All-Union Standard GOST 5263-50 ditubuhkan simbol pengelasan dan peraturan untuk sebutannya dalam gambar (tab. 18, 19, 20 dan 21).
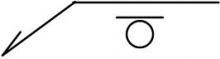
1. Kimpalan ditunjukkan dalam lukisan dengan garis putus, yang terdiri daripada bahagian mendatar dan condong, yang berakhir dengan anak panah sehala yang menunjukkan lokasi pengelasan.
Gas yang mudah terbakar, seperti asetilena, gas aslipropana, dll. Dan gas pembentuk yang digunakan dalam kimpalan laser tidak dilindungi oleh standard antarabangsa ini. Pengangkutan dan pengendalian gas dan kontena harus sesuai dengan piawaian dan peraturan setempat, nasional dan wilayah.
Menentukan syarat-syarat untuk pemeriksaan visual kimpalan sebelum, semasa dan selepas kimpalan, tetapi tidak menentukan tahap pengesahan. Ia dilengkapi dengan sensor pengukur tekanan kimpalan yang disarankan dan peralatan yang diperlukan untuk pemeriksaan visual langsung dan tidak langsung kimpalan.
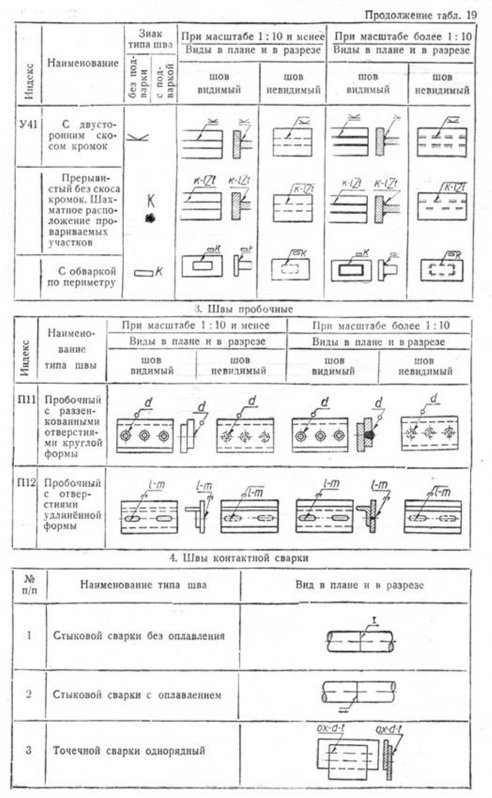
3. Keratan dua baris anak panah dibenarkan, serta pengurangan beberapa anak panah yang menunjukkan jahitan yang sama ke bahagian mendatar yang sama.

4. Semua simbol dan dimensi jahitan, kecuali gabus, serta jahitan dengan penembusan tanpa slot, dilekatkan: pada jahitan yang kelihatan di atas bahagian mendatar anak panah, pada jahitan yang tidak kelihatan di bawahnya.
Piawaian ini berlaku untuk bahan dengan ketebalan 8 mm atau lebih yang menunjukkan pelemahan gelombang ultrasonik yang rendah. Biasanya, standardnya adalah untuk menguji kimpalan di mana bahan kimpalan dan bahan asasnya adalah ferit. Standard menentukan empat kelas ujian.
Piawaian ini menentukan tahap toleransi 2 dan 3 untuk ujian yang dikimpal sepenuhnya sendi yang dikimpal dalam keluli ferit dengan ketebalan 8 mm hingga 100 mm. Piawaian ini menerangkan prosedur untuk melakukan ujian melintang dengan membongkok batang ujian, ujian sisi atau sisi selekoh sisi yang diambil dari sendi yang dikimpal tumpul. Piawaian ini juga menentukan dimensi rod ujian dan seterusnya menentukan prosedur ujian membujur dengan membongkok dari akar dan permukaan sendi.

5. Jahitan gabus, serta jahitan yang melalui penembusan tanpa slot, ditunjukkan oleh tanda-tanda yang ditunjukkan dalam jadual. 19 dilekatkan pada bahagian anak panah yang condong.
![]()
Piawaian antarabangsa ini menunjukkan dimensi rod ujian dan prosedur ujian tegangan untuk menentukan kekuatan tegangan dan lokasi pengelasan. Piawaian ini terpakai untuk bahan logam. Piawaian Antarabangsa ini menetapkan kaedah yang menerangkan lokasi batang ujian, orientasi ceruk mereka untuk diuji, dan rakaman data impak dari ujian lenturan pada sendi yang dikimpal tumpul dalam protokol. Ini merangkumi kaedah pelabelan batang ujian dan keperluan laporan ujian tambahan.
![]()
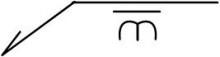
6. Jahitan yang akan dibuat semasa pemasangan juga ditunjukkan dengan huruf M di atas bahagian anak panah yang condong.
7. Pada gambar yang dibuat pada skala lebih dari 1: 10, diperbolehkan untuk menunjuk jahitan di samping anak panah untuk menggunakan penetasan atau penebalan garis dalam rencana dan fasad, serta pengisian tinta dari kontur jahitan di bahagian.
Bahagian standard ini mentakrifkan ujian kekerasan untuk keratan rentas sambungan bahan logam yang dikimpal dengan kimpalan arka dan tidak boleh digunakan untuk ujian kimpalan austenit keluli tahan karat. Standard merangkumi kumpulan kaedah, kumpulan dan subkumpulan utama. Bilangan kaedah apa pun mempunyai maksimum tiga digit. Sistem ini dianggap sebagai alat untuk memproses komputer, gambar, dokumen kerja, definisi prosedur pengelasan, dll.
Ia digunakan terutamanya untuk besi ferit, tetapi dapat digunakan untuk bahan lain yang sesuai. Piawaian Antarabangsa ini memberi petunjuk kepada pengeluar mengenai cara memanaskan haba atau menghasilkan produk atau komponen yang dirawat dengan haba. Piawaian ini juga dapat dijadikan asas bagi pengeluar untuk menilai kemampuannya melakukan rawatan panas.
8. Apabila semua jahitan produk atau unit dibuat dengan pengelasan jenis yang sama, yang terakhir ditunjukkan dalam nota gambar atau di keadaan teknikal. Sekiranya digunakan untuk produk atau pemasangan yang sama jenis lain kimpalan, pada anak panah bahagian mendatar dilekatkan:

Dijangka bahawa standard tersebut akan menjadi landasan penyediaan yang fleksibel. Mengenai kenyataan bahawa perubahan pada standard diterbitkan hampir secara berterusan, artikel itu menyebut hanya yang berkaitan dengan pengelasan yang dianggap penting, dan yang berubah pada tahun lalu.
Lukisan kimpalan yang tidak dapat dibahagi Maklumat awal Kimpalan adalah proses mengikat bahagian logam secara berterusan dari bahan yang sama atau serupa. Proses ini melibatkan peleburan bahagian-bahagian yang bersambung secara tempatan. Tempat penyambungan langsung dua elemen yang dihubungkan disebut pengelasan. Selalunya berlaku bahawa proses pengelasan memerlukan penggunaan bahan tambahan yang disebut pengikat. Sumber haba yang diperlukan untuk menjalankan proses kimpalan, iaitu lebur tempatan bahagian yang bersambung, boleh menjadi api gas atau busur elektrik.


Bergantung pada sumber haba, kimpalan gas atau arka boleh digunakan. Gabungan dua atau lebih komponen semasa proses pengelasan menghasilkan pembentukan sambungan yang dikimpal, yang semakin disebut sebagai struktur yang dikimpal. Contoh struktur yang dikimpal ditunjukkan dalam Rajah. Mencuba untuk memadankan struktur dan sendi yang dikimpal dalam lukisan teknikal memerlukan pengetahuan mengenai terma dan prinsip pengelasan.
Yang paling umum dalam literatur dan dokumentasi teknikal adalah ungkapan berikut: bahagian depan permukaan luar yang dikimpal dari sisi peletakannya, sambungan permukaan bertentangan yang dikimpal dari permukaan silang jahitan yang dijahit di alur kimpalan di mengimpaldibuat di satu pihak, dikimpal berterusan dikimpal sepanjang keseluruhan punggung, dikimpal sekejap dikimpal pada selang masa yang kerap, dikimpal secara simetri yang mempunyai keratan rentas dalam bentuk yang sama di permukaan depan dan di puncak.
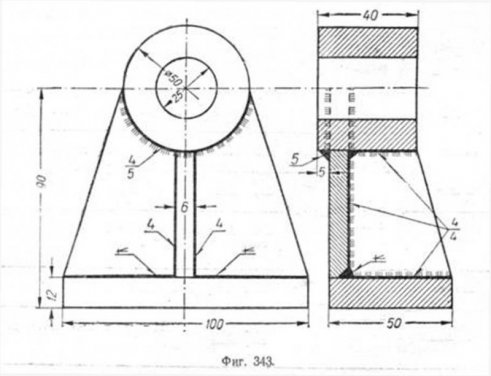
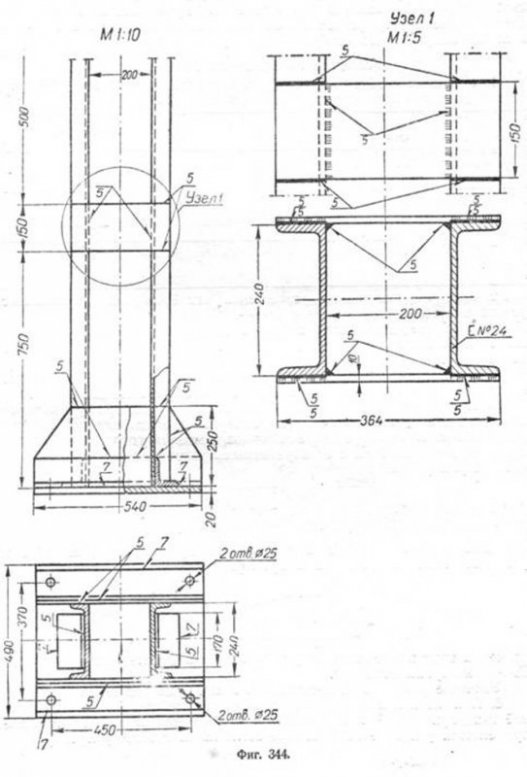
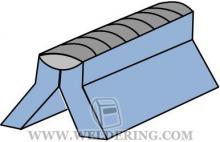
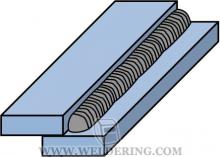
Dalam RAJAH. 343 dan 344 memberikan contoh kimpalan untuk rak dan lajur.
2. Sudut kecenderungan anak panah ke garis jahitan dianjurkan untuk diambil dari 30 hingga 60 °.
3. Keratan dua baris anak panah dibenarkan, serta pengurangan beberapa anak panah yang menunjukkan jahitan yang sama ke bahagian mendatar yang sama.
Contoh kimpalan simetri.Jenis kimpalan.Jenis kimpalan berkait rapat dengan bentuk dan penampilannya. Ini berlaku untuk penampilan dan penampang. Contoh kimpalan, sambungan, bentuknya, nama dan tanda kontrak ditunjukkan dalam jadual. Garis nipis dalam ilustrasi bentuk kimpalan mewakili keadaan tepi sebelum melakukan operasi kimpalan dan, dengan demikian, mewakili kaedah penyediaan tepi elemen kimpalan.
Jenis-jenis kimpalan dan sambungan dan tanda persetujuannya Jadual Nama Kimpalan bentuk Kimpalan tandatangan Kontrak Tepi dikimpal dengan tepi melengkung, lekapan sepenuhnya dilekatkan dengan tepi melengkung, cair sebahagian. Contoh pengelasan yang dipermudahkan dan dimampatkan ditunjukkan dalam jadual 2 dan 3 dan contoh. Ia dibenarkan memotong bahagian sendi yang tidak digerudi di kawasan alur atau lubang untuk laluan garis profil pesawat. Pandangan depan Tenunan dan kontur sendi dilukis dalam garis pepejal.
Struktur dikimpal dicirikan oleh pelbagai ketebalan, bentuk dan ukuran elemen yang disambungkan, serta pelbagai kedudukan relatif bahagian yang dikimpal. Lima jenis sendi dikimpal dibezakan bergantung pada kedudukan relatif bahagian yang akan dikimpal (mengikut -80 "Jahitan kimpalan, kimpalan busur manual" dan -76 "Jahitan kimpalan, kimpalan gas terlindung"):
Pandangan atas wajah. Wajah las dibuat dalam bentuk busur dengan garis nipis. Ingatlah untuk menandakan bentuk lubang dengan garis pepejal tebal, dan sekiranya garis berterusan, garis pepejal nipis. Di samping itu, perhatian harus diberikan kepada bentuk kimpalan dengan lubang serong, yang harus sesuai dengan bentuk lubang di bidang kontak bahagian yang terhubung. Bentuk kimpalan dan lubang ditunjukkan oleh garis nipis. Perwakilan kontrak sendi yang dikimpal Contoh Jadual Jenis sambungan yang dikimpal Perwakilan sendi yang dikimpal Kimpalan: marginal, frontal, inguinal, dorsal.
- pantat - "C"
- akhir - "C"
- pusingan - "N";
- tauri - "T";
- sudut - "U".
DALAM pantat (C) permukaan sendi yang dikimpal dari elemen yang hendak dikimpal terletak di satah yang sama atau di permukaan yang sama, dan pengelasan dilakukan pada hujung yang berdekatan.
Sendi pantat memberikan sifat mekanik tertinggi dari struktur yang dikimpal, oleh itu ia digunakan secara meluas untuk struktur kritikal. Namun, ia memerlukan penyediaan bahagian dan pemasangan yang cukup tepat.
Lukisan dimensi las dan sambungan yang dikimpal Sambungan dan sambungan yang dikimpal pada lukisan eksekutif dan pemasangan mesti dikira sesuai dengan gambarajah ringkas yang ditunjukkan dalam piawaian Poland, yang berdasarkan sebilangan elemen grafik kontrak. Reka bentuk ringkas definisi kimpalan ditunjukkan dalam lukisan, dalam analisis kimpalan yang dipermudah, yang berikut dapat dibezakan: peluasan garis, anak panah garis rujukan, pengenal garis, simbol biasa kimpalan, ditunjukkan oleh 1, dimensi ciri keratan rentas yang ditunjukkan oleh 2, dimensi ciri bahagian membujur ditunjukkan Rajah.
![]()
Muka hujung (C) sambungannya dikimpal pada hujung bahagian yang akan disambung, permukaan sisi yang bersebelahan antara satu sama lain.
Sambungan seperti itu digunakan, sebagai peraturan, ketika mengimpal bahagian nipis untuk mengelakkan terbakar.
Reka bentuk penanda las yang dipermudahkan. Garis rujukan adalah garis hancur berterusan berterusan yang dilengkapkan oleh anak panah, anak panah yang disebut garis rujukan. Panjang garis rujukan harus disediakan oleh pereka, yang dapat menyimpan dengan jelas dan betul semua maklumat yang diperlukan mengenai pengelasan atau kimpalan. Rak harus melukis garis rujukan yang selari dengan tepi bawah helaian lukisan.
Dalam analisis identifikasi yang dikimpal, garis penghubung adalah garis putus-putus nipis yang dilukis di bawah atau di atas garis rujukan. Lokasi garis pengenalan bergantung kepada sama ada pengelasan ditandai selepasnya. Kedudukannya juga bergantung pada kedudukan tanda las. Semasa menandakan kimpalan simetri, garis pengenalan harus dihilangkan. Prinsip untuk menandakan kimpalan dengan garis pengenalan dan kimpalan kontrak ditunjukkan dalam jadual. Titik 1 dan 4 dalam jadual ini disarankan oleh standard Poland dan dianggap istimewa.
DALAM pusingan (H) sambungan yang dikimpal, permukaan unsur-unsur yang hendak dikimpal selari sehingga saling mengimbangi dan saling bertindih antara satu sama lain.
Sendi putaran kurang sensitif terhadap kesalahan pemasangan, tetapi lebih teruk daripada sendi punggung di bawah beban, terutama yang bergantian.
Prinsip-prinsip menentukan pengenalan sendi garis dan tanda konvensional sendi Huraian Jadual Grafik persembahan Sekiranya jahitan berada di sisi muka, tanda sendi kontrak bertulis berada pada tahap awal dan meletakkannya pada kedudukan normal. Sekiranya jahitan berada di sisi muka, tanda itu ditulis dengan sendi kontrak di pangkal dan meletakkannya pada kedudukan terbalik. Sekiranya jahitan ditandai di sisi rabung, tanda yang dikimpal ditulis pada garis pengenalan dan diletakkan pada kedudukan normal. Sekiranya jahitan ditandakan di sisi rabung, tanda yang dikimpal ditulis pada garis pengenalan dan diletakkan di kedudukan yang bertentangan.
Tauride (T) Sambungan yang dikimpal diperoleh apabila permukaan hujung satu bahagian di sebelah kanan atau sudut lain menghubungkan ke permukaan yang lain.
T-sendi memberikan ketegaran struktur yang tinggi, tetapi sensitif terhadap beban lenturan.
Simbol pengimpal ditulis pada garis rujukan pada titik yang ditandai pada rajah 4 digit 1, sambil mengekalkan jenis logo yang ditentukan dalam standard Poland. Dimensi keratan rentas ciri diletakkan di hadapan tanda dikimpal di sebelah kiri sendi dikimpal di tempat yang ditunjukkan dalam gambar. Dimensi ciri sendi dan kimpalan yang dikimpal ditunjukkan oleh tanda yang dikimpal di sebelah kanan di tempat bernombor. Contoh kaedah menyusun las. Contoh jadual kimpalan bahagian yang dikimpal Dimensi dikimpal atau dikimpal Dimensi Lokasi pengukuran dalam menandakan Penjelasan Margin tepi dengan tepi berpintal, condong sepenuhnya Ketebalan nominal kimpalan sama dengan ketebalan tepi pantat atau ketebalan tepi sendi yang lebih nipis.
Sudut (C) panggil sambungan di mana permukaan bahagian yang akan dikimpal terletak pada sudut kanan, tumpul atau tajam dan dikimpal di hujungnya.
Semua sendi yang dikimpal boleh dibuat:
| sehala (SS) * apabila sumber haba bergerak di satu sisi sambungan; | 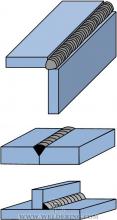 |
| dua arah (BS) * apabila sumber haba bergerak di kedua-dua sisi sendi. Pada sendi yang dikimpal, akar sendi pantat berada di dalam bahagian. |  |
* - sebutan yang diguna pakai mengikut standard antarabangsa.
Jadual 5 Ketebalan nominal kimpalan sama dengan ketebalan tepi jahitan atau ketebalan tepi nipis sendi. Walau bagaimanapun, panjang kimpalan sama dengan panjang kimpalan. Ketebalan nominal kimpalan adalah jarak dari tepi kimpalan ke batas kimpalan. Panjang nominal kimpalan sama dengan panjang kimpalan.
Ukuran bersilang kimpalan fillet mendahului ketinggian relatif dengan segitiga kanan isoteles hypotenuse, yang membentuk bahagian keratan rentas kimpalan. Panjang nominal kimpalan sama dengan panjang kimpalan. Nampaknya lebih profesional untuk menggunakan dan menggunakan tanda kimpalan penuh yang disarankan dalam standard Poland, memberikan anda lebih banyak maklumat mengenai kimpalan. Pembinaan definisi lengkap kimpalan ditunjukkan dalam gambar; petunjuk lengkap kimpalan dapat dikenal pasti seperti berikut: pemanjangan garis, anak panah garis rujukan, pengenal garis, simbol biasa kimpalan, ditunjukkan oleh 1, dimensi ciri keratan rentas, yang ditunjukkan oleh 2, dimensi ciri bahagian membujur ditunjukkan oleh 3 , tanda tambahan yang berlaku pada kedudukan yang ditunjukkan pada gambar 4, 5 dan 6, ukuran tepi siap untuk dikimpal, yang ditunjukkan dengan angka; 7, data lain, bilangan kedudukan kimpalan dengan kaedah pengelasan berangka, data kualitatif, petunjuk standard untuk menyediakan tepi untuk kimpalan, menandakan petunjuk pengelasan yang ditunjukkan oleh angka
Semasa pengelasan fusi, untuk memastikan kedalaman penembusan yang diperlukan, tepinya dipotong. Bentuk tepi pemotongan, serta dimensi parameter pemotongan (sudut bukaan tepi, ukuran celah, tumpul, dll.) Bergantung pada bahan, ketebalan, kaedah pengelasan. Gambar di bawah menunjukkan contoh beberapa potongan tepi.
Imej bersyarat kimpalan dalam gambar mengikut GOST 2.312-72 "Gambar bersyarat dan sebutan kimpalan"
Sesuai dengan standard -72, dua jenis garisan digunakan untuk gambar kondisional kimpalan, tanpa mengira kaedah pengelasan: padat, jika jahitan dapat dilihat atau putus, jika jahitan tidak dapat dilihat.
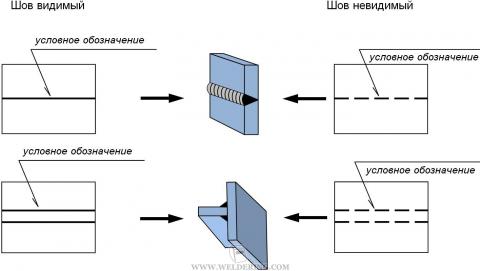
Garis jahitan ditunjukkan oleh anak panah sehala.
Anak panah boleh dibuat dengan rak untuk menampung simbol jahitan dan, jika perlu, tanda tambahan. Simbol diletakkan di atas rak jika anak panah menunjuk ke depan kimpalan (iaitu, jika ia kelihatan), atau di bawah rak apabila jahitan terletak di bahagian belakang (iaitu jika jahitan tidak dapat dilihat). Pada masa yang sama, untuk bahagian depan jahitan unilateral sendi yang dikimpal, ambil sisi dari mana pengelasan dilakukan. Untuk bahagian depan jahitan bilateral sendi yang dikimpal dengan tepi yang disiapkan secara tidak simetri, ambil sisi dari mana jahitan utama dikimpal. Untuk bahagian depan jahitan dua sisi sambungan yang dikimpal dengan tepi yang disusun secara simetri, kedua-dua sisi boleh diambil.
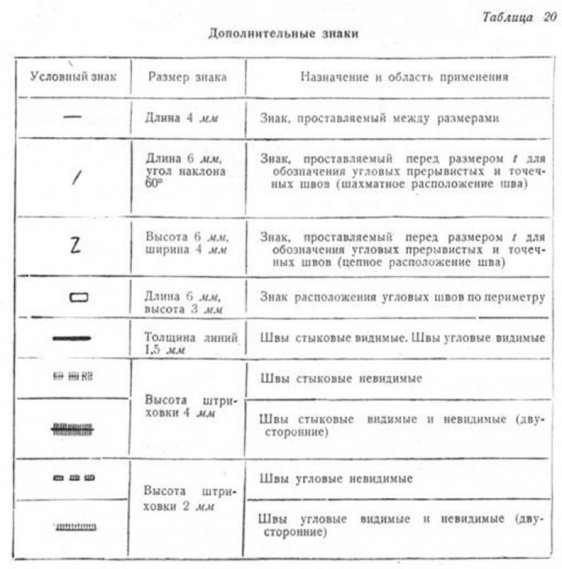
Tanda bantu.
| Tanda bantu | Penerangan | Jahitan kelihatan | Jahitan yang tidak kelihatan |
|---|---|---|---|
| Jahitan yang akan dilakukan semasa pemasangan produk (jahitan pemasangan). | 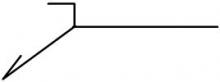 |
||
 |
|||
 |
 |
||
 |
 |
||
 |
 |
||
 |
 |
||
 |
 |
||
Rajah di bawah menunjukkan struktur legenda untuk kimpalan standard.
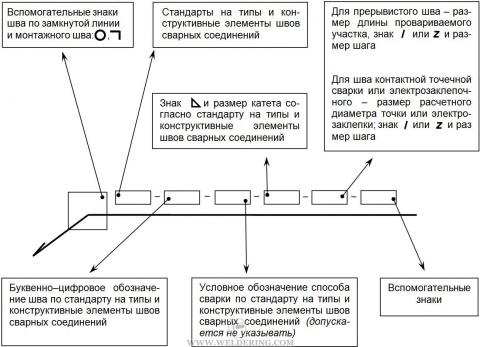
Penunjukan alfanumerik jahitan mengikut piawaian yang relevan adalah gabungan yang terdiri dari huruf yang menentukan jenis kimpalan dan angka yang menunjukkan jenis sendi dan jahitan, serta bentuk pinggirnya. Contohnya: C1, T4, H3.
Huruf berikut digunakan untuk menunjukkan sendi yang dikimpal:
- C - pantat;
- Y adalah sudut;
- T - berbentuk T;
- N - pusingan;
- O - jenis khas jika bentuk jahitan tidak disediakan oleh GOST.
Simbol jahitan untuk beberapa kaedah pengelasan ditunjukkan dalam jadual:
Penetapan kaedah pengelasan (A, G, UP dan lain-lain) ditunjukkan dalam piawaian yang mana proses pengelasan yang ditunjukkan dalam lukisan dijalankan.
Simbol beberapa kaedah pengelasan ditunjukkan di bawah, contohnya:
- A - kimpalan busur terendam automatik tanpa menggunakan lapisan dan bantal dan jahitan kimpalan;
- Af - kimpalan arka terendam automatik pada pad fluks;
- IN - kimpalan gas lengai dengan elektrod tungsten tanpa logam pengisi;
- INP - pengelasan gas lengai dengan elektrod tungsten, tetapi dengan logam pengisi;
- IP - kimpalan gas lengai dengan elektrod habis;
- UP - kimpalan dalam karbon dioksida dengan elektrod yang boleh habis.
Contoh penetapan kimpalan.
Contoh 1
Jahitannya sendi punggung dengan lengkungan satu sisi yang melengkung, dua sisi dilakukan oleh pengelasan busur manual (C13 hingga - 80) semasa pemasangan produk (). Keuntungan dikeluarkan di kedua-dua belah pihak (). Parameter kekasaran permukaan jahitan: dari bahagian depan - Rz 20 mikron; dari belakang - Rz 80 mikron.
Contoh 2
Jahitan sambungan sudut tanpa serong, dua sisi (U2 hingga –75) dilakukan oleh kimpalan busur tenggelam automatik (A hingga –75) dalam garis tertutup.
Contoh 3
Jahitan kimpalan pantat tanpa tepi serong, satu sisi, pada lapisan yang tersisa (C3 hingga –80), dilakukan dengan mengimpal dengan gas yang dipanaskan dengan bahan tambahan (G hingga –80).
Contoh 4
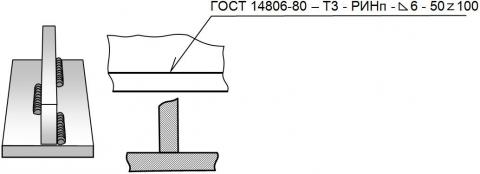
Jahitan sambungan T tanpa serong, dua sisi berselang-seli dengan susunan berperingkat (T3 hingga -80) yang dilakukan oleh kimpalan arka manual dalam gas pelindung dengan elektrod logam yang tidak boleh digunakan (sesuai RINp). Jahitan kaki 5 mm (Δ5).
Contoh 6

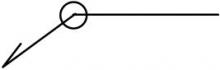
Lap jahitan tanpa tepi serong, satu sisi (H1 -80), dilakukan oleh busur kimpalan separa automatik dalam melindungi gas dengan elektrod yang boleh digunakan (PIP -80). Jahitan dalam garisan tertutup (jahitan bulat). Jahitan kaki 5 mm (Δ5).
Sekiranya terdapat beberapa jahitan yang sama dalam gambar, sebutan sendi hanya ditunjukkan di salah satu daripadanya, dan berkenaan dengan jahitan yang sama, hanya nombor siri mereka yang ditunjukkan (di tempat di mana penunjukan sendi harus berada). Pada masa yang sama, bilangan jahitan yang sama (26, seperti yang ditunjukkan dalam contoh ini) dibolehkan ditunjukkan pada garis pemimpin dengan rak dengan sebutan sendi yang ditandai.

Jahitan dianggap sama jika:
- jenis dan ukuran elemen struktur mereka dalam keratan rentas adalah sama;
- mereka tertakluk pada syarat teknikal yang sama.
Sekiranya kompleks kawalan atau kategori kawalan jahitan dipasang untuk sambungan kimpalan, maka sebutannya boleh diletakkan di bawah garis pemimpin.

Penunjukan kebersihan permukaan jahitan mesin (kekasaran) diterapkan setelah sebutan jahitan konvensional, atau diberikan dalam keperluan teknikal lukisan.
Jahitan, dimensi elemen struktur yang tidak ditentukan oleh piawai (jahitan tidak standard), ditunjukkan menunjukkan dimensi elemen struktur yang diperlukan untuk membuat jahitan mengikut lukisan ini.

Hasil daripada pemanasan sendi yang tidak dikimpal secara tidak rata semasa kimpalan, ubah bentuk pemendekan plastik sisa berlaku, yang menyebabkan pembentukan tegangan sisa. Sifat taburan tekanan ini bergantung pada banyak faktor (dimensi geometri sendi dikimpal, mod kimpalan, dll.). Bergantung pada ketebalan elemen yang dikimpal, keadaan tegangan satah atau volumetrik mungkin berlaku pada sendi yang dikimpal.
Semasa mengimpal ketebalan kecil, sebagai peraturan, keadaan tegangan rata berlaku. Adalah diterima bahawa komponen keadaan tekanan ini disebut membujur (bertindak di sepanjang paksi jahitan) dan melintang (bertindak tegak lurus dengan paksi jahitan).
Plot pengedaran tegasan sisa pada sendi dikimpal biasa dibincangkan di bawah. Dalam pengelasan pantat dengan ketebalan plat kecil yang cukup lebar, sifat taburan tegasan sisa ditunjukkan pada gambar di sebelah kanan. Seperti yang dapat dilihat, tegangan longitudinal sisa diedarkan secara tidak rata pada lebar keratan rentas. Di kawasan kimpalan dan kawasan bersebelahan, tegangan tegangan bertindak, dan di bahagian selebihnya, tegangan mampatan bertindak. Lebih-lebih lagi, sebagai peraturan, tegangan maksimum di zon kimpalan mencapai nilai yang sama dengan kekuatan hasil (σt) logam. Oleh itu, dalam arah membujur pada sendi dikimpal pantat, dua zon dapat dibezakan: zon tindakan tegangan tegangan dan zon tindakan tegasan mampatan.
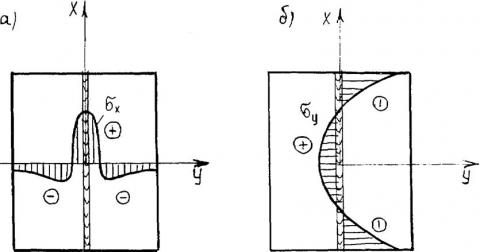
Tekanan melintang juga diedarkan secara tidak sekata. Bahagian tengah mengalami tegangan tegangan, dan bahagian akhir mengalami tekanan tegangan. Besarnya tegangan maksimum σy bergantung pada panjang jahitan dan, sebagai peraturan, tidak melebihi nilai 0.3 σt. Oleh itu, mereka tidak selalu diambil kira.
Apabila pengelasan pantat plat dengan ketebalan besar, keadaan tegasan volumetrik berlaku.
Seperti yang ditunjukkan oleh kajian dan pengalaman operasi struktur dikimpal di bawah tindakan tegangan sisa, sisa voltan kimpalan jangan mempengaruhi kekuatan jika bahan produk cukup mulur, yang merupakan ciri kebanyakan logam. Di bawah tindakan beban berubah-ubah, tegangan mampatan kimpalan sisa meningkatkan kekuatan keletihan, dan tegangan tegangan, digabungkan dengan tekanan kerja pada kepekatannya, secara signifikan mengurangkan daya tahan terhadap kegagalan keletihan.
Oleh kerana tekanan bukan kuantiti fizikal, penentuan langsung mereka tidak mungkin. Mereka dapat ditentukan melalui pengukuran kuantiti fizikal, yang dihubungkan dengan voltan oleh pergantungan yang dikira. Kuantiti sedemikian boleh menjadi perubahan linear elastik, iaitu ubah bentuk. Hubungan antara tekanan dan regangan elastik dijelaskan oleh undang-undang Hooke. Oleh itu, istilah pengukuran tegasan harus difahami sebagai definisinya dengan mengukur ketegangan (ini adalah kaedah mekanikal yang disebut. Terdapat kaedah lain, misalnya, optik, magnetoelastik, ultrasonik, dll.). Oleh itu, ini semua untuk mengukur ketegangan elastik mengikut arah keadaan tekanan yang sesuai. Linear - dalam satu arah, rata - dalam dua, volumetrik - dalam tiga.

