एक ऊर्ध्वाधर स्थिति में वेल्डिंग सीम कम स्थिति में वेल्डिंग की तुलना में अधिक कठिन है, क्योंकि पिघला हुआ धातु वेल्ड पूल से रिसाव होता है। ऊर्ध्वाधर सीम को वेल्डिंग करते समय स्नान में तरल धातु की मात्रा को कम करने के लिए, वेल्डिंग की वर्तमान की शक्ति कम स्थिति में वेल्डिंग के साथ तुलना में 10-15% कम हो जाती है। वेल्डिंग हमेशा एक छोटा चाप होता है, जो तरल स्नान में इलेक्ट्रोड के पिघले हुए धातु के बेहतर संक्रमण में योगदान देता है। वेल्ड पूल से वेल्ड धातु के रिसाव से बचने के लिए, इलेक्ट्रोड को सीम के बीच से अपेक्षाकृत जल्दी से किनारे और ऊपर ले जाने की सिफारिश की जाती है। यह सीम के तेजी से गठन में योगदान देता है।
ऊर्ध्वाधर जोड़ों को वेल्ड करने के दो तरीके हैं: नीचे से ऊपर और ऊपर से नीचे। सबसे आम पहली विधि है।
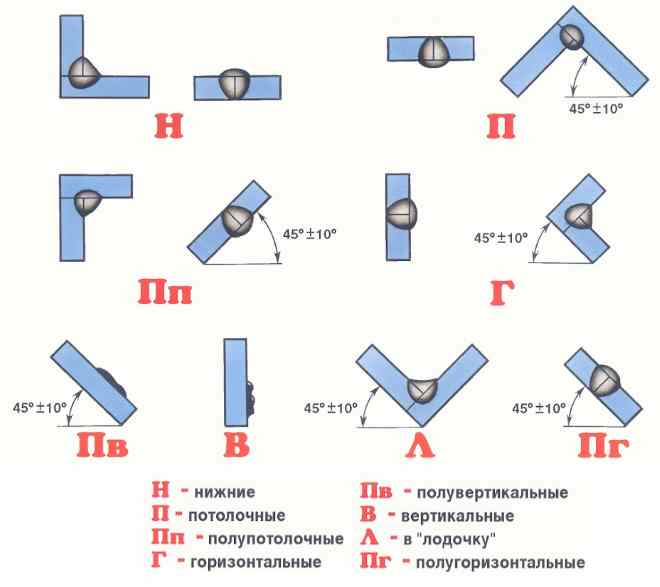
अंजीर। 52. पट्टिका की वेल्डिंग "नाव" में वेल्ड हो जाती है
मुख्य रूप से पतली चादरों को जोड़ने पर टॉप-डाउन वेल्डिंग का उपयोग किया जाता है। जब ऊर्ध्वाधर सीम "ऊपर से नीचे" करते हैं, तो पूर्ण विफलता प्राप्त नहीं होती है।
ऊर्ध्वाधर सीम को नीचे से ऊपर तक वेल्डिंग करने की तकनीक इस प्रकार है। सबसे पहले, सीम के विमान के सापेक्ष इलेक्ट्रोड को सही ढंग से स्थिति देना आवश्यक है। जब एक पतली-लेपित इलेक्ट्रोड (छवि। 53, ए) के साथ वेल्डिंग किया जाता है, झुकाव का कोण 15-20 डिग्री के भीतर लिया जाता है; जब मोटे-लेपित इलेक्ट्रोड (छवि 53, बी) के साथ वेल्डिंग किया जाता है, तो इलेक्ट्रोड का झुकाव एक क्षैतिज रेखा पर लगभग 45-50 ° होना चाहिए। मोटी कोटिंग के साथ इलेक्ट्रोड का इतना बड़ा झुकाव स्नान से स्लैग के आसान जल निकासी और पिघला हुआ धातु को बनाए रखने के लिए आवश्यक है।
चाप सीम के सबसे निचले बिंदु पर प्रज्वलित होता है, और पिघले हुए धातु के साथ स्नान के गठन के बाद, इलेक्ट्रोड का अंत, सबसे कम संभव चाप के साथ, दाएं या बाएं और कुछ हद तक ऊपर जाता है। इलेक्ट्रोड के इस आंदोलन के साथ, पिघले हुए धातु कणों को जल्दी से जमने और पिघले हुए धातु के बाद की बूंदों में देरी करने के लिए आवश्यक एक प्रकार की दहलीज बनाने की अनुमति मिलती है। इलेक्ट्रोड के आंदोलनों को दोहराया जाता है, और वेल्ड धातु एक सीम का रूप लेता है। ऊर्ध्वाधर सीम पर, गुच्छे अधिक स्पष्ट होते हैं, और इस संकेत से ऊर्ध्वाधर सीम निचले लोगों से भिन्न होते हैं।

चित्र 53। Fig.54। "नीचे से ऊपर" की विधि द्वारा ऊर्ध्वाधर सीम को वेल्डिंग करते समय इलेक्ट्रोड की स्थिति; ऊपर से नीचे
ऊपर से नीचे तक ऊर्ध्वाधर सीम वेल्डिंग करते समय, इलेक्ट्रोड को वेल्डेड होने वाली सतह के लंबवत होता है। चाप उत्तेजना और पिघली हुई धातु की पहली बूंदों के गठन के बाद, इलेक्ट्रोड नीचे की ओर झुका हुआ है (छवि 54), जबकि आधार धातु को पिघलाना जारी है। धीरे-धीरे इलेक्ट्रोड को खिलाने और एक छोटी चाप को बनाए रखने के लिए, इलेक्ट्रोड के अंत के साथ धातु को टपकने से रोकना आवश्यक है, और इसे पक्ष और नीचे तक खींचकर, जमा बूंदों को ठोस बनाने और वेल्ड बनाने में मदद करता है।
ऊर्ध्वाधर सीम बनाने के दोनों तरीकों के साथ, इलेक्ट्रोड को अनुप्रस्थ ऑसिलेटरी आंदोलनों की रिपोर्ट करना आवश्यक है। इस मामले में, ऐसे इलेक्ट्रोड पथ का चयन करना आवश्यक है जिसमें सीम के साथ आंदोलन किसी भी एक स्थान पर लंबे समय तक गर्मी की एकाग्रता के बिना होता है।
जब स्नान के आकार को कम करने के लिए ऊपर से नीचे तक वेल्डिंग पिघली हुई धातु के साथ, वेल्डिंग चालू और इलेक्ट्रोड के व्यास की ताकत को नीचे से ऊपर तक वेल्डिंग करते समय थोड़ा कम सौंपा जाना चाहिए। जब किनारों के वी-आकार और एक्स-आकार के खांचे के साथ ऊर्ध्वाधर बट वेल्ड करते हैं, साथ ही रोलर सीम, वेल्डिंग सीक्वेंस, मल्टीलेयर, और कॉर्नर एपेक्स की पैठ को निचले सीम को वेल्डिंग करने के लिए इसी तरह से किया जाता है।
वेल्डिंग सीम दो संभोग संरचनाओं के किनारों पर पिघले हुए धातु की एक पंक्ति है जो एक इलेक्ट्रिक आर्क द्वारा स्टील के संपर्क के परिणामस्वरूप होता है। प्रत्येक मामले के लिए सीम के प्रकार और कॉन्फ़िगरेशन को व्यक्तिगत रूप से चुना जाता है, इसकी पसंद ऐसे कारकों पर निर्भर करती है जैसे कि उपयोग किए गए उपकरणों की शक्ति, वेल्डेड मिश्र धातुओं की मोटाई और रासायनिक संरचना। इस तरह के एक सीम भी तब होता है जब एक टांका लगाने वाले लोहे के साथ पॉलीप्रोपीलीन पाइप वेल्डिंग।
यह लेख वेल्ड के प्रकार और उनके कार्यान्वयन के लिए प्रौद्योगिकी पर चर्चा करता है। हम ऊर्ध्वाधर, क्षैतिज और सीलिंग सीम का अध्ययन करेंगे, और यह भी सीखेंगे कि उन्हें कैसे साफ किया जाए और दोषों की जांच की जाए।
1 वेल्ड वर्गीकरण
किस्मों में सीम का वर्गीकरण कई कारकों के अनुसार किया जाता है, जिनमें से मुख्य संयुक्त का प्रकार है। इस पैरामीटर के अनुसार, सीम में विभाजित हैं:
- बट संयुक्त;
- गोद सीना;
- टी सीम।
अधिक विस्तार से प्रस्तुत प्रत्येक विकल्पों पर विचार करें।
१.१ बट जॉइंट
कनेक्शन की इस विधि का उपयोग पाइप, वर्ग प्रोफाइल और शीट धातु के वेल्डिंग भागों के लिए किया जाता है। कनेक्टिंग भागों को रखा गया है ताकि उनके किनारों के बीच 1.5-2 मिमी का अंतर हो (clamps के साथ भागों का निर्धारण वांछनीय है)। शीट मेटल के साथ काम करते समय, जिसकी मोटाई 4 मिमी से अधिक नहीं होती है, सीम केवल एक तरफ रखी जाती है, 4-12 मिमी की शीट में यह 12 मिमी या उससे अधिक की मोटाई के साथ या तो डबल या सिंगल हो सकती है - केवल डबल।

यदि भागों की दीवार की मोटाई 4-12 मिमी है, तो किनारों की एक यांत्रिक सफाई और किनारों की सीलिंग निम्नलिखित तरीकों में से एक में आवश्यक है। एक्स-आकार की स्ट्रिपिंग का उपयोग करके विशेष रूप से मोटी धातु (12 मिमी से) को जोड़ने की सिफारिश की जाती है, गठित सीम को भरने के लिए बड़ी मात्रा में धातु की आवश्यकता के कारण अन्य विकल्प नुकसानदेह होते हैं, जिससे इलेक्ट्रोड की खपत बढ़ जाती है।

हालांकि, कुछ मामलों में, वेल्डर मोटी धातु को एक सीम के साथ पकाने का फैसला कर सकता है, जिसे इसे कई पास में भरने की आवश्यकता होती है। इस कॉन्फ़िगरेशन के सीम को मल्टीलेयर कहा जाता है, इमेज में मल्टीलेयर सीम की वेल्डिंग तकनीक को दिखाया गया है।
1.2
गोद संयुक्त का उपयोग वेल्डिंग शीट धातु के लिए विशेष रूप से 4-8 मिमी की मोटाई के साथ किया जाता है, जबकि प्लेट को दोनों तरफ से उबाला जाता है, जो शीट और उनके बाद के जंग के बीच नमी की संभावना को समाप्त करता है।

इस तरह के सीम की तकनीक इलेक्ट्रोड के सही कोण के अनुपालन के लिए बेहद मांग है, जो 15-40 डिग्री की सीमा में भिन्न होनी चाहिए। आदर्श से विचलन की स्थिति में, सीम को भरने वाली धातु को संयुक्त लाइन से विस्थापित किया जाएगा, जो संयुक्त की ताकत को काफी कम कर देगा।
1.3 टी-संयुक्त
टी-संयुक्त "टी" अक्षर के रूप में बनाया गया है, इसे दो और एक तरफ दोनों पर किया जा सकता है। सीम की संख्या और भाग के अंत को काटने की आवश्यकता इसकी मोटाई पर निर्भर करती है:
- 4 मिमी तक - कटाई समाप्त किए बिना एक तरफा सीम;
- 4-8 मिमी - डबल, काटने के बिना;
- 4-12 मिमी - एक तरफा काटने के साथ एकल;
- 12 मिमी से अधिक - डबल साइडेड, डबल कटिंग।
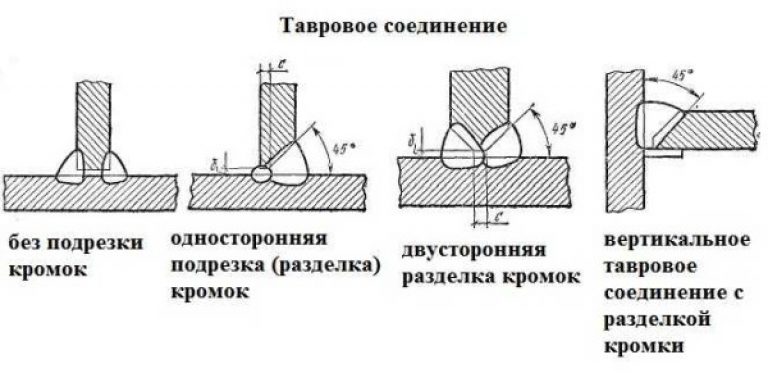
टी-जोड़ों के प्रकारों में से एक पट्टिका संयुक्त है जिसका उपयोग धातु की दो चादरों से जुड़ने के लिए किया जाता है या एक दूसरे से झुका होता है।
स्थानिक स्थिति में 2 प्रकार के सीम
कनेक्शन के प्रकार के अनुसार वर्गीकरण के अलावा, सीम को अंतरिक्ष में स्थिति के आधार पर किस्में में विभाजित किया जाता है, जिसके अनुसार वे हैं:
- ऊर्ध्वाधर;
- क्षैतिज;
- छत।
ऊर्ध्वाधर जोड़ों की समस्या पिघला हुआ धातु नीचे फिसलने का कारण है, जो गुरुत्वाकर्षण के कारण है। यहां एक छोटा चाप लागू करना आवश्यक है - इलेक्ट्रोड के अंत को यथासंभव धातु के करीब रखने के लिए। वेल्डिंग ऊर्ध्वाधर जोड़ों को प्रारंभिक कार्य के कार्यान्वयन की आवश्यकता होती है - स्ट्रिपिंग और कटिंग, जो कनेक्शन के प्रकार और धातु की मोटाई के आधार पर चुने जाते हैं। तैयारी के बाद, भागों को आवश्यक स्थिति में तय किया जाता है और एक मोटा कनेक्शन अनुप्रस्थ "पकड़" के साथ बनाया जाता है जो वर्कपीस को बढ़ने से रोकते हैं।

ऊर्ध्वाधर सीम को वेल्डिंग करना टॉप-डाउन और बॉटम-अप दोनों किया जा सकता है; उपयोग में आसानी के मामले में, बाद वाला विकल्प बेहतर है। शामिल होने के लिए इलेक्ट्रोड को लंबवत रखा जाना चाहिए, वेल्डेड क्रेटर के किनारों पर इसे आराम करने की अनुमति है। इलेक्ट्रोड की गति को सीम की आवश्यक मोटाई के आधार पर चुना जाता है, सबसे टिकाऊ संयुक्त पक्ष की ओर से इलेक्ट्रोड के पार्श्व विस्थापन के साथ और लूप की तरह दोलन के साथ प्राप्त किया जाता है।

ऊर्ध्वाधर विमानों पर, क्षैतिज प्रकार के सीम को बाएं से दाएं या दाएं से बाएं प्रदर्शित किया जाता है। वेल्डिंग क्षैतिज सीम स्नान को सूखा करके जटिल, जिसके लिए इलेक्ट्रोड के एक महत्वपूर्ण कोण को बनाए रखने की आवश्यकता होती है - 80 से 90 0 तक। ऐसे पदों में धातु की आमद को रोकने के लिए, संकीर्ण रोलर्स का उपयोग करके, अनुप्रस्थ कंपन के बिना इलेक्ट्रोड को स्थानांतरित करना आवश्यक है।
इलेक्ट्रोड की गति को चुना जाता है ताकि चाप का केंद्र सीम की ऊपरी सीमा के साथ गुजरता है, और पिघला हुआ स्नान का निचला समोच्च पिछले रोलर के ऊपरी छोर तक नहीं पहुंचता है। विशेष रूप से ऊपरी किनारे पर ध्यान दिया जाना चाहिए, विभिन्न दोषों के गठन का सबसे अधिक खतरा है। अंतिम रोलर को वेल्डिंग करने से पहले, स्लैग और कार्बन जमा से गठित सीम को साफ करना आवश्यक है।
प्रदर्शन करने के लिए सबसे कठिन छत सीम हैं। चूँकि ऐसे में स्थानिक स्थिति पिघला हुआ स्नान विशेष रूप से धातु की सतह तनाव द्वारा आयोजित किया जाता है, सीम को यथासंभव संकीर्ण बनाया जाना चाहिए। रोलर की मानक चौड़ाई का उपयोग किए गए इलेक्ट्रोड की चौड़ाई से दोगुना से अधिक नहीं है, जबकि 4 मिमी तक के व्यास वाले इलेक्ट्रोड का उपयोग कार्य में किया जाना चाहिए।
सीम बिछाते समय, इलेक्ट्रोड को 90 से 130 0 से एक कोण पर आयोजित किया जाना चाहिए ताकि विमानों को जोड़ा जा सके। रोलर को किनारे से किनारे तक के थरथरानवाला आंदोलनों द्वारा बनाया जाता है, जबकि चरम पार्श्व स्थिति में, इलेक्ट्रोड में देरी होती है, जो अंडरकट्स से बचने में मदद करता है। ध्यान दें कि सीलिंग सीम में बिना किसी अनुभव के वेल्डर की सिफारिश नहीं की जाती है।
वेल्डिंग छत जोड़ों के लिए 2.1 प्रौद्योगिकी (वीडियो)
२.२ दोषों की सफाई और निरीक्षण
सीम के निर्माण के बाद, जुड़े हुए हिस्सों की सतह पर स्लैग रहता है, पिघला हुआ स्टील और स्केल की बूंदें, जबकि सीम में धातु के विमान के ऊपर उत्तल आकार और प्रोट्रूड हो सकते हैं। इन कमियों को खत्म करने के लिए अलग करने की अनुमति देता है, जो चरणों में किया जाता है।
प्रारंभ में, एक हथौड़ा और छेनी की मदद से, पैमाने और स्लैग को हटाने के लिए आवश्यक है, फिर एक घर्षण डिस्क या एक पीसने की मशीन से लैस ग्राइंडर की मदद से, जुड़े हुए विमानों को संरेखित किया जाता है। सतह के आवश्यक चिकनाई के आधार पर अपघर्षक पहिया का चयन किया जाता है।

दोष वेल्डअक्सर अनुभवहीन विशेषज्ञों द्वारा सामना किया जाता है, एक नियम के रूप में, इलेक्ट्रोड के असमान आंदोलन या गलत तरीके से चयनित वर्तमान ताकत और परिमाण का परिणाम है। कुछ दोष महत्वपूर्ण हैं, कुछ को ठीक किया जा सकता है - किसी भी मामले में, उनकी उपस्थिति के लिए सीम का नियंत्रण अनिवार्य है।
गौर कीजिए कि क्या दोष हैं और उनकी जाँच कैसे की जाती है:

दोष भी दरारें के रूप में बन सकते हैं जो धातु शीतलन के चरण में दिखाई देते हैं। दरारें दो विन्यासों में आती हैं - सीम के पार या साथ में निर्देशित। गठन के समय के आधार पर, दरारें गर्म और ठंडे के रूप में वर्गीकृत की जाती हैं, बाद वाले जोड़ों के सख्त होने के बाद दिखाई देते हैं जो अत्यधिक भार के कारण एक विशेष प्रकार के वेल्ड का सामना नहीं कर सकते हैं।
कोल्ड क्रैक एक महत्वपूर्ण दोष है जो संयुक्त के पूर्ण विनाश का कारण बन सकता है। उनके गठन के मामले में, क्षतिग्रस्त क्षेत्रों को फिर से वेल्ड करना आवश्यक है, अगर उनमें से बहुत सारे हैं, तो सीम को काट दिया जाना चाहिए और फिर से बनाया जाना चाहिए।
ऊर्ध्वाधर जोड़ों को वेल्डिंग करते समय, पिघली हुई धातु की बूंदें नीचे की ओर बहती हैं (चित्र। 69, ए)। इसलिए, ऐसे सीम को एक छोटे चाप द्वारा किया जाता है, जिसमें सतह तनाव बलों की कार्रवाई के कारण बूँदें, इलेक्ट्रोड से सीम क्रेटर (छवि। 69, बी) में आसानी से गुजरती हैं। इलेक्ट्रोड का अंत ड्रॉप से \u200b\u200bऊपर या दूर लाया जाता है, जिससे इसे कठोर करने का अवसर मिलता है। नीचे से ऊर्ध्वाधर सीम को वेल्ड करना बेहतर है, फिर अंतर्निहित गड्ढा धातु की बूंदों को पकड़ लेगा (छवि। 69, सी)। इलेक्ट्रोड ऊपर या नीचे झुकाव हो सकता है। जब इलेक्ट्रोड नीचे झुका हुआ होता है, तो वेल्डर के लिए वेल्ड नाली में इलेक्ट्रोड धातु की बूंदों के वितरण का निरीक्षण करना अधिक सुविधाजनक होता है। यदि आपको एक ऊर्ध्वाधर बनाए रखने की आवश्यकता है

ऊपर से नीचे तक वेल्डिंग, इलेक्ट्रोड को स्थिति I (छवि 69, डी) में रखा गया है, और गठन के बाद, छोटी बूंद स्थिति II में नीचे गिरती है, जिसमें छोटी नाली द्वारा छोटी चाप द्वारा छोटी बूंद को रखा जाता है। इससे अधिक के इलेक्ट्रोड के साथ ऊर्ध्वाधर सीम को वेल्ड करना बेहतर है

4 मिमी, कम वर्तमान (लगभग 160 ए) पर। यह वेल्ड क्रेटर में तरल धातु की मात्रा को कम करता है, जिससे वेल्डिंग की सुविधा मिलती है।
क्षैतिज सीम (चित्र। 70) का प्रदर्शन करते समय धातु के अपवाह को कम करने के लिए, किनारों का बेवल केवल शीर्ष शीट पर किया जाता है। एक चाप निचले किनारे (स्थिति I) पर उत्साहित है, और फिर इसे ऊपरी शीट (स्थिति II) के किनारे पर स्थानांतरित किया जाता है, धातु की गिरती हुई बूंद को ऊपर उठाता है। इलेक्ट्रोड का आंदोलन पैटर्न तब समाप्त होता है जब एकल-परत क्षैतिज सीम को वेल्डिंग करके अंजीर में दिखाया जाता है। 70, ए, दाईं ओर। क्षैतिज सीमों को भी अनुदैर्ध्य रोलर्स के साथ वेल्डेड किया जाता है, जिसमें पहले रोलर (सीम की जड़) व्यास 4 मिमी के इलेक्ट्रोड के साथ और 5 मिमी के इलेक्ट्रोड के साथ बाद वाले होते हैं।
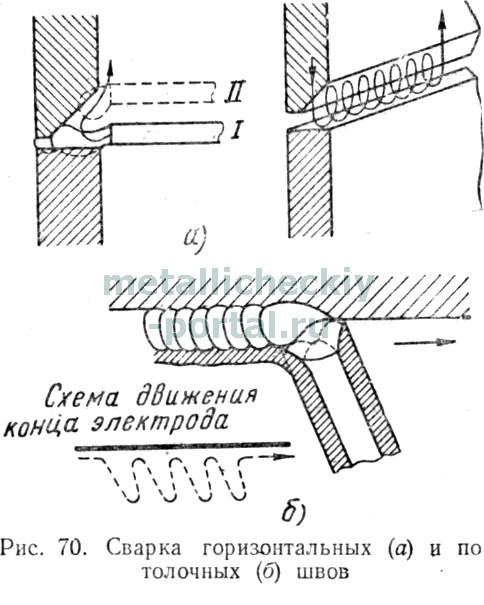
सीलिंग सीम बनाना सबसे कठिन है जिसे जितना संभव हो उतना छोटा वेल्ड किया जाता है। वेल्डिंग सीलिंग जोड़ों के लिए, इलेक्ट्रोड के धातु से अधिक दुर्दम्य कोटिंग्स के साथ इलेक्ट्रोड का उपयोग किया जाता है। इस मामले में, कोटिंग इलेक्ट्रोड के अंत में एक टोपी बनाती है, जो धातु की बूंदें रखती है (छवि 70, बी)। वेल्डिंग प्रक्रिया में, इलेक्ट्रोड का अंत तब हटा दिया जाता है, फिर स्नान के करीब लाया जाता है। जब इलेक्ट्रोड हटा दिया जाता है, तो आर्क बाहर निकल जाता है और वेल्ड धातु कठोर हो जाता है। छत की वेल्डिंग के लिए - ऊर्ध्वाधर और क्षैतिज, एक छोटे व्यास के इलेक्ट्रोड का उपयोग किया जाता है, और निचली स्थिति में एक ही मोटाई की धातु को वेल्डिंग करने की तुलना में वर्तमान में 10-12% तक कम किया जाता है।
सीलिंग वेल्डिंग सीम लगाते समय, गैस बुलबुले सीम की जड़ में तैरते हैं, जिससे वेल्डेड संयुक्त की ताकत कम हो जाती है। सीलिंग वेल्डिंग का उपयोग केवल बड़ी संरचनाओं की स्थापना के लिए किया जाता है, वेल्डिंग निश्चित जोड़ों निचली स्थिति में सीम असंभव होने पर पाइपलाइन, मरम्मत वेल्डिंग और अन्य समान कार्य करता है।
ऊर्ध्वाधर, क्षैतिज और सीलिंग सीम को भी गैस के परिरक्षण में वेल्ड किया जा सकता है, जिससे वेल्ड पूल में इलेक्ट्रोड धातु के जेट स्थानांतरण होते हैं। इस मामले में, यंत्रीकृत वेल्डिंग विधियों का उपयोग किया जाना चाहिए।
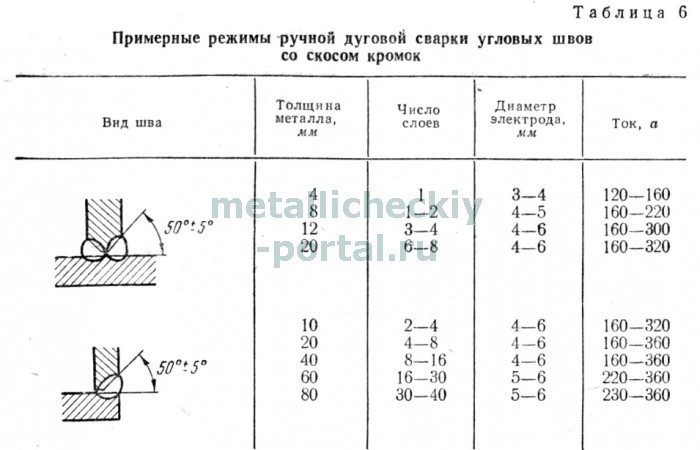
इलेक्ट्रोड किसी भी स्थानिक स्थिति में वेल्डिंग के लिए उपयुक्त हैं: OMA-2, OMM-5, OZTs-1, TsM-7, OZS-4, OZS-2, UONI-13, आदि (तालिका 5 देखें)।
प्रशासन लेख की समग्र रेटिंग: प्रकाशित: 2011.06.01
टिप्पणियाँ:
टिप्पणियाँ:
- इलेक्ट्रिक वेल्डिंग विधि के मूल तत्व
- ऊर्ध्वाधर सीवन वेल्डिंग
- काम पूरा करना
विभिन्न धातु भागों और भागों के टुकड़े को वेल्ड करना अक्सर आवश्यक होता है। ऐसे कई तरीके हैं जो कार्य को प्राप्त करने में मदद करेंगे, लेकिन दूसरों की तुलना में अधिक बार, इलेक्ट्रिक वेल्डिंग का उपयोग किया जाता है।
इलेक्ट्रिक वेल्डिंग विधि के मूल तत्व
यह विधि एक विद्युत चाप के निर्माण पर आधारित है। धातु के संपर्क के बिंदु पर चाप एक अवकाश बनाता है। यह अवसाद पिघले हुए धातु से भरा होता है, जो इलेक्ट्रोड के दहन से उत्पन्न होता है। जैसा कि यह सतह के साथ वेल्डेड होने के लिए आगे बढ़ता है, इसके किनारों को गर्म और पिघलाया जाता है, जिससे इलेक्ट्रोड की धातु के साथ एक संरचना होती है।
विद्युत वेल्डिंग का एक महत्वपूर्ण कारक वर्तमान ताकत है। यदि इसके पास पर्याप्त पैरामीटर नहीं हैं, तो आर्क हर समय बाहर निकल जाएगा, और इलेक्ट्रोड वेल्डेड होने वाली सतह पर चिपक जाएगा। आवश्यक एम्परेज का उपयोग किए गए उपकरण पर निर्भर होना चाहिए। यदि एक इन्वर्टर उपकरण का उपयोग किया जाता है, तो आवश्यक संकेतक 80-100 ए से सीमा में भिन्न होना चाहिए। ट्रांसफार्मर प्रकार के उपकरण के उपयोग के साथ, सीमा 35-55 ए की सीमा में होनी चाहिए।
ऑपरेशन के लिए इलेक्ट्रोड को उनके रासायनिक संरचना और प्रसंस्करण सतह की संरचना को ध्यान में रखते हुए चुना जाना चाहिए। ऐसे धातु के कई प्रकार हैं: स्टील, स्टेनलेस स्टील, एल्यूमीनियम। सभी इलेक्ट्रोड तदनुसार चिह्नित हैं, जो उन्हें सही ढंग से चयनित करने की अनुमति देता है। अपने काम में एक इलेक्ट्रिक वेल्डिंग मशीन का उपयोग करते समय, आपको यह याद रखना होगा कि संसाधित किए जा रहे सामग्री की मोटाई के सापेक्ष इलेक्ट्रोड के व्यास को चुना जाना चाहिए।
सामग्री की तालिका पर वापस जाएं
ऊर्ध्वाधर सीवन वेल्डिंग
काम शुरू करने से पहले, आपको यह तय करना होगा कि आप किस सीम को पूरा करना चाहते हैं। कई बुनियादी प्रकार के सीम हैं:
- वेल्डिंग फ्लैट शीट जोड़ों।
- ऊर्ध्वाधर सीम।
- कॉर्नर वेल्ड संयुक्त।
- वेल्डिंग ट्यूबलर जोड़ों।
ऊर्ध्वाधर वेल्डिंग और एक स्पष्ट और यहां तक \u200b\u200bकि सीवन प्राप्त करने के दौरान, प्रक्रिया आरेख को देखा जाना चाहिए। इसके लिए, तैयार भागों को स्पष्ट रूप से तय किया जाना चाहिए। Tacks का उपयोग करते हुए, आपको 3-4 स्थानों में किनारों के आसपास उन्हें जकड़ना होगा। भागों को एक क्लैंप के साथ सुरक्षित किया जाना चाहिए। इलेक्ट्रोड का झुकाव सतह के सापेक्ष 70-75 ° होना चाहिए।
विद्युत वेल्डिंग द्वारा एक ऊर्ध्वाधर सीम को ठीक से वेल्ड करने के लिए, समय-समय पर घूर्णी आंदोलनों को करना आवश्यक है जो पिघले हुए धातु को 2 भागों के जंक्शन बिंदु पर रेकिंग करने में मदद करेगा। इलेक्ट्रोड का अंत सीम के बीच में होना चाहिए। वेल्डिंग प्रक्रिया को नीचे से ऊपर की ओर किया जाना चाहिए, ड्रॉप द्वारा चिपके हुए। यह पिघले हुए इलेक्ट्रोड तार के साथ अंतर को धीरे-धीरे भरने में मदद करेगा।
वेल्डिंग के दौरान, सबसे विश्वसनीय जोड़ों का निर्माण होता है। वेल्ड विभिन्न सामग्रियों को जोड़ सकते हैं। धातु के अलावा, आप कांच, प्लास्टिक, चीनी मिट्टी की चीज़ें बना सकते हैं। वेल्डिंग का काम अलग-अलग विमानों में किया जा सकता है। इसलिए, वेल्डिंग के दौरान सीम की स्थिति उन हिस्सों के किनारों की स्थानिक व्यवस्था पर निर्भर करती है जिन्हें वेल्डेड करने की आवश्यकता होती है।
निष्पादन की विधि के अनुसार, सीम हैं:
- एक तरफा;
- डबल पक्षीय;
- एकल परत;
- बहुपरत।
वर्गीकरण पर अधिक वेल्डेड जोड़ों अंतरिक्ष और लंबाई में स्थान के अनुसार वेल्डिंग के निम्न प्रकार हैं:
- निचली स्थिति में। जब वेल्ड पृथ्वी की सतह पर 0 ° के कोण पर होता है;
- क्षैतिज में। वेल्डिंग को क्षैतिज रूप से बाहर किया जाता है, और भाग 0 से 60 डिग्री के कोण पर रखा जाता है;
- सीधे बैठने की स्थिति में। वेल्डिंग को लंबवत रूप से किया जाता है, और संरचना 60 से 120 ° तक एक विमान में स्थित होती है;
- छत में। सीम वेल्डर के ऊपर स्थित है, और 120-180 डिग्री के कोण पर काम किया जाता है;
- "नाव" में। वेल्डिंग "कोने में" किया जाता है, और भाग एक कोण पर स्थित होता है।
शुरुआती लोगों के लिए भी, निचले स्थान पर वेल्डिंग का काम मुश्किल नहीं है। कैसे उन्हें बाहर किया गया। बाकी सभी के लिए, तकनीकी ज्ञान की आवश्यकता है।
वेल्डिंग ऊर्ध्वाधर जोड़ों
एक ऊर्ध्वाधर सीम कैसे पकाने के लिए? ऊर्ध्वाधर जोड़ों को वेल्डिंग करते समय, धातु तैयार की जाती है ताकि कनेक्शन के प्रकार और तत्वों की मोटाई को ध्यान में रखा जाए। फिर उन्हें वांछित स्थिति में तय किया जाता है, और छोटे अनुप्रस्थ टांके के साथ जब्त किया जाता है, जो भागों को स्थानांतरित करने की अनुमति नहीं देते हैं।

वेल्डिंग दो ऊर्ध्वाधर प्लेटों
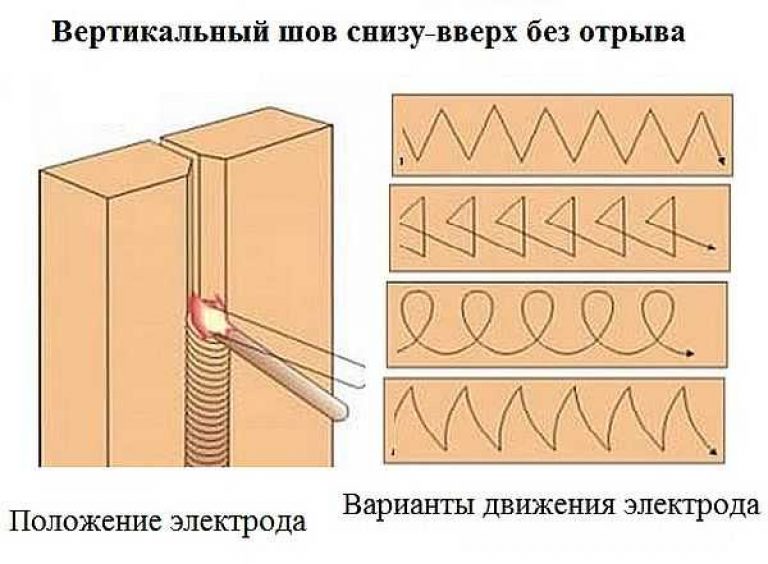
ऊर्ध्वाधर सीम को दो तरीकों से वेल्डेड किया जाता है: नीचे से ऊपर और विपरीत दिशा में। नीचे से ऊपर काम करते समय उच्च गुणवत्ता वाले ऊर्ध्वाधर सीम प्राप्त करना आसान होता है, क्योंकि वेल्ड पूल एक चाप में उगता है और इसे छोड़ने से रोकता है।
चाप को तोड़ने के बिना नीचे से एक ऊर्ध्वाधर सीम को वेल्डिंग करना क्षैतिज विस्थापन के बिना एक दिशा में इलेक्ट्रोड की गति को शामिल करता है। वह 80-90 ° के कोण पर विमान को झुक जाता है। वेल्डिंग चाप इसका सीधा असर उस हिस्से पर पड़ता है, जो प्रक्रिया नियंत्रण की सुविधा देता है।
वेल्डिंग वेल्डिंग:
- निचले बिंदु पर, एक चाप उत्तेजित होता है;
- सीम के क्रॉस-सेक्शन के बराबर एक क्षैतिज सतह की तैयारी - इलेक्ट्रोड की गति: वर्धमान, क्रिसमस का पेड़ या ज़िगैग;
- वेल्ड पूल को पकड़ना चाप के दबाव द्वारा किया जाता है, जिसे इलेक्ट्रोड के झुकाव द्वारा नियंत्रित किया जाता है।
इलेक्ट्रोड आंदोलनों को जल्दी से बाहर किया जाना चाहिए, प्रक्रिया पर पूर्ण नियंत्रण आवश्यक है। यदि वेल्ड पूल एक किनारे से रिसाव करना शुरू कर देता है, तो एक साथ ऊपर की ओर आंदोलन के साथ दूसरे पर जाएं।
महत्वपूर्ण! धातु को ज़्यादा गरम न करें और न रोकें। स्नान बाहर गिर सकता है, जिसके परिणामस्वरूप जल सकता है।
एक ऊर्ध्वाधर पट्टिका वेल्ड की वेल्डिंग की अपनी विशेषताएं हैं। पहले शेल्फ को फ्यूज किया जाता है, फिर धीमी धातु के हेरफेर से धातु फ्यूज हो जाती है। एक "सीढ़ी" के साथ मार्ग के दौरान एक तैयार सीम का निर्माण होता है। यानी उन्होंने इलेक्ट्रोड को दाईं ओर ऊपर उठा दिया, पिघले हुए धातु की एक बूंद किनारों के बीच जम जाती है, फिर हम इलेक्ट्रोड के सिरे को सीम के किनारे पर बाईं और ऊपर की तरफ घुमाते हैं, जिससे "ठोस" विश्वसनीय जोड़ों का निर्माण होता है।
पर वेल्डिंग का काम चाप के अलग होने के साथ, छोटे अनुप्रस्थ टांके या छोरों के साथ आंदोलनों को एक तरफ से दूसरी तरफ किया जाता है।
![]()
आर्क ब्रेक वेल्डिंग
संयुक्त की आकृति वर्तमान ताकत से बहुत प्रभावित होती है। वर्तमान, सबसे अधिक बार, एक निश्चित प्रकार के इलेक्ट्रोड और सामग्री मोटाई के लिए अनुशंसित मूल्यों से 5-10A कम है। हालांकि यह हमेशा सच नहीं होता है। इसलिए, इसे प्रयोगात्मक रूप से निर्धारित करना और औसत मान लेना सबसे अच्छा है।
वेल्डिंग क्षैतिज जोड़ों
एक ऊर्ध्वाधर सतह पर क्षैतिज सीम को दाएं से बाएं और इसके विपरीत वेल्डेड किया जाता है। इस मामले में स्नान भी नीचे की ओर, नाली के निचले हिस्से में बहेगा। इलेक्ट्रोड एक बड़े कोण पर झुकता है, जो वर्तमान मापदंडों पर निर्भर करता है। स्नान को यथावत रहना चाहिए। 
मोटी धातु को वेल्डिंग करते समय केवल ऊपरी किनारे पर एक लोप (कटिंग) होता है, जबकि निचले हिस्से में वेल्डेड पूल में पिघला हुआ धातु रहता है।
- बाएं से दाएं पकाना बेहतर होता है, इसलिए वेल्ड पूल बेहतर दिखाई देता है;
- इलेक्ट्रोड स्थिति सीम पर थोड़ा पीछे;
- चाप उत्तेजना निचले किनारे पर होती है, फिर ऊपरी में स्थानांतरित हो जाती है;
- इलेक्ट्रोड का पथ एक सर्पिल में किया जाता है।

एक सर्पिल में इलेक्ट्रोड आंदोलन
जब धातु नीचे बहती है, तो आंदोलन की गति को बढ़ाना और धातु के हीटिंग को कम करना आवश्यक है। आप आर्क ब्रेक कर सकते हैं। इन अंतरालों पर, धातु थोड़ा ठंडा हो जाता है और इसका प्रवाह बंद हो जाता है। एक ही प्रभाव वर्तमान ताकत में कमी देता है। बस चरणों में इन तकनीकों का उपयोग करें।
टिप! यदि खाना पकाने की क्षैतिजता आपके लिए एक नवीनता है, तो धातु का एक बहुत सर्फ न करें, गुणात्मक रूप से पतली सीम बनाने की कोशिश करें। फिर, यदि आवश्यक हो, तो पहले पर एक मार्ग बनाएं।
गोद के जोड़ों में क्षैतिज पट्टिका वेल्ड को काफी सरल रूप से वेल्डेड किया जाता है, तकनीक कम स्थिति में वेल्डिंग को दोहराती है।
सीलिंग वेल्डिंग
इलेक्ट्रिक वेल्डिंग द्वारा छत के सीम को कैसे पकाने के लिए? ऐसी स्थितियाँ अनुभवहीन शुरुआती को भ्रमित कर सकती हैं। 
इस मामले में वेल्डर एक असहज स्थिति में है, और छत से गर्म धातु की बूंदें नीचे गिर जाएंगी। इस तरह के काम में इलेक्ट्रोड सतह पर लंबवत है। उसे कनेक्शन का विस्तार करने के लिए धीमी गति से परिपत्र गति करना चाहिए। विद्युत चाप आवश्यक रूप से छोटा है। एक लंबे आर्क के साथ, अंडरकट्स बनेंगे।

सीलिंग सीम बनाने के तरीके
सीलिंग जोड़ों की वेल्डिंग एक ही सिद्धांत के अनुसार की जाती है - धातु को जितनी जल्दी हो सके कठोर करना चाहिए। इस तरह के काम के लिए, एक विशेष आग रोक कोटिंग वाले इलेक्ट्रोड का उपयोग किया जाता है।
साथ में इलेक्ट्रोड के परिपत्र आंदोलनों के साथ, ऊर्ध्वाधर भी बनाये जाते हैं। स्नान से दूर जाने पर, चाप बुझ जाता है। ऊर्जा का प्रवाह रुक जाता है। धातु ठंडा और क्रिस्टलीकृत होता है, वेल्ड पूल कम हो जाता है। इस प्रकार, शॉर्ट सर्किट द्वारा पिघलने का कार्य किया जाता है।
सीलिंग वेल्डिंग का उपयोग आपातकाल के मामलों में किया जाता है, जब अधिक सुविधाजनक वेल्डेड भागों की व्यवस्था करने का कोई तरीका नहीं होता है। धातु को नीचे से गर्म किया जाता है, जबकि वेल्ड पूल से उठने वाले बुलबुले सीम की जड़ में होते हैं, और इसे कमजोर करते हैं।
कॉर्नर सीम
वेल्डिंग पट्टिका वेल्ड की अपनी विशेषताएं हैं। वेल्डिंग प्रक्रिया, जिसमें एक से दूसरे के सुपरिंपोज्ड कनेक्शन होते हैं, को किनारों की प्रारंभिक तैयारी के बिना किया जाता है। कोने के दोनों किनारों पर जोड़ बनाए जाते हैं।
जब भाग एंड-टू-एंड से जुड़ जाते हैं और एक कोण बनाते हैं, तो अंतिम चेहरा एक तत्व से कट जाता है।
टी-टाइप कनेक्शन
सही सीम प्राप्त करने के लिए, एक विमान क्षैतिज, दूसरा लंबवत होना चाहिए। कोने का वेल्डिंग 90 ° के कोण पर अनिवार्य है। जब उत्पाद की मोटाई, जो लंबवत स्थित है, 12 मिमी से अधिक नहीं है, तो अतिरिक्त प्रसंस्करण आवश्यक नहीं है। यदि इसकी मोटाई 12 - 25 मिमी से है, तो तैयारी को वी-आकार में करना आवश्यक है।
25-40 मिमी से, यू-आकार की बेवेल की एक तरफा ट्रिमिंग की जाती है।
40 मिमी से अधिक - एक वी-आकार की डबल-पक्षीय ट्रिमिंग।
खड़ी स्थित उत्पाद के निचले किनारे को समान रूप से छंटनी की जाती है, और संयुक्त चौड़ाई 2 मिमी से अधिक नहीं होती है।
कोने के जोड़ को अच्छी तरह से निष्पादित करने के लिए, चाप को सही ढंग से प्रज्वलित करने में सक्षम होना आवश्यक है। वेल्डिंग प्रक्रिया शुरू करने से पहले इसे प्रज्वलित किया जाता है। इसे बार-बार ब्रेक पर चलाया जाता है।
एक मोटी कोटिंग के साथ इलेक्ट्रोड का उपयोग करते समय, पिघले हुए धातु के बड़े क्षेत्र बनते हैं। धातु नीचे गिरने के कारण, कोने की सही सीम सतह बनाना संभव नहीं है।
वेल्डेड होने वाली सतहों को तैनात किया जाना चाहिए ताकि झुकाव 45 ° हो और एक नाव के साथ वेल्डिंग किया जाना चाहिए।
गोद के जोड़
वेल्डेड की जाने वाली चादरें, इन चादरों की 3-5 मोटाई की दूरी पर एक दूसरे पर सुपरिंपोज की जाती हैं, परिधि के चारों ओर उबकाई जाती हैं, कवर करते समय गठित कोण के किनारे भी। संपादन की आवश्यकता नहीं है। लेकिन सामग्री की लागत बढ़ जाती है, और कनेक्शन भारी हो जाता है। इसके बावजूद, इस विकल्प का उपयोग अक्सर किया जाता है।
रिंग वेल्डिंग की विशेषताएं
पाइप, विभिन्न भागों को जोड़ने पर फ़िले वेल्ड की वेल्डिंग की आवश्यकता होती है वाल्व बंद करो। संयुक्त प्रकारों का प्रतिनिधित्व करता है।
एक विद्युत वेल्ड पाइप के किनारे स्थित एक ऊर्ध्वाधर सीम है। परिधि के चारों ओर एक क्षैतिज सीम लगाया जाता है। सीलिंग सीम और नीचे की वेल्डिंग, जो क्रमशः स्थित हैं, का प्रदर्शन भी किया जाता है।
स्टील से बने पाइप सबसे अधिक बार बट-वेल्डेड होते हैं। पाइप के अंदर सैगिंग से बचने के लिए, इलेक्ट्रोड का झुकाव क्षितिज से 45 ° अधिक नहीं है, संयुक्त 3 मिमी ऊंचा और 8 चौड़ा है।
रिंग वेल्डिंग करने से पहले, सतह तैयार करना आवश्यक है:
- भाग को अच्छी तरह से साफ किया जाता है;
- विकृत सिरों को काट दिया जाता है और सीधा किया जाता है;
- किनारे के किनारे से 10 मिमी की दूरी पर, उन्हें एक चमक के लिए ब्रश किया जाता है।
वेल्डिंग के दौरान, जोड़ों को लगातार संसाधित किया जाता है, और कोने के जोड़ों को कई परतों में उबाला जाता है। प्रत्येक कंपाउंड को अगले आवेदन करने से पहले स्लैग से साफ किया जाता है। पहले आवेदन करते समय - सभी किनारे पूरी तरह से पिघल जाते हैं। यदि दरार का पता चला है, तो उन्हें काट दिया जाता है और टुकड़े को फिर से उबाला जाता है।
शेष परतों को पाइप के धीमे रोटेशन पर लगाया जाता है। पिछली और अगली परत की शुरुआत 15-30 मिमी द्वारा स्थानांतरित की जाती है।
एक सपाट सतह के साथ अंतिम परत जरूरी सुंदर है।
बट सीना
बट वेल्डिंग विभिन्न तरीकों से किया जाता है:
- अंतरिक्ष में;
- तांबे से बने हटाने योग्य अस्तर पर;
- एक प्रारंभिक सिवनी के साथ।
जब अंतरिक्ष में वेल्डिंग करते हैं, तो पूरी लंबाई के साथ इसकी जड़ को वेल्ड करना बहुत मुश्किल होता है। इसलिए, तांबे से बने हटाने योग्य प्लेट का उपयोग करना बेहतर है, जो इसकी उच्च तापीय चालकता के कारण और तकनीकी विनिर्देश पिघले हुए धातु के संपर्क के क्षण में पिघलने से रोकता है। काम के अंत में, यह आसानी से हटा दिया जाता है।
इस तरह के यौगिकों का नुकसान पैठ की कमी की उच्च संभावना है। इस दोष से बचने के लिए, रिवर्स साइड वेल्डिंग करने से पहले, धातु में 2-3 मिमी गहरी नाली काट दी जाती है। उसके बाद, इसे एक वेल्डिंग रोलर के साथ कवर किया जाता है, फिर संयुक्त को बाहर से मजबूत किया जाता है।
वेल्डेड मल्टीलेयर सीम
एक नया लागू करने से पहले प्रत्येक परत को विषाक्त पदार्थों और ठंडा से साफ किया जाता है। इसलिए, बहुपरत सीमों की वेल्डिंग अन्य प्रकारों से अलग है। पहली परत के लिए, 3-4 मिमी के व्यास वाले इलेक्ट्रोड का उपयोग किया जाता है, और दूसरों के लिए, 5-6 मिमी। अंतिम परत उत्तल है, और पिछली परतों का ताप उपचार भी करती है।
एक वेल्ड सीम एक बहुपरत संयुक्त का एक महत्वपूर्ण घटक है। यह स्ट्रिपिंग और संभवतः पहली सिलाई के आंशिक रूप से हटाने के बाद किया जाता है, उस स्थान पर जहां दोष के संचय की संभावना अधिक होती है। पूरे जोड़ की विश्वसनीयता इस बात पर निर्भर करती है कि वेल्ड सीम कितनी अच्छी तरह से बनाया गया है।
निष्कर्ष
हम संक्षेप में बताते हैं कि वेल्डिंग द्वारा ठीक से पकाने के तरीके को सीखने के लिए, आपको सबसे सरल से शुरुआत करने की आवश्यकता है:
- भागों के कनेक्शन के लिए सामूहिक आंदोलनों को बनाते हुए, इलेक्ट्रोड के आवश्यक झुकाव का काम करना।
- जोड़ों से स्लैग खटखटाना सीखें, जो हर बार बेहतर और बेहतर होगा।
इलेक्ट्रिक वेल्डिंग के साथ एक ऊर्ध्वाधर सीम कैसे पकाने के लिए? सभी सिफारिशों पर विचार करना बहुत महत्वपूर्ण है। ऊर्ध्वाधर सीम क्षैतिज से थोड़ा अधिक जटिल है। सबसे पहले, इसे कई स्थानों पर पकड़ा जाता है, और फिर धीरे-धीरे नीचे से ऊपर तक भरा जाता है। इस प्रकार, पूरी खाई तरल धातु से भर जाती है।
अभ्यास कौशल, एक वेल्डिंग मशीन खरीदें, इलेक्ट्रोड खरीदें, सुंदर सीम बनाने का तरीका सीखना शुरू करें।

