Boru silindirik dişler esas olarak boru bağlantıları, boru bağlantı parçaları ve bağlantı parçaları için kullanılır. Bu diş 1/16 ila 6 "çaplarını, 1" başına diş sayısı 28 ila 11'i kapsar.
Boru dişinin nominal çapı geleneksel olarak borunun iç çapına atanır. Kademelerin ve çapların oranına göre, boru dişi OST 1260'a göre ezilmiş bir inç dişidir. Bu nedenle, küçük metrik dişlerin standartlaştırılmasından önce, bir seferde boru dişi sadece boru bağlantıları için değil, aynı zamanda karşılaştırmalı bir şekilde dişlerin yapılması gerektiğinde bağlantı elemanları için de kullanıldı. küçük çaplarda, büyük çaplarda. Boru dişi, borular ve boru bağlantı parçaları için Avrupa standardıdır.
TÜP SİLİNDİR İPLİĞİNİN BOYUTLARI
(GOST 6357-81)
Standart, silindirik dişli bağlantılarda kullanılan silindirik boru dişlerinin yanı sıra GOST 6211-81'e göre iç silindirik dişin dış konik diş ile bağlantılarında da geçerlidir.
Ortalama iplik çapının toleransları (GOST 6357-81'e göre), iki doğruluk sınıfında (A ve B) belirlenir. Ortalama iplik çapının toleransları toplamdır. D 1 ve D çaplarının toleransları belirlenmemiştir.
boyutlar mm
| İplik tanımı | 25,4 mm uzunluğunda adım z sayısı | Adım P | Diş çapı | Profil çalışma yüksekliği H 1 | Eğri Yarıçapı R | 'H | H / 6 | |||
| 1. sıra | 2. sıra | dış d \u003d D | ortalama d 2 \u003d D 2 | dahili d 1 \u003d D 1 | ||||||
| 1/16" 1/8" | - | 28 | 0,907 | 7,723 | 7,142 | 6,561 | 0,580777 | 0,124557 | 0,871165 | 0,145194 |
| 9,728 | 9,147 | 8,566 | ||||||||
| 1/4" 3/8" | - | 19 | 1,337 | 13,157 | 12,301 | 11,445 | 0,856117 | 0,183603 | 1,284176 | 0,214029 |
| 16,662 | 15,806 | 14,950 | ||||||||
| 1/2" | 5/8" | 14 | 1,814 | 20,955 | 19,793 | 18,631 | 1,161553 | 0,249115 | 1,742331 | 0,290389 |
| 22,911 | 21,749 | 20,587 | ||||||||
| 26,441 | 25,279 | 24,117 | ||||||||
| 30,201 | 29,039 | 27,877 | ||||||||
| 1" | 1 1/8" 1 3/4" | 11 | 2,309 | 33,249 | 31,770 | 30,291 | 1,478515 | 0,317093 | 2,217774 | 0,369629 |
| 37,897 | 36,418 | 34,939 | ||||||||
| 41,910 | 40,431 | 38,952 | ||||||||
| 44,323 | 42,844 | 41,365 | ||||||||
| 47,803 | 46,324 | 44,845 | ||||||||
| 53,746 | 52,267 | 50,788 | ||||||||
| 59,614 | 58,135 | 56,656 | ||||||||
| 2 1/2" 3 1/2" | 2 1/4" 3 3/4" |
65,710 | 64,231 | 62,752 | ||||||
| 75,184 | 73,705 | 72,226 | ||||||||
| 81,534 | 80,055 | 78,576 | ||||||||
| 87,884 | 86,405 | 84,926 | ||||||||
| 93,980 | 92,501 | 91,022 | ||||||||
| 100,330 | 98,851 | 97.372 | ||||||||
| 106,680 | 105,201 | 103,722 | ||||||||
| 4" | 4 1/2" 5 1/2" |
113,030 | 111,551 | 110.072 | ||||||
| 125,730 | 124,251 | 122,772 | ||||||||
| 138,430 | 136,951 | 135,472 | ||||||||
| 151,130 | 149,651 | 148,172 | ||||||||
| 163,830 | 162,351 | 160,872 | ||||||||
| Diş boyutları seçerken, 1. sıra 2. sıraya tercih edilmelidir. | ||||||||||
GOST 6357-81'e göre VİDA UZUNLUĞU
Makyaj uzunlukları iki gruba ayrılır: normal N ve uzun L.
boyutlar mm
| tayin iplik boyutu | Adım P | Makyaj uzunluğu | |
| N- | L | ||
| 1/16", 1/8" | 0,907 | cB. 4 ila 12 | cB. 12 |
| 1/4", 3/8" | 1,337 | cB. 5 ila 16 | cB. on altı |
| 1/2", 5/8" | 1,814 | cB. 7'den 22'ye | cB. 22 |
| 1", 1 1/8", 1 1/4", 1 3/8" | 2,309 | cB. 10 ila 30 | cB. otuz |
| 1 1/2", 1 3/4", 2", 2 1/4", 2 1/2", 2 3/4", 3" | cB. 12-36 | cB. 36 | |
| 3 1/4", 3 1/2", 3 3/4", 4", 4 1/2", 5", 5 1/2", 6" | cB. 13 ila 40 | cB. 40 | |
| Telafi uzunluklarının sayısal değerleri ampirik olarak belirlenir. | |||
Soldaki ipliğin sembolü LH harfleriyle desteklenir.
A sınıfı doğruluk için iplik tanımı örnekleri:
G 1 1/2-A
sol iplik doğruluk sınıfı B:
G 1 1/2 LH-B
Telafi uzunluğu N diş tanımında belirtilmemiştir.
L telafi uzunluğu milimetre cinsinden belirtilir.
G 1 1/2 LH-B-40
İniş bir kesir ile gösterilir: payı iç dişin doğruluk sınıfını ve payda dış dişin doğruluk sınıfını gösterir.
Gı 1/2-A / A; G 1 1/2 LH-A / B
Bu standarda uygun olarak A sınıfı iç boru silindirik dişinin GOST 6211-81'e uygun dış boru konik dişi ile bağlantısı aşağıdaki gibidir:
G / R 1 1/2 - A
Not; Bir seferde, silindirik bir boru dişinin profili (OST 266'ya göre), 1 "başına diş sayısı 28 ila 8 olan 18" e kadar çaplara kadar uzatılmıştır.
İlgili belgeler:
- diş açma delikleri
GOST 3469-91 - Mikroskoplar. Lensler için iplik. boyutlar
GOST 4608-81 - Metrik diş. Parazit uyumu
GOST 5359-77 - Optik aletler için oküler diş. Profil ve Boyutlar
GOST 6042-83 - Edison iplik yuvarlak. Profiller, Boyutlar ve Sınır Boyutları
GOST 6111-52 - 60 derecelik profil açılı inç konik diş
GOST 6211-81 - Konik boru dişi
GOST 6357-81 - Silindirik boru dişi
GOST 8762-75 - Gaz maskeleri ve kalibrasyonları için 40 mm çapında yuvarlak diş. Ana boyutlar
GOST 9000-81 - 1 mm'den küçük çaplar için metrik diş. Tolerans
GOST 9484-81 - Trapez diş. profiller
GOST 9562-81 - Tek yollu trapez diş. Tolerans
GOST 9909-81 - Gazlar için valf ve silindirlerin konik dişi
GOST 10177-82 - Baskı ipliği. Profil ve ana boyutlar
GOST 11708-82 - İplik. Terimler ve tanımlar
GOST 11709-81 - Plastik parçalar için metrik diş
GOST 13535-87 - İpliğe dayanıklı takviyeli 45 derece
GOST 13536-68 - Sıhhi tesisat armatürleri için yuvarlak diş. Profil, ana boyutlar, toleranslar
GOST 16093-2004 - Metrik diş. Tolerans. Açıklık İnişleri
GOST 16967-81 - Enstrümantasyon için metrik diş. Çaplar ve basamaklar
GOST 24737-81 - Tek trapez diş. Ana boyutlar
GOST 24739-81 - Trapez çok dişli
GOST 25096-82 - Baskı ipliği. Tolerans
GOST 25229-82 - Konik metrik diş
GOST 28487-90 - Matkap ucu elemanları için konik kilit dişi. Profil. Boyutları. Tolerans
Boruların karmaşık olduğu anlaşılıyor mu? Bağlanın ve bükün ... Ama, eğer bir tesisatçı değilseniz ve özel bir eğitime sahip bir mühendis değilseniz, cevaplar için baktığınız yere gitmeniz gereken sorular olacaktır. Ve büyük olasılıkla internetteki ilk şeye benziyorlar)
Daha önce çaplar hakkında konuştuk metal borular bu şeylerde. Bugün çeşitli amaçlar için boruların dişli bağlantılarını açıklığa kavuşturmaya çalışacağız. Makaleyi tanımlarla karıştırmamaya çalıştık. Temel terminoloji şunları içerir GOST 11708-82 herkes kendini tanıyabilir.
Boru silindirik diş. GOST 6357-81

Yön: Sol
Doğruluk sınıfı: Sınıf A (yüksek), Sınıf B (normal)
Neden inç cinsinden?
İnç boyutu, Batı sonrası meslektaşlarından geldi, çünkü Sovyet sonrası alanda akımın gereksinimleri GOSTve iplik bazında formüle edilmiştir BSW (İngiliz Standart Whitworth veya Whitworth diş). 1841'de tasarım mühendisi ve mucit olan Joseph Whitworth (1803-1887), sökülebilir bağlantılar için kendinden başlıklı vida profilini gösterdi ve evrensel, güvenilir ve kullanışlı bir standart olarak konumlandırdı.
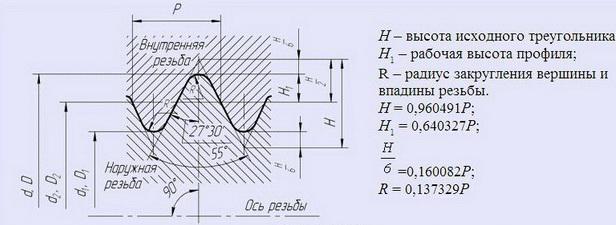
Bu tip iplik hem boruların kendisinde hem de boru bağlantı elemanlarında kullanılır: kilitli somunlar, kaplinler, dirsekler, tees ( yukarıdaki resme bakın) Profilin bölümünde, bağlantının yüksek sıkılığı için yapılan, konturun üst ve oluklarında 55 derecelik bir açıya ve yuvarlamaya sahip bir ikizkenar üçgen görüyoruz.
Dişli bağlantı 6 ”e kadar olan boyutlarda yapılır. Daha büyük boyuttaki tüm borular, güvenilir bağlantı ve kopmayı önlemek için kaynakla sabitlenir.
Uluslararası standartta sembol
Milli oyuncu: G
Japonya: PF
İngiltere: BSPP
G harfini ve borunun çapını (iç Ø) inç cinsinden belirtin. Doğrudan atamada ipliğin dış çapı mevcut değildir.
Misal:
G 1/2 - dış boru dişi, iç boru Ø 1/2 "". Borunun dış çapı 20.995 mm olacak, 25.4 mm uzunluğundaki adım sayısı 14 olacaktır.
Doğruluk sınıfı (A, B) ve dönüş yönü (LH) de belirtilebilir.
Örneğin:
G 1 ½ - B - silindirik boru dişi, iç Ø 1 ½ inç, doğruluk sınıfı B.
G1 ½ LH- B - silindirik boru dişi, iç Ø 1 ½ inç, doğruluk sınıfı B, sol.
Kalıcı makyaj uzunluğu en son mm olarak belirtilir: G 1 ½-B-40.
Dahili bir silindirik diş için, sadece deliğin amaçlandığı boru Ø belirtilecektir.
Boru Dişi için Boyut Tablosu
| Diş boyutu |
Diş adımı mm |
İnç Başına Diş |
Diş çapları |
|||
İnç ipliğinin eğimi nasıl belirlenir

Size tekniği açıkça gösteren İngilizce internetten bir resim getiriyorum. Boru dişi, profilin köşeleri arasındaki boyutla değil, dişin ekseni boyunca 1 inç başına dönüş sayısı ile karakterize edilir. Sıradan rulet veya cetvel yardımcı olur. Uygulıyoruz, bir inç (25,4 mm) ölçüyoruz ve görsel olarak adım sayısını sayıyoruz.
Resimde bir örnekle ( yukarıya bakınız) thread - İngilizce'den tam anlamıyla "thread thread" dir. Bu durumda, 18 tane var. bir inç.
Alet kutunuza inç dişler için bir iplik mastarının yerleştirilmesi daha da kolaydır. Ölçümler çok uygundur, ancak kukla ipliklerin apeks açısı 55 ° ve 60 ° arasında değişebileceği unutulmamalıdır.
Konik Boru Dişleri

konik iplik deseni
Konik boru dişi GOST 6211-81 (1. standart ölçü)
Birim Tipi: İnç
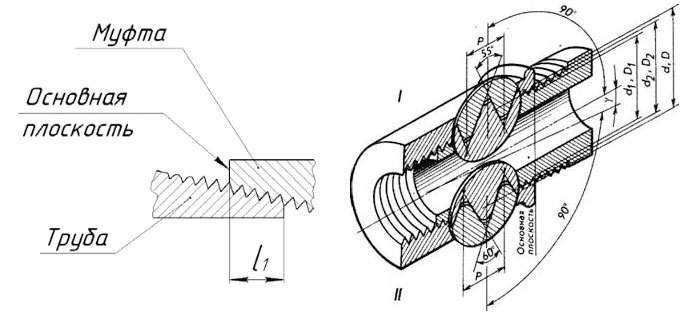
55 ° açılı silindirik boru dişinin yuvarlatılmış profiline karşılık gelir. Santimetre. üst üç boyutlu görüntünün parçası (I) "konik iplik iplikleri çizimi".
sembol
Milli oyuncu: R
Japonya: PT
İngiltere: BSPT
R harfi ve nominal çap Dy belirtilir. R işareti, dişin dış görünüşü, Rc iç, Rp iç silindirik anlamına gelir. Silindirik boru dişi ile benzer şekilde, sol diş için LH kullanılır.
örnekler:
R1 ½ - dış konik boru dişi, nominal çap Dy \u003d 1 ½ inç.
R1 ½ LH - dış konik boru dişi, nominal çap Dy \u003d 1 ½ inç, sol.
Konik inç dişli GOST 6111-52 (2. boy)
Birim Tipi: İnç
Profil açısı 60 ° 'dir. Santimetre. alt üç boyutlu görüntünün “II” kısmı (II). Nispeten düşük basınçlı makinelerin ve takım tezgahlarının boru hatlarında (yakıt, su, hava) kullanılır. Bu tür bir bağlantının kullanılması, ek özel araçlar (keten iplikleri, minium iplik) olmadan ipliğin sıkılığını ve kilitlenmesini gerektirir.
sembol
Örnek: K ½ GOST 6111-52
Şu şekilde çözülür: ana düzlemde dış ve iç çapa sahip, silindirik boru dişinin G dış ve iç çapına yaklaşık olarak eşit olan inç konik diş G ½
Konik inç dişin ana parametre tablosu
| İplik Boyutu Adı (d, inç) | 1 "n üzerindeki iş parçacığı sayısı | Diş adımı S, mm | Diş uzunluğu mm | Ana düzlemdeki dişin dış çapı d, mm | |
| Çalışma l1 | Borunun ucundan ana düzleme l2 | ||||
| 1/16 | 27 | 0,941 | 6,5 | 4,064 | 7,895 |
| 1/8 | 27 | 0,941 | 7,0 | 4,572 | 10,272 |
| 1/4 | 18 | 1,411 | 9,5 | 5,080 | 13,572 |
| 3/8 | 18 | 1,411 | 10,5 | 6,096 | 17,055 |
| 1/2 | 14 | 1,814 | 13,5 | 8,128 | 21 793 |
| 3/4 | 14 | 1,814 | 14,0 | 8,611 | 26,568 |
| 1 | 11 1/2 | 2,209 | 17,5 | 10,160 | 33,228 |
| 1 1/4 | 11 1/2 | 2,209 | 18,0 | 10,668 | 41,985 |
| 1 1/2 | 11 1/2 | 2,209 | 18,5 | 10,668 | 48,054 |
| 2 | 11 1/2 | 2,209 | 19,0 | 11,074 | 60,092 |
Metrik konik diş. GOST 25229-82

Ölçü birimi: mm
Konik yüzeyli yüzeylerde yapılır 1:16
Boru hatlarını bağlarken kullanılır. Dönüşün üstündeki açı 60 ° 'dir. Ana düzlem uç yüze göre ofset ( yukarıdaki resme bakın).
sembol
MK harfleri ana düzlemdeki çapı ve iplik aralığını mm olarak gösterir: MK 30x2
Metrik Konik Diş Ölçü Tablosu
| Sıra için diş çapı d | Adım P | Ana düzlemdeki ipliğin çapı | ||||||
| 1 | 2 | d \u003d D | d2 \u003d D2 | d1 \u003d D1 | l | l1 | l2 | |
| 6 | --- | 1 | 6,000 | 5,350 | 4,917 | 8 | 2,5 | 3 |
| 8 | --- | 8,000 | 7,350 | 6,917 | ||||
| 10 | --- | 10,000 | 9,350 | 8,917 | ||||
| 12 | --- | 1,5 | 12,000 | 11,026 | 10,376 | 11 | 3,5 | 4 |
| --- | 14 | 14,000 | 13,026 | 12,376 | ||||
| 16 | --- | 16,000 | 15,026 | 14,376 | ||||
| --- | 18 | 18,000 | 17,026 | 16,376 | ||||
| 20 | --- | 20,000 | 19,026 | 18,376 | ||||
| --- | 22 | 22,000 | 21,026 | 20,376 | ||||
| 24 | --- | 24,000 | 23,026 | 22,376 | ||||
| --- | 27 | 2 | 27,000 | 25,701 | 24,835 | 16 | 5 | 6 |
| 30 | --- | 30,000 | 28,701 | 27,835 | ||||
| --- | 33 | 33,000 | 31,701 | 30,835 | ||||
| 36 | --- | 36,000 | 34,701 | 33,835 | ||||
Metrik silindirik boru / inç karakteristiği
Ana boyutlar için "metrik" diş ile ilişkili olarak "inç" ve "boru" silindirik dişlerin ana karakteristikleri.
|
Dm cinsinden bir dişin nominal çapı |
İnç ipliği |
Boru dişlisi |
||||
|
dış çap, mm |
1 "başına iplik sayısı |
dış çap, mm |
1 "başına iplik sayısı |
|||
Boru hattında yapılan kesimin kalitesi, boru ürününün çapına uygunluğu - bir sıhhi tesisat veya ısıtma sistemi kurarken bunların hepsi büyük önem taşır. Bir inç dişini bir kalıpla kesmek çok uygun değildir. Özel bir takım tezgahı kullanmak çok daha kolaydır.
Özellikleri
Dilimleme, sabit bir diş aralığına ve enine kesite sahip bir vida girintisidir. Koni, silindir (cıvata, vida elemanları) şeklindeki ürünlerde, benzer ürünlere (somun) bağlanan parçalarda gerçekleştirilir.
Günlük yaşamda, insanlar genellikle borulardaki silindirik dişli bağlantılarla bulunur. Basamağı milimetre cinsinden ölçülen ipliğe ek olarak, Rusya Federasyonu'nda inç iplik yaygındır.
Anahtar parametreler metrik kesim - bu adım (ürünün eksenine boylamasına ölçülen girintiler veya taraklar arasındaki mesafe) ve çaptır.
İnç ipliği inç cinsinden ölçülen bir çap ile karakterize edilir, 1 inç başına bukleler sayısı. Diş boyutu inç cinsinden mm cinsinden nasıl çevrilir? Böyle bir çeviri için inç ipliğinin boyutunu 25.4 ile çarpmanız gerekir.

İnç dişli bağlantı başka bir metrikten ne şekilde farklıdır? Farklılıklar inç dişin sahip olması:
- sivri taraklar;
- yivli yivlerin yuvarlak üstleri.
Günlük yaşamda kullanılan dilimler
Ev koşullarında, bu tip kesiklere sahip boru ürünleri en sık kullanılır:
- İnç başına ondört diş (adım 1.815 mm).
- İnç başına on iplik (adım 2.310 mm).
Bir inç dişin görünümünü ve eğimini belirlemek için, iplik ölçeri adı verilen bir nesne kullanılır. Ek olarak, sıradan bir cetvel, sürmeli kumpas kullanmak mümkündür.

Bir kuplaj elemanı bir kalibrasyon elemanı olarak işlev görebilir. Bir inç dişin çapına karşılık gelen bir boyuta sahip kesilmelidir. Ürün dişli bir bağlantıya vidalanmıştır. Herhangi bir zorluk ortaya çıkmazsa, boru şeklindeki ürüne sıkıca yapıştı, bu da ölçümün tamamlanabileceği anlamına geliyor. Aksi takdirde, işlemi başka bir kalibrasyon parçasıyla tekrarlayın.
Bir iplik mastarı ile hala daha kolaydır. Ölçüm plakaları bir dizi dosyaya benzer. Bu dosyaların üründe veya içinde yapılan kesime bastırılması gerekir. Plakanın profili boru ile çakışırsa, bu, inç dişinin boyutunun tırnak törpüsü ile aynı olduğu anlamına gelir.
Bir kumpas ile, sadece kesimin dış boyutunu ölçmek mümkündür. Bunu göz önünde bulundurarak, kalibrasyon detayları, iplik mastarları, kesimin eğimini ve boyutunu belirlemek için en iyi cihazlar olarak kabul edilir.
 Gerçekte, elbette, çok azı iplik boyutlarına kusursuz bir şekilde uyum sağlayabilir. Bununla birlikte, sayının kesirli kısmında en az bir karakter tarafından yönlendirilirseniz, yüksek kaliteli dilimler oluşturmaya güvenebilirsiniz.
Gerçekte, elbette, çok azı iplik boyutlarına kusursuz bir şekilde uyum sağlayabilir. Bununla birlikte, sayının kesirli kısmında en az bir karakter tarafından yönlendirilirseniz, yüksek kaliteli dilimler oluşturmaya güvenebilirsiniz.
Kesme
Kesme işlemi bir makine aleti ile değil elle yapılırsa, özellikle ipliğin dış çapı 1 inç'i aştığında bazı zorluklara neden olabilir.
Dişli bir bağlantı oluşturmak için özel bir cihaz kullanmak en iyisidir. Buna "klupp" denir. Klupp, bir çift kulplu bir gövde içerir. Ayarlanabilir mobil sırtlar barındırır. Taraklar ile kalıbın kademeli olarak derinleştirilmesi gerçekleştirilir.
Ayrıca, tam / eksik dişli profil ile değiştirilebilir flanşlar kullanmak mümkündür. Çok ucuz değiller, çünkü herkes onları satın alamaz. Dilimlemenin oluşturulduğu normal kalıbı kullanabilirsiniz.
Kalıp tutucu saat yönünde büküldüğünde, kovan elemanı üzerindeki dişe vidalanır. Manşon, 3 cıvata elemanı ile boru şekline sabitlenmiştir. Bu cihazın tartışılmaz bir artısı var: kesimin başlangıcında boru ürününe odaklanmanıza gerek yoktur.

Manuel dilimleme şu şekilde gerçekleşir:
- boru ürünü bir mengeneye sabitlenir, musluk vidaya, kalıp tutucuya yerleştirilir;
- kalıp boru şeklindeki ürüne ve içindeki musluğa monte edilir. Ardından, sarıcı veya tutucunun sapını kaydırın, musluğu / kalıbı boru ürününe / vidalayın / vidalayın;
- gerekirse, boru şeklindeki üründe bir girinti kesilene kadar prosedür, dişli profilin yüksekliğine eşit olana kadar bir kereden fazla tekrarlanır.
Tabii ki, iç ve dış dilimlerin oluşturulması paralel olarak değil, dönüşümlü olarak gerçekleşir.
Bir makine aleti kullanarak kesme aşağıdaki gibidir:
- boru şeklindeki ürün, döndürme cihazının tutucusuna sabitlenir. Kaliper elemanına, inç cinsinden ipliğin çapına karşılık gelen bir kesici takılmalıdır;
- cihaz başlatılır, boru şeklindeki üründe bir eğim oluşturulur;
- pah kesildikten sonra, takım borunun dış / iç kısmına beslenir, diş başlatılır. Bundan önce, kaliper elemanının hareket hızı ayarlanır.

Tabii ki, hem kalıp hem de musluk, makinenin ön / arka mesnetlerine sabitlenerek kullanılabilir. Bununla birlikte, kesme aleti tarafından oluşturulan inç ipliğinin parametrelerinin daha doğru olacağı düşünülmeye değer.
Sonuç
Malzemeyi sabitlemek için inç diş ölçüsü çizelgesine bakınız. GOST verilerini içerir (GOST - Rusya'da kabul edilen standart). Rusya'da tüm kesintilerin yaygın olmadığını unutmayın. Örneğin, UNC ve UNF Amerika Birleşik Devletleri, Kanada'da yaygın olarak kullanılmaktadır.
Bazen boyutları bir birimden diğerine çevirmeniz gerektiğini unutmayın. Milimetreyi inç'e dönüştürmek için boyutu kesmeniz gerekir, örneğin UNF'yi (UNF - Birleşik İnce İplik) 25.4'e bölün.
Evde dişli bir bağlantı yaparak bir hata yaparsanız sorun olmaz. Bu, üretimdeki işçilerin GOST'ye uyması içindir. Gereksiz parçalarda kesim yapmakta serbestsiniz.
Yapıların, makinelerin ve mekanizmaların bütünlüğüne zarar vermeden montaj ve demontaj işlerinin yapılmasına izin verilmesi. Böyle bir bağlantının temeli, esas olarak aşağıda açıklanan göstergelere bağlı olarak bölünen iki veya daha fazla devrim gövdesine uygulanan bir ipliktir. İş parçacığı sınıflandırması aşağıdaki tabloda sunulmaktadır.
Metrik diş
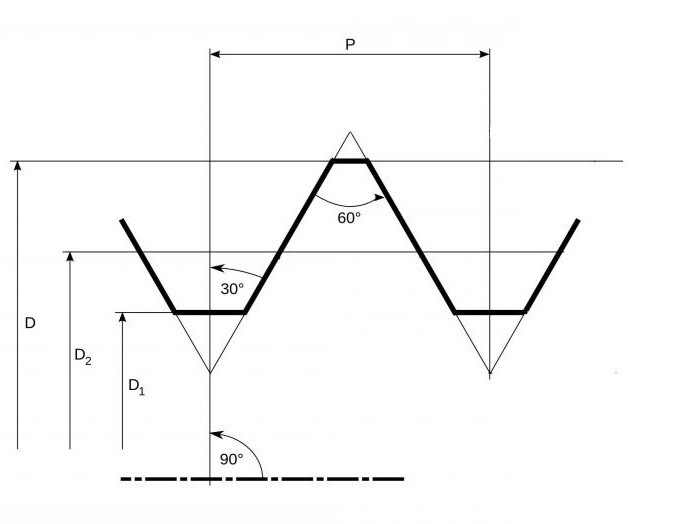
İkizkenar üçgen şeklinde bir diş profiline sahip bir malzemenin üzerindeki veya içindeki bir vida dişi bir metrik diştir, boyutları milimetre cinsinden ölçülür. Uygulama yüzeyinin şekline göre, bu iplik silindiriktir, fakat konik olabilir.
İkincisi, özellikle aşağıdaki bağlantı elemanları için en popüler olanıdır:
- cıvataları
- çapa;
- vida;
- donanımı;
- tokalar;
- fındık ve malzeme.

Konik bir tabana uygulanan bir vida dişine metrik konik diş denir. Ek sızdırmazlık olmadan ve eksen boyunca basitçe çekilerek sızıntının kesilmesi ile derzlerin hızlı kilitlenmesi gereken yerlerde kullanılır. Fiş ve boru bağlantılarının yapımında kullanılır:
- yağ;
- yağ;
- gaz;
- su;
- hava.
Konik ve silindirik dişlerin aynı profile sahip olduklarını bilmek önemlidir, bu da birbirine vidalanmasına izin verir. Metrik dişler, işarete yansıyan boyut, dönme yönü, eğim ve ek parametrelere göre sınıflandırılır.
Metrik dişlerin boyutları
Bu ipliğin çaplarının endüstride saçılması 0.25 ila 600 mm arasında bir aralığa sahiptir ve 68 mm'den daha büyük bir çapa sahip iplik sadece küçük olacaktır, ancak bu değere kadar değişir. Büyük hatve dişleri, yüksek ve darbe yükleri altındaki derzlerde kullanılır. Büyük dişler için, adımın her zaman çapa göre, küçükten farklı olarak değişebilen, işaretleme sırasında ayrı ve ek olarak belirtilen sabit olması da ilginçtir.

Örneğin, teknik belgelerde veya parçaların birleşim yerlerinde çizimlerde “M16” bulunursa, bu, M harfinin bir metrik diş olarak anlaşıldığı anlamına gelir. Dönüşlerin dış çapının boyutları 16 mm'dir ve standart ipliğin geniş aralığı, tabloda belirtilen bilgilere göre 2 mm'dir (ikinci sıranın ipliği parantez içinde belirtilmiştir). Yani, ana boyutlar (GOST 24705-2004).
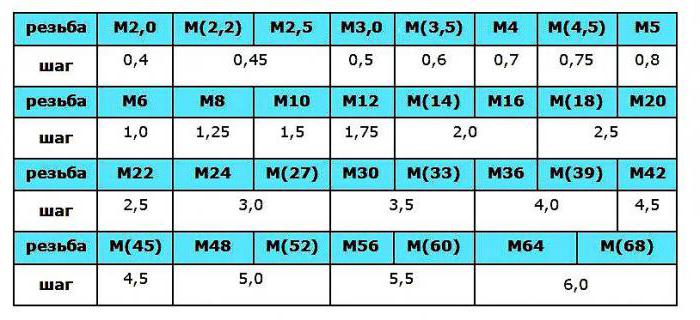
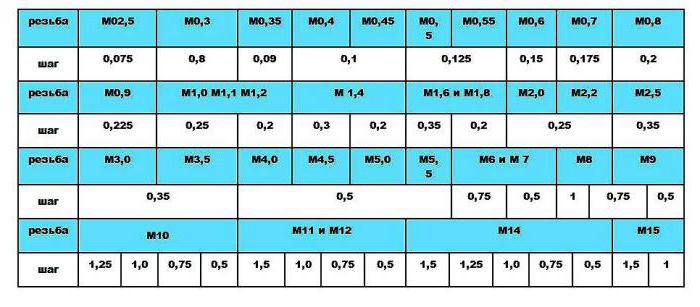
İnce iplik
İşaretlemede, çaptan sonra küçük bir adım belirtilir. Şuna benzer: “M16 × 0.5”, zaten bilindiği gibi M bir metrik diştir. Dış çapın boyutları 16 mm'dir, adım boyutu 0,5 mm'dir. İlginç bir şekilde, 2 mm'lik bir çaptan sonra, dişli hatve arasındaki fark önemli ölçüde fark edilir hale gelir ve bu da ayrılmaya yol açar. Ayrıca, eşit çaptaki ürünler, 16 mm'de tartışıldığı gibi birkaç tip ince iplik aralığına sahiptir:
- 1,5 mm;
- 1.0 mm;
- 0,75 mm;
- 0,5 mm
Örnek olarak, tablonun, daha önce tartışılan büyük adımı hesaba katmadan, küçük iplik aralığını anlamayı ve görsel olarak değerlendirmeyi mümkün kılan bir kısmı verilmiştir.
Metrik diş: ana boyutlar (GOST 24705-2004)
Belirtilen Parametreler
Çok iplikli dişlerde, adım ayrı olarak (parantez içinde) gösterilir ve yerine giriş sayısı gösterilir. İşaretlerken bu ve diğer ek parametrelerin nasıl gösterileceği aşağıda açıklanmıştır:
- (P1) - burada P 1 mm aralıktır ve dönüşler 3'tür (örnek: M42 × 3 (P1));
- LH - sol dişli (örnek: M40 × 2LH);
- MK - metrik konik diş (örnek: MK24x1.5);
- EG-M veya GM, burada G, bir tel ekin veya bağlantı parçasının silindirik bir tabanındaki bir ipliği belirtir (örnek: EPL 6-GM5);
- g, h, H tolerans alanıdır, ortalama çapın çıkıntının çapı ile kombinasyon halinde toleransıdır (örnek: M12-6g) ve iç ve dış çapların farklı toleransları için her iki tolerans işarette belirtilir (örnek: M12-6g / 8H).

Diş çapları
Özet tablolarda, metrik dişlerin dikkate alındığı durumlarda dikkate alınması gereken göstergeler vardır - çapların boyutları:
- harici (D ve d);
- dahili (Dı ve dı);
- ortam (D2 ve d2);
- boşluğun tabanı boyunca dahili (d 3).
Kayar bir uyumun dişli bir ekleminde yaygın kullanımda, ortalama çap çok önemli hale geldi ve değerlerin eşitliği durumunda, en büyük d 2 cıvataları ve en küçük D2 somunları.
Büyük harf D'de, iç dişlerin çapları belirtilir ve dış yüzeye uygulanan parçalar küçük harflerle gösterilir - d. Sayılar konumu gösterir. Tolerans alanlarının doğruluk derecesi alfabetik karakterlere göre sınıflandırılır: E, F, G, H, d, e, f, g, h ve çaplarda olduğu gibi konum, harfin boyutu ile gösterilir.
Metriklerin inçlik dişlere oranı
Napolyon yönetiminden sonra metrik sistemin yaygınlaştığı Avrupa ve komşu ülkelerin aksine, eski Britanya kolonileri ve uydularının ülkelerinde, tüm ölçümler emperyal sistemde gerçekleşir. Bu sistemde dişler ve bağlantıları inç cinsinden ölçülür.
55 derecelik tepe açısına sahip, ikizkenar üçgen şeklinde bir diş profiline sahip bir vida dişi. (ABD ve Kanada için UTS standardında 60 derece), inç iplik olarak adlandırılır, boyutları inç olarak belirtilir ve adım inç başına dönüş sayısıdır (1 "\u003d 24,5 mm). 3/16 "arasında, belirtilirken sadece dış çap belirtilir.

İnç ve metrik dişlerin boyutları bir pergelle ölçülür ve eğer metrik diş bu yeterli olacaktır, daha sonra ölçümden sonra inç olarak özel bir tablo kullanın. İplikleri ölçerken, özel desenler kullanılır, ancak perdeyi ölçmenin popüler bir yolu da vardır: bir kağıdın ipliğin etrafına sarılması, ürünün birkaç kez kaydırılması, kağıda bir cetvelle ölçmenize izin veren bir iz yazdırılır. Bir defter sayfasını bir kutuda kağıt olarak kullanırken, bir cetvel ihtiyacı ortadan kalkar - 2 hücrede (1 cm) işaret sayısını saymak ve 10'a bölmek yeterlidir.
![]()
Delik ölçüleri
Konuları almak için:
- silindirler ve kafalar ile soğuk haddeleme;
- kesiciler, taraklar veya kesiciler ile kesme;
- zar veya dokunma;
- hassas döküm;
- aşındırıcı veya EDM.

Dış dişleri kesmek için, iş parçası silindirik ve olukludur ve gerekli diş ölçüsü (boyutlar) deliğinden biraz daha küçüktür, ancak iç çapından daha büyüktür, iç dişin altına delinir. Gerçekten de, metrik dişler için deliklerin boyutlarını belirlerken, bir çentiği keserken, daha sonra dişli profilin oluşumuna katılan malzemenin kısmi bir ekstrüzyonunun meydana geldiği dikkate alınmalıdır. Sondajın yapıldığı malzemenin özelliklerine de bakmak ve matkabın boyutunu 0,1 mm azaltmak da önemlidir.
Metrik dişli somun boyutları
Somun, iç dişe sahip bağlantı elemanlarının bileşenlerinden biridir. Amaç ve yapılandırmaya göre çap ve mukavemete göre yüksekliği değişir. En yaygın olarak kullanılan anahtar teslimi veya altıgen somunlar, bunların devlet standartlarına sahip bir listesi:
- GOST 5915-70 - orta boylar;
- GOST 15523-70 - yüksek;
- GOST 22354-77 - artan güç;
- GOST 5916-70 - girintili alçak somun;
- GOST 10605-94 - 48 mm'den fazla diş çapı için.

Birçok fındık ve özel amaç var, işte bazılarının ve GOST'larının örnekleri:
- kapak tipi (altıgen) - GOST 11860-85;
- manuel vidalama için (kelebek somunlar) - GOST 3032-74;
- oluklu kastelli - GOST 5919-73;
- bir yuva ile yuvarlatılmış - GOST 11871-88, GOST 10657-80;
- yuvarlak, uçlu, radyal delikli - GOST 6393-73;
- arma için (göz somunları) - GOST 22355 (DIN580, DIN 582).
En önemli iplik bağlantı parametresi, eşleşen somunlar ve dişlerdir. Büyük artışlarla daha popüler ipliklerin değerleri aşağıdaki tabloda belirtilmiştir, burada S anahtar teslimi boyutudur, e — somunun genişliği ve m yüksekliği.
Diş ve somunların yazışma tablosu (GOST 5915-70 ve GOST 10605-94)

Standartlar
Ana dişli boyutlar, standardı değiştiren GOST 24705-2004'e uygundur - ISO 724: 1993 (uluslararası sınıflandırma). 1 Temmuz 2005'ten bu yana, bu GOST Rusya Federasyonu'nun devlet standardı olmuştur ve daha önce SSCB'nin bir parçası olarak oy veren diğer 12 ülkenin ekonomisinin çıkarlarını dikkate almaktadır. Genel amaçlar için GOST 9150'nin metrik dişlerinin boyutlarını ve GOST 8724'ün çaplarını ve adımlarını kapsar.
Değiştirilebilirlik standartlarına göre, bu GOST aşağıdaki uluslararası ve ulusal standart sistemlerini ifade eder:
- GOST 8724-2002 (ISO 261-1998);
- GOST 9150-2002 (ISO 68-1: 1998);
- GOST 11708–82;
- GOST 16093-2004 (ISO 965-1: 1998 ve ISO 965-3: 1998).
Bu GOST, çapları hesaplamak için tüm ana boyutları, olası toleransları, terminolojiyi ve formülleri sabitler:
- D2 \u003d D - 2 x 3/8H \u003d D - 0.6495 P;
- d2 \u003d d - 2 x 3/8H \u003d d - 0.6495 P;
- D1 \u003d D - 2 x 5/8 H \u003d D - 1.0825 P;
- d 1 \u003d d - 2 x 5/8 H \u003d d - 1.0825 P;
- d 3 \u003d d - 2 17/24 H \u003d d - 1.2267 P.
Modern hayatı makineler ve mekanizmalar olmadan hayal etmek zordur; ipliğin sağladığı sökülebilir bağlantılar olmadan teknolojiyi hayal etmek daha da zordur. Verimlilik, nispi üretim kolaylığı ve rahat kullanım dişli bağlantılar dünya tarihinde şeref yeri.
Boru dişinin kalitesi, borunun eksenine karşılık gelmesi gibi parametreler, sıhhi tesisatın kurulumunda ve ısıtma sistemleri. Bazı durumlarda, kendin yap kalıp kesim kullanılır. Bu çalışmanın zor, verimsiz olduğunu ve çok zaman aldığını söylemeliyim. Bir torna kullanarak bir kesici ile kesmek daha iyidir.
Genel iş parçacığı bilgileri
Boru dişleri, silindirik veya konik şekilli bir yüzeye (örneğin, somunlar, vidalar, cıvatalar) eşit şekilde yerleştirilmiş aynı kesitli çıkıntılar ve girintilerdir. Aynı perdeye sahip bir sarmal üzerinde bulunurlar.
Günlük yaşamda genellikle silindirik dişli parçalar kullanılır. Ancak bunun başka türleri de var. Metrik dişler için iki belirleyici parametre vardır: hatve ve çap. İnç ipliği böyle bir isim taşır, çünkü tanımlayıcı özellikleri inç veya inç olarak ifade edilen çaptır. Ayrıca bu durumda önemli bir parametre, bir inç uzunluğu boyunca bulunan dönüşlerin sayısıdır. Parçanın dış çapı büyükken, inç cinsinden boyut elemandaki boşluğu gösterir.

GOST boru diş tablosu
Önemli: Bir inç 2,54 cm'ye eşittir.Başka bir ölçü birimi daha var - bir boru inç. Eşittir 33, 249 mm. Bu inç ölçü birimi nedir? Bu şekilde getirdi: inç cinsinden değere, borunun her iki duvarının kalınlığını karakterize eden bir değer ekledi.
Sınıflandırması için parametre boru inç olan iki tür boru vardır:
- Dış çapı 33,249 mm olan ürün;
- Dış çapı 21,25 mm olan ürün.
İnç diş, boruları, bağlantı parçalarını ve diğer parçaları bağlamak için gerekli bir dizi parametredir. Metrikten, diğer şeylerin yanı sıra, aşağıdaki gibi özelliklerde farklılık gösterir:
- Sivri tepeler;
- Tepelerin yuvarlak üstleri.

boyutlar
Ev koşullarında, GOST tarafından belirlenen aşağıdaki parametreler ve boyutlara sahip boruları çoğu zaman karşılayabilirsiniz:
- 1 inç başına 14 iplik geçirin. Genişlik 1.814 mm'dir. Çap ½ veya ¾ olabilir;
- 1 inç başına 11 diş. Bu durumda, adım 2.309 mm'dir. Çap 1, 1 ¼, 1 1/2, 2 olabilir.
İnç dişi sadece boyutları 6 ″ 'yı geçmeyen boru hatlarında gerçekleştirilir. Borunun parametreleri daha büyükse, sisteme kaynak işleri. Adları GOST'ye göre: G (inç cinsinden gösterilen elemanların geçiş değeri), A, B (çapların doğruluk derecesi).

Bir inç boru seçmek, birçok parametre hakkında bilgi gerektirir. Bu amaçla, tüm önemli değerlerin gösterildiği birkaç tablo vardır. Adımları ve inç başına diş ile oranlarını bulabileceğiniz tablolar vardır. Böylece gerekli tüm bilgileri hızlı ve kolay bir şekilde tanıyabilirsiniz. Gerekli tüm tabloları web sitemizde bulabilirsiniz. Sadece amatörler için değil, profesyoneller için de borularla çalışmaya yardımcı olacaklar.

