Günlük yaşamda sıklıkla, özellikle özel bir evde kaynak uygulanmasına ihtiyaç vardır. Çok fazla iş varsa, bir kaynakçının hizmetlerini kullanabilirsiniz, ancak bir çift küçük ürün ise, bir inverter kaynak makinesinin yardımına başvurmak daha iyidir.
Neden invertör? Aslında, bu en basit, uygun fiyatlı ve kullanışlı kaynak türlerinden biridir. Yeni başlayanlar için kaynaklı eklemler konusunu araştırmak için invertör kaynağı, çok fazla koni doldurmadan, biraz para harcayarak, temelleri anlamaya yardımcı olacaktır.
İnverter kaynak faydaları
Bunu kolaylaştırmak için, bu tür bir kaynağın avantajlarına bakalım:
- erişilebilirlik (neredeyse bir ev cihazıdır, her kaynak ekipmanı dükkanı geniş bir inverter yelpazesi sağlar);
- düşük maliyet (bazı kaynaklar, bir kaynakçının hizmetleri için ödediğinizden daha ucuzdur);
- hafiflik, hareketlilik (cihazlar 3 - 10 kg ağırlığındadır ve bir yerden bir yere kolayca taşınabilir);
- evrensellik (bu makine ile neredeyse tüm metalleri kaynaklayabilirsiniz);
- kârlılık (invertör verimliliği yaklaşık% 90, yani elektrik faturalarının çok fazla olmayacağı anlamına gelir);
- düşük voltaj gereksinimleri (ağda 180-170 V'de düşük akımlarda kaynak için 3 mm'lik bir elektrot kullanılabilir)
- öğrenme kolaylığı (bu materyali okuduktan sonra, kendiniz kaynak yapmaya başlamak için yeterli bilgiye sahip olacaksınız).
İnvertör kaynağı ile pişirmeye nasıl başlayacağınızı anlamadan önce, ön hazırlık yapmanız gerekir. Bir dizi güvenlik gereksiniminden oluşur ve bu giysi, uygun şekilde düzenlenmiş bir işyeri, kişisel koruyucu ekipman vb.
Öte yandan, bu uygun elektrotların yanı sıra doğru elektrotların kullanılmasıdır. Bu bilgi olmadan, eşit, yüksek kaliteli bir dikiş elde etmek oldukça zordur, ancak kendinizi korumak daha da zordur.
Koruma araçları
İnvertör ile metal kaynağı yaparken nasıl güvenli bir şekilde pişirileceğini veya kendimizi nasıl koruyacağımızı öğreneceğiz. İhtiyacımız olacak:
- Kalın kumaş eldivenler (kauçuk olmayan).
- Kaynak maskesi. Her kaynak akımı için maskede bir filtre olmalıdır, aksi takdirde "tavşanlar" yakalarsınız ya da çıkarırlar. Ayrıca satın alabilirsiniz - bu, kaynakçı için, arkın yoğunluğuna bağımsız olarak ayarlanan özel bir maskesidir. Bukalemun için bir açıklama var - düşük sıcaklıklarda reaksiyon hızı azalır.
- Kıvılcımlardan alev almayan giysiler. Pantolon, üst ve ayakkabı için gereksinimler evrenseldir - ölçek girişine dayanmalı ve aynı zamanda yanmamalıdır.

İşyeri hazırlığı
Bir sonraki adım, kaynak invertörü ile nasıl pişirileceğini öğrenmek için uygun bir çalışma platformu oluşturmaktır. Deneyimli kaynakçılar özel bir kaynaklı masa kullanmayı tercih ederler, yeni başlayanlar için herhangi bir metal masa, kaynaklanacak parçaları uygun şekilde konumlandırmak ve gerekirse sabitlemek için uygundur.
Tabii ki, yeterli aydınlatma sağlanmalıdır. İnvertör ile çalışırken kıvılcımlar ve büyük ölçekler oluşabileceğinden, tabla ve çevresindeki alan yanıcı ve yanıcı sıvı ve malzemelerden temizlenmelidir. Kaynak makinesinin kendisi, ahşap döşeme gibi olası elektrik çarpmasına karşı koruma sağlayan bir yüzey üzerinde durmalıdır.
Bir elektrot nasıl seçilir
Yeni başlayanlar için bir invertörle kaynak yaparken bir elektrot almak için şunu bilmeliyiz: metal türü ve kalınlığı. Daha deneyimli kaynakçılar aynı zamanda kaynak pozisyonunu, penetrasyon derinliğini ve diğer nüansları da dikkate alır, ancak bizim için sadece iki nokta yeterli olacaktır. Her bir metal türü için, belirli bir metal bileşimi için bir tür elektrot vardır.
Paslanmaz çelik, dökme demir veya normal çelik aynı kalitede pişirilemez. Elektrodun kalınlığı, metalin kalınlığına ve istenen penetrasyon derinliğine göre seçilir. Yeni başlayanlar için çelik parçaları almanızı ve bunları 3-4 mm çapında OK-46 veya UONII 13/55 gibi elektrotlarla pişirmenizi öneririz.

UONII elektrotları
İnvertör bağlantı şeması, polarite
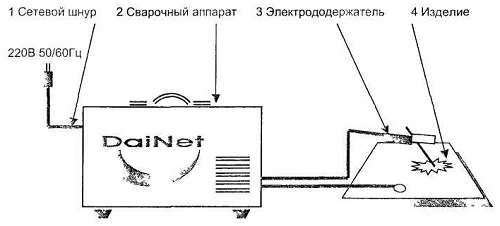
Genel şema böyle bir şeye benziyor - soket kaynak invertörü, kütle kablosu ve elektrotlu kablo. Burada kaynak invertörünün telini bağlamakla daha çok ilgileniyoruz. İki kablo cihazdan gelir, birincisi kütle, sonunda bir mandal veya klips vardır, ikinci kablo elektrot için klipsli bir sap şeklinde yapılır.
Kütle kablosunu doğrudan kaynak yapılacak parçaya veya ürünle temas eden kaynak masasına bağlarız. Elektrotu kelepçeyle telin içine sokar ve çekeriz.
İki bağlantı seçeneği vardır: doğrudan polarite (toprak +, çubuk -) ve ters polarite (toprak -, çubuk +). Doğrudan polarite ile metal üzerine etki eden ısı miktarı azalır, penetrasyon daha derindir. Kaynak invertörünün doğrudan bağlantısı kalın metal pişirmenizi sağlar.
İnverter kaynağı sırasında ters polarite ürünü ısıyı yoğunlaştırır ve daha az nüfuz ederek daha geniş bir dikiş koymanıza izin verir. Bu bağlantıyla, yanması kolay olan ince metal demlenir.
Kaynak invertörünün ağa bağlanması
Metal hazırlama
Kaynak yapılacak parçalar dikkatle hazırlanmalıdır. Bunu yapmak için, kenarlar oksit tabakasını çıkararak özel bir fırça ile temizlenir. Kaba temizlemeden sonra, özel araçlarla yağdan arındırma ek olarak gerçekleştirilir.
Kaynak yapılacak parçaları doğru şekilde yerleştirin. Konumlarına bağlı olarak, sadece bağlantı türleri değil, aynı zamanda elektrot hareket modeli, voltaj, ileri veya geri eğim de ayırt edilir. Aşağıdaki bileşikler ayırt edilir:
- kıç;
- açısal;
- tauri;
- son;
- üst üste gelmek.
Bu ön hazırlık tamamlanmıştır. Amper sorunu çözülmedi. Başlangıç \u200b\u200bolarak, elektrotların üreticisi tarafından belirtilen değerlere göre bu parametreyi seçmeye değer. Kutu üzerinde bulunabilirler. Değeri maksimumdan daha yüksek ayarlamayın, aksi takdirde metal yanar, ancak bu şekilde metali kesebilirsiniz. Akım çok düşük ayarlanırsa, ark tutuşmaz ve elektrot yapışmaya başlar.
Kaynak yaparak, sadece bağlantı yapmakla kalmaz, aynı zamanda parçaları da kesebilirsiniz. Kaynak için bir invertörün nasıl kullanılacağını öğrendikten sonra, nasıl "Metal nasıl kesilir?" Amperi arttırmak yeterlidir ve bağlantı parçalarını veya köşeleri kesebilirsiniz. Ayrıca, herhangi bir kesim kesimi söz konusu olmadığını da belirtmek gerekir.

Elektrot kaynak akımı seçimi
Kaynak invertörü ile çalışma
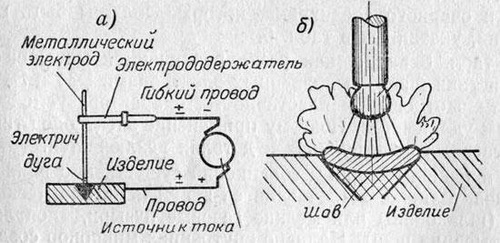
Yeni başlayanlar için invertör kaynağı, metal ve elektrot arasında oluşan ark, elektrot çubuğunu ve metalin bir kısmını eritmeye başladığında meydana gelir. Elde edilen banyoda metaller karışır ve bir dikiş oluşturur. Elektroda uygulanan özel bir kaplama tabakası, banyoda erimiş metalin oksidasyonuna ve püskürtülmesine karşı korumaya yardımcı olur.
Ark tutuşması
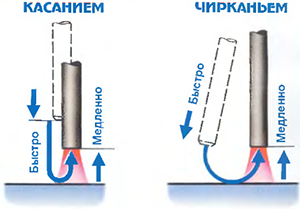
Bunu yapmak için iki yöntemden birini kullanın:
- dikkat çekici;
- dokunarak.
Bir elektrot ile çarparak (kibrit gibi), arkın başlangıcını kaynağın başladığı yere kışkırtırız. Kesin olmak gerekirse, metal elektroda dokunuruz, daha sonra yüzeye dokunur ve elektrodu yavaş yavaş ayarlanan mesafeye kaldırırız. Bu durumda, ateşleme meydana gelmezse, erimiş elektrotun parçaları metal üzerinde kalabilir. Bu nedenle, doğrudan kavşağa veya yakınına saldırmanız gerekir.
Hemen hemen aynı şekilde, elektrot dokunarak ateşlenir. Fark, metalin yüzeyi boyunca ilerlemememiz, ancak kaynak kablosunun kenarına, kaynağın başladığı yere dokunması ve elektrodu çıkarmamızda yatmaktadır.
Ark tutuşma yöntemleri
Kaynak sırasında elektrot nasıl hareket ettirilir
Daha önce açıklanan tüm süreçler yeni başlayanlar için herhangi bir zorluk yaratmadı, ancak şimdi daha karmaşık görevlere geçiyoruz. Acemi bir kaynakçının karşılaştığı ilk zorluk, düzgün bir dikiş oluşturmak için elektrotun hareket şeklidir.
Bir ark aydınlatırsanız ve daha sonra elektrodu kavşak boyunca eşit olarak yönlendirirseniz, iyi bir penetrasyon ve eşit bir dikiş elde etme olasılığı minimumdur. İstisna, bu kaynak yönteminin kullanıldığı ince metallerdir.
Güzel bir dikiş tutan üç sütun:
- elektrot eğim açısı;
- boyuna ve enine hareketlerin şeması;
- elektrot hareket hızı.
Metalleri eşit şekilde kaynaklamayı öğrenmek
Eğim açısından sırayla başlayalım. İleri ve geri kaynak için optimum, 30 ila 40 derece arasında bir açı olarak kabul edilir. Ulaşılması zor yerler için, işi doğru (90 derece) açıyla kullanabilirsiniz.

Elektrodun kaynak açısı
Daha önce de söylediğimiz gibi, dikiş doğrusal hareketle değil, uzunlamasına ve enine birleşik olarak döşenir. Elektrotu hareket ettirmek için eğitebileceğiniz özel desenler vardır. Her iki yönde de basit bukleler ile başlayabilir, ardından daha karmaşık ve açısal desenler uygulayabilirsiniz. Her kaynakçı bağımsız olarak kendisi için uygun bir şema seçer. Elinizi evde ve kaynak yapmadan, kağıt üzerinde diyagramlar çizerek eğitebilirsiniz.
Kaynak yöntemleri
Diyagram çizerken hız kısmen eğitilir. Her çizgi açıkça çizilmelidir, böylece tüm hareketler düzgün ve orta derecede gerçekleşir. Zamanla, banyonun durumuna bakarak hızınızı ayarlayabilirsiniz.
Elektrot ne kadar hızlı hareket ederse, o kadar az nüfuz eder. Yavaş sürerseniz, metali aşırı ısınabilir ve yakabilir.
Ark boşluğu kontrolü
Son fakat en az olmayan nokta, elektrottan metale veya ark boşluğuna olan mesafedir. 2 mm'ye kadar küçük bir boşluk kısa bir ark oluşumuna yol açar. Birleşme yerini yeterince ısıtamaz, bu nedenle penetrasyon sığdır ve erimiş elektrotun bir kısmı yüzeyin üzerinde güçlü bir şekilde çıkıntı yapar.
3 milimetreden büyük bir boşluk, arkın çok büyük olmasına yol açar. Büyük ark kararsızdır, sürekli olarak erime yönünü değiştirir. Ayrıca bununla uzun mesafe eritme banyosu koruyucu bir tabaka ile tamamen örtülmez, yani püskürtme artar.
Bir invertör ile iyi pişirmek için, doğru seçilmiş bir boşluğa ihtiyacınız vardır. Acemi bir kaynakçı için optimum ark boşluğu 2-3 mm'dir. Bu mesafede, ark metali derin ve geniş bir nüfuz edecek kadar ısıtır, ayrıca koruyucu tabaka tamamen çalışır.
İnverterin modeline ve içindeki kaynağı kolaylaştıran çeşitli fonksiyonların varlığına bağlı olarak, bazen elektrot ve metal arasındaki mesafeyi korumak gerekli değildir. Elektrodu metal yüzey üzerinde yönlendirmek yeterli olacaktır.
Yukarıdakilere yararlı bir ekleme aşağıdaki videoyu izleyecektir:
- Koruyucu ekipmanı, özellikle göz korumasını ihmal etmeyin. Kaynağa hızlı bir bakış bile retinada yanıklara neden olabilir ve daha uzun bir eylem kaçınılmaz olarak bozulmaya ve hatta görme kaybına neden olur.
- Çeşitli eklemleri ilk kez kaynaklamaya çalıştığınızda, birçok hata alırsınız. İşinizi bitirmeye başlamadan önce, birkaç gün boyunca birkaç tür bileşik uygulamanızı öneririz.
- Kaynakla, hatta bir çocukla çalışmaya başlayın, ancak eşit ve güvenilir bir kaynaklı bağlantı, eğitimin ve iş için kapsamlı bir yaklaşımın sonucudur.
- Kaynaktan sonra cürufu dövmeyi unutmayın, aksi takdirde korozyon süreçlerini uyarırsınız.
- Elektrotun neden yapıştığından emin değil misiniz? Mevcut ayarlara ve elektrotların kuruluğuna dikkat edin.
- Eviricinin elektrotları kuru bir odaya sarılmalıdır. Ham elektrotlar fırında kurutulabilir.
- Açmadan / kapatmadan önce telin konumunu kontrol edin, aksi takdirde kısa devre oluşabilir.
- Kaynak inverterinin kullanım kılavuzu, çalışma çevrimi hakkında bilgi içerir. Bu, mekanizmanın sürekli çalışmasının optimum süresidir, bundan sonra çalışma cihazı aşırı ısınmaya başlar. Çalışma döngüsü kesintilerle değiştirilmelidir.
Umarız bu malzeme ilgilendiğiniz soruları tam olarak cevaplar ve bir kaynak invertörünü kolayca bağlayabilirsiniz, invertör kaynak tekniği sizin için kullanılabilir hale gelmiştir. Bu kılavuzu kullanarak, yavaş yavaş becerilerinizi geliştirmeye başlayacaksınız, bir invertör ile metali kolayca kaynak yapabilirsiniz.
Biraz pratik yaptıktan sonra, çitleri bağımsız olarak değiştirebilir, üzümler için bir kemer ve bir dizi başka kaynaklı eser kaynak yapabilirsiniz.
Kendinizi kaynaklamayı öğrenmek. (10+)
Kendi kendini yetiştirmiş acemi kaynakçı
Kaynak gibi bir konu hakkında konuşalım. Çok korkutuyor. Bazıları saygıyla siyah maskeli bir adama davranır. Birisi bunu hiç öğrenemeyeceğine inanıyor.
Hepsi kısmen haklı. Parçaları kaynak yaparak gerçekten yüksek kaliteli ve güvenilir bir şekilde nasıl bağlayacağınızı öğrenmek için, öğrenme, temelleri öğrenme, uygulama, ileri teori ve son olarak deneyim kazanma için çok zaman harcamanız gerekecektir. Ama seni korkutmayacağım. Aynı şeyi sekiz yıl önce de düşündüm. Ancak, bunu kendiniz yapma ihtiyacı kaynaklı derzler evimde, bir zamanlar kaynakçı olarak çalışan üvey babama gittiğim bir kaynak makinesi almaya teşvik etti ve "Öğret!" dedi. Sonra kitap okumak zorunda kaldım, ilk tasarımların çarpık olduğu ortaya çıktı, dikişler heterojen, kırılgan. Ama yavaş yavaş, deneyim geldi - "zor hataların oğlu" ve yavaş yavaş her şey ortaya çıkmaya başladı. Ve sürecin tadını çıkarmaya başladım. Sana da diliyorum. Bugün kendimi profesyonel olarak görmüyorum, ancak geçen sezon sakin bir şekilde ciddi boyutta ciddi bir yapı oluşturdum. Eski bir profesyonel kaynakçı ile çalıştı. Dikişlerime hiç şikayeti olmadı. Sunumu özetleyerek şunu söyleyeceğim: kaynak, özel sektörde ihtiyaç duyulan çok ilginç, ama aynı zamanda çok karmaşık bir süreçtir ve bu konuda gerekli becerileri edinmeniz gerçekten harika olacaktır. O zaman omuzda çok olacaksın. Şimdi sırayla. Amacım sadece parçaları, kaynak makinesini ve bir şekilde kaynak yapmayı değil, süreci ve nihai sonucu etkilemedeki tüm detayların önemini (ve bu süreçte çok fazla var) anlamayı sağlamaktır. Sadece manuel olarak ele alacağız ark kaynağı - özellikle günlük yaşamda en popüler kaynak türü. Anlamanızı gerektiren sorular için kaynaklara değineceğim. Aksi takdirde, bir makale değil, bir "kaynak romanı" alacağım.
Kaynak nedir?
Peki kaynak nedir ve çeşitleri nelerdir? Klasik kaynak tanımı şu şekildedir: "Isıtıldıklarında birleştirilen parçalar ve (veya) plastik deformasyon arasında atomlar arası bağlar kurarak tek parçalı bağlantı elde etme işlemi." Kulağa karmaşık geliyor. Ve bu arada, sadece metallerle değil, aynı zamanda plastikle ve seramiklerle de ilgili olabilir. Ama bugün, elbette, metalle ilgileniyoruz ve buna ne oluyor? Sonra bir bardak suya bir damla iyot veya parlak yeşil damlatın. Suyun ne kadar yavaşça lekeleneceğini göreceksiniz. Bir difüzyon işlemi var. Şimdi aynı damlayı bir bardağa sıcak su. Sürecin çok daha hızlı olduğunu göreceksiniz. Şimdi iki ayrıntıya sahip olduğunuzu düşünün. Birbirlerine çok yakınlar. Yüksek sıcaklıkta bir elektrik arkı kullanarak erimeye başlarlar. Bu çok karmaşık bir şeydir ve kökeni ve yaşam prensibi kolay değildir. Yanma sürecinin ne kadar ilginç olduğunu kendiniz göreceksiniz. Ancak malzemeye enerji transferi açısından hala bizim için ilgi çekicidir.
Böylece, süreç bir bardakta gördüklerinize benzeyecektir. Ama daha hızlı ve daha karmaşık. Metal yoğun bir yapıdır. Atomlar birbirine yakın bulunur. Isıtma etkisi altında (ve plastik deformasyon sırasında ortaya çıkabilir), yani sözde etkisi altında. aktivasyon enerjisi - malzemelerin termal veya mekanik, erimesi ve iç içe geçmesi başlar. Uygun kaynakla, kaynağın soğutulması sırasında, metalin yeni bir kristalli yapısı oluşmaya başlar, bu kural olarak, hem parçaların hem de safsızlık metallerinin ve erime elektrodunun ve kaplamasının getirdiği kimyasalların malzemelerinden oluşan (ayrıca tüketilemeyen elektrotlar da vardır!). Dikiş malzemesi böylece birleştirilecek elemanların malzemesinden her zaman farklı olacaktır, ancak dikişin mukavemeti genellikle ana metalin mukavemetinden daha düşük değildir. Genel olarak, böyle bir malzeme kombinasyonu sürecinde, hem fiziksel hem de kimyasal olmak üzere çok sayıda süreç meydana gelir. Hepsi bu malzemede düşünmek imkansızdır.
Ne yazık ki, makalelerde periyodik olarak hatalar oluşuyor, düzeltiliyor, makaleler destekleniyor, geliştiriliyor, yenileri hazırlanıyor. Haberdar olmak için haberlere abone olun.
Bir şey net değilse, sorduğunuzdan emin olun!
Bir soru sor. Tartışma makalesi. mesajlar.
Kapı kanadı için kaynaklı çerçeve, ebat 2.2x1.2 (m). Bir tabakanın (kalınlık 2mm) "çekilmemesi" için kaynak yapılması.
Bir ray üzerine beton dökmek, bir platform beton ....
Astar astarı. Özellikler ve sırlar ....
Astar nasıl boyanır veya verniklenir? Hazırlanmalıdır mı? ...
TEX boya. Geri bildirim, özellikler, özellikler, özellikler, deneyim ...
TEX boya bana uymuyor. Ayrıntıları paylaşıyorum. İncelemem, özellikleri ve özellikleri ...
Kendin yap elektrikli gaz jeneratörü propana nasıl aktarılır? ...
Tarif edilen şekilde, basit karbüratör motorları propana kolayca aktarabilirsiniz ...
Eğer kaynak konusunda yeniyseniz ve Doka Ticaret Merkezi sayesinde mükemmel bir inverter tipi kaynak makinesi ve harika bir bukalemun maskesi satın aldıysanız, bu makale tam size göre.
Kaynak yapmaya başlamadan önce, kaynak ekipmanı ile çalışırken güvenlik kuralları hakkında konuşmak istiyorum. Anı görmezden gelmeyin. PUE (Elektrik Tesisatlarının Çalıştırılmasına İlişkin Kurallar) bölüm 7.6 "Elektrik Kaynak Tesisatları" nı incelemenizi önemle tavsiye ederiz. Bu belgeden, yalnızca kaynak ekipmanı kullanırken güvenlik kuralları hakkında değil, aynı zamanda tüm ekipmanlarınızın elektrik güvenliği hakkında da birçok yararlı bilgi çekeceğinizden emin olun. kır evi, evler.
Daha sonra, kesinlikle yüksek kaliteli kaynakçı eldivenlerine (tozluklar) ve yanmaz malzemeden yapılmış kıyafetlere ihtiyacınız olacaktır. Birçoğu ev (bahçe) eldivenlerinde ve hatta bazen kolsuz kıyafetlerde yemek yapmaya çalışır. İnan bana, kaynak spreylerinden kaynaklanan yanıklar çok acı verici ve çok uzun bir süre iyileşir. Ayrıca, tüm düğmeleri bağladığınızdan ve yüksek kaliteli ayakkabılar giydiğinizden emin olun. Özellikle unutulmaz vakalar, sıcak metal ve cürufun yaka üzerinde ve pantolonların içine sokulduğu botlara uçtuğu zamandı. Çığlıklar, danslar, acemi kaynakçıların el becerisi mucizeleri.

 Kaynak makinelerinde önemli güç kayıplarına yol açabileceğinden, mümkün olduğunca uzun transferler kullanmaktan kaçının. Hala böyle bir taşıma kullanıyorsanız, kabloyu makaradan sonuna kadar açın.
Kaynak makinelerinde önemli güç kayıplarına yol açabileceğinden, mümkün olduğunca uzun transferler kullanmaktan kaçının. Hala böyle bir taşıma kullanıyorsanız, kabloyu makaradan sonuna kadar açın.
Elektrotlar gerekirse kurutulmalıdır. Yeni başlayanlar olarak, bir kaynak arkı yakmak zor olacaktır, kalsine edilmemiş elektrotlarla yapmak çok daha zordur. Kalsinasyon modları (sıcaklık ve süre) elektrotların ambalajında \u200b\u200bbelirtilmiştir. Mağazamızda kaynak için her şey var, bu yüzden bir fırın veya elektrotları kalsine etmek için bir kasa almaya karar verirseniz, seçiminizde size yardımcı olmaktan mutluluk duyarız.

“Bukalemun” maskesi, özel çalışma türüne ve kaynak akımının büyüklüğüne göre ayarlanmalıdır. Kaynak maskesinin pasaportunu veya kullanım talimatlarını dikkatlice okuduğunuzdan emin olun. Filtrenin çalıştığından emin olmadan kaynak yapmaya başlamayın. Bazıları onu Grind pozisyonundan (sıyırma) aktarmayı unutur - iyi bir “tavşan” alırlar.
 Kaynak akımı, yapılacak kaynak bağlantısının tipine göre seçilmelidir, alt pozisyonda her zaman tavandakinden% 20-30 daha yüksek ve dikeyden% 10-20 daha yüksek olduğunu unutmayın. Yaklaşık akım gücü elektrotlu kutuda belirtilmiştir.
Kaynak akımı, yapılacak kaynak bağlantısının tipine göre seçilmelidir, alt pozisyonda her zaman tavandakinden% 20-30 daha yüksek ve dikeyden% 10-20 daha yüksek olduğunu unutmayın. Yaklaşık akım gücü elektrotlu kutuda belirtilmiştir.
Yeni başlayanlar için, MP3-C gibi rutil elektrotlarla pişirmeye başlamanız önerilir.
Ürünü hemen pişirmeye çalışmamalısınız: bir banyo tankı veya bir çit koymak, vb. Bir asker askerinin ana silahının bir kürek olduğunu ve acemi kaynakçının bir açılı taşlama olduğunu, aynı zamanda bir “öğütücü” olduğunu unutmayın. Bu nedenle, gelecekte ana aletin kullanımını en aza indirgemek için, “kaynağı hissetmek” için test merdaneleri uygulamasına (kaplama) başlamanız gerekir.

İlk eğitim için yeterli büyüklükte kalın bir metal plaka bulmak tavsiye edilir. Metalin yüzeyini bir öğütücü ile metalik bir parlaklığa öğütün ve test silindirini alt konuma yatırın, açı ileri, eğer sağ elinizdeyse elektrodu soldan sağa ve sol elinizle sağdan sola salınmadan açınız.
Kaynak akımının büyüklüğü ve elektrot manipülasyonları ile denemeler yapın.
 Daha sonra makaraları birleştirin, salınan enine hareketler yapın. Tipik olarak, elektrot manipülasyon geometrisi aşağıdaki şekilde gösterilen varyasyonlardır. Silindir düzgün ölçeklerle düzgün olmalıdır. Profesyoneller için genel bir kural: yüksek kaliteli penetrasyon ve görünüm için kaynak akımı mümkün olduğunca yüksek olmalıdır.
Daha sonra makaraları birleştirin, salınan enine hareketler yapın. Tipik olarak, elektrot manipülasyon geometrisi aşağıdaki şekilde gösterilen varyasyonlardır. Silindir düzgün ölçeklerle düzgün olmalıdır. Profesyoneller için genel bir kural: yüksek kaliteli penetrasyon ve görünüm için kaynak akımı mümkün olduğunca yüksek olmalıdır.
Kısa bir yay tutmaya çalışın, yani. elektrot kaynak havuzundan sürekli olarak 2-3 mm olmalıdır, bunun için hız ve akım değerine bağlı olarak kaynak bölgesine kademeli olarak düzgün bir şekilde beslenmesi gerekir. Bu da hissedilmelidir.
Topraklama terminalini veya “topraklamayı” kaynak yerine mümkün olduğunca yakın tutmaya çalışın. Elektrotu tutucuda sıkıca tutun. Cürufun en az 10 cm olduğundan emin olun, elektrotu daha fazla yakmayın.
Kaynak havuzunu izleyin. Metali cüruftan ayırt etmeyi öğrenin. Bir kaynak maskesinde cüruf, güneşte karanlık lekelere benziyor.

 Kaynak yaptıktan sonra cürufa özel bir çekiçle hafifçe vurun. Tüm aptallıklarla dövülmeye değmeyeceğini, açıkta kalan cilde ve gözlere giren çok sayıda soğutmasız cüruf vakası olduğunu ve kural olarak acı çeken yeni başlayanlar olduğunu dikkatlice vurgularım. “Bukalemun” maskeniz varsa, bu işlem sırasında hiç kaldırmamanız önerilir.
Kaynak yaptıktan sonra cürufa özel bir çekiçle hafifçe vurun. Tüm aptallıklarla dövülmeye değmeyeceğini, açıkta kalan cilde ve gözlere giren çok sayıda soğutmasız cüruf vakası olduğunu ve kural olarak acı çeken yeni başlayanlar olduğunu dikkatlice vurgularım. “Bukalemun” maskeniz varsa, bu işlem sırasında hiç kaldırmamanız önerilir.
Kaynak elektrodunu hafif bir musluk veya kibrit gibi deniz mavisi ile aydınlatın.
Elektrot yapışırsa ve yırtıldıktan sonra tutuşmazsa, kaplamayı elinizle yavaşça kırmak gerekir, çünkü bu gibi durumlarda elektrot çubuğu genellikle yanar. Elektrotu idrarla vurursanız, aksine, kaplama gereğinden fazla uçar ve çıplak çubuk kalır ve tekrar yapışma olasılığı katlanarak artar.
Ayrıca kaynak makinesinde Ark Kuvvetleri bükümü (ark takviyesi) ile denemenizi öneririz. "Ark sertliğini" ayarlamak için tasarlanmıştır. “Yumuşak ark” küçük damla aktarımı sırasında düşük sıçrama sağlarken “sert ark” kaynağın derinlemesine nüfuz etmesine izin verir. Ayrıca, ark kuvvetinin birçok konuda "konudaki" ayarlanması elektrotun yapışmasını önlemek için kullanılır. Genellikle bu gibi durumlarda, kaynağın başlangıcında tam olarak sökün ve ateşlemeden sonra yaylar istenen konuma geri döndürülür.

Genç savaşçının parkurunun bir sonraki aşaması dikey silindirlerdir.
Plakayı, örneğin çit direğine alıyoruz ve koymaya çalışıyoruz dikey dikiş. Kaynakın aşağıdan yukarıya doğru yönü. Elektrotlar rutil ise, kaynak “ayırma” içinde yapılır, aksi takdirde kaynak havuzu “sızıntı yapar”.
Prensip olarak, yüzeyi dik bir pozisyonda başarıyla tamamladıysanız, yavaş yavaş "çit inşaatı" na geçebilirsiniz. Yeni başlayanlar için bu yeterli olacak ve gerisini "savaşta" öğrenecek.
Ancak en meraklı olmak için yatay ve tavan pozisyonlarında pratik yapabilirsiniz.
Tabii ki, birkaç kişi silindiri tavan konumunda eritmeyi hemen başaracaktır, ancak bu size oluştukça düşünce için yiyecek verecektir. kaynakKaynak yaparken metalin nasıl davrandığı vb.
Başarılı bir "çit" için sadece kaynak bilgisi değil, aynı zamanda kaynak için uygun uyum gereklidir.
Metal kaynağı her zaman “sıkıştırıldığında”, aynı zamanda pişirdiğiniz yöne doğru gittiğini unutmayın. Kaynak yaparken tasma kayışlarını ve sıkmayı düşünün, çünkü bu yapılarınızın boyutunu büyük ölçüde etkileyebilir. Mümkünse, yapıyı özel cihazlar (kelepçeler vb.) Kullanarak yapışmalara monte etmenizi öneririz, daha sonra boyutları ve geometriyi bir kez daha kontrol etmeli ve yapıyı en sonunda “sıkıca” kaynaklamalıyız. Dikiş uzunsa, dikişin iki taraflı olması durumunda, bir dikiş tahtası deseninde, "koşuda" kısa dikişlerle merkezden uçlara pişirmenizi şiddetle tavsiye ederim. "Yedi kez ölç, bir kes" ilkesi - kaynak çalışması durumunda her zamankinden daha alakalı. Bu, yukarıda açıklanan sorunların önlenmesine yardımcı olacaktır.
Bir şey işe yaramazsa, umutsuzluğa kapılmayın - kesinlikle daha sonra alacaksınız. Kaynak, sabırlı ve ısrarcı olmayı sever, öyle olmayı öğretir. Her durumda, TD DOCA size iyi şanslar diler!

Şu anda, hemen hemen her endüstride bir ihtiyaç var. Ve bir kaynakçı çalışmasının uygulanmayacağı en az bir endüstriyi hatırlamak zordur. Kaynak işleri inşaat sahalarında, petrol arıtma endüstrisinde, enerji, gemi yapımı, tarım vb.
Nasıl yemek yapılacağını öğrenmek kolay mı? Video kaynağı eğitimi sadece teorik bilgi ve bazı beceriler sağlayabilir, yine de kendi kişisel deneyiminizden öğrenmeniz gerekir. Kaynakçı önce ekipmanı hazırlamak ve her türlü arızayı tanımlamak zorundadır. Genel olarak kaynakçı, hazırlık işinden başlayıp kaynağın temizlenmesi ile biten kaynak işleri teknolojisine mükemmel bir şekilde hakim olmalıdır.
Uygulamada gösterildiği gibi, kaynak eğitimi tamamen basit değildir. Zorluk, kaynak sırasında herhangi bir parametrede (çalışma hızı, akım gücü, tel veya elektrot besleme hızı, voltaj, vb.) Bir değişikliğin nihai sonucu olumsuz etkileyebilmesidir.
Bununla birlikte, profesyonel kaynakçılar çeşitli metal türlerinin (çelikler, alaşımlar, demir dışı metaller) nasıl işleneceğini bilir ve en karmaşık metal yapılardan herhangi birine kaynak yapabilir.

Manuel elektrikli kaynak pişirmeyi nasıl öğrenebilirim?
Meslek okullarında eğitim alma arzusu ya da fırsatı yoksa, kaynak, video ya da basılı bilgilerle nasıl pişireceğinizi öğrenebilirsiniz. Sonuçta, en önemli şey manuel elektrikli kaynağın doğru bir şekilde nasıl kullanılacağını bulmak ve temel çalışma tekniklerini öğrenmek.
Her şeyden önce, acemi bir kaynakçı da elektrotlara ihtiyaç duyacaktır. Mümkün olduğunca çok elektrot almanız önerilir (yeni başlayanlar için 3 mm çapında elektrotlar kullanmak daha iyidir), çünkü yeterli sayıda çıkmaya başlayana kadar şımarık olacaktır.
Kaynak eğitimi - ilerleme:
- Küçük kalıntı elektrot bile tutuşmaya neden olabileceğinden, önceden bir kova su hazırlamak gerekir.
- Kelepçeyi, kaynak yapılacak parçaya topraklama ile sabitlemek gerekir.
- Kablonun tutucuya sıkıca takıldığından ve iyi yalıtılmış olduğundan emin olun.
- Kaynak makinesinin kontrol panelinde akım değerini ayarlayın (akım gücü kullanılan elektrot çapına uygun olmalıdır).
- Elektrodu ürüne yaklaşık 60 derecelik bir açıyla yerleştirerek yayı yakmaya çalışın.
- Elektrodu yüzey üzerinde yavaşça çalıştırın ve bir kıvılcım göründükten sonra elektrodu metal yüzeyden yaklaşık 5 mm yükseltmek gerekir.
- Tüm kaynak işlemi boyunca 5 mm boşluk bırakılmalıdır.
ÖNEMLİ: elektrotun ucu ile metal ürün arasında 3-5 mm'lik sabit bir ark elde etmeye çalışmanız gerekir. 2-3 mm'lik bir yayı yakmak mümkün değilse, kaynak ünitesinin kontrol panelindeki mevcut gücü artırmayı deneyebilirsiniz.
Bir eğitim videosunun kaynağı da bir merdanenin nasıl kaynak yapılacağını öğrenmenize yardımcı olabilir. Bu durumda, ark titreşim hareketleri kullanılarak yatay olarak düzgün bir şekilde hareket ettirilmelidir. Her zaman arkın ortasına göndermek için erimiş metal alırsanız, güzel bir pürüzsüz dikişle sonuçlanmalısınız.
Manuel Ark Kaynağı Teknolojisi
Güç kaynağından kaynak akımının akışı nedeniyle bir elektrik arkı oluşur. Yeni başlayanlar için manuel kaynak, hem pozitif kutbun ürüne bağlanması hem de negatifin bağlantısı ile gerçekleşebilir.
Eylem nedeniyle elektrodun metal çubuğu elektrik arkı erir ve cürufla kaplanmış elektrot metali kaynak havuzuna girer, daha sonra ürünün metali ile karıştırılır. Bu kaynağın oluşumu.
Kaynak havuzunun boyutu genellikle 10-30 mm uzunluğunda, 8-15 mm genişliğinde ve 6 mm derinliğindedir. Kaynak yapmayı öğrendiğimizden, değerlerde böyle bir yayılma farklı göstergelerle açıklanmaktadır: arkın metal yüzey üzerindeki hareket hızı, kaynaklı ürünün tasarımı, seçilen kaynak modu, kenarların şekli ve boyutu vb.
Kaynak eğitimi (video), elektrot eridiğinde havanın nereye gittiğini açıklar. Arkın yakınında ve kaynak havuzunun üzerinde bir gaz atmosferi oluşur ve buradan havanın kaynak bölgesinden uzaklaştırılması sağlanır. Kaldırma işleminden sonra kaynak arkı banyodan metal kristalleşmeye başlar, bundan sonra bir dikiş oluşur ve yüzeyi katılaşmış cürufla kaplanır.

Manuel ark kaynağının avantajları ve dezavantajları
Yararları:
- basitlik, kaynak kolay taşınabilirliği;
- ulaşılması zor yerlerde kaynak çalışması yapabilme;
- bir işlemden diğerine hızlı bir şekilde geçme yeteneği;
- hemen hemen her uzamsal konumda kaynak olasılığı;
- her türlü çeliği kaynak kabiliyeti.

tedavi Çeşitli türler metal, her zaman talep gören işlediği için en umut verici ticari faaliyet türlerinden biridir. Metal konstrüksiyonlar ve ürünler, her yerde, en çok kullanılır ...
Argon ark kaynağının prensibi, atıl bir gazın etkisi altında bir sarf veya sarf olmayan elektrot kullanarak demir dışı metali eritmektir. En yaygın inert gaz argon, çünkü ...
Kaynak işlemini göz ardı ederseniz ve okuma yazma bilmediğinizde, kaynaklanacak elemanları hazırlayın, mukavemetleri kısa ömürlü olacak ve bir noktada yapı çökecektir. Özel bir yaklaşım ve profesyonellik ...

