पाइपलाइनों (स्टील) को वेल्ड करने के कई तरीके हैं। लेकिन इनवर्टर की उपस्थिति ने सभी तरीकों को धक्का दिया, और अब रोजमर्रा की जिंदगी में पाइप की वेल्डिंग इस उपकरण द्वारा की जाती है। सबसे पहले, यह वेल्डिंग प्रक्रिया की सादगी है, और दूसरी बात, पहुंच और उच्च सुरक्षा। इसके अलावा, पाइप वेल्डिंग तकनीक बहुत जटिल नहीं है, मुख्य बात यह है कि आवश्यक उपभोग्य सामग्रियों को ठीक से तैयार करना और चुनना है।

वेल्डिंग की प्रक्रिया तैयारी के साथ शुरू होती है। सबसे पहले, यह आवश्यक है जिसके साथ पाइपों को वेल्डेड किया जाएगा। दो चयन मानदंड हैं: जिस सामग्री से धातु की छड़ बनाई जाती है, और कोटिंग छड़ को कवर करने वाली सामग्री है।
वेल्डिंग के लिए धातु के पाइप पिघलने वाले इलेक्ट्रोड और गैर-पिघलने वाले का उपयोग किया जाता है। पहले में, कोर पिघला देता है, दूसरे में, नहीं। दूसरे मामले में, अतिरिक्त सामग्री का उपयोग किया जाता है - एक योजक, जो स्वयं के साथ वेल्ड को भरता है। अभ्यास से पता चलता है कि उपभोज्य इलेक्ट्रोड वाले पाइपों का उपयोग घरेलू परिस्थितियों में आज अधिक बार किया जाता है। सिर्फ इसलिए कि यह विधि सरल है।
अब, इलेक्ट्रोड की कोटिंग के बारे में। कई स्थान हैं जहां एक सुरक्षात्मक सतह बनाने के लिए विभिन्न सामग्रियों का उपयोग किया जाता है।
- अम्लीय।
- रुटाइल एसिड।
- सेल्यूलोज।
- रूटाइल सेल्यूलोज।
- मुख्य हैं।
प्रत्येक स्थिति के अपने पेशेवरों और विपक्ष हैं, इसलिए जब चुनते हैं तो पाइपलाइनों की वेल्डिंग की स्थिति को ध्यान में रखना आवश्यक है। लेकिन उनके बीच एक सार्वभौमिक विकल्प है - ये एक बुनियादी कोटिंग के साथ इलेक्ट्रोड हैं। SSSI, OZS, VI, EA, NIAT, OZSh और अन्य कम ज्ञात लोगों के रूप में इलेक्ट्रोड के ऐसे ब्रांड इस श्रेणी के हैं। UONI इलेक्ट्रोड के साथ पाइप को वेल्ड करने के लिए नौसिखिए वेल्डर की सिफारिश की जाती है।
इससे पहले कि आप दो पाइपों को वेल्ड करें, आपको यह समझने की आवश्यकता है कि कई हैं।
- जब दो पाइप एक दूसरे के विपरीत स्थित होते हैं।
- ओवरलैप के साथ, विभिन्न व्यास के दो पाइप, या एक ही व्यास के, आमतौर पर जुड़े होते हैं, केवल एक पाइप का विस्तार होता है, अर्थात इसका व्यास यंत्रवत् रूप से बढ़ जाता है।
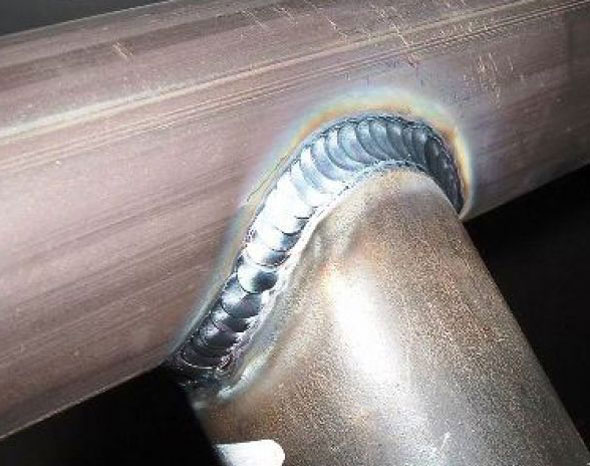
- टी-संयुक्त, जब दो पाइपलाइनें लंबवत विमानों में शामिल हो जाती हैं।
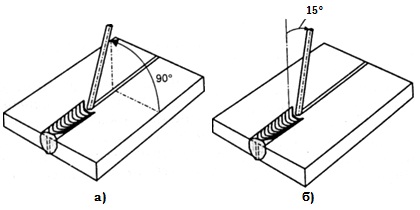
- 90 ° से कम के कोण पर जब संयुक्त बनाया जाता है तो कोणीय संबंध।
वैसे, विकल्प नंबर एक बहुत सरल लगता है। लेकिन इसमें प्रक्रिया की जटिलता निहित है। सबसे पहले, इस तरह के सीम को निचली स्थिति में पकाना बेहतर होता है, यह तब होता है जब कनेक्शन के जोड़ को ऊपर से आपूर्ति की जाती है। दूसरे, पूरी दीवार की मोटाई में धातु को उबालना आवश्यक है।
और कुछ और उपयोगी टिप्स।
- पाइप और ब्रांडों के बट वेल्डिंग के लिए 2-3 मिमी के व्यास के साथ इलेक्ट्रोड का उपयोग करना सबसे अच्छा है।
- वेल्डिंग मोड, अर्थात्, स्थापित वर्तमान का मान 80-100 एम्पीयर की सीमा में होना चाहिए। जब वेल्डिंग वेल्डिंग, वर्तमान को 120 ए तक उठाया जाना चाहिए।
- अधिभोग वेल्ड सीम ऐसा होना चाहिए कि धातु 2-3 मिमी से पाइप विमान से ऊपर उठती है।
- (वर्गाकार) बिंदुवार निर्मित होता है। यही है, पहले एक छोटे से खंड को एक तरफ वेल्डेड किया जाता है, फिर विपरीत पक्ष पर, फिर पड़ोसी पर और फिर विपरीत पड़ोसी पर। जिसके बाद जोड़ों को पूरी तरह से वेल्डेड किया जाता है। इसका लक्ष्य पाइप को उसके हीटिंग के दौरान खराब होने से रोकना है।
इससे पहले कि आप इलेक्ट्रिक वेल्डिंग द्वारा पाइपों को पकाएं, उन्हें तैयार किया जाना चाहिए। यह मुख्य रूप से किनारों की चिंता करता है। यह कैसे करना है इसका क्रम यहां दिया जा रहा है।
- पाइपलाइनों की स्थापना के अनुपालन के लिए ज्यामितीय आयामों की जांच की जाती है। विभिन्न दीवार मोटाई वाले पाइप डॉक कर सकते हैं, जिससे एक मोटी पाइप का गैर-प्रवेश हो सकता है या पतले से जल सकता है।
- पाइपलाइन के संदर्भ में गोल होना चाहिए, न कि अंडाकार या अन्य आकार। यह बस वेल्डेड संयुक्त की गुणवत्ता सुनिश्चित करेगा और प्रक्रिया को सरल करेगा।
- पाइप की दीवारें दोषों से मुक्त होनी चाहिए: दरारें, दरारें, विस्तार, और इसी तरह।
- किनारे का कट सीधा (90 °) होना चाहिए।
- किनारों को एक धातु की चमक (ब्रश, एमरी कपड़ा का उपयोग करके) संरक्षित किया जाता है। साफ क्षेत्र की लंबाई किनारे से 1 सेमी से कम नहीं है।
- तेल और तेल के दाग, पेंट को हटा दिया जाता है, छोरों को किसी भी विलायक के साथ घटाया जाना चाहिए।
और यद्यपि SSSI इलेक्ट्रोड कैपिटल नहीं होते हैं, अर्थात्, यहां तक \u200b\u200bकि जंग वाले हिस्सों को उनकी मदद से पीसा जा सकता है, कोई भी धातु दोष सीम की गुणवत्ता को प्रभावित करता है। इसलिए, पाइपलाइन के किनारों को तैयार करने के लिए थोड़ा समय लेने के लायक है।
स्टील पाइप वेल्डिंग
परिपत्र क्रॉस-सेक्शन के वेल्डिंग पाइप एक निरंतर सीम है। यही है, अगर प्रक्रिया एक बिंदु से शुरू हुई, तो इसे उस पर समाप्त होना चाहिए, सतह को वेल्डेड किए जाने से इलेक्ट्रोड को फाड़े बिना। जब एक इलेक्ट्रोड के साथ बड़े व्यास (110 मिमी से अधिक) के वेल्डिंग पाइप, सीम को भरना असंभव है। इसलिए, बहुपरत वेल्डिंग को लागू करना आवश्यक है, जहां परतों की संख्या पाइप की दीवारों की मोटाई से निर्धारित होती है। उदाहरण के लिए:
- यदि दीवार की मोटाई 6 मिमी है, तो धातु की दो परतें पर्याप्त हैं।
- 6-12 मिमी - वेल्डिंग तीन परतों में किया जाता है।
- 12 मिमी से अधिक - चार से अधिक परतें।
ध्यान! बहुपरत वेल्डिंग एक आवश्यकता के साथ किया जाता है। अगला कोट लगाने से पहले पिछले वाले को ठंडा करना चाहिए।
पाइपलाइन विधानसभा
वेल्डिंग पाइप से पहले, कार्य को सरल बनाने के लिए, वेल्डिंग संयुक्त को इकट्ठा करना आवश्यक है। यही है, विधानसभा डिजाइन के अनुसार पाइप स्थापित करें, उन्हें जकड़ें ताकि वे हिलें या न चलें। फिर एक सौदा किया जाता है। यह तब होता है जब स्पॉट वेल्डिंग एक जगह पर किया जाता है, यदि पाइप लाइन बड़े व्यास के उत्पादों से इकट्ठा की जाती है, तो कई जगहों पर यह सौदा किया जा सकता है।
सिद्धांत रूप में, सब कुछ तैयार है, आप पाइपलाइन को पका सकते हैं। ऐसा लगता है कि यह वेल्डिंग के बारे में बातचीत का अंत हो सकता है। लेकिन नौसिखिए वेल्डर के लिए, यह सिर्फ शुरुआत है, क्योंकि पाइपलाइनों की विधानसभा से जुड़ी वेल्डिंग प्रक्रिया बड़ी संख्या में बारीकियों है। यहाँ उनमें से कुछ ही हैं जिन्हें अपनाने की आवश्यकता है।
- 4 मिमी से अधिक की मोटाई वाले पाइपों को रूट सीम के साथ उबला जा सकता है, यह तब होता है जब धातु किनारों के बीच की जगह को पूरी गहराई तक भरती है, और सीम के ऊपर 3 मिमी उच्च रोलर बनने पर रोल करती है।
- ऊर्ध्वाधर सीम के साथ 30-80 मिमी के व्यास के साथ पाइप कनेक्ट करते समय, तकनीक सीम के निचले स्थान से थोड़ा अलग होती है। पहले, 75% की मात्रा भरी जाती है, फिर बाकी जगह।
- बहुपरत वेल्डिंग तकनीक के साथ क्षैतिज सीम दो परतों में पकाया जाता है ताकि अगला पिछले एक की तुलना में विपरीत दिशा में लगाया जाए।
- निचली परत का कनेक्शन बिंदु ऊपरी परत के समान बिंदु के साथ मेल नहीं होना चाहिए। महल बिंदु सीम का अंत (शुरुआत) है।
- आमतौर पर, जब पाइप वेल्डिंग करते हैं, तो उन्हें हर समय चालू होना चाहिए। वे मैन्युअल रूप से ऐसा करते हैं, इसलिए आपको यह जानना होगा कि रोटेशन का इष्टतम क्षेत्र 60-110 ° है। बस इस सीमा में, सीम वेल्डर के लिए सुविधाजनक जगह पर स्थित है। इसकी लंबाई अधिकतम है, और यह आपको सीवन कनेक्शन की निरंतरता को नियंत्रित करने की अनुमति देता है।
- कई वेल्डर के अनुसार, सबसे कठिन बात यह है कि पाइप लाइन को 180 ° से तुरंत चालू करें और साथ ही साथ गुणवत्ता बनाए रखें वेल्ड। इसलिए, इस तरह के मोड़ के साथ, वेल्डिंग तकनीक को बदलने की सिफारिश की जाती है। यही है, सीम को पहले एक या दो परतों में 2/3 की गहराई तक उबाला जाता है। फिर पाइपलाइन 180 ° घूमती है, जहां सीम पूरी तरह से कई परतों में भर जाता है। फिर फिर से 180 ° मोड़ होता है, जहां सीम पूरी तरह से इलेक्ट्रोड की धातु से भरा होता है। वैसे, ऐसे जोड़ों को रोटरी कहा जाता है।
- लेकिन निश्चित जोड़ भी हैं, यह तब होता है जब पाइप को पाइप को एक निश्चित संरचना में वेल्डेड किया जाता है। यदि पाइपलाइन क्षैतिज रूप से स्थित है, तो इसके भागों के बीच संयुक्त को दो भागों में विभाजित करना आवश्यक है। वेल्डिंग नीचे बिंदु (छत) से शुरू होती है और ऊपर तक जाती है। उसी तरह, संयुक्त की दूसरी छमाही को भी वेल्डेड किया जाता है।
और पाइप वेल्डिंग तकनीक का अंतिम चरण यह है। स्लैग को नीचे लाने के लिए इसे हथौड़े से टैप किया जाना चाहिए। फिर उपलब्धता के लिए। यदि पाइपलाइन को तरल पदार्थ या गैसों के लिए डिज़ाइन किया गया है, तो लीक के लिए जांच करने के लिए विधानसभा पानी या गैस को इसमें पेश किया जाता है।
वेल्डिंग प्रक्रिया वास्तव में एक जिम्मेदार घटना है। और केवल वेल्डर का अनुभव पहली कोशिश से अंतिम परिणाम की गुणवत्ता की गारंटी दे सकता है। लेकिन अनुभव एक व्यवसाय है। हम आपको एक वीडियो देखने की पेशकश करते हैं - सही ढंग से स्टील पाइप कैसे पकाने के लिए।
तकनीक का वर्णन करने से पहले, आपको यह समझने की आवश्यकता है कि आधुनिक परिस्थितियों में पाइप वेल्डिंग के कौन से तरीके मौजूद हैं।
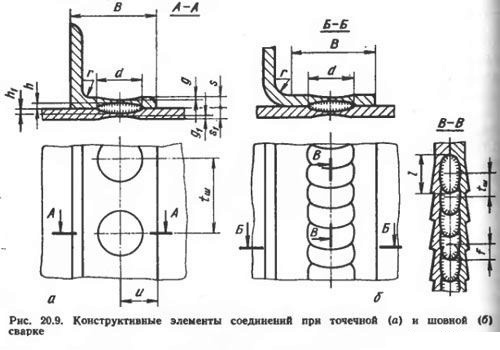
पाइप और पाइपलाइन भागों के वेल्डेड जोड़ों के प्रकार।
पाइपलाइनों को बट वेल्डेड किया जाता है और इसका उपयोग गैस और तरल पदार्थों की आपूर्ति के लिए किया जा सकता है। वे विभिन्न ताप तापमान और दबावों पर काम करते हैं। मुख्य संरचनात्मक तत्व और प्रकार के वेल्डेड जोड़ों को तांबे-निकल और तांबे के लिए GOST 16038-80, स्टील पाइपलाइनों के लिए GOST 16037-80 द्वारा स्थापित किया गया है। इस तरह के यौगिकों को GOST 5264-80 U1 में दर्शाया गया है, स्टील कॉलम, बीम, टैंक और खेतों में पाया जा सकता है। विशेष रूप से इंजीनियरिंग संरचनाओं, बॉयलरों, टैंकों और पाइपलाइनों में पाया जाता है।
तीव्र और आज्ञाकारी कोण पर वेल्डेड जोड़ों को GOST 11534-75 के अनुसार किया जाना चाहिए।
यह मानक कम मिश्र धातु और कार्बन स्टील्स की संरचनाओं के वेल्डेड जोड़ों के बुनियादी संरचनात्मक तत्वों, प्रकारों और आकारों को स्थापित करता है, जो वेल्डेड धातु की मोटाई के साथ एक उपभोज्य इलेक्ट्रोड के साथ वेल्डिंग द्वारा 60 मिमी तक की जाती है। स्थानिक प्रावधानएक obtuse या तीव्र कोण पर वेल्डेड भागों के स्थान के साथ। इस मानक की आवश्यकताओं का अनुपालन अनिवार्य है।
हम कई प्रकार के वेल्डेड जोड़ों को अलग कर सकते हैं: बट, टी, गोद और कोने। संयुक्त के प्रकार के आधार पर वेल्ड का प्रकार भिन्न हो सकता है। आमतौर पर, पट्टिका वेल्ड में एक अवतल या सपाट होता है, कभी-कभी उत्तल सतह। इस तरह के सीम का आकार एक पैर द्वारा परिभाषित, दृश्यमान या गणना की जाती है। कोना और बट सीम एकपक्षीय और द्विपक्षीय हैं। कॉर्क सीम किनारों और आकारों की तैयारी के आकार द्वारा प्रतिष्ठित हैं। वेल्डिंग के लिए पाइप जोड़ों की तैयारी करते समय, इसकी धुरी में कटे हुए पाइप के विमान की लंबवतता, ब्लंटिंग की मात्रा और वेल्ड के उद्घाटन कोण की जांच करना आवश्यक है।
विभिन्न कोणों पर वेल्डिंग करते समय स्कार्फ की ऊंचाई और वेल्ड लंबाई
इलेक्ट्रोड का कोण: क्षैतिज विमान में ए; बी- ऊर्ध्वाधर विमान में
Α 30 के कोण पर, गुणांक 3.73 है;
35 -3,17; 40 - 2,75; 45 - 2,41; 50 - 2,15; 35 - 3,17; 40 - 2,75; 45 - 2,41; 50 - 2,15; 55 - 1,92; 60 - 1,73; 65 - 1,57; 70 - 1,43; 75 - 1,3; 80 - 1,19; 85 - 1,09; 90 - 1,00; 95 - 0,92; 100 - 0,84; 105 - 0,77; 110 - 0,7; 115 - 0,64; 120 - 0,58; 125 - 0,52; 130 - 0,47; 135 - 0,41; 140 - 0,36; 145 - 0,32; 150 - 0,27; 155 - 0,22; 160 - 0,18; 165 - 0,13; 170 - 0,09; 175 - 0,04;
उदाहरण के लिए: गुणांक मान 2.41 है जब डी \u003d 520 मिमी के बाहरी व्यास के साथ 45 डिग्री के कोण पर दो पाइप वेल्डिंग; फिर कट ऑफ स्कार्फ का आकार 1253 मिमी \u003d 520 x 2.41 के बराबर होगा
सीम की लंबाई की गणना करने के लिए, पाइप के बाहरी व्यास को संबंधित गुणांक से गुणा किया जाता है:
α 30 के कोण पर गुणांक 8.86 है;
35 - 7,7; 40 - 6,8; 45 - 6,2; 50 - 5,7; 55 - 5,29; 60 - 4,96; 65 - 4,7; 70 - 4,46; 75 - 4,27; 80 - 4,1; 85 - 3,97; 90 - 3,85; 95 - 3,74; 100 - 3,65; 105 - 3,57; 110 - 3,5; 115 - 3,44; 120 - 3,39; 125 - 3,35; 130 - 3,31; 135 - 3,27; 140 - 3,24; 145 - 3,22; 150 - 3,19; 155 - 3,18; 160 - 3,16; 165 - 3,15; 170 - 3,15; 175 - 3,14;
वेल्डिंग के लिए पाइप की दीवार की मोटाई और उनके किनारों की भरपाई में अंतर दीवार की मोटाई का 10% से अधिक नहीं होना चाहिए और 3 मिमी से अधिक नहीं होना चाहिए। निरस्त तत्वों के सम्मिलित किनारों के बीच 2-3 मिमी पर एक समान निकासी प्रदान की जानी चाहिए।
विभिन्न पदों में सीटों के लिए विकल्प

इलेक्ट्रोड की स्थिति जब वेल्डिंग "एक नाव में": एक - एक सममित "नाव" में वेल्डिंग; बी - असममित में वेल्डिंग<лодочку>; में - इलेक्ट्रोड की स्थानिक स्थिति
कॉर्नर जोड़ों को निचले स्थान पर बनाया जा सकता है। कोणीय जोड़ों को "एक असममित नाव में" और "एक सममित नाव में" पकाया जाता है। किनारों पर पैठ और पैठ की कमी से बचने के लिए, "नाव में" वेल्डिंग एक इलेक्ट्रोड के साथ किया जाना चाहिए, किनारों पर छज्जा का एक स्वीकार्य समर्थन के साथ। यदि ओवरले पट्टिका झालन एक इच्छुक इलेक्ट्रोड के साथ प्रदर्शन किया, वेल्डिंग को "बैक एंगल" के साथ किया जाना चाहिए। बेवलिंग के बिना 10 मिमी से अधिक पैरों वाले कोने वाले सीम को एक "त्रिकोण" में इलेक्ट्रोड की अनुप्रस्थ आंदोलनों द्वारा सीम की जड़ में देरी के साथ एक परत में बनाया जाता है।
निचली स्थिति में पट्टिका वेल्ड के गोद जोड़ों की वेल्डिंग एक परत में इलेक्ट्रोड द्वारा अनुप्रस्थ कंपन के बिना 5 मिमी तक के व्यास के साथ की जाती है। कोणीय कनेक्शन के प्रवेश को प्राप्त करने के लिए, धातु को 95-120 ए की मोटाई के आधार पर, अधिकतम वर्तमान में 3 मिमी के व्यास के साथ इलेक्ट्रोड के साथ पहला रोलर (रूट कॉर्नर) बनाना आवश्यक है।
15 - 20 मिमी की लंबाई में शामिल पाइपों को इकट्ठा करने से पहले, उन्हें गंदगी, जंग, पैमाने और तेल से साफ किया जाता है। वेल्ड का एक अभिन्न अंग tacks हैं। जब वेल्डिंग पाइप, से निपटने के साथ एक सर्कल के साथ 4 स्थानों में एक व्यास के साथ 300 मिमी तक की लंबाई के साथ समान रूप से 50 मिमी की सीम और 3-4 मिमी की प्रत्येक ऊंचाई के साथ किया जाता है। जब 300 मिमी से अधिक के वेल्डिंग पाइप, डायमीटर को समान रूप से जोड़ के पूरे परिधि के आसपास हर 250 से 300 मिमी तक रखा जाता है।
मौजूदा वेल्डिंग विधियों को 2 समूहों में विभाजित किया जा सकता है। पहले समूह में वेल्डिंग के तरीके शामिल होने चाहिए, जब ठोस अवस्था में धातुओं को संयुक्त प्लास्टिक विरूपण में वेल्डेड किया जाता है, अक्सर अतिरिक्त हीटिंग के साथ। दूसरे समूह में जंक्शन पर पिघलने के तरीके शामिल हैं।
वेल्डिंग के मुख्य प्रकार

आर्क वेल्डिंग - एक इलेक्ट्रिक आर्क का उपयोग करके पिघला हुआ धातुओं का परस्पर संबंध;
- आर्क - एक इलेक्ट्रिक आर्क का उपयोग करके पिघला हुआ धातुओं के एक दूसरे के बीच संबंध;
- इलेक्ट्रोस्लैग - पिघली हुई स्लैग से गुजरने वाले विद्युत प्रवाह के कारण प्राप्त गर्मी के कारण धातु का पिघलना होता है;
- अल्ट्रासोनिक - अल्ट्रासोनिक कंपन ट्रांसड्यूसर से काम करने वाले टिप तक वेवगाइड के साथ प्रेषित होते हैं। अल्ट्रासोनिक कंपन और ऊर्ध्वाधर संकुचित बलों की कार्रवाई के तहत, वर्कपीस में घर्षण बल उत्पन्न होते हैं, जो एक वेल्डिंग संयुक्त प्राप्त करने के लिए पर्याप्त हैं;
- संपर्क - दबाव से। जो वर्कपीस जुड़े हुए हैं, उन्हें इलेक्ट्रोड के साथ जोड़ा जाता है, और संपर्क क्षेत्र में वेल्डिंग चालू के प्रभाव के तहत, वर्कपीस का मजबूत हीटिंग और संपीड़न होता है, जिसका परिणाम एक वेल्डिंग संयुक्त है;
- लेजर - एक प्रकाश किरण के साथ वेल्डिंग, जो विशेष ठोस और गैस उत्सर्जकों से प्राप्त की जाती है। जनरेटर से कुछ दूरी पर हवा में इस तरह की लेजर वेल्डिंग की जा सकती है। लेजर वेल्डिंग एक लेजर बीम द्वारा किया जाता है जो धातु को गर्म और पिघला देता है। लेजर बीम की ऊर्जा एक छोटे से क्षेत्र में केंद्रित है। बीम में एक विशिष्ट तरंग दैर्ध्य और आवृत्ति होती है, जिसके कारण यह ऑप्टिकल लेंस द्वारा ठीक से ध्यान केंद्रित किया जाता है, क्योंकि बीम लेंस में अपवर्तन का कोण निरंतर होता है।
लेजर वेल्डिंग प्रक्रिया - एक लेजर बीम द्वारा धातु की गहरी पैठ - इलेक्ट्रॉन बीम वेल्डिंग की प्रक्रिया के समान है। केंद्रित लेजर विकिरण धातु की सतह पर कार्य करता है, और धातु के उबलने और पिघलने के परिणामस्वरूप, एक वाष्प-गैस चैनल बनता है, जिसे हीटिंग का लगभग रैखिक स्रोत माना जाता है। इस प्रकार, लेजर वेल्डिंग को फिलर सामग्रियों के अतिरिक्त उपयोग के बिना एंड-टू-एंड किया जा सकता है, जो एक उच्च प्रक्रिया गति की ओर जाता है।
लेजर वेल्डिंग को 2 प्रकारों में विभाजित करना सबसे अच्छा है: स्पॉट और सीम
लेजर वेल्डिंग का वेल्डेड संयुक्त बेस मेटल की ताकत से मेल खाता है, जबकि वेल्डेड उत्पादों की न्यूनतम वेल्डिंग विरूपण है
स्पॉट - सबसे अधिक बार माइक्रोइलेक्ट्रॉनिक में उपयोग किया जाता है। स्पॉट लेजर वेल्डिंग का उपयोग करके, आप सबसे छोटे तत्वों को वेल्डिंग करने में उच्च परिशुद्धता प्राप्त कर सकते हैं। ऐसी वेल्डिंग के लिए, स्पंदित ठोस-राज्य लेज़रों का मुख्य रूप से उपयोग किया जाता है।
सीवन लेजर वेल्डिंग का उपयोग एक तंग संयुक्त और एक विश्वसनीय यांत्रिक कनेक्शन प्राप्त करने के लिए किया जाता है। सीम वेल्डिंग के लिए, लेजर का उपयोग किया जाता है जो स्पंदित या निरंतर मोड में काम करते हैं।
उच्च वेल्डिंग गति के कारण संकीर्ण गर्मी प्रभावित क्षेत्र में लेजर वेल्डिंग अन्य प्रकारों से भिन्न होती है। वेल्डेड संयुक्त बेस मेटल की ताकत से मेल खाती है, जबकि वेल्डेड उत्पादों की न्यूनतम वेल्डिंग विरूपण है। वैक्यूम वेल्डिंग के बिना लेजर वेल्डिंग किया जाता है। आप उच्च-कार्बन और उच्च-मिश्र धातु स्टील्स से टाइटेनियम और तांबा, कांच, चीनी मिट्टी की चीज़ें, प्लास्टिक और विभिन्न यौगिकों के आधार पर, विभिन्न स्थानिक पदों पर, हार्ड-टू-पहुंच स्थानों में, सामग्री की एक विस्तृत श्रृंखला का स्वागत कर सकते हैं। इस प्रकार के कनेक्शन बनाना भी संभव है कि पारंपरिक तरीके से वेल्ड करना केवल असंभव है। तो, लेजर वेल्डिंग अब वेल्डिंग कार्य में सबसे आशाजनक तकनीक कहलाती है।
लेजर वेल्डिंग के लिए, दो प्रकार के लेजर का उपयोग किया जाता है: ठोस-राज्य और गैस

सॉलिड स्टेट लेजर सर्किट
उनकी कम शक्ति के कारण, ठोस-राज्य पराबैंगनीकिरण केवल छोटी मोटाई के छोटे भागों को वेल्ड कर सकता है, सबसे अधिक बार ये माइक्रोएलेट्रोनिक ऑब्जेक्ट होते हैं। आधुनिक टीवी के लिए, एक सील कैथोड ट्यूब पिक्चर ट्यूब को वेल्ड करने के लिए लेजर वेल्डिंग का उपयोग किया जाता है। गैस लेज़र अधिक शक्तिशाली होते हैं, वे आमतौर पर CO2 + N2 + He (गैसों का मिश्रण) का उपयोग एक सक्रिय शरीर के रूप में करते हैं। गैस से गैस डिस्चार्ज ट्यूब के माध्यम से गैस को पंप किया जाता है। इलेक्ट्रोड के बीच बिजली का निर्वहन गैस को उत्तेजित करने के लिए उपयोग किया जाता है। दर्पणों को गैस डिस्चार्ज ट्यूब के सिरों पर रखा जाता है। इलेक्ट्रोड सत्ता से जुड़े हैं। पानी की प्रणाली लेजर को ठंडा करती है।
सबसे शक्तिशाली गैस-गतिशील लेजर हैं। काम 1000-3000 K के तापमान पर गर्म गैसों का उपयोग करता है। गैस, सुपरसोनिक गति के साथ, लवल नोजल के माध्यम से बहती है, जिसके बाद एडियाबेटिक विस्तार होता है और गुहा क्षेत्र में ठंडा होता है। तब उत्साहित कार्बन डाइऑक्साइड अणु एक निम्न ऊर्जा स्तर पर जाते हैं और सुसंगत विकिरण का उत्सर्जन करते हैं।
लेजर वेल्डिंग लाभ
लेजर वेल्डिंग का उपयोग आर्थिक विचारों से विवश है; तकनीकी लेजर अभी भी महंगे हैं, इसलिए लेजर वेल्डिंग के आवेदन का क्षेत्र सावधानीपूर्वक चुना गया है। लेजर वेल्डिंग लागत-प्रभावी है यदि उत्पादकता में उल्लेखनीय वृद्धि करना आवश्यक है, क्योंकि इसकी गति पारंपरिक तरीकों से कई गुना अधिक हो सकती है।
लेजर वेल्डिंग के फायदे हैं जो अन्य वेल्डिंग विधियों में निहित नहीं हैं।। लेजर को वेल्डिंग स्थान से काफी दूरी पर स्थित किया जा सकता है, जो कई मामलों में आर्थिक प्रभाव देता है। उदाहरण के लिए, पाइपलाइनों की मरम्मत के लिए जो एक जलाशय के नीचे रखी गई हैं, एक लेजर वेल्डिंग स्थापना है। पाइप के अंदर एक घूर्णन दर्पण के साथ एक ट्रॉली, और लेजर पाइप लाइन के अनुभाग के अंत में स्थित है, पाइप के अंदर एक बीम भेज रहा है, जो पाइप लाइन को सतह तक उठाए बिना लेजर वेल्डिंग की अनुमति देता है।
आमतौर पर, स्टील पाइप वेल्डिंग पर लगाए जाते हैं। उसी तरह, पाइपलाइन के खंड जुड़े हुए हैं यदि फिटिंग से बने हैं संरचनात्मक स्टील्स या उच्च मिश्र धातु मिश्र धातुओं से पाइप। विभिन्न धातुओं में विभिन्न वेल्ड प्रौद्योगिकियां और इलेक्ट्रोड हैं। वेल्डिंग या टांका लगाने से, तांबा और एल्यूमीनियम तत्व भी जुड़े होते हैं, लेकिन इसके लिए एक विशेष आर्गन-आर्क तंत्र की आवश्यकता होती है, जो पैदा करता है इलेक्ट्रिक आर्क एक आर्गन गैस माध्यम में, और एक तार के रूप में एल्यूमीनियम और तांबे के तार का उपयोग किया जाता है।
वेल्डिंग बहुलक पाइपों के लिए भी उपयुक्त है, लेकिन इस मामले में यह विशेष है - दबाव में थर्मल। एक समान यौगिक का उपयोग फिटिंग के निर्माण में किया जाता है जिसे कट पाइप के टुकड़ों से इकट्ठा किया जाता है।
पाइपों के कोणीय वेल्डिंग को नियंत्रित करने वाला मुख्य नियामक दस्तावेज GOST 16037-80 है। वेल्डिंग पाइपलाइनों के लिए कोणीय संयुग्मन को कुछ प्रकार के जोड़ों का उपयोग करके लागू किया जाता है:

समान नियमों के अनुसार स्क्वायर पाइप को वेल्डेड किया जाता है।
कोण वेल्डिंग की किस्में
सभी प्रकार की वेल्डिंग, चाहे आर्गन-आर्क, इलेक्ट्रिक-आर्क या गैस, इस तथ्य से शुरू होती है कि छोरों को समायोजित करना आवश्यक है। तत्वों के बीच की खाई 0.5 मिमी से 1.5 मिमी तक होनी चाहिए। 
बेवलिंग के बिना वेल्डिंग का उपयोग केवल पाइप पर किया जाता है, जिसके लिए दीवार की मोटाई काफी छोटी है - 1 से 6 मिमी तक। जुड़ने की प्रक्रिया स्पॉट वेल्डिंग द्वारा तत्वों को जब्त करने के साथ शुरू होती है, और फिर वे पाइप की स्थिति को सही करने के लिए जारी रखते हैं और बाहरी किनारे के साथ संयुक्त की एक अंगूठी वेल्ड बनाते हैं।
एक तरफा अंत होने वाले कोणीय संयुग्मन के बारे में 50 के कोण पर बने एक कक्ष की उपस्थिति का सुझाव देता है। दो तरफा अनुभाग के साथ, 30 ° के कोण पर दो चामर आवश्यक हैं। अंतर पहले मामले में 1-2 मिमी और दूसरे में 2-5 मिमी तक अनुमेय है। इसलिए, इन मामलों में, तत्वों का आदर्श किनारा महत्वपूर्ण नहीं है। इस तरह से पाइप 2 से 20 मिमी की दीवार की मोटाई के साथ जुड़ जाते हैं। 
पर कोने वेल्डिंग बेवलिंग और अनुभाग के साथ, दीवार की मोटाई 6 से 60 मिमी तक होनी चाहिए, अनुभाग की चौड़ाई 18 से 48 मिमी तक होनी चाहिए। ऐसे आयामों के पाइप वेल्ड पूल को भरने के लिए एक विशेष तकनीक का उपयोग करके वेल्डेड किए जाते हैं।
हाउसकीपिंग की प्रक्रिया में, अक्सर ऐसे मामले होते हैं जब आप साधारण पाइप या प्रोफाइल से किसी भी संरचना का निर्माण करना चाहते हैं। अक्सर, हल्के और आसान स्थापित करने के लिए इन उद्देश्यों के लिए उपयोग किया जाता है। प्लास्टिक के पाइपसाथ ही थ्रेडेड फास्टनरों के साथ स्टील के उत्पाद। हालांकि, इस लेख में हम इस बात पर विचार करेंगे कि आपके घर में हीटिंग या अन्य आवश्यक प्रणालियों के लिए एक पाइप को कैसे ठीक से वेल्ड किया जाए, क्योंकि ऊपर वर्णित विकल्प हमेशा स्वीकार्य और उचित नहीं हैं।
इलेक्ट्रोड का चयन
हीटिंग पाइप या अन्य संरचनाओं के साथ वेल्डिंग कार्य करने के लिए आपको पहली चीज इलेक्ट्रोड की आवश्यकता होगी। इस उपभोज्य की गुणवत्ता न केवल प्राप्त वेल्ड्स की विश्वसनीयता और सिस्टम की जकड़न को निर्धारित करेगी, बल्कि कार्य करने की प्रक्रिया भी होगी।
एक इलेक्ट्रोड को एक विशेष कोटिंग के साथ पतली स्टील की छड़ का मतलब समझा जाता है, जो पाइप के इलेक्ट्रिक वेल्डिंग की प्रक्रिया में एक स्थिर चाप के लिए अनुमति देता है, और एक वेल्ड के गठन में शामिल होता है, और धातु ऑक्सीकरण को भी रोकता है।

इलेक्ट्रोड के वर्गीकरण में कोर के प्रकार और बाहरी कोटिंग के प्रकार को अलग करना शामिल है।
कोर के प्रकार से, ऐसे इलेक्ट्रोड होते हैं:
- एक गैर-उपभोज्य केंद्र के साथ। ऐसे उत्पादों के लिए सामग्री ग्रेफाइट, विद्युत कोयला या टंगस्टन है।
- एक पिघलने केंद्र के साथ। इस मामले में, एक तार का उपयोग कोर के रूप में किया जाता है, जिसकी मोटाई वेल्डिंग कार्य के प्रकार पर निर्भर करती है।
बाहरी शेल के लिए, बाजार पर पाए जाने वाले कई इलेक्ट्रोड को कई समूहों में विभाजित किया जाना चाहिए।
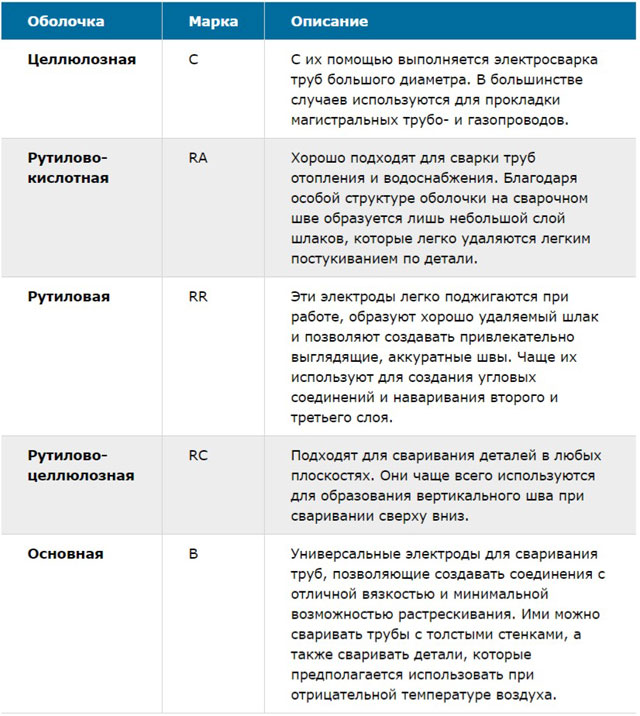
तो, कवरेज हो सकता है:
- सेलूलोज़ (ग्रेड सी)। इन उत्पादों को मुख्य रूप से बड़े क्रॉस-सेक्शन पाइप के साथ वेल्डिंग के लिए उपयोग किया जाता है। उदाहरण के लिए, गैस या पानी के परिवहन के लिए पाइपलाइनों की स्थापना के लिए।
- रूटाइल एसिड (आरए)। ऐसे इलेक्ट्रोड वेल्डिंग धातु हीटिंग पाइप या पानी के पाइप के लिए इष्टतम हैं। इस मामले में, वेल्ड को स्लैग की एक छोटी परत के साथ कवर किया जाता है, जिसे टैप करके आसानी से हटा दिया जाता है।
- रूटाइल (RR)। इस प्रकार के इलेक्ट्रोड बहुत सटीक वेल्डिंग सीम प्राप्त करना संभव बनाते हैं, और ऑपरेशन के दौरान बने स्लैग को बहुत आसानी से हटा दिया जाता है। लाभप्रद रूप से, ऐसे इलेक्ट्रोड का उपयोग कोने के जोड़ों के स्थानों में या दूसरी या तीसरी परत को वेल्डिंग करते समय किया जाता है।
- रूटाइल सेल्यूलोज (आरसी)। इसी तरह के इलेक्ट्रोड का प्रदर्शन किया जा सकता है वेल्डिंग का काम बिल्कुल किसी भी विमान में। विशेष रूप से, वे एक लंबे ऊर्ध्वाधर सीम बनाने के लिए बहुत सक्रिय रूप से उपयोग किए जाते हैं।
- मुख्य (B)। इस तरह के उत्पादों को सार्वभौमिक कहा जा सकता है, क्योंकि वे मोटी दीवारों वाली पाइपों, भागों को वेल्डिंग करने के लिए उपयुक्त हैं, जिनमें से संचालन कम तापमान पर किया जाएगा। इस मामले में, एक प्लास्टिक उच्च-गुणवत्ता वाला सीम बनता है, जो दरार नहीं करता है और समय के साथ ख़राब नहीं होता है। यह सभी देखें: ""।
काम शुरू करने से पहले, हम अनुशंसा करते हैं कि आप अपने साथी के साथ इलेक्ट्रोड के प्रकारों के बारे में परामर्श करें जिसका वे उपयोग करना पसंद करते हैं। प्रत्येक मामले में, यह अलग-अलग ब्रांड होंगे, क्योंकि बड़ी संख्या में ब्रांड बिक्री के लिए उपलब्ध हो सकते हैं, इसके अलावा, शहर से शहर तक भिन्न हो सकते हैं।
जो अलग से नोट किया जाना चाहिए, वह इलेक्ट्रोड की कीमत और गुणवत्ता के बीच एक सीधा संबंध है। तथ्य यह है कि सस्ते उपभोग्य सामग्रियों की आवश्यक स्तर के साथ पाइपों के सही वेल्डिंग की अनुमति नहीं है, व्यवहार में बार-बार परीक्षण किया गया है। इसलिए, आपको खर्च के इस मद पर बचत नहीं करनी चाहिए, क्योंकि परिणामस्वरूप, वे बहुत अधिक बढ़ सकते हैं।
वेल्ड और पाइप जोड़ों की किस्में
इलेक्ट्रिक वेल्डिंग द्वारा पाइपों को पकाने के कई तरीके हो सकते हैं:
- बट जोड़ों को रखना - इस मामले में, पाइप खंड एक दूसरे के बिल्कुल विपरीत हैं;
- ब्रांड से कनेक्शन - इसका मतलब है कि पाइप के दो टुकड़े लंबवत रूप से "टी" अक्षर के रूप में रखे गए हैं;
- लैप बॉन्डिंग - इस अवतार में, पाइप का एक टुकड़ा भड़क जाता है, ताकि इसे दूसरे पर पहना जा सके;
- कोने का कनेक्शन - अर्थात, दो भागों को ४५ ° या ९ ० ° के कोण पर रखा जाता है।

पाइपों की इलेक्ट्रिक वेल्डिंग करते समय, निम्नलिखित सीम बनाए जा सकते हैं:
- क्षैतिज - इस मामले में, वेल्डेड होने वाले पाइप लंबवत स्थित हैं;
- ऊर्ध्वाधर - ये पाइप के ऊर्ध्वाधर अनुभाग में सीम हैं;
- छत - इस मामले में, इलेक्ट्रोड को कर्मचारी के सिर के ऊपर, निचले हिस्से में रखा जाता है;
- निचला - क्रमशः, सीम जिसके लिए आपको नीचे झुकना होगा।
कृपया ध्यान दें कि जब साथ काम करें स्टील का पाइप कनेक्शन को उत्पाद की दीवार मोटाई के साथ डॉकिंग बिंदु के अनिवार्य उबलने के साथ बट-टू-हेड होना चाहिए। इस मामले में इष्टतम निचली रोटरी सीम का उपयोग है।

- वेल्डिंग कार्य करते समय, इलेक्ट्रोड को 45 ° या थोड़ा कम के कोण पर आयोजित किया जाना चाहिए, फिर पिघला हुआ धातु बहुत कम मात्रा में वेल्डेड पाइप में गिर जाएगा।
- यदि आप ब्रांडों या बट में जुड़ रहे हैं, तो आपको 2-3 मिमी इलेक्ट्रोड की आवश्यकता होगी। इस मामले में, सिस्टम की विश्वसनीय सीलिंग के लिए वर्तमान ताकत इष्टतम 80-110 एम्पीयर की सीमा में है।
- गोद के जोड़ को मज़बूती से वेल्ड करने के लिए, वर्तमान को 120 एम्पीयर तक बढ़ाया जाना चाहिए, और इसी तरह के इलेक्ट्रोड का उपयोग किया जा सकता है।
- वेल्ड की इष्टतम ऊंचाई पाइप की सतह से 3 मिमी ऊपर होनी चाहिए। इसकी उपलब्धि के बाद ही कार्य को पूरा माना जा सकता है।
अलग-अलग, यह profiled उत्पादों पर ध्यान देने योग्य है। ऐसे पाइपों की वेल्डिंग को पॉइंटवाइज किया जाना चाहिए। इसका मतलब यह है कि पहले वे प्रोफ़ाइल के विपरीत पक्षों पर दो बिंदुओं को पकड़ते हैं, फिर दो अन्य बिंदुओं पर चलते हैं, और इसी तरह जब तक कि पूरे पाइप को गर्म नहीं कर लेते। उसके बाद, वे पाइप की परिधि के साथ एक निरंतर वेल्ड करना शुरू करते हैं।
भागों के साथ प्रारंभिक कार्य
निर्देशों के अनुसार, निम्नलिखित शर्तों को पूरा किया जाना चाहिए:
- ज्यामितीय आकार।
- गुणवत्ता प्रमाण पत्र की उपस्थिति, विशेष रूप से, अगर यह पीने के पानी के लिए एक पाइपलाइन है।
- पूरी तरह से गोल पाइप आकार - एक चपटा या अंडाकार क्रॉस-सेक्शन के रूप में कोई अंत दोष की अनुमति नहीं है।
- उनकी लंबाई के दौरान समान दीवार की मोटाई।
- उत्पादों की रासायनिक संरचना को विभिन्न प्रणालियों के लिए रूसी संघ के GOSTs का अनुपालन करना चाहिए। यह जानकारी तकनीकी दस्तावेज या प्रयोगशाला परीक्षणों से मिली है।

तैयारी प्रक्रिया में निम्नलिखित चरण शामिल हैं:
- पाइप के अंत में कटौती की शाम की जांच करें - यह 90 the के बराबर होना चाहिए;
- अंतिम चेहरा और उस क्षेत्र को 10 मिमी से सावधानीपूर्वक साफ किया जाना चाहिए जब तक कि एक धातु की चमक दिखाई न दे;
- पाइप के अंत में तेल, जंग, पेंट के सभी निशान हटा दिए जाने चाहिए और सतह को खराब कर देना चाहिए।
अंतिम बात का ध्यान रखना सही अंत विन्यास है। किनारे का उद्घाटन कोण 65º होना चाहिए, और कुंदता सूचकांक 2 मिमी होना चाहिए। अतिरिक्त प्रसंस्करण आवश्यक मापदंडों को प्राप्त करेगा।
इस तरह के काम को एक चॉफर, फेस मेकर या ग्राइंडर के साथ किया जा सकता है। बड़े-व्यास के पाइप के साथ काम करने वाले पेशेवर मिलिंग मशीन या गैस और प्लाज्मा कटर का उपयोग करते हैं।
वेल्डिंग की प्रक्रिया
जब सभी प्रारंभिक तैयारी पीछे है, तो आप वेल्डिंग ले सकते हैं। यदि आपके पास आवश्यक कौशल नहीं है, और आपने पहले कभी ऐसा काम नहीं किया है, तो हम पहले पाइप के अतिरिक्त टुकड़ों पर अभ्यास करने की सलाह देते हैं ताकि पूरे सिस्टम को खराब न करें।
इलेक्ट्रिक वेल्डिंग की सूक्ष्मता
यदि गोल पाइप को वेल्डेड किया जाता है, तो उन पर सीम निरंतर होना चाहिए। इसका मतलब यह है कि जैसे ही काम शुरू किया जाता है, तब तक इसे बाधित नहीं किया जा सकता जब तक कि एक निरंतर वेल्ड नहीं बनता। रोटरी और गैर-रोटरी जोड़ों के साथ काम के मामले में, इलेक्ट्रिक वेल्डिंग द्वारा हीटिंग पाइप की वेल्डिंग कई परतों में की जानी चाहिए। उनकी संख्या पाइप की दीवार की मोटाई पर निर्भर करेगी।

दीवार मापदंडों पर परतों की संख्या की निर्भरता इतनी मात्रा में व्यक्त की गई है:
- वेल्ड की 2 परतें 6 मिमी तक की दीवार मोटाई के साथ पाइप पर की जाती हैं;
- अगर दीवारों में 6-12 मिमी की मोटाई के भीतर उतार-चढ़ाव होता है, तो 3 परतों की आवश्यकता होगी;
- अन्य सभी उत्पाद, जिनमें से दीवार की मोटाई और भी अधिक है, सीम के 4 परतों के आवेदन की आवश्यकता होती है।
इसके अलावा, यह कई महत्वपूर्ण विशेषताओं पर विचार करने योग्य है:
- कौन सी ध्रुवीयता और वर्तमान लागू करने की आवश्यकता है (निरंतर या वैकल्पिक) पाइप की दीवार मोटाई, उनकी सामग्री और इलेक्ट्रोड शेल पर निर्भर करेगा। सभी सूचनाओं को इलेक्ट्रोड के निर्देशों में इंगित किया जाना चाहिए।
- इलेक्ट्रोड छड़ की मोटाई वेल्डिंग के लिए आवश्यक वर्तमान ताकत को प्रभावित करती है। आप रॉड की मोटाई को 30 या 40 से गुणा करके इस संकेतक का अनुमान लगा सकते हैं। इसलिए आप एम्पीयर में करंट की गणना कर सकते हैं और इसे वेल्डिंग उपकरण पर सेट कर सकते हैं।
- कार्य की गति का विनियमित मूल्य नहीं है। आपको बस यह सुनिश्चित करने की आवश्यकता है कि चाप बहुत लंबे समय तक एक बिंदु पर नहीं रहता है, अन्यथा किनारे बाहर जल जाएगा, और आपको फिर से शुरू करना होगा।
वेल्डिंग शुरू करने से पहले, अपने काम को सुविधाजनक बनाने के लिए गैस पाइप जोड़ों को इकट्ठा करने के लिए इलेक्ट्रिक वेल्डिंग का उपयोग किया जा सकता है।
हम कनेक्शन एकत्र करते हैं
इस प्रक्रिया को निम्नलिखित क्रम में किया जाना चाहिए:
- पाइप को एक एंड या अन्य डिवाइस में तय किया जाना चाहिए, जो उन्हें एंड-टू-एंड जोड़ता है। अगला, इलेक्ट्रोड के साथ जंक्शन को 2-3 स्थानों पर लिया जाना चाहिए। यदि यह केवल 2 अंक है, तो उन्हें सर्कल के विपरीत पक्षों पर बनाएं।
- मामले में जब केवल एक कनेक्शन बिंदु बनाया जाता है, तो संयुक्त का अंतिम उबलते विपरीत पक्ष से शुरू होना चाहिए।
- कृपया ध्यान दें कि 3 मिमी के भीतर दीवार की मोटाई वाले पाइपों के लिए इलेक्ट्रोड की मोटाई 2.5 मिमी से अधिक नहीं होनी चाहिए।
और वेल्ड तकनीक के बारे में कुछ और उपयोगी जानकारी।

यदि आप उन पाइपों के साथ काम करते हैं जिनकी दीवार की मोटाई 4 मिमी से अधिक है, तो वे दो सीम से जुड़े होते हैं - जड़, स्टील की पूरी मोटाई से गुजर रही है, और रोल, जो एक रोलर 3 मिमी अधिक है।
प्रदर्शन ऊर्ध्वाधर सीम 30-80 मिमी के क्रॉस सेक्शन वाले पाइपों पर, वेल्डिंग दो चरणों में किया जाता है - पहले, लंबाई के लिए सीम बनाते हैं, और फिर बाकी सब कुछ।
जब आप कई परतों में एक क्षैतिज सीम बनाते हैं, तो प्रत्येक बाद के दृष्टिकोण में इलेक्ट्रोड को विपरीत दिशा में बढ़ना चाहिए।
कई परतों में किए गए सीम के अंत (महल) बिंदुओं को अलग-अलग स्थानों पर रखा जाना चाहिए।
रोटरी और निश्चित जोड़ों के साथ काम करें
ऐसे काम करने के नियमों में निम्नलिखित हैं:
- रोटावेटर में कुंडा जोड़ों को आसानी से किया जाएगा। यह वांछनीय है कि काम की गति और तंत्र का रोटेशन समान है।
- चाप के साथ धातु का संपर्क बिंदु (वेल्ड पूल) रोटेटर में स्थापित पाइप के ऊपरी बिंदु से 30 the नीचे स्थित होना चाहिए, पक्ष के रोटेशन की विपरीत दिशा के साथ।
- ऐसे काम मैन्युअल रूप से भी किए जा सकते हैं। ऐसा करने के लिए, प्रत्येक बार पाइप को 60-110 so से घुमाया जाता है, ताकि इसके साथ काम करना सुविधाजनक हो।
हालांकि, सबसे मुश्किल काम होगा जब पाइप 180 most के माध्यम से मुड़ता है।

इस स्थिति में, वेल्डिंग को 3 चरणों में विभाजित किया जाता है:
- सबसे पहले, उन्हें बाहरी मोड़ त्रिज्या के साथ 2/4 पाइप वर्गों की 1-2 परतों में वेल्डेड किया जाता है।
- अगला, पाइप को अव्यवस्थित किया जाता है और सीम के शेष भाग को वेल्ड किया जाता है, एक बार में सभी परतों का प्रदर्शन करता है।
- अंत में, पाइप फिर से मुड़ता है और सीम की शेष परतों को मोड़ के बाहर जोड़ा जाता है।
वेल्डिंग निश्चित जोड़ों दो चरणों में प्रदर्शन किया।
कार्य की विधि इस प्रकार है:
- पाइप को नेत्रहीन रूप से दो खंडों में विभाजित किया जाना चाहिए। इस मामले में सीम क्षैतिज, और ऊर्ध्वाधर, और छत दोनों को बाहर कर देगा।
- वेल्डिंग सर्कल के निचले बिंदु से शुरू होता है, सुचारू रूप से इलेक्ट्रोड को शीर्ष बिंदु तक ले जाता है। उसी तरह, विपरीत दिशा से काम किया जाता है।
- इस मामले में, चाप को छोटा किया जाता है, इलेक्ट्रोड कोर की मोटाई के बराबर लंबाई में।
- रोल सीम की ऊंचाई 2-4 मिमी तक पहुंच सकती है, यह सब पाइप की दीवार की मोटाई पर निर्भर करता है।
वेल्डिंग का अंतिम चरण जोड़ों की गुणवत्ता नियंत्रण है।
कनेक्शन विश्वसनीयता की जाँच करें
अक्सर, आपको दृश्य निरीक्षण द्वारा वेल्ड की गुणवत्ता और स्वयं सिस्टम की जकड़न पर नियंत्रण करना होगा।
ऐसा करने के लिए, पहले, सीम को स्लैग से साफ करना चाहिए और इसे हल्के हथौड़ा से टैप करना होगा। इसके बाद, सीम खुद ही चिप्स, कट या दरारें, खराब पके टुकड़ों या जलने के साथ-साथ अन्य दोषों की उपस्थिति के लिए निरीक्षण किया जाता है।
अंतिम चरण सीम की मोटाई को मापना है। ऐसा करने के लिए, आप मानक उपकरणों, साथ ही जांच, टेम्पलेट्स और अन्य उपकरणों का उपयोग कर सकते हैं।
कृपया ध्यान दें कि गैस संचरण या पानी प्रणाली को लीक के लिए भी जांचना चाहिए। ऐसा करने के लिए, दबाव में तरल का एक परीक्षण रन करें।
वेल्डिंग मशीन के साथ काम करते समय सुरक्षा सावधानी
धातु के पाइपों की वेल्डिंग सहित किसी भी विद्युत कार्य में एक महत्वपूर्ण बिंदु सुरक्षा नियमों का अनुपालन है। यदि आप उनकी उपेक्षा करते हैं, तो आप विभिन्न प्रकार की चोटें प्राप्त कर सकते हैं, जैसे त्वचा पर थर्मल जलन, एक आर्क फ्लैश, बिजली के झटके और अन्य के साथ रेटिना को जलाता है।

इसलिए, काम शुरू करने से पहले, आपको निम्नलिखित कदम उठाने होंगे:
- प्रवाहकीय कंडक्टर और वेल्डिंग मशीन घटकों को अछूता होना चाहिए;
- वेल्डिंग उपकरण और अतिरिक्त उपकरणों के मामले को आधार बनाया जाना चाहिए;
- चौग़ा और मिट्टियाँ बिल्कुल सूखी होनी चाहिए;
- अतिरिक्त इन्सुलेशन के लिए एक छोटे से कमरे में गैलोज़ पर रखो या रबर की चटाई बिछाओ;
- आंखों और चेहरे की सुरक्षा के लिए, ऑपरेशन के दौरान एक सुरक्षा कवच पहना जाना चाहिए।
सारांश
इस प्रकार, हमने आंशिक रूप से बताया कि बिजली के उपकरणों पर वेल्डिंग का काम कैसे किया जाता है। बेशक, नौकरी सफल होने के लिए, आपके पास कुछ व्यावहारिक कौशल होना चाहिए। हालांकि, सामग्री में निहित जानकारी के लिए धन्यवाद, आपको पता चल जाएगा कि अभ्यास कहां शुरू करना है। यदि आप हमारी सिफारिशों का पालन करते हैं, तो आप निश्चित रूप से एक सभ्य स्तर पर धातु के पाइपों को वेल्ड करने में सक्षम होंगे।
वेल्डिंग सामग्री 2016-04-04T01: 21: 54 + 00: 00 कैसे प्रोफ़ाइल पाइप वेल्ड करने के लिए
वेल्डिंग सामग्री
विभिन्न धातु फ्रेम वेल्डिंग द्वारा प्रोफ़ाइल पाइप से बने होते हैं। धातु उत्पादों का उपयोग उनके निर्विवाद फायदे के कारण होता है, जिनमें से मुख्य हैं विश्वसनीयता, स्थायित्व, संरचनाओं की स्थापना में आसानी और विभिन्न प्रकार और जटिलता के फ्रेम के निर्माण की संभावना। फ्रेम फ्रेम संरचनाओं के निर्माण में एक प्रोफ़ाइल पाइप को सही ढंग से वेल्ड करने के तरीके का पता लगाने के लिए, आपको पाइप संरचना और वेल्डिंग विकल्पों के बारे में कुछ ज्ञान होना चाहिए।
प्रोफ़ाइल पाइप और वेल्डिंग विकल्प के प्रकार
इस तरह के धातु के रोलिंग में कई मानक विकल्प होते हैं जो पाइप के आकार, अनुभाग के प्रकार और धातु की दीवारों की मोटाई में भिन्न होते हैं। इन संकेतकों के आधार पर, एक विधि को चुना जाता है कि कैसे एक प्रोफ़ाइल पाइप बट, या 90 डिग्री पर - चाप, गैस, संपर्क या स्पॉट वेल्डिंग द्वारा वेल्ड किया जाए। एक वेल्डिंग इलेक्ट्रोड की पसंद, जिसका व्यास पाइप की दीवार की मोटाई से थोड़ा बड़ा होना चाहिए, भी महत्वपूर्ण है। एक नियम के रूप में, वेल्डिंग प्रोफ़ाइल पाइप के लिए आर्क वेल्डिंगऔर अगर धातु की दीवार बहुत पतली है, तो स्पॉट वेल्डिंग विकल्प का उपयोग किया जाता है।
90 डिग्री पर एक प्रोफ़ाइल पाइप को कैसे वेल्ड करें
वेल्डिंग के दौरान एक आदर्श समकोण प्राप्त करना आसान काम नहीं है, और, एक नियम के रूप में, केवल ऐसे काम में अनुभव वाले पेशेवर और प्रौद्योगिकी का सावधानीपूर्वक निरीक्षण कर सकते हैं।
90 डिग्री के कोण पर वेल्डिंग भागों की कई सूक्ष्मताएं हैं।

शुरू करने के लिए, एक साथ वेल्डेड किए जाने वाले प्रोफ़ाइल पाइपों को काट दिया जाता है।

वेल्डर को काम के लिए एक सुसज्जित जगह की आवश्यकता होती है - एक सपाट सतह ताकि सत्यापित दाहिना कोण ललाट तल में विकृत न हो।

एक समकोण कोण को ठीक करने के लिए, अतिरिक्त विवरणों का उपयोग करना आवश्यक है - 90 डिग्री के कोण, या स्कार्फ।

एक निश्चित तकनीक का ध्यानपूर्वक निरीक्षण करते हुए, वेल्डिंग से परिचित एक व्यक्ति स्वतंत्र रूप से बनाने में सक्षम होगा, उदाहरण के लिए, एक देश ग्रीनहाउस या धातु गेट।
कैसे एक प्रोफ़ाइल पाइप बट वेल्ड करने के लिए
बट वेल्डिंग एक प्रोफ़ाइल पाइप थोड़ा सरल कार्य है, आपको इसे समतल करने और कोण की डिग्री का निरीक्षण करने की आवश्यकता नहीं है। हालांकि, किसी को यह नहीं भूलना चाहिए कि सभी सुरक्षा मानकों को ध्यान में रखते हुए, कुछ सिद्धांतों के अनुसार वेल्डिंग कार्य किया जाना चाहिए।

यह प्रक्रिया कई चरणों में होती है:
- एक दूसरे के लिए संरचनाओं को संलग्न करें, निर्धारण के लिए बिंदु सीम लागू करें।
- उसके बाद, वर्किंग ड्रॉइंग के साथ प्राप्त डिज़ाइन को सत्यापित करके, इसे सीधा किया जाना चाहिए। एक नियम के रूप में, इसके लिए एक स्लेजहेमर का उपयोग किया जाता है।
- संरचना के सभी हिस्सों को उनकी जगह लेने के बाद, जोड़ों को वेल्डेड किया जाता है।
संरचना की विकृति को रोकना महत्वपूर्ण है, जो तनाव के कारण हो सकता है।
सभी एक ही स्थान पर वेल्डिंग के लिए
फ़्रेम धातु संरचनाएँ जिनसे आधुनिक बुनियादी ढाँचे की विभिन्न वस्तुएँ निर्मित होती हैं, खरीदारी और कार्यालय केंद्र, उत्पादन दुकानों और गोदामों के लिए परिसर, प्रशासनिक और औद्योगिक भवन, कृषि सुविधाएँ, पशु बाड़े, आदि। इन सभी भवनों की स्थापना उच्च गुणवत्ता वाले उपकरण, आपूर्ति और सभी संबंधित उत्पादों के उपयोग के बिना असंभव है। आप हमारी साइट के कैटलॉग में यह सब पा सकते हैं।

