Шугам хоолойг (ган) гагнах хэд хэдэн арга байдаг. Гэхдээ хувиргагчийн дүр төрх нь бүх арга замыг түлхэж, одоо өдөр тутмын амьдралд хоолойг гагнах ажлыг энэ төхөөрөмжөөр гүйцэтгэдэг. Нэгдүгээрт, энэ нь гагнуурын процессын энгийн байдал, хоёрдугаарт, хүртээмжтэй байдал, өндөр аюулгүй байдал юм. Түүнээс гадна хоолойг гагнах технологи нь тийм ч төвөгтэй биш бөгөөд гол зүйл бол шаардлагатай материалыг зөв бэлдэж, сонгох явдал юм.

Гагнуурын процесс нь бэлтгэлээс эхэлдэг. Юун түрүүнд хоолойг гагнах хэрэгтэй. Сонгох хоёр шалгуур байдаг: металл саваагаар хийсэн материал, бүрээс нь саваагаар бүрхэгдсэн материал юм.
Металл хоолойг гагнахын тулд хайлуулах электрод, хайлдаггүй хоолойг ашигладаг. Эхнийх нь цөм хайлдаг, хоёр дахь нь үгүй. Хоёр дахь тохиолдолд нэмэлт материалыг ашигладаг - энэ нь гагнуурыг өөрөө дүүргэдэг нэмэлт бодис юм. Дадлага нь электродын тусламжтайгаар хоолойг гагнах ажлыг өнөөдөр дотоодын нөхцөлд илүү их ашигладаг болохыг харуулж байна. Зүгээр л энэ арга нь илүү хялбар байдаг.
Одоо электродуудыг бүрэх талаар. Хамгаалалтын гадаргууг бүрдүүлэхийн тулд янз бүрийн материалыг ашигладаг хэд хэдэн байрлал байдаг.
- Хүчиллэг.
- Рутилийн хүчил.
- Целлюлоз.
- Рутил целлюлоз.
- Гол нь.
Байрлал бүр өөрийн давуу болон сул талуудтай тул сонгохдоо та хоолойн гагнуурын нөхцлийг харгалзан үзэх хэрэгтэй. Гэхдээ тэдний дунд бүх нийтийн сонголт байдаг - эдгээр нь үндсэн бүрээстэй электродууд юм. Энэ ангилалд SSSI, OZS, VI, EA, NIAT, OZSh гэх мэт электродууд багтдаг. Шинэхэн гагнуурчин UONI электродтой хоолойг гагнахыг зөвлөж байна.
Хоёр хоолойг гагнахаас өмнө хэд хэдэн зүйл байгааг ойлгох хэрэгтэй.
- хоёр хоолой бие биенийхээ эсрэг талд байрлах үед.
- Давхардсан тохиолдолд өөр өөр диаметртэй эсвэл ижил диаметртэй хоёр хоолойг ихэвчлэн холбодог бөгөөд зөвхөн нэг хоолой нь өргөжиж, өөрөөр хэлбэл түүний диаметр механик байдлаар нэмэгддэг.
- Перпендикуляр хавтгайд хоёр хоолой нэгдэх үед T-хамтарсан.
- Хамтарсан үеийг 90 ° -аас доош өнцгөөр хийх үед өнцгийн холболт.
Дашрамд хэлэхэд, нэгдүгээрт сонголт нь маш энгийн мэт санагдаж байна. Гэхдээ үүнд үйл явцын нарийн төвөгтэй байдал оршино. Нэгдүгээрт, ийм давхаргыг доод байрлалд хоол хийх нь дээр. Энэ нь электродыг холболтын үений дээд хэсгээс тэжээх үед юм. Хоёрдугаарт, хананы бүх зузаан дээр металыг буцалгах шаардлагатай байна.
Мөн үүнээс хэд хэдэн хэрэгтэй зөвлөгөө.
- Хоолой ба брэндийн өгзөг гагнуурын хувьд 2-3 мм диаметр бүхий электродуудыг ашиглах нь зүйтэй.
- Гагнуурын горим, өөрөөр хэлбэл суулгасан гүйдлийн утга 80-100 амперийн хооронд байх ёстой. Хоног гагнах үед гүйдлийг 120 А хүртэл өргөх ёстой.
- Гагнуурын дүүргэлт нь метал нь хоолойн хавтгайгаас 2-3 мм дээш өргөгдсөн байх ёстой.
- (квадрат) -ийг цэгийн дагуу үйлдвэрлэнэ. Энэ нь эхлээд жижиг хэсгийг нэг талд нь гагнаж, дараа нь эсрэг талд, дараа нь хөрш, дараа нь эсрэг талын хөрш дээр гагнаж байна. Үүний дараа үеийг бүрэн гагнаж байна. Зорилго нь халаалтын явцад хоолой эвдэрч гэмтэхээс урьдчилан сэргийлэх явдал юм.
Цахилгаан гагнуураар хоолойг хоол хийхээс өмнө тэдгээрийг бэлтгэх ёстой. Энэ нь ихэвчлэн ирмэгүүдэд хамаатай. Үүнийг хэрхэн хийх дарааллыг доор харуулав.
- Геометрийн хэмжээсийг дамжуулах хоолойн суурилуулалтад нийцэж байгаа эсэхийг шалгана. Янз бүрийн хананы зузаантай хоолойнууд нь бэхэлдэг бөгөөд энэ нь зузаан хоолой руу орохгүй эсвэл нимгэн хоолойгоор дамжин шатахад хүргэдэг.
- Шугам хоолойн хувьд дугуй хэлбэртэй, зууван эсвэл бусад хэлбэртэй биш байх ёстой. Энэ нь зүгээр л гагнасан үений чанарыг хангахаас гадна процессыг өөрөө хялбаршуулах болно.
- Хоолойн хана нь согоггүй байх ёстой: хагарал, хагарал, өргөтгөл гэх мэт.
- Ирмэгийн зүсэлт нь шулуун (90 °) байх ёстой.
- Ирмэгүүд нь металл гэрэлтэхээс хамгаалагдсан байдаг (сойз, зүлгүүр ашиглан). Цэвэрлэсэн хэсгийн урт нь ирмэгээс 1 см-ээс багагүй байна.
- Тос, тосны толбо, будгийг арилгаж, төгсгөлүүд нь ямар нэгэн уусгагчаар шингэлэх ёстой.
Хэдийгээр SSSI электродууд нь эрч хүчтэй биш боловч зэвэрсэн хэсгийг ч гэсэн тэдгээрийн тусламжтайгаар исгэж болно, гэхдээ аливаа металл согог нь давхаргын чанарт нөлөөлдөг. Тиймээс дамжуулах хоолойн ирмэгийг бэлтгэхэд бага зэрэг цаг хугацаа шаардах нь зүйтэй.
Ган хоолойн гагнуур
Дугуй хөндлөн огтлолын гагнуурын хоолой нь тасралтгүй оёдол юм. Энэ нь процесс нь нэг цэгээс эхэлсэн бол гадаргууг электродыг гагнахгүйгээр дуусгах ёстой. Нэг электродтой том диаметртэй (110 мм-ээс их) хоолойг гагнах үед давхаргыг дүүргэх боломжгүй юм. Тиймээс олон давхар гагнуур хийх шаардлагатай бөгөөд энд давхаргын тоог хоолойн хананы зузаанаас тодорхойлно. Жишээлбэл:
- Хэрэв хананы зузаан нь 6 мм байвал хоёр давхар металл хангалттай байх болно.
- 6-12 мм - гагнуурын ажлыг гурван давхаргаар гүйцэтгэдэг.
- 12 мм-ээс их - дөрвөн давхаргаас илүү.
Анхаар! Олон давхар гагнуурын ажлыг нэг шаардлагын дагуу гүйцэтгэдэг. Дараагийн дээлийг хэрэглэхээс өмнө өмнөх дулааныг хөргөх хэрэгтэй.
Шугам хоолой угсрах
Хоолойг гагнахаас өмнө ажлыг хялбаршуулахын тулд гагнуурын үеийг угсрах шаардлагатай. Өөрөөр хэлбэл угсралтын дизайны дагуу хоолойг суулгаж, хөдөлж, хөдлөхгүй байхаар нь хавчих. Дараа нь гогцоо хийдэг. Энэ нь спот гагнуурыг нэг дор хийвэл хэрэв хоолой нь том диаметртэй бүтээгдэхүүнээс угсарч байвал бэхлэлтийг хэд хэдэн газарт хийж болно.
Зарчмын хувьд бүх зүйл бэлэн болсон, та хоолойг хоол хийж болно. Энэ нь гагнуурын тухай ярианы төгсгөл байж болох юм шиг санагдаж байна. Гэхдээ гагнуурын ажил эхлэхэд дөнгөж эхэлж байна, учир нь хоолойн угсрахтай холбоотой гагнуурын процесс нь олон тооны нюансууд юм. Эдгээрийг батлах шаардлагатай цөөхөн хэдийг энд оруулав.
- 4 мм-ээс их зузаантай хоолойг үндэс давхаргаар буцалгаж болно, энэ нь металл нь ирмэгийн хоорондох зайг бүрэн гүн хүртэл дүүргэж, өнхрөхөд, давхаргын дээд талд 3 мм-ийн өндөр өнхрөх хэлбэр үүсдэг.
- 30-80 мм диаметр бүхий хоолойг босоо давхаргатай холбоход технологи нь давхаргын доод байрлалаас арай өөр юм. Нэгдүгээрт, 75% -ийн эзэлхүүнийг дүүргэж, дараа нь үлдсэн зайг оруулна.
- Олон давхар гагнуурын технологийн тусламжтайгаар хэвтээ давхаргыг хоёр давхаргаар чанаж болгосон тул дараагийнх нь өмнөхөөсөө эсрэг чиглэлд хэрэглэнэ.
- Доод давхаргын холболтын цэг нь дээд давхаргын ижил цэгтэй давхцах ёсгүй. Цайзын цэг нь оёдлын төгсгөл (эхлэл) юм.
- Ихэвчлэн хоолойг гагнах үед тэдгээрийг байнга эргүүлж байх ёстой. Тэд үүнийг гараар хийдэг тул эргэлтийн оновчтой салбар нь 60-110 ° байна гэдгийг та мэдэх хэрэгтэй. Зөвхөн энэ хүрээний хувьд оёдол нь гагнуурчинд тохиромжтой газарт байрладаг. Түүний урт нь хамгийн дээд хэмжээ бөгөөд энэ нь оёдлын холболтын тасралтгүй байдлыг хянах боломжийг танд олгоно.
- Ихэнх гагнуурчдын үзэж байгаагаар хамгийн хэцүү зүйл бол дамжуулах хоолойг 180 ° -аар нэн даруй эргүүлж, чанарыг хадгалах явдал юм гагнахБайна. Тиймээс ийм эргэлт хийснээр гагнуурын технологийг өөрчлөхийг зөвлөж байна. Энэ нь давхаргыг эхлээд нэг эсвэл хоёр давхаргад 2/3 гүнд буцалгана. Дараа нь дамжуулах хоолой нь 180 ° эргэлддэг бөгөөд ингэснээр давхаргыг хэд хэдэн давхаргаар бүрэн дүүргэдэг. Дараа нь дахин 180 ° эргэлт үүсч, давхаргыг электродын металлаар бүрэн дүүргэсэн байна. Дашрамд хэлэхэд ийм үеийг эргэлддэг гэж нэрлэдэг.
- Гэхдээ тогтмол холболтууд байдаг, энэ нь хоолой руу хоолойг тогтмол бүтэцээр гагнаж байх үед юм. Хэрэв дамжуулах хоолой нь хэвтээ байрлалтай бол түүний хэсгүүдийн хоорондох үеийг хоёр хэсэгт хувааж хоол хийх шаардлагатай болно. Гагнах нь доод цэгээс (тааз) эхэлж, дээд хэсэгт шилждэг. Үүнтэй адилаар үений хоёр дахь хагасыг гагнаж байна.
Хоолойн гагнуурын технологийн хамгийн сүүлийн алхам бол энэ юм. Хагыг буулгахын тулд түүнийг алхаар цохих ёстой. Дараа нь ашиглах боломжтой болно. Хэрэв дамжуулах хоолой нь шингэн эсвэл хий үйлдвэрлэх зориулалттай бол угсарсны дараа ус, хий нэвтрэн орж гоожиж байгаа эсэхийг шалгана.
Гагнуурын процесс нь үнэндээ хариуцлагатай үйл явдал юм. Зөвхөн гагнуурын туршлага нь эхний оролдлогоос эцсийн үр дүнгийн чанарыг баталгаажуулж чадна. Гэхдээ туршлага бол бизнес. Видео бичлэгийг үзэхийг санал болгож байна - ган хоолойг хэрхэн зөв хоол хийх талаар.
Технологийг тайлбарлахын өмнө орчин үеийн нөхцөлд хоолойн гагнуурын ямар аргууд байдаг болохыг ойлгох хэрэгтэй.
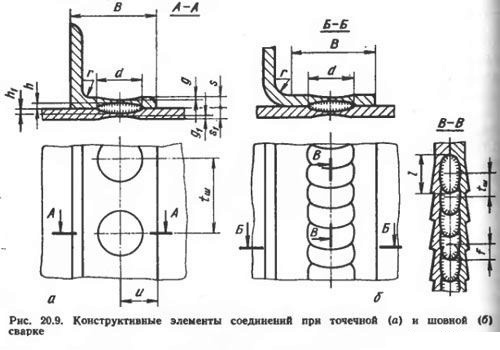
Хоолой ба хоолойн хэсгүүдийн гагнасан холболтын төрөл.
Шугам хоолойнууд нь өгзөг гагнаж, хий, шингэний хангамжид ашиглаж болно. Тэд янз бүрийн халаалтын температур, даралтанд ажилладаг. Гагнасан холболтын үндсэн элементүүд ба төрлийг зэс-никель ба зэсийн хувьд ГОСТ 16038-80, ган хоолойн хувьд ГОСТ 16037-80-р тогтоосон. Ийм нэгдлүүдийг ГОСТ 5264-80 U1-т зааж өгсөн бөгөөд ган багана, дам нуруу, танк, фермд олж болно. Ялангуяа инженерийн байгууламж, бойлер, танк, дамжуулах хоолойд олддог.
Цочмог ба ташуу өнцгөөр гагнасан холболтыг ГОСТ 11534-75-ийн дагуу гүйцэтгэнэ.
Энэхүү стандарт нь бүхэлдээ 60 мм хүртэл гагнасан металлын зузаантай хэрэглээний электродоор гагнах замаар гүйцэтгэдэг бага хайлш ба нүүрстөрөгчийн гангийн бүтцийн гол элементүүд, төрөл, хэмжээг тогтоодог. орон зайн заалтууд, гагнасан хэсгүүдийн байрлалыг бөглөрөх буюу хурц өнцгөөр байрлуулна. Энэхүү стандартын шаардлагыг дагаж мөрдөх нь заавал байх ёстой.
Бид хэд хэдэн төрлийн гагнасан үеийг ялгаж чаддаг: өгзөг, гүү, өвөр, булан. Гагнуурын төрөл нь үе мөчний төрлөөс хамаарч өөр өөр байж болно. Ихэвчлэн филе гагнуур нь гүдгэр эсвэл хавтгай, заримдаа гүдгэр гадаргуутай байдаг. Ийм давхаргын хэмжээг хөлөөрөө, харагдахуйц эсвэл тооцоогоор тодорхойлдог. Булан ба өгзөгний оёдол нэг тал ба хоёр талын. Үйсэн давхарга нь ирмэг, хэмжээ бэлтгэх хэлбэрээрээ ялгагдана. Хоолойн үеийг гагнахад бэлтгэх үед хоолойн огтлолцсон хавтгай, түүний тэнхлэгт перпендикуляр байдал, ангаралтын хэмжээ, гагнуурын нээлтийн өнцгийг шалгах шаардлагатай.
Өөр өөр өнцгөөр гагнах үед ороолтны өндөр ба гагнуурын урт
Электродын өнцөг: a - хэвтээ хавтгайд; b- босоо хавтгайд
Α 30 өнцгөөр, коэффициент нь 3.73;
35 -3,17; 40 - 2,75; 45 - 2,41; 50 - 2,15; 35 - 3,17; 40 - 2,75; 45 - 2,41; 50 - 2,15; 55 - 1,92; 60 - 1,73; 65 - 1,57; 70 - 1,43; 75 - 1,3; 80 - 1,19; 85 - 1,09; 90 - 1,00; 95 - 0,92; 100 - 0,84; 105 - 0,77; 110 - 0,7; 115 - 0,64; 120 - 0,58; 125 - 0,52; 130 - 0,47; 135 - 0,41; 140 - 0,36; 145 - 0,32; 150 - 0,27; 155 - 0,22; 160 - 0,18; 165 - 0,13; 170 - 0,09; 175 - 0,04;
Жишээлбэл: D \u003d 520 мм-ийн диаметртэй 45 ° өнцгөөр хоёр хоолойг гагнах үед коэффициентийн утга нь 2.41 байна; дараа нь тайрсан алчуурны хэмжээ 1253 мм \u003d 520 x 2.41-тэй тэнцэнэ
Давхаргын уртыг тооцоолохын тулд хоолойны гадна диаметрийг харгалзах коэффициентоор үржүүлнэ.
α 30 өнцгөөр энэ коэффициент нь 8.86;
35 - 7,7; 40 - 6,8; 45 - 6,2; 50 - 5,7; 55 - 5,29; 60 - 4,96; 65 - 4,7; 70 - 4,46; 75 - 4,27; 80 - 4,1; 85 - 3,97; 90 - 3,85; 95 - 3,74; 100 - 3,65; 105 - 3,57; 110 - 3,5; 115 - 3,44; 120 - 3,39; 125 - 3,35; 130 - 3,31; 135 - 3,27; 140 - 3,24; 145 - 3,22; 150 - 3,19; 155 - 3,18; 160 - 3,16; 165 - 3,15; 170 - 3,15; 175 - 3,14;
Гагнуурын хоолойн хананы зузаан ба тэдгээрийн ирмэгийн хоорондох зөрүү нь хананы зузааны 10% -иас хэтрэхгүй байх ёстой бөгөөд 3 мм-ээс ихгүй байна. Ус үл нэвтрэх элементүүдийн нийлсэн ирмэг хооронд 2-3 мм-ийн зайд жигд цэвэрлэгээ хийх ёстой.
Янз бүрийн байрлал дахь давхаргын сонголтууд

"Завинд" гагнах үед электродын байрлал: а - тэгш хэмтэй "завь" -д гагнах; b - тэгш бус хэлбэрээр гагнах<лодочку>; in - электродын орон зайн байрлал
Булангийн үеийг доод байрлалд хийж болно. Булангийн үеийг "тэгш бус завьт", "тэгш хэмтэй завинд" чанаж болгосон. Доод давхарга, ирмэгийг нэвтлэхээс зайлсхийхийн тулд "завин дээр" гагнуурыг электрод, ирмэг дээр наалдамхай тусламжтайгаар хийж гүйцэтгэнэ. Хэрэв филе гагнуурын нүхийг налуу электродоор хийсэн бол гагнуурын ажлыг "арын өнцөг" хийх хэрэгтэй. 10 мм-ээс их хэмжээтэй хөлтэй булангийн давхаргыг нэг давхаргад электродыг "гурвалжин" хэлбэрээр хөндлөн хөдөлгөөнөөр хийж гүйцэтгэнэ.
Доод байрлал дахь филе гагнуурын үений үеийг гагнах ажлыг хөндлөн чичиргээгүйгээр 5 мм хүртэл диаметр бүхий нэг давхаргад электродуудаар гүйцэтгэдэг. Өнцгийн холболтын нэвтрэлтийг хангахын тулд 95-120 А металлын зузаанаас хамааран хамгийн дээд гүйдэл 3 мм диаметр бүхий электродыг ашиглан анхны өнхрүүлгийг (үндэс булан) хийх шаардлагатай.
15 - 20 мм урттай холбосон хоолойг угсрахаас өмнө тэдгээрийг шороо, зэв, масштаб, тосноос цэвэрлэнэ. Гагнуурын салшгүй хэсэг нь арын хэсэг юм. Хоолойг гагнах үед бэхэлгээг 50 мм урт, 3-4 мм-ийн өндөр тус бүрт 300 мм хүртэл диаметртэй тойрог дагуу 4 газарт гүйцэтгэдэг. 300 мм-ээс их хэмжээтэй хоолойг гагнах үед бэхэлгээний диаметрийг хамтарсан бүх тойргийн эргэн тойронд 250-300 мм тутамд жигд байрлуулна.
Одоо байгаа гагнуурын аргыг 2 бүлэгт хувааж болно. Эхний бүлэг нь хатуу төлөвт байгаа металуудыг хамтарсан хуванцар деформацид гагнах үед ихэвчлэн нэмэлт халаалттай байх ёстой. Хоёрдахь бүлэгт уулзвар дээр хайлах аргууд орно.
Гагнуурын үндсэн төрлүүд

Нуман хаалга - цахилгаан нуман ашиглан хайлсан металлын харилцан холболт;
- Нуман хаалга - цахилгаан нум ашиглан хайлсан металлын хоорондох холболт;
- Электрослаг - хайлсан шаараар дамждаг цахилгаан гүйдлийн улмаас үүссэн дулаанаас болж метал хайлах;
- Хэт авианы - хэт авианы чичиргээ нь дамжуулагчаас ажлын үзүүрт долгионы дагуу дамждаг. Хэт авианы чичиргээ ба босоо шахалтын хүчний нөлөөн дор ажлын хэсгүүдэд үрэлтийн хүч үүсдэг бөгөөд энэ нь гагнуурын үеийг авахад хангалттай юм;
- Холбоо барих - даралтаар. Холбогдсон ажлын хэсгүүд нь электродоор бэхлэгддэг бөгөөд холбоо барих хэсэгт гагнуурын гүйдлийн нөлөөн дор ажлын хэсгүүдийн хүчтэй халалт, шахалт үүсдэг бөгөөд үүний үр дүн нь гагнуурын үе юм;
- Лазер - тусгай хатуу ба хийн ялгаруулагчдаас авдаг гэрлийн туяагаар гагнах. Ийм лазер гагнуурын ажлыг генератороос хол зайд агаарт хийж болно. Лазер гагнуурыг металыг халааж, хайлуулдаг лазер туяагаар гүйцэтгэдэг. Лазер туяаны энерги нь жижиг газар төвлөрдөг. Цацраг нь тодорхой долгионы урт ба давтамжтай байдаг тул цацрагийн линз дэх хугарлын өнцөг тогтмол байдаг тул оптик линзээр яг нарийн төвлөрдөг.
Лазер гагнуурын үйл явц - лазер туяагаар метал руу гүн нэвтрэн орох нь электрон цацрагийг гагнахтай төстэй юм. Баяжуулсан лазерын цацраг нь металлын гадаргуу дээр ажилладаг бөгөөд металыг буцалгах, хайлуулах үр дүнд халаалтын ойролцоогоор шугаман эх үүсвэр гэж тооцогддог уур-хийн суваг үүсдэг. Тиймээс лазераар гагнуурыг дүүргэгч материалыг нэмэлт ашиглахгүйгээр эцсийн байдлаар гүйцэтгэж болох бөгөөд энэ нь процессийн өндөр хурдыг бий болгодог.
Лазер гагнуурыг толбо ба давхаргаар 2 төрөлд хуваах нь хамгийн сайн арга юм
Лазер гагнуурын гагнасан үе нь үндсэн металлын бат бэхтэй нийцдэг бол гагнасан бүтээгдэхүүний гагнуурын хэв гажилт хамгийн бага байдаг.
Spot - микроэлектроник дээр ихэвчлэн ашиглагддаг. Спот лазер гагнуурын тусламжтайгаар та хамгийн бага элементүүдийг гагнахдаа өндөр нарийвчлалд хүрч чадна. Ийм гагнуурын хувьд импульсийн хатуу төлөвт лазерыг ихэвчлэн ашигладаг.
Хатуу үе ба найдвартай механик холболтыг олж авахын тулд оёдлын лазер гагнуурыг ашигладаг. Давхаргын гагнуурын хувьд импульс эсвэл тасралтгүй горимд ажилладаг лазеруудыг ашигладаг.
Лазер гагнуур нь өндөр гагнуурын хурднаас болж халуунд өртсөн нарийн бүсэд бусад төрлөөс ялгаатай байдаг. Гагнасан үе нь үндсэн металлын бат бэхтэй нийцдэг бол гагнасан бүтээгдэхүүний гагнуурын хэв гажилтын хэмжээ хамгийн бага байдаг. Лазер гагнуурыг вакуум камергүйгээр хийдэг. Та өндөр чанартай нүүрстөрөгч ба өндөр хайлштай гангаас эхлээд титан ба зэс, шил, керамик, хуванцар, янз бүрийн нэгдлүүд дээр суурилсан хайлш хүртэл янз бүрийн орон зайн байрлалд, хүрэхэд хэцүү газруудад гагнах боломжтой. Мөн уламжлалт аргаар гагнах боломжгүй тул ийм төрлийн холболтыг хийх боломжтой юм. Тиймээс лазер гагнуурын ажил гагнуурын ажилд хамгийн ирээдүйтэй технологи гэж нэрлэгдэх болсон.
Лазер гагнуурын хувьд хатуу хэлбэрийн болон хий гэсэн хоёр төрлийн лазерыг ашигладаг

Хатуу төлөвт лазерын хэлхээ
Тэдний хүч чадал багатай тул хатуу төлөвт лазерууд нь зөвхөн жижиг зузаантай жижиг хэсгүүдийг гагнах боломжтой байдаг бөгөөд ихэнхдээ эдгээр нь микроэлектрон объект юм. Орчин үеийн ТВ-ийн хувьд лазер гагнуурыг битүүмжилсэн катодын хоолойн зураг хоолойг гагнахад ашигладаг. Хийн лазерууд нь илүү хүчтэй тул ихэвчлэн CO2 + N2 + He (хийн холимог) -ийг идэвхтэй бие махбодь болгон ашигладаг. Хийн буулгагч хоолойгоор дамжуулан цилиндрээс шахдаг. Электродын хоорондох цахилгааныг гадагшлуулахдаа хийн энерги зарцуулдаг. Толин тусгалууд нь хийн гадагшлуулах хоолойн төгсгөлд байрладаг. Электродууд цахилгаан тэжээлд холбогдсон байна. Усны систем нь лазерыг хөргөнө.
Хамгийн хүчтэй нь хийн динамик лазерууд юм. Уг бүтээл нь 1000-3000 К температурт халсан хий ашигладаг. Шингэн хурдтай хий нь Лавал цорго руу урсаж, дараа нь адиабат тэлэлт гарч, резонаторын бүсэд хөргөлт үүсдэг. Дараа нь өдөөгдсөн нүүрстөрөгчийн давхар ислийн молекулууд энергийн доод түвшинд очиж, уялдаатай цацраг ялгаруулдаг.
Лазер гагнуурын ашиг тус
Лазер гагнуурын хэрэглээг эдийн засгийн үүднээс авч үзвэл технологийн лазерууд үнэтэй хэвээр байгаа тул лазер гагнуурын цар хүрээг сайтар сонгоно. Лазер гагнуур нь бүтээмжийг ихээхэн нэмэгдүүлэх шаардлагатай бол зардал багатай бөгөөд түүний хурд нь уламжлалт аргуудаас хэд дахин өндөр байж болно.
Лазер гагнуур нь бусад гагнуурын аргуудаас хамаардаггүй давуу талуудтай.Байна. Лазерыг гагнуурын байршлаас маш хол зайд байрлуулах боломжтой бөгөөд энэ нь олон тохиолдолд эдийн засгийн үр нөлөө өгдөг. Жишээлбэл, усан сангийн ёроолын дагуу байрлуулсан шугам хоолойг засахын тулд лазер гагнуурын суурилуулалт байдаг. Хоолойн дотор эргэлддэг толин тусгал бүхий троллейбус хөдөлж, лазер нь дамжуулах хоолойн хэсгийн төгсгөлд байрладаг бөгөөд хоолой доторх цацрагийг дамжуулдаг бөгөөд энэ нь хоолойг гадаргуу дээр лазераар гагнах боломжийг олгодог.
Ихэвчлэн ган хоолойг гагнуур дээр суурилуулдаг. Үүнтэй адилаар, хэрэв холбох хэрэгсэл хийгдсэн бол дамжуулах хоолойн хэсгүүд холбогдсон байна бүтцийн ган эсвэл өндөр хайлш хайлшаар хийсэн хоолой. Өөр өөр металлууд өөр өөр гагнуурын технологи, электродуудтай байдаг. Гагнах эсвэл гагнах замаар зэс, хөнгөн цагаан элементүүд холбогдсон боловч энэ нь тусгай аргон-нуман аппарат шаардлагатай болно. цахилгаан нуман аргон хийн орчинд, хөнгөн цагаан, зэс утсыг электрод болгон ашигладаг.
Гагнуур нь полимер хоолойнуудад бас тохиромжтой, гэхдээ энэ тохиолдолд энэ нь онцгой юм - даралтын дор дулааны. Үүнтэй төстэй нэгдэл нь зүссэн хоолойн хэсгүүдээс угсардаг холбох хэрэгслийг үйлдвэрлэхэд ашигладаг.
Хоолойн өнцгийн гагнуурын ажлыг зохицуулах гол зохицуулалтын баримт бичиг нь ГОСТ 16037-80 юм. Гагнуурын хоолойн өнцөгт холболтыг зарим төрлийн холболтыг ашиглан гүйцэтгэдэг.

Дөрвөлжин хоолойг ижил дүрмийн дагуу гагнаж байна.
Өнцгийн гагнуурын төрөл
Аргон-нуман, цахилгаан нуман, хий гэх мэт бүх төрлийн гагнуур нь төгсгөлүүдийг тохируулах шаардлагатай гэж эхэлдэг. Элементүүдийн хоорондын зай 0.5 мм-ээс 1.5 мм-ийн хооронд байх ёстой. 
Хагаралгүй гагнуурыг зөвхөн хоолойн дээр ашигладаг, ханын зузаан нь бага байдаг - 1-ээс 6 мм-ийн хооронд. Холбох үйл явц нь элементүүдийг спот гагнуураар хураахаас эхэлдэг бөгөөд дараа нь хоолойн байрлалыг засч, гадна талын ирмэг дагуу хамтарсан цагираг гагнуур хийдэг.
Нэг өнцөгт өнцөгт холболт нь 50 орчим өнцгөөр хийсэн хөндий байгааг харуулж байна. Хоёр талын хэсгүүдийн хувьд та 30 орчим өнцгөөр хоёр танхим хэрэгтэй. Эхний тохиолдолд 1-2 мм, хоёр дахь тохиолдолд 2-5 мм хүртэл цоорхойг зөвшөөрдөг. Тиймээс эдгээр тохиолдолд элементүүдийн хамгийн тохиромжтой ирмэг нь чухал биш юм. Энэ аргаар хоолойнууд нь 2-оос 20 мм-ийн зузаантай ханатай нийлдэг. 
Үед булангийн гагнуур налуу ба огтлолтой бол хананы зузаан нь 6-аас 60 мм, хэсгийн өргөн нь 18-аас 48 мм байх ёстой. Ийм хэмжээсийн хоолойг гагнуурын усан санг дүүргэх тусгай техник ашиглан гагнаж байна.
Гэрийн ажил хийх явцад ердийн хоолой эсвэл профайлаас ямар ч бүтцийг барих шаардлагатай байдаг. Ихэнхдээ хөнгөн, хялбар суулгахад эдгээр зорилгоор ашигладаг. хуванцар хоолойнуудтүүнчлэн урсгалтай бэхэлгээтэй ган бүтээгдэхүүн. Гэсэн хэдий ч, энэ нийтлэлд бид байшин доторх халаалт эсвэл бусад шаардлагатай системийг хэрхэн зөв гагнах талаар авч үзэх болно, учир нь дээр дурдсан хувилбарууд нь үргэлж зөвшөөрөгдөхгүй бөгөөд зөвлөдөггүй.
Электродын сонголт
Халаалтын хоолой эсвэл бусад байгууламжтай гагнуурын ажлыг хийх шаардлагатай хамгийн эхний зүйл бол электрод юм. Зөвхөн олж авсан гагнуурын найдвартай байдал, системийн нягт байдал төдийгүй ажлыг гүйцэтгэх явц нь энэ хэрэглээний чанараас хамаарна.
Электрод гэдэг нь хоолойг цахилгаан гагнах явцад тогтвортой нуман хэлбэртэй, гагнуур үүсэхэд оролцдог, мөн метал исэлдүүлэхээс сэргийлдэг тусгай бүрээстэй нимгэн ган саваа гэж ойлгодог.

Электродын ангилал нь үндсэн цөм ба гаднах бүрхүүлийн төрлийг тусгаарлахад хамаарна.
Цөмийн төрлөөр ийм электродууд байдаг.
- Хэрэглээгүй төвтэйБайна. Ийм бүтээгдэхүүний материал нь бал чулуу, цахилгаан нүүрс эсвэл вольфрам юм.
- Хайлах төвтэйБайна. Энэ тохиолдолд утсыг гол болгон ашигладаг бөгөөд зузаан нь гагнуурын ажлын төрлөөс хамаарна.
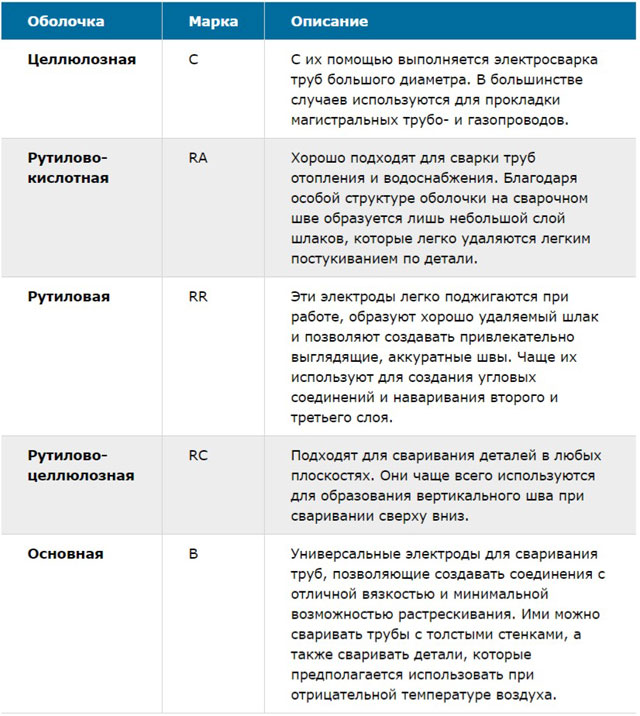
Гаднах бүрхүүлийн хувьд зах зээл дээр олдсон олон тооны электродуудыг хэд хэдэн бүлэгт хуваах хэрэгтэй.
Тиймээс, хамрах хүрээ нь:
- Целлюлоз (C зэрэг)Байна. Эдгээр бүтээгдэхүүнийг голчлон том хөндлөн огтлолын хоолойгоор гагнахад ашигладаг. Жишээлбэл, хий эсвэл ус дамжуулах хоолой суурилуулах ажилд.
- Рутилийн хүчил (RA)Байна. Ийм электродууд нь металл халаалтын хоолой эсвэл усны хоолойг гагнахад оновчтой байдаг. Энэ тохиолдолд гагнуур нь жижиг давхаргын шаараар хучигдсан байдаг бөгөөд үүнийг товших замаар амархан арилгадаг.
- Рутил (RR)Байна. Энэ төрлийн электродууд нь маш нарийн гагнуурын давхаргыг олж авах боломжийг олгодог бөгөөд үйл ажиллагааны явцад үүссэн шаарыг маш амархан арилгадаг. Давуу тал гэвэл ийм электродуудыг булангийн үений хэсгүүдэд эсвэл хоёр, гурав дахь давхаргыг гагнах үед ашигладаг.
- Рутил целлюлоз (RC)Байна. Үүнтэй төстэй электродыг хийж болно гагнуурын ажил ямар ч хамаагүй. Ялангуяа урт босоо давхаргыг бий болгоход маш идэвхтэй ашигладаг.
- Үндсэн (B)Байна. Ийм бүтээгдэхүүнийг бүх нийтийнх гэж нэрлэж болно, учир нь эдгээр нь зузаан ханатай хоолой, эд ангиудыг гагнахад тохиромжтой, үйл ажиллагааг нь бага температурт гүйцэтгэдэг. Энэ тохиолдолд өндөр чанартай хуванцар оёдол үүсдэг бөгөөд энэ нь хагарахгүй, цаг хугацааны явцад деформацид ордоггүй. Мөн үзнэ үү: "".
Ажил эхлэхийн өмнө хамтрагч гагнуурчидтайгаа хамт хэрэглэхийг илүүд үздэг электродуудын талаар зөвлөлдөхийг зөвлөж байна. Энэ тохиолдолд эдгээр нь өөр өөр брэндүүд байх болно, учир нь олон тооны брэндүүд зарагдах боломжтой бөгөөд үүнээс гадна хот, хотоос ялгаатай.
Тусдаа тэмдэглэх хэрэгтэй зүйл бол электродуудын үнэ ба чанарын хооронд шууд хамаарал байгаа явдал юм. Хямд үнэтэй материалууд нь шаардлагатай чанарын түвшний хоолойг зөв гагнах боломжийг олгодоггүй гэдгийг бодит байдал дээр хэд хэдэн удаа туршиж үзсэн болно. Тиймээс, та зардлын энэ зүйлийг хэмнэх ёсгүй, учир нь үр дүнд нь тэд илүү их хэмжээгээр өсөх болно.
Гагнуур ба хоолойн холболтын төрөл зүйл
Цахилгаан гагнуураар хоолойг хэрхэн яаж хоол хийх хэд хэдэн арга байж болно.
- өгзөгний төгсгөлийг байрлуулах - энэ тохиолдолд хоолойн сегментүүд бие биентэйгээ яг эсрэг байна;
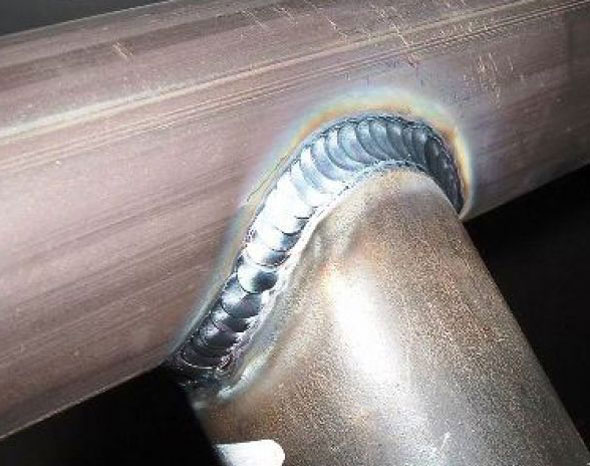
- брэндтэй холбогдох - энэ нь хоолойг хоёр хэсгийг перпендикуляраар "T" үсэг хэлбэрээр байрлуулна гэсэн үг юм;
- хормойн бэхэлгээ - энэ хувилбарт хоолойн хэсгүүдийн нэг нь нөгөөдөө зүүж болох тул шатдаг;
- булангийн холболт - өөрөөр хэлбэл хоёр хэсгийг 45 ° эсвэл 90 ° өнцгөөр байрлуулна.

Цахилгаан гагнуураар хоолойг гагнахдаа дараахь давхаргыг хийж болно.
- хэвтээ - энэ тохиолдолд гагнах хоолойнууд босоо байрлалд байрладаг;
- босоо - энэ нь хоолойны босоо хэсэгт байрлах оёдол юм;
- тааз - энэ тохиолдолд электродыг тухайн хэсгийн доод хэсэгт, ажилтны толгойн дээр байрлуулна;
- доод - тус тусад нь та бөхийх хэрэгтэй оёдол.
Үүнтэй хамт ажиллахдаа анхаараарай ган хоолой уг холболт нь бүтээгдэхүүний хананы зузаан дагуу байрлах цэгийг заавал буцалгаж байх ёстой. Энэ тохиолдолд хамгийн оновчтой зүйл бол доод эргэлдэгч давхаргыг ашиглах явдал юм.

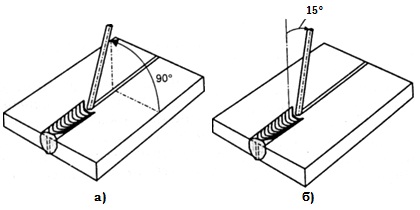
- Гагнуурын ажлыг гүйцэтгэх үед электродыг 45 ° өнцгөөр эсвэл арай бага өнцгөөр барьж байх ёстой бөгөөд дараа нь хайлсан метал нь гагнаж байгаа хоолой руу унах болно.
- Хэрэв та брэнд эсвэл өгзөгт холбогдож байгаа бол 2-3 мм-ийн электрод хэрэгтэй болно. Үүний зэрэгцээ системийн найдвартай битүүмжлэх оновчтой одоогийн хүч чадал нь 80-110 амперийн хооронд байна.
- Өвчний үеийг найдвартай гагнахын тулд гүйдлийг 120 ампер хүртэл нэмэгдүүлэх шаардлагатай бөгөөд үүнтэй төстэй электродуудыг ашиглаж болно.
- Гагнуурын хамгийн оновчтой өндөр нь хоолойн гадаргуугаас 3 мм-ээс их байх ёстой. Зөвхөн түүний амжилтанд хүрсний дараа ажлыг дуусгасан гэж үзэж болно.
Тус тусад нь бүтээгдхүүн дээр анхаарлаа хандуулах нь зүйтэй. Ийм хоолойг гагнах нь цэгийн дагуу хийгдэх ёстой. Энэ нь эхлээд профилын эсрэг талд хоёр цэгийг татаж, дараа нь нөгөө хоёр цэг рүү шилжиж, бүхэл хоолой нь халах хүртэл үргэлжилнэ гэсэн үг юм. Үүний дараа тэд хоолойны периметрийн дагуу тасралтгүй гагнуур хийж эхэлдэг.
Эд ангиудын урьдчилсан ажил
Зааварт заасны дагуу дараахь нөхцлийг хангасан байх ёстой.
- Геометрийн хэмжээ.
- Чанарын гэрчилгээ байгаа эсэх, ялангуяа хэрэв энэ нь ундны ус дамжуулах хоолой юм бол.
- Төгс дугуй хэлбэртэй хоолой - тэгш, зууван хөндлөн огтлолын хэлбэрээр төгсгөлийн гажигийг зөвшөөрдөггүй.
- Тэдний уртын дагуу ижил хананы зузаан.
- Бүтээгдэхүүний химийн найрлага нь янз бүрийн системд зориулсан ОХУ-ын ГОСТ-той нийцэж байх ёстой. Энэ мэдээллийг техникийн баримт бичиг эсвэл лабораторийн шинжилгээнээс олж болно.

Бэлтгэл ажил дараахь үе шатуудыг агуулна.
- хоолойны төгсгөлд зүсэлтийн жигд байдлыг шалгах - энэ нь 90º-тай тэнцүү байх ёстой;
- эцсийн нүүр ба түүнээс 10 мм-ийн зайд метал гялалзах хүртлээ сайтар цэвэрлэж байх ёстой;
- тос, зэв, будгийн бүх ул мөрийг зайлуулж, хоолойны төгсгөлд гадаргууг хатаана.
Санаа тавих хамгийн сүүлийн зүйл бол эцсийн зөв тохиргоо юм. Ирмэгийн нээлтийн өнцөг нь 65º байх ёстой бөгөөд мохоо байдлын индекс нь 2 мм байх ёстой. Нэмэлт боловсруулалт нь шаардлагатай параметрүүдэд хүрэх болно.
Ийм ажлыг камер, нүүр угаагч эсвэл бутлуурын тусламжтайгаар хийж болно. Том диаметртэй хоолойгоор ажилладаг мэргэжлийн хүмүүс тээрэмдэх машин эсвэл хий, плазм таслагч ашигладаг.
Гагнуурын процесс
Бүх урьдчилсан бэлтгэл ажил дууссаны дараа та гагнуур хийж болно. Хэрэв танд шаардлагатай ур чадвар байхгүй бол та урьд өмнө нь ийм ажил хийж байгаагүй бол бүхэл бүтэн системийг гэмтээхгүйн тулд эхлээд нэмэлт хоолой дээр дасгал хийхийг зөвлөж байна.
Цахилгаан гагнуурын дэд зүйлүүд
Хэрэв дугуй хоолой гагнагдсан бол тэдгээрийн оёдол тасралтгүй байх ёстой. Энэ нь ажил эхлэхэд тасралтгүй гагнуур үүсэх хүртэл тасалдах боломжгүй гэсэн үг юм. Эргэдэг ба эргэдэггүй үеүүдтэй ажиллах тохиолдолд халаалтын хоолойг цахилгаан гагнуураар гагнах ажлыг хэд хэдэн давхаргаар гүйцэтгэнэ. Тэдний тоо нь хоолойн хананы зузаанаас хамаарна.

Давхаргын тоонуудын хананы параметрээс хамаарлыг ийм хэмжээгээр илэрхийлнэ.
- Гагнуурын 2 давхаргыг 6 мм хүртэл хананы зузаантай хоолой дээр гүйцэтгэдэг;
- хэрэв хана нь 6-12 мм зузаантай хэлбэлзэж байвал 3 давхарга шаардагдана;
- бусад бүх бүтээгдэхүүнүүд, ханын зузаан нь илүү их байвал давхаргын 4 давхаргыг хэрэглэхийг шаарддаг.
Үүнээс гадна хэд хэдэн чухал шинж чанарыг харгалзан үзэх нь зүйтэй.
- Аль туйлт ба гүйдлийг хэрэглэх шаардлагатай (тогтмол эсвэл ээлжлэн) нь хоолойн хананы зузаан, тэдгээрийн материал, электродын бүрхүүлээс хамаарна. Бүх мэдээллийг электродуудад өгөх зааварт заана.
- Электрод саваа зузаан нь гагнахад шаардагдах одоогийн хүч чадалд нөлөөлдөг. Та энэ үзүүлэлтийг саваа зузааныг 30 эсвэл 40-ээр үржүүлж тооцоолж болно. Тиймээс та амперт гүйдлийг тооцоолж, гагнуурын төхөөрөмж дээр суулгаж болно.
- Ажлын хурдыг зохицуулахгүй байна. Та нуман хаалга нь нэг цэг дээр удаан хугацаагаар үлдэхгүй байгаа эсэхийг шалгах хэрэгтэй, эс тэгвээс ирмэг нь шатах бөгөөд та бүгдийг дахин эхлүүлэх хэрэгтэй болно.
Ажлаа хөнгөвчлөхийн тулд гагнуур эхлэхээс өмнө хийх хэрэгтэй хийн хоолой Цахилгаан гагнуурыг үеийг угсрахад ашиглаж болно.
Бид холболтыг цуглуулдаг
Энэ процессыг дараах дарааллаар гүйцэтгэх ёстой.
- Хоолойг дэд эсвэл өөр төхөөрөмжид бэхлээд тэдгээрийг төгсгөлд нь холбоно. Дараа нь электродтой уулзварыг 2-3 газарт авах шаардлагатай. Хэрэв энэ нь ердөө 2 оноо байвал түүнийг тойргийн эсрэг талд хий.
- Зөвхөн нэг холболтын цэг хийгдсэн тохиолдолд үе мөчний эцсийн буцалгах ажиллагаа эсрэг талаас эхлэх ёстой.
- 3 мм-ийн дотор хананы зузаантай хоолойн электродын зузаан нь 2.5 мм-ээс ихгүй байх ёстой гэдгийг анхаарна уу.
Мөн гагнуурын техниктэй холбоотой зарим хэрэгтэй мэдээлэл.

Хэрэв та хананы зузаан нь 4 мм-ээс хэтрэх хоолойнуудтай ажилладаг бол тэдгээрийн холболтыг хоёр давхаргаар гүйцэтгэнэ - ган нь бүхэл бүтэн зузаантай дамжин өнгөрч, өнхрүүлгийг 3 мм-ийн өндөрт байрлуулна.
Гүйцэтгэж байгаа босоо оёдол 30-80 мм-ийн хөндлөн огтлолтой хоолой дээр гагнуурыг хоёр үе шаттайгаар гүйцэтгэдэг - эхлээд давхаргын урт, дараа нь бусад бүх зүйлийг хийнэ.
Та хэд хэдэн давхрагад хэвтээ давхаргыг хийхдээ дараагийн хандлага бүрт электрод эсрэг чиглэлд шилжих ёстой.
Хэд хэдэн давхаргаар хийсэн давхаргын төгсгөлийн (цайз) цэгүүдийг өөр өөр газар байрлуулах ёстой.
Эргэдэг ба суурин холболттой ажиллах
Ийм ажлыг гүйцэтгэх дүрмийн дунд дараахь зүйлс орно.
- Нугасан үеийг ротор дээр хялбар хийж гүйцэтгэнэ. Ажлын хурд ба механизмын эргэлт ижил байх нь зүйтэй юм.
- Металлын нуман (гагнуурын усан сан) -тай холбоо барих газар нь хажуу тийш эргэлдэх чиглэлээс эргэдэг хоолойд суурилуулсан хоолойн дээд цэгээс 30º-ийн зайд байх ёстой.
- Ийм ажлыг гар аргаар хийж болно. Үүнийг хийхийн тулд хоолой бүрийг 60-110º-ээр эргүүлэх бөгөөд ингэснээр түүнтэй ажиллахад тохиромжтой байх болно.
Гэсэн хэдий ч хамгийн хэцүү нь хоолойг 180º-ээр эргүүлэх үед ажил болно.

Энэ тохиолдолд гагнуурын ажлыг 3 үе шатанд илүү сайн хуваана.
- Юуны өмнө тэдгээрийг гаднах нугалах радиусын дагуу 2/4 хоолойн хэсгүүдийн 1-2 давхаргаар гагнаж байна.
- Дараа нь хоолой нь тэгш бус, үлдсэн хэсэг нь гагнаж, бүх давхаргыг нэг дор гүйцэтгэдэг.
- Төгсгөлд нь хоолой дахин эргэлдэж, давхаргын үлдсэн давхаргууд нь гулзайлтын гадна талд нэмэгддэг.
Гагнах суурин үе хоёр үе шаттайгаар гүйцэтгэсэн.
Ажлын арга нь дараахь байдлаар байна.
- Хоолойг хоёр сегментэд хуваасан байх ёстой. Энэ тохиолдолд оёдол нь хэвтээ, босоо, тааз хоёулаа гарна.
- Гагнуур нь тойргийн доод цэгээс эхэлж, электродыг дээд цэг хүртэл жигд хөдөлгөдөг. Үүнтэй адилаар ажлыг эсрэг талаас нь гүйцэтгэдэг.
- Энэ тохиолдолд нуман нь богино, электродын цөмийн зузаантай ½ -тай тэнцүү урттай байна.
- Энэ өнхрөх давхаргын өндөр нь 2-4 мм хүрч чаддаг бөгөөд энэ нь хоолойн хананы зузаанаас хамаарна.
Гагнуурын эцсийн шат бол үе мөчний чанарын хяналт юм.
Холболтын найдвартай байдлыг шалгах
Ихэнх тохиолдолд та гагнуурын чанар, системийн нягт байдалд хяналт шалгалтыг өөрөө хийх хэрэгтэй болно.
Үүнийг хийхийн тулд эхлээд давхаргыг шаарнаас цэвэрлэж, хөнгөн алхаар дараарай. Дараа нь давхаргыг өөрөө чип, зүсэлт, ан цав, муу чанаж болгосон хэсэг эсвэл шатаж буй байдал, бусад согог байгаа эсэхийг нүдээр шалгаж үздэг.
Сүүлийн алхам бол давхаргын зузааныг хэмжих явдал юм. Үүнийг хийхийн тулд та стандарт хэрэгслүүд, түүнчлэн зонд, загвар болон бусад төхөөрөмжийг ашиглаж болно.
Хий дамжуулах эсвэл усны систем нь гоожсон эсэхийг шалгаж байх ёстой гэдгийг анхаарна уу. Үүнийг хийхийн тулд даралтын дор шингэний туршилтыг явуулна уу.
Гагнуурын машинтай ажиллахдаа аюулгүй байдал
Цахилгааны аливаа ажил, түүний дотор төмөр хоолойг гагнах нь чухал дүрэм бол аюулгүй ажиллагааны дүрмийг дагаж мөрдөх явдал юм. Хэрэв та эдгээрийг үл тоомсорловол арьсанд дулааны түлэгдэлт, торлог бүрхэвчийг нуман анивчуулах, цахилгаан цочрол гэх мэт олон янзын гэмтэл авч болно.

Тиймээс ажил эхлэхийн өмнө та дараах алхмуудыг хийх ёстой.
- дамжуулагч дамжуулагч ба гагнуурын машины бүрэлдэхүүн хэсгүүд тусгаарлагдсан байх ёстой;
- гагнуурын төхөөрөмж ба нэмэлт төхөөрөмжийг газардуулах шаардлагатай;
- өмсгөл, зэгс нь туйлын хуурай байх ёстой;
- нэмэлт тусгаарлагч байрлуулах жижиг өрөөнд гало тавих эсвэл резинэн дэвсгэр тавих;
- нүд, нүүрээ хамгаалахын тулд үйл ажиллагааны явцад хамгаалалтын бамбай өмсөх хэрэгтэй.
Хураангуй
Тиймээс цахилгаан хэрэгсэлд гагнуурын ажлыг хэрхэн яаж хийх талаар бид хэсэгчлэн хэлсэн. Мэдээжийн хэрэг, ажил амжилттай байхын тулд та практик ур чадвартай байх ёстой. Гэсэн хэдий ч, материалд агуулагдсан мэдээллийн ачаар та хаана дасгалаа эхлэхээ мэдэх болно. Хэрэв та бидний зөвлөмжийг дагаж мөрдвөл металл хоолойг зохих түвшинд гагнах боломжтой болно.
Гагнуурын материал 2016-04-04T01: 21: 54 + 00: 00 Профайл хоолойг хэрхэн гагнах вэ
Гагнуурын материал
Янз бүрийн металл хүрээ нь гагнуурын тусламжтайгаар профиль хоолойгоор хийгдсэн байдаг. Металл бүтээгдэхүүнийг ашиглах нь тэдний маргаангүй давуу талуудтай холбоотой бөгөөд тэдгээрийн гол нь найдвартай байдал, удаан эдэлгээ, бүтэц суурилуулах хялбар байдал, янз бүрийн хэлбэр, нарийн төвөгтэй хүрээ үйлдвэрлэх боломж юм. Барилгын хүрээний бүтцийг үйлдвэрлэхдээ профиль хоолойг хэрхэн зөв гагнах талаар мэдэхийн тулд хоолойн бүтэц, гагнуурын сонголтын талаар тодорхой мэдлэгтэй байх шаардлагатай.
Профайл хоолойн төрөл ба гагнуурын сонголтууд
Энэ төрлийн металл гулсмал нь хоолойны хэмжээ, огтлолын төрөл, металл хананы зузаан зэргээс ялгаатай хэд хэдэн стандарт сонголттой байдаг. Эдгээр үзүүлэлтүүдээс хамааран профиль хоолойн өгзөгийг гагнах, эсвэл 90 градусын температурт - нуман, хий, контакт эсвэл спот гагнуур хийх аргыг сонгоно. Диаметр нь хоолойн хананы зузаанаас арай том байх ёстой гагнуурын электродыг сонгох нь бас чухал юм. Дүрмээр бол гагнуурын профиль хоолойн хувьд нуман гагнуурхэрэв металл хана нь маш нимгэн бол спот гагнуурын сонголтыг ашиглана.
Профайл хоолойг 90 градусаар яаж гагнах вэ
Гагнуурын үед хамгийн тохиромжтой зөв өнцгийг олж авах нь тийм ч хялбар ажил биш бөгөөд дүрэм ёсоор зөвхөн ийм ажилд туршлагатай, технологийг сайтар ажигладаг мэргэжилтнүүд үүнийг хийж чадна.
90 градусын өнцгөөр гагнуурын хэсгүүдийн хэд хэдэн нарийн шинж чанарууд байдаг.

Эхлэхийн тулд гагнах шаардлагатай профиль хоолойнууд таслагдана.

Гагнуурчин нь ажлын тоноглогдсон газар хэрэгтэй - тэгш гадаргуутай тул баталгаатай зөв өнцөг нь урд талын хавтгайд гажууддаггүй.

Тэгш өнцөгтийг засахын тулд нэмэлт дэлгэрэнгүй мэдээлэл авах шаардлагатай - 90 градусын өнцөг, эсвэл алчуур.

Тодорхой технологийг анхааралтай ажиглаж, гагнуурын талаар мэддэг хүн бие даан хийх боломжтой болно, жишээлбэл, улс орны хүлэмж эсвэл төмөр хаалга.
Профайл хоолойн өгзөгийг хэрхэн гагнах вэ
Профайл хоолойг товчлуураар гагнах нь арай хялбар ажил бөгөөд та үүнийг тэгшлэх шаардлагагүй бөгөөд өнцгийн зэргийг ажиглах хэрэгтэй. Гэсэн хэдий ч гагнуурын ажлыг аюулгүй ажиллагааны бүх стандартыг харгалзан тодорхой зарчмын дагуу хийх ёстойг мартаж болохгүй.

Процесс нь хэд хэдэн үе шатанд явагддаг.
- Барилга байгууламжийг бие биентэйгээ холбож, бэхлэх зорилгоор цэгийн давхаргыг хэрэглэнэ.
- Үүний дараа ажлын зургийн хамт олж авсан дизайныг шалгасны дараа үүнийг шулуун болгох ёстой. Дүрмээр бол үүний тулд зальтай загас ашигладаг.
- Бүтцийн бүх хэсгүүд байраа эзэлсний дараа үеийг гагнаж байна.
Стрессээс болж үүсч болох бүтцийн хэв гажилтаас урьдчилан сэргийлэх нь чухал юм.
Бүгдийг нэг дор гагнах зориулалттай
Орчин үеийн дэд бүтцийн янз бүрийн объектууд баригдсан хүрээний төмөр хийцүүд нь худалдаа, оффисын төвүүд, үйлдвэрлэлийн дэлгүүр, агуулах, захиргааны болон аж үйлдвэрийн барилга байгууламж, хөдөө аж ахуйн байгууламж, малын хашлага гэх мэт. Өндөр чанартай тоног төхөөрөмж, хэрэглээний материал болон холбогдох бүх бүтээгдэхүүнийг ашиглахгүйгээр эдгээр бүх барилгыг суурилуулах боломжгүй юм. Та энэ бүх зүйлийг манай сайтын каталог дээрээс олж болно.

