- Hogyan készítsünk bilincseket?
- Kényelmes 90 ° -os hegesztés
- Hegesztés nem fogyó elektródával a csavaráshoz
- Házi elektródatartók
- Több fontos titok
Az alábbi információk olyan világítótestekre vonatkoznak, amelyek gyakran meghibásodnak vagy gyártási hibákkal rendelkeznek. Ezek a legkisebb "bölcs dolgok", amelyek segítenek a hegesztőknek a munkájuk hatékony elvégzésében. Ezért nem kell meglepődni, ha itt semmit nem mondanak a mágneses szögekről vagy akár prizmákról. Ezeket a modulokat leggyakrabban a boltban vásárolják.
A hegesztési folyamat során szinte mindig szerelési és rögzítő eszközökre van szükség.
A hegesztőberendezés kétféle lehet:
- telepítés;
- rögzítő.
Mivel a hegesztési módszerek nagyon gyorsan haladnak, a leírt berendezések ritkának tűnhetnek. Másfelől azonban ez azt jelenti, hogy nem engedi a progresszívabb és biztonságosabb csövek összekapcsolási módszereit különböző körülmények között.
Hogyan készítsünk bilincseket?

A bilincs rögzítőeszköz különféle termékek hegesztésekor.
A bilincs rögzítő eszköz. Nem lehet egyértelműen csak hegesztési tartozékoknak tulajdonítani, mert használják:
- ácsok;
- lakatosok;
- esztergályosok;
- hegesztők.
Különböző célokra különböző erősségű termékekre van szükség. A csövek és egyéb fémtárgyak hegesztéséhez kellően erős bilincsek szükségesek. Azok, amelyeket a boltban lehet vásárolni, nagyon gyakran nem bírják a nagy terhelést, a legrosszabb pillanatban tönkremennek. Ezért érdemes megpróbálni figyelembe venni a kézzel készített eszközöket.
Nem nehéz ilyen eszközt készíteni saját kezével, ehhez szüksége lesz:
- 10 mm vastag acéllemez;
- három dió;
- több nagy átmérőjű alátét;
- menetes cső kívül az anyák méretének megfelelően.
A közvetlen gyártáshoz szükséges:
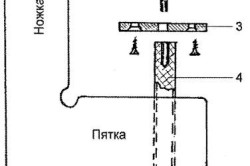
Szorító diagram: 1 - test; 2 - kerek fa; 3 - acél alátét; 4 - acél rúd rögzítő csavar.
- Vágjon egy 50 cm hosszú és 4 cm széles acéllemez csíkot.
- Vágjon ki két csíkot és néhány további apró részletet:
- statikus tartáshoz alul 25 cm;
- mozgatható rúd 10 cm;
- két 5 cm -es téglalap a mozgatható rész rögzítéséhez (c);
- egy kis darab (d), amely alátámasztja a bilincs statikus részét.
A hegesztés során egy ilyen eszköz lehetővé teszi a csőszerkezet álló helyzetben tartását. Nem kell attól tartania, hogy a hegesztés első impulzusától kezdve a csövek szétesnek, és a munkát újra kell kezdeni.
Vissza a tartalomjegyzékhez
Kényelmes 90 ° -os hegesztés

A hegesztő mágnesek lehetővé teszik a munkadarab 90 ° -os szögben tartását.
Annak érdekében, hogy a csöveket ne hegesszük túl bosszantóan, és ne végezzük el asszisztens nélkül, hegesztőmágnesekkel álltak elő, amelyek 90 ° -os szögben tartják a csöveket. Korábban az ilyen jellegű munkákhoz mágnesek használata nélkül készültek eszközök.
Ehhez a következő anyagok szükségesek:
- fém négyzet, amelynek oldala 20-25 cm;
- egy darab négyzet alakú cső;
- 3 kis csavar és anya nekik;
- egy vastag csavar, amelynek átmérője 4 cm, és egy anya 35;
- fúró, fúró;
- egy kis fémhenger, golyóstoll átmérővel;
- a tartály a hengerhez, valójában a fogantyúja;
- hegesztőgép.
A 20 és 15 cm hosszú csöveket hegesztik a négyzetre, cserélhető oldalakon, a sarkokban, úgy, hogy a csövek végei a négyzet ellentétes oldalán legyenek.
Készítsen két kiegészítő részt. Ugyanazokból a csövekből hegeszthessen egy U alakú alakot, körülbelül 10 cm hosszúságban, és ugyanilyen csövek segítségével hegesztje a másodikat egyenlő szárú trapéz alakban, 11,5 cm és 5,4 cm alapokkal.
A számításokat pontosabban kell elvégezni, az oldalrészek metszéspontjában kialakított szögnek 90 ° -nak kell lennie, így az alapok hossza pontosan függ a csövek szélességétől.

A sarkon lévő négyzet oldalán, ahol a csövek nincsenek hegesztve, végezzen egyenlő szárú háromszög alakú vágást. Hegesztjen hozzá egy U alakú figurát, miután korábban lyukat fúrt a felső téglalap közepére egy kis csavar számára. A négyzet és az ábra közötti résbe 4 cm széles csavart és anyát kell elhelyezni.
Csatlakoztasson fogantyút a csavarhoz; ebben az esetben használhat anyát lyukkal, amelyben egy vékony rúd szabadon mozog.
Egy kis hengerben, amelynek hossza a trapéz kisebb alapja, menjen a kis csavarokhoz. Fűzze végig a nagy csavar hegyét, központosítva.
A készüléknek ez a nyersdarabja már majdnem kész, marad a lyuk fúrása 5 cm -rel a négyzet középpontja felett, átlósan haladva a vágatlan és egyetlen szabad sarkához.
A trapéz átlóinak metszéspontjában készítsen lyukat mindkét ilyen részen. Egy hengeres részt helyeznek közéjük, amelyben korábban menetet készítettek, és lyukat fúrtak a közepébe. A készülék további összeszereléséhez 35 anyát kell előkészíteni egy 4 cm széles csavarhoz; ehhez készítsen átmenő menetet az egyik oldalán, anélkül, hogy befolyásolná az ellenkező felületeket.

a - a sarokcsukló összeszereléséhez, b - az illesztések összeszereléséhez a részletek különböző kombinációival; 1 - sarokmágnes, 2 - bilincs, 3, 5 - mágneses elemek, 4 - kar.
Minden további összeszerelés az alkatrészek megfelelő rögzítési sorrendjéből áll. A már rögzített fogantyúval ellátott csavarra tegyen egy menetes anyát, majdnem az alaphoz forgatva. Rögzítse a henger alakú alkatrészt a csavar végéhez, fúrt lyukkal a belső menethez, és rögzítse egy kis csavarral. Ezután rögzítjük a trapéz alakot csavarok segítségével, amelyek közül az egyik a hengeres rész menetébe van süllyesztve, a második rögzíti a konfigurációt felülről, ugyanazon hengeres alak menetén keresztül. Egy csavart, amelynek tetején egy előkészített rész van, az U alakú tartó alá húzzák, menetes anyát állítva alatta. Rögzítse a csavart egy csavarral, amely átmegy az U alakú ábra közepén, és be van csavarva a speciális anya speciális menetébe. A készülék valójában használatra kész. A csavar fogantyújának elforgatásával meglazítható. A csövek derékszögben történő behelyezésével, a rögzítés rögzítésével hegeszthet.
Az ilyen eszközök jó helyettesítik a hegesztett mágneseket, amelyek túl drágák lehetnek az egyszerű háztartási használatra.
Vissza a tartalomjegyzékhez
Hegesztés nem fogyó elektródával a csavaráshoz
Mint tudják, a csőhegesztés nem az egyetlen típus hegesztési munkák, gyakran fémhuzalok csatlakoztatására szolgálnak a csomópontokban, csavarások elvégzésére, valamint házi készítésű hőelemek javítására vagy gyártására. Ennek az eszköznek az elkészítéséhez szükség lehet annak megértésére, hogy mi a hegesztés és hogyan működik pontosan az elektromágneses indukció törvénye.
Ezért a hegesztőeszközt gyakran kézzel szerelik össze. Van itt egy kis "de", aki ilyen eszközt szeretne készíteni, szem előtt kell tartani, hogy a késztermék költsége alacsonyabb, mint az összes alkatrész megvásárlásának teljes összege. De ha a régi transzformátorokat, más eszközökről származó kapcsolókat, például a már szükségtelen fogókat fogják használni a rögzítőelemek létrehozásához, akkor valóban érdemes megpróbálni szerelvényeket készíteni a forrasztáshoz vagy a csatlakozáshoz.
Az alkalmazott csatlakozási módszert a nem fogyóeszközű elektródával történő hegesztés típusaira utalják. Elektródaként grafitot használhat, amely könnyen eltávolítható egy egyszerű ceruzáról; a folyadékáramot az elektronikai üzletekben értékesítik. Házi fluxus készülhet bórsav és víz keverékéből, amelyet szuszpenzióvá alakíthatnak.
A készülék elkészítéséhez szüksége lesz egy 20-50 V-os transzformátorra, egy összekötő vezetékre a hálózatba való belépéshez, kettőre a csatlakoztatáshoz, egyre az elektróda csatlakoztatására. Bármilyen rendelkezésre álló eszköz használható elektródatartóként, ez függ az arzenálban rendelkezésre álló tárgyak képességétől és elérhetőségétől, például gyógyszertári fecskendő, iskolai állvány, hengerek vagy csavarok.

A nem fogyasztható elektródahegesztés során transzformátor tekercsre van szükség a csavaráshoz.
Egy 20-20 V-os transzformátor tekercs könnyen megvásárolható a boltban, valamint egy keret hegesztőgéphez. De ismerve a transzformátor tekercsének eszközét, mivel rendelkezik egy extra, már használhatatlan transzformátorral, ez mindig korrigálható a szükséges fordulatszám hozzáadásával. A hegesztőgép szabványos áramkörével csatlakoztassa az összes vezetéket az utasításoknak megfelelően. Ha a szerelvényt villanyszerelő fogja használni csavarások hegesztéséhez, akkor ajánlott legalább 3 m hosszú munkahuzalokat használni, hogy szabadon hozzáférhessen a mennyezeten végzett munkához.
Érdemes megemlíteni a biztonsági intézkedések betartását. Van néhány módszer az arc, különösen a szem hegesztés elleni védelmére. Természetesen ez a hegesztőmaszk készítési mód nagyon primitív, és semmilyen esetben sem szabad csőhegesztés során használni, hanem csak vékony huzaloknál. Vedd a sötétet műanyag palack bármilyen italból vágjon ki belőle nagyon hosszú karú poharakat, és a fej hátsó részén csatlakoztassa szorítóval vagy csipesszel. Alkalmas rövid életű, furcsa munkákhoz. Ennek ellenére érdemes felidézni, hogy a szemek nemcsak az erős fénytől, hanem a vörösre felforrósodott fémdarabok véletlen ütésétől is védettek. Ezért, ha a maszkot kartondobozokra és újságokra cseréli, egy személy nagy kockázatnak van kitéve.
A hegesztett szerkezetek gyártásának folyamatában biztosítani kell az összeillesztendő alkatrészek egymáshoz viszonyított helyzetét, és a technológiai folyamat által meghatározott feltételeket, amelyek a legkedvezőbbek a kiváló minőségű kötés kialakításához. Ezt technológiai eszközök és berendezések használatával érik el.
A technológiai eszközöket összeszerelésekre osztják, amelyeket hegesztéshez és alkatrészek hegesztéséhez és rögzítéséhez rögzítéshez terveztek; hegesztés, előre összeszerelt alkatrészek hegesztésére, rögzített relatív helyzetben; összeszerelés és hegesztés, lehetővé téve a szerelési és hegesztési műveletek kombinálását.
A technológiai eszköz típusát a gyártási program (egy-, sorozat- vagy tömeggyártás), a terméktervezés (lemez- vagy rácsszerkezetek, gépalkatrészek stb.), A munkadarabok gyártásának technológiája és pontossága alapján választják ki (megmunkálás, gáz vágás stb.).) és összeszerelési és hegesztési technológia (a hézagok szükségessége, azok megengedett módosítása vagy az élek megengedett túllépése stb.).
Hegesztőberendezések lehetővé kell tennie az egyes szerkezeti elemek szabad mozgását a hegesztési zóna felmelegedése és későbbi lehűlése miatt, és ha szükséges, csökkenti vagy, ha lehetséges, kiküszöböli a hegesztett termékben és magában a készülékben a hőhatások miatt fellépő deformációkat. Nagyméretű, alacsony merevségű szerkezetek (keret, rács, lemez) hegesztésekor a szerelvényeknek biztosítaniuk kell az egyes hegesztett élek rögzítését, és nem a teljes termék egészét. A készülék tervezésekor biztosítani kell a hegesztési és rögzítési pontokhoz való hozzáférést, a gyors hőelvezetést az intenzív hevítés helyéről, az egység összeszerelését minimális számú telepítéssel, szabad hozzáférést a termék méreteinek ellenőrzéséhez és a szabad eltávolítást az összeszerelt vagy hegesztett termékből.
Technológiai eszközök lehet speciális (egy bizonyos típusú termék hegesztésére) vagy univerzális. Példaként az ábra. A 8-58. Ábrán egy állvány látható a vázszerkezet összeszereléséhez és hegesztéséhez. Egy univerzális, hasonló célokra szolgáló rögzítőelem (8-59. Ábra) réselt lemezek sorát tartalmazza. A hegesztendő termék konfigurációjától függően eszközöket rögzítenek a lemezhez a hegesztendő alkatrészek (bilincsek stb.) Megalapozásához és az alkatrészek alapfelületekhez való rögzítéséhez (bilincsek, kötések, távtartók stb.).
Bizonyos esetekben a hegesztendő alkatrészek súlya használható a rögzítéshez.
Rizs. 8-58. Speciális állvány állandó bilincsekkel a vázszerkezetek hegesztéséhez
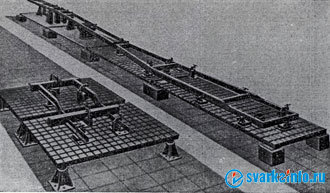
Rizs. 8-59. Univerzális szerelési és hegesztőállványok normalizált elemekből
Rögzítők... Ezek olyan elemek, amelyek meghatározzák a hegesztendő munkadarab helyzetét a teljes rögzítéshez képest. A bilincsek (8-60. Ábra) zsebeket (a), ütközőket tartalmaznak: állandó (b), kivehető (c) és összecsukható (d); helymeghatározó csapok és csapok: állandó (d), kivehető (e); prizmák; merev és állítható (g) és sablonok (h).

Rizs. 8-60. Rögzítők
Kivehető ütközők Olyan eszközökben használják, amelyek személyre szabhatók az alkatrészek típusa szerint, vagy olyan alkatrészek hegesztésekor, amelyeket leállások miatt nem lehet eltávolítani. Általában a megállók támasztó alapként is szolgálnak, és bizonyos esetekben sablonként szolgálnak a párosító alkatrészek hegesztéséhez. A csapok vagy csapok az alkatrészek pontosabb pozícionálását biztosítják, és akkor használják, ha megmunkált felületek vannak az alkatrészekben. Állítható és merev prizmákat használnak csövek, profilok stb.
Sablonokúgy tervezték, hogy rögzítsék az összeszerelés során az egység más alkatrészeivel vagy a termék egyes támasztó kontúrjaival szerelt alkatrészeket. Ebben az esetben maga a termék a készülék tartóeleme.
Bilincsek... Ezek az eszközök azon elemei, amelyek biztosítják az alkatrészek rögzítését a bilincsekhez vagy az eszközök egyéb csapágyfelületeihez. Vannak mechanikus, pneumatikus, mágneses és hidraulikus bilincsek.
Mechanikus bilincsek a legegyszerűbbek és ezért a leggyakoribbak (8-61. ábra, a-e). Az ékbilincsek (8-61. Ábra, c, d) arra szolgálnak, hogy az összeszerelendő elemeket a másikhoz nyomják, az éleket igazítsák stb. Az excentrikus önfékező bilincsek hasonlóan működnek. A legegyetemesebb csavaros szorítók (8-61. Ábra, a, b). Ezeket azonban elsősorban kéziszerszámokban használják. Ez annak a ténynek köszönhető, hogy a csavarok ütközés ellen dolgoznak, és nem gyors működésűek. A csavar dőlésszögének növekedése tönkreteheti önfékező tulajdonságait, és nagy erőre van szükség az alkatrész rögzítéséhez. A rugós szorítókat főként kis, vékony alkatrészek rögzítésére használják.

Rizs. 8-61. Bilincsek
A fentiekkel együtt kombinált eszközöket használnak (csavar ékkel, csavar rugóval stb.). Az emelőkarok az első és a második típusú karok vagy azok kombinációja, és a szorítóhajtások erősítőjeként szolgálnak. Példa egy ilyen karos szorítóra az 1. ábrán látható. 8-62. Az 1 fogasléc 2 tengelyén van egy 3 meghajtó kar és egy 4 közbülső kapcs, amely az 5 erőkarra hat. A munkadarabot a 6 ütköző rögzíti.

Rizs. 8-62. Kar bilincs
Pneumatikus bilincsek a mechanikusokhoz képest számos jelentős előnnyel rendelkeznek, beleértve a sebességet, számos bilincs egy helyről történő vezérlését, a sűrített levegő ellátását a foglalatokhoz más pozíció a térben (a készülék csővezetékén keresztül vagy hajlékony tömlők mentén), stb.
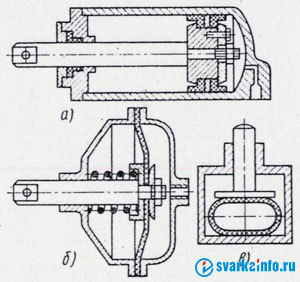
Rizs. 8-63. Pneumatikus bilincsek
Pneumatikus hengerek, pneumatikus kamrák és pneumatikus tömlők szolgálhatnak a bilincs működő tagjául. A pneumatikus hengerek (8-63. Ábra, a) lehetnek egy- vagy kettős működésűek. A hengerrúd közvetlenül a rögzítendő részen vagy egy karon keresztül hathat. A pneumatikus hengerek hátrányai közé tartozik a tömítések kopása és tömege.
Azokban az esetekben, amikor a rúd lökete kicsi, előnyben részesítik a pneumatikus kamrákat (8-63. Ábra, b), amelyek szövet alapon gumi membránnal vannak felszerelve, dugattyú helyett, a fedél és a kamra teste közé szorítva. Gyakran tömlőbilincset használnak a hegesztőberendezésekben (8-63. Ábra, c). Amikor levegőt juttatnak a tömlőbe, ez utóbbi a billenőkar -szorító tartófelületeire hat. A pneumo bilincseket elsősorban tömeg- és nagyüzemi gyártásban, valamint erősen gépesített berendezésekben használják.
Mágneses bilincsek a sebesség, az egyszerűség és a manőverező képesség jellemzi őket. Az élek igazítására szolgálnak (8-64. Ábra, b), és a fluxuspárnához nyomják őket (8-64. Ábra, b). A leggyakoribbak az elektromágnesek, bár az utóbbi időben állandó mágneseket is alkalmaztak.
Hidraulikus bilincsek hegesztőeszközökben meglehetősen ritkán használják. Feltehetően ígéretesek a hidroplasztikákra épített visszatartások - kellően nagy folyékonyságú viszkózus keverékek. A hidraulikus bilincsekkel ellentétben a hidraulikus műanyagból készült bilincsek nem igényelnek összetett és drága tömítéseket, egyenletesen elosztva a nyomóerőt a dugattyúk között. 500 kgf / cm 2 nyomást tesznek lehetővé.

Rizs. 8-64. Elektromágneses bilincsek:
a - a mágnes általános nézete;
1 - mágneses test;
2 - mag;
3 - alsó;
4 - tekercselés;
5 - kapcsoló;
b -d - alkalmazási rendszerek;
6 - konzol;
7 - elektromágneses állvány;
8 - hangsúly;
9 - csavaros bilincs
Meghúzó és távtartó eszközök (nyakkendők, távtartók és emelők). Meghúzásra szolgálnak, amikor két vagy több alkatrészt vagy szerelvényt szerelnek össze, élek és horpadások igazítására, hengerek rögzítésére (8-65. Ábra).
A szerelési és hegesztőberendezések lehetnek univerzálisak vagy speciálisak. Ábrán. A 8-59. Ábrák egy univerzális szerelvényt mutatnak be terjedelmes és összetett térbeli szerkezetek hegesztésére.

8-65. Meghúzó (a) és távtartó (b) eszközök:
1 - főkar;
2 - konzol;
3 - anya;
4 - meghúzó csavar;
5 - kar;
6 - szorítócsavar;
7 - távtartó csavar;
8 - bázis;
9 - tolócsapágy
Lapos lemezszerkezetek összeszereléséhez és hegesztéséhez használnak elektromágneses állványok, amelyek egy lapos vagy ívelt ágy, beépített elektromágnesekkel, amelyek között van egy fluxus-réz vagy fluxuspárna pneumatikus szorítóval. A varrás mentén elhelyezkedő elektromágnesek szorosan vonzzák az összeillesztett lapok széleit a szerelési állványhoz, és érzékelik a reakciót a fluxuspárna nyomása miatt. A mágnesek és fluxuspárnák elhelyezkedését a lapok vágása és azok száma határozza meg a szakaszban.
Ábrán. A 8-66. Ábrán egy csigás szorítóval ellátott cső látható, amely 400-1800 mm magas I-szelvényű elemek összeszerelésére szolgál. Az elemek hegesztését ebben a berendezésben ferde elektródás hegesztő traktor végzi.
![]()
Rizs. 8-66. Sugárhegesztő berendezés
Minden hegesztő tudja, hogy a minőségi munkához megfelelően fel kell készülni rá. A különféle hegesztőberendezések segítenek a teljes szerkezet és az egyes alkatrészek megfelelő telepítésében és rögzítésében. Munkája végső minősége közvetlenül ettől függ. De nem mindig lehet kész eszközöket venni, vagy jelenleg könnyebb megcsinálni vagy javítani, mint valahol keresni.
- Telepítés;
- Rögzítés.
A beállítóeszközt úgy tervezték, hogy az alkatrészeket pontosan ugyanabba a helyzetbe telepítse, amelyben a végső munkában lesznek. Funkcióiktól és kialakításuktól függően megállókra, négyzetekre, prizmákra, sablonokra vannak osztva.
A rögzítőeszközöket úgy tervezték, hogy rögzítsék az alkatrészeket a kívánt helyzetben, ahol a véletlen eltolódás vagy deformáció nem megengedett. Ilyen eszközök a bilincsek, bilincsek, bilincsek, kötések és távtartók.
Csináld magad
A művezető által a hegesztési munka során használt eszközök egy része elég gyakran megszakad, vagy rosszul működik. Igen, a legtöbb dolog megvásárolható a boltban, de néha könnyebb saját kezűleg megcsinálni, és kifejezetten azt, amire szüksége van.
Elektródatartók
Házi elektródatartó készítéséhez három darab drótot kell venni, egyenként tíz centiméteres, nyolc milliméter átmérőjű. Hajlítson kettőt oldalra (villának fog kinézni), hogy a huzal részei ellentétes irányba (balra és jobbra) irányuljanak. A fennmaradó huzalt közöttük kell elhelyezni, a fémrúddal való csatlakozás oldaláról felfelé hajlítva, a hosszának körülbelül 0,5 -ig. Először is az oldalsó részeket hegesztéssel rögzítik, majd a középső részt alkalmazzák, majd végül mindent hegesztenek. Lehet, hogy további tekercselést kell hozzáadnia a huzalhoz, hogy elkerülje a túlmelegedést.
Bilincsek
A bilincs rögzítő eszköz. A saját készítésük szükségességének oka lehet az üzletekben értékesített modellek elégtelen szilárdsága. Például keményfa vagy más fémdarab hegesztésekor kellően erős bilincsekre van szükség. A bolti modellek pedig nem biztos, hogy ellenállnak a szükséges terhelésnek.
A gyártáshoz szüksége lesz:
- 10 milliméter vastag acéllemez;
- Három dió;
- Nagy átmérőjű alátétek;
- Cső külső menettel, az anyák méretének megfelelően.
Gyártási folyamat:
- Vágjon le egy csíkot 50 cm és 4 cm oldalakkal acéllemezből;
- Vágjon egy csíkot a statikus tartáshoz alul 25 cm hosszúsággal;
- Vágjon le egy 10 cm hosszú csúszó rudat;
- A mozgatható rész rögzítéséhez vágjon két egyenként 5 cm -es téglalapot;
- Vágja ki a rögzítőelem (1) statikus részén megtámasztandó részt;
- Hegesztjük a segéd alkatrészt a bilincs aljához. G betűt kell alkotniuk egymás között;
- Az alkatrészt (1) laposan hegesztjük a rövid szélén;
- Három anyát hegesztsünk össze;
- Hegesztő alátétek egymással;
- Hegesztjük az anyákat egy éllel a mozgatható részhez képest úgy, hogy a csavarozott rúd párhuzamosan futjon a bilincs talppal;
- Szükség esetén egy fogantyú rögzíthető a rúdhoz, rögzítve egy anyával a tetején;
- Hegeszthessen alkatrészeket a külső él mentén;
- Illessze be a bilincs részei közé;
- Hegeszthessen az alkatrészek belső széle mentén a rúd rögzítésével;
- Hegesztő alátétek a rúd szélén.
Az összeszereléshez használhat tárolóbilincsből származó rudat, ha rendelkezésre áll.
A sarokbilincs a szokásoshoz hasonlóan rögzíti az alkatrészeket a későbbi hegesztéshez. A termék egyes részeinek azonban nem kell mindig egyeneseknek lenniük. Néha szögben. Az ilyen pillanatokra szögbilincset kell elhelyezni a hegesztő arzenáljában. Az üzletekben értékesítik őket, de ugyanazok a hátrányok. Könnyedén készíthet derékszögű hegesztőeszközt. Az anyagkészlet megegyezik a hagyományos bilincsekkel, valamint anyákkal és csapokkal.

Nem fogyasztható elektródahegesztés
A fémhuzalok csatlakoztatására, csavarására vagy hőelemek készítésére szolgáló berendezést gyakran önállóan, saját kezűleg készítik. De szem előtt kell tartani, hogy az áruházban vásárolt késztermék ára alacsonyabb lehet, mint a vásárolt összes alkatrész összértéke. Általában azonban az alkatrészek megtalálhatók a szétszerelés során, és talán a régi berendezések szétszerelésével szerezhetők be.
A készülék gyártásához szüksége lesz egy transzformátorra 20-50 V feszültségre, négy összekötő vezetékre (kettő a csatlakoztatáshoz, az elektróda csatlakoztatásához és a hálózathoz való csatlakoztatáshoz). Az elektróda lehet grafit, amely könnyen beszerezhető a rúd ceruzáról való eltávolításával. Bármi, amit ehhez alkalmazkodhat, alkalmas a tartó szerepére.
Az ilyen eszközök összeszerelése a szabványos séma szerint történik, amely sok forrásból könnyen megtalálható, és nagyjából a vezetékek megfelelő csatlakoztatásából és az egész csomagolásból áll.
Indokolás
A saját készítésű hegesztőberendezések változatai gyakorlati alkalmazást is tudnak végezni a valódi munkában. Emlékeztetni kell azonban arra, hogy ajánlatos önszerelő rögzítő mechanizmusokat vagy más eszközöket gyártani. Világosan meg kell értenie, hogy mit szeretne elérni: nagyobb szilárdságot, nagyobb merevséget a rögzítéshez, vagy a lehető legkényelmesebbé kell tennie az opciót.
A hegesztőszerkezet lehetővé teszi a minőségi munkák gyors elvégzését.És minél kényelmesebben készíti el vagy választja ki a szerszámot, annál gyorsabban éri el a szükséges munka minőséget.
Az összeszerelt szerkezet típusától függően a hegesztőnek folyamatosan figyelemmel kell kísérnie a mérettartást. Ez magában foglalja: az átlók egyenlőségének betartását, a tengelyek (oszlopok) közötti távolságot, a hossz- és keresztirányú síkot, az egyes elemek sarkait, amelyek nem szerepelnek a fő kerületben. Ha elmulasztja a felsorolt mutatók bármelyikét, akkor a tervezés hibásnak bizonyul, és a terméket újra kell végezni. A monoton munkák gyors elvégzéséhez praktikus hegesztőeszközöket hoztak létre, amelyek biztosítják a szerkezet rögzítését a kívánt helyzetben, figyelembe véve a korábban beállított méreteket. Ez optimalizálja a teljes folyamatot, és lehetővé teszi több minőségi termék előállítását rövidebb idő alatt.
A vezetők összeszerelő és hegesztő berendezések, amelyeket fűtött törölközőtartók, bonyolult kovácsoltvas minták és ipari széfekből készült ajtókeretek gyártásához használnak.
A fémszerkezet oldalán két kúp alakú tartó található, amelyek között egy forgó sík van rögzítve. Ez utóbbi állítható hosszanti gerendákkal rendelkezik, számos csavaros szorítóval. A gerendákon található számos lyuknak köszönhetően a bilincsek a termék méretétől függően teljes hosszukban felszerelhetők. A válásnak vagy a gerendák csökkentésének köszönhetően az összeszerelt szerkezet szélességét beállítják.

A hegesztővezetékeknek köszönhetően a termék oldalai, hosszirányú és keresztirányú síkjai közötti távolság azonnal beállítható és megmarad. A hegesztő csak az átlót ellenőrzi, és elkezdheti a munkát. A készülék forog, így könnyen hozzáférhet a külső és belső varratok hegesztéséhez. A dőlés rögzítéséhez forgás közben a sík egyik oldalán számos lyukat tartalmazó kört használnak. Egy hangsúly kerül bele. A bonyolultabb mechanizmusok közé tartozik az elektromos motor és a sebességváltó.
A vezető csúszó mechanizmusai lehetővé teszik, hogy univerzális eszközként használják nagy és kis tárgyak hegesztésére. Amikor vele dolgozik rozsdamentes acélok Annak érdekében, hogy a csavaros szorítóbilincsek ne karcolódjanak meg, az utóbbiakat filc matricákkal látják el az "ajkakon", és a tömeg közvetlenül a termékhez kerül. Egy ilyen vezetőkészüléket saját maga szerelhet össze egy profilcsőből. Csapágyakra és hosszú csavarokra lesz szüksége a mozgó alkatrészek rögzítéséhez.
Sablonok
Az egyszerűbb derékszögű szerelvényeket sablonok formájában sík felületre kell felszerelni. A jövőbeli termékek pontos szöge előre meghatározott. Ez az ütközők hegesztésével történik, kettő a sarok mindkét oldalán. A hegesztendő elemet a sablonba fektetik, csapokat és hegesztést készítenek.
A sablonok "fejlett" változatai lehajtható ütközőkkel rendelkeznek, amelyek megkönnyítik a hegesztett szerkezet kivonását. Annak megakadályozása érdekében, hogy a termék magas hőmérsékletnek kitéve elvezetjen hegesztési ív, az egyik oldalon lévő ütközők helyett csavaros bilincseket adnak hozzá, amelyek mereven rögzítik az oldalakat a sablonban, és nem engedik felkelni. A hegesztés befejezése után a csavarokat meglazítják, és a szerkezet szabadon eltávolítható. Tehát hegeszthet szögben profilcsöveket, sarkokat a polc különböző szélességével. Kényelmes ajtók és kapuk kereteinek gyártásában.
Központosítók
Nem sok szerelési hegesztő van. Az ilyen alkatrészekkel való munka fő jellemzője az oldalak igazításának biztosítása. Ha a különbség több mint 1,5 mm, akkor szabad szemmel észrevehető lesz. A kritikus termékek esetében, ahol fontos az esztétikai megjelenés, ez elfogadhatatlan.

A központosítók összehegesztik a hegesztendő oldalakat, vagy főleg a felső és alsó rész mentén, vagy a teljes kerület mentén igazítják őket. Ezek csavarok, amelyek kerülete eléri a cső minden oldalát, és szorítóak - félkör alakú lábakkal. A berendezés központosítja a csövet, és hegesztés történik. Ezt követően az adaptációt eltávolítják.
Mágneses találmányok
Nagyon megkönnyítik a termék oldalainak a kívánt helyzetbe történő felszerelését. A legegyszerűbb a mágneses négyzet. A vonóerő miatt mereven rögzíti a termék két részét, és 90 fokos szöget állít be közöttük. Vannak univerzálisabb változatai a készüléknek, ahol különböző fokozatok vannak beállítva. Így éles és tompa szögben hegesztheti az oldalakat.

Még sokoldalúbb, mágneses frekvenciájú találmányok lehetővé teszik egy fém elem megfogását és a felület bármelyik oldalához való rögzítését. Ez nagyon hasznos, ha nincs elegendő harmadik kéz, és nincs senki, aki segíthet. Hasonló funkcionalitású, házilag készített hegesztőeszköz készülhet két négyzetméter 30 x 30 mm-es fémből, amelyhez egy mágnes van rögzítve. A négyzeteken "fülek" vannak hegesztve, amelyekhez csavaros csatlakozáson keresztül két vagy több "könyök" rögzíthető (fémszalagok, amelyek falvastagsága 3 mm, mérete 100 x 20 mm). Egy ilyen találmány tetszés szerint hajlítható és tenyészthető. Az egyik oldalon a fő termékhez tapad, a másik oldalon pedig megfogja és megtartja a hegesztett elemet.
Rögzítő és csúszó eszközök
A hegesztőeszközök között sok kisegítő van, akik rögzítik, összekeverik vagy szétszórják az alkatrészeket a hegesztéshez. Íme a főbbek.
Clamp
Ez egy C alakú keret, amelynek egyik végén van egy „ajak” a termék megfogására, a másik végén pedig egy mozgó ütköző. Ezzel az eszközzel a lapokat az alaphoz nyomják, figyelve a termék általános síkját. Az ütköző egy csavaron vagy egy bütykös mechanizmuson mozog egy fogasléc mentén. Ez utóbbi opció praktikusabb, mivel időt takarít meg a csúszásnál a szerkezet különböző vastagságánál. A torok (a C alakú keret mérete) lehet kicsi vagy nagy, a hegesztendő anyagok méreteitől függően.
Gon
A legegyszerűbb elem a 90 fok közötti beállításhoz alakú csövek egy négyzet. Ha rendszeresen végeznek olyan manipulációkat, amelyek 90 fokos gyors telepítést és a helyzet rögzítését igénylik, akkor saját kezűleg készíthet egyszerű szerkezetet a hegesztéshez. Szüksége lesz két bilincsre, rögzített "ajakra", amelyeket alulról hegesztenek egy fémszalagra. A szalag tetején két kis sarok van rögzítve. Négyzet segítségével beállítják a kívánt fokozatot, és leforrázják. Ezek megállók. Nem szükséges a sarkokat közel vinni egymáshoz a hozzáférés fenntartása érdekében filéhegesztés a jövőbeli termékekről.
Távtartók
A szerkezet megereszkedett oldalainak kiszorításához táguló eszközöket használnak. Ezek lehetnek az oldallapok szélei, amelyek eltérnek a síkban, vagy a nagy kapacitású kötés süllyesztett oldala. Az élek egy síkba hozásához hengert használnak, amelynek belsejében durva szálat vágnak. Széleibe nagy csavarokat csavarnak, és kupakjaikhoz ütközőket rögzítenek, amelyek formájukban megfelelnek a termék belső részének (ha a tartály sima falakkal rendelkezik, akkor az ütközők laposak, ha a tartály falai kerekek) , akkor a megállók lekerekítettek). A henger több lyukkal rendelkezik a karok rögzítéséhez és forgatásához. Ebben az esetben a csavarokat ki kell csavarni, és a készülék teljes hossza megnő. Ez a megereszkedett oldalt kifelé tolja a kívánt szintre. Ha a távtartó hossza nem elegendő, az egyik ütköző alá fából készült betét kerül.
Bilincsek
Néha nagyon gyorsan kell dolgozni, és nincs idő szorítani a terméket bilincsekkel. Ha a hegesztendő alkatrészek vastagsága kicsi, bilincsek használhatók. Ezek kicsi karmok, rugóval, amely vonzza mindkét felet. Az ilyen eszközök "ajka" széles vagy ívelt lehet bizonyos termékek esetében. Kis tartományuk van a munkaszélesség beállításához, de a bilincsekkel ellentétben egy másodperc alatt beállítják őket.
Esztrichek
Ha az oldalakat az illesztési vonal mentén kell elhelyezni ahhoz, hogy nagy rés nélkül főzzenek, esztricheket használnak. Lapos termékek esetén két lyukú sarok lehet, amelyek egymással szemben kuplungolnak, és az oldalakat egy hosszú csavarral hozzák össze, meghúzva az anyát. Ha a csavar hosszú menettel rendelkezik (a fej alatt), akkor a készülék teljes mértékben felfogja feszítő hatását. Ha a szerkezetnek vannak oldalai, amelyekre rá lehet akasztani, akkor a sarkok hegesztése helyett olyan horgokat használnak, amelyek tetején lyukak vannak.
A különféle tartozékok sokkal könnyebbé és gyorsabbá teszik a hegesztési folyamatot. Ha ezeket az elemeket saját maga készíti el, megtakaríthat egy bizonyos összeget.
Minden hegesztőberendezés két csoportra oszlik: rögzítés és beállítás. Vannak univerzális eszközök is, amelyek mindkét funkciót ellátják.
Telepítési elemek
A szerelési eszközök közé tartoznak azok az eszközök, amelyek célja az alkatrészek rögzítése egy adott helyen, ahogyan a hegesztés végén meg kell nézni.
A telepítési elemek kialakításukban és funkcionális tulajdonságaikban különböznek egymástól. Ezek tartalmazzák:
- négyzet;
- minta;
- hangsúly;
- prizma.
A sablon olyan eszköz, amely segíti a csatlakoztatandó elemek összeszerelését további jelölés nélkül, és rögzítést bilincsek használata nélkül.
Az ütköző úgy van kialakítva, hogy rögzítse az alaphoz hegesztendő alkatrészeket. Többféle eszköz létezik: összecsukható, kivehető, végleges ütköző. Az állandó alkatrészek leggyakrabban rudak vagy lemezek. Ha ideiglenesen le kell állítani, akkor ebben az esetben eltávolítható vagy összecsukható szerkezeteket használnak.
A négyzet elengedhetetlen eszköz, ha szükségessé válik az alkatrészek ferde telepítése. A legfunkcionálisabbak a forgó eszközök.
A hengeres elemek hegesztése ritkán fejeződik be prizma nélkül, amely rögzíti az alkatrészeket a kívánt helyzetben.
Rögzítő alkatrészek
A rögzítőberendezések olyan alkatrészek biztonságos rögzítését szolgáló eszközök, amelyekben a hegesztés során az elemek eltolódása, deformációja és hűtése kizárt. Ezek tartalmazzák:
- bilincs;
- bilincs;
- bilincs;
- távtartó;
- esztrich.
A gyorskioldó bilincs az egyik leggyakoribb rögzítőelem, amikor fémekkel dolgoznak. Az alkatrész különböző formájú és méretű. A bilincs mérete állítható vagy rögzíthető.
A hegesztőbilincs segítségével az alkatrész könnyen és biztonságosan rögzíthető egy bizonyos helyzetben. Előnye az eljárás egyszerűsége: az elemeket a fogantyúval ellátott fogantyúkkal rögzítik.
Többféle rögzítőeszköz létezik: kar, excentrikus, ék, rugó, csavaros szorító. A hegesztési munkák során a legújabb modell a legigényesebb.
A nyakkendőt nagyméretű termékek csatlakoztatására és rögzítésére használják. Az esztrich segítségével többféle módon lehet rögzíteni.
A távtartó az összes csukló összehangolását, a kívánt forma megadását és a hibák kijavítását szolgálja.
A hegesztési munkákhoz a legkényelmesebbek az univerzális eszközök, amelyek telepítési és rögzítési funkciókkal rendelkeznek. Az ilyen eszközök működési elve egyszerű és egyszerű: a kívánt alkatrészt behelyezzük a termékbe, majd az excentrikust és a csavarokat szorosan meghúzzuk.
A segédeszközök fő hátránya, hogy gyorsan elhasználódnak és gyakran eltörnek. Az eszközök beszerzésével kapcsolatos költségek csökkentése érdekében megpróbálhatja saját hegesztőberendezéseit készíteni. Sőt, ezt nem nehéz megtenni.
Bilincskészítés
A bilincset, a hegesztéshez használt rögzítőeszközt, lakatos, ács, esztergálás során is használják. Ez különböző rögzítőelemeket igényel. Például csatlakozni fém csövek olyan bilincsekre van szüksége, amelyek ellenállnak a nagy terhelésnek. A boltban vásárolt szerelvények nem elég megbízhatóak, ezért a hegesztők gyakran házi készítésű hegesztőberendezéseket használnak.
A bilincs elkészítése nem nehéz, szüksége lesz:
- acéllemez, amelynek vastagsága körülbelül 10 mm;
- anya - 3 db .;
- alátét nagy átmérővel - 4-5 db .;
- az anyák méretének megfelelő külső menettel ellátott cső.
Az eszköz gyártása során be kell tartani egy bizonyos algoritmust. A szerelési rajz nagyban megkönnyíti az összeszerelést:
A csíkokat acéllemezből vágják ki, amelynek szélessége 40 mm, és a hosszúságnak különböző jelentései vannak:
- az alap hossza 500 mm;
- 250 mm hosszúság a szerkezet alján történő statikus tartáshoz;
- 100 mm hosszúságú, hogy csúszó rudat hozzon létre.
Ezután vágjon ki két 50 mm -es téglalapot (A), amelyek a mozgatható elem rögzítésére szolgálnak, és egy részt (B), amely kiemeli a termék statikus részét. Ezután egy segédeszközt kell hegeszteni a bilincs aljához, miután L alakot kapott. Rögzítse a B. részt a rövid élhez Három anyát hegesztenek össze. Az alátéteket is összehegesztik.
Ezután helyezze az anyákat egy éllel a mozgatható elemre, és hegesztje úgy, hogy a csavarozandó rúd párhuzamos legyen a bilincs fő részével. A rúd egy korábban vásárolt szerelvényből vehető. Ehhez szükség esetén anyával rögzített fa fogantyúkat kell hozzáadni.
A hegesztés az A komponensek külső széle mentén készül, amelyek közé szorítószalagot helyeznek. Ezenkívül egy mozgatható elemet rögzítenek az A alkatrészek belső éleihez, és hegesztést végeznek. Végül lapos alátéteket hegesztenek a fémrúd széléhez.
A kapott termék lehetővé teszi a fémcsövek kellően nagy szerkezetének megtartását nyírás, szakadás és lejtés nélkül.
Hegesztés 90 ° -os szögben
Mágnes beépítési rajz: 
A hegesztőmágnesek 90 ° -os szögben tartják a csöveket, amelyeket össze kell kötni. De hogyan lehet szép varrást készíteni, ha egy ilyen eszköz nem volt kéznél? Ehhez a következőket kell venni:
- négyzet alakú fémlemez, amelynek oldala 20-25 cm;
- egy cső négyzetmetszetű szakasza;
- kis csavarok anyákkal - 3 db .;
- egy 4 cm átmérőjű csavar, egy anya hozzá - 3,5 cm;
- acélhenger átmérője körülbelül 5 mm;
- hegesztőgép, fúró, fúró.
Két darab 20 cm és 15 cm hosszú csődarabot hegesztünk egy fém négyzetre (a sarkokban, az ellenkező oldalakon). Ezután el kell készítenie néhány kiegészítő elemet ezekből a csövekből: P alakú, szegmensekből 10 cm hosszú; és egyenlő szárú trapéz (alap 11,5 és 5,4 cm).
Minden számítást maximális pontossággal kell elvégezni.
Az állandó mágneses bilincseket az elemek összekötési sorrendjének megfelelően kell összeszerelni. Tökéletesen teljesítik a hegesztett mágnesek funkcióit, amelyek meglehetősen drága termékek a háztartási használatra.
A saját készítésű elektródatartó meglehetősen gyakori termék, amelynek sok formája és mérete van, a munka típusától függően: túlméretezett csövek hegesztése vagy sodrott vezetékek forrasztása.
Egyszerű elektródatartó d¾ ”-os csőből: 
A szakértők azt javasolják, hogy a hegesztőcsövek tartós és megbízható tartójának gyártásához készítsen elő egy diagramot, amely figyelembe veszi a termék összes jellemzőjét. Pénzt takaríthat meg a berendezéseken, ha felveszi a kapcsolatot egy iskolai műhellyel, amely általában menetes és fúró gépekkel van felszerelve. A háztartási hegesztőberendezéseknél célszerű állványt készíteni, ahol a hegesztéshez szükséges apró tárgyakat tárolják.

