Sąnariai Pokalbis su ekspertu
24.09.2016 , 10:32
Nugaros ir sąnarių problemos - tiesioginis kelias į negalią! Kaip išsigelbėti ir pamiršti skausmą, sako medicinos mokslų daktaras, profesorius Sergejus Michailovičius Bubnovskis
2015-10-25Iš redaktoriaus: remiantis statistika, kas 8-as Rusijos pilietis kenčia nuo osteochondrozės, įvairių sąnarių ligų (artrozės, artrito, radikulito). Atrodytų, ne mirtina, bet ... Iš pradžių pacientai turi ne gyventi, o egzistuoti. Ir tik tada dėl mobilumo apribojimo atsiranda tokių gretutinių ligų kaip išvarža, medžiagų apykaitos sutrikimai ir negalėjimas vaikščioti. Apie tai, kaip atsikratyti raumenų ir kaulų sistemos problemų ir tapti sveiku žmogumi, paklausėme medicinos mokslų daktaro, profesoriaus Bubnovskio Sergejaus Michailovičiaus
Sveiki, Sergejus Michailovičius. Pasakyk man: ar tiesa, kad tokios nemirtinos, iš pirmo žvilgsnio, tokios ligos kaip radikulitas ir osteochondrozė gali sukelti rimtesnių ligų? Ir ar tiesa, kad kas 8-as rusas serga?
Laba diena, Irina. Nuo osteochondrozės ir radikulito nemiršta. Tačiau yra vienas svarbus dalykas - jei jie negydomi, per šešis mėnesius tiesiog atsiranda gretutinių ligų puokštė. Tai apima svorio padidėjimą, stuburo išlinkimą ir medžiagų apykaitos sutrikimus. Ir blogiausia dalis - paskutinėmis sąnarių stadijomis gali atsirasti navikai, kurie sukelia vėžį.
Pavyzdžiui, negydant išvarža gali virsti piktybiniu naviku. Taip, jį galima valdyti, bet ... Tai užpakalis. Galite likti neįgalūs.
Apie statistiką: deja, taip - daugiau nei 50% Rusijos gyventojų kenčia nuo osteochondrozės ir radikulito. Ir blogiausia, kad ši liga sensta. Jei anksčiau žmonės, vyresni nei 40 metų, kreipdavosi dėl gydymo, dabar pradėjo lankytis jauni žmonės.
Todėl, jei pradeda skaudėti nugarą, kaklą ar sąnarius, nereikėtų visko nurašyti dėl nuovargio. Greičiausiai viena iš šių ligų jus pasiekė.
- Ką daryti tokioje situacijoje?
Mano atsakymas yra - būti gydomam. Tik tai turi dvi problemas.
Pirma: daugumoje ligoninių nėra specialistų reumatologų ir chirurgų, kurie galėtų laiku diagnozuoti ir paskirti gydymą.
Antra: mažų miestelių reumatologai-chirurgai dažnai nesigilina į problemos esmę, nes šios ligos laikomos lėtinėmis ir nepavojingomis. Jie tiesiog skiria gelius, kurie pašalina skausmą, ir rekomenduoja atlikti pratimus. Tai reiškia, kad žmogus paliekamas vienas su savo problema ir skausmu.
Be abejo, mūsų institutas, asmeniškai, mano komanda ir aš bandome išspręsti šią situaciją. Bet, deja, negalime duoti užsakymų regioninėms klinikoms ir sureguliuoti situacijos.
Todėl nusprendėme pasirinkti kitą kelią ir neseniai padarėme tikrą proveržį vykdydami tarptautinį projektą „No Pain“. Esame įsitikinę, kad tai padės pakeisti situaciją šalyje ir padės žmonėms gyventi visavertį gyvenimą.
- Tai yra, ar jau turite nugaros, kaklo ir sąnarių skausmo problemos sprendimą?
Taip yra. Vykdydami projektą, mes gavome prieigą prie pirmojo narkotiko, sukurto pagal šią programą -. Anksčiau šis įrankis nebuvo tiekiamas Rusijai, nes nebuvo leidimo ir reikalingų pajėgumų, o visos turimos šalys buvo perkamos Kinijoje ir JAV. Mums pavyko dalyvauti kuriant ir tiriant kremą „Artropant“, o dabar jis tiekiamas į Rusiją!
- Koks būtent lūžis, koks šis narkotikas?
Artropantas yra patikrintas kremas kovai su sąnarių skausmais, artritu ir artroze, jis tiesiog atkuria kūną ir apima pažeistų ląstelių regeneraciją. Tai yra, pašalina paties skausmo priežastį ir grąžina stuburą, sąnarius į pradinę, normalią būseną. Tai reiškia, kad pacientas ne tik atsikrato simptomų, bet ir tampa visiškai sveiku žmogumi.
Iš pradžių Arthropant atkuria kūno regeneracijos sistemą, tuo pačiu sustabdydamas skausmo sindromą. Per dvi ar tris savaites gydymas bus baigtas, o svarbiausia - užkirsti kelią skausmo pasikartojimui, greitai pakartojant kursą.
- Ar kremas „Artropant“ padeda tik nuo osteochondrozės, radikulito ir artrozės?
Ne tik tai. Juo galite išgydyti bet kokią ligą, susijusią su sąnarių ar stuburo ligomis - artrozę ir artritą, išialgiją, reumatą, radikulitą ir osteochondrozę, stuburo diskų poslinkius. Jis taip pat gali būti naudojamas spuroms ir rageliams pašalinti „ketera“ (riebalų sankaupos ketvirtojo slankstelio srityje), traumoms, lūžiams, dislokacijoms ir daugeliui kitų ligų.
Tai labai įdomi priemonė. O kas iš tikrųjų būtent palengvina visas šias ligas, o ne tik pašalina skausmą?
Kremas "Artropant" ir pašalina skausmą (pradinėse gydymo stadijose), ir visiškai pašalina ligą. Dabar tai yra vienintelis tokio pobūdžio įrankis, kuris tikrai padeda.
- Taigi paaiškėja, kad „Artropant“ galima nusipirkti Rusijoje? Ir beje, kur jis gaminamas?
Taip, dabar Artropant galima nusipirkti Rusijoje. Tai tapo įmanoma dėl to, kad prisijungėme prie projekto ir padėjome tobulėti. Artropantas gaminamas pagal senovinį Selkupų, gyvenančių Sibiro šiaurės vakaruose, receptą. Receptas perduodamas iš kartos į kartą ir saugomas kuo griežčiau.
Be to, Sveikatos apsaugos ministerija nusprendė dalyvauti programoje ir kompensuoti pristatymo išlaidas. Todėl kremas „Artropant“ yra 2 kartus pigesnis nei parduodamas kitose šalyse.
- O kur galima nusipirkti „Artropant“?
Norėjome pradėti didelio masto pardavimus šalies vaistinių tinkluose, bet, deja, vaistinės nenori parduoti kremo „Artropant“ mažesnėmis nei jo savikaina ir nori didelio procento.
Todėl mes atsisakėme tokios idėjos ir nusprendėme išlaikyti prieinamą kainą bei suteikti galimybę susigrąžinti kuo daugiau žmonių. Dabar kremą galite nusipirkti oficialioje projekto svetainėje.
Pristatymas siunčiamas paštu, gavus grynuosius pinigus, o norint naudoti kremą, nereikia specialisto kontrolės - gydymas yra kuo paprastesnis.
Sergejus Michailovičius, ačiū už interviu! Gal norite ką nors pasakyti savo skaitytojams prieš atsisveikindami?
Taip, žinoma. Noriu atkreipti skaitytojų dėmesį, kad nugaros ir sąnarių ligos sensta ir net lengvas periodinis skausmas yra proga atkreipti dėmesį į problemą. Tuo pačiu metu sveikatos išsaugojimas tiesiogiai priklauso nuo jūsų. Gydytojas neįtikins jus gydyti. Viskas tavo rankose.
Taip pat verta prisiminti, kad ligos, atsirandančios dėl nugaros ir sąnarių skausmo, ne tik sukelia diskomfortą. Jie atima normalų gyvenimą ir sutrumpina gyvenimą 10–15 metų. O su kremu „Artropant“ jūs sutaupysite šiuos metus ir galėsite juos normaliai gyventi.
Ačiū Sergejui Michailovičiui! Ir mes primename, kad komentaruose galite užduoti savo klausimus arba palikti nuomonę apie kremą "Artropant".
P.S .: Po interviu paklausėme Sergejaus Michailovičiaus. O mūsų svetainės skaitytojams dabar yra galimybė užsisakyti kremą „Artropant“ su papildoma nuolaida! Ir amžinai pamiršk apie ligas, susijusias su sąnariais ir stuburu
Kalbėjosi Irina Makhagonova
Nuotraukos iš atvirų šaltinių
Suvirinimas - sudėtingas procesas, kurio įgyvendinimas turi būti atliekamas griežta tam tikrų veiksmų, susijusių su metalo paruošimu, suvirinto jungties įgyvendinimu ir vėlesne kontrole, seka. Jei suvirinimas neskiriamas tinkamas dėmesys, jis yra silpna bet kurios suvirintos konstrukcijos vieta. To priežastis gali būti suvirinimo technologijos tobulinimo trūkumai arba jos visai nebuvimas, nepakankama kontrolė, netinkamas suvirinimo įrangos ir medžiagų pasirinkimas. Dėl to organizacija patiria daugybę defektų ir nuostolių, kad ją pašalintų. Praradimo galima išvengti tinkamai sukūrus vykdymo nurodymą suvirinimo darbai ir kontroliuoja jo vykdymą.
Taigi, kas yra suvirinimo grafikas? Suvirinimo proceso srauto diagrama, arba kaip ji dar vadinama suvirinimo srauto schema, yra dokumentas, kuris yra tam tikros jungties suvirinimo technologijos sukūrimo rezultatas, kuriame išdėstomi svarbiausi technologiniai parametrai kuriant suvirintą jungtį, iš tikrųjų tai yra instrukcija suvirinimo jungtims. Suvirinimo schema buvo patvirtinta ir pradėta eksploatuoti 1984 m. Sausio pirmą dieną, prieš daugiau nei 30 metų. Kuriant metalinių konstrukcijų suvirinimo technologiją, kiekviena suvirinta jungtis turėtų būti padaryta pagal parengtą suvirinimo technologinį žemėlapį.
Suvirinimo srauto diagramoje turėtų būti šie duomenys:
1. Informacija apie netauriuosius metalus.
2. Informacija apie jungties kokybę ir paruošimą suvirinimui: pjovimo duomenys (tarpo dydis, plyšimo kampas, pjovimo kampas ir kt.), Strypų skaičius ir vieta, duomenys apie išankstinį kraštų valymą, suvirinimo matmenys.
3. Duomenys apie suvirinto gaminio tvirtinimą ir galimą kaitinimą. Taip pat kaip ir suvirinimo seka.
4. Informacija apie naudojamą suvirinimo įrangą ir suvirinimo medžiagas. Suvirinimo medžiagų ir įrangos pasirinkimas pagrįstas įvairia informacija, gauta iš literatūros, įskaitant profesionalų suvirinimą (žurnalai, straipsniai), mūsų pačių patirtimi, taip pat organizacijų apžvalgomis.
5. Informacija apie suvirinimo režimą, atsižvelgiant į suvirinimo būdą, gali apimti: suvirinimo srovę, lanko įtampą, suvirinimo greitį, poliškumą suvirinimo metu, apsauginių dujų suvartojimą, vielos tiekimo greitį ir kt. Pažeidus rekomenduojamus suvirinimo režimus, suvirinimo metalas ir šilumos paveikta zona gali suskaidyti.
6. Informacija apie suvirinto sujungimo formą, suvirinto sujungimo kokybės kontrolės metodus ir apimtį.
Suvirinimo proceso žemėlapio kūrimas prasideda suvirinamos medžiagos analize ir suvirinimo metodo parinkimu. Po to atliekama sąlygų, kuriomis suvirinta konstrukcija veiks, analizė ir nustatoma, kurie norminiai dokumentai reglamentuoja šios konstrukcijos gamybą ir eksploatavimą. Toliau pagal norminę literatūrą ir apskaičiuotus duomenis nustatomas suvirinimo būdas, apskaičiuojamas reikiamas praėjimų skaičius, suvirinto sujungimo geometrija ir kiti parametrai.
Kiekviena suvirinimo schema gauna savo identifikacinį numerį, kuris vėliau naudojamas nurodyti techninėje dokumentacijoje ir projekto specifikacijose. Pats kūrėjas pasižiūri suvirinimo technologinio proceso žemėlapį, o formos apačioje jis taip pat deda savo parašą.
Statant objektą, rinkinys turi būti gaminamas 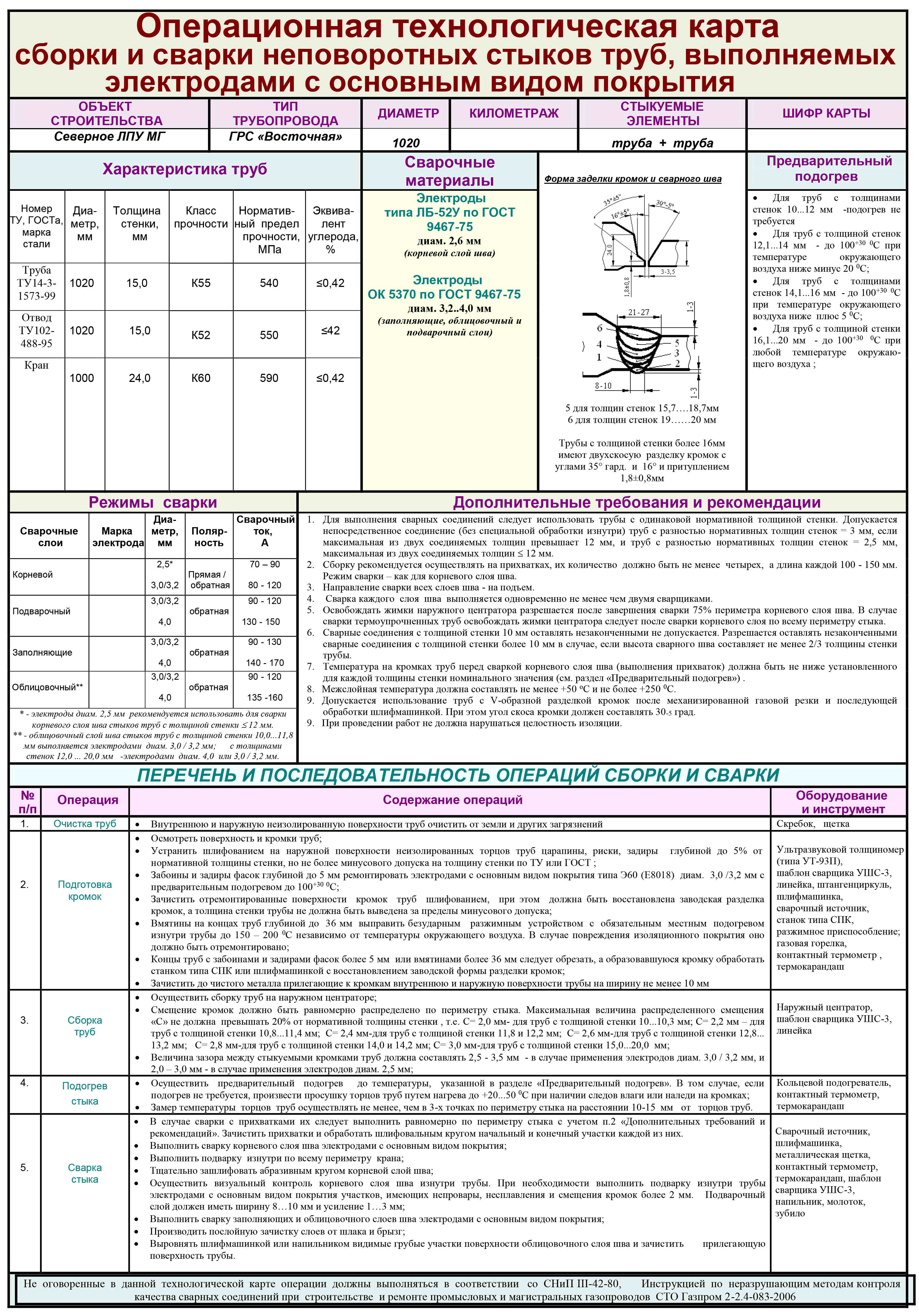 visų naudojamų suvirintųjų jungčių tipai. Visas suvirinimo proceso kortelių rinkinys yra laikomas pagrindinio suvirintojo skyriuje. Suvirintojas, įėjęs į pamainą, gauna suvirintų jungčių maršrutus, kuriuos jis atlieka proceso metu. Paruoštų briaunų ir paruoštų suvirintų jungčių tikrinimą ir kontrolę vykdo techninės kontrolės tarnyba pagal suvirintų siūlių kokybės kontrolės ir bandymo skyrių. Taigi, paslaugos nėra painiavos, nes viskas, kas būtina, yra nurodyta suvirinto sujungimo technologiniame žemėlapyje.
visų naudojamų suvirintųjų jungčių tipai. Visas suvirinimo proceso kortelių rinkinys yra laikomas pagrindinio suvirintojo skyriuje. Suvirintojas, įėjęs į pamainą, gauna suvirintų jungčių maršrutus, kuriuos jis atlieka proceso metu. Paruoštų briaunų ir paruoštų suvirintų jungčių tikrinimą ir kontrolę vykdo techninės kontrolės tarnyba pagal suvirintų siūlių kokybės kontrolės ir bandymo skyrių. Taigi, paslaugos nėra painiavos, nes viskas, kas būtina, yra nurodyta suvirinto sujungimo technologiniame žemėlapyje.
Kiekvienoje įmonėje, organizuojant suvirinimo gamybą, sudaromi suvirinimo proceso žemėlapiai, kitaip sunku išlaikyti parametrus, reikalingus atlikto darbo kokybei. Kai kurios įmonės negali sau leisti išlaikyti brangių suvirinimo pramonės inžinierių. Tai sumažina jūsų išlaidas inžinierių ir techninių darbuotojų išlaikymui ir, remiantis sutartimi bei techninėmis specifikacijomis, kuo greičiau parengia suvirinimo technologinių žemėlapių rinkinį, taip pat parenka įrangą ir medžiagas.
Norint gauti aukštos kokybės suvirinimo metu atlikto darbo rezultatą, suvirintojas turėtų vadovautis dokumentu, kuriame teisingai aprašomi visi suvirinimo statybvietėje etapai. Nesilaikant srauto diagramoje pateiktų rekomendacijų, suvirintas sujungimas gali būti sunaikintas eksploatacijos metu, o tai gali sukelti negrįžtamų pasekmių.
TIPINĖ TECHNOLOGINĖ KORTELĖ (TTK)
TIPINĖ TECHNOLOGINĖ KORTELĖ METALO KONSTRUKCIJOMS ĮRENGTI ARKO SUVIRINIMO METODU
1. Taikymo sritis
1. Taikymo sritis
Maršrutas yra skirtas metalinių konstrukcijų montavimui, naudojant lankinio suvirinimo metodą, naudojant suvirinimo įrangą ir prietaisus. Maršrutas gali būti naudojamas kaip vadovas technologiškai teisingam darbų atlikimui, kai statybvietėje suvirinami agregatai ir įvairios paskirties dalys, gaminant surinkimo agregatus.
Į metalo konstrukcijų montavimą suvirinant atliekamų darbų apimtį sudaro:
- metalinių latakų ir juostų suvirinimas tiesiomis dalimis prie jungties ir jų suvirinimas prie sienos laikiklių ar alkūnių;
- metalinių latakų ir juostų suvirinimas 90 ° kampu, konstrukcijų suvirinimas prie sienos kampų, einant per sieną, konstrukcijų suvirinimas vertikaliai ant sienos laikiklių;
- latakų, juostų ir kitų konstrukcijų suvirinimas jų nusileidimo metu rėmo eilėje ir pravažiuojant per grindų plokštę;
- kronšteinų montavimas ir suvirinimas šachtoje pastato viduje;
- metalinių konstrukcijų montavimas suvirinant kasykloje ir pastato viduje;
- tvirtinimas suvirinant bagažinės konstrukcijas prie kitų konstrukcijų ir skriejant iki 3,0 m;
- tvirtinimas suvirinant atviro tipo konstrukcijas, vamzdžius ir oro latakus komunalinių elementų klojimui.
Metalo konstrukcijų montavimas lankinio suvirinimo metodu gali būti atliekamas po baldakimu, statomo pastato patalpose, kasyklose, pereinamuosiuose tuneliuose ir kitose suvirinimui tinkamose patalpose. Atliekant darbus konkrečiomis sąlygomis, galima nurodyti darbo sudėtį ir apimtį, suvirinimo būdus.
2. Bendrosios nuostatos
Suvirinimo mazgų ir metalinių konstrukcijų dalių darbus galima atlikti įvairiose patalpose, be inžinerinių konstrukcijų ar su įranga, atvirose ir uždarose, šaltose ir izoliuotose vietose. Vykdant suvirinimo operacijas, ypač žiemą, turėtų būti įtraukta srauto ištraukiamoji ventiliacija, jei tokia yra, o atliekant suvirinimo darbus izoliuotose patalpose, kuriose nėra ventiliacijos, rekomenduojama naudoti nešiojamus vėdinimo įtaisus. Atliekant suvirinimo darbus patalpose, kuriose yra sumontuota įranga, įranga turi būti apsaugota nuo metalo kritimo ir masto kritimo.
Bendroji informacija apie suvirinimo jungtis
Suvirintas jungtis yra suvirintos konstrukcijos elementas, susidedantis iš dviejų ar daugiau konstrukcinių dalių ir šias dalis jungiančio suvirinimo (žr. GOST 5264-80. „Suvirinimo jungtys“).
Montuojant metalines konstrukcijas, randami šie pagrindiniai jungčių tipai: užpakalis, juosmuo, tee, kampas.
Užpakalinės jungtys yra tipiškiausios suvirintos jungtys, kuriose sujungiamų dalių galai ar kraštai išdėstomi taip, kad tarp jų būtų 1-2 mm atstumas. Dalys, kurių storis iki 6 mm, suvirinamos vienpusine siūle, o daugiau kaip 6 mm - su dvipuse siūle.
Lapų jungtys sukuriamos uždedant vieną jungties elementą ant kito. Persidengimo dydis turėtų būti bent dvigubai didesnis už suvirintų gaminio kraštų storio sumą. Suvirinimo dalys virinamos iš abiejų pusių.
T-jungtys yra jungtys, kurių vieno elemento galinis paviršius tam tikru kampu ribojasi suvirintos konstrukcijos kito elemento paviršiumi. Norint gauti stiprią siūlę, tarpas tarp suvirintinų elementų turėtų būti 23 mm.
Kampiniai sujungimai daromi, kai suvirinami elementai yra statmenai arba savavališkai, o suvirinimas atliekamas išilgai šių elementų kraštų iš vienos ar abiejų pusių.
Visi aukščiau aprašyti suvirinimo siūlai yra sudaryti iš siūlės, kuri yra sukietėjęs metalas, jungiantis suvirintos konstrukcijos elementus. Suvirina yra padalijami pagal šiuos kriterijus: pagal padėtį, atsižvelgiant į dabartinę jėgą (3 pav. 1
), atsižvelgiant į vietą erdvėje (3 pav. 2
), išorine forma (3 pav. 3
).
1 pav. Suvirinimo siūlių padėtis, palyginti su dabartinėmis pastangomis:
A) šonas, b) priekinis, c) įstrižas
2 pav. Virintinių siūlių padėtis erdvėje:
A) apatinė, b) horizontalioji, c) vertikalioji, d) lubos
3 pav. Išorinės suvirinimo formos:
A) išgaubta, b) normali, c) įgaubta
Suvirinimo elektrodo skersmuo nustatomas atsižvelgiant į suvirintinų kraštų storį, suvirinimo tipą ir suvirinimo dydį. Už užpakaliniai sąnariai praktinės rekomendacijos, kaip pasirinkti elektrodo skersmenį, atsižvelgiant į suvirintų kraštų storį:
|
Suvirintų kraštų storis, mm |
||||||
|
Elektrodo skersmuo, mm |
Atliekant kampines ir tee jungtis, atsižvelgiama į suvirinimo kojos dydį: kai suvirinimo kojelė yra 35 mm, suvirinimas atliekamas su 34 mm skersmens elektrodu, o su 68 mm koja - naudojami 45 mm skersmens elektrodai. Suvirinimo srovė nustatoma pagal pasirinktą elektrodo skersmenį, kuris turėtų būti nurodytas gamyklos etiketėje, priklijuotoje prie pluošto elektrodais.
46 mm elektrodų suvirinimo srovę galima nustatyti pagal formulę:
Kur yra suvirinimo srovės stipris, A;
Elektrodo skersmuo, mm.
Elektrodų, kurių skersmuo mažesnis kaip 4 mm ir didesnis nei 6 mm, suvirinimo srovės vertę galima nustatyti pagal formulę:
Tokiu atveju pakeitimai turėtų būti daromi atsižvelgiant į metalo storį ir suvirinimo vietą.
Esant briaunų storiui nuo 1,3 iki 1,6, apskaičiuota suvirinimo srovės vertė sumažėja 1015%, o kai kraštų storis yra didesnis nei 3, ji padidėja 1015%. Suvirinimas vertikaliai ir lubų jungtys atlikti srovę, 1015% mažiau nei apskaičiuota.
Metalo elektrodai lankiniam suvirinimui gaminami pagal GOST 9466-75. "Padengti metaliniai elektrodai, skirti rankiniam suvirinimui ir paviršiaus padengimui. Klasifikacija, matmenys ir bendrosios specifikacijos".
Dydžiai, nustatyti pagal valstybės standartinę specifikaciją:
1 lentelė
|
Elektrodo skersmuo, mm |
Elektrodo ilgis mm |
|
|
anglies ir lydinio viela |
aukštos lydinio viela |
|
Suvirinimo schema - dokumentas, apibūdinantis konkrečių medžiagų technologiją ir suvirinimo procesą. Jis apibūdina svarbius techninius parametrus ir darbų seką, reikalingą suvirinimui sukurti. Suvirinimo siūlė yra silpniausias projekto taškas, todėl technologinis žemėlapis yra kuriamas laikantis galiojančių valstybės standartų ir yra kontroliuojamas specialių tikrinimo tarnybų.
Žemėlapio sudarymas prasideda nuo medžiagos ištyrimo ir suvirinimo metodo pasirinkimo. Sąlygų, kuriomis gautas dizainas veiks, analizė. Remiantis informacine literatūra ir skaičiavimais, nustatomi suvirinimo režimai, praėjimų skaičius, suvirinimo siūlės geometrija ir kiti parametrai.
Suvirinimo proceso žemėlapį sudaro šie duomenys:
- informacija ir suvirintų dalių charakteristikos;
- informacija apie jungties paruošimą prieš suvirinimą (kraštų forma, kampas ir briaunų dydis);
- duomenys apie taškų skaičių, vietą ir dydį;
- informacija apie tai, kaip dalis pritvirtinta ir kaip išvengti dalių deformacijos ar šlyties suvirinant;
- aplinkos temperatūra, kurioje leidžiama suvirinti, arba duomenys apie dalių kaitinimą (jei reikia) prieš suvirinant;
- duomenys apie įrangą, kurią galima naudoti, ir naudojamas medžiagas (elektrodus, suvirinimo laidą, apsaugines dujas);
- informacija apie suvirinimo režimus (kokia srovė ir įtampa turėtų būti nustatyta, automatinėms mašinoms nurodomas suvirinimo greitis, apskaičiuotas dujų srautas ir suvirinimo vielos tiekimo greitis);
- informacija apie gauto suvirinimo tikrinimo ir valdymo metodus.
Atliekant kartografiją, pagrindinė dalis yra medžiagų, kurios bus suvirintos, tyrimas, jų savybės ir savybės. Jei medžiagos kilmė nežinoma, o jos savybės nežinomos, tada mėginiai imami ir atiduodami į laboratoriją analizei ir kompozicijos identifikavimui. Remiantis gautais duomenimis, parenkamos eksploatacinės medžiagos ir nustatomos tinkamiausios šioms dalims suvirinimo sąlygos ir metodas. Realybėje konstrukciniai plienai Jie gaminami griežtai laikantis standartų ir šablonų, todėl jau seniai buvo sukurti technologiniai žemėlapiai dažniausiai naudojamiems metalams ir medžiagoms.
Maršrutą sudaro nuosekliųjų darbų sąrašas, brėžiniai ir paaiškinimai jiems. Norint išvengti gedimų, avarijų ir nuostolių, į proceso technologijos plėtrą reikia žiūrėti labai rimtai, nes tai yra daugybė darbų. Vienos iš pakopų paklaida gali sugadinti suvirinimo siūlę, net jei visos kitos operacijos buvo atliktos teisingai.
Metalo konstrukcijų suvirinimo technologinis žemėlapis
Jame pateikiamas šios technologijos taikymo srities aprašymas. Tai nurodo, kokie šios technologijos tipai, kokiu atstumu ir kokiu kampu turėtų būti pritvirtintos sujungtos dalys, kad būtų užtikrintas konstrukcijos patikimumas ir ilgaamžiškumas. Tai nurodo, kokiomis sąlygomis ir kokia temperatūra turi būti atliekamas suvirinimas (lauke ar viduje).
Kitas gaminys yra pats plačiausias ir svarbiausias gamybos procese. Jame yra informacija apie pačią suvirinimo technologiją ir jos techninius parametrus, susidedanti iš šių pastraipų:
- parengiamasis darbas ir jų įgyvendinimo taisyklės;
- informacija apie suvirinimo darbų tipus;
- kiekvieno darbo etapo sekos aprašymas (klijų montavimas, susiuvimo seka)
- schemos ir brėžiniai, nurodantys, kur pritvirtinti sriegiai, kaip uždėtos siūlės, jų paaiškinimai;
- sąlygos, kuriomis atliekamas procesas ir saugos taisyklės;
- atlikėjų skaičius ir numatomas laikas kiekvienai operacijai ir darbui apskritai;
- reikalingų atsargų apskaičiavimas.
Paskutinės pastraipos leidžia apskaičiuoti technines išlaidas, terminus ir jų naudą. Taigi procesą galima pakeisti dar prieš pradedant suvirinimo darbus ir juos ištaisyti. Proceso kortelė baigiasi skaičiuojant išteklius ir priemones, taip pat žmonių skaičių ir laiką, reikalingą suvirinimo procesui.
Vamzdžių suvirinimo maršrutas
Ji pristato dokumentą, kurį sudaro šie pagrindiniai punktai:
- techninio proceso apimtis;
- bendrosios nuostatos ir rekomendacijos;
- technologija ir darbo organizavimas;
- kokybės reikalavimai;
- ir darbo apsauga;
- naudotos techninės dokumentacijos ir literatūros sąrašas;
- suvirinimo technologinės kortelės.
Iš pradžių nurodoma, kuriems objektams šis žemėlapis yra tinkamas. Tada bendrosios nuostatos apibūdina:
- darbo technika;
- kokybės sąlygos ir priėmimo taisyklės;
- saugos priemonės ir darbo apsauga.
- šios rūšies darbų atlikimo tipai (vamzdynų suvirinimas, surinkimas, kraštų paruošimas).
Svarbi dalis yra visų operacijų instrukcijos ir jų vykdymo seka. Minėta, kaip atlikti preliminarų paviršiaus apžiūrą. Patikrinama, ar vamzdyje, vožtuvuose ir paskirstymo vožtuvuose nėra pažeidimų, ertmės išvalomos ir paruoštos surinkimui. Svarbus dalykas yra rekomendacijos, ką daryti, jei (pažeidimas) viršija leistinas ribas. Paviršiaus defektai pašalinami šlifuojant, o likutinis sienos storis neturėtų būti mažesnis už leistiną minusinį minimumą. Vamzdžių galai su įbrėžimais ir įdubimais yra nupjaunami. Suvirintųjų vamzdžių jungtyje gamyklinės išilginės arba spiralinės siūlės viena kitos atžvilgiu būtinai pasislenka 75 mm.
Sauga apima instrukcijas, kurių reikia laikytis prieš pradedant suvirinimą. Taip pat nurodomi reikalavimai, kaip įrengti vietą, kurioje bus atliekamas techninis metalinių konstrukcijų montavimas suvirinant, ir kokią gaisro gesinimo įrangą naudoti. Suvirinimas turėtų būti atliekamas pagal eksploatacines-technologines korteles, įtrauktas į šį technologinį žemėlapį, atsižvelgiant į suvirinamų vamzdžių skersmenį.
Darbo kokybės reikalavimai apima suvirinimo siūlių ir leistinų nuokrypių tikrinimo metodų sąrašą. Jei kontrolės rezultatai nepatenkinami, nurodoma defektų ištaisymo tvarka ir metodas.
Operaciniuose ir technologiniuose žemėlapiuose yra viskas techninės specifikacijos reikalingi suvirinimui:
- suvirinimo objektas;
- vamzdžių charakteristikos;
- suvirinimo reikmenys;
- pjovimo briaunų forma ir suvirinimas;
- pašildymas (jei reikia);
- suvirinimo režimai;
- papildomi reikalavimai ir rekomendacijos;
- surinkimo ir suvirinimo operacijų sąrašas ir seka.
Vamzdžių ir kitų metalinių konstrukcijų suvirinimo technologiniai žemėlapiai yra visiškai vienodos išvaizdos, tačiau skiriasi turiniu ir turiniu.
MIN N TSRS KOMUNIKACIJOS LIAISONAS
SPECIALIZUOKITE IR MONTUOKITE TORKO O-TECHNOLOGIJŲ ČEKIJOS KONSTRUKCIJĄ
B YURO STATYBOS TE KHNI KI SV YAZI
Aš patvirtinu
Z am GRSS vadovas
A. I. Polnas Ikovas
1 989 m. Kovo 27 d
TECHNINIS ŽEMĖLAPIS
METALO METODŲ MONTAVIMUI
ARKO SUVIRINIMAS
MASKAVA - 1989 metai
1. TAIKYMO SRITIS
1.1. Technologinis žemėlapis buvo sukurtas automatinių telefono stočių metalinių konstrukcijų montavimui lankinio suvirinimo metodu, naudojant suvirinimo įrangą ir armatūrą. Maršrutas gali būti naudojamas kaip vadovas technologiškai teisingam darbų atlikimui, kai suvirinami agregatai ir įvairios paskirties dalys kėdžių, skerspjūvio, velenų ir maitinimo įmonėse. 1 .2. Darbų, atliktų montuojant metalines konstrukcijas, apimtis PBX metodas Suvirinimai, į kuriuos atsižvelgiama maršruto sąraše, yra šie: - pirmojo tipo latakai suvirinami tiesiomis dalimis ties užpakaliu ir virinant juos prie sienos laikiklių ar alkūnių; - atvirų kaktų suvirinimas 90 ° kampu, griovelių suvirinimas prie sienos kampų, einant per sieną, kaktų virinimas vertikaliai ant sienos laikiklių; - to paties tipo latakų suvirinimas jų nusileidimo metu rėmo eilėje ir pravažiuojant per grindų plokštę; - detalių vainikėlių montavimas ir suvirinimas partijoje; - metalinių konstrukcijų montavimas suvirinant kasykloje ir kryžiuje; - tvirtinimas pagrindinių latakų suvirinimo būdu įprastais latakais ir pagrindiniu lataku, kurio atstumas ne didesnis kaip 2,5 m; - tvirtinimas kryžminių laidų ir rėmų su abonentų kryžminiais lizdais ir bandymo lizdais atviro tipo oro kanalų suvirinimo būdu. 1. 3. Metalo konstrukcijų ir jų dalių suvirinimas gali būti atliekamas patalpose ir žemėje, velenuose, įvorėse, įvorėse, lygintuvuose ir akumuliatoriuose. Atliekant suvirinimo darbus, ypač žiemos metu, turėtų būti įjungta ventiliacija ir ištraukiama ventiliacija, o atliekant suvirinimo darbus patalpose ir šachtose, rekomenduojama naudoti nešiojamus vėdinimo įtaisus. Taip pat buvo įdėtas akredituotas maisto gaminimo kenksmingu metalu darbas, o prieš baigiant montuoti akumuliatorių baterijas, instrukcijos turėtų būti baigtos. Atliekant suvirinimo darbus patalpose, kuriose yra sumontuota įranga, įranga turi būti apsaugota nuo metalo lašelių patekimo ir masto. 1 .4. Susiejant technologinį žemėlapį su konkrečiu objektu ir konstrukcijos sąlygomis, atsižvelgiant į tai, kiek įmanoma išnaudoti turimą įrangos ir prietaisų turimą surinkimo mechanizmų parką, nurodoma darbų apimtis, darbo sąnaudų skaičiavimas, techniniai ir ekonominiai rodikliai bei mechanizacijos priemonės.2. VEIKLOS ORGANIZAVIMAS IR TECHNOLOGIJA
2.1. Parengiamieji darbai
2.1.1. Paruoškite technines patalpas, kuriose metalinės konstrukcijos bus montuojamos virimo būdu, laikantis GOST 1 2.3.003.75, GOS T 1 2.2.007.75, ir aprūpinkite jas gaisro gesinimo įranga. 2.2.2. Pristatykite reikiamas konstrukcijas ir detales į darbo vietą ir sutvarkykite jas pagal technologinę montavimo darbų seką. 2.1.3. Susipažinkite su darbo sąlygomis ir, jei reikia, įrengkite darbo vietą laikydamiesi „Saugos ir priešgaisrinės saugos taisyklių“ (SNiP III-4-80, SNiP II -01-0 2-8 5). 2.1.4. Būtinai dirbkite su stipria ventiliacija. 2.1.5. Paruoškite suvirinimui reikalingą dokumentaciją, įrankius ir priedus. 2.1.6. Įsitikinkite, kad suvirinimo įranga veikia.2.2. Bendra suvirinimo informacija
2.2. 1. Suvirintas sujungimas yra suvirintos konstrukcijos elementas, susidedantis iš dviejų ar daugiau konstrukcinių dalių ir šias dalis jungiančio suvirinimo (žr. GOST 5264-80. „Suvirinimas iš suvirintų siūlių“). 2.2.2. Surenkant metalines konstrukcijas, atsižvelgiama į šiuos pagrindinius jungčių tipus: užpakalis, įleista dalis, tee, kampas. 2.2. 3. Užpakalinės jungtys yra tipiškiausios suvirintos jungtys, kuriose sujungiamų dalių galai ar kraštai dedami su ja taip, kad tarp jų būtų 1–2 mm atstumas. Detalės, kurių storis iki 6 mm, yra suvirintos vienpusine siūle, o daugiau kaip 6 mm - su dvipuse siūlė. 2.2. 4. Viršutinės jungtys sudaromos uždedant vieną jungties elementą ant kito. Persidengimo vertės turėtų būti bent dvigubai didesnės už suvirintų x kraštų storio sumą iš pertvaros. Suvirinimo dalys yra nelaimingi atsitikimai abiejose pusėse. 2.2 .5. T-jungtys yra jungtys, kurių vieno elemento galinis paviršius tam tikru kampu ribojasi su suvirintos konstrukcijos kito elemento paviršiumi. Norint gauti tvirtą jungtį, tarpas tarp suvirintinų elementų turėtų būti 2–3 mm. 2.2.6. Kampiniai sujungimai daromi, kai suvirinti elementai yra statmenai arba savavališkai, o suvirinimas atliekamas išilgai šių elementų kraštų iš vienos ar abiejų pusių. 2.2.7. Visi aukščiau aprašyti suvirinti sujungimai atliekami siūle, kuri yra sukietėjęs nusodintas metalas, jungiantys suvirintos konstrukcijos elementus. Suvirinimo siūlės suskirstomos pagal šias charakteristikas: pagal padėtį veikiančios jėgos atžvilgiu (žr. 1 pav.), Pagal vietą erdvėje (žr. 2 pav.) Ir pagal išorinę formą (žr. 3 pav.).Fig. 1. Suvirinimo siūlių padėtis dabartinės jėgos ir I atžvilgiu:
a) šonas, b) priekinis, c) įstrižas
![]()
Fig. 2. Suvirinimo siūlių padėtis erdvėje:
a) apatinė, b) horizontalioji, c) vertikalioji, d) lubos
Fig. 3. Suvirintų siūlių išorinės formos:
a) išgaubta, b) normali, c) įgaubta
2.2.8. Virimo elektrodo skersmuo nustatomas atsižvelgiant į suvirintinų kraštų storį, vaizdą iš suvirintos jungties ir suvirinimo matmenis. Dėl užpakalinių siūlių buvo pateiktos praktinės rekomendacijos, kaip pasirinkti elektrodo skersmenį, atsižvelgiant į briaunotų kraštų storį: 2.2.9. Sudarant kampines ir tee jungtis, atsižvelgiama į suvirinimo kojos dydį: su 3–5 mm suvirinimo kojeliu suvirinamas elektrodas, kurio skersmuo yra 3–4 mm, o su koja 6–8 mm, naudojami elektrodai, kurių skersmuo yra 4–5 mm. 2.2 .1 0. Pagal pasirinktą elektrodo skersmenį nustatoma virimo srovės vertė, kuri turėtų būti nurodyta gamyklinėje etiketėje, priklijuotoje prie pakuočių su elektrodais. 2.2. 11. 4–6 mm elektrodų virimo srovės vertę galima apskaičiuoti pagal formulę:
Y \u003d (40 ÷ 60) · D e,
Čia Y yra virimo srovės vertė, A; D e - di am et r elektrodo, mm. 2.2. 1 2. Elektrodų, kurių skersmuo mažesnis kaip 4 mm ir didesnis kaip 6 mm, suvirinimo srovės vertė gali būti nustatyta pagal formulę:
Y \u003d (20 + 6D e) · D e.
Tam tikslinimas turėtų būti atliekamas atsižvelgiant į metalo storį ir suvirinimo vietą. Kai kraštų storis yra nuo 1, 3 D ir apie 1,6 D e, apskaičiuota suvirinimo srovės vertė sumažėja 1 0 ÷ 1 5%, o kai kraštų storis didesnis kaip 3 D e, jie padidėja 1 0 ÷ 1 5%. Vertikalių ir lubų siūlių suvirinimas atliekamas srove, kuri yra 1 0 ÷ 1 5% mažesnė už apskaičiuotą. 2.2. 1 3. Metalo elektrodai, skirti lankiniam suvirinimui, yra paruošti pagal GOST 9466-75. „Padengti metaliniai elektrodai, skirti rankiniam suvirinimui ir paviršiaus padengimui. Klasifikacija, matmenys ir bendrieji techniniai reikalavimai. “ Dydžiai, nustatyti pagal valstybės standartinę specifikaciją:
1 lentelė
|
Elektrodo skersmuo, mm |
Elektrodo ilgis mm |
||
|
anglies ir lydinio viela |
aukštos lydinio viela |
||
2.3. Darbo seka ir metodai
2.3. 1. Surinkite suvirinimo stulpą (žr. 4 pav.), Kuriam:
Fig. 4. Ryšio su alaus darykla schema, skirta virimui rankiniu būdu
A) sumontuokite suvirinimo transformatorių specialiai įrengtoje vietoje, laikydamiesi „Saugos ir priešgaisrinės saugos techninių reglamentų“ vietos. Padarykite suvirinimo transformatorių pagal lentelę. 2.
2 lentelė
|
Transformatoriaus prekės ženklas |
Suvirinimo srovė, A |
Įtampa |
Vardinė galia, kV · A |
Bendri matmenys, mm |
Svoris kg |
įvertintas dirbantis |
tuščiąja eiga |
|
|
įvertinta |
reguliavimo ribos |
|||||||
| TD - 306U 2 |
570 × 325 × 530 |
|||||||
| TD-0 6U 2 |
630 × 365 × 590 |
|||||||
| TD - 251U 2 |
420 × 260 × 450 |
|||||||
| TD - 500–4U 2 |
570 × 720 × 835 |
|||||||
| T DM-31 7U 2 |
585 × 555 × 81 8 |
|||||||
| T DM-4 01U 2 |
585 × 760 × 848 |
|||||||
| T DM-50 3U 2 |
555 × 585 × 888 |
|||||||
| T DM-50 2U2 |
720 × 845 × 780 |
|||||||
Ri s. 5. Spaustukai, skirti suvirinimo vielai prijungti prie suvirintino gaminio:
a) išorinis, b) varžtas
E) antrąjį suvirinimo transformatoriaus gnybtą prijunkite prie elektrinio laikiklio (žr. 6 pav.) RGD arba P RGDO laidais (GOST 6731 -77E);

Fig. 6. Elektros energijos tiekimo tipai
E) pasirinkite laidų, kurių ilgis neviršija 3 0 m, skerspjūvį pagal rekomenduojamus standartus:
|
Didžiausia suvirinimo srovės vertė, A |
||||
| Laidų skerspjūvio plotas, mm 2: | ||||
| vienišas | ||||
| dviguba |
U l \u003d 1, 73 Jρl / s,
Kur U l - įtampos kritimas, V; J yra suvirinimo srovė, A; ρ - laido varžos, omai · m; l yra laidų ilgis, m; s yra laidų skerspjūvio plotas, mm 2. Jei U l vertė viršija leistiną daugiau nei 5%, būtina padidinti laidų skerspjūvio plotą; h) naudokite jį akių ir veido odos apsaugai atliekant suvirinimo darbus su skydais, kaukėmis ar šalmais (GOST 1 361-69) (žr. 7 pav.).
Ri s. 7. Aplinkos apsauga nuo lanko ir metalo purslų
2.3.2. Vykdykite instrukcijas, nurodytas projekto ir instrukcijų dokumentuose, kad gautumėte visus reikalingus sieninius laikiklius, laikiklius autobusų terminalo patalpose, kryžius, velenus ir maitinimo blokus. 2.3.3. Paguldykite prie sienų pritvirtinto latako sekcijos laikiklius, nustumkite juos taip, kad tarp jų liktų 1–2 mm tarpas, suvirinkite atskiras latako dalis viena aštriu siūlu (žr. 8 pav.) Ir suvirinkite. gautas tų pačių kaktų takelis prie abiejų pusių skliausteliuose (žr. 9 pav.), kurių plotis yra tas pats 400–6 00 mm, arba iš vienos pusės - pagal šaškių lentos modelį, o griovelių plotis yra 1 50 ÷ 300 mm.
P ir su. 8. Latakų suvirinimas su tyk
Prie sienos kampų pagrindinių kanalų galai yra privirinti iš abiejų pusių, kaip parodyta fig. 9.
Fig. 9. Latako pritvirtinimas prie laikiklio arba alkūnės išilgai sienos
2.3.4. Pereikite židinį ir lataką per kambario angą, perkelkite jį į pagrindinį lataką, pastatykite ir pritvirtinkite (žr. 2.3.3 skyrių) taip, kad tarpas tarp latakų būtų 1 ÷ 2 mm, ir padarykite pagrindinių kanalų suvirinimas vamzdyje 90 ° kampu (su matuokliu 10 pav. ir 11 pav.). Tokiu atveju kiekviena latako šoninė juostelė visiškai išsikiša iš visų pusių.

Fig. 11. Pagrindinio latako tvirtinimas 90 ° jungtyje
2.3.5. Pagrindiniame bėgyje per šešėlį suvirinkite pagrindinius bėgius (žr. 12 pav.). Virinimas atliekamas vienu dygsniu viename latake su viena smaile siūle šaškių lentos modeliu.
Fig. 12. Pagrindinio skundo praėjimas per sieną
2.3.6. Suvirinkite vertikalius pagrindinius kanalus prie laikiklių, pritvirtintų prie kambario sienos (žr. 13 pav.). Suvirinimas atliekamas prie kiekvieno laikiklio iš trijų pusių.

Fig. 1 3. Montavimas vertikalioje bagažinėje prie sienos
2.3 .7. Pagrindinių kaktų šlaitus sumontuokite rėmo eilutėje (žr. 14 pav.), O iš abiejų griovelio šoninių juostų trijų pusių suvirinkite griovelius prie rėmo eilutės matinio vainiko.
Ri s. 14. Latakų nusileidimas rėmo eilėje
2.3.8. Sumontuokite magų šlaitus nuo šlavimo takelių jų praėjimo vietose per grindų plokštę (žr. 15 pav.). Darbo metu, jungdami pagrindinių kanalų arką prie praėjimo angos rėmo, padarykite iš abiejų kanalo šoninių juostų šonų.
Fig. 15. Pagrindinių kanalų praėjimo įtaisas per lubas
2.3.9. Sumontuokite metalines konstrukcijas kasyklos kambaryje. Išplatintų laikiklių pagrindai privirinami prie pagrindo kvadratų. Viršutinėje skliausteliuose pr ir kepkite plieninėmis juostelėmis e 3 0 × 4. Laikiklio įrengimo velene pavyzdys parodytas fig. 16.
Fig. 1 6. Laikiklių montavimo kasykloje pavyzdys
Išplatintų laikiklių eilės tvirtinamos viena prie kitos ir prie patalpų sienų, naudojant 40 × 50 × 4 bagažinės kampus, kurie viršuje viršuje yra privirinami šiais išplatinais laikikliais ir sienos kampais. Įprasti latakai kambariuose ir velenai privirinami prie pagrindinių kvadratų, be to, jie privirinami prie kraštinių latakų kraštų iš abiejų pusių (žr. 9 pav.), O į kitus kvadratus - iš vienos pusės šaškių lentos modeliu (žr. 17 pav. Ir Fig. 18).
Fig. 1 7. Partijos griovelių suvirinimo vieta ir vietos (apytikslė)

Fig. 1 8. Griovelių suvirinimo vieta ir vieta kasykloje (pvz.)
2.3. 1 0. Bagažinės kampiniai kronšteinai, skirti pritvirtinti skliaustų eilutes velene, sujungiami suvirinant užpakaliu (su žingsniu nuo 19a psl.) Arba persidengiant (su kaiščiu iš 19b psl.).
Fig. 19. Bagažinės x kvadratų sujungimo pavyzdžiai
2.3 .11. Sumontuokite oro kanaluose išilgai šachtos kambario sienų. Latakų suvirinimo vietos ir vietos pavyzdys parodytas fig. 20 ir pav. 21.
Fig. 20. Suvirinimo latakų vieta ir vietos kasykloje (apytikslė)
Ri s. 21. Suvirinimo latakų vieta ir vietos velene (apytikslė)
2.3 .1 2. Metalinių konstrukcijų montavimas žiemą atliekamas panašiai kaip metalinių langų montavimas šachtoje. Kryžminių lentynų eilės yra montuojamos tarpusavyje ir prie kambario sienų kvadratų 40 × 50 × 4 bagažinės kvadratais, kurie privirinami prie kryžminio rėmo ir sienų kvadratų. Paprastų latakų tvirtinimas prie kryžiaus suvirinant atliekamas panašiai kaip tvirtinimas velene. Latakų montavimo virš skersinių elementų pavyzdys parodytas 2 paveiksle. 22
Fig. 22. Anovko ir latakų burnos virš I rosa ląstelių pavyzdys
2.3. 1 3. Pagrindiniai loviai pritvirtinami prie įprastų vamzdžių suvirinant lazdele, kuri iš abiejų pusių privirinama prie įprastų ir pagrindinių kanalų šoninių juostelių (žr. 23 pav.).
Fig. 23. Pakartoti pagrindinį tranšėją įprastam
2.3. 1 4. Pagrindinių kanalų tvirtinimas prie pagrindinių kanalų iki 2,5 m ilgio atliekamas virimo būdu, o pagrindinis stiprumo kanalas yra sutvirtinamas plieniniais strypais, privirintais prie abiejų kanalo šoninių juostų (žr. 24 pav.).
Fig. 24. Lyginimo strypo montavimas iki 2,5 m
3. 3.1 5. Skersinių laidų griovelių tvirtinimas atliekamas panašiai kaip pagrindinių griovelių tvirtinimas iki 2,5 m atstumu, naudojant suvirinimo metodą, tik nenaudojant plieninių standumo strypų. Kaktos tvirtinimo pavyzdys parodytas fig. 25

Fig. 25. Chromuotų laidų latako tvirtinimo pavyzdys
2.3. 1 6. Rėmo pritvirtinimas bandymo lizdais prie abonento kryžiaus atliekamas virimo būdu. Rėmo suvirinimo suvirinimo pavyzdys parodytas fig. 26
Ri s. 26. Rėmo montavimas su bandymo lizdais namų tinkle
2. 3.1. 7. Baigę montuoti metalines konstrukcijas, suvirintos jungtys nuvalomos nuo apimties, patikrinama jų eksploatacinių savybių kokybė ir nudažoma pilka emaliu. 2.3. 1 8. Tikrinant suvirintų siūlių kokybę išoriniu tikrinimu, naudojant padidintuvą su 10 kartų padidinimu, galima aptikti trūkumų. Defektų, atsirandančių dėl suvirinimo proceso, rūšys parodytos fig. 27.
Fig. 27. Suvirinimo defektų rūšis
2.3.1 9. Suvirintų siūlių defektai tvirtinami po arka, po to valoma nuo skalės ir padengiama vienu pilkos emalio sluoksniu.
2.4. Suvirinimo atsargumo priemonės
2.4. 1. Prieš pradedant darbą lankiniai energijos šaltiniai (transformatoriai) su virimo pagalbine įranga ir suvirintais gaminiais yra įžeminti. 2.4.2. Įžeminimas atliekamas varine viela, kurios vienas galas yra sujungtas su specialiu varžtu su užrašu „Įžeminimas“ ant lanko maitinimo šaltinio korpuso, o kitas galas - prie įžeminimo magistralės. 2.4 .3. Norėdami suvirinimo transformatorių prijungti prie tinklo, naudojamos sieninės dėžutės su peilių jungikliais, saugikliai ir spaustukai. Maitinimo laidų ilgis neturi viršyti 10 m. 2.4.4. Jei reikia pratęsti maitinimo laidus, naudojama jungtis su stipria izoliacine mase. 2 .4.5. Maitinimo laidai pakabinami 2,5 - 3,5 m aukštyje, o laidų nusileidimai yra uždengti metaliniais vamzdžiais. 2.4.6. Suvirinimo laidai turi būti naudojami su nepažeista izoliacija ir jų skerspjūvis turi atitikti suvirinimo srovę. 2.4.7. Šviesos filtrai, įkišti į skydo, kaukės ar šalmo patikrinimo angą, parenkami pagal GOST 9497-60, atsižvelgiant į suvirinimo srovę. Yra keturi stiklo veto filtrų tipai: E-1 (srovėms 30 - 75 A), E-2 (srovėms 75 - 200 A), E-3 (srovėms 200 - 400 A), 3 - 4 (esant didesnei kaip 400 A srovei). 2.4.8. Norėdami apsaugoti virėjų padedančius darbuotojus, naudojami šviesos filtrai B-1, B-2 ir B-3. 2.4.9. Virinamas kombinezonas, pagamintas iš brezento ar drobės, su pirštinėmis ir galvos apdangalu, o kelnės neturėtų būti dedamos į batus, kišenės turėtų būti uždengtos atvartomis, o striukė neturi būti užrišta. į kelnes. 2.4 .1 0. Virinant lubas, horizontaliai ir vertikalios siūlės uždėkite ant rankos įvyniojimus ir tvirtai suriškite juos per rankoves. 2.4. 11. Suvirinimo siūlės ieškomos iš šlako tik visiškai atvėsus ir visada stiklinėse su paprastais stiklais. 2.4. 1 2. Vėdinimo įtaisai turi užtikrinti oro mainus rankinio lankinio suvirinimo metu naudojant elektrodus su aukštos kokybės danga nuo 4000 iki 6000 m 3 1 kg sunaudoto elektrodo. 2.4. 1 3. Darbo vietoje leidžiamos tokios medžiagų koncentracijos ore (mg / m 3): m manganas ir jo junginiai - 0,3; chromas ir jo junginiai - 0,1; švinas ir jo junginiai - 0,001; vandenilio fluoridas - 0,5; oksidas ir zota - 5,0; benzinas, ke kanifolija - 300,0. Netoksiškų dulkių ir daugiau kaip 10 mg / m 3 dulkių koncentracija neleidžiama, tačiau jei kvarco kiekis dulkėse viršija 1%, tada netoksiškų dulkių koncentracija leidžiama tik iki 2 mg / m 3.2.5. Atlikėjų skaičius ir kvalifikacija
Automatinių telefonų stotelių metalinių konstrukcijų montavimo darbai suvirinant jungtį, kurioje yra ne daugiau kaip 3 žmonės. Tai apima: 5 kategorijų komunikacijų įrengimą ir du 4 kartus iš eilės komunikacijų montuotojus, iš kurių vienas baigė kursus, kaip atlikti suvirinimo darbai.2.6. Darbo jėgos sąnaudos
Suvirinimo laiko norma - T taip pat susideda iš penkių elementų: parengiamojo laiko - t p, bazinio laiko - t о, pagalbinio laiko - t v, papildomo laiko - t d ir išskirtinio laiko - t s. .Kai Y \u003d 7,85 g / cm 3 yra savitasis sunkis, F \u003d 0, 5 5 s m 2 yra siūlės skerspjūvis, L \u003d 1 00 cm yra siūlės ilgis, d, \u003d \u003d 1 0 g / A · h - elektrodo nusėdimo koeficientas, J \u003d 1 80 A - srovės stipris suvirinant, krūva. \u003d 0,25 yra koeficientas, atsižvelgiant į darbo organizavimą, k yra koeficientas, atsižvelgiant į darbo organizavimą 1 00 cm siūlės, o t о yra pagrindinis lanko degimo laikas. Mp apskaičiavimas esant x kaštams yra pateiktas 1 lentelėje. 3.
3 lentelė
|
Pagrindimas (ENiR ir kiti.) |
Darbo pavadinimas |
Vienetas |
Darbo apimtis |
Laiko norma matavimo vienetui, h-h |
Darbo sąnaudos visam tūriui, valandomis |
Vieneto kaina, trinkite. |
Išlaidų kaina visam tūriui, rubai- kapeikos. |
| Metalinių konstrukcijų langų montavimas AT AT suvirinant |
2.7. Veiklos kokybės kontrolės schema
Darbinės kokybės kontrolės schema montuojant metalines konstrukcijas suvirinant, pateikta lentelėje. 4.4 lentelė
|
Kontroliuojamų operacijų pavadinimas |
Operacijų kokybės kontrolė |
susijusios tarnybos |
||||
|
darbo prodiuseris |
meistras |
|||||
| Parengiamieji darbai | teisingas darbo vietos organizavimas. Suvirinimo įrangos tinkamumas naudoti ir įžeminimo patikimumas. Būtinų konstrukcijų ir dalių buvimas bei tinkamas išdėstymas | vizualiai | d apie metalinių langų gaminimo darbų pradžią | |||
| suvirintų siūlių kokybė | Įtrūkimų, porų, šlakų, įskaitant įsiskverbimą, įpjovas, pasislinkimus, nudegimus, kraterius, nelygaus suvirinimo siūlės pločio, suvirinimo krašto poslinkio buvimas | vizualiai naudojant padidintuvą su 10 kartų padidinimu | suvirinimo metu | |||
3. TECHNINIAI IR EKONOMINIAI RODIKLIAI
Darbo sudėtingumas, žmogaus diena - Trukmė, dienomis - samdomų montuotojų skaičius, asm. - 34. MEDŽIAGINIAI IR TECHNINIAI IŠTEKLIAI
Įrankių ir armatūros poreikis lemia I lentelę. 5.5 lentelė
|
Vardas |
Tipas, prekės ženklas, GOST, TU |
Kiekis |
Skyrimas |
|
| 300 A arba 500 A elektros laikiklis |
GOST 14651-78 E |
laikyti elektrodą suvirinimui | ||
| Suvirinimo vielos ženklas ir PRGD L \u003d 3 m |
GOST 6371 - 77E |
skirtas prijungti prie elektrinio laikiklio | ||
| Sukabinimas ir sukabinimas | laidų sujungimui | |||
| Antžeminis terminalas | skirtas prijungti prie suvirintos dalies | |||
| Atsuktuvas su dielektrine rankena L \u003d 200 mm |
GOST 17199 -7 1 |
už įvairius suvirinimo įrangos remonto darbus | ||
| Kombinuotos replės, kurių L \u003d 200 m m |
GOST 17440 -72 |
|||
| Reguliuojamas veržliaraktis Nr. 2 |
GOST 7275-75 |
laidų sujungimui | ||
| Plaktukas A 2 |
GOST 2310 - 70 |
siūlėms ištrinti | ||
| Apsauginis stiklas (šviesos filtras), E-2, E-3, E-4 |
GOST 9497 - 60 |
akių apsaugai suvirinimo lankas | ||
| Šviesus stiklas, dydis 52 × 1 04 × 3 | šviesos filtrų apsaugai | |||
| Teptukas metalinis ant kartono |
TU-494-01 -104-76 |
suvirintų paviršių valymui | ||
| Suvirintojo kaukė |
GOST 136 1-69 |
apsaugai nuo lanko | ||
| Kaltas |
GOST 72 11 -72 |
siūlėms ištrinti | ||
| Sulankstomas matuoklis Allic |
GOST 7253 - 54 |
dalims ir atstumams tarp jų matuoti | ||
| Suvirinimo trans rm atr | ||||
| El. Kodai |
GOST 9466-75 |

