1 डी)।
इन यौगिकों के सीमों को सीम की विशिष्ट प्रकृति के अनुरूप एक सूचकांक के साथ एक पत्र द्वारा दर्शाया गया है (तालिका 3)। जोड़ों को बेवेल किनारों के बिना वेल्डेड किया जाता है, एक किनारे की बेवेल के साथ, दो किनारों की एक बीवेल के साथ और बट किनारों में दो किनारों के साथ।


ऐ बी सी डी)
चित्रा 1 - वेल्डेड जोड़ों के मुख्य प्रकार:
ए) बट; बी) कोणीय; ग) टी-आकार; घ) गोद
3 प्रतीकों के लिए प्रतीक और प्रतीक
प्रत्येक वेल्डिंग विधि के लिए, मानक विकसित किए गए हैं जो सीम के संरचनात्मक तत्वों, उनकी सशर्त छवियों और पदनामों को इंगित करते हैं।
निष्पादन की प्रकृति के अनुसार, सीम बिंदु, आंतरायिक, निरंतर, अर्थात् हो सकते हैं। ठोस। एक आंतरायिक सीम या तो श्रृंखला या कंपित है।
वेल्डेड जोड़ों के ठोस दृश्यमान सीमों को ठोस मुख्य रेखा (छवि 2 ए) द्वारा दर्शाया गया है; जबकि अदृश्य को धराशायी किया जाता है (चित्र 2 बी)। इस मामले में, जिस तरफ से वेल्डिंग किया जाता है उसे वेल्डेड संयुक्त के एकतरफा सीम के सामने की तरफ के रूप में लिया जाता है। असममित रूप से तैयार किनारों के साथ एक वेल्डेड संयुक्त के द्विपक्षीय सीम के सामने की ओर के लिए, जिस के साथ मुख्य सीम वेल्डेड है। सममित रूप से तैयार किनारों के साथ एक द्विपक्षीय सीम के सामने की तरफ, दोनों ओर ले जाया जा सकता है।

चित्रा 2 - तेजी की सशर्त छवियां:
ए) दिखाई दे रहा है; b) अदृश्य
वेल्डिंग विधि की परवाह किए बिना दृश्यमान एकल वेल्डेड बिंदु, पारंपरिक रूप से 5 ... 10 मिमी (छवि 2 ए) की लंबाई के साथ पतली ठोस रेखाओं को प्रतिच्छेद करने के रूप में दर्शाया गया है। ड्रॉइंग में अदृश्य सिंगल डॉट्स नहीं दिखाए गए हैं।
यदि ड्राइंग में कई समान सीम हैं, तो किंवदंती को एक छवि पर लागू किया जाता है, और लीडर लाइन्स को अन्य से खींचा जाता है (चित्र 3 ए, बी)।
समान सीमों को एक संख्या दी गई है, जिसे एक लीडर लाइन पर एक शेल्फ के साथ लागू किया जाता है, जिस पर सीम पदनाम स्थित है, और सीम की संख्या इंगित की गई है (छवि 3 ए)।
शेष सीमों के लिए, केवल सीम संख्या को लागू किया जाता है, क्रमशः शेल्फ के ऊपर या लीडर लाइन के शेल्फ के नीचे, वेल्ड (छवि 3 बी) की दृश्यता पर निर्भर करता है।

चित्रा 3 - ड्राइंग में समान सीम की उपस्थिति में सशर्त छवियां:
क) एक छवि में; बी) समान छवियों के लिए; ग) ड्राइंग में सरलीकृत या सभी सीम समान हैं।
यदि ड्राइंग में सभी सीम समान हैं और एक तरफ (सामने या पीछे) पर दिखाए जाते हैं, तो उन्हें कोई सीरियल नंबर नहीं दिया जाता है, और बिना पदनाम वाले सीम को लीडर लाइनों के साथ चिह्नित किया जाता है, बिना अलमारियों (छवि 3 सी)।
वेल्ड को डिजाइन करने के लिए एक लीडर लाइन वेल्डिंग की तरफ से खींची जाती है, और अधिमानतः उस हिस्से की छवि में जहां वेल्ड को पूर्ण आकार में खींचा जाता है।
एक सममित उत्पाद की ड्राइंग में, छवि के केवल एक हिस्से पर सीम को चिह्नित करने की अनुमति है।
सीम का प्रतीक लागू किया जाता है:
सामने की तरफ से सीम की छवि से खींची गई नेता रेखा के शेल्फ पर (छवि 3 ए);
रिवर्स साइड पर सीम की छवि से खींची गई लीडर लाइन के शेल्फ के नीचे (छवि 3 बी)। इस मामले में, दृश्यमान सीम की छवि से एक नेता रेखा खींचना बेहतर है।
सीम या एकल वेल्ड बिंदु की छवि से खींची गई एक लीडर लाइन हमेशा एक तरफ़ा तीर (छवि 3) के साथ समाप्त होती है। यदि वेल्ड अदृश्य है, तो लीडर लाइन के शीर्ष पर एक तरफा तीर लगाया जाता है, अगर वेल्ड अदृश्य है, तल पर (छवि 3 ए, बी)।
सभी सीमों या सीमों के समूह के लिए समान आवश्यकताएं तकनीकी आवश्यकताओं या सीमों की तालिका (चित्र 4) में एक बार दी जाती हैं। इस मामले में, छवि पर केवल वेल्ड के सीरियल नंबर का संकेत दिया गया है।

चित्र 4 - सीम की तालिका
GOST 2.312-72 के अनुसार मानक वेल्डेड जोड़ों के लिए प्रतीक योजना के अनुसार लागू किया जाता है, चित्र 5 के अनुसार।

चित्रा 5 - मानक प्रतीकों की योजना वेल्ड.
हाइफ़न संकेतों के माध्यम से वेल्ड जोड़ों के लिए प्रतीक में शामिल हैं:
1. एक बंद लाइन और एक सीम सीम में सीम के सहायक संकेत (तालिका 2 देखें)।
2. वेल्डेड जोड़ों के प्रकार और संरचनात्मक तत्वों के लिए मानक का पदनाम (उदाहरण के लिए, GOST 5264-80; देखें 1) 1।
3. वेल्डेड जोड़ों के प्रकार और संरचनात्मक तत्वों (उदाहरण के लिए, सी 2, तालिका 3 देखें) के लिए मानक के अनुसार वेल्ड का अलफ़ान्यूमेरिक पदनाम।
4. वेल्डेड जोड़ों (उदाहरण के लिए, ए, लेकिन आप निर्दिष्ट नहीं कर सकते) के प्रकार और संरचनात्मक तत्वों के मानक के अनुसार वेल्डिंग विधि का प्रतीक।
तालिका 2 - वेल्ड सीम के लिए सहायक संकेत
|
साइन अर्थ |
ड्राइंग में सीम के पदनाम में एक चिह्न बनाना |
|
|
सीम एक श्रृंखला व्यवस्था के साथ आंतरायिक या स्पॉट है। लाइन कोण 60 आंतरायिक या हाजिर सिलाई एक बंद लाइन में एक सीम। साइन व्यास - 3 ... 5 मिमी ओपन लाइन सीम। यदि ड्राइंग से सीम का स्थान स्पष्ट है, तो संकेत लागू किया जाता है। उत्पाद की स्थापना के दौरान किया जाने वाला सीम, अर्थात्। जब इसके उपयोग के स्थान पर इंस्टॉलेशन ड्राइंग के अनुसार इसे स्थापित करना सीवन को सुदृढ़ करें बेस धातु में एक चिकनी संक्रमण के साथ वेल्ड में प्रक्रिया शिथिलता और धक्कों |
|

5. वेल्ड के पैर का संकेत sign (समद्विबाहु दाएँ त्रिकोण) और वेल्ड के पैर के आकार (मोटाई) वेल्ड जोड़ों के प्रकार और संरचनात्मक तत्वों के लिए मानक के अनुसार, (उदाहरण के लिए, табл5, तालिका 3)। सीम की मोटाई 4 मिमी से 1.2 तक जुड़े तत्वों की मोटाई या बराबर होनी चाहिए। संकेत को पतली पतली रेखाओं में निष्पादित किया जाता है। सीम पदनाम में शामिल संख्याओं की ऊंचाई के साथ साइन की ऊंचाई समान होनी चाहिए।
6. एक आंतरायिक सीम के लिए, वेल्ड की जाने वाली अनुभाग की लंबाई का आकार, संकेत / या जेड और चरण का आकार (उदाहरण के लिए, 5/40; 6 जेड 70)।
एक एकल वेल्डेड बिंदु के लिए, बिंदु के गणना किए गए व्यास का आकार (उदाहरण के लिए, 6)।
संपर्क स्पॉट इलेक्ट्रिक वेल्डिंग या इलेक्ट्रो-रिवेट की एक सीम के लिए - बिंदु या इलेक्ट्रो-रिवेट के गणना व्यास का आकार; साइन / या जेड और स्टेप साइज (उदा। 5/60; 4 Z 80)।
संपर्क रोलर वेल्डिंग सीम के लिए, गणना की गई संयुक्त चौड़ाई का आकार (उदाहरण के लिए, क्र -5)।
संपर्क रोलर इलेक्ट्रिक वेल्डिंग के आंतरायिक सीम के लिए - सीम की अनुमानित चौड़ाई का आकार, गुणन चिह्न "length", वेल्डेड होने वाले अनुभाग की लंबाई, संकेत / और चरण आकार (उदाहरण के लिए, 5 10/60)।
वेल्ड किए जाने वाले आइटम को वेल्डिंग टेबल पर रखा गया है। इसके नंगे सिरे वाले इलेक्ट्रोड को इलेक्ट्रोड धारक में जकड़ दिया जाता है। एक्साइट वेल्डिंग चाप वेल्डेड उत्पाद को इलेक्ट्रोड के अंत को छूना। चाप शुरू करने के दो तरीके हैं:
वेल्डेड धातु के साथ संपर्क करने के लिए इलेक्ट्रोड को कम करें और इसे जल्दी से चाप की लंबाई के बराबर दूरी पर ले जाएं;
उत्पाद की सतह पर इलेक्ट्रोड के अंत को पास करें (जैसा कि एक मैच जलाया जाता है)।
चाप के बहाने की कठिनाई इस तथ्य में निहित है कि यदि इलेक्ट्रोड का अंत उत्पाद की सतह से बहुत तेजी से दूर नहीं है, तो इसे वेल्ड किया जा सकता है या, जैसा कि वे कहते हैं, "फ्रीज", और अगर इलेक्ट्रोड का अंत भी अचानक होता है, तो चाप टूट सकता है और बाहर जा सकता है।
चाप के उत्तेजित होने के बाद, वेल्डर इलेक्ट्रोड को धीरे-धीरे कम करके एक निरंतर चाप की लंबाई बनाए रखता है क्योंकि यह पिघल जाता है। वेल्डिंग को एक छोटी चाप में किया जाना चाहिए: इसकी लंबाई इलेक्ट्रोड के व्यास से अधिक नहीं होनी चाहिए।
जब सरफेसिंग करते हैं, तो वेल्डर समान रूप से सीम के साथ इलेक्ट्रोड को स्थानांतरित करता है, इसे उत्पाद की सतह पर 70-80 ° के कोण पर झुकाता है। बेस धातु को पिघलाने के लिए अनुदैर्ध्य आंदोलन की गति पर्याप्त होनी चाहिए। जब इलेक्ट्रोड जल्दी से चलता है, बेस मेटल पिघलता नहीं है, और जब इलेक्ट्रोड धीरे चलता है, तो वेल्डिंग का प्रदर्शन कम हो जाता है और वेल्ड मेटल ओवरहीट हो जाता है।
एक निश्चित चौड़ाई का वेल्ड प्राप्त करने के लिए अनुप्रस्थ कंपन आंदोलनों को इलेक्ट्रोड को दिया जाता है। ये आंदोलन ज़िगज़ैग, अर्धचंद्राकार, आकृति आठ आदि हो सकते हैं। यदि इलेक्ट्रोड का अनुदैर्ध्य आंदोलन अनुप्रस्थ कंपन के बिना किया जाता है, तो रोलर की चौड़ाई 0.8 ... 1.5 है। घ उह , लेकिन 2 ... 4 होना चाहिए।
जब चाप टूट जाता है, तो इसे टूटने वाले बिंदु के सामने प्रज्वलित किया जाता है, धातु पर अभी तक वेल्डेड नहीं किया गया है, और फिर रोलर की निरंतरता सुनिश्चित करते हुए, वेल्ड धातु में लौट आया। पूरे रोलर के सरफेसिंग के बाद, इलेक्ट्रोड को तेजी से भाग से दूर करना असंभव है, क्योंकि इस मामले में रोलर के अंत में एक अवसाद बनता है - एक गड्ढा जिसमें दरारें दिखाई दे सकती हैं। तीन बार चाप को दोगुना करके गड्ढा को अच्छी तरह से पीना आवश्यक है। वेल्डिंग तकनीक काफी हद तक अंतरिक्ष में सीम की स्थिति पर निर्भर करती है। निचली स्थिति में सीम को वेल्ड करना सबसे आसान है, इसलिए वेल्डिंग करते समय, आपको हमेशा उत्पाद (भाग) को स्थापित करना चाहिए ताकि अधिकांश वेल्ड निचले स्थिति में वेल्डेड हो।
जब वेल्डिंग बट वेल्ड निचली स्थिति में, मुख्य कठिनाई पूर्ण प्रवेश प्राप्त करना है। धातु महिमा के जोखिम के बिना पूर्ण पैठ सुनिश्चित करने के दो तरीके हैं:
सीम की जड़ को वेल्ड करें (यानी सीम के रिवर्स साइड को वेल्डिंग करना);
पंक्तिबद्ध वेल्डिंग।
पैड को छोड़ दिया जाता है, जो वेल्डिंग प्रक्रिया के दौरान आधार सामग्री को वेल्डेड किया जाता है, और हटाने योग्य होता है, जिसे वेल्डिंग के बाद हटा दिया जाता है। शेष अस्तर आमतौर पर स्टील से बने होते हैं, और हटाने योग्य तांबे से बने होते हैं।
परीक्षण प्रश्न : चाप उत्तेजना के 1 तरीके। 2 चाप की लंबाई कितनी होनी चाहिए? 3 इलेक्ट्रोड को कौन से मूवमेंट दिए जाते हैं? 4 यह टूटने पर चाप कहाँ प्रज्वलित होता है? 5 सीम कैसे खत्म करें? 6 नीचे के नितंबों के बट की पूर्ण पैठ कैसे सुनिश्चित करें?
3.7 वेल्ड दोष
संयुक्त दोष बाहरी निरीक्षण और टेम्पलेट्स और माप उपकरणों का उपयोग करके सीम की माप के दौरान पता चला। ऐसे दोषों में शामिल हैं: क) ड्राइंग या मानकों द्वारा निर्दिष्ट जोड़ों के वास्तविक आयामों के बीच विसंगति; बी) प्रवाह: सी) अंडरकट्स; d) बिना पके क्रेटर आदि, सीम के आकार के दोषों को सीम (गर्दन, अधूरा सीम) को कमजोर करने वाले क्षेत्रों और मोटाई के मशीनिंग के अतिरिक्त वेल्डिंग द्वारा समाप्त कर दिया जाता है, जिससे सीम के समीपवर्ती खंडों और बेस मेटल को सुगम संक्रमण मिलता है।
दरारें सबसे खतरनाक दोष हैं , जो सीम में और गर्मी प्रभावित क्षेत्र दोनों में हो सकता है। दरार की पूरी गहराई तक दोषपूर्ण स्थान के प्रारंभिक काटने के साथ वेल्डिंग द्वारा दरारें हटा दें।
छिद्र और गोले,यदि वे बड़ी मात्रा में सीम में हैं, तो इसकी ताकत कम करें और घनत्व का उल्लंघन करें। यदि छिद्रों की संख्या अनुमेय मानदंड से अधिक है, तो सीम के दोषपूर्ण खंड को मशीनिंग (ड्रिलिंग, कटिंग) द्वारा हटा दिया जाता है और फिर से पीसा जाता है।
गैर-धात्विक समावेशनवेल्ड की शक्ति के साथ-साथ छिद्रों को प्रभावित करते हैं। गैर-मेटालिक निष्कर्षों को हटा दें जितना कि छिद्र नहीं।
फ्यूजन की कमीदो प्रकार हैं: ए) वेल्ड के साथ आधार धातु का गैर-संलयन; ख) पूरे काटने वाले खंड (वेल्ड रूट के प्रवेश की कमी) की पिघली हुई धातु के साथ गैर-भरना। सीमों के दोषपूर्ण वर्गों को मशीनिंग (ड्रिलिंग, मिलिंग, आदि) द्वारा हटा दिया जाता है और फिर से पीसा जाता है।
परीक्षण प्रश्न : 1 वेल्ड दोष क्या हैं? 2 वे कैसे समाप्त हो जाते हैं?

