പൈപ്പ്ലൈനുകൾ (സ്റ്റീൽ) വെൽഡിംഗ് ചെയ്യുന്നതിന് നിരവധി മാർഗങ്ങളുണ്ട്. എന്നാൽ ഇൻവെർട്ടറുകളുടെ രൂപം എല്ലാ വഴികളിലേക്കും തള്ളി, ഇപ്പോൾ ദൈനംദിന ജീവിതത്തിൽ പൈപ്പുകളുടെ വെൽഡിംഗ് ഈ ഉപകരണം നടത്തുന്നു. ഒന്നാമതായി, ഇത് വെൽഡിംഗ് പ്രക്രിയയുടെ ലാളിത്യമാണ്, രണ്ടാമതായി, പ്രവേശനക്ഷമതയും ഉയർന്ന സുരക്ഷയും. മാത്രമല്ല, പൈപ്പ് വെൽഡിങ്ങിന്റെ സാങ്കേതികവിദ്യ വളരെ സങ്കീർണ്ണമല്ല, പ്രധാന ഉപഭോഗവസ്തുക്കൾ ശരിയായി തയ്യാറാക്കി തിരഞ്ഞെടുക്കുക എന്നതാണ് പ്രധാന കാര്യം.

വെൽഡിംഗ് പ്രക്രിയ തയ്യാറാക്കലിനൊപ്പം ആരംഭിക്കുന്നു. ഒന്നാമതായി, പൈപ്പുകൾ ഇംതിയാസ് ചെയ്യേണ്ടത് ആവശ്യമാണ്. രണ്ട് തിരഞ്ഞെടുക്കൽ മാനദണ്ഡങ്ങളുണ്ട്: മെറ്റൽ വടി നിർമ്മിച്ച മെറ്റീരിയൽ, കോട്ടിംഗ് വടി മൂടുന്ന മെറ്റീരിയൽ.
മെറ്റൽ പൈപ്പുകൾ വെൽഡിങ്ങിനായി, ഉരുകുന്ന ഇലക്ട്രോഡുകളും ഉരുകാത്തവയും ഉപയോഗിക്കുന്നു. ആദ്യത്തേതിൽ, കോർ ഉരുകുന്നു, രണ്ടാമത്തേതിൽ അല്ല. രണ്ടാമത്തെ കേസിൽ, ഒരു അധിക മെറ്റീരിയൽ ഉപയോഗിക്കുന്നു - ഒരു അഡിറ്റീവാണ്, അത് വെൽഡ് സ്വയം നിറയ്ക്കുന്നു. ഉപഭോഗയോഗ്യമായ ഇലക്ട്രോഡുകളുള്ള പൈപ്പുകളുടെ വെൽഡിംഗ് ഇന്ന് ആഭ്യന്തര സാഹചര്യങ്ങളിൽ കൂടുതലായി ഉപയോഗിക്കുന്നുണ്ടെന്ന് പ്രാക്ടീസ് കാണിക്കുന്നു. ഈ രീതി ലളിതമായതിനാൽ.
ഇപ്പോൾ, ഇലക്ട്രോഡുകളുടെ പൂശുന്നു. ഒരു സംരക്ഷിത ഉപരിതലമുണ്ടാക്കാൻ വിവിധ വസ്തുക്കൾ ഉപയോഗിക്കുന്ന നിരവധി സ്ഥാനങ്ങളുണ്ട്.
- ആസിഡിക്.
- റുട്ടൈൽ ആസിഡ്.
- സെല്ലുലോസ്.
- റുട്ടൈൽ സെല്ലുലോസ്.
- പ്രധാനം.
ഓരോ സ്ഥാനത്തിനും അതിന്റേതായ ഗുണദോഷങ്ങൾ ഉണ്ട്, അതിനാൽ തിരഞ്ഞെടുക്കുമ്പോൾ, പൈപ്പ്ലൈനുകളുടെ വെൽഡിംഗ് അവസ്ഥ നിങ്ങൾ കണക്കിലെടുക്കണം. എന്നാൽ അവയ്ക്കിടയിൽ ഒരു സാർവത്രിക ഓപ്ഷൻ ഉണ്ട് - ഇവ അടിസ്ഥാന കോട്ടിംഗ് ഉള്ള ഇലക്ട്രോഡുകളാണ്. SSSI, OZS, VI, EA, NIAT, OZSh തുടങ്ങിയ ഇലക്ട്രോഡുകളുടെ ബ്രാൻഡുകൾ ഈ വിഭാഗത്തിൽ പെടുന്നു. യു\u200cഎൻ\u200cഐ ഇലക്ട്രോഡുകളുള്ള നോവീസ് വെൽ\u200cഡറുകൾ\u200c വെൽ\u200cഡ് പൈപ്പുകൾ\u200c ശുപാർശ ചെയ്യുന്നു.
നിങ്ങൾ രണ്ട് പൈപ്പുകൾ വെൽഡ് ചെയ്യുന്നതിനുമുമ്പ്, നിരവധി ഉണ്ടെന്ന് നിങ്ങൾ മനസ്സിലാക്കേണ്ടതുണ്ട്.
- രണ്ട് പൈപ്പുകൾ പരസ്പരം എതിർവശത്ത് സ്ഥിതിചെയ്യുമ്പോൾ.
- ഒരു ഓവർലാപ്പ് ഉപയോഗിച്ച്, വ്യത്യസ്ത വ്യാസമുള്ള അല്ലെങ്കിൽ ഒരേ വ്യാസമുള്ള രണ്ട് പൈപ്പുകൾ സാധാരണയായി ബന്ധിപ്പിച്ചിരിക്കുന്നു, പൈപ്പുകളിലൊന്ന് മാത്രം വികസിപ്പിക്കുന്നു, അതായത്, അതിന്റെ വ്യാസം യാന്ത്രികമായി വർദ്ധിക്കുന്നു.
- ടി-ജോയിന്റ്, രണ്ട് പൈപ്പ്ലൈനുകൾ ലംബമായ വിമാനങ്ങളിൽ ചേരുമ്പോൾ.
- ജോയിന്റ് 90 than ൽ താഴെയുള്ള കോണിൽ നിർമ്മിക്കുമ്പോൾ കോണീയ കണക്ഷൻ.
വഴിയിൽ, ഓപ്ഷൻ നമ്പർ വൺ വളരെ ലളിതമായി തോന്നുന്നു. എന്നാൽ അതിൽ പ്രക്രിയയുടെ സങ്കീർണ്ണത അടങ്ങിയിരിക്കുന്നു. ഒന്നാമതായി, അത്തരമൊരു സീം താഴത്തെ സ്ഥാനത്ത് പാചകം ചെയ്യുന്നതാണ് നല്ലത്, ഇലക്ട്രോഡ് മുകളിൽ നിന്ന് കണക്ഷന്റെ സംയുക്തത്തിലേക്ക് നൽകുമ്പോഴാണ് ഇത്. രണ്ടാമതായി, മതിലിന്റെ മുഴുവൻ കട്ടിയിലും ലോഹം തിളപ്പിക്കേണ്ടത് ആവശ്യമാണ്.
കൂടാതെ ഉപയോഗപ്രദമായ കുറച്ച് ടിപ്പുകളും.
- പൈപ്പുകളുടെയും ബ്രാൻഡുകളുടെയും ബട്ട് വെൽഡിങ്ങിന് 2-3 മില്ലീമീറ്റർ വ്യാസമുള്ള ഇലക്ട്രോഡുകൾ ഉപയോഗിക്കുന്നതാണ് നല്ലത്.
- വെൽഡിംഗ് മോഡ്, അതായത്, ഇൻസ്റ്റാൾ ചെയ്ത വൈദ്യുതധാരയുടെ മൂല്യം 80-100 ആമ്പിയർ പരിധിയിലായിരിക്കണം. ലാപ് വെൽഡിംഗ് ചെയ്യുമ്പോൾ, കറന്റ് 120 എ ആയി ഉയർത്തണം.
- വെൽഡിന്റെ പൂരിപ്പിക്കൽ പൈപ്പിന്റെ തലം മുതൽ 2-3 മില്ലീമീറ്റർ വരെ ലോഹം ഉയരുന്നതായിരിക്കണം.
- (ചതുരം) പോയിന്റായി നിർമ്മിക്കുന്നു. അതായത്, ആദ്യം ഒരു ചെറിയ ഭാഗം ഒരു വശത്ത് വെൽഡിംഗ് ചെയ്യുന്നു, തുടർന്ന് എതിർവശത്ത്, തുടർന്ന് അയൽക്കാരിൽ, തുടർന്ന് എതിർവശത്ത്. അതിനുശേഷം സന്ധികൾ പൂർണ്ണമായും ഇംതിയാസ് ചെയ്യുന്നു. പൈപ്പ് ചൂടാക്കുമ്പോൾ ചൂടാകുന്നത് തടയുക എന്നതാണ് ലക്ഷ്യം.
ഇലക്ട്രിക് വെൽഡിംഗ് ഉപയോഗിച്ച് നിങ്ങൾ പൈപ്പുകൾ പാചകം ചെയ്യുന്നതിനുമുമ്പ്, അവ തയ്യാറാക്കണം. ഇത് പ്രധാനമായും അരികുകളെക്കുറിച്ചാണ്. ഇത് എങ്ങനെ ചെയ്യാമെന്നതിന്റെ ക്രമം ഇതാ.
- പൈപ്പ്ലൈനുകളുടെ ഇൻസ്റ്റാളേഷനുമായി പൊരുത്തപ്പെടുന്നതിന് ജ്യാമിതീയ അളവുകൾ പരിശോധിക്കുന്നു. വ്യത്യസ്ത മതിൽ കനം ഉള്ള പൈപ്പുകൾക്ക് ഡോക്ക് ചെയ്യാൻ കഴിയും, ഇത് കട്ടിയുള്ള പൈപ്പിലേക്ക് നുഴഞ്ഞുകയറാനോ നേർത്ത ഒന്നിലൂടെ കത്തുന്നതിനോ ഇടയാക്കും.
- പൈപ്പ്ലൈനിന്റെ പശ്ചാത്തലത്തിൽ വൃത്താകൃതിയിലായിരിക്കണം, ഓവൽ അല്ലെങ്കിൽ മറ്റ് ആകൃതി അല്ല. ഇത് വെൽഡഡ് ജോയിന്റുകളുടെ ഗുണനിലവാരം ഉറപ്പാക്കുകയും പ്രക്രിയ തന്നെ ലളിതമാക്കുകയും ചെയ്യും.
- പൈപ്പ് മതിലുകൾ വൈകല്യങ്ങളില്ലാത്തതായിരിക്കണം: വിള്ളലുകൾ, ക്രീസുകൾ, വിപുലീകരണങ്ങൾ തുടങ്ങിയവ.
- എഡ്ജ് കട്ട് നേരെ ആയിരിക്കണം (90 °).
- അരികുകൾ ഒരു ലോഹ തിളക്കത്തിലേക്ക് സംരക്ഷിച്ചിരിക്കുന്നു (ഒരു ബ്രഷ്, സാൻഡ്പേപ്പർ ഉപയോഗിച്ച്). വൃത്തിയാക്കിയ സ്ഥലത്തിന്റെ നീളം അരികിൽ നിന്ന് 1 സെന്റിമീറ്ററിൽ കുറവല്ല.
- ഓയിൽ, ഗ്രീസ് സ്റ്റെയിൻസ്, പെയിന്റ് നീക്കംചെയ്യുന്നു, അറ്റങ്ങൾ ഏതെങ്കിലും ലായകത്തിൽ നിന്ന് തരംതാഴ്ത്തണം.
എസ്എസ്എസ്ഐ ഇലക്ട്രോഡുകൾ കാപ്രിസിയസ് അല്ലെങ്കിലും, തുരുമ്പിച്ച ഭാഗങ്ങൾ പോലും അവയുടെ സഹായത്തോടെ ഉണ്ടാക്കാം, ഏതെങ്കിലും ലോഹ വൈകല്യങ്ങൾ സീമയുടെ ഗുണനിലവാരത്തെ ബാധിക്കുന്നു. അതിനാൽ, പൈപ്പ്ലൈനിന്റെ അരികുകൾ തയ്യാറാക്കാൻ കുറച്ച് സമയമെടുക്കുന്നത് മൂല്യവത്താണ്.
സ്റ്റീൽ പൈപ്പ് വെൽഡിംഗ്
വൃത്താകൃതിയിലുള്ള ക്രോസ്-സെക്ഷന്റെ വെൽഡിംഗ് പൈപ്പുകൾ ഒരു തുടർച്ചയായ സീം ആണ്. അതായത്, പ്രക്രിയ ഒരു ഘട്ടത്തിൽ നിന്നാണ് ആരംഭിച്ചതെങ്കിൽ, ഉപരിതലത്തിൽ നിന്ന് വെൽഡിംഗ് ചെയ്യപ്പെടുന്ന ഇലക്ട്രോഡ് കീറാതെ അത് അവസാനിക്കണം. ഒരു ഇലക്ട്രോഡ് ഉപയോഗിച്ച് വലിയ വ്യാസമുള്ള (110 മില്ലിമീറ്ററിൽ കൂടുതൽ) പൈപ്പുകൾ വെൽഡിംഗ് ചെയ്യുമ്പോൾ, സീം നിറയ്ക്കുന്നത് അസാധ്യമാണ്. അതിനാൽ, മൾട്ടി ലെയർ വെൽഡിംഗ് പ്രയോഗിക്കേണ്ടത് ആവശ്യമാണ്, ഇവിടെ പാളികളുടെ എണ്ണം പൈപ്പ് മതിലുകളുടെ കനം അനുസരിച്ച് നിർണ്ണയിക്കപ്പെടുന്നു. ഉദാഹരണത്തിന്:
- മതിലിന്റെ കനം 6 മില്ലീമീറ്ററാണെങ്കിൽ, രണ്ട് പാളികളുടെ ലോഹം മതിയാകും.
- 6-12 മില്ലീമീറ്റർ - മൂന്ന് പാളികളായി വെൽഡിംഗ് നടത്തുന്നു.
- 12 മില്ലിമീറ്ററിൽ കൂടുതൽ - നാല് ലെയറുകളിൽ കൂടുതൽ.
ശ്രദ്ധ! ഒരു ആവശ്യകതയോടെയാണ് മൾട്ടി ലെയർ വെൽഡിംഗ് നടത്തുന്നത്. അടുത്ത കോട്ട് പ്രയോഗിക്കുന്നതിന് മുമ്പ് മുമ്പത്തെവ തണുപ്പിക്കണം.
പൈപ്പ്ലൈൻ അസംബ്ലി
പൈപ്പുകൾ വെൽഡിംഗ് ചെയ്യുന്നതിനുമുമ്പ്, ചുമതല ലളിതമാക്കുന്നതിന്, ഒരു വെൽഡിംഗ് ജോയിന്റ് കൂട്ടിച്ചേർക്കേണ്ടത് ആവശ്യമാണ്. അതായത്, അസംബ്ലി രൂപകൽപ്പന അനുസരിച്ച് പൈപ്പുകൾ ഇൻസ്റ്റാൾ ചെയ്യുക, അവ ചലിപ്പിക്കുകയോ നീങ്ങുകയോ ചെയ്യാതിരിക്കാൻ അവയെ മുറിക്കുക. തുടർന്ന് ഒരു ടാക്ക് നിർമ്മിക്കുന്നു. ഒരിടത്ത് സ്പോട്ട് വെൽഡിംഗ് നടത്തുമ്പോഴാണ് ഇത് സംഭവിക്കുന്നത്, വലിയ വ്യാസമുള്ള ഉൽപ്പന്നങ്ങളിൽ നിന്ന് പൈപ്പ്ലൈൻ കൂട്ടിച്ചേർക്കുകയാണെങ്കിൽ, ടാക്ക് പലയിടത്തും ചെയ്യാം.
തത്വത്തിൽ, എല്ലാം തയ്യാറാണ്, നിങ്ങൾക്ക് പൈപ്പ്ലൈൻ പാചകം ചെയ്യാൻ കഴിയും. ഇത് വെൽഡിംഗിനെക്കുറിച്ചുള്ള സംഭാഷണത്തിന്റെ അവസാനമാകുമെന്ന് തോന്നുന്നു. എന്നാൽ വെൽഡറുകൾ ആരംഭിക്കുന്നതിന്, ഇത് ആരംഭിക്കുകയാണ്, കാരണം പൈപ്പ്ലൈനുകളുടെ അസംബ്ലിയുമായി ബന്ധപ്പെട്ട വെൽഡിംഗ് പ്രക്രിയ ധാരാളം സൂക്ഷ്മതകളാണ്. അവ സ്വീകരിക്കേണ്ട ചിലത് ഇവിടെയുണ്ട്.
- 4 മില്ലീമീറ്ററിൽ കൂടുതൽ കട്ടിയുള്ള പൈപ്പുകൾ ഒരു റൂട്ട് സീം ഉപയോഗിച്ച് പാകം ചെയ്യാം, അരികുകൾക്കിടയിലുള്ള ഇടം ലോഹം മുഴുവൻ ആഴത്തിലും നിറയ്ക്കുമ്പോൾ, സീമിനു മുകളിൽ 3 മില്ലീമീറ്റർ ഉയരമുള്ള റോളർ രൂപപ്പെടുമ്പോൾ ഉരുളുക.
- 30-80 മില്ലീമീറ്റർ വ്യാസമുള്ള പൈപ്പുകളെ ലംബമായ സീം ഉപയോഗിച്ച് ബന്ധിപ്പിക്കുമ്പോൾ, സാങ്കേതികവിദ്യ സീമയുടെ താഴത്തെ സ്ഥാനത്ത് നിന്ന് അല്പം വ്യത്യസ്തമാണ്. ആദ്യം, 75% വോളിയം പൂരിപ്പിക്കുന്നു, തുടർന്ന് ബാക്കി സ്ഥലം.
- മൾട്ടി ലെയർ വെൽഡിംഗ് സാങ്കേതികവിദ്യ ഉപയോഗിച്ച്, തിരശ്ചീന സീം രണ്ട് ലെയറുകളായി പാകം ചെയ്യുന്നതിനാൽ അടുത്തത് മുമ്പത്തേതിനേക്കാൾ വിപരീത ദിശയിൽ പ്രയോഗിക്കുന്നു.
- താഴത്തെ പാളിയുടെ കണക്ഷൻ പോയിന്റ് മുകളിലെ പാളിയുടെ അതേ പോയിന്റുമായി പൊരുത്തപ്പെടരുത്. സീമയുടെ അവസാനം (ആരംഭം) ആണ് കാസിൽ പോയിന്റ്.
- സാധാരണയായി, പൈപ്പുകൾ വെൽഡിംഗ് ചെയ്യുമ്പോൾ, അവ എല്ലായ്പ്പോഴും തിരിയണം. അവർ ഇത് സ്വമേധയാ ചെയ്യുന്നു, അതിനാൽ ഭ്രമണത്തിന്റെ ഒപ്റ്റിമൽ സെക്ടർ 60-110 is ആണെന്ന് നിങ്ങൾ അറിയേണ്ടതുണ്ട്. ഈ ശ്രേണിയിൽ\u200c, വെൽ\u200cഡറിന് സൗകര്യപ്രദമായ ഒരു സ്ഥലത്താണ് സീം സ്ഥിതിചെയ്യുന്നത്. ഇതിന്റെ ദൈർഘ്യം പരമാവധി ആണ്, ഇത് തുന്നൽ കണക്ഷന്റെ തുടർച്ചയെ നിയന്ത്രിക്കാൻ നിങ്ങളെ അനുവദിക്കുന്നു.
- പല വെൽഡറുകളുടെയും അഭിപ്രായത്തിൽ ഏറ്റവും ബുദ്ധിമുട്ടുള്ള കാര്യം പൈപ്പ്ലൈൻ ഉടൻ 180 by ആക്കുക, അതേ സമയം ഗുണനിലവാരം നിലനിർത്തുക എന്നതാണ് വെൽഡ്. അതിനാൽ, അത്തരമൊരു വഴി, വെൽഡിംഗ് സാങ്കേതികവിദ്യ മാറ്റാൻ ശുപാർശ ചെയ്യുന്നു. അതായത്, ഒന്നോ രണ്ടോ പാളികളിൽ സീം ആദ്യം 2/3 ആഴത്തിൽ തിളപ്പിക്കുന്നു. പൈപ്പ്ലൈൻ 180 ° കറങ്ങുന്നു, അവിടെ സീം പൂർണ്ണമായും നിരവധി പാളികളിൽ നിറയും. വീണ്ടും 180 ° ടേൺ ഉണ്ട്, അവിടെ സീം പൂർണ്ണമായും ഇലക്ട്രോഡിന്റെ ലോഹത്തിൽ നിറയും. വഴിയിൽ, അത്തരം സന്ധികളെ റോട്ടറി എന്ന് വിളിക്കുന്നു.
- എന്നാൽ നിശ്ചിത സന്ധികളും ഉണ്ട്, പൈപ്പിലേക്കുള്ള പൈപ്പ് ഒരു നിശ്ചിത ഘടനയിൽ ഇംതിയാസ് ചെയ്യുമ്പോഴാണ് ഇത്. പൈപ്പ്ലൈൻ തിരശ്ചീനമായി സ്ഥിതിചെയ്യുന്നുവെങ്കിൽ, അതിന്റെ ഭാഗങ്ങൾക്കിടയിൽ ജോയിന്റ് പാചകം ചെയ്യേണ്ടത് ആവശ്യമാണ്, അതിനെ രണ്ട് ഭാഗങ്ങളായി വിഭജിക്കുന്നു. വെൽഡിംഗ് താഴത്തെ പോയിന്റിൽ നിന്ന് (സീലിംഗ്) ആരംഭിച്ച് മുകളിലേക്ക് നീങ്ങുന്നു. അതേപോലെ, ജോയിന്റിന്റെ രണ്ടാം പകുതിയും ഇംതിയാസ് ചെയ്യുന്നു.
പൈപ്പ് വെൽഡിംഗ് സാങ്കേതികവിദ്യയുടെ അവസാന ഘട്ടം ഇതാണ്. സ്ലാഗ് താഴെയിറക്കാൻ ഇത് ഒരു ചുറ്റിക കൊണ്ട് ടാപ്പുചെയ്യണം. പിന്നെ ലഭ്യതയ്ക്കായി. പൈപ്പ്ലൈൻ ദ്രാവകങ്ങൾ അല്ലെങ്കിൽ വാതകങ്ങൾക്കായി രൂപകൽപ്പന ചെയ്തിട്ടുണ്ടെങ്കിൽ, അസംബ്ലിക്ക് ശേഷം, വെള്ളം അല്ലെങ്കിൽ വാതകം അതിൽ ചോർച്ചയുണ്ടോയെന്ന് പരിശോധിക്കുന്നു.
വെൽഡിംഗ് പ്രക്രിയ യഥാർത്ഥത്തിൽ ഒരു ഉത്തരവാദിത്ത സംഭവമാണ്. ആദ്യ ശ്രമത്തിൽ നിന്ന് അന്തിമ ഫലത്തിന്റെ ഗുണനിലവാരം ഉറപ്പ് നൽകാൻ വെൽഡറിന്റെ അനുഭവത്തിന് മാത്രമേ കഴിയൂ. എന്നാൽ അനുഭവം ഒരു ബിസിനസ്സാണ്. ഒരു വീഡിയോ കാണാൻ ഞങ്ങൾ നിങ്ങൾക്ക് വാഗ്ദാനം ചെയ്യുന്നു - സ്റ്റീൽ പൈപ്പുകൾ എങ്ങനെ ശരിയായി പാചകം ചെയ്യാം.
സാങ്കേതികവിദ്യ വിവരിക്കുന്നതിനുമുമ്പ്, ആധുനിക സാഹചര്യങ്ങളിൽ പൈപ്പ് വെൽഡിങ്ങിന്റെ രീതികൾ എന്താണെന്ന് നിങ്ങൾ മനസ്സിലാക്കേണ്ടതുണ്ട്.
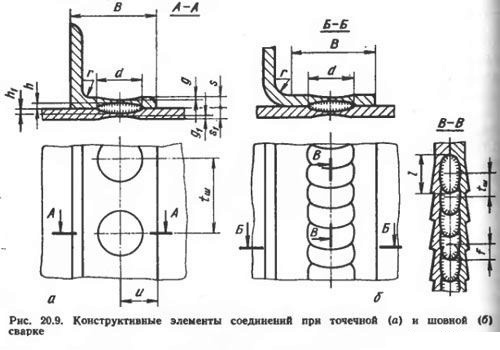
പൈപ്പുകളുടെയും പൈപ്പ്ലൈൻ ഭാഗങ്ങളുടെയും ഇംതിയാസ് ചെയ്ത സന്ധികളുടെ തരങ്ങൾ.
പൈപ്പ്ലൈനുകൾ ബട്ട് ഇംതിയാസ് ആയതിനാൽ വാതകവും ദ്രാവകങ്ങളും വിതരണം ചെയ്യാൻ ഉപയോഗിക്കാം. വ്യത്യസ്ത ചൂടാക്കൽ താപനിലയിലും സമ്മർദ്ദത്തിലും അവ പ്രവർത്തിക്കുന്നു. പ്രധാന ഘടനാപരമായ ഘടകങ്ങളും ഇംതിയാസ് ചെയ്ത സന്ധികളുടെ തരങ്ങളും ചെമ്പ്-നിക്കലിനും ചെമ്പിനും GOST 16038-80, സ്റ്റീൽ പൈപ്പ്ലൈനുകൾക്ക് GOST 16037-80 എന്നിവ സ്ഥാപിച്ചു. അത്തരം സംയുക്തങ്ങൾ GOST 5264-80 U1 ൽ സൂചിപ്പിച്ചിരിക്കുന്നു, ഉരുക്ക് നിരകൾ, ബീമുകൾ, ടാങ്കുകൾ, ഫാമുകൾ എന്നിവയിൽ കാണാം. എഞ്ചിനീയറിംഗ് ഘടനകൾ, ബോയിലറുകൾ, ടാങ്കുകൾ, പൈപ്പ്ലൈനുകൾ എന്നിവയിൽ പ്രത്യേകിച്ചും കാണപ്പെടുന്നു.
GOST 11534-75 അനുസരിച്ച് നിശിതവും വൃത്തികെട്ടതുമായ കോണിലുള്ള ഇംതിയാസ് ചെയ്ത സന്ധികൾ നടത്തണം.
താഴ്ന്ന അലോയ്, കാർബൺ സ്റ്റീൽ എന്നിവയുടെ ഘടനകളുടെ പ്രധാന ഘടനാപരമായ ഘടകങ്ങൾ, തരങ്ങൾ, വലുപ്പങ്ങൾ എന്നിവ ഈ മാനദണ്ഡം സ്ഥാപിക്കുന്നു, അവ വെൽഡിംഗ് വഴി ഉപഭോഗം ചെയ്യാവുന്ന ഇലക്ട്രോഡ് ഉപയോഗിച്ച് വെൽഡിംഗ് വഴി ലോഹത്തിന്റെ കനം 60 മില്ലീമീറ്റർ വരെ സ്പേഷ്യൽ വ്യവസ്ഥകൾ, ഇംതിയാസ് അല്ലെങ്കിൽ നിശിതകോണിൽ വെൽ\u200cഡെഡ് ഭാഗങ്ങളുടെ സ്ഥാനം ഉപയോഗിച്ച്. ഈ മാനദണ്ഡത്തിന്റെ ആവശ്യകതകൾ പാലിക്കേണ്ടത് നിർബന്ധമാണ്.
വെൽഡഡ് സന്ധികളുടെ പല തരം നമുക്ക് വേർതിരിച്ചറിയാൻ കഴിയും: ബട്ട്, ടീ, ലാപ്, കോർണർ. ജോയിന്റ് തരം അനുസരിച്ച് വെൽഡിന്റെ തരം വ്യത്യാസപ്പെടാം. സാധാരണഗതിയിൽ, ഒരു ഫില്ലറ്റ് വെൽഡിന് ഒരു കോൺകീവ് അല്ലെങ്കിൽ ഫ്ലാറ്റ്, ചിലപ്പോൾ കോൺവെക്സ് ഉപരിതലമുണ്ട്. അത്തരമൊരു സീമയുടെ വലുപ്പം ഒരു ലെഗ് നിർവചിച്ചിരിക്കുന്നു, ദൃശ്യമാണ് അല്ലെങ്കിൽ കണക്കാക്കുന്നു. കോർണറും ബട്ട് സീമുകൾ ഏകപക്ഷീയവും ഉഭയകക്ഷി ഉണ്ട്. അരികുകളും വലുപ്പങ്ങളും തയ്യാറാക്കുന്നതിന്റെ ആകൃതിയിൽ കോർക്ക് സീമുകൾ വേർതിരിച്ചിരിക്കുന്നു. പൈപ്പിന്റെ തലം അതിന്റെ അച്ചുതണ്ടിലേക്ക് മുറിച്ചതിന്റെ ലംബത, മൂർച്ച കൂട്ടുന്നതിന്റെ അളവ്, വെൽഡിങ്ങിനായി പൈപ്പ് സന്ധികൾ തയ്യാറാക്കുമ്പോൾ വെൽഡിന്റെ ഓപ്പണിംഗ് ആംഗിൾ എന്നിവ പരിശോധിക്കേണ്ടത് ആവശ്യമാണ്.
വ്യത്യസ്ത കോണുകളിൽ വെൽഡിംഗ് ചെയ്യുമ്പോൾ സ്കാർഫ് ഉയരവും വെൽഡ് നീളവും
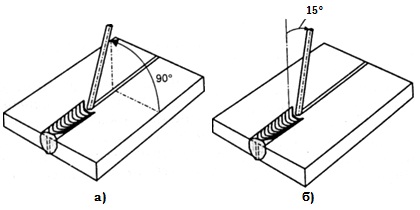
ഇലക്ട്രോഡിന്റെ കോൺ: a - തിരശ്ചീന തലത്തിൽ; b- ലംബ തലത്തിൽ
30 30 കോണിൽ, ഗുണകം 3.73 ആണ്;
35 -3,17; 40 - 2,75; 45 - 2,41; 50 - 2,15; 35 - 3,17; 40 - 2,75; 45 - 2,41; 50 - 2,15; 55 - 1,92; 60 - 1,73; 65 - 1,57; 70 - 1,43; 75 - 1,3; 80 - 1,19; 85 - 1,09; 90 - 1,00; 95 - 0,92; 100 - 0,84; 105 - 0,77; 110 - 0,7; 115 - 0,64; 120 - 0,58; 125 - 0,52; 130 - 0,47; 135 - 0,41; 140 - 0,36; 145 - 0,32; 150 - 0,27; 155 - 0,22; 160 - 0,18; 165 - 0,13; 170 - 0,09; 175 - 0,04;
ഉദാഹരണത്തിന്: D \u003d 520 മില്ലീമീറ്റർ പുറം വ്യാസമുള്ള 45 of കോണിൽ രണ്ട് പൈപ്പുകൾ വെൽഡിംഗ് ചെയ്യുമ്പോൾ ഗുണക മൂല്യം 2.41 ആണ്; കട്ട് ഓഫ് കെർചീഫിന്റെ വലുപ്പം 1253 എംഎം \u003d 520 x 2.41 ന് തുല്യമായിരിക്കും
സീമുകളുടെ നീളം കണക്കാക്കാൻ, പൈപ്പിന്റെ പുറം വ്യാസം അനുബന്ധ ഗുണകം കൊണ്ട് ഗുണിക്കുന്നു:
α 30 കോണിൽ ഗുണകം 8.86;
35 - 7,7; 40 - 6,8; 45 - 6,2; 50 - 5,7; 55 - 5,29; 60 - 4,96; 65 - 4,7; 70 - 4,46; 75 - 4,27; 80 - 4,1; 85 - 3,97; 90 - 3,85; 95 - 3,74; 100 - 3,65; 105 - 3,57; 110 - 3,5; 115 - 3,44; 120 - 3,39; 125 - 3,35; 130 - 3,31; 135 - 3,27; 140 - 3,24; 145 - 3,22; 150 - 3,19; 155 - 3,18; 160 - 3,16; 165 - 3,15; 170 - 3,15; 175 - 3,14;
വെൽഡിങ്ങിനുള്ള പൈപ്പുകളുടെ മതിൽ കട്ടിയിലും അവയുടെ അരികുകളുടെ ഓഫ്സെറ്റിലുമുള്ള വ്യത്യാസം മതിൽ കട്ടിയിൽ 10% കവിയാൻ പാടില്ല, കൂടാതെ 3 മില്ലിമീറ്ററിൽ കൂടരുത്. അബുട്ടിംഗ് മൂലകങ്ങളുടെ ചേർന്ന അരികുകൾക്കിടയിൽ 2-3 മില്ലീമീറ്ററിൽ ഒരു യൂണിഫോം ക്ലിയറൻസ് നൽകണം.
വ്യത്യസ്ത സ്ഥാനങ്ങളിലെ സീമുകൾക്കുള്ള ഓപ്ഷനുകൾ

"ഒരു ബോട്ടിൽ" വെൽഡിംഗ് ചെയ്യുമ്പോൾ ഇലക്ട്രോഡിന്റെ സ്ഥാനം: a - ഒരു സമമിതി "ബോട്ടിൽ" വെൽഡിംഗ്; b - അസമമായ വെൽഡിംഗ്<лодочку>; in - ഇലക്ട്രോഡിന്റെ സ്പേഷ്യൽ സ്ഥാനം
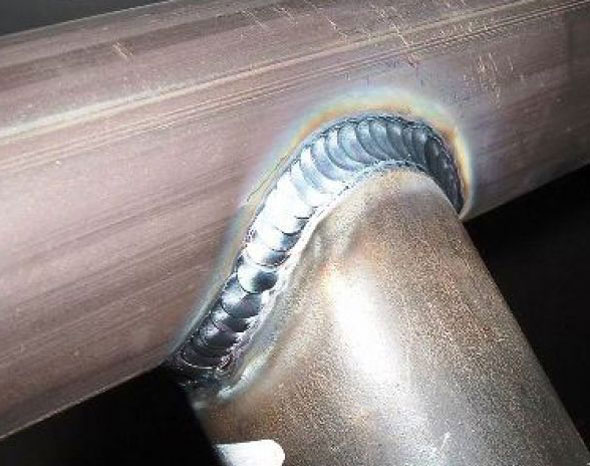
താഴത്തെ സ്ഥാനത്ത് കോർണർ സന്ധികൾ നിർമ്മിക്കാം. മൂലയിലെ സന്ധികൾ “അസമമായ ബോട്ടിലും” “ഒരു സമമിതി ബോട്ടിലും” പാകം ചെയ്യുന്നു. അണ്ടർ\u200cകട്ട്, അരികുകളിൽ നുഴഞ്ഞുകയറ്റം എന്നിവ ഒഴിവാക്കാൻ, “ബോട്ടിലേക്ക്” വെൽഡിംഗ് ഒരു ഇലക്ട്രോഡ് ഉപയോഗിച്ച് നടത്തണം, അരികുകളിലെ വിസറിന്റെ സ്വീകാര്യമായ പിന്തുണയോടെ. ചരിഞ്ഞ ഇലക്ട്രോഡ് ഉപയോഗിച്ചാണ് ഫില്ലറ്റ് വെൽഡുകളുടെ ചിത്രീകരണം നടത്തുന്നതെങ്കിൽ, വെൽഡിംഗ് “ബാക്ക് ആംഗിൾ” ഉപയോഗിച്ച് ചെയ്യണം. ഒരു “ത്രികോണ” ത്തിൽ ഇലക്ട്രോഡിന്റെ തിരശ്ചീന ചലനങ്ങൾ വഴി സീമിലെ റൂട്ട് കാലതാമസത്തോടെ 10 മില്ലീമീറ്ററിൽ കൂടുതൽ കാലുകളുള്ള കോർണർ സീമുകൾ ഒരു പാളിയിൽ നിർമ്മിക്കുന്നു.
താഴത്തെ സ്ഥാനത്തുള്ള ഫില്ലറ്റ് വെൽഡുകളുടെ ലാപ് സന്ധികളുടെ വെൽഡിംഗ് തിരശ്ചീന വൈബ്രേഷനുകളില്ലാതെ 5 മില്ലീമീറ്റർ വരെ വ്യാസമുള്ള ഒരു പാളിയിൽ ഇലക്ട്രോഡുകൾ നടത്തുന്നു. കോണീയ കണക്ഷന്റെ നുഴഞ്ഞുകയറ്റം നേടുന്നതിന്, 95-120 എ ലോഹത്തിന്റെ കനം അനുസരിച്ച് പരമാവധി കറന്റിൽ 3 മില്ലീമീറ്റർ വ്യാസമുള്ള ഒരു ഇലക്ട്രോഡ് ഉപയോഗിച്ച് ആദ്യത്തെ റോളർ (റൂട്ട് കോർണർ) നിർമ്മിക്കേണ്ടത് ആവശ്യമാണ്.
ചേർന്ന പൈപ്പുകൾ 15 - 20 മില്ലീമീറ്റർ വരെ നീളത്തിൽ കൂട്ടിച്ചേർക്കുന്നതിനുമുമ്പ്, അവ അഴുക്ക്, തുരുമ്പ്, സ്കെയിൽ, എണ്ണ എന്നിവ ഉപയോഗിച്ച് വൃത്തിയാക്കുന്നു. വെൽഡിന്റെ അവിഭാജ്യഘടകം ടാക്കുകളാണ്. പൈപ്പുകൾ വെൽഡിംഗ് ചെയ്യുമ്പോൾ, 300 മില്ലീമീറ്റർ വരെ വ്യാസമുള്ള ഒരു സർക്കിളിനൊപ്പം 4 സ്ഥലങ്ങളിൽ 50 മില്ലീമീറ്റർ നീളവും ഓരോ ഉയരവും 3-4 മില്ലീമീറ്ററും ടാക്കിംഗ് നടത്തുന്നു. 300 മില്ലിമീറ്ററിൽ കൂടുതൽ പൈപ്പുകൾ വെൽഡിംഗ് ചെയ്യുമ്പോൾ, സംയുക്തത്തിന്റെ മുഴുവൻ ചുറ്റളവിലും ഓരോ 250 മുതൽ 300 മില്ലിമീറ്ററിലും ടാക്ക് വ്യാസം തുല്യമായി സ്ഥാപിക്കുന്നു.
നിലവിലുള്ള വെൽഡിംഗ് രീതികളെ 2 ഗ്രൂപ്പുകളായി തിരിക്കാം. ഖരാവസ്ഥയിലുള്ള ലോഹങ്ങൾ സംയുക്ത പ്ലാസ്റ്റിക് രൂപഭേദം വരുത്തുമ്പോൾ വെൽഡിംഗ് രീതികൾ ആദ്യ ഗ്രൂപ്പിൽ ഉൾപ്പെടുത്തണം, പലപ്പോഴും അധിക ചൂടാക്കൽ. രണ്ടാമത്തെ ഗ്രൂപ്പിൽ ജംഗ്ഷനിൽ ഉരുകുന്ന രീതികൾ ഉൾപ്പെടുന്നു.
വെൽഡിങ്ങിന്റെ പ്രധാന തരം

ആർക്ക് വെൽഡിംഗ് - ഒരു ഇലക്ട്രിക് ആർക്ക് ഉപയോഗിച്ച് ഉരുകിയ ലോഹങ്ങളുടെ പരസ്പര ബന്ധം;
- ആർക്ക് - ഒരു ഇലക്ട്രിക് ആർക്ക് ഉപയോഗിച്ച് ഉരുകിയ ലോഹങ്ങൾ തമ്മിലുള്ള ബന്ധം;
- ഇലക്ട്രോസ്ലാഗ് - ഉരുകിയ സ്ലാഗിലൂടെ കടന്നുപോകുന്ന പുറത്തുവിടുന്ന വൈദ്യുത പ്രവാഹം മൂലം ലഭിക്കുന്ന താപം മൂലമാണ് ലോഹ ഉരുകുന്നത്;
- അൾട്രാസോണിക് - അൾട്രാസോണിക് വൈബ്രേഷനുകൾ ട്രാൻസ്\u200cഡ്യൂസറിൽ നിന്ന് വർക്കിംഗ് ടിപ്പിലേക്ക് വേവ്ഗൈഡിനൊപ്പം പകരുന്നു. അൾട്രാസോണിക് വൈബ്രേഷനുകളുടെയും ലംബ കംപ്രസ്സീവ് ശക്തികളുടെയും പ്രവർത്തനത്തിൽ, വർക്ക്പീസുകളിൽ ഘർഷണ ശക്തികൾ ഉണ്ടാകുന്നു, അവ ഒരു വെൽഡിംഗ് ജോയിന്റ് ലഭിക്കാൻ പര്യാപ്തമാണ്;
- ബന്ധപ്പെടുക - സമ്മർദ്ദത്താൽ. കണക്റ്റുചെയ്\u200cതിരിക്കുന്ന വർക്ക്\u200cപീസുകൾ ഇലക്ട്രോഡുകളുമായി ബന്ധിപ്പിച്ചിരിക്കുന്നു, കൂടാതെ കോൺടാക്റ്റ് സോണിലെ വെൽഡിംഗ് കറന്റിന്റെ സ്വാധീനത്തിൽ, വർക്ക്പീസുകളുടെ ശക്തമായ ചൂടാക്കലും കംപ്രഷനും സംഭവിക്കുന്നു, അതിന്റെ ഫലം ഒരു വെൽഡിംഗ് ജോയിന്റാണ്;
- ലേസർ - ഒരു ലൈറ്റ് ബീം ഉപയോഗിച്ച് വെൽഡിംഗ്, ഇത് പ്രത്യേക സോളിഡ്, ഗ്യാസ് എമിറ്ററുകളിൽ നിന്ന് ലഭിക്കും. ജനറേറ്ററിൽ നിന്ന് അകലെയുള്ള വായുവിൽ അത്തരം ലേസർ വെൽഡിംഗ് നടത്താം. ലോസർ ചൂടാക്കുകയും ഉരുകുകയും ചെയ്യുന്ന ലേസർ ബീം ആണ് ലേസർ വെൽഡിംഗ് നടത്തുന്നത്. ലേസർ ബീമിലെ energy ർജ്ജം ഒരു ചെറിയ പ്രദേശത്ത് കേന്ദ്രീകരിച്ചിരിക്കുന്നു. ബീമിന് ഒരു പ്രത്യേക തരംഗദൈർഘ്യവും ആവൃത്തിയും ഉണ്ട്, അതിനാലാണ് ഒപ്റ്റിക്കൽ ലെൻസുകൾ കൃത്യമായി ഫോക്കസ് ചെയ്യുന്നത്, കാരണം ബീം ലെൻസിലെ റിഫ്രാക്ഷൻ കോൺ സ്ഥിരമായിരിക്കും.
ലേസർ വെൽഡിംഗ് പ്രക്രിയ - ലേസർ ബീം ഉപയോഗിച്ച് ലോഹത്തിന്റെ ആഴത്തിലുള്ള നുഴഞ്ഞുകയറ്റം - ഇലക്ട്രോൺ ബീം വെൽഡിംഗിന്റെ പ്രക്രിയയ്ക്ക് സമാനമാണ്. സാന്ദ്രീകൃത ലേസർ വികിരണം ലോഹത്തിന്റെ ഉപരിതലത്തിൽ പ്രവർത്തിക്കുന്നു, ലോഹത്തിന്റെ തിളപ്പിച്ച് ഉരുകുന്നതിന്റെ ഫലമായി ഒരു നീരാവി-വാതക ചാനൽ രൂപം കൊള്ളുന്നു, ഇത് ചൂടാക്കലിന്റെ ഏകദേശം രേഖീയ ഉറവിടമായി കണക്കാക്കപ്പെടുന്നു. അതിനാൽ, ഫില്ലർ മെറ്റീരിയലുകളുടെ അധിക ഉപയോഗം കൂടാതെ ലേസർ വെൽഡിംഗ് അവസാനം മുതൽ അവസാനം വരെ നടത്താൻ കഴിയും, ഇത് ഉയർന്ന പ്രക്രിയ വേഗതയിലേക്ക് നയിക്കുന്നു.
ലേസർ വെൽഡിംഗിനെ 2 തരങ്ങളായി വിഭജിക്കുന്നതാണ് നല്ലത്: സ്പോട്ട്, സീം
ലേസർ വെൽഡിങ്ങിന്റെ ഇംതിയാസ്ഡ് ജോയിന്റ് അടിസ്ഥാന ലോഹത്തിന്റെ ശക്തിയോട് യോജിക്കുന്നു, അതേസമയം വെൽഡിംഗ് ഉൽപ്പന്നങ്ങളുടെ കുറഞ്ഞ വെൽഡിംഗ് രൂപഭേദം ഉണ്ട്
സ്പോട്ട് - മിക്കപ്പോഴും മൈക്രോ ഇലക്ട്രോണിക്സിൽ ഉപയോഗിക്കുന്നു. സ്പോട്ട് ലേസർ വെൽഡിംഗ് ഉപയോഗിച്ച്, ചെറിയ ഘടകങ്ങൾ വെൽഡിംഗ് ചെയ്യുന്നതിൽ നിങ്ങൾക്ക് ഉയർന്ന കൃത്യത കൈവരിക്കാൻ കഴിയും. അത്തരം വെൽഡിങ്ങിനായി, പൾസ്ഡ് സോളിഡ്-സ്റ്റേറ്റ് ലേസർ പ്രധാനമായും ഉപയോഗിക്കുന്നു.
ഇറുകിയ ജോയിന്റും വിശ്വസനീയമായ മെക്കാനിക്കൽ കണക്ഷനും ലഭിക്കുന്നതിന് സ്യൂച്ചർ ലേസർ വെൽഡിംഗ് ഉപയോഗിക്കുന്നു. സീം വെൽഡിംഗിനായി, പൾസ്ഡ് അല്ലെങ്കിൽ തുടർച്ചയായ മോഡിൽ പ്രവർത്തിക്കുന്ന ലേസർ ഉപയോഗിക്കുന്നു.
ഉയർന്ന വെൽഡിംഗ് വേഗത കാരണം ഇടുങ്ങിയ ചൂട് ബാധിച്ച മേഖലയിലെ ലേസർ വെൽഡിംഗ് മറ്റ് തരങ്ങളിൽ നിന്ന് വ്യത്യാസപ്പെട്ടിരിക്കുന്നു. ഇംതിയാസ്ഡ് ജോയിന്റ് അടിസ്ഥാന ലോഹത്തിന്റെ ശക്തിയോട് യോജിക്കുന്നു, അതേസമയം ഇംതിയാസ് ചെയ്ത ഉൽപ്പന്നങ്ങളുടെ കുറഞ്ഞ വെൽഡിംഗ് രൂപഭേദം ഉണ്ട്. വാക്വം ചേമ്പറുകളില്ലാതെ ലേസർ വെൽഡിംഗ് നടത്തുന്നു. ഉയർന്ന കാർബൺ, ഉയർന്ന അലോയ് സ്റ്റീൽ മുതൽ ടൈറ്റാനിയം, ചെമ്പ്, ഗ്ലാസ്, സെറാമിക്സ്, പ്ലാസ്റ്റിക്, വിവിധ സംയുക്തങ്ങൾ എന്നിവ അടിസ്ഥാനമാക്കിയുള്ള അലോയ്കൾ, വിവിധ സ്പേഷ്യൽ സ്ഥാനങ്ങളിൽ, സ്ഥലങ്ങളിൽ എത്തിച്ചേരാൻ നിങ്ങൾക്ക് ബുദ്ധിമുട്ടാണ്. പരമ്പരാഗത രീതിയിലുള്ള വെൽഡിങ്ങിൽ വെൽഡിംഗ് ചെയ്യുന്നത് അസാധ്യമായ അത്തരം തരത്തിലുള്ള കണക്ഷനുകൾ ഉണ്ടാക്കാനും കഴിയും. അതിനാൽ, ലേസർ വെൽഡിംഗിനെ വെൽഡിംഗ് ജോലികളിലെ ഏറ്റവും പ്രതീക്ഷ നൽകുന്ന സാങ്കേതികവിദ്യ എന്ന് വിളിക്കാൻ ഇപ്പോൾ അർഹതയുണ്ട്.
ലേസർ വെൽഡിംഗിനായി, രണ്ട് തരം ലേസർ ഉപയോഗിക്കുന്നു: സോളിഡ്-സ്റ്റേറ്റ്, ഗ്യാസ്

സോളിഡ് സ്റ്റേറ്റ് ലേസർ സർക്യൂട്ട്
കുറഞ്ഞ power ർജ്ജം കാരണം, സോളിഡ്-സ്റ്റേറ്റ് ലേസർമാർക്ക് ചെറിയ കട്ടിയുള്ള ചെറിയ ഭാഗങ്ങൾ മാത്രമേ ഇംതിയാസ് ചെയ്യാൻ കഴിയൂ, മിക്കപ്പോഴും ഇവ മൈക്രോ ഇലക്ട്രോണിക് വസ്തുക്കളാണ്. ആധുനിക ടിവികൾക്കായി, അടച്ച കാഥോഡ് ട്യൂബ് പിക്ചർ ട്യൂബ് വെൽഡിംഗ് ചെയ്യാൻ ലേസർ വെൽഡിംഗ് ഉപയോഗിക്കുന്നു. ഗ്യാസ് ലേസറുകൾ കൂടുതൽ ശക്തമാണ്, അവ സാധാരണയായി CO2 + N2 + He (വാതകങ്ങളുടെ മിശ്രിതം) ഒരു സജീവ ശരീരമായി ഉപയോഗിക്കുന്നു. സിലിണ്ടറുകളിൽ നിന്ന് ഗ്യാസ് ഡിസ്ചാർജ് ട്യൂബ് വഴി ഗ്യാസ് പമ്പ് ചെയ്യുന്നു. വാതകത്തിന് g ർജ്ജം പകരാൻ ഇലക്ട്രോഡുകൾക്കിടയിൽ വൈദ്യുതി പുറന്തള്ളുന്നു. ഗ്യാസ് ഡിസ്ചാർജ് ട്യൂബിന്റെ അറ്റത്ത് കണ്ണാടികൾ സ്ഥാപിച്ചിരിക്കുന്നു. ഇലക്ട്രോഡുകൾ വൈദ്യുതിയുമായി ബന്ധിപ്പിച്ചിരിക്കുന്നു. ജല സംവിധാനം ലേസറിനെ തണുപ്പിക്കുന്നു.
ഗ്യാസ്-ഡൈനാമിക് ലേസറുകളാണ് ഏറ്റവും ശക്തമായത്. 1000-3000 കെൽ താപനിലയിൽ ചൂടാക്കിയ വാതകങ്ങൾ ഈ കൃതി ഉപയോഗിക്കുന്നു. സൂപ്പർസോണിക് വേഗതയിൽ വാതകം ലാവൽ നോസിലിലൂടെ പുറത്തേക്ക് ഒഴുകുന്നു, അതിനുശേഷം അഡിയബാറ്റിക് വികാസം സംഭവിക്കുകയും റെസൊണേറ്റർ സോണിൽ തണുപ്പിക്കൽ സംഭവിക്കുകയും ചെയ്യുന്നു. ആവേശഭരിതമായ കാർബൺ ഡൈ ഓക്സൈഡ് തന്മാത്രകൾ കുറഞ്ഞ energy ർജ്ജ നിലയിലേക്ക് പോയി ഏകീകൃത വികിരണം പുറപ്പെടുവിക്കുന്നു.
ലേസർ വെൽഡിംഗ് ആനുകൂല്യങ്ങൾ
സാമ്പത്തിക പരിഗണനകളാൽ ലേസർ വെൽഡിങ്ങിന്റെ ഉപയോഗം തടസ്സപ്പെടുന്നു; സാങ്കേതിക ലേസറുകൾ ഇപ്പോഴും ചെലവേറിയതാണ്, അതിനാൽ ലേസർ വെൽഡിങ്ങിന്റെ വ്യാപ്തി ശ്രദ്ധാപൂർവം തിരഞ്ഞെടുത്തു. പരമ്പരാഗത രീതികളേക്കാൾ അതിന്റെ വേഗത പലമടങ്ങ് കൂടുതലാകാമെന്നതിനാൽ ഉൽ\u200cപാദനക്ഷമത ഗണ്യമായി വർദ്ധിപ്പിക്കണമെങ്കിൽ ലേസർ വെൽഡിംഗ് ചെലവ് കുറഞ്ഞതാണ്.
ലേസർ വെൽഡിങ്ങിന് മറ്റ് വെൽഡിംഗ് രീതികളിൽ അന്തർലീനമല്ലാത്ത ഗുണങ്ങളുണ്ട്.. വെൽഡിംഗ് സ്ഥാനത്ത് നിന്ന് വളരെ അകലെയാണ് ലേസർ സ്ഥിതിചെയ്യുന്നത്, ഇത് മിക്കപ്പോഴും സാമ്പത്തിക പ്രഭാവം നൽകുന്നു. ഉദാഹരണത്തിന്, ഒരു റിസർവോയറിന്റെ അടിയിൽ സ്ഥാപിച്ചിരിക്കുന്ന പൈപ്പ്ലൈനുകൾ നന്നാക്കാൻ, ലേസർ വെൽഡിംഗ് ഇൻസ്റ്റാളേഷൻ ഉണ്ട്. പൈപ്പിനുള്ളിൽ കറങ്ങുന്ന കണ്ണാടി ഉള്ള ഒരു ട്രോളി നീങ്ങുന്നു, പൈപ്പ്ലൈനിന്റെ ഭാഗത്തിന്റെ അവസാനത്തിൽ ലേസർ സ്ഥിതിചെയ്യുന്നു, പൈപ്പിനുള്ളിൽ ഒരു ബീം അയയ്ക്കുന്നു, ഇത് പൈപ്പ്ലൈൻ ഉപരിതലത്തിലേക്ക് ഉയർത്താതെ ലേസർ വെൽഡിംഗ് അനുവദിക്കുന്നു.
സാധാരണയായി, സ്റ്റീൽ പൈപ്പുകൾ വെൽഡിങ്ങിൽ സ്ഥാപിച്ചിരിക്കുന്നു. അതുപോലെ തന്നെ, ഫിറ്റിംഗുകൾ നിർമ്മിച്ചിട്ടുണ്ടെങ്കിൽ പൈപ്പ്ലൈനിന്റെ വിഭാഗങ്ങൾ ബന്ധിപ്പിച്ചിരിക്കുന്നു ഘടനാപരമായ ഉരുക്കുകൾ അല്ലെങ്കിൽ ഉയർന്ന അലോയ് അലോയ്കളിൽ നിന്നുള്ള പൈപ്പുകൾ. വ്യത്യസ്ത ലോഹങ്ങൾക്ക് വ്യത്യസ്ത വെൽഡ് സാങ്കേതികവിദ്യകളും ഇലക്ട്രോഡുകളും ഉണ്ട്. വെൽഡിംഗ് അല്ലെങ്കിൽ സോളിഡിംഗ് വഴി, ചെമ്പ്, അലുമിനിയം മൂലകങ്ങളും ബന്ധിപ്പിച്ചിരിക്കുന്നു, പക്ഷേ ഇതിന് ഒരു പ്രത്യേക ആർഗോൺ-ആർക്ക് ഉപകരണം ആവശ്യമാണ്, അത് ഉത്പാദിപ്പിക്കുന്നു ഇലക്ട്രിക് ആർക്ക് ഒരു ആർഗോൺ വാതക മാധ്യമത്തിൽ, അലുമിനിയം, ചെമ്പ് വയർ എന്നിവ ഒരു ഇലക്ട്രോഡായി ഉപയോഗിക്കുന്നു.
പോളിമർ പൈപ്പുകൾക്കും വെൽഡിംഗ് അനുയോജ്യമാണ്, എന്നാൽ ഈ സാഹചര്യത്തിൽ ഇത് പ്രത്യേകമാണ് - സമ്മർദ്ദത്തിൽ താപം. കട്ട് പൈപ്പ് കഷണങ്ങളിൽ നിന്ന് കൂട്ടിച്ചേർത്ത ഫിറ്റിംഗുകളുടെ നിർമ്മാണത്തിലും സമാനമായ ഒരു സംയുക്തം ഉപയോഗിക്കുന്നു.
പൈപ്പുകളുടെ കോണീയ വെൽഡിംഗ് നിയന്ത്രിക്കുന്ന പ്രധാന നിയന്ത്രണ രേഖ GOST 16037-80 ആണ്. ചില തരം സന്ധികൾ ഉപയോഗിച്ച് വെൽഡിംഗ് പൈപ്പ്ലൈനുകൾക്കായുള്ള കോണീയ സംയോജനം നടത്തുന്നു:

സ്ക്വയർ പൈപ്പുകൾ ഒരേ നിയമങ്ങൾ അനുസരിച്ച് ഇംതിയാസ് ചെയ്യുന്നു.
ആംഗിൾ വെൽഡിങ്ങിന്റെ ഇനങ്ങൾ
ആർഗോൺ-ആർക്ക്, ഇലക്ട്രിക്-ആർക്ക് അല്ലെങ്കിൽ ഗ്യാസ് എന്നിങ്ങനെയുള്ള എല്ലാത്തരം വെൽഡിങ്ങുകളും ആരംഭിക്കുന്നത് അറ്റങ്ങൾ ക്രമീകരിക്കേണ്ടത് ആവശ്യമാണ്. മൂലകങ്ങൾ തമ്മിലുള്ള ദൂരം 0.5 മില്ലീമീറ്റർ മുതൽ 1.5 മില്ലീമീറ്റർ വരെയായിരിക്കണം. 
മതിൽ കനം വളരെ ചെറുതായ പൈപ്പുകളിൽ മാത്രമാണ് ബെൽവിംഗ് ഇല്ലാതെ വെൽഡിംഗ് ഉപയോഗിക്കുന്നത് - 1 മുതൽ 6 മില്ലീമീറ്റർ വരെ. ചേരുന്ന പ്രക്രിയ ആരംഭിക്കുന്നത് സ്പോട്ട് വെൽഡിംഗ് ഉപയോഗിച്ച് മൂലകങ്ങൾ പിടിച്ചെടുക്കുന്നതിലൂടെയാണ്, തുടർന്ന് അവ പൈപ്പുകളുടെ സ്ഥാനം ശരിയാക്കുന്നതിനും പുറം അറ്റത്ത് ജോയിന്റ് ഒരു റിംഗ് വെൽഡ് ഉണ്ടാക്കുന്നതിനും തുടരുന്നു.
ഏകപക്ഷീയമായ അവസാനമുള്ള കോണീയ സംയോജനം, ഏകദേശം 50 കോണിൽ നിർമ്മിച്ച ഒരു ചേമ്പറിന്റെ സാന്നിധ്യം സൂചിപ്പിക്കുന്നു. ഒരു ഉഭയകക്ഷി വിഭാഗം ഉപയോഗിച്ച്, നിങ്ങൾക്ക് 30 കോണിൽ രണ്ട് ചാംഫറുകൾ ആവശ്യമാണ്. ആദ്യ കേസിൽ 1-2 മില്ലീമീറ്ററും രണ്ടാമത്തേതിൽ 2-5 മില്ലീമീറ്ററും വരെ വിടവ് അനുവദനീയമാണ്. അതിനാൽ, ഈ സന്ദർഭങ്ങളിൽ, മൂലകങ്ങളുടെ അനുയോജ്യമായ അഗ്രം പ്രധാനമല്ല. ഈ രീതിയിൽ 2 മുതൽ 20 മില്ലീമീറ്റർ വരെ മതിൽ കനം ഉപയോഗിച്ച് പൈപ്പുകൾ ചേരുന്നു. 
അറ്റ് കോർണർ വെൽഡിംഗ് മതിൽ കനം 6 മുതൽ 60 മില്ലീമീറ്റർ വരെയും വിഭാഗത്തിന്റെ വീതി 18 മുതൽ 48 മില്ലീമീറ്റർ വരെയുമായിരിക്കണം. വെൽഡ് പൂൾ പൂരിപ്പിക്കുന്നതിന് ഒരു പ്രത്യേക സാങ്കേതികവിദ്യ ഉപയോഗിച്ച് അത്തരം അളവുകളുടെ പൈപ്പുകൾ ഇംതിയാസ് ചെയ്യുന്നു.
വീട്ടുജോലി പ്രക്രിയയിൽ, സാധാരണ പൈപ്പുകളിൽ നിന്നോ പ്രൊഫൈലുകളിൽ നിന്നോ ഏതെങ്കിലും ഘടന നിർമ്മിക്കേണ്ടി വരുമ്പോൾ പതിവായി കേസുകളുണ്ട്. മിക്കപ്പോഴും, ഭാരം കുറഞ്ഞതും ഇൻസ്റ്റാൾ ചെയ്യാൻ എളുപ്പവുമാണ് ഈ ആവശ്യങ്ങൾക്കായി ഉപയോഗിക്കുന്നത്. പ്ലാസ്റ്റിക് പൈപ്പുകൾത്രെഡ്ഡ് ഫാസ്റ്റനറുകളുള്ള സ്റ്റീൽ ഉൽപ്പന്നങ്ങളും. എന്നിരുന്നാലും, ഈ ലേഖനത്തിൽ നിങ്ങളുടെ വീട്ടിൽ ചൂടാക്കുന്നതിനോ മറ്റ് ആവശ്യമായ സംവിധാനങ്ങൾക്കോ \u200b\u200bവേണ്ടി ഒരു പൈപ്പ് എങ്ങനെ ശരിയായി വെൽഡ് ചെയ്യാമെന്ന് ഞങ്ങൾ പരിഗണിക്കും, കാരണം മുകളിൽ സൂചിപ്പിച്ച ഓപ്ഷനുകൾ എല്ലായ്പ്പോഴും സ്വീകാര്യവും ഉചിതവുമല്ല.
ഇലക്ട്രോഡ് തിരഞ്ഞെടുക്കൽ
ചൂടാക്കൽ പൈപ്പുകളോ മറ്റ് ഘടനകളോ ഉപയോഗിച്ച് വെൽഡിംഗ് ജോലികൾ നിങ്ങൾ ആദ്യം ചെയ്യേണ്ടത് ഇലക്ട്രോഡുകളാണ്. ലഭിച്ച വെൽഡുകളുടെ വിശ്വാസ്യതയും സിസ്റ്റത്തിന്റെ ഇറുകിയതയും മാത്രമല്ല, ജോലി നിർവഹിക്കുന്ന പ്രക്രിയയും ഈ ഉപഭോഗവസ്തുവിന്റെ ഗുണനിലവാരത്തെ ആശ്രയിച്ചിരിക്കും.
ഒരു പ്രത്യേക കോട്ടിംഗുള്ള ഒരു നേർത്ത ഉരുക്ക് വടി എന്നാണ് ഇലക്ട്രോഡ് അർത്ഥമാക്കുന്നത്, ഇത് പൈപ്പുകളുടെ ഇലക്ട്രിക് വെൽഡിംഗ് പ്രക്രിയയിൽ സ്ഥിരമായ ഒരു ആർക്ക് അനുവദിക്കുകയും ഒരു വെൽഡിന്റെ രൂപീകരണത്തിൽ ഏർപ്പെടുകയും ചെയ്യുന്നു, കൂടാതെ ലോഹത്തിന്റെ ഓക്സീകരണം തടയുകയും ചെയ്യുന്നു.

ഇലക്ട്രോഡുകളുടെ വർഗ്ഗീകരണത്തിൽ കോർ തരവും ബാഹ്യ കോട്ടിംഗും വേർതിരിക്കുന്നു.
കാമ്പിന്റെ തരം അനുസരിച്ച്, അത്തരം ഇലക്ട്രോഡുകൾ ഉണ്ട്:
- ഉപയോഗയോഗ്യമല്ലാത്ത ഒരു കേന്ദ്രം. അത്തരം ഉൽപ്പന്നങ്ങളുടെ മെറ്റീരിയൽ ഗ്രാഫൈറ്റ്, ഇലക്ട്രിക്കൽ കൽക്കരി അല്ലെങ്കിൽ ടങ്ങ്സ്റ്റൺ എന്നിവയാണ്.
- ഒരു ദ്രവണാങ്കം ഉപയോഗിച്ച്. ഈ സാഹചര്യത്തിൽ, ഒരു വയർ കാമ്പായി ഉപയോഗിക്കുന്നു, ഇതിന്റെ കനം വെൽഡിംഗ് ജോലിയുടെ തരത്തെ ആശ്രയിച്ചിരിക്കുന്നു.
പുറം ഷെല്ലിനെ സംബന്ധിച്ചിടത്തോളം, വിപണിയിൽ കാണപ്പെടുന്ന നിരവധി ഇലക്ട്രോഡുകളെ പല ഗ്രൂപ്പുകളായി തിരിക്കണം.
അതിനാൽ, കവറേജ് ഇവയാകാം:
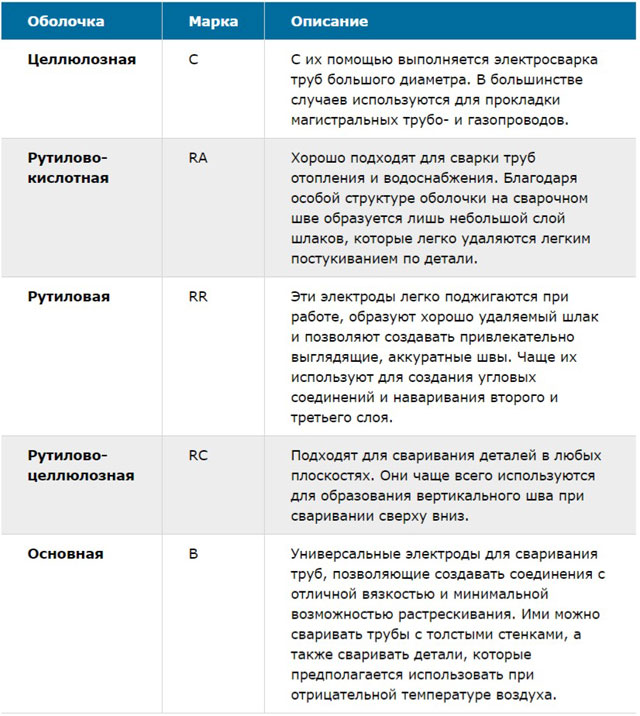
- പൾപ്പ് (ഗ്രേഡ് സി). വലിയ ക്രോസ്-സെക്ഷൻ പൈപ്പുകൾ ഉപയോഗിച്ച് വെൽഡിങ്ങിനായി ഈ ഉൽപ്പന്നങ്ങൾ പ്രധാനമായും ഉപയോഗിക്കുന്നു. ഉദാഹരണത്തിന്, വാതകം അല്ലെങ്കിൽ വെള്ളം കടത്തുന്നതിന് പൈപ്പ്ലൈനുകൾ സ്ഥാപിക്കുന്നതിന്.
- റുട്ടൈൽ ആസിഡ് (RA). അത്തരം ഇലക്ട്രോഡുകൾ മെറ്റൽ തപീകരണ പൈപ്പുകൾ അല്ലെങ്കിൽ വാട്ടർ പൈപ്പുകൾ വെൽഡിംഗ് ചെയ്യുന്നതിന് അനുയോജ്യമാണ്. ഈ സാഹചര്യത്തിൽ, വെൽഡ് സ്ലാഗിന്റെ ഒരു ചെറിയ പാളി കൊണ്ട് മൂടിയിരിക്കുന്നു, ഇത് ടാപ്പുചെയ്യുന്നതിലൂടെ എളുപ്പത്തിൽ നീക്കംചെയ്യാം.
- റുട്ടൈൽ (RR). ഇത്തരത്തിലുള്ള ഇലക്ട്രോഡുകൾ വളരെ കൃത്യമായ വെൽഡിംഗ് സീമുകൾ നേടാൻ സഹായിക്കുന്നു, ഒപ്പം പ്രവർത്തന സമയത്ത് രൂപംകൊണ്ട സ്ലാഗ് വളരെ എളുപ്പത്തിൽ നീക്കംചെയ്യപ്പെടും. കോർണർ സന്ധികളുടെ സ്ഥലങ്ങളിൽ അല്ലെങ്കിൽ രണ്ടാമത്തെ അല്ലെങ്കിൽ മൂന്നാമത്തെ പാളി വെൽഡിംഗ് ചെയ്യുമ്പോൾ അത്തരം ഇലക്ട്രോഡുകൾ ഉപയോഗിക്കുന്നു.
- റുട്ടൈൽ സെല്ലുലോസ് (RC). സമാനമായ ഇലക്ട്രോഡുകൾ നടത്താൻ കഴിയും വെൽഡിംഗ് വർക്ക് ഏത് വിമാനത്തിലും. പ്രത്യേകിച്ചും, നീളമുള്ള ലംബ സീം സൃഷ്ടിക്കാൻ അവ വളരെ സജീവമായി ഉപയോഗിക്കുന്നു.
- പ്രധാന (ബി). അത്തരം ഉൽപ്പന്നങ്ങളെ സാർവത്രികമെന്ന് വിളിക്കാം, കാരണം അവ കട്ടിയുള്ള മതിലുകളുള്ള പൈപ്പുകൾ, ഭാഗങ്ങൾ വെൽഡിങ്ങിന് അനുയോജ്യമാണ്, ഇവയുടെ പ്രവർത്തനം കുറഞ്ഞ താപനിലയിൽ നടത്തപ്പെടും. ഈ സാഹചര്യത്തിൽ, ഒരു പ്ലാസ്റ്റിക് ഉയർന്ന നിലവാരമുള്ള സീം രൂപം കൊള്ളുന്നു, അത് പൊട്ടുന്നില്ല, കാലത്തിനനുസരിച്ച് രൂപഭേദം വരുത്തുന്നില്ല. ഇതും കാണുക: "".
ജോലി ആരംഭിക്കുന്നതിന് മുമ്പ്, നിങ്ങളുടെ സഹ വെൽഡർമാരുമായി അവർ ഉപയോഗിക്കാൻ ആഗ്രഹിക്കുന്ന ഇലക്ട്രോഡുകളെക്കുറിച്ച് ആലോചിക്കാൻ ഞങ്ങൾ ശുപാർശ ചെയ്യുന്നു. ഓരോ സാഹചര്യത്തിലും, ഇവ വ്യത്യസ്ത ബ്രാൻഡുകളായിരിക്കും, കാരണം ധാരാളം ബ്രാൻഡുകൾ വിൽപ്പനയ്ക്ക് ലഭ്യമായേക്കാം, മാത്രമല്ല, നഗരത്തിൽ നിന്ന് നഗരത്തിലേക്ക് വ്യത്യസ്തമാണ്.
പ്രത്യേകം ശ്രദ്ധിക്കേണ്ട കാര്യം ഇലക്ട്രോഡുകളുടെ വിലയും ഗുണനിലവാരവും തമ്മിലുള്ള നേരിട്ടുള്ള ബന്ധത്തിന്റെ സാന്നിധ്യമാണ്. വിലകുറഞ്ഞ ഉപഭോഗവസ്തുക്കൾ ആവശ്യമായ നിലവാരമുള്ള പൈപ്പുകളുടെ ശരിയായ വെൽഡിംഗ് അനുവദിക്കുന്നില്ല എന്ന വസ്തുത പ്രായോഗികമായി ആവർത്തിച്ചു പരീക്ഷിച്ചു. അതിനാൽ, നിങ്ങൾ ഈ ചെലവുകളുടെ ഇനത്തിൽ ലാഭിക്കരുത്, കാരണം അതിന്റെ ഫലമായി അവ വളരെയധികം വളരും.
വെൽഡുകളുടെയും പൈപ്പ് സന്ധികളുടെയും ഇനങ്ങൾ
ഇലക്ട്രിക് വെൽഡിംഗ് ഉപയോഗിച്ച് പൈപ്പുകൾ എങ്ങനെ പാചകം ചെയ്യാമെന്ന് നിരവധി മാർഗങ്ങളുണ്ട്:
- ബട്ട് അവസാനം മുതൽ അവസാനം വരെ സ്ഥാപിക്കുന്നു - ഈ സാഹചര്യത്തിൽ, പൈപ്പ് സെഗ്\u200cമെന്റുകൾ പരസ്പരം വിപരീതമാണ്;
- ബ്രാൻഡിലേക്കുള്ള കണക്ഷൻ - ഇതിനർത്ഥം "ടി" എന്ന അക്ഷരത്തിന്റെ രൂപത്തിൽ രണ്ട് കഷ്ണം പൈപ്പ് ലംബമായി സ്ഥാപിച്ചിരിക്കുന്നു;
- ലാപ് ഫാസ്റ്റണിംഗ് - ഈ രൂപത്തിൽ, പൈപ്പ് കഷണങ്ങളിലൊന്ന് കത്തിക്കയറുന്നതിനാൽ അത് മറ്റൊന്നിൽ ധരിക്കാൻ കഴിയും;
- കോർണർ കണക്ഷൻ - അതായത്, രണ്ട് ഭാഗങ്ങൾ 45 ° അല്ലെങ്കിൽ 90 an കോണിൽ സ്ഥാപിച്ചിരിക്കുന്നു.

ഇലക്ട്രിക് വെൽഡിംഗ് ഉപയോഗിച്ച് പൈപ്പുകൾ വെൽഡിംഗ് ചെയ്യുമ്പോൾ, ഇനിപ്പറയുന്ന സീമുകൾ നിർമ്മിക്കാൻ കഴിയും:
- തിരശ്ചീനമായി - ഈ സാഹചര്യത്തിൽ, ഇംതിയാസ് ചെയ്യേണ്ട പൈപ്പുകൾ ലംബമായി സ്ഥിതിചെയ്യുന്നു;
- ലംബം - ഇവ പൈപ്പിന്റെ ലംബ വിഭാഗത്തിലെ സീമുകളാണ്;
- പരിധി - ഈ സാഹചര്യത്തിൽ, ഇലക്ട്രോഡ് ഭാഗത്തിന്റെ താഴത്തെ ഭാഗത്ത്, ജീവനക്കാരന്റെ തലയ്ക്ക് മുകളിൽ സ്ഥാപിച്ചിരിക്കുന്നു;
- താഴ്ന്നത് - യഥാക്രമം, നിങ്ങൾ താഴേക്ക് വളയേണ്ട സീമുകൾ.
പ്രവർത്തിക്കുമ്പോൾ ശ്രദ്ധിക്കുക ഉരുക്ക് പൈപ്പുകൾ കണക്ഷൻ ബട്ട്-ടു-ഹെഡ് ആയിരിക്കണം, ഉൽപ്പന്നത്തിന്റെ മതിൽ കനത്തിൽ ഡോക്കിംഗ് പോയിന്റിന്റെ നിർബന്ധിത തിളപ്പിക്കൽ. താഴ്ന്ന റോട്ടറി സീമയുടെ ഉപയോഗമാണ് ഈ കേസിൽ ഒപ്റ്റിമൽ.

- വെൽഡിംഗ് ജോലികൾ നടത്തുമ്പോൾ, ഇലക്ട്രോഡ് 45 ° അല്ലെങ്കിൽ അല്പം കുറവുള്ള ഒരു കോണിൽ പിടിക്കണം, തുടർന്ന് ഉരുകിയ ലോഹം വളരെ ചെറിയ അളവിൽ ഇംതിയാസ് ചെയ്ത പൈപ്പിലേക്ക് വീഴും.
- നിങ്ങൾ ബ്രാൻഡുകളിലോ ബട്ടിലോ കണക്റ്റുചെയ്യുകയാണെങ്കിൽ, നിങ്ങൾക്ക് 2-3 മില്ലീമീറ്റർ ഇലക്ട്രോഡുകൾ ആവശ്യമാണ്. അതേസമയം, സിസ്റ്റത്തിന്റെ വിശ്വസനീയമായ സീലിംഗിന് അനുയോജ്യമായ നിലവിലെ ശക്തി 80-110 ആമ്പിയർ പരിധിയിലാണ്.
- ലാപ് ജോയിന്റ് വിശ്വസനീയമായി വെൽഡിംഗ് ചെയ്യുന്നതിന്, കറന്റ് 120 ആമ്പിയറുകളായി ഉയർത്തണം, സമാനമായ ഇലക്ട്രോഡുകൾ ഉപയോഗിക്കാം.
- വെൽഡിന്റെ ഒപ്റ്റിമൽ ഉയരം പൈപ്പിന്റെ ഉപരിതലത്തിൽ നിന്ന് 3 മില്ലീമീറ്റർ ആയിരിക്കണം. അതിന്റെ നേട്ടത്തിനുശേഷം മാത്രമേ പ്രവൃത്തി പൂർത്തിയായി കണക്കാക്കൂ.
വെവ്വേറെ, പ്രൊഫൈൽ\u200c ചെയ്\u200cത ഉൽ\u200cപ്പന്നങ്ങളിൽ\u200c താമസിക്കുന്നത് മൂല്യവത്താണ്. അത്തരം പൈപ്പുകളുടെ വെൽഡിംഗ് പോയിന്റായി നടത്തണം. ഇതിനർത്ഥം ആദ്യം അവർ പ്രൊഫൈലിന്റെ എതിർവശങ്ങളിൽ രണ്ട് പോയിന്റുകൾ പിടിച്ചെടുക്കുകയും പിന്നീട് മറ്റ് രണ്ട് പോയിന്റുകളിലേക്ക് നീങ്ങുകയും അങ്ങനെ മുഴുവൻ പൈപ്പും ചൂടാകുന്നതുവരെ. അതിനുശേഷം, അവർ പൈപ്പിന്റെ ചുറ്റളവിൽ ഒരു തുടർച്ചയായ വെൽഡ് ചെയ്യാൻ തുടങ്ങുന്നു.
ഭാഗങ്ങളുള്ള പ്രാഥമിക ജോലി
നിർദ്ദേശങ്ങൾ അനുസരിച്ച്, ഇനിപ്പറയുന്ന വ്യവസ്ഥകൾ പാലിക്കേണ്ടതുണ്ട്:
- ജ്യാമിതീയ വലുപ്പങ്ങൾ.
- ഗുണനിലവാര സർട്ടിഫിക്കറ്റിന്റെ സാന്നിധ്യം, പ്രത്യേകിച്ചും, ഇത് കുടിവെള്ളത്തിനുള്ള പൈപ്പ്ലൈനാണെങ്കിൽ.
- തികച്ചും വൃത്താകൃതിയിലുള്ള പൈപ്പ് ആകൃതി - പരന്നതോ ഓവൽ ക്രോസ്-സെക്ഷന്റെ രൂപത്തിലുള്ള അവസാന വൈകല്യങ്ങളോ അനുവദനീയമല്ല.
- അവയുടെ നീളത്തിലുടനീളം ഒരേ മതിൽ കനം.
- ഉൽ\u200cപ്പന്നങ്ങളുടെ രാസഘടന വിവിധ സിസ്റ്റങ്ങൾ\u200cക്കായി റഷ്യൻ ഫെഡറേഷന്റെ GOST കൾ\u200c പാലിക്കണം. സാങ്കേതിക ഡോക്യുമെന്റേഷനിൽ നിന്നോ ലബോറട്ടറി പരിശോധനകളിൽ നിന്നോ ഈ വിവരങ്ങൾ കണ്ടെത്തി.

തയ്യാറാക്കൽ പ്രക്രിയയിൽ ഇനിപ്പറയുന്ന ഘട്ടങ്ങൾ ഉൾപ്പെടുന്നു:
- പൈപ്പിന്റെ അവസാനം കട്ടിന്റെ സമത്വം പരിശോധിക്കുക - ഇത് 90º ന് തുല്യമായിരിക്കണം;
- ഒരു ലോഹ ഷീൻ ദൃശ്യമാകുന്നതുവരെ അവസാന മുഖവും അതിൽ നിന്ന് 10 മില്ലീമീറ്ററും ശ്രദ്ധാപൂർവ്വം വൃത്തിയാക്കണം;
- പൈപ്പിന്റെ അവസാനത്തിൽ എണ്ണകൾ, തുരുമ്പ്, പെയിന്റുകൾ എന്നിവയുടെ എല്ലാ അവശിഷ്ടങ്ങളും നീക്കം ചെയ്യുകയും ഉപരിതലത്തെ നശിപ്പിക്കുകയും വേണം.
ശ്രദ്ധിക്കേണ്ട അവസാന കാര്യം ശരിയായ അവസാന കോൺഫിഗറേഷനാണ്. അരികിലെ ഓപ്പണിംഗ് ആംഗിൾ 65º ആയിരിക്കണം, ഒപ്പം മൂർച്ച സൂചിക 2 മില്ലീമീറ്ററും ആയിരിക്കണം. അധിക പ്രോസസ്സിംഗ് ആവശ്യമായ പാരാമീറ്ററുകൾ നേടും.
അത്തരം ജോലികൾ ഒരു ചേംഫർ, ഫെയ്സ് മേക്കർ അല്ലെങ്കിൽ ഗ്രൈൻഡർ ഉപയോഗിച്ച് ചെയ്യാം. വലിയ വ്യാസമുള്ള പൈപ്പുകളിൽ പ്രവർത്തിക്കുന്ന പ്രൊഫഷണലുകൾ മില്ലിംഗ് മെഷീനുകൾ അല്ലെങ്കിൽ ഗ്യാസ്, പ്ലാസ്മ കട്ടറുകൾ ഉപയോഗിക്കുന്നു.
വെൽഡിംഗ് പ്രക്രിയ
എല്ലാ പ്രാഥമിക തയ്യാറെടുപ്പുകളും പിന്നിലായിരിക്കുമ്പോൾ, നിങ്ങൾക്ക് വെൽഡിംഗ് ഏറ്റെടുക്കാം. നിങ്ങൾക്ക് ആവശ്യമായ കഴിവുകൾ ഇല്ലെങ്കിൽ, നിങ്ങൾ മുമ്പ് അത്തരം ജോലികൾ ചെയ്തിട്ടില്ലെങ്കിൽ, മുഴുവൻ സിസ്റ്റവും നശിപ്പിക്കാതിരിക്കാൻ ആദ്യം അധിക പൈപ്പുകളിൽ പരിശീലിക്കാൻ ഞങ്ങൾ ശുപാർശ ചെയ്യുന്നു.
ഇലക്ട്രിക് വെൽഡിങ്ങിന്റെ സൂക്ഷ്മത
റ round ണ്ട് പൈപ്പുകൾ ഇംതിയാസ് ചെയ്താൽ, അവയിലെ സീം തുടർച്ചയായിരിക്കണം. ഇതിനർത്ഥം, ജോലി ആരംഭിച്ചയുടൻ, തുടർച്ചയായ വെൽഡ് രൂപപ്പെടുന്നതുവരെ ഇത് തടസ്സപ്പെടുത്താൻ കഴിയില്ല. റോട്ടറി, നോൺ-റോട്ടറി സന്ധികളുമൊത്തുള്ള ജോലിയുടെ കാര്യത്തിൽ, ഇലക്ട്രിക് വെൽഡിംഗ് ഉപയോഗിച്ച് ചൂടാക്കൽ പൈപ്പുകളുടെ വെൽഡിംഗ് നിരവധി പാളികളിൽ നടത്തണം. അവയുടെ എണ്ണം പൈപ്പിന്റെ മതിൽ കനത്തെ ആശ്രയിച്ചിരിക്കും.

മതിൽ പാരാമീറ്ററുകളിലെ ലെയറുകളുടെ എണ്ണത്തെ ആശ്രയിക്കുന്നത് അത്തരം അളവുകളിൽ പ്രകടമാണ്:
- 6 മില്ലീമീറ്റർ വരെ മതിൽ കനം ഉള്ള പൈപ്പുകളിൽ വെൽഡിന്റെ 2 പാളികൾ നടത്തുന്നു;
- 6-12 മില്ലീമീറ്റർ കനത്തിൽ മതിലുകൾ ചാഞ്ചാടുകയാണെങ്കിൽ, 3 പാളികൾ ആവശ്യമാണ്;
- മറ്റെല്ലാ ഉൽ\u200cപ്പന്നങ്ങൾക്കും, അതിന്റെ മതിൽ കനം ഇതിലും വലുതാണ്, സീമിലെ 4 പാളികളുടെ പ്രയോഗം ആവശ്യമാണ്.
കൂടാതെ, നിരവധി പ്രധാന സവിശേഷതകൾ പരിഗണിക്കുന്നത് മൂല്യവത്താണ്:
- ഏത് ധ്രുവീയതയും വൈദ്യുതധാരയും പ്രയോഗിക്കേണ്ടതുണ്ട് (സ്ഥിരമോ ഒന്നിടവിട്ടതോ) പൈപ്പുകളുടെ മതിൽ കനം, അവയുടെ മെറ്റീരിയൽ, ഇലക്ട്രോഡ് ഷെൽ എന്നിവയെ ആശ്രയിച്ചിരിക്കും. എല്ലാ വിവരങ്ങളും ഇലക്ട്രോഡുകൾക്കുള്ള നിർദ്ദേശങ്ങളിൽ സൂചിപ്പിക്കണം.
- ഇലക്ട്രോഡ് കമ്പുകളുടെ കനം വെൽഡിങ്ങിന് ആവശ്യമായ നിലവിലെ ശക്തിയെ ബാധിക്കുന്നു. വടിയുടെ കനം 30 അല്ലെങ്കിൽ 40 കൊണ്ട് ഗുണിച്ചുകൊണ്ട് നിങ്ങൾക്ക് ഈ സൂചകം കണക്കാക്കാം. അതിനാൽ നിങ്ങൾക്ക് ആമ്പിയറുകളിലെ കറന്റ് കണക്കാക്കാനും വെൽഡിംഗ് ഉപകരണങ്ങളിൽ സജ്ജമാക്കാനും കഴിയും.
- ജോലിയുടെ വേഗത നിയന്ത്രിച്ചിട്ടില്ല. ആർക്ക് ഒരു ഘട്ടത്തിൽ കൂടുതൽ നേരം നിൽക്കില്ലെന്ന് ഉറപ്പുവരുത്തേണ്ടതുണ്ട്, അല്ലാത്തപക്ഷം എഡ്ജ് കരിഞ്ഞുപോകും, \u200b\u200bനിങ്ങൾ വീണ്ടും ആരംഭിക്കേണ്ടതുണ്ട്.
വെൽഡിംഗ് ആരംഭിക്കുന്നതിന് മുമ്പ് നിങ്ങളുടെ ജോലി സുഗമമാക്കുന്നതിന് ഗ്യാസ് പൈപ്പുകൾ സന്ധികൾ കൂട്ടിച്ചേർക്കാൻ ഇലക്ട്രിക് വെൽഡിംഗ് ഉപയോഗിക്കാം.
ഞങ്ങൾ കണക്ഷനുകൾ ശേഖരിക്കുന്നു
ഇനിപ്പറയുന്ന പ്രക്രിയയിൽ ഈ പ്രക്രിയ നടത്തണം:
- പൈപ്പുകൾ ഒരു വർഗത്തിലോ മറ്റ് ഉപകരണത്തിലോ ഉറപ്പിക്കണം, അവ അവസാനം മുതൽ അവസാനം വരെ ബന്ധിപ്പിക്കുന്നു. അടുത്തതായി, ഇലക്ട്രോഡുള്ള ജംഗ്ഷൻ 2-3 സ്ഥലങ്ങളിൽ എടുക്കണം. ഇത് 2 പോയിന്റുകൾ മാത്രമാണെങ്കിൽ, അവയെ സർക്കിളിന്റെ എതിർവശങ്ങളിൽ നിർമ്മിക്കുക.
- ഒരു കണക്ഷൻ പോയിന്റ് മാത്രം നിർമ്മിക്കുമ്പോൾ, ജോയിന്റിലെ അവസാന തിളപ്പിക്കൽ എതിർവശത്ത് നിന്ന് ആരംഭിക്കണം.
- 3 മില്ലീമീറ്ററിനുള്ളിൽ മതിൽ കനം ഉള്ള പൈപ്പുകൾക്കുള്ള ഇലക്ട്രോഡിന്റെ കനം 2.5 മില്ലിമീറ്ററിൽ കൂടരുത് എന്നത് ശ്രദ്ധിക്കുക.
വെൽഡ് സാങ്കേതികതയെക്കുറിച്ചുള്ള കൂടുതൽ ഉപയോഗപ്രദമായ വിവരങ്ങൾ.

മതിൽ കനം 4 മില്ലീമീറ്റർ കവിയുന്ന പൈപ്പുകളുമായി നിങ്ങൾ പ്രവർത്തിക്കുകയാണെങ്കിൽ, അവയുടെ കണക്ഷൻ രണ്ട് സീമുകളാൽ നടപ്പിലാക്കുന്നു - റൂട്ട്, സ്റ്റീലിന്റെ മുഴുവൻ കട്ടിയിലൂടെ കടന്നുപോകുന്നു, കൂടാതെ 3 മില്ലീമീറ്റർ ഉയരമുള്ള റോളറായ റോൾ.
പ്രകടനം ലംബ സീമകൾ 30-80 മില്ലീമീറ്റർ ക്രോസ് സെക്ഷൻ ഉള്ള പൈപ്പുകളിൽ, വെൽഡിംഗ് രണ്ട് ഘട്ടങ്ങളായാണ് നടത്തുന്നത് - ആദ്യം ഒരു സീം на നീളം ഉണ്ടാക്കുക, തുടർന്ന് എല്ലാം.
നിങ്ങൾ നിരവധി ലെയറുകളിൽ ഒരു തിരശ്ചീന സീം നിർമ്മിക്കുമ്പോൾ, തുടർന്നുള്ള ഓരോ സമീപനത്തിലും ഇലക്ട്രോഡ് വിപരീത ദിശയിലേക്ക് നീങ്ങണം.
സീമിലെ അവസാന (കോട്ട) പോയിന്റുകൾ, നിരവധി പാളികളിൽ നിർമ്മിച്ചിരിക്കുന്നത് വ്യത്യസ്ത സ്ഥലങ്ങളിൽ സ്ഥാപിക്കണം.
റോട്ടറി, ഫിക്സഡ് സന്ധികൾക്കൊപ്പം പ്രവർത്തിക്കുക
അത്തരം ജോലികൾ ചെയ്യുന്നതിനുള്ള നിയമങ്ങളിൽ ഇനിപ്പറയുന്നവ ഉൾപ്പെടുന്നു:
- റൊട്ടേറ്ററിൽ സ്വിവൽ സന്ധികൾ സ ently കര്യപ്രദമായി നടത്തും. ജോലിയുടെ വേഗതയും മെക്കാനിസത്തിന്റെ ഭ്രമണവും ഒന്നുതന്നെയാണെന്നത് അഭികാമ്യമാണ്.
- ആർക്ക് (വെൽഡ് പൂൾ) യുമായുള്ള ലോഹത്തിന്റെ സമ്പർക്ക സ്ഥലം റോട്ടേറ്ററിൽ സ്ഥാപിച്ചിട്ടുള്ള പൈപ്പിന്റെ മുകൾ ഭാഗത്തിന് 30º താഴെയായിരിക്കണം, വശത്തിന്റെ ഭ്രമണത്തിന്റെ വിപരീത ദിശയിൽ നിന്ന്.
- അത്തരം ജോലികൾ സ്വമേധയാ ചെയ്യാവുന്നതാണ്. ഇത് ചെയ്യുന്നതിന്, ഓരോ തവണയും പൈപ്പ് 60-110º ന് തിരിക്കുമ്പോൾ, അതിനൊപ്പം പ്രവർത്തിക്കാൻ സൗകര്യപ്രദമാണ്.
എന്നിരുന്നാലും, 180º വഴി പൈപ്പ് തിരിക്കുമ്പോൾ ഏറ്റവും ബുദ്ധിമുട്ടുള്ള ജോലി ആയിരിക്കും.

ഈ സാഹചര്യത്തിൽ, വെൽഡിംഗ് 3 ഘട്ടങ്ങളായി വിഭജിച്ചിരിക്കുന്നു:
- ഒന്നാമതായി, ബാഹ്യ വളവ് ദൂരത്തിനൊപ്പം 2/4 പൈപ്പ് വിഭാഗങ്ങളുടെ 1-2 പാളികളിൽ അവ ഇംതിയാസ് ചെയ്യുന്നു.
- അടുത്തതായി, പൈപ്പ് തുറന്ന് സീമയുടെ ശേഷിക്കുന്ന ഭാഗം ഇംതിയാസ് ചെയ്യുന്നു, എല്ലാ പാളികളും ഒരേസമയം നിർവഹിക്കുന്നു.
- അവസാനം, പൈപ്പ് വീണ്ടും തിരിയുകയും സീമിലെ ശേഷിക്കുന്ന പാളികൾ വളവിന് പുറത്ത് ചേർക്കുകയും ചെയ്യുന്നു.
വെൽഡിംഗ് നിശ്ചിത സന്ധികൾ രണ്ട് ഘട്ടങ്ങളായി അവതരിപ്പിച്ചു.
ജോലിയുടെ രീതി ഇപ്രകാരമാണ്:
- പൈപ്പ് ദൃശ്യപരമായി രണ്ട് ഭാഗങ്ങളായി വിഭജിക്കണം. ഈ കേസിലെ സീം തിരശ്ചീനമായും ലംബമായും സീലിംഗായും മാറും.
- സർക്കിളിന്റെ താഴത്തെ പോയിന്റിൽ നിന്ന് വെൽഡിംഗ് ആരംഭിക്കുന്നു, ഇലക്ട്രോഡിനെ മുകളിലെ പോയിന്റിലേക്ക് സുഗമമായി നീക്കുന്നു. അതേ രീതിയിൽ, എതിർവശത്ത് നിന്ന് ജോലി നടത്തുന്നു.
- ഈ സാഹചര്യത്തിൽ, ആർക്ക് ഹ്രസ്വമാക്കിയിരിക്കുന്നു, ഇലക്ട്രോഡ് കാമ്പിന്റെ കനം നീളത്തിന് തുല്യമാണ്.
- റോൾ സീമിന്റെ ഉയരം 2-4 മില്ലിമീറ്ററിലെത്താം, ഇതെല്ലാം പൈപ്പ് മതിലിന്റെ കനം അനുസരിച്ചായിരിക്കും.
സന്ധികളുടെ ഗുണനിലവാര നിയന്ത്രണമാണ് വെൽഡിങ്ങിന്റെ അവസാന ഘട്ടം.
കണക്ഷൻ വിശ്വാസ്യത പരിശോധന
മിക്കപ്പോഴും, വിഷ്വൽ പരിശോധനയിലൂടെ വെൽഡിന്റെ ഗുണനിലവാരത്തിലും സിസ്റ്റത്തിന്റെ ഇറുകിയതിലും നിങ്ങൾക്ക് നിയന്ത്രണം നടത്തേണ്ടിവരും.
ഇത് ചെയ്യുന്നതിന്, ആദ്യം സീം സ്ലാഗ് ഉപയോഗിച്ച് വൃത്തിയാക്കി ഇളം ചുറ്റിക ഉപയോഗിച്ച് ടാപ്പുചെയ്യുക. അടുത്തതായി, ചിപ്പുകൾ, മുറിവുകൾ അല്ലെങ്കിൽ വിള്ളലുകൾ, മോശമായി വേവിച്ച കഷണങ്ങൾ അല്ലെങ്കിൽ പൊള്ളൽ, മറ്റ് തകരാറുകൾ എന്നിവയ്ക്കായി സീം തന്നെ ദൃശ്യപരമായി പരിശോധിക്കുന്നു.
അവസാന ഘട്ടം സീമിന്റെ കനം അളക്കുക എന്നതാണ്. ഇത് ചെയ്യുന്നതിന്, നിങ്ങൾക്ക് സ്റ്റാൻഡേർഡ് ഉപകരണങ്ങളും പേടകങ്ങളും ടെം\u200cപ്ലേറ്റുകളും മറ്റ് ഉപകരണങ്ങളും ഉപയോഗിക്കാം.
ചോർച്ചയുണ്ടോ എന്ന് ഗ്യാസ് ട്രാൻസ്മിഷൻ അല്ലെങ്കിൽ ജല സംവിധാനവും പരിശോധിക്കേണ്ടതുണ്ട്. ഇത് ചെയ്യുന്നതിന്, സമ്മർദ്ദത്തിൽ ദ്രാവകത്തിന്റെ ഒരു ടെസ്റ്റ് റൺ നടത്തുക.
വെൽഡിംഗ് മെഷീനിൽ പ്രവർത്തിക്കുമ്പോൾ സുരക്ഷാ മുൻകരുതലുകൾ
മെറ്റൽ പൈപ്പുകളുടെ വെൽഡിംഗ് ഉൾപ്പെടെയുള്ള ഏത് വൈദ്യുത ജോലികളിലെയും ഒരു പ്രധാന കാര്യം സുരക്ഷാ ചട്ടങ്ങൾ പാലിക്കുക എന്നതാണ്. നിങ്ങൾ അവഗണിക്കുകയാണെങ്കിൽ, ചർമ്മത്തിന് താപ പൊള്ളൽ, ഒരു ആർക്ക് ഫ്ലാഷ് ഉപയോഗിച്ച് റെറ്റിനയിലേക്ക് പൊള്ളൽ, ഇലക്ട്രിക് ഷോക്കുകൾ എന്നിവ പോലുള്ള പലതരം പരിക്കുകൾ നിങ്ങൾക്ക് ലഭിക്കും.

അതിനാൽ, ജോലി ആരംഭിക്കുന്നതിന് മുമ്പ്, നിങ്ങൾ ഇനിപ്പറയുന്ന ഘട്ടങ്ങൾ പാലിക്കണം:
- ചാലക കണ്ടക്ടറുകളും വെൽഡിംഗ് മെഷീൻ ഘടകങ്ങളും ഇൻസുലേറ്റ് ചെയ്യണം;
- വെൽഡിംഗ് ഉപകരണങ്ങളുടെയും അധിക ഉപകരണങ്ങളുടെയും കാര്യം അടിസ്ഥാനപ്പെടുത്തണം;
- ഓവർ\u200cലോസും കൈത്തണ്ടയും തികച്ചും വരണ്ടതായിരിക്കണം;
- അധിക ഇൻസുലേഷനായി ഒരു ചെറിയ മുറിയിൽ ഗാലോഷുകൾ ഇടുക അല്ലെങ്കിൽ റബ്ബർ പായ ഇടുക;
- നിങ്ങളുടെ കണ്ണും മുഖവും സംരക്ഷിക്കുന്നതിന്, പ്രവർത്തന സമയത്ത് ഒരു സംരക്ഷണ കവചം ധരിക്കണം.
സംഗ്രഹം
അങ്ങനെ, ഇലക്ട്രിക്കൽ ഉപകരണങ്ങളിൽ വെൽഡിംഗ് ജോലികൾ എങ്ങനെ ചെയ്യാമെന്ന് ഞങ്ങൾ ഭാഗികമായി പറഞ്ഞു. തീർച്ചയായും, ജോലി വിജയകരമാകാൻ, നിങ്ങൾക്ക് ചില പ്രായോഗിക കഴിവുകൾ ഉണ്ടായിരിക്കണം. എന്നിരുന്നാലും, മെറ്റീരിയലിൽ അടങ്ങിയിരിക്കുന്ന വിവരങ്ങൾക്ക് നന്ദി, എവിടെ നിന്ന് പരിശീലനം ആരംഭിക്കണമെന്ന് നിങ്ങൾക്കറിയാം. നിങ്ങൾ ഞങ്ങളുടെ ശുപാർശകൾ പാലിക്കുകയാണെങ്കിൽ, നിങ്ങൾക്ക് തീർച്ചയായും ലോഹ പൈപ്പുകൾ മാന്യമായ തലത്തിൽ വെൽഡ് ചെയ്യാൻ കഴിയും.
വെൽഡിംഗ് മെറ്റീരിയലുകൾ 2016-04-04T01: 21: 54 + 00: 00 പ്രൊഫൈൽ പൈപ്പുകൾ എങ്ങനെ വെൽഡ് ചെയ്യാം
വെൽഡിംഗ് വസ്തുക്കൾ
വിവിധ മെറ്റൽ ഫ്രെയിമുകൾ വെൽഡിംഗ് ഉപയോഗിച്ച് പ്രൊഫൈൽ പൈപ്പുകൾ ഉപയോഗിച്ച് നിർമ്മിക്കുന്നു. ലോഹ ഉൽ\u200cപന്നങ്ങളുടെ ഉപയോഗം അവയുടെ അനിഷേധ്യമായ ഗുണങ്ങളാണ്, അവയിൽ പ്രധാനം വിശ്വാസ്യത, ഈട്, ഘടനകളുടെ ഇൻസ്റ്റാളേഷൻ എളുപ്പവും വിവിധ തരം ഫ്രെയിമുകൾ നിർമ്മിക്കാനുള്ള സാധ്യതയും സങ്കീർണ്ണതയും എന്നിവയാണ്. കെട്ടിട ഫ്രെയിം ഘടനകളുടെ നിർമ്മാണത്തിൽ ഒരു പ്രൊഫൈൽ പൈപ്പ് എങ്ങനെ ശരിയായി വെൽഡിംഗ് ചെയ്യാമെന്ന് മനസിലാക്കാൻ, പൈപ്പ് ഘടനയെക്കുറിച്ചും വെൽഡിംഗ് ഓപ്ഷനുകളെക്കുറിച്ചും ചില അറിവ് ആവശ്യമാണ്.
പ്രൊഫൈൽ പൈപ്പുകളുടെ തരങ്ങളും വെൽഡിംഗ് ഓപ്ഷനുകളും
ഈ തരത്തിലുള്ള മെറ്റൽ റോളിംഗിന് പൈപ്പിന്റെ വലുപ്പം, വിഭാഗത്തിന്റെ തരം, മെറ്റൽ മതിലുകളുടെ കനം എന്നിവയിൽ വ്യത്യാസമുള്ള നിരവധി സ്റ്റാൻഡേർഡ് ഓപ്ഷനുകൾ ഉണ്ട്. ഈ സൂചകങ്ങളെ ആശ്രയിച്ച്, ആർക്ക്, ഗ്യാസ്, കോൺടാക്റ്റ് അല്ലെങ്കിൽ സ്പോട്ട് വെൽഡിംഗ് ഉപയോഗിച്ച് പ്രൊഫൈൽ പൈപ്പ് ബട്ട് അല്ലെങ്കിൽ 90 ഡിഗ്രിയിൽ എങ്ങനെ വെൽഡ് ചെയ്യാമെന്ന് ഒരു രീതി തിരഞ്ഞെടുക്കുന്നു. ഒരു വെൽഡിംഗ് ഇലക്ട്രോഡിന്റെ തിരഞ്ഞെടുപ്പും, അതിന്റെ വ്യാസം പൈപ്പ് മതിലിന്റെ കട്ടിയേക്കാൾ അല്പം വലുതായിരിക്കണം. ചട്ടം പോലെ, വെൽഡിംഗ് പ്രൊഫൈൽ പൈപ്പുകൾക്കായി ആർക്ക് വെൽഡിംഗ്മെറ്റൽ മതിൽ വളരെ നേർത്തതാണെങ്കിൽ, ഒരു സ്പോട്ട് വെൽഡിംഗ് ഓപ്ഷൻ ഉപയോഗിക്കുന്നു.
90 ഡിഗ്രിയിൽ ഒരു പ്രൊഫൈൽ പൈപ്പ് എങ്ങനെ വെൽഡ് ചെയ്യാം
വെൽഡിംഗ് സമയത്ത് അനുയോജ്യമായ ഒരു ശരിയായ ആംഗിൾ നേടുക എന്നത് എളുപ്പമുള്ള കാര്യമല്ല, ചട്ടം പോലെ, അത്തരം ജോലികളിൽ പരിചയസമ്പന്നരും സാങ്കേതികവിദ്യ ശ്രദ്ധാപൂർവ്വം നിരീക്ഷിക്കുന്നവരുമായ പ്രൊഫഷണലുകൾക്ക് മാത്രമേ അത് ചെയ്യാൻ കഴിയൂ.
90 ഡിഗ്രി കോണിൽ വെൽഡിംഗ് ഭാഗങ്ങളുടെ നിരവധി സൂക്ഷ്മതകളുണ്ട്.

ആരംഭിക്കുന്നതിന്, ഒരുമിച്ച് ഇംതിയാസ് ചെയ്യേണ്ട പ്രൊഫൈൽ പൈപ്പുകൾ മുറിച്ചുമാറ്റി.

വെൽഡറിന് ജോലിക്കായി സജ്ജീകരിച്ച ഒരു സ്ഥലം ആവശ്യമാണ് - ഒരു പരന്ന ഉപരിതലം, അതിനാൽ പരിശോധിച്ച വലത് കോണിൽ മുൻവശത്തെ തലം വികലമാകില്ല.

ഒരു ഇരട്ട കോണിൽ ശരിയാക്കാൻ, അധിക വിശദാംശങ്ങൾ ഉപയോഗിക്കേണ്ടത് ആവശ്യമാണ് - 90-ഡിഗ്രി കോണുകൾ, അല്ലെങ്കിൽ കെർചീഫുകൾ.

ഒരു പ്രത്യേക സാങ്കേതികവിദ്യ ശ്രദ്ധാപൂർവ്വം നിരീക്ഷിക്കുന്നതിലൂടെ, വെൽഡിംഗിന് പരിചയമുള്ള ഒരു വ്യക്തിക്ക് സ്വതന്ത്രമായി നിർമ്മിക്കാൻ കഴിയും, ഉദാഹരണത്തിന്, ഒരു രാജ്യ ഹരിതഗൃഹം അല്ലെങ്കിൽ മെറ്റൽ ഗേറ്റ്.
ഒരു പ്രൊഫൈൽ പൈപ്പ് ബട്ട് എങ്ങനെ വെൽഡ് ചെയ്യാം
ബട്ട് വെൽഡിംഗ് ഒരു പ്രൊഫൈൽ പൈപ്പ് കുറച്ച് ലളിതമായ ജോലിയാണ്, നിങ്ങൾക്കത് നിരപ്പാക്കാനും ആംഗിളിന്റെ അളവ് നിരീക്ഷിക്കാനും ആവശ്യമില്ല. എന്നിരുന്നാലും, എല്ലാ സുരക്ഷാ മാനദണ്ഡങ്ങളും കണക്കിലെടുത്ത് ചില തത്വങ്ങൾക്കനുസൃതമായി വെൽഡിംഗ് ജോലികൾ നടത്തേണ്ടതുണ്ടെന്ന് നാം മറക്കരുത്.

പ്രക്രിയ തന്നെ പല ഘട്ടങ്ങളിലായി നടക്കുന്നു:
- ഘടനകളെ പരസ്പരം അറ്റാച്ചുചെയ്യുക, പരിഹരിക്കാനായി പോയിന്റ് സീമുകൾ പ്രയോഗിക്കുക.
- അതിനുശേഷം, വർക്കിംഗ് ഡ്രോയിംഗുകൾ ഉപയോഗിച്ച് ലഭിച്ച ഡിസൈൻ പരിശോധിച്ചുറപ്പിച്ച ശേഷം, അത് നേരെയാക്കണം. ചട്ടം പോലെ, ഇതിനായി ഒരു സ്ലെഡ്ജ്ഹാമർ ഉപയോഗിക്കുന്നു.
- ഘടനയുടെ എല്ലാ ഭാഗങ്ങളും അവയുടെ സ്ഥാനം നേടിയ ശേഷം, സന്ധികൾ ഇംതിയാസ് ചെയ്യുന്നു.
ഘടനയുടെ രൂപഭേദം തടയേണ്ടത് പ്രധാനമാണ്, ഇത് സമ്മർദ്ദം മൂലം സംഭവിക്കാം.
എല്ലാം ഒരിടത്ത് വെൽഡിങ്ങിനായി
ട്രേഡിംഗ്, ഓഫീസ് സെന്ററുകൾ, പ്രൊഡക്ഷൻ ഷോപ്പുകൾക്കും വെയർ ഹ ouses സുകൾക്കുമായുള്ള പരിസരം, ഭരണ, വ്യാവസായിക കെട്ടിടങ്ങൾ, കാർഷിക സൗകര്യങ്ങൾ, മൃഗസംരക്ഷണ കേന്ദ്രങ്ങൾ എന്നിവയാണ് ആധുനിക അടിസ്ഥാന സ of കര്യങ്ങളുടെ വിവിധ വസ്തുക്കൾ നിർമ്മിച്ചിരിക്കുന്ന ഫ്രെയിം മെറ്റൽ ഘടനകൾ. ഉയർന്ന നിലവാരമുള്ള ഉപകരണങ്ങൾ, ഉപഭോഗവസ്തുക്കൾ, അനുബന്ധ ഉൽപ്പന്നങ്ങൾ എന്നിവ ഉപയോഗിക്കാതെ ഈ കെട്ടിടങ്ങളെല്ലാം ഇൻസ്റ്റാൾ ചെയ്യുന്നത് അസാധ്യമാണ്. ഞങ്ങളുടെ സൈറ്റിന്റെ കാറ്റലോഗിൽ നിങ്ങൾക്ക് ഇതെല്ലാം കണ്ടെത്താൻ കഴിയും.

