Ölçü sistemine göre iplikler metrik ve inç olarak ayrılır. Metrik ve inç dişler dişli bağlantılarda ve vida dişlilerinde kullanılır. Dişli bağlantılara, birleştirilecek parçalara doğrudan uygulanan dişli bağlantı elemanları - cıvatalar, vidalar, somunlar, saplamalar veya dişler ile yapılan sökülebilir bağlantılar denir.
Metrik diş (Şekil 1)
Profilde eşkenar üçgen şeklindedir ve tepe açısı 60 ° 'dir. Çiftleşme vidası ve somunun çıkıntılarının üst kısımları kesilir. Milimetre cinsinden vida çapı ve milimetre cinsinden diş aralığı olan bir metrik diş ile karakterize edilir. Metrik dişler büyük ve küçük adımlarla gerçekleştirilir. Geniş hatveli ana iplik için. Küçük dişler, ince duvarlı ve dinamik yüklü parçaların vidalanması için kullanılır. Geniş hatveli bir metrik diş M harfi ve nominal çapı milimetre olarak ifade eden bir sayı, örneğin M20 ile gösterilir. İnce metrik dişler için, ek bir adım belirtilir, örneğin M20x1.5.
İncir. 1 metrik diş
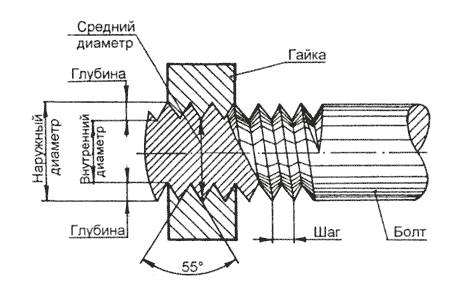
İnç dişi (Şek. 2)
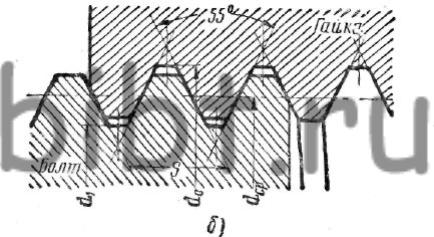
İnç dişi (Şekil 2) profilde metrik diş ile aynı görünüme sahiptir, ancak tepe noktasında 55 ° 'lik bir açıya sahiptir (Whitworth ipliği İngiliz standardı BSW (Ww) ve BSF), apeksteki açı 60 °' dir (Amerikan standardı) UNC ve UNF). Bir ipliğin dış çapı inç olarak ölçülür (1 "\u003d 25,4 mm) - kısa çizgiler (") bir inç belirtir. Bu diş, inç başına diş sayısı ile karakterize edilir. İnç Amerikan dişleri büyük (UNC) ve küçük (UNF) adımlarla yapılır.

İncir. 2 inç diş
Amerikan inç UNC geniş aralıklı diş için raptiye boyut tablosu (60 derece profil açısı)
| İnç boyutu | Mm cinsinden boyut | Konu Aralığı |
| UNC No.1 | 1.854 | 64 |
| UNC No. 2 | 2.184 | 56 |
| UNC No. 3 | 2.515 | 48 |
| UNC No. 4 | 2.845 | 40 |
| UNC No. 5 | 3.175 | 40 |
| UNC No. 6 | 3.505 | 32 |
| UNC No. 8 | 4.166 | 32 |
| UNC No.10 | 4.826 | 24 |
| UNC No. 12 | 5.486 | 24 |
| UNC 1/4 | 6.35 | 20 |
| UNC 5/16 | 7.938 | 18 |
| UNC 3/8 | 9.525 | 16 |
| UNC 7/16 | 11.11 | 14 |
| UNC 1/2 | 12.7 | 13 |
| UNC 9/16 | 14.29 | 12 |
| UNC 5/8 | 15.88 | 11 |
| UNC 3/4 | 19.05 | 10 |
| UNC 7/8 | 22.23 | 9 |
| UNC 1 " | 25.4 | 8 |
| UNC 1 1/8 | 28.58 | 7 |
| UNC 1 1/4 | 31.75 | 7 |
| UNC 1 1/2 | 34.93 | 6 |
| UNC 1 3/8 | 38.1 | 6 |
| UNC 1 3/4 | 44.45 | 5 |
| UNC 2 " | 50.8 | 4 1/2 |
Konu
İplik iç ve dış olabilir.
- Dış dişli, cıvatalar, saplamalar, vidalar, pimler ve diğer çeşitli silindirik parçalar üzerinde kesilir;
- Bağlantı parçalarında, somunlarda, flanşlarda, fişlerde, makine parçalarında ve metal yapılar iç ipliği kesin.
İncir. 3 İplik elemanlarıs
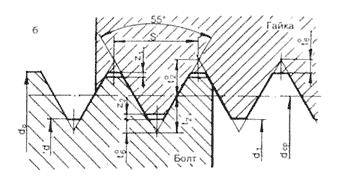
İpliklerin ana elemanları Şek. 3 Bunlar aşağıdaki unsurları içerir:
- iplik aralığı - iki bitişik dönüşün tepe noktaları veya bazlar arasındaki mesafe;
- diş derinliği - ipliğin üstünden tabanına olan mesafe;
- diş profili açısı - eksenin düzlemindeki profilin kenarları arasında kapalı açı;
- dış çap - ipliğin üstünde ipliğin eksenine dik olarak ölçülen cıvatanın dişinin en büyük çapı;
- iç çap - dişin vidalandığı silindirin çapına eşit mesafe.
İnç bağlantı elemanları hakkında daha fazla bilgi:
Mühendislikte, üç iplik sistemi benimsenmiştir: metrik, inç ve boru.
Metrik diş (Şekil 145, a) 60 ° 'lik bir tepede üçgen bir profile sahiptir.
İncir. 145. İplik sistemleri: a - metrik, b - inç, c - boru
Altı çeşit var metrik dişler: ana ve küçük -1; 2; 3; 4. ve 5.. Küçük iplikler, milimetre olarak ifade edilen belirli bir çapa sahip adımda farklılık gösterir. Metrik dişler M harfi ve dış çapın ve eğimin boyutunu karakterize eden sayılarla gösterilir. Örneğin, M42X4.5, dış çapı 42 mm ve eğimi 4.5 mm olan bir metrik tabanı belirtir.
İnce iplik, ek olarak, atamada iplik numarasını gösteren bir numaraya sahiptir, örneğin 2M20X1.75 - ikinci metrik para cezası, dış çap 20 mm, adım 1.75 mm.
İnç ipliği (Şekil 145, b) tepede 55 ° 'lik bir açıya sahiptir. İnç ipliği, inç kesimli makineler için yedek parça imalatında kesilir ve yeni ürünlerde kesilmemelidir. İnç dişler, inç başına uzunluk (1 ") olan diş sayısı ile karakterize edilir. İnç ipliğin dış çapı inç cinsinden ölçülür.
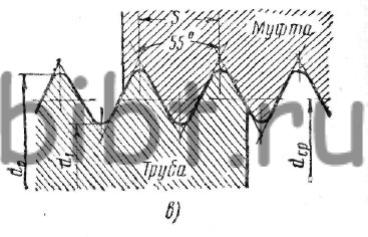
Boru dişlisi(Şekil 145, c) inç ile aynı şekilde ölçülür, inç cinsinden ölçülür ve 1 "başına diş sayısı ile karakterize edilir. Diş profili 55 ° 'lik bir açıya sahiptir. Boru dişleri için boru deliğinin çapı geleneksel olarak dış yüzeyinin kesildiği çap olarak alınır. Konu.
Vida ve somunun boru dişli çıkıntılarının tepeleri düz veya yuvarlak bölümlerle yapılır.
Düz kesimli bir profilin üretimi daha kolaydır ve geleneksel boru bağlantılarının dişleri için kullanılır. Boru dişi: 1/4 "BORU; 1/2" BORU. vb. (tab.25).
Tablo 25 Çizimlerdeki ipliklerin tanımı
| İplik tipi | efsane | Sembol Elemanları | Cıvata ve somun için diş tanımı örneği |
Metrik |
M | Dişin dış çapı (mm) veya dış çap ve hatve (mm) | M64 veya M64X6 veya 64x6 |
Metrik küçük |
1M | 1M 64X4 veya 64X4 | |
| 2M | 2M 64X3 veya 64X3 | ||
| 3m | 3M 64X2 veya 64X2 | ||
| 4M | 4M 64X1.5 veya 64X1.5 | ||
| 5M | 5M 64X1 veya 64X1 | ||
ikizkenar yamuk şeklinde |
MERDİVEN | Dış çap ve diş aralığı (mm) | MERDİVEN. 22x5 |
| YUKARI | UP 70X10 | ||
55 ° profil açılı inç |
Nominal diş çapı (inç) | 1" | |
Boru şeklindeki silindirik |
BORU. PR * BORU. KR ** | Diş tanımı inç olarak | 3/4 "BORU. OL 3/4" BORU. KR |
Konik boru |
BORU. KONİK. | 3/4 "BORU. |
* Düz kesimli köşeli profil (düz çizgi). ** Profil yuvarlak.
İplikler sağ ve sol; ziyaret sayısına göre - bir-, iki-, üç başlangıç \u200b\u200bve çok başlangıç.
Diş başlangıcı sayısını belirlemek için, vidanın veya somunun ucuna bakın ve üzerinde kaç tur uç olduğunu sayın.
Kural olarak, tüm bağlantı elemanlarının (cıvatalar, vidalar, vidalar, vb.) Tek bir dişi vardır.
Bu makalede, sadece standartlara ve GOST'lara atıfta bulunarak bir inç boru dişinin boyutu hakkında kuru gerçekler vermek istemiyorum, aynı zamanda okuyucuya, ikincisinin tasarımının özellikleri hakkında ilginç bir gerçek getirmek istiyorum.
Bu nedenle, daha önce boru dişleriyle karşılaşan herkes, ipliğin dış çapı ve tanımı arasındaki tutarsızlığı defalarca merak etmiştir. Örneğin, 1/2 inçlik bir dişin dış çapı 20.95 mm'dir, ancak metrik dişlerle mantıksal olarak 12.7 mm olmalıdır. Mesele şu ki, inç dişlerde aslında dişin dış çapını değil borunun deliğini gösterir. Aynı zamanda, borunun duvarındaki deliğin boyutuna ek olarak, metrik diş atamalarında alışkın olduğumuz fazla tahmin edilen bir dış çap elde ederiz. Şartlı olarak adlandırılan boru inç 33.249 mm'dir, yani 25.4 + 3.92 + 3.92'dir (burada 25.4 geçit, 3.92 boru duvarlarıdır). Boru duvarları dişin çalışma basıncına göre benimsenir. Borunun çapına bağlı olarak, buna göre artarlar, çünkü daha büyük çaplı bir boru, aynı çalışma basıncı için daha küçük bir dimere sahip bir borudan daha kalın duvarlara sahip olmalıdır.
Boru dişleri aşağıdakilere ayrılır:
Silindirik boru dişi
Bu, BSW (İngiliz Standart Whitworth) dişine dayanan bir inç dişidir ve BSP (İngiliz standart boru dişi) dişine karşılık gelir, inç başına 28,19,14,11 ipliğin dört adımına sahiptir. 6 "e kadar borulara kesilir, 6" üzeri borulara kaynak yapılır.
Apeks 55 ° 'de profil açısı, teorik profil yüksekliği H \u003d 0.960491P.
Standartlar:
GOST 6357-81 - Temel Değiştirilebilirlik Standartları.
Silindirik boru dişi. ISO R228, EN 10226, DIN 259, BS 2779, JIS B 0202.
Açıklama: G harfi, inç cinsinden nominal deliğin sayısal değeri, inç çapının doğruluk sınıfı (A, B) ve sol iplik için LH harfleri. Örneğin, nominal çapı 1 1/4 ", doğruluk sınıfı A - olan bir iplik G1 1/4-A olarak belirtilir. Bir kez daha, nominal iplik boyutunun borunun inç cinsinden açıklığına karşılık geldiğini hatırlayalım. Borunun dış çapı boru duvarlarının kalınlığı ile sırasıyla bu boyut ve daha fazlası ile belirli bir oran.
Boru silindirik diş (G) boyutunun belirlenmesi, dişin dış, orta ve iç çaplarının basamakları ve nominal değerleri, mm
| Diş boyutu tanımı | Adım P | Diş çapları | |||
|---|---|---|---|---|---|
| Sıra 1 | Sıra 2 | d \u003d D | d 2 \u003d D 2 | d 1 \u003d D 1 | |
| 1/16" | 0,907 | 7,723 | 7,142 | 6,561 | |
| 1/8" | 9,728 | 9,147 | 8,566 | ||
| 1/4" | 1,337 | 13,157 | 12,301 | 11,445 | |
| 3/8" | 16,662 | 15,806 | 14,950 | ||
| 1/2" | 1,814 | 20,955 | 19,793 | 18,631 | |
| 5/8" | 22,911 | 21,749 | 20,587 | ||
| 3/4" | 26,441 | 25,279 | 24,117 | ||
| 7/8" | 30,201 | 29,0З9 | 27,877 | ||
| 1" | 2,309 | 33,249 | 31,770 | 30,291 | |
| 1⅛" | 37,897 | 36,418 | 34,939 | ||
| 1¼ " | 41,910 | 40,431 | 38,952 | ||
| 1⅜" | 44,323 | 42,844 | 41,365 | ||
| 1½ " | 47,803 | 46,324 | 44,845 | ||
| 1¾ " | 53,746 | 52,267 | 50,788 | ||
| 2" | 59,614 | 58,135 | 56,656 | ||
| 2¼ " | 65,710 | 64,231 | 62,762 | ||
| 2½ " | 75,184 | 73,705 | 72,226 | ||
| 2¾ " | 81,534 | 80,055 | 78,576 | ||
| 3" | 87,884 | 86,405 | 84,926 | ||
| 3¼ " | 93,980 | 92,501 | 91,022 | ||
| 3½ " | 100,330 | 98,851 | 97,372 | ||
| 3¾ " | 106,680 | 105,201 | 103,722 | ||
| 4" | 113,030 | 111,551 | 110,072 | ||
| 4½ " | 125,730 | 124,251 | 122,772 | ||
| 5" | 138,430 | 136,951 | 135,472 | ||
| 5½ " | 151,130 | 148,651 | 148,172 | ||
| 6" | 163,830 | 162,351 | 160,872 | ||
Metrik ve inç dişler arasındaki farklar. İplik elemanları.
Ölçü sistemine göre iplikler metrik ve inç olarak ayrılır. Metrik ve inç dişler dişli bağlantılarda ve vida dişlilerinde kullanılır. Dişli bağlantılara, birleştirilecek parçalara doğrudan uygulanan dişli bağlantı elemanları - cıvatalar, vidalar, somunlar, saplamalar veya dişler ile yapılan sökülebilir bağlantılar denir.
1. Metrik diş (Şek. 1) profilde eşkenar üçgen şeklinde ve tepede 60 ° 'lik bir açıya sahiptir. Çiftleşme vidası ve somunun çıkıntılarının üst kısımları kesilir. Milimetre cinsinden vida çapı ve milimetre cinsinden diş aralığı olan bir metrik diş ile karakterize edilir. Metrik dişler büyük ve küçük adımlarla gerçekleştirilir. Geniş hatveli ana iplik için. Küçük dişler, ince duvarlı ve dinamik yüklü parçaların vidalanması için kullanılır. Geniş hatveli bir metrik diş M harfi ve nominal çapı milimetre olarak ifade eden bir sayı, örneğin M20 ile gösterilir. Hassas metrik dişler için ek bir adım belirtilir, örneğin M20x1.5
İncir. 1 metrik diş
2. İnç diş (Şekil 2) profilde metrik diş ile aynı görünüme sahiptir, ancak 55 ° tepe açısına sahiptir (Whitworth ipliği İngiliz standardı BSW (Ww) ve BSF), tepe noktasındaki açı 60 ° 'dir ( Amerikan standardı UNC ve UNF). Bir ipliğin dış çapı inç olarak ölçülür (1 "\u003d 25,4 mm) - kısa çizgiler (") bir inç belirtir. Bu diş, inç başına diş sayısı ile karakterize edilir. İnç Amerikan dişleri büyük (UNC) ve küçük (UNF) adımlarla yapılır.
İncir. 2 inç diş
Tablo 1. Amerikan inç UNC geniş aralıklı diş için raptiye boyut tablosu (60 derece profil açısı)
İnç boyutu | Mm cinsinden boyut | Konu Aralığı |
İplik iç ve dış olabilir.
Ø Cıvatalar, saplamalar, vidalar, pimler ve diğer çeşitli silindirik parçalar üzerinde bir dış diş kesilir;
Ø Şekilli parçalarda, somunlarda, flanşlarda, trafik sıkışıklıklarında, makine parçalarında ve metal yapılarda iç dişler kesilir.
İncir. 3 İplik Elemanları
İpliklerin ana elemanları Şek. 3
Bunlar aşağıdaki öğeleri içerir:
İplik aralığı - iki bitişik dönüşün tepe noktaları veya bazlar arasındaki mesafe;
Diş derinliği - ipliğin üstünden tabanına olan mesafe;
Diş profili açısı - eksen düzlemindeki profilin kenarları arasında kalan açı;
Dış çap - cıvatanın dişinin en büyük çapı, ipliğin üstünde ipliğin eksenine dik olarak ölçülür;
İç çap, ipliğin dişinin vidalandığı silindirin çapına eşit mesafedir.
İnç dişi sadece dönüşler oluşturmak için kullanılır metal borular. İnç iplik, metal ve plastikten yapılmış katlanabilir bağlantı parçalarının imalat sürecinde de kullanılır.
İnç ve metrik dişler arasındaki farklar
Gönderilen dişli bağlantı Eğim ve çap gibi iplik parametrelerini düzenleyen GOST 6357-81 referans alınarak kendi standardizasyonu vardır.
Dişli bağlantıların sahip olacağı boyutlar, borunun ucunda bulunan karşı yerleştirilmiş üst noktalar arasındaki mesafeye bağlıdır.
Boru dişi ve boyutları doğrudan ürünün iç veya dış çapının değerine bağlı olacaktır. Şu anda, aşağıdaki gibi iş parçacıkları vardır:
- Metrik;
- İnç;
- Trapez;
- Silindirik;
- Kalici;
- Konik.
Dışında, farklı çeşit ipliklerin kendi atamaları vardır. Böylece, örneğin, sol iplik tanımı LH harfleriyle işaretlenmiştir. Daha ayrıntılı bilgi için, çizimlerde dişli bir bağlantı ek harflerle belirtilir, burada:
- M - dönüşlerin nominal çapını gösterir;
- Ph, inmenin değeridir;
- P, adımın değeridir.
Diş ölçüsü ve inç, 1 ila 180 mm arasında bir standart çapa sahiptir. Bu iki tür arasındaki farklardan bahsetmişken, bunların yuvarlak bir taç profili şeklinde olduklarını belirtmek gerekir.
İnç profili görsel olarak daha keskin görünüyor. Bunun nedeni 55 ° olan üst “orijinal üçgenin” açısıdır.

Ayrıca metrik boru dişi hatve ve çap değerlerinin inç hesaplamasından farklıdır. Bunun nedeni, metrik dönüşlerin milimetre cinsinden oryantasyonla oluşturulmasıdır.
Boru inç 3,33 cm'dir.Her durumda, boru dönüşlerinin hatve parametresi milimetre olarak değil, dişlerde ölçülür.
Buradaki dişler, 1 inç boru bölümünde mevcut olan olukların tam sayısıdır. Örneğin, standart su şebekelerinde sadece iki versiyonda bir diş tanımı bulunur - 11 diş (2.31 mm metrik hatve) ve 14 diş (1.8 mm metrik hatve).
Trapez diş her türlü vida imalatında kullanılır. Bunlar kesme makineleri için kurşun vidalar, hidrolik pres vidaları, kaldırma cihazları ve sonsuz dişlilerdir.
Bu tür dönüşler görsel olarak diğer tiplerden önemli ölçüde farklıdır - ikizkenar yamuk şeklinde yapılırlar. Bu durumda profil açısının değeri 15, 24, 30 ve 40 ° 'ye eşit olabilir.
Perde ve çap nasıl belirlenir?
Böyle önemli özellikleri belirlerken, aşağıdaki gibi bir araç:
- Kalibre;
- Tarak;
- Kumpas;
- Mikrometre.
Bazı durumlarda, göstergenin işlevi, önceden tanımlanmış parametrelere karşılık gelen önceden düzenlenmiş iç veya dış dönüşlerle bir kuplaj veya bağlantı ile gerçekleştirilebilir.
Adım ölçümü yapılırken, bir cıvata kullanılır, eğer dönüşlere vidalanırken önemli bir direnç ortaya çıkarsa, bunlar yeniden yapılır.
İşlemin zorlanmadan gerçekleşmesi ve cıvatanın boruya sıkıca yerleştirilmesi durumunda, adımın doğru bir şekilde gerçekleştirildiği kabul edilir.
Dönüşleri yeniden oluştururken, işlem daha büyük bir kalibre oluşturmak için yönlendirmeyle devam eder. Bir iplik mastarı kullanmak oldukça basittir. Henüz kenetlenmemiş dişli bağlantılara yerleştirilmiş ölçüm plakaları ile donatılmıştır.
Plakalar küçük dosyalara benzer ve dönüşlere uygulandığında, plakaların profili iç veya dış yüzeyde kesilmiş dönüşlerle çakışırsa, ayarlanan değere karşılık gelir.
Bu değer alet plakasında belirtilmiştir. Bir kumpas kullanılarak, sadece dönüşlerin dış çapının göstergesi ölçülebilir; mikrometre de aynı işlevi yerine getirir. Uzmanlar, bunun için en uygun aletlerle ölçüm yapılmasını önermektedir - kalibreler.
Harici boru diş çekme (video)
Kesme yöntemleri
Hem iç hem de dış yüzeylerde hem metrik hem de boru (inç) dönüş analogları oluşturulabilir.
Bu iki yöntem kullanılarak gerçekleştirilir: mekanik ve manuel. Manuel yöntemi uygularken, kılıç ustaları ve kalıplar gibi cihazlar kullanılır.
Musluk dahili bobinler oluşturabilir ve kalıp harici bobinler oluşturabilir. İşlem, ürünün bir mengeneye sıkıca sabitlenmesi ve kılıç ustasının kapıya sokulması ile başlar.
Kalıbı kullanırken, vortockun fonksiyonu kalıp tutucu tarafından gerçekleştirilir. Bundan sonra, kalıp ürün üzerine konur ve bir musluk kullanıldığında, doğrudan borudaki deliğe sokulur.
Gerekirse, tüm eylemler bir kez daha tekrarlanırken, ürünün gövdesinde, profilin yüksekliğine eşit olacak şekilde, kademeli olarak dönüşler oluşturulacaktır.
İç ve dış dönüşler aynı anda değil, sırayla kesilir. Bununla birlikte, çoğu durumda, sadece dış veya iç olukları olan yüzeyler oluşturulur.
Dönüşlerin mekanik olarak oluşturulması, makinenin desteğine bağlı özel bir kesicinin kullanılmasını içerir.

Çalışmaya başlamadan önce, destek iş parçası cennetine taşınır, bundan sonra profilin yüksekliği yanal bir besleme ile ayarlanır.
Mekanik yöntemle, bir vida kalıbı da kullanılabilir - tarak profiline sahip plakaları olan bir alet.
Takılı kafayı kullanarak 2-5 boyutta harici oluk oluşturabilirsiniz. Plakalar kalıp kafasına takıldıktan sonra, boru bir mengeneye veya bir anahtar kullanılarak kelepçelenir.
Ürünün uç yüzü dik açıyla kesilir. Aleti çalıştırdıktan sonra, kafa dönme anında parça üzerinde oluklar oluşturur.

