Surinkdami horizontalius vamzdžių suvirinimo vamzdžius, apatiniame vamzdyje nebūtina atlikti viso pjovimo krašto. Leidžiama naudoti tik nedidelį pjaustytuvą, 10 ° vertę. Ši priėmimas pagerina suvirinimo metalo procesą, o ne mažinant jo kokybę (žr schemą) žemiau esančiame paveikslėlyje). Rengiant atsakingus vamzdynus į suvirinimą, apatinio vamzdžio kraštas dažnai nėra atskirtas (žr. B schemą) žemiau esančiame paveikslėlyje).
Labiausiai geri rezultatai gaunami, suvirinant horizontalius vamzdžių su atskirus siaurais sluoksniais. Pirmasis ritininis užvirinkite siūlės šaknį (žr. C) schemą žemiau esančiame paveikslėlyje), todėl naudojami 4 mm skersmens elektrodai. Dabartinė jėga yra nustatyta 160-190A diapazone. Electrode yra pranešta apie stūmoklinį judėjimą, o jungties viduje turėtų būti sriegio ritininis, 1-1,5 mm aukščio.
Po pirmojo sluoksnio perdangos, jo paviršius turi būti kruopščiai išvalytas. Antrasis sluoksnis atliekamas su apskaita, kad jis persidengtų pirmąjį sluoksnį su abipusišku elektrodo judėjimu ir nedideliais svyravimais nuo apatinio krašto krašto iki viršutinio krašto krašto. Antrojo sluoksnio suvirinimas atliekamas ta pačia kryptimi kaip pirmojo sluoksnio suvirinimas.
Atlikę antrą sluoksnį, suvirinimo srovės galia padidėja iki 250-300A ir atliekamas trečiasis sluoksnis. Suvirinimas atliekamas elektrodais, kurių skersmuo yra 5 mm, tai leidžia padidinti suvirinimo proceso veikimą. Trečiojo sluoksnio tiekimas turėtų įvykti kryptimi priešais pirmųjų dviejų sluoksnių suvirinimo. Trečiasis ritininis turi sutapti su 2/3 antrojo ritininio pločio. Ketvirtojo ritinio filmavimas vyksta ta pačia kryptimi, tačiau ji turėtų būti nustatyta trečiojo ritininio ir viršutinio krašto įduboje.
Suvirinant horizontalias vamzdžių sankryžos daugiau nei tris sluoksnius, kiekvienas vėlesnis sluoksnis, pradedant nuo trečio, turėtų būti atliekamas priešingos krypties kryptimi. Vamzdžiai, kurių skersmuo neviršija 200 mm, paprastai suvirinta kietomis siūlėmis. Jei suvirinto vamzdžio skersmuo viršija 200 mm, tada suvirinimas atliekamas backstage metodu.
Vaizdo įrašas: Vamzdžių suvirinimas su horizontaliomis sankryžomis
Nesukuliuojančių lizdų suvirinimas
Vertikalios ne tekinimo sankryžossuvirinkite aukštyn.
Pirmųjų trijų sluoksnių suvirinimas vamzdžių su siuviniais su didesniu nei 219 mm skersmeniu turi būti atliekamas atsinaujinančiu metodu. Kiekvienos svetainės ilgis turėtų būti 200-250 mm.
Vėlesnių sluoksnių sekcijų ilgis gali būti pusė jungties apskritimo. Vamzdžių sujungimai su sienos storis iki 16 mm gali būti suvirintas su pusės perimetro ilgio, pradedant nuo antrojo sluoksnio.
Vieno suvirintojo siūlų (1-14) ir sluoksnių (I-IV) prioritetas
| Antrasis etapas |
 |
Horizontalios ne atspindinčios sąnariųvamzdžiai su didesniu nei 219 mm skersmeniu, kurį atlieka vienas suvirintojas, būtina suvirinti atsinaujinančiu metodu sekcijų, kurių ilgis yra 200-250 mm. Ketvirtas ir vėlesni sluoksniai gali būti suvirinti.
Prioritetas (1-12) atlieka siūles vienu suvirintoju
Suvirinant horizontalią jungtį su dviem suvirintojais, šaknų siūlės suvirinimo seka priklauso nuo vamzdžių skersmens. Jei skersmuo yra mažesnis nei 300 mm, kiekvienas suvirintojas užpildo pusę perimetro. Tuo pačiu metu suvirintojai turi būti vieninteliais jungtiniais taškais. Jei vamzdžių skersmuo yra 300 mm ir daugiau, šaknų siūlės yra suvirinta nevertiniu 200-250 mm skirsnių metodu.
 |  |
||
Vamzdžių, kurių skersmuo yra iki 300 mm, kurių sienelių storis yra didesnis kaip 40 mm, pirmieji trys sluoksniai turi būti suvirinti atsinaujinančiu metodu, o vėlesni sluoksniai yra sritys, lygios pusei apskritimo.
Vamzdžių, pagamintų iš mažo lydinio plieno su daugiau kaip 600 mm skersmens su sienos storis 25-45 mm, yra suvirinami taip: Visi siūlės sluoksniai atliekami su atsinaujinančiu metodu ne daugiau kaip 250 mm sklypai.
Vamzdžiai su daugiau kaip 600 mm skersmens nuo chromolibdenovadium plieno, du ir daugiau suvirintojų yra suvirinami vienu metu, kurių kiekvienas turi savo segmentą jungtį. Taikyti atvirkštinį metodą (skirsniai 200-250 mm). Ketvirtą ir vėlesnius sluoksnius leidžiama atlikti skyrius, lygius ketvirtadalui apskritimo.
Prioritetas ir apytikslė sluoksnių ir ritinių vieta (1 - 20), kai suvirinant vertikalius ir horizontalius storio vamzdžių sujungimus iš anglies ir mažai lydinio plienų
Rankinė technika lankinio suvirinimo Vamzdžiai apima elektrodus
Suvirinta siūlė atliekama dviem priėmimams. Sankryžos perimetras sąlyginai padalinamas iš vertikalios ašinės linijos į dvi dalis, kurių kiekvienas turi tris būdingas pozicijas:
Lubos (1-3 pozicija);
Vertikali (4-8 pozicija);
Mažesnė (9-11 pozicija). Kiekvienas sklypas suvirinamas iš lubų padėties. Suvirinimas atliekamas tik su trumpu lanku:
kur D yra elektrodo skersmuo. Baigti siūlę apatinėje padėtyje.
Kiekvieno sekcijų suvirinimas prasideda nuo 10 20 mm atstumu nuo vertikalios ašies. Siūlės sutapimo skyrius yra "užraktas" junginys - priklauso nuo vamzdžio skersmens ir gali būti nuo 20 iki 40 mm. Kuo didesnis vamzdžio skersmuo, tuo ilgiau "pilis"
Pradinė siūlės dalis atliekama lubų padėtyje "kampas atgal" (poz. 1,2). Persikeliant į vertikalią padėtį (poz. 3-7), suvirinimas yra "kampas į priekį". Pasiekus 8 padėtį, elektrodas yra orientuotas į dešinįjį kampą, bet einant į apatinę padėtį, suvirinimas vėl veda į "kampą".
Prieš suvirinant antrą svetainę, turite valyti pirminius ir galutinius siūlės sekcijas su sklandžiu perėjimu prie atotrūkio arba į ankstesnį volelį. Antrosios svetainės suvirinimas turėtų būti atliekamas taip pat kaip ir pirmasis.
Dėl šaknų siūlės naudojamas elektrodas su 3 mm skersmens. Srovės stiprumas lubų padėtyje 80-95 A. Dabartinė vertikaliai rekomenduojama sumažinti iki 75-90 A. suvirinimo metu esant mažesnei dabartinės padidinimo padėtyje iki 85-100 A.

Kai suvirinimo vamzdžiai su aukštos kokybės susidarymu su siūlės šaknu be montavimo, vežėjas pasiekiamas pastoviu maitinimu elektrodą į spragą. Norint pasiekti reguliavimą vamzdžio viduje, galite gauti siūlę su išgaubiu paviršiumi, kuriems reikės vėlesnio mechaninės nuėmimo į lubų padėtį.
Vamzdžių pjovimo pildymas su sienos storis daugiau kaip 8 mm atsiranda netolygiai. Paprastai mažesnė padėtis atsilieka. Siekiant suderinti pjovimo pjovimą, būtina papildomai perdaryti volelius pjovimo viršuje. Priešpaskutiniai sluoksniai turi palikti tuščią ne daugiau kaip 2 mm gylį
 |
Suvirinamos siūlės yra suvirintos už vieną ar daugiau ištraukų. Priešpaskutinis ritininis apdaila taip, kad pjovimo liekanas būtų užpildytas iki 0,5-2 mm gylio, o pagrindinis metalas išilgai pjovimo kraštų buvo išvalytas ant 1/2 elektrodo skersmens pločio.

Kai vamzdžio suvirinimas su mažesniu nei 150 mm skersmeniu su sienos storis yra mažesnis nei 6 mm, taip pat įrengimo sąlygose, kai maitinimo šaltinis pašalinamas iš eksploatavimo vietos, suvirinimas atliekamas viename ir tas pats suvirinimo srovės vertė. Rekomenduojama pasirinkti dabartinį režimą ant lubų padėtyje, dabartinė yra pakankama mažesnei padėčiai. Suvirinant nuo lubų padėtį į vertikalią padėtį, todėl nėra pernelyg didelio reguliavimo, jis turėtų būti naudojamas pertrūkių siūlės formavimosi. Šiuo atveju metodas periodiškai nutraukiamas lanko deginimo procesas viename iš kraštų.
Priklausomai nuo vamzdžio sienos storio, tarpo ir nuobodu krašto, rekomenduojama suvirinti su "tepiniais" vienu iš būdų:
1. Deginkite lanką nuolat ant vieno iš kraštų ir suskaidyti po vonios formavimo - į kitą. Pauzė tarp uolos ir uždegimo turėtų būti tokie trumpai, kad metalo siūlės neturi laiko visiškai kristalizuoti, o šlakas yra kietas.
2. Su dideliu metaliniu storis, lankelis yra apšviestas tame pačiame krašte.
ARC sukabinimo lanko uždegimas
Neįrūkančios horizontalios jungties suvirinimas
Suvirinimas su stabilaus reguliavimo formavimu atlieka elektrodą su 3 mm skersmeniu. Suvirinimo srovė pasirinkta priklausomai nuo pagrindo metalo storio, tarp kraštų ir storio storio. Elektrodo nuolydis yra 80-90 ° iki vertikalios. Suvirinant "kampą atgal", nuolydis užtikrina maksimalų klausimą, o "kampas" yra minimalus.
Nepakankamo reglamento atveju, lanko ilgis turi būti trumpas, ir su įprastu vežimu - terpėje.
 |  |
||
Šaknų siūlės geriau atlikti su minimaliais suvirinimo vonios dydžiais, kad ant atvirkštinės siūlės pusės nėra kanalų ir spyruoklių.
Antrasis volelissudaryta taip, kad išlydytumėte pirmuosius šaknų siūles ir abu vamzdžio kraštus. Suvirinimo srovė sumontuota ant vidutinio diapazono. Virdulio nuolydis yra toks pat, kaip ir suvirinant pirmąją šaknų siūlę. Suvirinimas švino "kampo nugarą". Greitis pasirenkamas taip, kad ritininio išvaizda yra normalu (ne išgaubti ir ne įgaupti)
Trečiasis volelisgeriau atlikti didesniais režimais. Suvirinimas švino dešiniuoju kampu arba "kampu atgal". Greitis yra pasirinktas taip, kad ritinėlis būtų išgaubtas, su lentyna, kad laikytumėte tolesnio ritinio metalo vonią. ARC trajektorija turėtų sutapti su antrojo ritininio kraštu.
Ketvirtasis ritininis. \\ T- horizontalus. Jis atliekamas tuo pačiu režimu kaip ir trečiasis. Elektrodas pakreipiamas 80-90 ° kampu iki vamzdžio vertikalaus paviršiaus. Suvirinimo greitis yra palaikomas taip, kad viršutinis pjovimo kraštas būtų lydytas, antrojo ritinio paviršius ir trečiojo volelio viršaus. Išvaizda Ketvirtasis ritinėlis turėtų būti normalus.
 |
"Pilis» ryšiaijis yra suvirintas su sklandžiu siūlės dydžio padidėjimu pradžioje ir galutinio skyriaus pradžioje ir sumažėjime, "RAID" iki siūlės pradžios iki 20-30 mm.
Suvirinimo veido sluoksnisbūtina atlikti to paties skersmens elektrodus, kurie buvo naudojami užpildant pjovimą, bet ne daugiau kaip 4 mm. Paskutinis viršutinis volelis yra didesnis greičiu, kad jis taptų siauras ir plokščias
Technologijos ranka argono-lanko suvirinimo vamzdžiai
Technologinės galimybės
Suvirintos siūlės yra visiškai atliekama rankiniu argoniniu suvirinimu su nesuderinamu elektrodu (rekomenduojama sienos storis iki 3 mm);
Suvirinta siūlė atliekama kartu su kombinuotu metodu: šaknų siūlės - rankinis argono-lanko suvirinimas su nesuderinamu elektrodu, ir vėlesniais sluoksniais - rankiniu lanku su dengtu elektrodu (patartina vamzdžio storis 4 mm storis 4 mm storis arba daugiau).
Apytikslė sluoksnių ir ritinių vieta (1 - 8)
 |
Sąnariuose, virti pagal įvairias technologines galimybes
Su iki 2 mm sienos storio, jungtinis skerspjūvis turi būti suvirintas į vieną sluoksnį
Rankinis argono konversijos suvirinimas neužsikimšęs W-elektrodas naudojamas neatspindinčioms vamzdžių sąnariams nuo mažo anglies, mažai legiruotų ir lydinių (atsparūs korozijai) plienai. Suvirintų vamzdžių skersmuo yra mažesnis nei 100 mm, sienos storis yra iki 10 mm.
Pasirinkite režimo parametrus
Suvirinimo srovėpasirinkite: su vieno pass suvirinimu - priklausomai nuo vamzdžio sienos storio ir su kelių dažniu - pagal ritininį aukštį, kuris turėtų būti 2-2,5 mm. Suvirinimo srovė yra nurodyta 30-35 - 1 mm skersmens elektrodo.
Įtampa ant lankojis turėtų būti minimalus, kuris atitinka trumpo lanko suvirinimą.
Suvirinimo greitisreguliuoti, kad kraštai būtų garantuojami ir pageidaujamų siūlės dydžių susidarymas.
Apsauginis dujų suvartojimaspriklauso nuo suvirinto plieno ir esamo režimo (nuo 8 iki 14 l / min) prekės ženklo.
Priekinė viela1,6-2 mm skersmuo yra pasirinktas išilgai suvirinto plieno ženklu (žr. 16 psl. Lentelę).
Į kategorijas: Suvirinimo darbai
Rankinis vamzdynų sąnarių suvirinimas
Naudojami rankiniams elektriniams vamzdžių suvirinimui, metalo elektrodai yra naudojami kaip užpildymo priedai suvirinta siūlė Ir tuo pačiu metu dabartinis laidininkas į lanką.
Suvirinimo kokybė labai priklauso nuo vamzdžių sukilimo paviršių būklės, apie jų galų derinio tikslumą ir daugiausia iš naudojamo elektrodo, kuris yra metalinis dengtas metalinis strypas. Metalinis strypas elektrodo yra pagamintas iš skirtingų storio elektrodų laidų. Vamzdžių suvirinimui viela naudojama su nuo 2 iki 5 mm storio.
Elektrodų dangos yra plonos ir storos, paskutinės su aukštos kokybės danga. Elektrodo danga su subtiliu (kreidos) danga yra 1-2% metalinio strypo svorio. Aukštos kokybės elektrodo aušintuvas yra 20-30% metalinio strypo svorio.
Svarbiausia dengimo formavimo šlako nuosavybė. Šlakas yra nemetalinis lydinys, kurio dalis yra mažesnė už specifinį suvirinto metalo sunkumą; Slag plaukioja ir sukuria mechaninį lydyto metalo dangtį. Slakas apsaugo išlydytą metalą nuo absorbcijos nuo susmulkintos kenksmingų dujų, skirtų siūlės deguonies ir azoto.
Kadangi šlakas lydosi žemesnėje temperatūroje nei pagrindinis metalas, ir kietėjimo metu yra trapi, tada suvirintojas lengvai atkuria jį su elektrodo strypo storiu. Siuvimo siūti yra elektros vamzdžių suvirinimo defektas, nes bet kokie nemetaliniai intarpai smarkiai sumažina siūlės stiprumą.
Plonas (kreida) danga susideda iš 80-85% kreidos ir 15-20% skysto stiklo, kuris yra rišiklio medžiaga, dėl kurios dangtis laikomas ant strypo. Plonas danga yra reikalinga nuolatiniam deginimui lanko, nes dažnai lanko pertraukos pablogina suvirinimo kokybę.
U.Elektros su storomis lanko deginimo danga, tačiau metalo nusodinimas atsiranda po šlako sluoksniu, kuris neleidžia matyti suformuotos siūlės. Siūlės stiprumas ir klampumas yra gerokai didesnis nei siūlių, atliekamų elektrodų su smulkia danga siūlės. Siūlės kokybės gerinimas pasiekiamas apsauga nuo metalo apsauga nuo deguonies ir azoto, suformuoto šlakas iš storo elektrodo sluoksnio, taip pat aukštos kokybės elementų įvedimas į mažinamą metalą. Šie elementai suvirinimo metu pereina nuo metalo dangos.
Rankinio lanko suvirinimui vamzdžių, būtina naudoti E-42 ir E-42a elektrodus. Elektrodai turi turėti to paties storio danga. Visi elektrodai be įtrūkimų, vietinių sutirštančių ir kitų matomų defektų.
Elektrodo skersmuo turi būti pasirinktas priklausomai nuo ri) vamzdžių storio. Mygtukų jungtys Vamzdžiai su sienos storis - iki 5 mm, reikia suvirinti elektrodais, kurių skersmuo yra 3 mm atstumu nuo sukamųjų jungčių 100-250 A, ir ne tekinimo jungtys - 80-120 a.
Daugiasluoksnėje mygtukų siūlės Pirmasis sluoksnis turi būti atliekamas elektrodu su 4 mm skersmeniu, kad būtų užtikrintas gilus tiekėjas, vėlesnės siūlės - su didesnio skersmens elektrodais.
Suvirinimo laidai, kurie tiekia srovę nuo maitinimo šaltinio iki suvirinimo arge.turi būti lengvas, lankstus ir patikimas izoliacija.
Suvirinant, atliekami šie ryšiai: Jack, tweeted, vtavr ir kampas.
Pectorist junginys vadinamas tai, kai vienas elementas yra ant kito. Pastarojo plotis turėtų būti bent du metaliniai storiai.
Pagal padėtį, kurioje gaminamas suvirinimas, siūlės yra mažesnės, horizontalios, vertikalios ir lubos. Žemutinė siūlė yra patogiausia suvirinimui. Jis yra apačioje po elektrodu, o suvirinimas pagamintas iš viršaus. Horizontali siūlė Atlikite vertikaliai įrengto vamzdžio perimetrą. Vertikali siūlė yra įrengtos stačios vamzdžio pusėje, suvirintas jo ilgiu. Lubų siūlai Atliekamas virš suvirintojo galvos.
Suvirinimo vamzdynai yra geresni apatinėje padėtyje (pasukamos siūlės). Tik uždarymo montavimo jungtys atlieka neatspindi.
Plieniniai vamzdžiai Prijunkite daugiausia lizdą. Vamzdžių prijungimas. Žodis reikalauja privalomo kraštų teikimo visam sienų storiui.
Mažųjų skersmens vamzdžių elektrinio suvirinimo tipai parodomi Fig. vienas.
Norėdami sumažinti vamzdžio viduje, elektrodo polinkio kampas į horizontalią turi būti ne daugiau kaip 45 ° (1 pav., A).
Suvirinant užpakalinį ir T formos junginius mažo skersmens vamzdžių, elektrodai su 3 mm tipo E-42 ir E-42a skersmens (1 pav., B, D). Dabartinės jėgos stiprumas yra 80-ųjų. Suvirinimas turi būti 2-3 mm, 6-8 mm pločio.
Suvirinant, tie patys elektrodai suvirinant tuos pačius elektrodus; Dabartinė jėga yra nustatyta iki 10Q-120 a. Suvirinimo aukštis turi būti 3 mm, o plotis yra 6-8 mm.
Prieš suvirinimo vamzdžius reikia atlikti šį parengiamuosius darbus: - švarūs vamzdžiai nuo dirvožemio, purvo ir šiukšlių; - apkarpyti arba ištiesinti deformuotus vamzdžių galus. Tiesiai vamzdžių galai turi atitikti, kai jie yra suderinti. Neleidžiama įlenkimų ir kalų buvimas;
ARC suvirinimo metu išvalykite kraštą į metalinį blizgesį ir greta jų vidinio ir išorinio vamzdžių paviršiaus bent 10 mm pločio;
sąnarių sąnariai, veikiantys be pertraukos, kol visa jungtis yra visiškai suvirinta; - suvirinimo vamzdynai be pamušalo žiedų; - rotacinių ir neatspėjančių vamzdžių suvirinimo su sienų storis iki B mm, kad atliktumėte bent du sluoksnius; Su vamzdžio sienelės storis nuo 6 iki 12 mm - trimis sluoksniais ir 19 mm storio ir didesniu - keturiais sluoksniais. Kiekvienas siūlės sluoksnis prieš perduodant vėlesnį šlako. Pirmieji RVA sluoksniai turėtų suteikti visam jo šaknies tiekėjui.
Fig. 1. Vamzdžių suvirinimas: a - elektrodo padėtis, kai suvirinimo vamzdžiai, b - Vandens vamzdžių suvirinimas, Vanselio suvirinimo vamzdžiai, G - vamzdžių suvirinimas filialų metu
Vamzdžių kraštų ir suvirinimo metu naudojami jų kampai turi atitikti lentelėje pateiktas vertes. vienas.
1 lentelė
Vamzdžių, paruoštų suvirinimui, kraštų forma 
Rankinis lankas vamzdžių suvirinimo su sienos storis iki 4 mm ir automatinio suvirinimo vamzdžių su sienos storio iki 6 mm inclosivelly gaminti be kraštų kūgio.
Nukrypimai nuo derinimo (kraštų poslinkio), kai surinkimo vamzdžiai neturi viršyti lentelėje pateiktos vertės. 2.
2 lentelė
Paklokimo į krašto poslinkio A montuojant vamzdžius 
Vamzdžiai nuimami su atotrūkiu, kurio vertė nurodyta lentelėje. Aštuoniolika.
Valdymo antgaliai filialų ant vamzdyno suvirinimo vietose neleidžiama.
Atstumas tarp dujotiekio suvirinimo ir antgalio suvirinimo turi būti bent 100 mm.
3 lentelė.
Leistini spragai, kai suvirinimo vamzdžiai 
Juosta turi būti 40-50 mm ilgio sukamosioms sąnariams, 60-70 mm luboms. Juostos aukštis turi būti 40-50% vamzdžio sienelės storio.
Kai suvirinimo vamzdžiai su sienomis su daugiau kaip 8 mm storio, pirmasis sluoksnis yra virinamas su greičiu suvirinimo, likę sluoksniai yra kieta. Su sustiprintu suvirinimu, bendras ratas yra suskirstytas į kelis skyrius, iš pradžių suvirinkite per svetainę, tada praleido.
Pirmasis suvirinimo sluoksnis yra atsakingas. Įdėję šį sluoksnį, turite visiškai nutraukti kraštus ir nuobodumą. Tada tai yra būtina. Jis yra kruopščiai peržiūrėtas ir patikrinkite, ar nėra įtrūkimų. Nustatyti įtrūkimai turi būti sumažinti arba sumokėti, o sekcijos vėl suvirintos.
Antrasis ir trečiasis sluoksniai suvirinami, lėtai pasukdami vamzdį. Kiekvieno iš šių sluoksnių pradžia ir pabaiga turėtų būti perkelta 15-30 mm, palyginti su ankstesnio sluoksnio pradžia ir pabaiga.
Paskutinė siūlė turi turėti lygų paviršių ir sklandžiai pereiti į pagrindinį metalą.
Kurių daugiasluoksnės suvirinimo atveju kiekvienas vėlesnis sluoksnis yra atliekamas atvirkštinio ankstesnio kryptimi, kiekvieno sluoksnio uždarymo sekcijos turi rotacinę pusę vieni kitiems. Tai pagerina suvirinimo kokybę.
Po suvirinimo kiekvieno sluoksnio sluoksnio ir plotas greta jo yra išgrynintas nuo šlako ir purslų geriau sinjus sluoksnių.
Rankinis vamzdynų sąnarių suvirinimas
XXVIII skyrius.
Kai kurių tipų konstrukcijų suvirinimo savybės
§ 125. Vamzdžių suvirinimas
Bendra. Kai pastato vamzdynai, suvirintos sąnariai gali būti pasukami, neatspindintys ir horizontalios (123 pav.).
Fig. 123. suvirintų vamzdžių jungtys:
ir - pasukamas, b - ne posūkis, horizontalus
Prieš montuojant ir suvirinant vamzdį, jie tikrina, ar laikomasi projekto reikalavimų, pagal kurį dujotiekis yra pastatytas ir specifikacijos. Pagrindiniai reikalavimai: vamzdžių sertifikato buvimas, vamzdžių elipsės nebuvimas, vamzdžio dydžio nebuvimas, vamzdžio cheminės sudėties ir mechaninių savybių laikymasis su techninėmis specifikacijomis ar gosts nustatytais reikalavimais.
Suvirinant vamzdžių suvirinimo vamzdžių paruošimą, tikrinamas vamzdžių pjovimo plokštumos į savo ašį, krašto kampu, krašto kampu ir nuobodumo dydį. Siūlės atskleidimo kampas turi būti 60-70 °, o įdėjimo dydis yra 2-2,5 mm (124 pav.). Šampūnai pašalinami iš vamzdžių galų mechaniniu metodu, dujų aštriais arba kitais metodais, kurie suteikia reikiamą formą, matmenis ir kokybę apdorotų kraštų.

Fig. 124. Vamzdžių kraštų paruošimas suvirinimo su sienų storis 8-12 mm
Skirtumas nuo rištų vamzdžių sienų ir jų kraštų poslinkis neturi viršyti 10% sienos storio, bet ne daugiau kaip 3 mm. Kai prijungimo vamzdžiai, vienodas atotrūkis tarp prijungtų žydinčių elementų kraštų yra 2-3 mm.
Prieš sujungdami įstrigusių vamzdžių kraštą, taip pat vidiniai ir išoriniai paviršiai, esantys iki 15-20 mm ilgio, yra išgryninami iš aliejaus, skalės, rūdžių ir purvo.
Phacks, kurios yra neatsiejama suvirinimo dalis, atlieka tuos pačius suvirintojus, kurie suvirina jungtis naudojant tuos pačius elektrodus. Kai vamzdžiai yra suvirinimo su iki 300 mm skersmens, žyma atliekama tolygiai aplink apskritimą keturiose vietose, kurių aukštis yra 3-4 mm ir 50 mm ilgio. Kai suvirinimo vamzdžiai su daugiau kaip 300 mm skersmens, juostos yra vienodai per visą sąnarių apskritimą kas 250-300 mm.
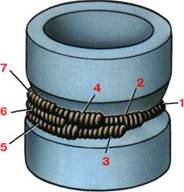
Įdiegus vamzdynus, būtina stengtis užtikrinti, kad pasukama padėtis būtų suvirinta daugiau sankryžų. Vamzdžiai, kurių sienelių storis yra 12 mm, suvirintas trimis sluoksniais. Pirmasis sluoksnis sukuria vietinę provinciją į siūlės ir patikimos briaunų sintezės šaknyje. Norėdami tai padaryti, būtina, kad filtruotas metalas, susidaręs vamzdžio viduje siauros sriegio ritinėlės, kurio aukštis yra 1-1,5 mm, tolygiai platinant visame apskritime. Norėdami gauti tiekėją be ledų ir grafiko, elektrodo judėjimas turi būti stūmokliniu su suvirinimo vonios neprarandimosi elektrodo vėlavimu, šiek tiek skersinio virpesio tarp kraštų ir mažos skylės susidarymo kampinio kampo viršuje kraštų. Skylė gaunama kaip pagrindinio metalo sklidimo pagal lanką. Jo dydis neturi viršyti 1-2 mm tarp vamzdžių.
Suvirinimo suvirinimo jungtys. Pirmasis 3-4 mm aukščio sluoksnis yra suvirintas elektrodais, kurių skersmuo yra 2, 3 ir 4 mm, antrasis sluoksnis yra nufilmuotas su didesniu skersmens elektrodais ir didėjančiu srovėmis. Pirmieji du sluoksniai gali būti atliekami vienu iš šių būdų.
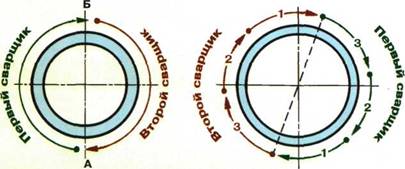
1. pokštas yra padalintas į keturias dalis. Iš pradžių 1-2 skirsniai suvirinami, po kurio vamzdis pasukamas 180 °, o 3 ir 4 skirsniai yra alaus (125 pav.). Tada vamzdis pasukamas dar 90 ° ir suvirintų 5 ir 6 sekcijų, tada pasukite vamzdžio 180º ir suvirinimo skyrius 7 ir 8.

Fig. 125. Vamzdžių suvirinimo grandinė:
2. Joke yra padalinta į keturias dalis. Pirmasis suvirinimas 1 ir 2, tada pasukti vamzdį 90 ° ir 3 ir 4 dalys yra suvirintos (126 pav.). Po pirmojo sluoksnio suvirinimo vamzdis pasukamas 90 °, o 5 ir 6 skirsniai suvirinami, tada vamzdis yra 90 °, o 7 ir 8 skirsniai suvirinami.

Fig. 126. Vamzdžio sąnario schema antrajame metode
3. Jungtis yra padalinta į kelis sekcijas (kai suvirinimo vamzdžiai su didesniu nei 500 mm skersmeniu), suvirinimas švino persikvalifikavimo žingsnį atskirose skyriuose (127 pav.). Kiekvienos siūlės ilgis (1-8) yra 150300 mm ir priklauso nuo vamzdžio skersmens.

Fig. 127. Didelio skersmens vamzdžių jungties suvirinimo schema:
a - pirmasis sluoksnis, B - antrasis sluoksnis
Trečiasis sluoksnis visuose aptariamuose metoduose yra taikomi viena kryptimi, kai pasukamas vamzdis. Vamzdžiuose su iki 200 mm skersmens, jūs negalite suskirstyti sąnario į sekcijas ir suvirinti jį su kieta siūlė su sukasi vamzdį suvirinimo proceso (pav. 128). Antrasis ir trečiasis sluoksniai atliekami panašiai į pirmąjį, bet priešingomis kryptimis. Visais atvejais kiekvienas vėlesnis persidengimas iki 10-15 mm yra būtinas.
Fig. 128. Mažas skersmens vamzdžių jungtis
Ne tekinimo sankryžų suvirinimas. Vamzdžių su sienų storis iki 12 mm sujungimo jungtys yra suvirintos trimis sluoksniais, kiekvieno sluoksnio aukštis neturi viršyti 4 mm, o ritininio pločio plotis turi būti lygus dviejų trijų elektrodo skersmens.
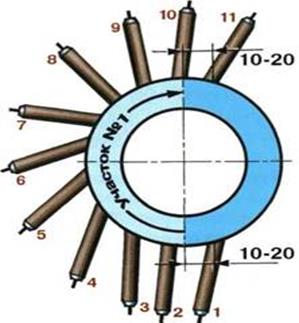
Vamzdžių su daugiau kaip 300 mm skersmens sujungimai yra suvirinti su atvirkštiniu žingsniu, kiekvieno sekcijos ilgis turi būti 150-300 mm, jų perdangos pavedimas rodomas Fig. 129.

Fig. 129. sluoksnių sluoksnių schema, kai skersmens vamzdžių suvirinimo suvirinimas iki 400 mm (suvirinimo sekcijos numeriai palei sluoksnius rodomi, ir rodyklės - suvirinimo kryptis)
Pirmasis sluoksnis yra suformuotas, kai elektrodas yra abipusis su suvirinimo vonios lanku. Dabartinis yra 140-170 A, kuris leidžia jums sumokėti sąnario kraštą, kad suformuotumėte siaurą sriegio ritinėlį, kurio vidinėje pusėje yra 1-1,5 mm aukščio. Tuo pačiu metu, dideli išlydyto metalo ir suvirinimo purslai turi būti pagaminti su suvirintais kraštais ir suvirinimas turi būti pagamintas be nudegimų. Dėl šios lanko turėtų būti trumpas. Atidarius lanką nuo vonios, jį neįmanoma pašalinti daugiau kaip 1-2 mm. Greitinio sluoksnio pradžios ir pabaigos sutapimas turi būti 20-25 mm.
Antrojo sluoksnio suvirinimo režimas yra toks pat, kaip ir pirmojo sluoksnio suvirinimui. Antrojo sluoksnio suvirinimo elektrodas turi turėti skersines virpesius nuo vieno krašto krašto iki kito krašto krašto.
Kai suvirinimas, kiekvieno sluoksnio paviršius gali būti įgaubtas (130 pav., A) arba šiek tiek išgaubtas (130 pav., B), per didelis siūlės išgaubtumas, ypač kai lubų suvirinimas (Pav. 130, c) gali būti neabejotinos priežastis.

Fig. 130. Šaknų siūlės paviršius:
ir - įgaubti, 6 - šiek tiek išgaubti, B yra labai išgaubti (rodyklės rodo galimų palūkanų vietas)
Siekiant palengvinti suvirinimo zonos stebėjimą išlaikyti paskutinį priešpaskutinio sluoksnio sluoksnį, ant kraštų regione, kad jo paviršius būtų 1-1,5 mm žemiau kraštų kraštų (131 pav.). Pastarasis sluoksnis atliekamas su 2-3 mm aukščiu, o 2-3 mm pločio didesnis už krašto pjovimo plotį; Ji turėtų turėti sklandų perėjimą nuo suvirinimo metalo iki pagrindinio.

Fig. 131. EDGE pjovimo grandinė
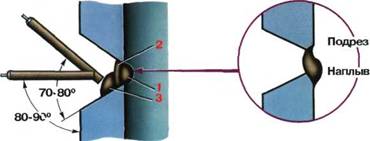
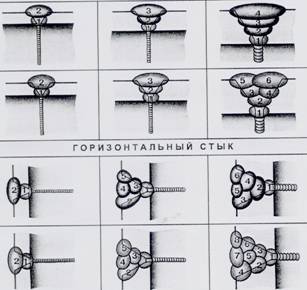
Suvirinimo horizontalios sankryžos. Kai montuojant horizontalias vamzdžių sąnarius, nereikia visiškai pašalinti apatinio vamzdžio kraštus, pakanka atskleisti jį 10-15 ° kampu, kuris pagerina suvirinimo procesą nekeičiant jo kokybės (132 pav. , a). Kai montuojant nematomus vamzdynus apatiniame vamzdelyje, "Chamfer" nėra pašalintas (132 pav., B).

Fig. 132. Atsakingo (A) ir alėjos (B) horizontalių jungčių kraštų schema ir jų suvirinimas (B) nurodomi sluoksnių skaičius.
Geriausias suvirinimo metodas horizontalių sąnarių yra mažų skerspjūvių volai suvirinimo. Pirmasis ritininis velenas yra nustatytas siūlės viršuje (pav. 132, c) su elektrodais su 4 mm skersmeniu (esant 160-190 a) su abipusiu elektrodo judėjimu su privaloma formacija viduje siauros sriegio volelio jungties su 1-1,5 mm aukščiu. Po pirmojo ritinio (sluoksnio), jis yra valomas su jo paviršiu, antrasis ritinėlis yra sujungtas taip, kad jis persidengtų pirmojo su abipusiu judėjimu elektrodo ir jo mažą virpesio nuo apatinio krašto krašto į viršutinio krašto kraštas. Suvirinimas atliekamas ta pačia kryptimi, kaip pirmojo sluoksnio (ritinio) suvirinimas, tada srovė padidėja iki 250-300 a ir suvirinti trečią volelį su elektrodais su 5 mm skersmeniu, kuris padidina suvirinimo efektyvumą. Trečiasis ritinėlis skiriamas priešais pirmojo krypties, jis turi sutapti su 70% antrojo ritininio pločio. Ketvirtasis ritininis dedamas ta pačia kryptimi, tačiau jie yra tarp trečiojo volo ir viršutinio krašto.
Su vamzdžio suvirinimo daugiau nei trijų sluoksnių suvirinimo, pradedant nuo trečiojo sluoksnio, kiekvienas vėlesnis atliekamas priešinga kryptimi nei ankstesnis. Vamzdžiai su iki 200 mm skersmens yra suvirinti kietomis siūlėmis, o skersmuo daugiau kaip 200 mm yra atvirkštinio žingsnio metodas.
Gerbiami lankytojas, perskaitėte straipsnį "suvirinimo vamzdis", kuris skelbiamas kategorijoje "Rankinis lanko suvirinimas". Jei jums patiko ar naudingas šis straipsnis, pasidalinkite, prašome su draugais ir pažįstamais.
Uždirbti savo žiniomis. Atsakykite į klausimus ir gauti pinigus už jį!
2012 m. Vasario 11 d. | Peržiūrų: 48851 |
Masyvas (\u003d\u003e [~ žymės] \u003d\u003e \u003d\u003e 40509 [~ id] \u003d\u003e 40509 \u003d\u003e vamzdynų suvirinimo technologija [~ NAME] \u003d\u003e vamzdynų suvirinimo technologijos \u003d\u003e 1 [~ iBLOCK_ID] \u003d\u003e 1 \u003d\u003e 115 [~ iBlock_section_id ] \u003d\u003e 115 \u003d\u003e
Vamzdynų klasifikavimas
Žuvininkystės vamzdynai
Pagrindiniai vamzdynai
Vandens tiekimas ir nuotekos
Vamzdynų suvirinimo metodai
1 lentelė
Reikalavimai vamzdžiams
NVS vamzdžiuose naudojami pagal GOST 8731 ... GOST 8734 B grupės, taip pat su atitinkamu techniniu ir ekonominiu pagrindimu - pagal GOST 9567; Plieno elektriniai suvirinimo vamzdžiai - pagal GOST 20295 vamzdžių su sąlyginio skersmens (DF) iki 800 mm imtinai. Už vamzdį du\u003e
Vamzdžių surinkimo reikalavimai
Pašildymas
2 lentelė
(° C) tp.p \u003d 1440 RCM - 392.
3 lentelė.
[~ Detail_Text] \u003d\u003e
Vamzdynų klasifikavimas
Priklausomai nuo dujotiekio funkcinio tikslo, padalinto į:
Žuvininkystės vamzdynai
Pagrindiniai vamzdynai
Vamzdynai Pora I. karštas vanduo
technologiniai vamzdynai
Dujų tiekimo vamzdynai (platinimas)
Vandens tiekimas ir nuotekos
Reikšmingas tūris plienui, naudojamam vamzdžių gamybai ir įvairių tikslų vamzdynų statybai užima mažai anglies dioksido į aplinką išskiriantys ir mažai lydinio plienas, kurio derlius yra iki 500 MPa.
Kadangi įvairių tikslų vamzdynų vamzdynų suvirinimo technologiniai vamzdžių suvirinimo procesai beveik šiek tiek skiriasi vienas nuo kito, o skirtumai taikomi tik kraštų, surinkimo, kokybės paruošimo reikalavimuose Suvirintų sąnarių ir bandymų stiprumo ir sandarumo ir sandarumo ateityje mes apsvarstysime bendrąsias gamybos proceso nuostatas dėl pagrindinės ir paskirstymo (dujotiekių dujotiekių) pavyzdys.
Vamzdynų suvirinimo metodai
Suvirinimo vamzdynų metodai klasifikuojami kaip terminiai, termomechaniniai ir mechaniniai. Terminiai metodai apima visus lydymosi suvirinimą (lanko, dujų, plazmos, elektronų pluošto, lazerio ir tt tipai suvirinimo rūšys. Termomechaninė klasė apima mėsos kontaktinį suvirinimą, magnetiškai kontroliuojamo lanko suvirinimą. Į mechaninius metodus yra trintis ir sprogimas. suvirinimas.
Yra metodai suvirinimo vamzdynų pagal tipo energijos vežėjų (lanko, dujų, plazmos, lazerio ir kt.); pagal junginio susidarymo sąlygas (laisvas arba priverstinis suvirinimas); Suvirinimo zonos apsaugos metodas (pagal srautą, apsaugančiose dujose, naudojant savarankišką elektrodo vielą ir tt); Pagal proceso mechanizavimo ir automatizavimo laipsnį (rankinis, mechanizuotas, automatizuotas ir robotas).
Pagrindinių vamzdynų suvirinimui, didžiausias gautas platinimas aRC metodai suvirinimas. Daugiau nei 60% visų greitkelių jungčių suvirina automatiniu suvirinimu po srautu. ARC suvirinimas po srautu naudojamas tik tais atvejais, kai yra galimybė pasukti jungtį. Vamzdynų suvirinimas po srautu daugiausia naudojamas dviejų ir trijų vamzdžių sekcijų gamyboje, kurių skersmuo yra 219 ... 1420 mm. Kai mechanizuotų metodų naudojimas yra neįmanomas, naudojamas rankinis lankinis suvirinimas.
Rankinis lankinis suvirinimas atliekamas su įvairiomis sankryžos erdvinėmis pozicijomis - mažesnėmis, vertikaliomis ir lubomis. Suvirinimo procese rankiniu būdu judėkite elektrodą aplink sankryžos perimetrą 8 ... 20 m / h greičiu.
Apsauginis dujų suvirinimas turi veislių: pagal apsauginių dujų tipą - suvirinimo inertinių dujų (argono, helio, jų mišinys), aktyvių dujų (CO2, azoto, vandenilio), suvirinimo inertinių ir aktyvių dujų mišinio (AG + CO2; AG + CO2 + O2); pagal elektrodą - lydymas ir uncompaired (volframo) elektrodas; Pagal mechanizavimo, rankinio, mechanizuoto ir automatinio suvirinimo laipsnį. ARC suvirinimas apsauginėse dujose naudojami suvirinimui dujotiekiu įvairiomis erdvinėmis pozicijomis. Rankinio suvirinimo greitis 8 ... 30 m / h, mechanizuotas ir automatizuotas 20 ... 60 m / h. Suvirinimui vamzdynu, naudojamas mechanizuoto suvirinimo su milteliais viela su priverstine siūlės formavimu metodas, kuriame apsaugos funkcijas atlieka miltelių sudedamosios dalys, užpildančios vielos apvalkalą. Kadangi suvirinimo vonia yra kristalizuota, išorinis formavimo įrenginys ir suvirinimo galvutė yra perkelta palei sankryžos perimetrą nuo apačios iki 10 ... 20 m / h greičiu. Lazerinis suvirinimas su vamzdynu, kuriame lazerio spinduliai patiekiami energijos vežėjui. Lazerio suvirinimo greitis yra iki 300 m / val.
Sujungus kontaktinius suvirinimą su nuolatiniu lydymais, procesas automatiškai įvyksta pagal tam tikrą programą. Vienos sankryžos vamzdžių su suvirinimo su 1420 mm skersmens suvirinimo yra 3 ... 4 min., Vienos jungties suvirinimo ciklas vamzdynų konstrukcijos metu - 10 ... 15 min.
Automatinis magnetiškai kontroliuojamo lanko suvirinimas (arba arcontact suvirinimas) skiriasi nuo užpakalinio kontakto suvirinimo šildant kraštus. "Arcontact" suvirinime šildymą atlieka lanku, besisukančiu magnetiniu lauku palei sujungtų vamzdžių kraštus dideliu greičiu. Šis suvirinimo metodas naudojamas mažiems vamzdynams statyti (iki 114 mm) skersmens.
Reguliavimo dokumentai, naudojami pagrindinių ir paskirstymo vamzdynų statyboje
Pagrindinis reguliavimo dokumentas, reglamentuojantis surinkimo įgyvendinimo taisykles suvirinimo darbai Vamzdynų statybos NVS statybos metu "Statybos standartai ir taisyklės", kurių pagrindu "Suvirinti suvirinimo sąnarių konsoliduotos taisyklės buvo sukurtos" SP 105-34-96, taip pat Snip 3.05.02.88 "Dujų tiekimo vamzdynai". Šiuose dokumentuose pateikiamos suvirintojų suvirintojų bandymų taisyklės ir tolerancijos kontrolė, vamzdžių paruošimo taisyklės suvirinimu, vamzdžių redagavimo, remonto ir atmetimo sąlygos, surinkimo procedūra Įvairūs vamzdžiai vienas su kitu ir su vamzdžių jungiamosios detalėsSuvirinimo ir oro sąlygų metodai nustatomi dirbant su trasa, reguliavimo dokumentai reglamentuoja rekomenduojamų suvirinimo medžiagų naudojimą, taip pat suvirintų vamzdynų junginių kontrolės normą ir taisykles, jų pritraukimo ir remonto sąlygas.
Sukurant pagrindines šių Snipų nuostatas, buvo sukurtos technologinės instrukcijos suvirinimo vamzdynų (VNI 066-89 ir LBN A.3.1.-36-3-96 ir vamzdynų suvirintų sujungimų kontrolės metodas (VN 012-88) . Šios instrukcijose reglamentuojamos: pagrindinės technologijos rankų darbo ir automatinio vamzdžių žiedų jungčių suvirinimo, taip pat vamzdžių sujungimo ir platinimo kamieno ir skirstomųjų vamzdynų sustiprinimas su 14-1420 mm skersmeniu. Siena nuo 1 iki 26 mm, skirta slėgiui ne daugiau kaip 7,5 MPa; suvirintų sąnarių kontrolė ir jų remontas; Saugos ir gamybos sanitarija. Pagal šias instrukcijas leidžiama suvirinti vamzdžius nuo plienų su reguliavimo laiką, atsparumą 590 MPa imtinai . Instrukcijose pateikiami vamzdynų suvirinimo technologiniai bruožai naudojant rankinius suvirinimo metodus, automatinį suvirinimą pagal srautą, automatinį apsauginių dujų suvirinimą aplinkoje ir miltelių vieloje su prievartos siūlės. Instrukcijos netaikomos suvirinimo specialios paskirties vamzdynams (amoniakui, etilenui, etanoliui, anglies dioksidui ir kt.), Taip pat dujotiekiui korozionalizavimui.
Užsienyje vamzdynų statybos metu vadovaujasi nacionaliniais ir tarptautiniais standartais (1 lentelė), tarp kurių ARI 1104, ARI 5D ir CS 4515 naudoja didžiausią populiarumą. Kontroliuojant dujotiekio suvirintų jungčių kokybę, kaip taisyklė, vadovaujasi tarptautinis standartas ISO 8517 ir Europos standartas EN 25817.
1 lentelė
Reikalavimai vamzdžiams
Dėl kamieno ir skirstomųjų dujotiekių statybos, plieno besiūlių elektrinių suvirintų braškių ir spiralshots. Vamzdžiai su iki 1020 mm skersmens yra pagaminti iš ramus ir pusiau šviesus mažo lydinio plieno, vamzdžiai su iki 1420 mm skersmens - nuo mažai legiruotų plieno į termiškai patobulintą arba termomechaniškai sukietėję būseną. Tik platinimo dujotiekiams Žemas spaudimas (Iki 0,005 MPa) leidžiama naudoti vamzdžius nuo mažo anglies plieno virimo.
NVS vamzdžiuose naudojami pagal GOST 8731 ... GOST 8734 B grupės, taip pat su atitinkamu techniniu ir ekonominiu pagrindimu - pagal GOST 9567; Plieno elektriniai suvirinimo vamzdžiai - pagal GOST 20295 vamzdžių su sąlyginio skersmens (DF) iki 800 mm imtinai. "Pipe Du\u003e 800 mm" yra sukurtos specialios techninės sąlygos, kuriose turėtų būti įtrauktos toliau pateiktos reikalavimai.
Galutiniai vamzdžiai yra pažymėti, išjudinant antspaudus (šalto štampavimo) 250-500 mm atstumu nuo vieno vamzdžio galų šie duomenys: prekės ženklas arba gamintojo pavadinimas; Plieno ar jo sąlyginio žymėjimo prekės ženklas; Vamzdžių numeris; techninės kontrolės antspaudas; Pagaminimo metai. Lipdukų sklypas yra aiškiai paskirstytas dažai. Be to, jo skersmuo ir sienų storis rodo ant vamzdžio paslėptų dažų.
Importo vamzdžiai gaminami ir tiekiami daugiausia pagal Amerikos naftos instituto (ARI) standartus, tokius kaip: AII-5 I (besiūlių ir tiesių vamzdžių), AII-513 (spiraliniai vamzdžiai įvairių vamzdynų) AII-51x (vamzdžiai už Aukšto slėgio vamzdynai).
Pagal šiuos standartus vamzdžių plienas yra sujungtas į grupes dėl pajamingumo stiprumo. Kiekviena plieno grupė su tomis pačiomis pelningumo vertėmis tūkstančiais svarų už 1 kv. M. Remiantis šiais standartais, yra grupių Plieno: X-42, X-46, X-52, X-56, X-60, X-65, X-70 su laiko atsparumu sunaikinimui nuo 414 iki 565 MPa. ARI standartai be mechaninių savybių reguliuoja gamybos vamzdžių gamybos procesą, plieno cheminę sudėtį, vamzdžio dydį, masę ir ilgį, slėgį hidrauliniai bandymai. \\ T Gamybos procese, neardomieji bandymų metodai, naudojami vamzdžių remonto sąlygų gamybai ir kt. Vamzdžio paskyrimą pagal ARI standartą sudaro vamzdžių vamzdžių pavadinimai, ARI monogramos (prekės ženklas reiškia, kad šis vamzdis yra pagamintas pagal ARI reikalavimus), vamzdžio dydis coliais , vienos pėdų vamzdžio masė svarais, plieno pavadinimo klasė ir gamybos rūšis (S -Best, e - suvirintų purvo vamzdžių, SW - spiraliniai vamzdžiai, P - vamzdžiai su išilgine siūlėmis, suvirinti paspaudus metodus) , plieno pavadinimo tipas (e - plienas, purškinamas elektriniu tuščiaviduriais, M - didelio stiprumo mažo lydinio plieno), simptankis rūšių (Nm -normalizacija arba normalizavimas ir atostogos, ne - grūdinimas ir atostogos, NS aukštos atostogos). Žymėjimą atlieka neištrinami dažai. Vamzdžiai pagrindiniams vamzdynams yra pagaminti iš plieno su derliaus stiprybės santykiu su atsparumą plyšimo ne daugiau: 0,75 - mažai anglies plienams; 0,8 - mažai legiruotų normalizuotoms plitimams; 0,85 - Dėl dispersijos grūdinimo normalizuoti ir termiškai patobulinti plienai; 0,9 - kontroliuojamo valcavimo plienams.
Vamzdžių kraštų paruošimas suvirinimui
Prieš pradedant suvirinimo ir montavimo darbus, būtina įsitikinti, kad vamzdžiai ir vamzdynai yra naudojami kokybiškų sertifikatų ir atitikti projektą, technines sąlygas jų tiekimui. Vamzdžiai ir detalės turi perduoti įvesties kontrolę pagal atitinkamų standartų reikalavimus ir \\ t techninės sąlygos. \\ T ant vamzdžių.
Vamzdžių ir jungiamųjų dalių galai turi būti kūgio kraštų formoje ir matmenys, atitinkantys pritaikytus suvirinimo procesus. Su jų neatitikimais leidžiama naudoti mechaninį kraštų apdorojimą takeliuose. Dėl mažų skersmens vamzdžių (iki 520 mm), galima naudoti takus, puses, vamzdžių pjaustytuvus ir šlifuoklius. Orbitalinės frezavimo staklės, hidroabrazyviniai pjovimo ir šlifavimo staklės naudojamos dideliems skersmenims. Kai kuriais atvejais, kai įterpiami ritiniai arba ritiniai, terminio metodų naudojimas kraštų paruošimui, pavyzdžiui:
a) dujų deguonies pjovimas su vėlesniais mechaniniais pašalinimo kraštais abrazyviniu apskritimu iki 0,1 gylio .. 0,2 mm;
b) Plazminis pjovimas su vėlesniu apdirbimu iki 1 mm gylyje - dėl krašto prisotinimo azotu (naudojant argoną kaip dujas su plazminiu dujomis, mechaninis apdorojimas nėra būtinas); c) oro lanko pjovimas su tolesniu klojimu iki 0,5 mm gylio (kraštų kraštų);
d) Rift ir pjovimas specialiais elektrodais ANR-2M, ANR-3 arba OK.21.03, po kurio mechaninis apdorojimas nebūtinas.
Prieš surinkdami vamzdžius, būtina valyti vidinę vamzdžių ertmę nuo dirvožemio, nešvarumų, sniego ten, taip pat valyti kraštą ir vidinį ir išorinį vamzdžių paviršių ir sujungimo dalis iki pločio iki pločio mažiausiai 10 mm.
Iš stiprinimas iš išorinių gamyklų siūlės šalia vamzdžio turi būti suvirinama, rekomenduojama būti įdėta į maždaug..D5 mm atstumu nuo mažiausiai 10 mm galo.
Visi vamzdžiai yra kelyje nuo augalų su pjovimo briaunomis, skirtas rankiniam suvirinimui su dengtais elektrodais. Šis pjovimas (1 pav. A) turi bet kokio skersmens vamzdžius, kurių sienelių storis yra didesnis kaip 4 mm kraštų kampo 25-30 ° ir nuobodu 1-2,6 mm. Su sienos storis 16 mm, o daugiau vamzdžių didelio skersmens gali būti tiekiamas su kombinuoto pjovimo krašto pagal Fig. 1, b.
Dydis priklauso nuo sienos storio ir yra:
7 mm - su vamzdžio sienos storio 15 ... 19 mm
8 mm - su vamzdžio sienos storis 19 ... 21,5 mm
10 mm - su vamzdžio sienelės storis 21,5 ... 26 mm.
Fig. 1. Rankinio lankinio suvirinimo vamzdžių pjovimo kraštų tipai (A, B), automatinis suvirinimas apsauginių dujų (B), automatinis suvirinimas po srautu (G, D, E, G) ir miltelių viela su priverstine formavimu ( A, b).
Vamzdynams du 1000 mm ir vyresniems, kai prietaiso šaknų siūlės prietaisas yra iš vidaus, rekomenduojama naudoti 1 pav. Platinimo vamzdynų statybos metu, rankinio lanko suvirinimas vamzdžių be pjovimo briaunų su sienos storis iki 4 mm yra leidžiama. Be to, vamzdynams, kurių skersmuo yra iki 152 mm, galima naudoti dujų suvirinimas (be pjovimo briaunų - iki 3 mm, ir vienpusis kraštų - iki 5 mm).
Skirtumų vamzdžių prijungimas prie takelio yra leidžiamas be papildomo krašto apdorojimo:
Sienų storiui, ne daugiau kaip 12,5 mm, jei storio skirtumas neviršija 2 mm;
Virš 12,5 mm sienų storio, jei storio skirtumas neviršija 3 mm. Šiuo atveju šokiruojantys kraštai neleidžiami.
Vamzdžių ar vamzdžių sujungimo ir platinimo sustiprinimas su didesniu skirtumu sienelių storio yra atliekami taikant tarp striukių elementus gamyklos gaminti arba įdėklų per tarpinių storio vamzdžių su ne mažiau kaip 250 mm ilgio .
Leidžiama atlikti tiesioginį vamzdžių arba vamzdynų suvirinimą su vamzdynų dalimis skirtingais būdais iki 1,5 storio su specialiu apdorojimu, esančiu storesniam vamzdžio arba dalies paviršiaus (2 pav.). Kelių vamzdžių suvirinimas neleidžiamas.
Tiesioginis vamzdžių sujungimas su uždarymo ir paskirstymo armatūros išspręsta pagal sąlygą, jei sustiprinimo montavimo storis neviršija 1,5 vamzdžio sienos storio su armatūros vamzdžio paruošimu pagal (2 pav., B pav ). Šį preparatą turi įgyvendinti tiekėjas.
Fig. 2. Pasirengimas vamzdžių ir dalių suvirinimui su skirtingu sienų storiu.
Vamzdžių surinkimo reikalavimai
Vamzdžių statyti sujungimai turėtų garantuoti:
Statmenai sujungimo su vamzdyno ašimi. Nukrypimas nuo statmenos neturėtų viršyti 2 mm;
vienodumas aplink atotrūkio perimetrą, kuris yra vertybių, reglamentuojamų pagal atitinkamus standartus ir instrukcijas ribų;
Minimalus galimas kraštų spektras, užregistruotas universaliais šablonais, kurių neviršija leistinos vertės (bagažinei vamzdynams - 0,2 sienų storiai, bet ne daugiau kaip 3 mm, skirstymui - (0,15 sienų storis + 0,5 mm);
Išilginių gamyklų siūlės maišymas vieni kitiems ne mažesniu kaip 100 mm atstumu - vamzdžiams, kurių skersmuo yra didesnis kaip 100 mm ir 1/3 apskritimo ilgio - vamzdžiams, kurių skersmuo yra mažesnis kaip 100 mm. Jei techninis neįmanoma atlikti šių reikalavimų atveju, šiame jungtyje skiriama papildoma ultragarsinė suvirinimo junginio monitoringa.
Didelio skersmens vamzdžių gamybai, cilindrų korpusai iš lukštų taiko šias surinkimo ir suvirinimo tipus - "korpuso apvalkalo surinkimas ir suvirinimas".
Pašildymas
Įkaitinimas yra viena iš svarbiausių technologinių operacijų, leidžiančių reguliuoti terminį suvirinimo ciklą. Yra žinoma, kad suvirinto jungties struktūra ir savybės daugiausia lemia metalo aušinimo greičiu temperatūros diapazone 800-500 ° C temperatūroje (mažiausias pasipriešinimas Austenite). Esant dideliems aušinimo rodikliams, galima formuoti "Martensite" tipo aparatūros struktūras, kurios turi didelį stiprumą ir mažą plastiškumą, taip pat tendenciją suformuoti šaltus įtrūkimus. Tai ypač pasakytina apie mažai legiruotus plienus su 0,43% ir didesnės anglies ekvivalentu. Šie plienai tapo labai jautrūs šiluminio ciklo veikimui, koncentratoriams, o šiluminė įtaka zona yra linkusi priimti. Šie reiškiniai yra aiškiai pasireiškiantys rankiniu lankiniu suvirinimu, kai GVT metalo aušinimo greitis gali pasiekti 70 ° C / s. Su tam tikru vamzdžio sienelės storiu, reguliuokite šiluminės įtakos zonos aušinimo greitį, gali būti pakeistas pirminės įjungimo įkainojimo kraštų temperatūroje. Tai ypač svarbu, kai suvirinant siūlės šaknį su celiuliozės dengimo elektrodais, kai aušinimo greitis yra didžiausias, lyginant su kitų siūlės sluoksnių suvirinimu, oklavimo suvirinimo energija yra sumažinama (suvirinimo greitis tokiais elektrodais du kartus suvirinimo greičiu elektrodų su suvirinimu. Pagrindinė danga) ir padidino tendenciją ir susidarymą šalto įtrūkimų, kad būtų galima padidinti difuzijos vandenilio kiekį suvirinimo metalu. Preliminarus šildymas ne tik sumažina grūdinimo struktūrų susidarymo GVT formavimo tikimybę, bet ir sukuria sąlygas aktyviai evakuoti difuzijos vandenilio iš suvirinimo metalo ir nurodytos zonos. Kas, savo ruožtu padidina suvirintų junginių atsparumą nuo šalto įtrūkimų susidarymo, ypač naudojant elektrodus su celiuliozės danga, kai vandenilio kiekis siūlės gali pasiekti 50 mm 100 g suvirinimo metalo.
Priklausomai nuo cheminės stoties (anglies ekvivalentu), vamzdžių mašinų, aplinkos temperatūros ir elektrodo dangos tipo storis. Šiuos parametrus paprastai reglamentuoja atitinkami standartai ir technologinės instrukcijos. Taigi, pavyzdžiui, NVS vadovaujasi VNC 066-89 (2 lentelė). Suvirinant su elektrodais su celiuliozės danga, pašildymo temperatūra padidėja 75 ° C temperatūroje.
2 lentelė
Užsienyje, dažnai, pasirenkant šildymą, veikia su suvirintų suvirintų sąnarių atsparumo indikatoriumi, kurį nustato formulė ITO-BEESIO:
kur: [n] - vandenilio difuzijos turinys, mm / 100 g;
T - suvirinimo plokščių storis, mm. Šildymo temperatūra nustatoma empirinėje formulėje:
(° C) tp.p \u003d 1440 RCM - 392.
Preliminari ir, jei reikia, lydimasis šildymas turėtų būti atliekamas šildymo įtaisais (dujomis arba elektriniu), užtikrinant vienodą metalo šildymą per suvirinto jungties perimetrą. Vamzdžio džiovinimo zonos plotis kiekvienoje pusėje nuo siūlės turi būti bent 75 mm.
Išankstinio ir kartu kaitinimo temperatūra, kai vamzdžiai (arba vamzdžiai su dalimi) yra sujungta iš įvairių plieno rūšių arba su skirtingu sienų storiu, kuris turi būti šildomas skirtingu temperatūromis, yra nustatytos didžiausios vertės.
Rankinio lanko suvirinimo technologija ir technika
Beveik 60% suvirinimo darbų vamzdynų statyboje yra rankinio lankinio suvirinimo. Tai yra sekcijų ar atskirų vamzdžių sujungimas į nuolatinį siūlą, suvirinimo perėjimus per natūralią ir dirbtinės kliūtys, Stalemų suvirinimas, suvirinimo ritės, krano mazgai, čiaupai ir kt.
Rankinio lankinio suvirinimo technologiją pirmiausia nustatoma suvirinimo vamzdžių medžiaga. Priklausomai nuo plieno plieno ir eksploatavimo sąlygų, pasirinktos suvirinimo medžiagos. Po to sukuriame technologijų ir suvirinimo būdus, taip pat darbo organizavimo schemą, vadovaujant tam tikru vamzdynų statybos tempu. Dėl tam tikrų suvirinimo medžiagų, suvirinimo technologija priklauso nuo skersmens ir vamzdžio sienelės storio.
Neprivaloma taisyklė, esanti kamieno ir paskirstymo vamzdynų statyboje yra reikalavimas minimalaus sluoksnių skaičiaus siūlės. Vamzdžiai su 6 mm ir mažiau - 2 sluoksnių sienelės storis, su sienos storis daugiau kaip 6 mm - 3 sluoksniai.
Labiausiai atsakingas yra šaknų sluoksnis. Jis turi patikimai sumokėti ritinių vamzdžių kraštus ir suformuoti vienodą atvirkštinį ritinėlį su 1-3 mm padidėjimu ant vidinio siūlės paviršiaus. Jis leidžiamas atskiruose jungčių dalyse, kurių ilgis yra ne didesnis kaip 50 mm (kas 350 mm siūlės) siuvinėjimo šaknies (menisko) slopinimas iki 10-15% vamzdžio sienelės storio. Išorinis šaknų sluoksnio paviršius turi būti lygus, smulkiai, ir turi lygų suporavimą su pjovimo šoniniais paviršiais. Optimalus formos išorinio paviršiaus siūlės gali būti atliekamas kaip šlifavimo mašina, ir pneumatinis kolektorius pagal nurodymų reikalavimus.
Kai suvirinimo vamzdžiai su 1020 mm skersmens ir daugiau po suvirinimo siūlės šaknies, rekomenduojama atlikti šaknų sluoksnio pašarą nuo vamzdžio viduje tose vietose, kur nėra šaknų tiekimo, ir būtinai apatinis sankryžos perimetro (iš vidaus) ketvirčio, \u200b\u200bty Apie tą sklypą, kuris suvirinant siūlės išorę, buvo atlikta lubų padėtyje. Naudojant didelio skersmens vamzdžių pasukamųjų sąnarių suvirinimą, spintelė atliekama visame sankryžos perimetre. Priimančiosios siūlės suteikia šaknų teikėją, ji turėtų turėti mažą paviršių, sklandžiai sujaudintą vamzdžio vidiniu paviršiumi be pašarų ir kitų defektų. Suvirinimo siūlės stiprinimas turi būti bent 1 ir ne daugiau kaip 3 mm. Suderinimas atliekamas pagrindinio tipo elektrodais, kurių skersmuo yra 3-4 mm.
Siūlės užpildymo sluoksniai yra saugiai ištirpę vieni su kitais ir įdėkite ritinių vamzdžių kraštus. Po kiekvieno siūlės sluoksnio būtina išvalyti siūlės paviršių nuo šlako.
Suvirinimas turi sklandų kontūrą ir suporuoti su vamzdžio paviršiu, be pjaustymo ir kitų matomų defektų. Siūlės stiprinimas turi būti ne mažesnis kaip 1 ir ne daugiau kaip 3 mm. Suvirinimo plotis sutampa pjovimo plotis 2-3 mm kiekvienoje kryptimi.
Pasibaigus perjungimo pabaigoje, suvirinimas turi būti visiškai suvirintas. Šis reikalavimas sukelia faktą, kad dujotiekis per dieną patiria pokyčių aplinkos temperatūroje, kuri yra ypač reikšminga keičiant naktį ir naktį - per dieną. Temperatūros keitimas sukelia vamzdžių ir suvirintų įtempių sąnarių atsiradimą, kuris gali būti labai didelis.
Jei sankryža nėra visiškai, tada susilpnėjusioje įtampos siūlės skerspjūvyje gali viršyti pajamingumo stiprumą ir netgi atsparumą siūlės metalo sunaikinimui ir sąnarai žlugs. Ši situacija yra ypač pavojinga neigiamai oro temperatūroje, kai metalo plastiškumas yra sumažintas.
Priklausomai nuo rekomenduojamų elektrodų tipo, yra 3 dažniausiai pasitaikančios suvirinimo schemos: sąnarių suvirinimas elektrodų su pagrindine danga, jungtis suvirinimo dujų spąstais elektrodų, suvirinimo siūlė ir karšto ištrauka elektrodų Dujų sodinimo tipas ir užpildymo bei susidūrimų sluoksniai - elektrodai su pagrindine danga.
Suvirinimo elektrodai su pagrindine danga atliekama iš apačios į viršų su skersiniais virpijimais, kurių amplitudė priklauso nuo sankryžos pjaustymo pločio. Su srauto suvirinimo metodu, kiekvienas suvirintojas atlieka konkrečią siūlės dalį, kurios pozicija priklauso nuo suvirintojų, veikiančių vienu metu tuo pačiu jungtimi. Dideliuose skersmens vamzdžiuose jų skaičius gali pasiekti keturis. Paprastai, jei suvirintojai yra du, jie yra suvirinami iš apačios, nuo Nadiro ir pakilkite perimetrą kryptimi (pagal skambinimo laikrodį) 6-3-12 ir 6-9-12. Tuo pačiu metu, lubų dalyje, užraktas turi būti perkeltas 50-60 mm nuo apatinio vamzdžio apskritimo taško. Dviejuose gretimuose sluoksniuose spynos turi būti ištrauktos viena nuo kitos bent 50-100 mm. Jei keturi suvirintojai, tada pirmoji pora virinama jungtimi (ratuku) 6-3 ir 6-9, o antrasis garas yra 3-12 ir 9-12.
Dviejų sluoksnių perdangos sekos diagrama, kai suvirina iš apačios į viršų su pagrindiniais dengtais elektrodais, pavaizduota Fig. 3, a. Visi vėlesni nelyginiai sluoksniai atliekami pagal pirmojo sluoksnio schemą, visos net - pagal antrojo sluoksnio schemą. Romos numeriai rodo atskirų siūlės sekcijų suvirinimo seką. Priklausomai nuo erdvinė padėtis Suvirinimo rekomenduojamos dabartinės vertės, nurodytos 3 lentelėje.
Naudojant dengtus elektrodus su pagrindiniu tipu, turėtų būti taikomas tik vamzdyno statybai elektrodų gamintojui.
3 lentelė.
Naudojant dujų sodinimo tipo elektrodus, siūlės šaknų suvirinimas atliekamas iš viršaus į apačią be vibracinių judesių, remdamiesi elektrodo gale ant ritinių vamzdžių kraštų. Suvirinimą atlieka pastoviai atbulinės eigos arba tiesioginio poliškumo srovė ne mažiau kaip 75V maitinimo šaltinyje. Suvirinimo srovės vertės suvirinimo su elektrodais, kurių skersmuo yra 3,25 mm, neturi viršyti 100-110A; Suvirinant su elektrodais su 4 mm skersmens apatinėje ir pusėje varikliuose 120-160a, likusiose pozicijose 100-140A. Suvirinimo greitis turi būti palaikomas nuo 16-22 m / val. Suvirinimo proceso metu suvirinimo procese suvirinimo proceso kampo keitimas nuo 40 iki 90 ° saugo perdirbimo langą su kryžminiu kraštu, per kurį jis pastebi kraštų lydymą.
Sumažinti likutinį lygį suvirinimo įtempiai į suvirinta jungtis Nesukuliuojančios sąnario perimetras yra suskirstytas į simetriškus, diametraliai priešingos sritys ir daugiasluoksnės suvirinimas atliekamas pav. 4. Didesnis suvirinimo įtempių ir deformacijos mažinimo poveikis suteikia atsinaujinančios suvirinimo metodo naudojimą ir vienu metu užpildant du ar keturis suvirintojus.
Suvirinant mažo skersmens vamzdynų (iki 530 mm), siekiant sumažinti montavimo darbų tūrį tranšėjoje, jis dažnai praktikuojamas vamzdžių skyriuje su suvirinimu su sujungimu sujungimo sujungimo 90 arba 180 °. Vamzdis yra padalintas aplink apskritimą iki keturių maždaug vienodo ilgio. 1 ir 2 skirsniai pasukami 90 ° 3 ir 4 suvirinimo zonoms (5 pav.). Tada, atlikite kitą pasukimą 90 °, gamina 5 ir 6, 7 ir 8 skirsnių seką.
Kitais atvejais, po 1 ir 2 skirsnių suvirinimo (6 pav.), Jis pasukamas iki 180 ° 3 ir 4 sekcijų suvirinimui. Tada 90 ° ir 180 ° pasukimui suvirinimo sritims 5 ir 6, 7 ir 8, atitinkamai.
5 pav. Suvirinimas su vamzdžių sukimu 90 °: a - Pirmasis sluoksnis, B - sekundė, 1 ... 8 yra atlikimo sluoksnių sekcijų seka.
6 pav. Suvirinimas su vamzdžių sukimu 180 °: A - Pirmasis sluoksnis, B - sekundės, 1 ... 8 yra atlikimo sluoksnių sekcijų seka.
\u003d\u003e Html [~ detail_text_type] \u003d\u003e html \u003d\u003e vamzdynų klasifikacija
Priklausomai nuo dujotiekio funkcinio tikslo, jie yra suskirstyti į: [~ Preview_text] \u003d\u003e vamzdynų klasifikacija, priklausomai nuo dujotiekio funkcinio tikslo, yra padalintas į: \u003d\u003e Tekstas [~ Preview_text_type] \u003d\u003e Tekstas \u003d\u003e [~ Detail_Picture] \u003d\u003e \u003d\u003e 12/15/2016 15: 16: 53 [~ timestamp_x] \u003d\u003e 12/15/2016 15:16:53 \u003d\u003e 15.12.2016 [~ active_from] \u003d\u003e 15.12.2016 \u003d\u003e \\ t / Naujienos / [~ List_page_url] \u003d\u003e / Naujienos / \u003d\u003e / Naujienos / 115/40509 / [~ Detail_page_url] \u003d\u003e / News / 115/40509 / \u003d\u003e / [~ lang_dir] \u003d\u003e / \u003d\u003e tekhnologiya_svark_tubrovoda [~ Code ] \u003d\u003e Tekhnologiya_svark_tubrovoda \u003d\u003e 40509 [~ exemen_id] \u003d\u003e 40509 \u003d\u003e Naujienos [~ IBLOCK_TSPE_ID] \u003d\u003e Naujienos \u003d\u003e cloths_news_s1 [~ iBlock_external_id] \u003d\u003e cloths_news_s1 \u003d\u003e s1 [~ dangčiu ] \u003d\u003e s1 \u003d\u003e \u003d\u003e 15.12.2016 \u003d\u003e masyvas (\u003d\u003e vamzdynų suvirinimo technologijos \u003d\u003e vamzdynų suvirinimo technologija \u003d\u003e vamzdynų klasifikacija, priklausomai nuo dujotiekio funkcinio tikslo, yra padalintas į: \u003d\u003e technologas Vamzdynų suvirinimas \u003d\u003e vamzdynų suvirinimo technologija \u003d\u003e Vamzdynų suvirinimo technologija \u003d\u003e Vamzdynų klasifikavimas, priklausomai nuo dujotiekio funkcinio tikslo yra padalintas į: \u003d\u003e vamzdynų suvirinimo technologiją \u003d\u003e Vamzdynų suvirinimo technologija \u003d\u003e Vamzdynų suvirinimo technologija \u003d \u003e Suvirinimo technologijos vamzdynas \u003d\u003e Vamzdynų suvirinimo technologija \u003d\u003e Vamzdynų suvirinimo technologija \u003d\u003e Vamzdyno suvirinimo technologija \u003d\u003e Vamzdyno suvirinimo technologija) \u003d\u003e masyvas (\u003d\u003e) \u003d\u003e masyvas () \u003d\u003e masyvas (\u003d\u003e 1 [~ id] \u003d\u003e 1 \u003d\u003e 02/15/2016 17:09:48 [~ timestamp_x] \u003d\u003e 02/15/2016 17:09:48 \u003d\u003e Naujienos [~ IBLOCK_TYPE_ID] \u003d\u003e Naujienos \u003d\u003e S1 [~ Lid] \u003d\u003e s1 \u003d \u003e NAUJIENOS [~ CODE] \u003d\u003e Naujienos \u003d\u003e Paspauskite CENTER [~ NAME] \u003d\u003e Spaudos centras \u003d\u003e Y [~ Active] \u003d\u003e Y \u003d\u003e 500 [~ Rūšiuoti] \u003d\u003e 500 \u003d\u003e / Naujienos / [~ List_page_url] \u003d\u003e / Naujienos / \u003d\u003e # site_dir # / # element_id # / [~ Detail_page_url] \u003d\u003e # Site_dir # / News / # skyriuje_id # / # element_id # / \u003d\u003e # Site_dir # / Naujienos / # SEND_ID # / [~ skyrius_page_url] \u003d\u003e # Site_dir # / News / # skyriuje_id # / \u003d\u003e [~ Picture] \u003d\u003e \u003d\u003e [~ Aprašymas] \u003d\u003e \u003d\u003e Tekstas [~ Descripti_Type] \u003d\u003e Tekstas \u003d\u003e 24 [~ RSS_TTL] \u003d\u003e 24 \u003d\u003e Y [~ rss_active] \u003d\u003e y \u003d\u003e n [~ rss_file_active] \u003d\u003e n \u003d\u003e 0 [~ rss_file_limit] \u003d\u003e 0 \u003d\u003e 0 [~ rss_file_days] \u003d\u003e 0 \u003d\u003e N [~ rss_yandex_actic] \u003d\u003e n \u003d\u003e cloths_news_s1 [~ xml_id] \u003d\u003e cloths_news_s1 \u003d\u003e [~ tmp_id] \u003d\u003e \u003d\u003e y [~ index_element] \u003d\u003e y \u003d\u003e y [~ index_section] \u003d\u003e y \u003d\u003e n [\\ t ~ Workflow] \u003d\u003e n \u003d\u003e n [~ bizproc] \u003d\u003e n \u003d\u003e l [~ skyriuje_chooser] \u003d\u003e l \u003d\u003e [~ List_mode] \u003d\u003e \u003d\u003e s [~ cent_mode] \u003d\u003e s \u003d\u003e n [~ skyriuje_property ] \u003d\u003e N \u003d\u003e n [~ prote_index] \u003d\u003e n \u003d\u003e 1 [~ Versija] \u003d\u003e 1 \u003d\u003e 0 [~ last_conv_element] \u003d\u003e 0 \u003d\u003e [~ SOCNET_GROUP_ID] \u003d\u003e \u003d\u003e [~ EDIT_FILE_BEFORE] \u003d\u003e \u003d\u003e [~ EDIT_FILE_AFTER] \u003d\u003e \u003d\u003e Sekcijos [~ sekcijos_name] \u003d\u003e Sekcijos \u003d\u003e Skyrius [~ skyrius_name] \u003d\u003e Skyrius \u003d\u003e Naujienos [~ Elements_name] \u003d\u003e Naujienos \u003d\u003e Naujienos [~ Element_name] \u003d\u003e Naujienos \u003d\u003e [~ Canonical_page_url] \u003d\u003e \u003d\u003e Drabužiai_news_s1 [~ exemen_id] \u003d\u003e cloths_news_s1 \u003d\u003e / [~ lang_dir] \u003d\u003e / \u003d\u003e www.alf-industry.ru [~ server_name] \u003d\u003e www.alfa-industry.ru) \u003d\u003e masyvas (\u003d\u003e masyvas (\u003d\u003e Masyvas (\u003d\u003e 115 [~ ID] \u003d\u003e 115 \u003d\u003e 2015-11-25 18:37:33 [~ tidestamp_x] \u003d\u003e 2015-11-25 18:37:33 \u003d\u003e 2 [~ modifikuota_by] \u003d\u003e 2 \u003d\u003e 2015-09-29 20:10:16 [~ data_create] \u003d\u003e 2015-09-29 20:10:16 \u003d\u003e 1 [~ sukurta_by] \u003d\u003e 1 \u003d\u003e 1 [~ iBlock_id] \u003d\u003e 1 \u003d\u003e [~ iblock_section_id] \u003d\u003e \u003d\u003e y [~ Active] \u003d\u003e y \u003d\u003e y [~ global_active] \u003d\u003e Y \u003d\u003e 500 [~ Rūšiuoti] \u003d\u003e 500 \u003d\u003e Techniniai straipsniai [~ NAME] \u003d\u003e Techninė įranga \u003d\u003e Techninė \\ t Straipsniai \u003d\u003e [~ Picture] \u003d\u003e \u003d\u003e 27 [~ Left_margin] \u003d\u003e 27 \u003d\u003e 28 [~ Right_margin] \u003d\u003e 28 \u003d\u003e 1 [~ DepTh_Level] \u003d\u003e 1 \u003d\u003e [~ Aprašymas] \u003d\u003e \u003d\u003e Tekstas [~ Aprašymas_tpe] \u003d\u003e Tekstas \u003d\u003e Techniniai dirbiniai [~ paieška_content] \u003d\u003e Techniniai dirbiniai \u003d\u003e [~ CODE] \u003d\u003e \u003d 115 [~ xml_id] \u003d\u003e 115 \u003d\u003e [~ tmp_id] \u003d\u003e \u003d\u003e [~ Detali_picture ] \u003d\u003e \u003d\u003e [~ SOCNET_GROUP_ID] \u003d\u003e \u003d\u003e / NAUJIENOS / [~ LIST_PAGE_URL] \u003d\u003e / Naujienos / \u003d\u003e / Naujienos / 115 / [~ sekta Ion_page_url] \u003d\u003e / News / 115 / \u003d\u003e Naujienos [~ IBLOCK_TYPE_ID] \u003d\u003e NAUJIENOS \u003d\u003e Naujienos [~ IBLOCK_CODE] \u003d\u003e NAUJIENOS \u003d\u003e CLOILS_NEWS_S1 [~ IBLOCK_EXTERNAL_ID] \u003d\u003e EDHARD_NEWS_S1 \u003d\u003e 115 [~ IŠORNE_ID] \u003d\u003e 115 \u003d \u003e array (\u003d\u003e techniniai straipsniai \u003d\u003e Techninė straipsniai \u003d\u003e \u003d\u003e techniniai straipsniai \u003d\u003e techniniai straipsniai \u003d\u003e techniniai straipsniai \u003d\u003e \u003d\u003e techniniai straipsniai \u003d\u003e techniniai straipsniai \u003d\u003e techniniai straipsniai \u003d\u003e techniniai straipsniai \u003d\u003e techniniai straipsniai \u003d\u003e techninės Straipsniai \u003d\u003e Techniniai straipsniai \u003d\u003e Techniniai dirbiniai \u003d\u003e Techniniai gaminiai))))) \u003d\u003e / Naujienos / 115 /)
Technologijos suvirinimo vamzdynai
Vamzdynų klasifikavimas
Priklausomai nuo dujotiekio funkcinio tikslo, padalinto į:
Žuvininkystės vamzdynai
Pagrindiniai vamzdynai
Pora ir karšto vandens vamzdynai
Technologiniai vamzdynai
Dujų tiekimo vamzdynai (platinimas)
Vandens tiekimas ir nuotekos
Reikšmingas tūris plienui, naudojamam vamzdžių gamybai ir įvairių tikslų vamzdynų statybai užima mažai anglies dioksido į aplinką išskiriantys ir mažai lydinio plienas, kurio derlius yra iki 500 MPa.
Kadangi įvairių tikslų vamzdynų vamzdynų suvirinimo technologiniai vamzdžių suvirinimo procesai beveik šiek tiek skiriasi vienas nuo kito, o skirtumai taikomi tik kraštų, surinkimo, kokybės paruošimo reikalavimuose Suvirintų sąnarių ir bandymų stiprumo ir sandarumo ir sandarumo ateityje mes apsvarstysime bendrąsias gamybos proceso nuostatas dėl pagrindinės ir paskirstymo (dujotiekių dujotiekių) pavyzdys.
Vamzdynų suvirinimo metodai
Suvirinimo vamzdynų metodai klasifikuojami kaip terminiai, termomechaniniai ir mechaniniai. Terminiai metodai apima visus lydymosi suvirinimą (lanko, dujų, plazmos, elektronų pluošto, lazerio ir tt tipai suvirinimo rūšys. Termomechaninė klasė apima mėsos kontaktinį suvirinimą, magnetiškai kontroliuojamo lanko suvirinimą. Į mechaninius metodus yra trintis ir sprogimas. suvirinimas.
Yra metodai suvirinimo vamzdynų pagal tipo energijos vežėjų (lanko, dujų, plazmos, lazerio ir kt.); pagal junginio susidarymo sąlygas (laisvas arba priverstinis suvirinimas); Suvirinimo zonos apsaugos metodas (pagal srautą, apsaugančiose dujose, naudojant savarankišką elektrodo vielą ir tt); Pagal proceso mechanizavimo ir automatizavimo laipsnį (rankinis, mechanizuotas, automatizuotas ir robotas).
Suvirinimui pagrindinių vamzdynų, lanko suvirinimo metodai buvo labiausiai paplitę. Daugiau nei 60% visų greitkelių jungčių suvirina automatiniu suvirinimu po srautu. ARC suvirinimas po srautu naudojamas tik tais atvejais, kai yra galimybė pasukti jungtį. Vamzdynų suvirinimas po srautu daugiausia naudojamas dviejų ir trijų vamzdžių sekcijų gamyboje, kurių skersmuo yra 219 ... 1420 mm. Kai mechanizuotų metodų naudojimas yra neįmanomas, naudojamas rankinis lankinis suvirinimas.
Rankinis lankinis suvirinimas atliekamas su įvairiomis sankryžos erdvinėmis pozicijomis - mažesnėmis, vertikaliomis ir lubomis. Suvirinimo procese rankiniu būdu judėkite elektrodą aplink sankryžos perimetrą 8 ... 20 m / h greičiu.
Apsauginis dujų suvirinimas turi veislių: pagal apsauginių dujų tipą - suvirinimo inertinių dujų (argono, helio, jų mišinys), aktyvių dujų (CO2, azoto, vandenilio), suvirinimo inertinių ir aktyvių dujų mišinio (AG + CO2; AG + CO2 + O2); pagal elektrodą - lydymas ir uncompaired (volframo) elektrodas; Pagal mechanizavimo, rankinio, mechanizuoto ir automatinio suvirinimo laipsnį. ARC suvirinimas apsauginėse dujose naudojami suvirinimui dujotiekiu įvairiomis erdvinėmis pozicijomis. Rankinio suvirinimo greitis 8 ... 30 m / h, mechanizuotas ir automatizuotas 20 ... 60 m / h. Suvirinimui vamzdynu, naudojamas mechanizuoto suvirinimo su milteliais viela su priverstine siūlės formavimu metodas, kuriame apsaugos funkcijas atlieka miltelių sudedamosios dalys, užpildančios vielos apvalkalą. Kadangi suvirinimo vonia yra kristalizuota, išorinis formavimo įrenginys ir suvirinimo galvutė yra perkelta palei sankryžos perimetrą nuo apačios iki 10 ... 20 m / h greičiu. Lazerinis suvirinimas su vamzdynu, kuriame lazerio spinduliai patiekiami energijos vežėjui. Lazerio suvirinimo greitis yra iki 300 m / val.
Sujungus kontaktinius suvirinimą su nuolatiniu lydymais, procesas automatiškai įvyksta pagal tam tikrą programą. Vienos sankryžos vamzdžių su suvirinimo su 1420 mm skersmens suvirinimo yra 3 ... 4 min., Vienos jungties suvirinimo ciklas vamzdynų konstrukcijos metu - 10 ... 15 min.
Automatinis magnetiškai kontroliuojamo lanko suvirinimas (arba arcontact suvirinimas) skiriasi nuo užpakalinio kontakto suvirinimo šildant kraštus. "Arcontact" suvirinime šildymą atlieka lanku, besisukančiu magnetiniu lauku palei sujungtų vamzdžių kraštus dideliu greičiu. Šis suvirinimo metodas naudojamas mažiems vamzdynams statyti (iki 114 mm) skersmens.
Reguliavimo dokumentai, naudojami pagrindinių ir paskirstymo vamzdynų statyboje
Pagrindinis reguliavimo dokumentas, reglamentuojantis surinkimo ir suvirinimo darbų įgyvendinimo taisykles vamzdynų statyboje NVS yra "statybos standartai ir taisyklės", remdamosi "suvirinimo darbo ir suvirintų sąnarių kokybės kontrolės suvestinėmis taisyklėmis "SP 105-34-96, taip pat Snip 3.05.02.88" Dujų tiekimo vamzdynai ". Šiuose dokumentuose pateikiamos suvirintojų suvirintojų bandymų taisyklės ir nuokrypių kontrolė, vamzdžių paruošimo suvirinimu taisyklės, vamzdžių redagavimo, taisymo ir atmetimo sąlygos, įvairių vamzdžių surinkimo tvarka tarpusavyje ir vamzdynų sustiprinimui. Suvirinimo ir oro sąlygų metodai nustatomi atliekant darbą ant kelio, reguliavimo dokumentai reglamentuoja rekomenduojamų suvirinimo medžiagų naudojimą, taip pat suvirintų vamzdynų kontrolės normų ir taisyklių naudojimą, jų pritraukimo ir remonto sąlygas.
Sukurant pagrindines šių Snipų nuostatas, buvo sukurtos technologinės instrukcijos suvirinimo vamzdynų (VNI 066-89 ir LBN A.3.1.-36-3-96 ir vamzdynų suvirintų sujungimų kontrolės metodas (VN 012-88) . Šios instrukcijose reglamentuojamos: pagrindinės technologijos rankų darbo ir automatinio vamzdžių žiedų jungčių suvirinimo, taip pat vamzdžių sujungimo ir platinimo kamieno ir skirstomųjų vamzdynų sustiprinimas su 14-1420 mm skersmeniu. Siena nuo 1 iki 26 mm, skirta slėgiui ne daugiau kaip 7,5 MPa; suvirintų sąnarių kontrolė ir jų remontas; Saugos ir gamybos sanitarija. Pagal šias instrukcijas leidžiama suvirinti vamzdžius nuo plienų su reguliavimo laiką, atsparumą 590 MPa imtinai . Instrukcijose pateikiami vamzdynų suvirinimo technologiniai bruožai naudojant rankinius suvirinimo metodus, automatinį suvirinimą pagal srautą, automatinį apsauginių dujų suvirinimą aplinkoje ir miltelių vieloje su prievartos siūlės. Instrukcijos netaikomos suvirinimo specialios paskirties vamzdynams (amoniakui, etilenui, etanoliui, anglies dioksidui ir kt.), Taip pat dujotiekiui korozionalizavimui.
Užsienyje, vamzdynų statyba vadovaujasi nacionaliniais ir tarptautiniais standartais (1 lentelė), tarp kurių ARI 1104, ARI 5D ir CS 4515 naudoja populiariausią su vamzdynų suvirintų sąnarių kokybe, kaip taisyklė, vadovaujasi tarptautiniu mastu Standartinis ISO 8517 ir Europos standartas EN 25817.
1 lentelė
Reikalavimai vamzdžiams
Dėl kamieno ir skirstomųjų dujotiekių statybos, plieno besiūlių elektrinių suvirintų braškių ir spiralshots. Vamzdžiai su iki 1020 mm skersmens yra pagaminti iš ramus ir pusiau šviesus mažo lydinio plieno, vamzdžiai su iki 1420 mm skersmens - nuo mažai legiruotų plieno į termiškai patobulintą arba termomechaniškai sukietėję būseną. Tik mažos slėgio paskirstymo dujotiekiams (iki 0,005 MPa), leidžiama naudoti vamzdžius nuo mažo anglies plieno.
NVS vamzdžiuose naudojami pagal GOST 8731 ... GOST 8734 B grupės, taip pat su atitinkamu techniniu ir ekonominiu pagrindimu - pagal GOST 9567; Plieno elektriniai suvirinimo vamzdžiai - pagal GOST 20295 vamzdžių su sąlyginio skersmens (DF) iki 800 mm imtinai. "Pipe Du\u003e 800 mm" yra sukurtos specialios techninės sąlygos, kuriose turėtų būti įtrauktos toliau pateiktos reikalavimai.
Galutiniai vamzdžiai yra pažymėti, išjudinant antspaudus (šalto štampavimo) 250-500 mm atstumu nuo vieno vamzdžio galų šie duomenys: prekės ženklas arba gamintojo pavadinimas; Plieno ar jo sąlyginio žymėjimo prekės ženklas; Vamzdžių numeris; techninės kontrolės antspaudas; Pagaminimo metai. Lipdukų sklypas yra aiškiai paskirstytas dažai. Be to, jo skersmuo ir sienų storis rodo ant vamzdžio paslėptų dažų.
Importo vamzdžiai gaminami ir tiekiami daugiausia pagal Amerikos naftos instituto (ARI) standartus, tokius kaip: AII-5 I (besiūlių ir tiesių vamzdžių), AII-513 (spiraliniai vamzdžiai įvairių vamzdynų) AII-51x (vamzdžiai už Aukšto slėgio vamzdynai).
Pagal šiuos standartus vamzdžių plienas yra sujungtas į grupes dėl pajamingumo stiprumo. Kiekviena plieno grupė su tomis pačiomis pelningumo vertėmis tūkstančiais svarų už 1 kv. M. Remiantis šiais standartais, yra grupių Plieno: X-42, X-46, X-52, X-56, X-60, X-65, X-70 su laiko atsparumu sunaikinimui nuo 414 iki 565 MPa. ARI standartai be mechaninių savybių reguliuoja gamybos vamzdžių gamybos procesą, plieno, matmenų, masės ir vamzdžio ilgio, slėgio hidraulinių bandymų metu gamybos proceso metu, neardomųjų bandymų metodai, kurie naudojami vamzdžių remonto sąlygų gamyba ir kt. Vamzdžio paskyrimą pagal ARI standartą sudaro vamzdžių vamzdžių pavadinimai, ARI monogramos (prekės ženklas reiškia, kad šis vamzdis yra pagamintas pagal ARI reikalavimus), vamzdžio dydis coliais , vienos pėdų vamzdžio masė svarais, plieno pavadinimo klasė ir gamybos rūšis (S -Best, e - suvirintų purvo vamzdžių, SW - spiraliniai vamzdžiai, P - vamzdžiai su išilgine siūlėmis, suvirinti paspaudus metodus) , plieno pavadinimo tipas (e - plienas, purškinamas elektriniu tuščiaviduriais, M - didelio stiprumo mažo lydinio plieno), simptankis rūšių (Nm -normalizacija arba normalizavimas ir atostogos, ne - grūdinimas ir atostogos, NS aukštos atostogos). Žymėjimą atlieka neištrinami dažai. Vamzdžiai pagrindiniams vamzdynams yra pagaminti iš plieno su derliaus stiprybės santykiu su atsparumą plyšimo ne daugiau: 0,75 - mažai anglies plienams; 0,8 - mažai legiruotų normalizuotoms plitimams; 0,85 - Dėl dispersijos grūdinimo normalizuoti ir termiškai patobulinti plienai; 0,9 - kontroliuojamo valcavimo plienams.
Vamzdžių kraštų paruošimas suvirinimui
Prieš pradedant suvirinimo ir montavimo darbus, būtina įsitikinti, kad vamzdžiai ir vamzdynai yra naudojami kokybiškų sertifikatų ir atitikti projektą, technines sąlygas jų tiekimui. Vamzdžiai ir detalės turi perduoti įvesties kontrolę laikantis atitinkamų standartų ir techninių sąlygų vamzdžių reikalavimus.
Vamzdžių ir jungiamųjų dalių galai turi būti kūgio kraštų formoje ir matmenys, atitinkantys pritaikytus suvirinimo procesus. Su jų neatitikimais leidžiama naudoti mechaninį kraštų apdorojimą takeliuose. Dėl mažų skersmens vamzdžių (iki 520 mm), galima naudoti takus, puses, vamzdžių pjaustytuvus ir šlifuoklius. Orbitalinės frezavimo staklės, hidroabrazyviniai pjovimo ir šlifavimo staklės naudojamos dideliems skersmenims. Kai kuriais atvejais, kai įterpiami ritiniai arba ritiniai, terminio metodų naudojimas kraštų paruošimui, pavyzdžiui:
a) dujų deguonies pjovimas su vėlesniais mechaniniais pašalinimo kraštais abrazyviniu apskritimu iki 0,1 gylio .. 0,2 mm;
b) Plazminis pjovimas su vėlesniu apdirbimu iki 1 mm gylyje - dėl krašto prisotinimo azotu (naudojant argoną kaip dujas su plazminiu dujomis, mechaninis apdorojimas nėra būtinas); c) oro lanko pjovimas su tolesniu klojimu iki 0,5 mm gylio (kraštų kraštų);
d) Rift ir pjovimas specialiais elektrodais ANR-2M, ANR-3 arba OK.21.03, po kurio mechaninis apdorojimas nebūtinas.
Prieš surinkdami vamzdžius, būtina valyti vidinę vamzdžių ertmę nuo dirvožemio, nešvarumų, sniego ten, taip pat valyti kraštą ir vidinį ir išorinį vamzdžių paviršių ir sujungimo dalis iki pločio iki pločio mažiausiai 10 mm.
Iš stiprinimas iš išorinių gamyklų siūlės šalia vamzdžio turi būti suvirinama, rekomenduojama būti įdėta į maždaug..D5 mm atstumu nuo mažiausiai 10 mm galo.
Visi vamzdžiai yra kelyje nuo augalų su pjovimo briaunomis, skirtas rankiniam suvirinimui su dengtais elektrodais. Šis pjovimas (1 pav. A) turi bet kokio skersmens vamzdžius, kurių sienelių storis yra didesnis kaip 4 mm kraštų kampo 25-30 ° ir nuobodu 1-2,6 mm. Su sienos storis 16 mm, o daugiau vamzdžių didelio skersmens gali būti tiekiamas su kombinuoto pjovimo krašto pagal Fig. 1, b.
Dydis priklauso nuo sienos storio ir yra:
7 mm - su vamzdžio sienos storio 15 ... 19 mm
8 mm - su vamzdžio sienos storis 19 ... 21,5 mm
10 mm - su vamzdžio sienelės storis 21,5 ... 26 mm.
Fig. 1. Rankinio lankinio suvirinimo vamzdžių pjovimo kraštų tipai (A, B), automatinis suvirinimas apsauginių dujų (B), automatinis suvirinimas po srautu (G, D, E, G) ir miltelių viela su priverstine formavimu ( A, b).
Vamzdynams du 1000 mm ir vyresniems, kai prietaiso šaknų siūlės prietaisas yra iš vidaus, rekomenduojama naudoti 1 pav. Platinimo vamzdynų statybos metu, rankinio lanko suvirinimas vamzdžių be pjovimo briaunų su sienos storis iki 4 mm yra leidžiama. Be to, vamzdynams, kurių skersmuo yra iki 152 mm, galima naudoti dujų suvirinimą (be pjovimo briaunų - iki 3 mm, ir vienpusis kraštų blauzdos - iki 5 mm).
Skirtumų vamzdžių prijungimas prie takelio yra leidžiamas be papildomo krašto apdorojimo:
Sienų storiui, ne daugiau kaip 12,5 mm, jei storio skirtumas neviršija 2 mm;
Virš 12,5 mm sienų storio, jei storio skirtumas neviršija 3 mm. Šiuo atveju šokiruojantys kraštai neleidžiami.
Vamzdžių ar vamzdžių sujungimo ir platinimo sustiprinimas su didesniu skirtumu sienelių storio yra atliekami taikant tarp striukių elementus gamyklos gaminti arba įdėklų per tarpinių storio vamzdžių su ne mažiau kaip 250 mm ilgio .
Leidžiama atlikti tiesioginį vamzdžių arba vamzdynų suvirinimą su vamzdynų dalimis skirtingais būdais iki 1,5 storio su specialiu apdorojimu, esančiu storesniam vamzdžio arba dalies paviršiaus (2 pav.). Kelių vamzdžių suvirinimas neleidžiamas.
Tiesioginis vamzdžių sujungimas su uždarymo ir paskirstymo armatūros išspręsta pagal sąlygą, jei sustiprinimo montavimo storis neviršija 1,5 vamzdžio sienos storio su armatūros vamzdžio paruošimu pagal (2 pav., B pav ). Šį preparatą turi įgyvendinti tiekėjas.
Fig. 2. Pasirengimas vamzdžių ir dalių suvirinimui su skirtingu sienų storiu.
Vamzdžių surinkimo reikalavimai
Vamzdžių statyti sujungimai turėtų garantuoti:
Statmenai sujungimo su vamzdyno ašimi. Nukrypimas nuo statmenos neturėtų viršyti 2 mm;
vienodumas aplink atotrūkio perimetrą, kuris yra vertybių, reglamentuojamų pagal atitinkamus standartus ir instrukcijas ribų;
Minimali galimas kraštų poslinkio vertė, užregistruota universaliais modeliais, neviršijant leistinų verčių (pagrindiniams vamzdynams - 0,2 sienų storio, bet ne daugiau kaip 3 mm, skirstymui - (0,15 sienų storio + 0,5 mm );
Išilginių gamyklų siūlės maišymas vieni kitiems ne mažesniu kaip 100 mm atstumu - vamzdžiams, kurių skersmuo yra didesnis kaip 100 mm ir 1/3 apskritimo ilgio - vamzdžiams, kurių skersmuo yra mažesnis kaip 100 mm. Jei techninis neįmanoma atlikti šių reikalavimų atveju, šiame jungtyje skiriama papildoma ultragarsinė suvirinimo junginio monitoringa.
Didelio skersmens vamzdžių gamybai, cilindrų korpusai iš lukštų taiko šias surinkimo ir suvirinimo tipus - "korpuso apvalkalo surinkimas ir suvirinimas".
Pašildymas
Įkaitinimas yra viena iš svarbiausių technologinių operacijų, leidžiančių reguliuoti terminį suvirinimo ciklą. Yra žinoma, kad suvirinto jungties struktūra ir savybės daugiausia lemia metalo aušinimo greičiu temperatūros diapazone 800-500 ° C temperatūroje (mažiausias pasipriešinimas Austenite). Esant dideliems aušinimo rodikliams, galima formuoti "Martensite" tipo aparatūros struktūras, kurios turi didelį stiprumą ir mažą plastiškumą, taip pat tendenciją suformuoti šaltus įtrūkimus. Tai ypač pasakytina apie mažai legiruotus plienus su 0,43% ir didesnės anglies ekvivalentu. Šie plienai tapo labai jautrūs šiluminio ciklo veikimui, koncentratoriams, o šiluminė įtaka zona yra linkusi priimti. Šie reiškiniai yra aiškiai pasireiškiantys rankiniu lankiniu suvirinimu, kai GVT metalo aušinimo greitis gali pasiekti 70 ° C / s. Su tam tikru vamzdžio sienelės storiu, reguliuokite šiluminės įtakos zonos aušinimo greitį, gali būti pakeistas pirminės įjungimo įkainojimo kraštų temperatūroje. Tai ypač svarbu, kai suvirinant siūlės šaknį su celiuliozės dengimo elektrodais, kai aušinimo greitis yra didžiausias, lyginant su kitų siūlės sluoksnių suvirinimu, oklavimo suvirinimo energija yra sumažinama (suvirinimo greitis tokiais elektrodais du kartus suvirinimo greičiu elektrodų su suvirinimu. Pagrindinė danga) ir padidino tendenciją ir susidarymą šalto įtrūkimų, kad būtų galima padidinti difuzijos vandenilio kiekį suvirinimo metalu. Preliminarus šildymas ne tik sumažina grūdinimo struktūrų susidarymo GVT formavimo tikimybę, bet ir sukuria sąlygas aktyviai evakuoti difuzijos vandenilio iš suvirinimo metalo ir nurodytos zonos. Kas, savo ruožtu padidina suvirintų junginių atsparumą nuo šalto įtrūkimų susidarymo, ypač naudojant elektrodus su celiuliozės danga, kai vandenilio kiekis siūlės gali pasiekti 50 mm 100 g suvirinimo metalo.
Priklausomai nuo cheminės stoties (anglies ekvivalentu), vamzdžių mašinų, aplinkos temperatūros ir elektrodo dangos tipo storis. Šiuos parametrus paprastai reglamentuoja atitinkami standartai ir technologinės instrukcijos. Taigi, pavyzdžiui, NVS vadovaujasi VNC 066-89 (2 lentelė). Suvirinant su elektrodais su celiuliozės danga, pašildymo temperatūra padidėja 75 ° C temperatūroje.
2 lentelė
Užsienyje, dažnai, pasirenkant šildymą, veikia su suvirintų suvirintų sąnarių atsparumo indikatoriumi, kurį nustato formulė ITO-BEESIO:
kur: [n] - vandenilio difuzijos turinys, mm / 100 g;
T - suvirinimo plokščių storis, mm. Šildymo temperatūra nustatoma empirinėje formulėje:
(° C) tp.p \u003d 1440 RCM - 392.
Preliminari ir, jei reikia, lydimasis šildymas turėtų būti atliekamas šildymo įtaisais (dujomis arba elektriniu), užtikrinant vienodą metalo šildymą per suvirinto jungties perimetrą. Vamzdžio džiovinimo zonos plotis kiekvienoje pusėje nuo siūlės turi būti bent 75 mm.
Išankstinio ir kartu kaitinimo temperatūra, kai vamzdžiai (arba vamzdžiai su dalimi) yra sujungta iš įvairių plieno rūšių arba su skirtingu sienų storiu, kuris turi būti šildomas skirtingu temperatūromis, yra nustatytos didžiausios vertės.
Rankinio lanko suvirinimo technologija ir technika
Beveik 60% suvirinimo darbų vamzdynų statyboje yra rankinio lankinio suvirinimo. Tai yra sekcijų ar atskirų vamzdžių sujungimas į nuolatinį sriegį, perėjimų suvirinimą per natūralias ir dirbtines kliūtis, standų, suvirinimo ričių, krano mazgų, čiaupų suvirinimas ir kt.
Rankinio lankinio suvirinimo technologiją pirmiausia nustatoma suvirinimo vamzdžių medžiaga. Priklausomai nuo plieno plieno ir eksploatavimo sąlygų, pasirinktos suvirinimo medžiagos. Po to sukuriame technologijų ir suvirinimo būdus, taip pat darbo organizavimo schemą, vadovaujant tam tikru vamzdynų statybos tempu. Dėl tam tikrų suvirinimo medžiagų, suvirinimo technologija priklauso nuo skersmens ir vamzdžio sienelės storio.
Neprivaloma taisyklė, esanti kamieno ir paskirstymo vamzdynų statyboje yra reikalavimas minimalaus sluoksnių skaičiaus siūlės. Vamzdžiai su 6 mm ir mažiau - 2 sluoksnių sienelės storis, su sienos storis daugiau kaip 6 mm - 3 sluoksniai.
Labiausiai atsakingas yra šaknų sluoksnis. Jis turi patikimai sumokėti ritinių vamzdžių kraštus ir suformuoti vienodą atvirkštinį ritinėlį su 1-3 mm padidėjimu ant vidinio siūlės paviršiaus. Jis leidžiamas atskiruose jungčių dalyse, kurių ilgis yra ne didesnis kaip 50 mm (kas 350 mm siūlės) siuvinėjimo šaknies (menisko) slopinimas iki 10-15% vamzdžio sienelės storio. Išorinis šaknų sluoksnio paviršius turi būti lygus, smulkiai, ir turi lygų suporavimą su pjovimo šoniniais paviršiais. Optimalus formos išorinio paviršiaus siūlės gali būti atliekamas kaip šlifavimo mašina, ir pneumatinis kolektorius pagal nurodymų reikalavimus.
Kai suvirinimo vamzdžiai su 1020 mm skersmens ir daugiau po suvirinimo siūlės šaknies, rekomenduojama atlikti šaknų sluoksnio pašarą nuo vamzdžio viduje tose vietose, kur nėra šaknų tiekimo, ir būtinai apatinis sankryžos perimetro (iš vidaus) ketvirčio, \u200b\u200bty Apie tą sklypą, kuris suvirinant siūlės išorę, buvo atlikta lubų padėtyje. Naudojant didelio skersmens vamzdžių pasukamųjų sąnarių suvirinimą, spintelė atliekama visame sankryžos perimetre. Priimančiosios siūlės suteikia šaknų teikėją, ji turėtų turėti mažą paviršių, sklandžiai sujaudintą vamzdžio vidiniu paviršiumi be pašarų ir kitų defektų. Suvirinimo siūlės stiprinimas turi būti bent 1 ir ne daugiau kaip 3 mm. Suderinimas atliekamas pagrindinio tipo elektrodais, kurių skersmuo yra 3-4 mm.
Siūlės užpildymo sluoksniai yra saugiai ištirpę vieni su kitais ir įdėkite ritinių vamzdžių kraštus. Po kiekvieno siūlės sluoksnio būtina išvalyti siūlės paviršių nuo šlako.
Suvirinimas turi sklandų kontūrą ir suporuoti su vamzdžio paviršiu, be pjaustymo ir kitų matomų defektų. Siūlės stiprinimas turi būti ne mažesnis kaip 1 ir ne daugiau kaip 3 mm. Suvirinimo plotis sutampa pjovimo plotis 2-3 mm kiekvienoje kryptimi.
Pasibaigus perjungimo pabaigoje, suvirinimas turi būti visiškai suvirintas. Šis reikalavimas sukelia faktą, kad dujotiekis per dieną patiria pokyčių aplinkos temperatūroje, kuri yra ypač reikšminga keičiant naktį ir naktį - per dieną. Temperatūros keitimas sukelia vamzdžių ir suvirintų įtempių sąnarių atsiradimą, kuris gali būti labai didelis.
Jei sankryža nėra visiškai, tada susilpnėjusioje įtampos siūlės skerspjūvyje gali viršyti pajamingumo stiprumą ir netgi atsparumą siūlės metalo sunaikinimui ir sąnarai žlugs. Ši situacija yra ypač pavojinga neigiamai oro temperatūroje, kai metalo plastiškumas yra sumažintas.
Priklausomai nuo rekomenduojamų elektrodų tipo, yra 3 dažniausiai pasitaikančios suvirinimo schemos: sąnarių suvirinimas elektrodų su pagrindine danga, jungtis suvirinimo dujų spąstais elektrodų, suvirinimo siūlė ir karšto ištrauka elektrodų Dujų sodinimo tipas ir užpildymo bei susidūrimų sluoksniai - elektrodai su pagrindine danga.
Suvirinimo elektrodai su pagrindine danga atliekama iš apačios į viršų su skersiniais virpijimais, kurių amplitudė priklauso nuo sankryžos pjaustymo pločio. Su srauto suvirinimo metodu, kiekvienas suvirintojas atlieka konkrečią siūlės dalį, kurios pozicija priklauso nuo suvirintojų, veikiančių vienu metu tuo pačiu jungtimi. Dideliuose skersmens vamzdžiuose jų skaičius gali pasiekti keturis. Paprastai, jei suvirintojai yra du, jie yra suvirinami iš apačios, nuo Nadiro ir pakilkite perimetrą kryptimi (pagal skambinimo laikrodį) 6-3-12 ir 6-9-12. Tuo pačiu metu, lubų dalyje, užraktas turi būti perkeltas 50-60 mm nuo apatinio vamzdžio apskritimo taško. Dviejuose gretimuose sluoksniuose spynos turi būti ištrauktos viena nuo kitos bent 50-100 mm. Jei keturi suvirintojai, tada pirmoji pora virinama jungtimi (ratuku) 6-3 ir 6-9, o antrasis garas yra 3-12 ir 9-12.
Dviejų sluoksnių perdangos sekos diagrama, kai suvirina iš apačios į viršų su pagrindiniais dengtais elektrodais, pavaizduota Fig. 3, a. Visi vėlesni nelyginiai sluoksniai atliekami pagal pirmojo sluoksnio schemą, visos net - pagal antrojo sluoksnio schemą. Romos numeriai rodo atskirų siūlės sekcijų suvirinimo seką. Priklausomai nuo suvirinimo erdvinės padėties, dabartinės vertės rekomenduojamos 3 lentelėje.
Naudojant dengtus elektrodus su pagrindiniu tipu, turėtų būti taikomas tik vamzdyno statybai elektrodų gamintojui.
3 lentelė.
Naudojant dujų sodinimo tipo elektrodus, siūlės šaknų suvirinimas atliekamas iš viršaus į apačią be vibracinių judesių, remdamiesi elektrodo gale ant ritinių vamzdžių kraštų. Suvirinimą atlieka pastoviai atbulinės eigos arba tiesioginio poliškumo srovė ne mažiau kaip 75V maitinimo šaltinyje. Suvirinimo srovės vertės suvirinimo su elektrodais, kurių skersmuo yra 3,25 mm, neturi viršyti 100-110A; Suvirinant su elektrodais su 4 mm skersmens apatinėje ir pusėje varikliuose 120-160a, likusiose pozicijose 100-140A. Suvirinimo greitis turi būti palaikomas nuo 16-22 m / val. Suvirinimo proceso metu suvirinimo procese suvirinimo proceso kampo keitimas nuo 40 iki 90 ° saugo perdirbimo langą su kryžminiu kraštu, per kurį jis pastebi kraštų lydymą.
Siekiant sumažinti liekamųjų suvirinimo įtampos lygį suvirintoje jungtyje, neatspindinčios sąnario perimetras yra padalintas į simetriškus, diametriškai priešingos sritys ir daugiasluoksnės suvirinimas atliekamas Fig. 4. Didesnis suvirinimo įtempių ir deformacijos mažinimo poveikis suteikia atsinaujinančios suvirinimo metodo naudojimą ir vienu metu užpildant du ar keturis suvirintojus.
Suvirinant mažo skersmens vamzdynų (iki 530 mm), siekiant sumažinti montavimo darbų tūrį tranšėjoje, jis dažnai praktikuojamas vamzdžių skyriuje su suvirinimu su sujungimu sujungimo sujungimo 90 arba 180 °. Vamzdis yra padalintas aplink apskritimą iki keturių maždaug vienodo ilgio. 1 ir 2 skirsniai pasukami 90 ° 3 ir 4 suvirinimo zonoms (5 pav.). Tada, atlikite kitą pasukimą 90 °, gamina 5 ir 6, 7 ir 8 skirsnių seką.
Kitais atvejais, po 1 ir 2 skirsnių suvirinimo (6 pav.), Jis pasukamas iki 180 ° 3 ir 4 sekcijų suvirinimui. Tada 90 ° ir 180 ° pasukimui suvirinimo sritims 5 ir 6, 7 ir 8, atitinkamai.
5 pav. Suvirinimas su vamzdžių sukimu 90 °: a - Pirmasis sluoksnis, B - sekundė, 1 ... 8 yra atlikimo sluoksnių sekcijų seka.
6 pav. Suvirinimas su vamzdžių sukimu 180 °: A - Pirmasis sluoksnis, B - sekundės, 1 ... 8 yra atlikimo sluoksnių sekcijų seka.

