रोजमर्रा की जिंदगी में अक्सर वेल्डिंग लागू करने की आवश्यकता होती है, खासकर एक निजी घर में। यदि बहुत काम है, तो आप एक वेल्डर की सेवाओं का उपयोग कर सकते हैं, लेकिन अगर यह छोटे उत्पादों की एक जोड़ी है, तो इन्वर्टर वेल्डिंग मशीन की मदद का सहारा लेना बेहतर है।
इन्वर्टर क्यों? वास्तव में, यह सबसे सरल, सस्ती और सुविधाजनक प्रकार की वेल्डिंग में से एक है। शुरुआती जोड़ों के लिए इन्वर्टर वेल्डिंग वेल्डेड जोड़ों के विषय में तल्लीन करने के लिए, बहुत सारे शंकु को भरने के बिना, थोड़े से पैसे खर्च करके, मूल बातें समझने में मदद मिलेगी।
इन्वर्टर वेल्डिंग लाभ
इसे आसान बनाने के लिए, आइए इस प्रकार के वेल्डिंग के फायदों के बारे में देखें:
- उपलब्धता (यह लगभग एक घरेलू उपकरण है, प्रत्येक वेल्डिंग उपकरण स्टोर इनवर्टर की एक विस्तृत चयन प्रदान करता है);
- कम लागत (कुछ वेल्ड आपके द्वारा वेल्डर की सेवाओं के लिए भुगतान करने की तुलना में सस्ता है);
- हल्के वजन, गतिशीलता (उपकरणों का वजन 3 - 10 किलो है और आसानी से एक स्थान से दूसरे स्थान पर ले जाया जा सकता है);
- सार्वभौमिकता (इस मशीन के साथ आप लगभग किसी भी धातु को वेल्ड कर सकते हैं);
- लाभप्रदता (लगभग 90% की इन्वर्टर दक्षता, जिसका अर्थ है कि बिजली के बिल बहुत अधिक नहीं होंगे);
- कम वोल्टेज आवश्यकताओं (एक 3 मिमी इलेक्ट्रोड का उपयोग कम धाराओं में 180 - 170 वी नेटवर्क में वेल्डिंग के लिए किया जा सकता है)
- सीखने में आसानी (इस सामग्री को पढ़ने के बाद, आपके पास पहले से ही वेल्डिंग शुरू करने के लिए पर्याप्त ज्ञान होगा)।
इससे पहले कि आप इन्वर्टर वेल्डिंग के साथ खाना पकाने की शुरुआत करें, आपको प्रारंभिक तैयारी करने की आवश्यकता है। इसमें कई सुरक्षा आवश्यकताएं शामिल हैं, और यह कपड़े, एक उचित रूप से व्यवस्थित कार्यस्थल, व्यक्तिगत सुरक्षा उपकरण और इतने पर है।
दूसरी ओर, यह उपयुक्त इलेक्ट्रोड का उपयोग है, साथ ही सही भी है। इस ज्ञान के बिना, एक समान, उच्च-गुणवत्ता वाला सीम प्राप्त करना काफी कठिन है, लेकिन अपने आप को सुरक्षित करना और भी मुश्किल है।
सुरक्षा के साधन
हम इन्वर्टर के साथ धातु को वेल्डिंग करते समय सुरक्षित तरीके से खाना बनाना या खुद को कैसे सुरक्षित रखना सीखें, इसके साथ शुरू करेंगे। हमें आवश्यकता होगी:
- मोटे कपड़े के दस्ताने (गैर-रबर)।
- वेल्डिंग मास्क। प्रत्येक वेल्डिंग चालू के लिए मुखौटा पर एक फिल्टर होना चाहिए, अन्यथा आप "बन्नीज़" को पकड़ लेंगे या वे करेंगे। आप खरीद भी सकते हैं - यह वेल्डर के लिए एक विशेष मुखौटा है, जो स्वतंत्र रूप से चाप की तीव्रता को समायोजित करता है। गिरगिट के लिए, एक टिप्पणी है - कम तापमान पर, प्रतिक्रिया दर घट जाती है।
- कपड़े जो चिंगारी से आग नहीं पकड़ते हैं। पैंट, ऊपरी और जूते की आवश्यकताएं सार्वभौमिक हैं - उन्हें पैमाने की अंतर्ग्रहण का सामना करना होगा और एक ही समय में जला नहीं करना चाहिए।

कार्यस्थल की तैयारी
एक वेल्डिंग इन्वर्टर के साथ खाना बनाना सीखने के लिए अगला कदम एक सुविधाजनक कामकाजी मंच बनाना है। अनुभवी वेल्डर एक विशेष वेल्डेड टेबल का उपयोग करना पसंद करते हैं, शुरुआती लोगों के लिए किसी भी धातु की मेज आसानी से स्थिति के लिए उपयुक्त है और यदि आवश्यक हो, तो वेल्ड किए जाने वाले भागों को ठीक करें।
बेशक, पर्याप्त प्रकाश व्यवस्था का आयोजन किया जाना चाहिए। चूंकि स्पार्क्स और बड़े पैमाने पर इन्वर्टर के साथ ऑपरेशन के दौरान हो सकता है, टेबल और उसके आसपास की जगह को ज्वलनशील और ज्वलनशील तरल पदार्थ और सामग्री से साफ किया जाना चाहिए। वेल्डर को स्वयं एक सतह पर खड़ा होना चाहिए, जो लकड़ी के फर्श जैसे संभव बिजली के झटके से बचाता है।
इलेक्ट्रोड कैसे चुनें
शुरुआती लोगों के लिए इन्वर्टर के साथ वेल्डिंग करते समय एक इलेक्ट्रोड लेने के लिए, हमें यह जानना होगा: धातु का प्रकार और इसकी मोटाई। अधिक अनुभवी वेल्डर भी वेल्डिंग, पैठ की गहराई और अन्य बारीकियों की स्थिति को ध्यान में रखते हैं, लेकिन हमारे लिए केवल दो बिंदु पर्याप्त होंगे। प्रत्येक प्रकार की धातु के लिए एक प्रकार का इलेक्ट्रोड होता है, वे धातु की एक विशिष्ट संरचना के लिए उत्पादित होते हैं।
स्टेनलेस स्टील, कच्चा लोहा या साधारण स्टील को एक ही ग्रेड के साथ पकाया नहीं जा सकता है। इलेक्ट्रोड की मोटाई धातु की मोटाई और वांछित प्रवेश गहराई के आधार पर चुनी जाती है। शुरुआती के लिए, हम स्टील के हिस्सों को लेने और उन्हें इलेक्ट्रोड के साथ पकाने की सलाह देते हैं, उदाहरण के लिए ओके -46 या यूओएनआईआई 13/55, 3-4 मिमी के व्यास के साथ।

यूओएनआई इलेक्ट्रोड
इन्वर्टर कनेक्शन आरेख, ध्रुवीयता
सामान्य योजना कुछ इस तरह दिखती है - एक सॉकेट वेल्डिंग इन्वर्टर, एक मास केबल और इलेक्ट्रोड के साथ एक केबल। यहां हम वेल्डिंग पलटनेवाला के तार को जोड़ने में अधिक रुचि रखते हैं। दो केबल डिवाइस से आते हैं, पहला एक द्रव्यमान होता है, इसमें एक कपड़ा या क्लिप होता है, दूसरा केबल इलेक्ट्रोड के लिए एक क्लिप के साथ हैंडल के रूप में बनाया जाता है।
हम उत्पाद के संपर्क में बड़े पैमाने पर केबल को सीधे वेल्डेड या वेल्डिंग टेबल पर संलग्न करते हैं। हम क्लैंप के साथ तार में इलेक्ट्रोड को सम्मिलित करते हैं और आकर्षित करते हैं।
दो कनेक्शन विकल्प हैं: प्रत्यक्ष ध्रुवता (जमीन +, छड़ी -) और रिवर्स ध्रुवता (जमीन -, छड़ी +)। प्रत्यक्ष ध्रुवीयता के साथ, धातु पर गर्मी अभिनय की मात्रा कम हो जाती है, पैठ गहरा होती है। वेल्डिंग पलटनेवाला का सीधा संबंध आपको मोटी धातु पकाने की अनुमति देता है।
पलटनेवाला वेल्डिंग के दौरान रिवर्स ध्रुवता उत्पाद पर गर्मी को केंद्रित करता है और आपको एक व्यापक सीम लगाने की अनुमति देता है, लेकिन कम पैठ के साथ। इस संबंध के साथ, पतली धातु पीसा जाता है, जिसे जलाना आसान है।
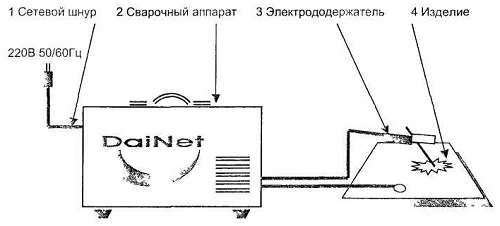
वेल्डिंग इन्वर्टर को नेटवर्क से जोड़ना
धातु की तैयारी
वेल्ड किए जाने वाले भागों को सावधानीपूर्वक तैयार किया जाना चाहिए। ऐसा करने के लिए, किनारों को एक विशेष ब्रश से साफ किया जाता है, जिससे ऑक्साइड की परत हट जाती है। मोटे तौर पर सफाई के बाद, विशेष साधनों के साथ घटाना अतिरिक्त रूप से किया जाता है।
सही ढंग से वेल्डेड किए जाने वाले भागों की स्थिति। उनकी स्थिति के आधार पर, न केवल कनेक्शन को प्रतिष्ठित किया जाता है, बल्कि इलेक्ट्रोड आंदोलन पैटर्न, वोल्टेज, आगे या पीछे झुकाव भी होता है। निम्नलिखित यौगिक प्रतिष्ठित हैं:
- बट;
- कोणीय;
- tauri;
- समाप्त;
- ओवरलैप।
यह प्रारंभिक तैयारी पूरी हो गई है। एम्परेज का सवाल अनसुलझा रह गया। शुरू करने के लिए, आपको इलेक्ट्रोड के निर्माता द्वारा निर्दिष्ट मूल्यों के अनुसार, इस पैरामीटर को चुनना चाहिए। वे बॉक्स पर पाए जा सकते हैं। आपको अधिकतम से अधिक मूल्य निर्धारित नहीं करना चाहिए, अन्यथा धातु जल जाएगी, लेकिन इस तरह से भी आप धातु को काट सकते हैं। यदि धारा बहुत कम सेट की जाती है, तो चाप प्रज्वलित नहीं होगा और इलेक्ट्रोड चिपकना शुरू हो जाएगा।
वेल्डिंग करके, आप न केवल कनेक्ट कर सकते हैं, बल्कि भागों को भी काट सकते हैं। वेल्डिंग के लिए इन्वर्टर का उपयोग करने का तरीका जानने के बाद, आप यह पता लगा सकते हैं कि "धातु कैसे काटें?" यह एम्परेज को बढ़ाने के लिए पर्याप्त है और आप फिटिंग या कोनों को काट सकते हैं। यह भी ध्यान देने योग्य है कि किसी भी कटौती का कोई सवाल ही नहीं है।

इलेक्ट्रोड वेल्डिंग वर्तमान चयन
वेल्डिंग इन्वर्टर के साथ कैसे काम करें
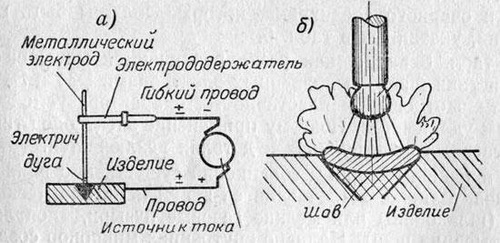
शुरुआती के लिए इन्वर्टर वेल्डिंग तब होती है, जब धातु और इलेक्ट्रोड के बीच बने चाप इलेक्ट्रोड रॉड को पिघलाना शुरू कर देते हैं, साथ ही साथ धातु का हिस्सा भी। परिणामी स्नान में, धातु मिश्रित होते हैं और एक सीवन बनाते हैं। इलेक्ट्रोड पर लागू एक विशेष कोटिंग की एक परत स्नान में पिघला हुआ धातु के ऑक्सीकरण और छिड़काव से बचाने में मदद करती है।
आर्क इग्निशन
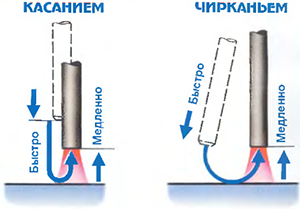
ऐसा करने के लिए, दो में से एक विधि का उपयोग करें:
- हड़ताली;
- दोहन।
एक इलेक्ट्रोड के साथ हड़ताली (एक मैच की तरह) करके, हम आर्क की शुरुआत उस जगह पर उकसाते हैं जहां वेल्डिंग शुरू होती है। सटीक होने के लिए, फिर हम धातु इलेक्ट्रोड को छूते हैं, फिर हम इसे सतह को छूने का संचालन करते हैं और धीरे-धीरे इलेक्ट्रोड को पूर्व निर्धारित दूरी तक बढ़ाते हैं। इस मामले में, यदि प्रज्वलन नहीं हुआ है, तो पिघले हुए इलेक्ट्रोड के कुछ हिस्से धातु पर बने रह सकते हैं। इसलिए, आपको जंक्शन पर या उसके पास सीधे हड़ताल करने की आवश्यकता है।
लगभग उसी तरह से, इलेक्ट्रोड को टैप करके प्रज्वलित किया जाता है। अंतर यह है कि हम इसे धातु की सतह के साथ नहीं ले जाते हैं, लेकिन बस वेल्डिंग केबल के किनारे को छूते हैं, वेल्ड की शुरुआत का स्थान और इलेक्ट्रोड को हटाते हैं।
आर्क इग्निशन के तरीके
वेल्डिंग के दौरान इलेक्ट्रोड को कैसे स्थानांतरित किया जाए
पहले वर्णित सभी प्रक्रियाएं शुरुआत के लिए मुश्किल नहीं थीं, लेकिन अब हम अधिक जटिल कार्यों के लिए आगे बढ़ते हैं। पहली कठिनाई यह है कि एक नौसिखिए वेल्डर चेहरे इलेक्ट्रोड की गति का पैटर्न है, यहां तक \u200b\u200bकि सीम बनाने के लिए।
यदि आपने चाप को प्रज्वलित किया है, और फिर केवल जंक्शन के साथ इलेक्ट्रोड को समान रूप से निर्देशित करते हैं, तो एक अच्छी पैठ और एक सीवन प्राप्त करने की संभावना न्यूनतम है। अपवाद पतली धातुएं हैं, जिसके लिए वेल्डिंग की इस पद्धति का उपयोग किया जाता है।
एक सुंदर सीम पकड़े तीन खंभे हैं:
- इलेक्ट्रोड झुकाव कोण;
- अनुदैर्ध्य और अनुप्रस्थ आंदोलनों की योजना;
- इलेक्ट्रोड आंदोलन की गति।
धातु को समान रूप से वेल्ड करना कैसे सीखें
चलो क्रम में शुरू करते हैं, झुकाव के कोण से। आगे और पीछे वेल्डिंग के लिए इष्टतम, को 30 से 40 डिग्री तक कोण माना जाता है। स्थानों तक पहुंचने के लिए कड़ी मेहनत के लिए, आप दाएं (90 डिग्री) कोण पर काम का उपयोग कर सकते हैं।

इलेक्ट्रोड का वेल्डिंग कोण
जैसा कि हमने पहले ही कहा, सीम को रैखिक गति से नहीं, बल्कि संयुक्त अनुदैर्ध्य और अनुप्रस्थ द्वारा रखा गया है। विशेष पैटर्न हैं जिनके साथ आप इलेक्ट्रोड को स्थानांतरित करने के लिए प्रशिक्षित कर सकते हैं। आप दोनों दिशाओं में सरल कर्ल के साथ शुरू कर सकते हैं, फिर अधिक जटिल और कोणीय पैटर्न का अभ्यास कर सकते हैं। प्रत्येक वेल्डर स्वतंत्र रूप से अपने लिए एक सुविधाजनक योजना का चयन करता है। आप घर पर और वेल्डिंग के बिना अपने हाथ को प्रशिक्षित कर सकते हैं, कागज पर आरेख खींच सकते हैं।
वेल्डिंग के तरीके
आरेख बनाते समय आंशिक रूप से गाड़ियों की गति। प्रत्येक पंक्ति को स्पष्ट रूप से खींचा जाना चाहिए, इसलिए सभी आंदोलनों को सुचारू और मध्यम रूप से होता है। समय के साथ, स्नान की स्थिति को देखते हुए, आप अपनी गति को समायोजित कर सकते हैं।
इलेक्ट्रोड जितनी तेजी से चलता है, उतना कम प्रवेश होता है। यदि आप इसे धीरे-धीरे चलाते हैं, तो यह धातु को गर्म कर सकता है और जला सकता है।
चाप अंतराल नियंत्रण
अंतिम लेकिन कम से कम बिंदु इलेक्ट्रोड से धातु या चाप अंतराल की दूरी नहीं है। 2 मिमी तक का एक छोटा अंतर एक छोटी चाप के गठन की ओर जाता है। यह जंक्शन को पर्याप्त गर्म नहीं कर सकता है, इसलिए प्रवेश उथले है और पिघले हुए इलेक्ट्रोड का हिस्सा सतह के ऊपर दृढ़ता से फैला हुआ है।
3 मिलीमीटर से अधिक का एक बड़ा अंतर इस तथ्य की ओर जाता है कि चाप बहुत बड़ा है। विशाल चाप अस्थिर है, लगातार पिघलने की दिशा बदल रहा है। इसके साथ भी लम्बी दूरी पिघलने का स्नान पूरी तरह से एक सुरक्षात्मक परत से ढंका नहीं है, जिसका अर्थ है कि छिड़काव बढ़ जाता है।
इन्वर्टर के साथ अच्छी तरह से पकाने के लिए, आपको ठीक से चयनित अंतराल की आवश्यकता है। नौसिखिए वेल्डर के लिए इष्टतम चाप अंतराल 2-3 मिमी है। इस दूरी पर, आर्क एक गहरी और चौड़ी पैठ पाने के लिए धातु को पर्याप्त गर्म करता है, साथ ही सुरक्षात्मक परत पूरी तरह से काम करती है।
पलटनेवाला के मॉडल और विभिन्न कार्यों की उपस्थिति के आधार पर जो वेल्डिंग की सुविधा प्रदान करते हैं, कभी-कभी इलेक्ट्रोड और धातु के बीच की दूरी को बनाए रखना आवश्यक नहीं होता है। यह धातु की सतह पर इलेक्ट्रोड का मार्गदर्शन करने के लिए पर्याप्त होगा।
ऊपर दिया गया एक उपयोगी जोड़ निम्नलिखित वीडियो देख रहा होगा:
- सुरक्षात्मक उपकरण, विशेष रूप से आंखों की सुरक्षा की उपेक्षा न करें। यहां तक \u200b\u200bकि वेल्ड पर एक त्वरित नज़र रेटिना को जला सकती है, और एक लंबी कार्रवाई अनिवार्य रूप से गिरावट या यहां तक \u200b\u200bकि दृष्टि की हानि का कारण बन सकती है।
- जब आप पहली बार विभिन्न जोड़ों को वेल्ड करने की कोशिश करते हैं, तो आपको कई त्रुटियां मिलेंगी। इससे पहले कि आप काम खत्म करना शुरू करें, हम आपको कई दिनों तक कई प्रकार के यौगिकों का अभ्यास करने की सलाह देते हैं।
- वेल्डिंग के साथ काम करना शुरू करें, शायद एक बच्चा भी, लेकिन एक समान और विश्वसनीय वेल्डेड संयुक्त प्रशिक्षण और व्यवसाय के लिए एक संपूर्ण दृष्टिकोण का परिणाम है।
- वेल्डिंग के बाद, स्लैग को पीटना मत भूलना, अन्यथा आप जंग प्रक्रियाओं को उत्तेजित करते हैं।
- निश्चित नहीं है कि इलेक्ट्रोड क्यों चिपक जाता है? वर्तमान सेटिंग्स, साथ ही इलेक्ट्रोड की सूखापन पर ध्यान दें।
- इन्वर्टर के लिए इलेक्ट्रोड को सूखे कमरे में घायल किया जाना चाहिए। कच्चे इलेक्ट्रोड को ओवन में सुखाया जा सकता है।
- चालू / बंद करने से पहले, तार की स्थिति की जांच करें, अन्यथा शॉर्ट सर्किट हो सकता है।
- वेल्डिंग पलटनेवाला के लिए अनुदेश मैनुअल में ड्यूटी चक्र पर जानकारी शामिल है। यह तंत्र के निरंतर संचालन की इष्टतम अवधि है, जिसके बाद काम करने वाले डिवाइस को गर्म करना शुरू हो जाएगा। काम के चक्र को रुकावटों के साथ वैकल्पिक करने की आवश्यकता है।
हमें उम्मीद है कि इस सामग्री ने आपके प्रश्नों का पूरी तरह से उत्तर दिया है और आप आसानी से एक वेल्डिंग इन्वर्टर कनेक्ट कर सकते हैं, इन्वर्टर वेल्डिंग तकनीक आपके लिए उपलब्ध हो गई है। इस मैनुअल का उपयोग करते हुए, धीरे-धीरे आप अपने कौशल में सुधार करना शुरू कर देंगे, आप आसानी से इन्वर्टर के साथ धातु को वेल्ड कर सकते हैं।
थोड़ा अभ्यास करने के बाद, आप स्वतंत्र रूप से बाड़ को बदल सकते हैं, अंगूर के लिए एक आर्क वेल्ड कर सकते हैं और कई अन्य वेल्डेड काम कर सकते हैं।
वेल्डिंग खुद कैसे सीखें। (10+)
स्व-सिखाया शुरुआती वेल्डर
चलो वेल्डिंग जैसे विषय के बारे में बात करते हैं। वह कई को डराता है। कुछ लोग श्रद्धापूर्वक एक काले मास्क में एक व्यक्ति का इलाज करते हैं। किसी का मानना \u200b\u200bहै कि वह यह सब नहीं सीख सकता है।
सभी आंशिक रूप से सही हैं। वास्तव में अच्छी गुणवत्ता और विश्वसनीयता के साथ भागों को कैसे जोड़ा जाए, यह जानने के लिए, आपको मूल प्रशिक्षण, अभ्यास, आगे के सिद्धांत और अंत में, अनुभव प्राप्त करने के लिए बहुत समय बिताना होगा। लेकिन मैंने आपको नहीं डराया। आठ साल पहले मैंने भी यही सोचा था। हालांकि, इसे स्वयं करने की आवश्यकता है वेल्डेड जोड़ों मेरे घर में, उन्होंने मुझे एक वेल्डिंग मशीन खरीदने के लिए प्रोत्साहित किया, जिसके साथ मैं अपने सौतेले पिता के पास गई, जिन्होंने एक समय पर वेल्डर के रूप में काम किया, और कहा: "सिखाओ!" फिर मुझे किताबें पढ़नी पड़ीं, पहली रचनाएँ टेढ़ी-मेढ़ी निकलीं, सीप विषम, नाजुक। लेकिन धीरे-धीरे, अनुभव आया - "मुश्किल गलतियों का बेटा," और धीरे-धीरे सब कुछ बाहर होने लगा। और मैं इस प्रक्रिया का आनंद लेने लगा। जिसकी मैं आपको कामना भी करता हूं। आज, मैं अपने आप को एक पेशेवर नहीं मानता, लेकिन पिछले सीज़न में मैंने शांति से काफी आकार का निर्माण किया। एक पुराने पेशेवर वेल्डर के साथ काम किया। उसे मेरे सीम से कभी कोई शिकायत नहीं थी। परिचय को संक्षेप में, मैं कहूंगा: वेल्डिंग एक बहुत ही दिलचस्प है, लेकिन यह भी बहुत ही जटिल प्रक्रिया है, निजी क्षेत्र में आवश्यक है, और यह वास्तव में बहुत अच्छा होगा यदि आप इस मामले में आवश्यक कौशल प्राप्त करते हैं। तब आप कंधे पर ज्यादा होंगे। अब क्रम में। मेरा लक्ष्य केवल यह हासिल करना है कि आप भागों को लें, वेल्डिंग मशीन और किसी तरह कुछ को वेल्ड करें, लेकिन यह कि आपको अंतिम परिणाम को प्रभावित करने की प्रक्रिया और सभी भागों के महत्व की समझ है (और इस प्रक्रिया में उनमें से बहुत सारे हैं)। हम विशेष रूप से मैनुअल पर विचार करेंगे आर्क वेल्डिंग - सबसे लोकप्रिय प्रकार की वेल्डिंग, विशेष रूप से रोजमर्रा की जिंदगी में। ऐसे प्रश्नों के लिए जिन्हें आपकी समझ की आवश्यकता है, मैं स्रोतों का उल्लेख करूंगा। अन्यथा, मुझे एक लेख नहीं मिलेगा, लेकिन एक "वेल्डिंग के बारे में उपन्यास।"
वेल्डिंग क्या है?
तो, वेल्डिंग क्या है, और इसके प्रकार क्या हैं? वेल्डिंग की क्लासिक परिभाषा है: "जब वे गर्म होते हैं और (या) प्लास्टिक विरूपण होते हैं, तो जुड़े हुए हिस्सों के बीच अंतर-बंध बॉन्ड स्थापित करके एक-टुकड़ा जोड़ों को प्राप्त करने की प्रक्रिया।" जटिल लगता है। और, वैसे, यह न केवल धातुओं से संबंधित हो सकता है, बल्कि प्लास्टिक और सिरेमिक से भी संबंधित हो सकता है। लेकिन आज, ज़ाहिर है, हम धातु में रुचि रखते हैं, और इसके साथ क्या होता है? फिर एक गिलास पानी में आयोडीन या शानदार हरे रंग की एक बूंद डालें। आप देखेंगे कि धीरे-धीरे पानी कैसे दागेगा। एक प्रसार प्रक्रिया है। अब एक बूंद को एक गिलास में डालें गर्म पानी। आप देखेंगे कि प्रक्रिया बहुत तेज है। अब कल्पना करें कि आपके पास दो विवरण हैं। वे एक-दूसरे के बहुत करीब हैं। वे उच्च तापमान वाले इलेक्ट्रिक आर्क का उपयोग करके पिघलना शुरू करते हैं। यह एक बहुत ही जटिल बात है और इसकी घटना और जीवन का सिद्धांत आसान नहीं है। आप खुद देखेंगे कि इसे जलाने की प्रक्रिया कितनी दिलचस्प है। लेकिन सामग्री के लिए ऊर्जा हस्तांतरण के संदर्भ में यह हमारे लिए अभी भी रुचि है।
तो, यह प्रक्रिया एक ग्लास में देखी गई चीज़ों के समान होगी। लेकिन इससे भी तेज और अधिक जटिल। धातु एक सघन संरचना है। परमाणु एक दूसरे के करीब स्थित हैं। हीटिंग के प्रभाव में (और यह प्लास्टिक विरूपण के दौरान हो सकता है), अर्थात्, तथाकथित के प्रभाव के तहत। सक्रियण ऊर्जा - थर्मल या मैकेनिकल, पिघलने और सामग्रियों के इंटरपेनिट्रेशन होने लगते हैं। उचित वेल्डिंग के साथ, वेल्ड को ठंडा करने के क्षण में, धातु की एक नई क्रिस्टलीय संरचना बनने लगती है, जिसमें एक नियम के रूप में, दोनों भागों और अशुद्धता धातुओं और रसायनों की सामग्री होती है जो पिघलने वाले इलेक्ट्रोड और इसकी कोटिंग लाती हैं (गैर-उपभोज्य इलेक्ट्रोड भी हैं!)। सीम सामग्री इस प्रकार हमेशा शामिल होने वाले तत्वों की सामग्री से अलग होगी, लेकिन सीम की ताकत आमतौर पर बेस मेटल की ताकत से नीच नहीं होती है। सामान्य तौर पर, सामग्री के ऐसे संयोजन की प्रक्रिया में, बड़ी संख्या में प्रक्रियाएं होती हैं - भौतिक और रासायनिक दोनों। उन सभी को इस सामग्री पर विचार करना असंभव है।
दुर्भाग्य से, त्रुटियों को समय-समय पर लेखों में सामना किया जाता है, उन्हें ठीक किया जाता है, लेख पूरक होते हैं, विकसित होते हैं, नए तैयार किए जाते हैं। खबर से जुड़े रहने के लिए सब्सक्राइब करें
अगर कुछ स्पष्ट नहीं है, तो पूछना सुनिश्चित करें!
प्रश्न पूछें। चर्चा लेख। संदेश।
दरवाजा पत्ती के लिए फ्रेम को वेल्डेड किया गया, आकार 2.2x1.2 (एम)। एक शीट (मोटाई 2 मिमी) को कैसे वेल्ड करें ताकि यह "खींच" न हो।
कैसे एक ट्रैक पर कंक्रीट डालना, एक प्लेटफ़ॉर्म कंक्रीट करना ...।
प्राइमर अस्तर। सुविधाएँ और रहस्य…।
अस्तर को कैसे पेंट या वार्निश करें? क्या मुझे प्राइम होने की जरूरत है? ...
TEX पेंट। प्रतिक्रिया, गुण, विशेषताएँ, सुविधाएँ, अनुभव ...
TEX पेंट मुझे शोभा नहीं देता। मैं विवरण साझा करता हूं। मेरी समीक्षा, गुण और विशेषताएं ...
प्रोपेन के लिए अपने आप को इलेक्ट्रिक गैस जनरेटर ट्रांसफर कैसे करें? ...
वर्णित तरीके से, आप आसानी से प्रोपेन सरल कार्बोरेटर इंजन में स्थानांतरित कर सकते हैं ...
तो, यदि आप वेल्डिंग के लिए नए हैं और डोका ट्रेडिंग सेंटर के लिए धन्यवाद, आपने अभी एक उत्कृष्ट इन्वर्टर टाइप वेल्डिंग मशीन और एक अद्भुत गिरगिट मुखौटा खरीदा है, तो यह लेख आपके लिए है।
वेल्डिंग करना शुरू करने से पहले, मैं वेल्डिंग उपकरण के साथ काम करते समय सुरक्षा नियमों के बारे में बात करना चाहूंगा। पल को नजरअंदाज न करें। हम दृढ़ता से अनुशंसा करते हैं कि आप PUE (विद्युत प्रतिष्ठान के संचालन के लिए नियम) अध्याय 7.6 "इलेक्ट्रिक वेल्डिंग प्रतिष्ठान" का अध्ययन करें। सुनिश्चित करें कि इस दस्तावेज़ से आप वेल्डिंग उपकरण को संभालते समय न केवल सुरक्षा नियमों के बारे में बहुत सारी उपयोगी जानकारी प्राप्त करेंगे, बल्कि आपके सभी बिजली के उपकरणों के बारे में भी बहुत बड़ा घर, कॉटेज।
अगला, आपको निश्चित रूप से उच्च-गुणवत्ता वाले वेल्डर दस्ताने (गाइटर) और गैर-दहनशील सामग्री से बने कपड़ों की आवश्यकता होगी। कई लोग घरेलू (बगीचे) दस्ताने और कभी-कभी स्लीवलेस कपड़ों में भी खाना पकाने की कोशिश करते हैं। मेरा विश्वास करो, वेल्डिंग स्प्रे से जलन बहुत दर्दनाक होती है और बहुत लंबे समय तक ठीक हो जाती है। इसके अलावा, सभी बटनों को जकड़ना और उच्च गुणवत्ता वाले जूते पहनना सुनिश्चित करें। विशेष रूप से यादगार मामले थे जब गर्म धातु और स्लैग कॉलर के ऊपर उड़ गए थे और पतलून में बूट के साथ जूते टक गए थे। चीख, नृत्य, नौसिखिए वेल्डर की निपुणता के चमत्कार।

 जहां तक \u200b\u200bसंभव हो लंबे स्थानान्तरण का उपयोग करने से बचने की कोशिश करें, क्योंकि इससे वेल्डिंग मशीनों के महत्वपूर्ण बिजली नुकसान होते हैं। यदि आप इस तरह के कैरी का उपयोग करते हैं, तो रील से अंत तक केबल को खोल दें।
जहां तक \u200b\u200bसंभव हो लंबे स्थानान्तरण का उपयोग करने से बचने की कोशिश करें, क्योंकि इससे वेल्डिंग मशीनों के महत्वपूर्ण बिजली नुकसान होते हैं। यदि आप इस तरह के कैरी का उपयोग करते हैं, तो रील से अंत तक केबल को खोल दें।
यदि आवश्यक हो, तो इलेक्ट्रोड को सुखाया जाना चाहिए। एक शुरुआत के रूप में, आपके लिए एक वेल्डिंग चाप को छांटना मुश्किल होगा, गैर-कैलक्लाइंड इलेक्ट्रोड के साथ इसे बनाना कई गुना अधिक कठिन है। इलेक्ट्रोड की पैकेजिंग पर कैल्सीनेशन के मोड (तापमान और समय) का संकेत दिया जाता है। हमारे स्टोर में वेल्डिंग के लिए सब कुछ है, इसलिए यदि आप एक भट्ठी खरीदने का फैसला करते हैं या इलेक्ट्रोड को शांत करने के लिए एक मामला है, तो हम आपको चुनने में मदद करने में प्रसन्न होंगे।

"गिरगिट" मुखौटा को विशिष्ट प्रकार के काम और वेल्डिंग चालू की परिमाण को समायोजित किया जाना चाहिए। वेल्डिंग मास्क के लिए पासपोर्ट या ऑपरेटिंग निर्देशों को ध्यान से पढ़ें। यह सुनिश्चित करने के बिना वेल्डिंग शुरू न करें कि फ़िल्टर काम कर रहा है। कुछ उसे ग्राइंड स्थिति (स्ट्रिपिंग) से स्थानांतरित करना भूल जाते हैं - उन्हें एक सभ्य "हरे" मिलता है।
 वेल्डिंग चालू को वेल्डिंग कनेक्शन के प्रकार के अनुसार चुना जाना चाहिए, यह मत भूलो कि निचले स्थिति में यह हमेशा छत से 20-30% अधिक है और ऊर्ध्वाधर की तुलना में 10-20% है। इलेक्ट्रोड के साथ बॉक्स पर अनुमानित वर्तमान ताकत का संकेत दिया गया है।
वेल्डिंग चालू को वेल्डिंग कनेक्शन के प्रकार के अनुसार चुना जाना चाहिए, यह मत भूलो कि निचले स्थिति में यह हमेशा छत से 20-30% अधिक है और ऊर्ध्वाधर की तुलना में 10-20% है। इलेक्ट्रोड के साथ बॉक्स पर अनुमानित वर्तमान ताकत का संकेत दिया गया है।
शुरुआती लोगों के लिए, एमपी 3-सी जैसे रूटाइल इलेक्ट्रोड के साथ खाना पकाने की शुरुआत करना उचित है।
आपको तुरंत उत्पाद पकाने की कोशिश नहीं करनी चाहिए: एक स्नान टैंक, या एक बाड़ आदि लगा देना, इस तथ्य के बावजूद कि यह आमतौर पर बहुत मुश्किल नहीं है। याद रखें कि एक भर्ती सैनिक का मुख्य हथियार एक फावड़ा है, और नौसिखिया वेल्डर एक कोण की चक्की है, वह एक "चक्की" भी है। इसलिए, भविष्य में मुख्य उपकरण का उपयोग कम से कम करने के लिए, आपको "वेल्डिंग महसूस करने" के लिए परीक्षण रोलर्स के आवेदन (ओवरलेइंग) के साथ शुरू करना होगा।

पर्याप्त आकार की मोटी धातु की प्लेट को खोजने के लिए पहले प्रशिक्षण के लिए सलाह दी जाती है। धातु की सतह को एक ग्राइंडर के साथ धातु की चमक के साथ पीसें और निचली स्थिति में परीक्षण रोलर बिछाएं, कोण आगे है, यदि आप बाएं हाथ से दाएं-बाएं हैं और यदि आप बाएं हाथ से हैं तो इलेक्ट्रोड को बाएं से दाएं तरफ झुकाने के बिना।
वेल्डिंग चालू और इलेक्ट्रोड जोड़तोड़ के परिमाण के साथ प्रयोग।
 फिर रोलर्स जमा करें, जिससे अनुप्रस्थ आंदोलनों को दोलन करना। आमतौर पर, इलेक्ट्रोड हेरफेर ज्यामिति नीचे की आकृति में दिखाई गई विविधताएं हैं। रोलर को समान तराजू के साथ चिकना होना चाहिए। पेशेवरों के लिए एक सामान्य नियम: उच्च-गुणवत्ता वाले प्रवेश और उपस्थिति के लिए वेल्डिंग चालू जितना संभव हो उतना होना चाहिए।
फिर रोलर्स जमा करें, जिससे अनुप्रस्थ आंदोलनों को दोलन करना। आमतौर पर, इलेक्ट्रोड हेरफेर ज्यामिति नीचे की आकृति में दिखाई गई विविधताएं हैं। रोलर को समान तराजू के साथ चिकना होना चाहिए। पेशेवरों के लिए एक सामान्य नियम: उच्च-गुणवत्ता वाले प्रवेश और उपस्थिति के लिए वेल्डिंग चालू जितना संभव हो उतना होना चाहिए।
एक छोटा चाप रखने की कोशिश करें, अर्थात्। इलेक्ट्रोड को वेल्ड पूल से लगातार 2-3 मिमी होना चाहिए, इसके लिए गति और वर्तमान मूल्य के आधार पर इसे धीरे-धीरे वेल्डिंग ज़ोन में आसानी से खिलाया जाना चाहिए। यह भी महसूस किया जाना चाहिए।
वेल्डिंग की जगह के करीब जमीन टर्मिनल या जमीन को ठीक करने की कोशिश करें। धारक में कसकर इलेक्ट्रोड पकड़ो। सुनिश्चित करें कि सिंडर कम से कम 10 सेमी है, आगे इलेक्ट्रोड को न जलाएं।
वेल्ड पूल देखें। धातु को स्लैग से अलग करना सीखें। एक वेल्डिंग मुखौटा के माध्यम से लावा, सूरज में काले धब्बे की तरह दिखता है।

 वेल्डिंग के बाद, एक विशेष हथौड़ा के साथ स्लैग को धीरे से टैप करें। मैं ध्यान से इस बात पर जोर देता हूं कि यह सभी मूर्खता के साथ हथौड़ा मारने के लायक नहीं है, उजागर त्वचा और आंखों में नॉन-कूल्ड स्लैग के बहुत सारे मामले हैं, और, एक नियम के रूप में, यह शुरुआती है जो पीड़ित हैं। यदि आपके पास "गिरगिट" मुखौटा है, तो इस ऑपरेशन के दौरान इसे बिल्कुल नहीं उठाने की सलाह दी जाती है।
वेल्डिंग के बाद, एक विशेष हथौड़ा के साथ स्लैग को धीरे से टैप करें। मैं ध्यान से इस बात पर जोर देता हूं कि यह सभी मूर्खता के साथ हथौड़ा मारने के लायक नहीं है, उजागर त्वचा और आंखों में नॉन-कूल्ड स्लैग के बहुत सारे मामले हैं, और, एक नियम के रूप में, यह शुरुआती है जो पीड़ित हैं। यदि आपके पास "गिरगिट" मुखौटा है, तो इस ऑपरेशन के दौरान इसे बिल्कुल नहीं उठाने की सलाह दी जाती है।
वेल्डिंग इलेक्ट्रोड को या तो एक लाइट टैप या एक मैच की तरह एक चैती के साथ हल्का करें।
यदि इलेक्ट्रोड फंस गया है और जब आप इसे फाड़ देते हैं, तो यह प्रज्वलित नहीं होता है, तो धीरे-धीरे अपने हाथों से कोटिंग को तोड़ना आवश्यक है, क्योंकि ऐसे मामलों में इलेक्ट्रोड रॉड आमतौर पर जलता है। यदि आप मूत्र के साथ इलेक्ट्रोड को हराते हैं, तो इसके विपरीत कोटिंग आवश्यकता से अधिक उड़ जाएगी और नंगे रॉड रहेंगे, और फिर से छड़ी की संभावना तेजी से बढ़ जाएगी।
हम वेल्डिंग मशीन पर आर्क फोर्स ट्विस्ट (आर्क बूस्ट) के साथ प्रयोग करने की भी सलाह देते हैं। इसे "चाप की कठोरता" को समायोजित करने के लिए डिज़ाइन किया गया है। "सॉफ्ट आर्क" छोटे ड्रॉप ट्रांसफर के दौरान कम स्पेटर प्रदान करता है, जबकि "हार्ड आर्क" वेल्ड की गहरी पैठ की अनुमति देता है। इसके अलावा, आर्क फोर्स का समायोजन, इलेक्ट्रोड के चिपके को रोकने के लिए "विषय" में कई वेल्डर का उपयोग करता है। आमतौर पर ऐसे मामलों में, वेल्डिंग की शुरुआत में, इसे पूरी तरह से अनसुना कर दिया जाता है, और प्रज्वलन के बाद, चाप को वांछित स्थिति में लौटा दिया जाता है।

युवा फाइटर के पाठ्यक्रम का अगला चरण वर्टिकल रोलर्स है।
हम प्लेट को पकड़ते हैं, उदाहरण के लिए बाड़ पोस्ट, और डालने की कोशिश करें ऊर्ध्वाधर सीवन। वेल्डिंग की दिशा नीचे से ऊपर तक। यदि इलेक्ट्रोड रूटाइल हैं, तो वेल्डिंग "जुदाई" में किया जाता है, अन्यथा वेल्ड पूल "रिसाव" होगा।
सिद्धांत रूप में, यदि आपने एक ईमानदार स्थिति में सरफेसिंग को सफलतापूर्वक पूरा कर लिया है, तो आप धीरे-धीरे "बाड़ निर्माण" के लिए आगे बढ़ सकते हैं। शुरुआती लोगों के लिए, यह पर्याप्त होगा, और बाकी "लड़ाई" में सीखेंगे।
लेकिन सबसे जिज्ञासु के लिए, आप क्षैतिज और छत की स्थिति में अभ्यास कर सकते हैं।
बेशक, कुछ लोग तुरंत ही छत की स्थिति में रोलर को पिघलाने में सफल होंगे, लेकिन इससे आपको विचार के लिए भोजन मिलेगा क्योंकि यह रूपों में है वेल्डवेल्डिंग करते समय धातु कैसे व्यवहार करता है, आदि।
एक सफल "बाड़" के लिए न केवल वेल्डिंग का ज्ञान आवश्यक है, बल्कि उचित फिट, वेल्डिंग के लिए तैयारी।
ध्यान रखें कि जब वेल्डिंग धातु हमेशा "संपीड़ित" होती है, तो यह उस दिशा में भी जाता है जहां आप खाना बना रहे हैं। वेल्डिंग करते समय पट्टा और कसने पर विचार करें, क्योंकि यह आपकी संरचनाओं के आकार को बहुत प्रभावित कर सकता है। यदि संभव हो तो, हम विशेष उपकरणों (क्लैंप, आदि) का उपयोग करते हुए, संरचना को tacks पर इकट्ठा करने की सलाह देते हैं, उसके बाद हमें एक बार फिर से आयाम और ज्यामिति की जांच करनी चाहिए, और बहुत अंत में संरचना को कसकर वेल्ड करना चाहिए। यदि सीम लंबा है, तो मैं आपको दृढ़ता से सलाह देता हूं कि इसे केंद्र से छोर तक "रन में", एक बिसात के पैटर्न में, अगर सीम दो तरफा है, तो इसे पकाने के लिए। "सात बार मापने, एक को काटें" का सिद्धांत - वेल्डिंग के मामले में पहले से कहीं अधिक प्रासंगिक है। यह ऊपर वर्णित समस्याओं से बचने में मदद करेगा।
यदि कुछ काम नहीं करता है, तो निराशा न करें - आप इसे बाद में प्राप्त करेंगे। वेल्डिंग रोगी और लगातार प्यार करता है, ऐसा होना सिखाता है। किसी भी मामले में, टीडी डोका आपको शुभकामनाएं देता है!

फिलहाल, लगभग किसी भी उद्योग में आवश्यकता है। और कम से कम एक उद्योग को याद करना मुश्किल है जहां एक वेल्डर का काम लागू नहीं होगा। वेल्डिंग का काम निर्माण स्थलों पर, तेल शोधन उद्योग, ऊर्जा, जहाज निर्माण, कृषि, आदि में किया जाता है।
क्या खाना बनाना सीखना आसान है? वीडियो वेल्डिंग में प्रशिक्षण केवल सैद्धांतिक जानकारी और कुछ कौशल प्रदान कर सकता है, आपको अभी भी अपने स्वयं के व्यक्तिगत अनुभव से सीखने की आवश्यकता है। वेल्डर को पहले उपकरण तैयार करने और सभी प्रकार की खराबी की पहचान करने की आवश्यकता होती है। सामान्य तौर पर, वेल्डर को पूरी तरह से वेल्डिंग की तकनीक में महारत हासिल करनी चाहिए, जो तैयारी के काम से शुरू होती है और वेल्ड की सफाई के साथ समाप्त होती है।
अभ्यास शो के रूप में वेल्डिंग में प्रशिक्षण, काफी सरल नहीं है। कठिनाई इस तथ्य में निहित है कि वेल्डिंग (काम की गति, वर्तमान ताकत, तार या इलेक्ट्रोड फ़ीड गति, वोल्टेज, आदि) के दौरान किसी भी पैरामीटर में बदलाव अंतिम परिणाम को प्रतिकूल रूप से प्रभावित कर सकता है।
पेशेवर वेल्डर, हालांकि, जानते हैं कि विभिन्न प्रकार की धातु (स्टील्स, मिश्र धातु, अलौह धातु) को कैसे संभालना है और किसी भी जटिल धातु संरचना को वेल्ड कर सकते हैं।

मैनुअल इलेक्ट्रिक वेल्डिंग कैसे पकाने के लिए सीखने के लिए?
यदि आपके पास व्यावसायिक स्कूलों में अध्ययन करने की इच्छा या अवसर नहीं है, तो आप सीख सकते हैं कि वेल्डिंग, वीडियो या मुद्रित जानकारी से कैसे खाना बनाना है। आखिरकार, सबसे महत्वपूर्ण बात यह है कि मैन्युअल इलेक्ट्रिक वेल्डिंग का सही तरीके से उपयोग कैसे करें और काम की बुनियादी तकनीकों को जानें।
सबसे पहले, एक नौसिखिए वेल्डर को इलेक्ट्रोड की भी आवश्यकता होगी। जितना संभव हो सके उतने इलेक्ट्रोड खरीदना उचित है (शुरुआती के लिए 3 मिमी के व्यास के साथ इलेक्ट्रोड का उपयोग करना बेहतर है), क्योंकि उनमें से पर्याप्त संख्या खराब हो जाएगी जब तक कि यह बाहर निकलना शुरू नहीं हो जाता।
वेल्डिंग ट्यूटोरियल - प्रगति:
- पहले से पानी की एक बाल्टी तैयार करना आवश्यक है, क्योंकि छोटे अवशिष्ट इलेक्ट्रोड भी प्रज्वलन का कारण बन सकते हैं।
- वेल्डेड होने के लिए ग्राउंडिंग के साथ क्लैंप को ठीक करना आवश्यक है।
- जांचें कि केबल को धारक में मजबूती से डाला गया है और अच्छी तरह से अछूता है।
- वेल्डिंग मशीन के नियंत्रण कक्ष पर वर्तमान मूल्य सेट करें (वर्तमान शक्ति का उपयोग इलेक्ट्रोड के व्यास के अनुरूप होना चाहिए)।
- उत्पाद को लगभग 60 डिग्री के कोण पर इलेक्ट्रोड रखकर चाप को प्रकाश में लाने का प्रयास करें।
- इलेक्ट्रोड को सतह पर धीरे-धीरे चलाएं, और एक चिंगारी दिखाई देने के बाद, धातु की सतह से इलेक्ट्रोड को लगभग 5 मिमी ऊपर उठाना आवश्यक है।
- पूरे वेल्डिंग ऑपरेशन के दौरान 5 मिमी की निकासी को बनाए रखा जाना चाहिए।
महत्वपूर्ण: आपको इलेक्ट्रोड और धातु उत्पाद के अंत के बीच 3-5 मिमी की एक स्थिर चाप प्राप्त करने की कोशिश करने की आवश्यकता है। यदि 2-3 मिमी के आर्क को प्रकाश करना संभव नहीं है, तो आप वेल्डिंग यूनिट के नियंत्रण कक्ष पर वर्तमान ताकत बढ़ाने की कोशिश कर सकते हैं।
एक प्रशिक्षण वीडियो को वेल्डिंग करना आपको रोलर को वेल्ड करने का तरीका जानने में भी मदद कर सकता है। इस मामले में, आर्क को कंपन आंदोलनों का उपयोग करके आसानी से क्षैतिज रूप से स्थानांतरित किया जाना चाहिए। यदि आपको चाप के केंद्र में भेजने के लिए पिघला हुआ धातु मिलता है, तो आपको एक सुंदर चिकनी सीम के साथ समाप्त होना चाहिए।
मैनुअल आर्क वेल्डिंग प्रौद्योगिकी
विद्युत स्रोत से आने वाली वेल्डिंग चालू के कारण, एक इलेक्ट्रिक चाप का निर्माण होता है। शुरुआती के लिए मैनुअल वेल्डिंग उत्पाद के सकारात्मक ध्रुव के कनेक्शन के साथ और नकारात्मक के कनेक्शन के साथ दोनों हो सकता है।
कार्रवाई के कारण इलेक्ट्रोड की धातु की छड़ इलेक्ट्रिक आर्क यह पिघला देता है, और स्लैग के साथ लेपित इलेक्ट्रोड धातु वेल्ड पूल में प्रवेश करती है, जिसके बाद इसे उत्पाद की धातु के साथ मिलाया जाता है। यह वेल्ड का गठन है।
वेल्ड पूल का आकार आमतौर पर लंबाई में 10-30 मिमी, चौड़ाई में 8-15 मिमी और गहराई में 6 मिमी तक होता है। चूंकि हम सिर्फ वेल्ड करना सीख रहे हैं, ऐसे मूल्यों में प्रसार को विभिन्न संकेतकों द्वारा समझाया जाता है: धातु की सतह पर चाप की गति की गति, वेल्डेड उत्पाद का डिज़ाइन, चयनित वेल्डिंग मोड, किनारों का आकार और आकार, आदि।
वेल्डिंग प्रशिक्षण (वीडियो) बताता है कि इलेक्ट्रोड के पिघलने पर हवा कहां जाती है। आर्क पूल के पास और वेल्ड पूल के ऊपर एक गैस वातावरण बनता है, जिससे बाद में वेल्ड क्षेत्र से हवा को विस्थापित किया जाता है। स्थापना रद्द करने के बाद वेल्डिंग चाप स्नान से, धातु को क्रिस्टलीकृत करना शुरू होता है, जिसके बाद एक सीम बनता है, और इसकी सतह को ठोस स्लैग के साथ कवर किया जाता है।

मैनुअल आर्क वेल्डिंग के फायदे और नुकसान
लाभ:
- सादगी, वेल्डिंग की आसान परिवहन क्षमता;
- हार्ड-टू-पहुंच स्थानों में वेल्डिंग कार्य करने की क्षमता;
- एक ऑपरेशन से दूसरे में जल्दी से स्विच करने की क्षमता;
- लगभग किसी भी स्थानिक स्थिति में वेल्डिंग की संभावना;
- किसी भी तरह के स्टील को वेल्ड करने की क्षमता।

इलाज विभिन्न प्रकार धातु सबसे होनहार प्रकार की व्यावसायिक गतिविधि में से एक है, क्योंकि यह प्रसंस्करण है जो हमेशा मांग में है। धातु निर्माण और उत्पादों को हर जगह, सबसे अधिक उपयोग किया जाता है ...
आर्गन आर्क वेल्डिंग का सिद्धांत एक अक्रिय गैस के प्रभाव में एक उपभोज्य या गैर-उपभोज्य इलेक्ट्रोड का उपयोग करके अलौह धातु को पिघलाना है। सबसे आम अक्रिय गैस आर्गन है, इसके लिए धन्यवाद ...
यदि आप वेल्डिंग प्रक्रिया को अनदेखा करते हैं और वेल्डेड होने वाले तत्वों को तैयार करने के लिए अनपढ़ होते हैं, तो उनकी ताकत अल्पकालिक होगी, और कुछ बिंदु पर संरचना ढह जाएगी। एक विशेष दृष्टिकोण और व्यावसायिकता ...

