Apa-apa kaedah kimpalan, sama ada gas, arka elektrik, sejuk, sentuhan, dan lain-lain, membolehkan anda mendapatkan sambungan yang dikimpal dari jenis tertentu.
Harus diingat bahawa di bawah konsep sambungan dikimpal itu sendiri bermaksud bahagian logam yang dihubungkan dengan cara pengelasan. Unsur penyusun mana-mana sendi yang dikimpal adalah jahitan yang diperoleh sebagai hasil pengelasan, zon logam yang bersebelahan dengannya dan mengalami perubahan struktur semasa kimpalan, ia juga disebut zon yang terkena panas, dan juga bahagian produk sudah berada di dekat zon ini.
Pada masa ini, beberapa jenis sendi yang dikimpal dibezakan, antaranya ialah sambungan kimpalan yang menarik bagi kita.
Varieti sendi yang dikimpal.
Sebagai permulaan, kita perhatikan bahawa perlu membezakan antara konsep kimpalan dan kimpalan. Seperti yang kita nyatakan di atas, jahitan hanya bahagian sendi. Ia adalah bahagian logam yang dikristal setelah dikimpal.
Mengapa penting untuk memisahkan konsep ini? Faktanya adalah bahawa jahitan adalah bahagian penyambung dari bahagian logam, ia mempunyai bentuk geometri tertentu, sifat kekuatan dan kesinambungannya sendiri, dll. Manakala sifat sambungan yang dikimpal ditentukan berdasarkan sifat jahitan dan zon yang berdekatan.
Sendi yang dikimpal dikelaskan bergantung kepada bentuk konjugasi bahagian logam. Jadi, jenis berikut biasanya digunakan:
- sendi dikimpal punggung;
- berbentuk T;
- sudut;
- akhir;
- sendi pusingan.

Perhatikan bahawa jahitannya berbeza. Kimpalan dalam bentuk keratan rentas (melintang) dibahagikan kepada pantat dan sudut, dan dalam bentuk membujur - berterusan dan sekejap-sekejap. Perhatikan bahawa jahitan pantat biasanya diperhatikan tepat di sendi punggung. Tetapi melalui kimpalan fillet terima baki jenis sebatian.
Ciri dan jenis sendi pantat.
Ciri pembezaan utama sambungan dikimpal pantat adalah lokasi bahagian logam di ruang angkasa. Semasa kimpalan pantat, bahagian logam berada pada satah atau permukaan yang sama. Kimpalan itu sendiri dilakukan di hujung, yang berdekatan antara satu sama lain.
Sendi pantat juga boleh terdiri daripada pelbagai jenis, yang ditentukan oleh bentuk tepi yang dikimpal. Jadi, mereka adalah:
- langsung, i.e. tepi yang boleh dikimpal tidak mempunyai serong;
- Berbentuk V - tepi dengan serong yang sepadan;
- Berbentuk X - serong tepi dibuat dalam bentuk huruf X;
- melengkung - tepinya mempunyai lengkungan sedemikian rupa sehingga menyerupai huruf Latin U.

Penggunaan pelbagai jenis serong tepi menentukan dua lagi jenis sendi pantat. Berdasarkan lokasi jahitan, terdapat:
- sambungan unilateral (jahitan dibuat hanya pada satu bahagian bahagian yang akan dikimpal);
- dua hala (masing-masing, dua jahitan dibuat: di atas dan di bawah).
Perhatikan bahawa ia adalah sambungan pantat yang digunakan untuk pemasangan struktur penting dan penting. Ini disebabkan oleh fakta bahawa sebatian tersebut mempunyai sifat mekanik tertinggi, tidak seperti yang lain. Sebaliknya, penggunaan sendi las jenis ini dikaitkan dengan keperluan untuk mempersiapkan bahagian tepi produk logam.
Sebagai tambahan kepada sifat mekanikal yang sangat baik, sendi pantat telah mendapat populariti kerana fakta bahawa ia cukup ekonomik dan mempunyai prestasi tinggi. Jenis sambungan ini menyebabkan penggunaan logam lebih sedikit dan masa untuk bekerja.
Penggunaan pelbagai jenis sendi pantat.
Setiap jenis sendi pantat dicirikan oleh sifat dan ciri tertentu yang menentukan penggunaannya.
Oleh itu, biasanya sambungan pantat satu sisi, tanpa lengkungan awal tepi, digunakan untuk mengimpal kepingan logam yang tidak tebal (hingga 4 milimeter).
Sambungan tanpa tepi berlekuk juga boleh dua arah. Jenis ini digunakan semasa bekerja dengan bahagian yang ketebalannya tidak melebihi 8 milimeter. Perhatikan bahawa dengan sendi pantat tanpa membongkok tepi, tanpa mengira lokasi jahitannya, jurang kecil antara tepi produk, yang kira-kira satu hingga dua milimeter, pasti akan ditinggalkan.
Tukang las menasihatkan agar menggunakan lereng tepi sekiranya bahagian yang hendak dikimpal mempunyai ketebalan 4-25 milimeter. Dalam kes ini, sambungan sehala boleh digunakan. Lekukan tepi boleh berbentuk V atau, lebih jarang, berbentuk U. Perhatikan bahawa tidak kira bentuk tepi yang dipilih, perlu sedikit membosankan.
Sekiranya produk logam mempunyai ketebalan lebih dari 12 milimeter dan keputusan dibuat untuk membuat sambungan dua arah, maka untuk tepi lebih baik memilih bentuk-X. Bahagian tepi ini membolehkan anda mengurangkan jumlah logam yang diperlukan untuk mengisi alur hampir dua kali. Yang tentunya akan mempengaruhi ekonomi dan produktiviti.
Perhatikan bahawa setiap jenis sambungan pantat, bentuk tepi, lokasi jahitan, dipilih berdasarkan ciri-ciri logam, struktur itu sendiri dan hasil yang diinginkan.
Jenis utama sendi yang dikimpal adalah pantat, sudut, tee dan pusingan:
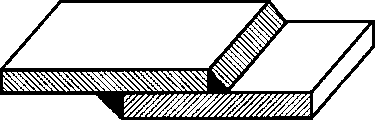
- pantat (C) - bahagian digabungkan hujung ke hujung di sepanjang permukaan hujung (Gamb. 1a);
- sudut (U- bahagian terletak pada sudut dan disambungkan di sepanjang tepi di luar sudut (Gamb. 1b);
- tee (T)- perinciannya membentuk bentuk huruf T (Gambar 1c);
- bertindih (N) - bahagian saling bertindih antara satu sama lain (Rajah 1d).
Jahitan sebatian ini ditunjukkan dengan huruf dengan indeks yang sesuai dengan sifat khas jahitan (jadual. 3). Sendi dikimpal tanpa serong, dengan lereng satu tepi, dengan serong dua tepi dan pada sendi pantat dengan bebibir dua tepi.


a B C D)
Rajah 1 - Jenis utama sendi yang dikimpal:
a) punggung; b) sudut; c) berbentuk t; d) pusingan
3 Simbol dan simbol untuk kimpalan
Untuk setiap kaedah pengelasan, piawaian telah dikembangkan yang menunjukkan unsur struktur jahitan, gambar dan sebutan bersyarat mereka.
Mengikut sifat pelaksanaan, jahitan boleh menjadi titik, sekejap-sekejap, berterusan, i.e. padat. Jahitan berselang sama ada berantai atau berperingkat.
Jahitan padat yang dapat dilihat pada sendi yang dikimpal digambarkan oleh garis utama yang kukuh (Gamb. 2a); sementara yang tidak kelihatan putus-putus (Gamb. 2b). Dalam kes ini, sisi dari mana pengelasan dilakukan diambil sebagai bahagian depan jahitan unilateral sendi yang dikimpal. Untuk bahagian depan jahitan bilateral sendi yang dikimpal dengan tepi yang disusun secara asimetris, ambil bahagian yang dilekatkan dengan jahitan utama. Untuk bahagian depan jahitan bilateral dengan tepi yang disiapkan secara simetri, kedua-dua sisi boleh diambil.

Gambar 2 - Gambar jahitan bersyarat:
a) kelihatan; b) tidak kelihatan
Titik dikimpal tunggal yang dapat dilihat, tanpa mengira kaedah pengelasan, secara konvensional digambarkan sebagai garis pepejal nipis yang bersilang dengan panjang 5 ... 10 mm (Gamb. 2a). Titik tunggal yang tidak kelihatan tidak ditunjukkan dalam gambar.
Sekiranya terdapat beberapa jahitan yang sama dalam gambar, legenda diterapkan pada satu gambar, dan garis pemimpin dilukis dari yang lain, dengan rak (Gambar 3a, b).
Jahitan yang sama diberikan satu nombor, yang diterapkan pada garis pemimpin dengan rak di mana penunjuk jahitan terletak, dan jumlah jahitan ditunjukkan (Gbr. 3a).
Untuk jahitan yang tinggal, hanya nombor jahitan yang diterapkan, masing-masing, di atas rak atau di bawah rak garis pemimpin, bergantung pada penglihatan kimpalan (Gamb. 3b).

Gambar 3 - Gambar bersyarat di hadapan jahitan yang sama dalam lukisan:
a) dalam satu gambar; b) untuk gambar yang serupa; c) dipermudahkan atau semua jahitan dalam lukisan adalah sama.
Sekiranya semua jahitan dalam gambar sama dan ditunjukkan di satu sisi (depan atau belakang), tidak ada nombor siri yang diberikan kepadanya, dan jahitan tanpa sebutan ditandai dengan garis pemimpin, tanpa rak (Gamb. 3c).
Garis pemimpin untuk menetapkan kimpalan dilukis dari sisi kimpalan, dan lebih baik pada gambar bahagian di mana kimpalan dilukis dengan ukuran penuh.
Dalam lukisan produk simetri, ia dibenarkan menandakan jahitan hanya pada satu bahagian gambar.
Simbol jahitan digunakan:
Di rak barisan pemimpin dilukis dari gambar jahitan dari bahagian depan (Gambar 3a);
Di bawah rak garis pemimpin yang diambil dari gambar jahitan di bahagian belakang (Gamb. 3b). Dalam kes ini, lebih baik melukis garis pemimpin dari gambar jahitan yang kelihatan.
Garis pemimpin yang dilukis dari gambar jahitan atau titik las tunggal selalu berakhir dengan anak panah sehala (Gamb. 3). Sekiranya kimpalan tidak kelihatan, maka anak panah satu sisi dikenakan di atas garis pemimpin, jika kimpalan tidak dapat dilihat, di bahagian bawah (Gamb. 3a, b).
Keperluan yang sama untuk semua jahitan atau sekumpulan jahitan diberikan sekali dalam keperluan teknikal atau jadual jahitan (Gbr. 4). Dalam kes ini, hanya nombor siri kimpalan yang ditunjukkan pada gambar.

Gambar 4 - Jadual jahitan
Simbol untuk sendi dikimpal standard mengikut GOST 2.312-72 diterapkan mengikut skema, sesuai dengan Gambar 5.

Gambar 5 - Skema simbol standard mengimpal.
Simbol untuk sambungan kimpalan melalui tanda hubung merangkumi:
1. Tanda tambahan jahitan dalam garisan tertutup dan jahitan pemasangan (lihat jadual. 2).
2. Penetapan piawai untuk jenis dan elemen struktur sendi yang dikimpal (contohnya, GOST 5264-80; lihat jadual. 1).
3. Penunjukan alfanumerik kimpalan mengikut piawai untuk jenis dan elemen struktur sendi yang dikimpal (sebagai contoh, C2, lihat jadual 3).
4. Simbol kaedah kimpalan mengikut piawai untuk jenis dan elemen struktur kimpalan sambungan kimpalan (contohnya, A, tetapi anda tidak dapat menentukan).
Jadual 2 - Tanda tambahan untuk jahitan kimpalan
|
Makna Tanda |
Melukis tanda dalam sebutan jahitan dalam gambar |
|
|
Jahitan berselang atau bercak dengan susunan rantai. Sudut garisan 60 Jahitan sekejap atau spot Jahitan dalam garisan tertutup. Diameter tanda - 3 ... 5mm Jahitan garis terbuka. Tanda digunakan jika lokasi jahitan jelas dari gambar. Jahitan yang akan dilakukan semasa pemasangan produk, iaitu semasa memasangnya mengikut lukisan pemasangan di tempat penggunaannya Menguatkan jahitan Memproses lekapan dan lebam kimpalan dengan peralihan yang lancar ke logam asas |
|

5. Tanda kaki pengimpal (segitiga kanan isoseles) dan ukuran kaki las (ketebalan) kimpalan, mengikut piawaian, untuk jenis dan elemen struktur sendi yang dikimpal (contohnya, 5, jadual 3). Ketebalan jahitan mestilah antara 4 mm hingga 1.2 ketebalan unsur-unsur yang bersambung atau sama. Tanda itu dilaksanakan dalam garis nipis padat. Ketinggian tanda mesti sama dengan ketinggian nombor yang termasuk dalam sebutan jahitan.
6. Untuk jahitan berselang, panjang bahagian yang akan dikimpal, tanda / atau Z, dan ukuran langkah (contohnya, 5/40; 6 Z 70).
Untuk satu titik yang dikimpal, ukuran diameter titik yang dikira (contohnya, 6).
Untuk jahitan kimpalan elektrik spot kontak atau elektro-rivet - ukuran diameter titik yang dikira atau elektro-rivet; tanda / atau Z dan ukuran langkah (mis. 5/60; 4 Z 80).
Untuk jahitan kimpalan roller kenalan, ukuran lebar sendi yang dikira (contohnya, Kr-5).
Untuk jahitan sekejap kimpalan elektrik roller kontak, ukuran anggaran lebar kimpalan, tanda pendaraban “”, panjang bahagian yang boleh dikimpal, tanda / dan ukuran langkah (misalnya, 5 for 10/60).
Barang yang hendak dikimpal diletakkan di atas meja kimpalan. Elektrod dengan hujung telanjangnya dijepit pada pemegang elektrod. Teruja lengkok kimpalan menyentuh hujung elektrod ke produk yang dikimpal. Terdapat dua cara untuk memulakan busur:
Turunkan elektrod ke bawah untuk bersentuhan dengan logam yang dikimpal dan bawa dengan cepat ke jarak yang sama dengan panjang busur;
Hantarkan hujung elektrod di permukaan produk (seperti mancis menyala).
Kesukaran pengujaan busur terletak pada kenyataan bahawa jika hujung elektrod tidak cukup cepat dari permukaan produk, ia dapat mengimpal atau, seperti yang mereka katakan, "membeku", dan jika hujung elektrod terlalu tiba-tiba, busur dapat pecah dan keluar.
Setelah arka teruja, pengimpal mengekalkan panjang lengkok yang tetap dengan menurunkan elektrod secara perlahan semasa ia mencair. Kimpalan harus dilakukan dengan busur pendek: panjangnya tidak boleh melebihi diameter elektrod.
Semasa permukaan, pengimpal menggerakkan elektrod secara merata di sepanjang jahitan, memiringkannya ke permukaan produk pada sudut 70-80 °. Kelajuan pergerakan membujur harus mencukupi untuk mencairkan logam asas. Apabila elektrod bergerak dengan cepat, logam asas tidak mencair, dan apabila elektrod bergerak perlahan, produktiviti kimpalan menurun, dan logam kimpalan terlalu panas.
Pergerakan getaran melintang diberikan kepada elektrod untuk mendapatkan kimpalan dengan lebar tertentu. Pergerakan ini boleh berupa zigzag, sabit, angka lapan, dan lain-lain. Sekiranya pergerakan membujur elektrod dibuat tanpa getaran melintang, maka lebar roller adalah 0.8 ... 1.5 d eh , tetapi harus 2 ... 4.
Apabila busur pecah, ia dinyalakan di hadapan titik kerosakan, pada logam yang belum dikimpal, dan kemudian kembali ke logam kimpalan, memastikan kesinambungan roller. Setelah permukaan keseluruhan roller, mustahil untuk secara tiba-tiba merobek elektrod dari bahagian tersebut, kerana dalam hal ini terbentuk kemurungan di hujung roller - sebuah kawah di mana retakan mungkin muncul. Adalah perlu untuk membuat kawah dengan teliti dengan menggandakan busur tiga kali. Teknik pengelasan sangat bergantung pada kedudukan jahitan di ruang angkasa. Adalah paling mudah untuk mengimpal jahitan pada kedudukan yang lebih rendah, jadi semasa mengimpal, anda harus selalu memasang produk (bahagian) sehingga kebanyakan kimpalan dikimpal pada posisi yang lebih rendah.
Semasa mengimpal kimpalan punggung di posisi bawah, kesukaran utama adalah untuk mendapatkan penembusan yang lengkap. Terdapat dua cara untuk memastikan penembusan lengkap tanpa risiko pemuliaan logam:
Kimpal akar jahitan (iaitu kimpalan bahagian belakang jahitan);
Kimpalan berjajar.
Bantalan masih ada, yang dikimpal ke bahan asas semasa proses kimpalan, dan boleh dilepas, yang dikeluarkan setelah dikimpal. Lapisan selebihnya biasanya diperbuat daripada keluli, dan lapisan yang boleh dilepas terbuat dari tembaga.
soalan ujian : 1 Kaedah pengujaan arka. 2 Berapa panjang lengkok? 3 Apakah pergerakan yang diberikan ke elektrod? 4 Di manakah arka menyala ketika pecah? 5 Bagaimana menyelesaikan jahitan? 6 Bagaimana memastikan penembusan sepenuhnya bahagian bawah jahitan bawah?
3.7 Kecacatan kimpalan
Kecacatan sendi dikesan semasa pemeriksaan luaran dan pengukuran jahitan menggunakan templat dan alat ukur. Kecacatan tersebut merangkumi: a) perbezaan antara dimensi sebenar sendi yang ditentukan oleh lukisan atau piawaian; b) aliran: c) jalan pintas; d) kawah yang tidak dikimpal, dll. Kecacatan pada bentuk jahitan dihilangkan dengan pengelasan tambahan pada kawasan yang melemahkan jahitan (leher, jahitan yang tidak lengkap) dan pemesinan penebalan, memberikan peralihan yang lancar ke bahagian jahitan yang berdekatan dan ke logam asas.
Keretakan adalah kecacatan yang paling berbahaya , yang boleh berlaku di kawasan jahitan itu sendiri dan di kawasan yang mengalami panas. Hilangkan keretakan dengan mengimpal dengan pemotongan awal tempat yang rosak ke kedalaman keseluruhan keretakan.
Pori dan cengkerang,jika mereka berada di jahitan dalam jumlah besar, kurangkan kekuatannya dan melanggar ketumpatannya. Sekiranya bilangan liang melebihi norma yang dibenarkan, maka bahagian jahitan yang rosak dikeluarkan dengan pemesinan (penggerudian, pemotongan) dan diseduh semula.
Kemasukan bukan logammempengaruhi kekuatan kimpalan dan juga liang. Hilangkan kemasukan bukan logam tidak sebanyak liang.
Kekurangan gabunganterdapat dua jenis: a) peleburan logam asas dengan kimpalan; b) tidak diisi dengan logam lebur dari seluruh bahagian pemotongan (kekurangan penembusan akar jahitan). Bahagian jahitan yang rosak dikeluarkan dengan pemesinan (penggerudian, pengilangan, dll.) Dan diseduh semula.
soalan ujian : 1 Apakah kecacatan pada kimpalan? 2 Bagaimana mereka dihapuskan?

