મેંગેનીઝ, નિકલ અથવા કેટલાક અન્ય તત્વોની ચોક્કસ સામગ્રીની ઉપર, room રાજ્ય ઓરડાના તાપમાને ગલનબિંદુ સુધી સ્થિર તરીકે અસ્તિત્વમાં છે. આવા ખૂબ મિશ્રિત આયર્ન એલોયને usસ્ટેનિટીક સ્ટીલ્સ કહેવામાં આવે છે. અન્ય આયર્ન એલોયથી વિપરીત, usસ્ટેનિટીક સ્ટીલ્સ (અને ફેરીટીક) હીટિંગ અને ઠંડક પર પરિવર્તન લાવતાં નથી. તેથી, હીટ ટ્રીટમેન્ટનો ઉપયોગ usસ્ટેનિટીક સ્ટીલ્સને સખત બનાવવા માટે થતો નથી.
કોલ્ડ રેઝિસ્ટન્ટ usસ્ટેનિટીક સ્ટીલ્સ પણ શામેલ છે ક્રોમિયમ મેંગેનીઝ સ્ટીલ્સ (usસ્ટેનિટીક સ્ટીલ્સ જેમાં નિકલ મેંગેનીઝ દ્વારા સંપૂર્ણ અથવા આંશિક રીતે બદલવામાં આવે છે); સ્થિર ઓસ્ટેનિટીક ક્રોમિયમ નિકલ મેંગેનીઝ સ્ટીલ્સ નાઇટ્રોજન સાથે (usસ્ટેનિટીક સ્ટીલ્સ એક સાથે ક્રોમિયમ, નિકલ અને મેંગેનીઝથી જોડાયેલા) અને metastable austenitic સ્ટીલ્સ.
લિટ.:
અસ્તિત્વમાં રહેલા usસ્ટેનિટીક ઉચ્ચ એલોય સ્ટીલ્સ અને એલોય એલોયિંગ મુખ્ય તત્વો - ક્રોમિયમ અને નિકલ અને એલોય બેઝની રચના દ્વારા અલગ પડે છે. ખૂબ એલોયડ aસ્ટેનિટીક સ્ટીલ્સ 55% જેટલી માત્રામાં વિવિધ તત્વો સાથે એલોય આધારિત એલોય માનવામાં આવે છે, જેમાં મુખ્ય એલોઇંગ તત્વોની સામગ્રી - ક્રોમિયમ અને નિકલ સામાન્ય રીતે અનુક્રમે 15 અને 7% કરતા વધારે હોતા નથી. Usસ્ટેનિટીક એલોયમાં આયર્ન-નિકલ એલોય્સમાં લોખંડ અને નિકલની સામગ્રી 65% કરતા વધારે હોય છે, જેમાં નિકલથી લોખંડનો રેશિયો 1: 1.5 નો હોય છે અને નિકલ એલોય ઓછામાં ઓછા 55% ની નિકલ સામગ્રી સાથે હોય છે.
Usસ્ટેનિટીક સ્ટીલ્સ અને એલોય એલોયિંગ સિસ્ટમ, માળખાકીય વર્ગ, ગુણધર્મો અને સત્તાવાર હેતુ અનુસાર વર્ગીકૃત કરવામાં આવે છે. Allંચી એલોય સ્ટીલ્સ અને એલોય એ વિશાળ તાપમાન શ્રેણીમાં કાર્યરત માળખાના નિર્માણ માટે રાસાયણિક, તેલ, પાવર એન્જિનિયરિંગ અને અન્ય ઉદ્યોગોમાં વ્યાપકપણે ઉપયોગમાં લેવામાં આવતી સૌથી મહત્વપૂર્ણ સામગ્રી છે. નીચા તાપમાને mechanicalંચા યાંત્રિક ગુણધર્મોને કારણે, allંચા એલોય સ્ટીલ્સ અને એલોયનો ઉપયોગ કેટલાક કિસ્સાઓમાં ઠંડા પ્રતિરોધક તરીકે થાય છે. એલોયિંગ તત્વોની યોગ્ય પસંદગી આ સ્ટીલ્સ અને એલોયની ગુણધર્મો અને મુખ્ય સેવા હેતુ નક્કી કરે છે.
કાટ પ્રતિરોધક સ્ટીલ્સની લાક્ષણિકતા લક્ષણ એ ઘટાડો કાર્બન સામગ્રી છે (0.12% કરતા વધુ નહીં). યોગ્ય એલોઇંગ અને હીટ ટ્રીટમેન્ટ સાથે, સ્ટીલ્સમાં 20 ડિગ્રી સેલ્સિયસ તાપમાન અને એલિવેટેડ તાપમાન બંને એક વાયુયુક્ત માધ્યમમાં અને એસિડ, આલ્કાલીસ અને પ્રવાહી ધાતુના વાતાવરણમાં, બંને જથ્થાના ઉકેલમાં હોય છે.
હીટ-રેઝિસ્ટન્ટ સામગ્રીમાં એલિવેટેડ તાપમાને ઉચ્ચ યાંત્રિક ગુણધર્મોવાળા સ્ટીલ્સ અને એલોય અને લાંબા સમય સુધી ગરમ થવા પર લોડ્સનો સામનો કરવાની ક્ષમતા શામેલ છે. આ ગુણધર્મો આપવા માટે, સ્ટીલ્સ અને એલોય સખ્તાઇવાળા તત્વો - મોલીબડેનમ અને ટંગસ્ટન (દરેકમાં 7% સુધી) સાથે જોડાયેલા છે. કેટલાક સ્ટીલ્સ અને એલોય્સમાં રજૂ કરાયેલ એક મહત્વપૂર્ણ એલોયિંગ એડિટિવ એ બોરોન છે, જે અનાજ સુધારણામાં ફાળો આપે છે.
હીટ-રેઝિસ્ટન્ટ સ્ટીલ્સ અને એલોય્સ ગેસિયસ મીડિયામાં સપાટીના રાસાયણિક વિનાશ માટે પ્રતિરોધક છે 1100-1150 0 temperatures તાપમાને. તેઓ સામાન્ય રીતે હળવા ભારવાળા ભાગો (હીટિંગ એલિમેન્ટ્સ, ફર્નેસ ફિટિંગ્સ, ગેસ પાઇપિંગ સિસ્ટમ્સ, વગેરે) માટે વપરાય છે. આ સ્ટીલ્સ અને એલોય્સનું ઉચ્ચ સ્તરનો પ્રતિકાર એલ્યુમિનિયમ (2.5% સુધી) અને સિલિકોન દ્વારા એલોય કરીને પ્રાપ્ત થાય છે, જે ભાગોની સપાટી પર મજબૂત અને ગાense oxકસાઈડના નિર્માણમાં ફાળો આપે છે જે ગેસ વાતાવરણના સંપર્કથી મેટલને સુરક્ષિત કરે છે.
એલોયિંગ સિસ્ટમ મુજબ, usસ્ટેનિટીક સ્ટીલ્સને બે મુખ્ય પ્રકારોમાં વહેંચવામાં આવે છે: ક્રોમિયમ-નિકલ અને ક્રોમોમેંગેનીઝ. ક્રોમિયમ-નિકલ-મોલીબડેનમ અને ક્રોમિયમ-નિકલ-મેંગેનીઝ સ્ટીલ્સ પણ છે.
હવામાં ઠંડક દ્વારા પ્રાપ્ત મૂળભૂત રચનાના આધારે, usસ્ટેનિટીક સ્ટીલ્સના નીચેના વર્ગોને અલગ પાડવામાં આવે છે: usસ્ટેનિટીક-માર્ટેન્સિટિક, usસ્ટેનિટીક-ફેરીટીક, usસ્ટેનિટીક.
આયર્ન-નિકલ (30% કરતાં વધુની નિકલ સામગ્રી સાથે) અને નિકલ પાયા પરના એલોય માળખાકીય રીતે સ્થિર-usસ્ટેનિટીક હોય છે અને હવામાં ઠંડક થયા પછી માળખાકીય પરિવર્તનો નથી.
હાલમાં usસ્ટેનિટીક-બોરાઇડ Kh15N15M2BR1 (EP380), Kh25N20S2P1 (EP532), KhN77SR1 (EP615) અને ઉચ્ચ-ક્રોમિયમ usસ્ટેનિટીક KhN35VYu (EP568), KhN50 (EP668) સ્ટીલ અને એલોયસનો ઉપયોગ મૂળભૂત અને ન nonન એરેયિઓસ સાથે કરવામાં આવે છે. અનુક્રમે
યોગ્ય ગરમીની સારવાર પછી, ઉચ્ચ એલોય સ્ટીલ્સ અને એલોય્સમાં ઉચ્ચ શક્તિ અને પ્લાસ્ટિક ગુણધર્મો હોય છે. કાર્બનથી વિપરીત, આ સ્ટીલ્સ સખ્તાઇ દરમિયાન સખત પ્લાસ્ટિક ગુણધર્મો મેળવે છે. ઉચ્ચ એલોય સ્ટીલ્સની રચનાઓ વૈવિધ્યસભર હોય છે અને માત્ર તેમની રચના પર જ નહીં, પણ હીટ ટ્રીટમેન્ટ શાસન, પ્લાસ્ટિકના વિરૂપતાની ડિગ્રી અને અન્ય પરિબળો પર પણ આધાર રાખે છે.
ટાઇટેનિયમ અને નિઓબિયમથી જોડાયેલા usસ્ટેનિટીક ક્રોમિયમ-નિકલ સ્ટીલ્સમાં, માત્ર ક્રોમિયમ કાર્બાઇડ્સ જ નહીં, પણ ટાઇટેનિયમ અને નિઓબિયમ કાર્બાઇડ્સ બનાવવામાં આવે છે. જ્યારે ટાઇટેનિયમમાં ટિ\u003e (% સી-0.02) x5] અથવા નિઓબિયમ એનબી\u003e (% સીએક્સ 10) બધા મફત કાર્બન (ઓસ્ટેનાઇટમાં તેની દ્રાવ્યતાની ઉપર) ટિટેનિયમ અથવા નિયોબિયમ કાર્બાઇડ્સના સ્વરૂપમાં મુક્ત થઈ શકે છે, અને usસ્ટેનિટીક સ્ટીલ તેની સંભાવનામાં નથી. આંતરિક કાટ. કાર્બાઇડ્સના વરસાદથી તાકાતમાં વધારો થાય છે અને સ્ટીલ્સની પ્લાસ્ટિક ગુણધર્મો ઓછી થાય છે. કાર્બાઇડ્સની આ મિલકતનો ઉપયોગ કાર્બાઇડ ગરમી-પ્રતિરોધક સ્ટીલ્સના સખ્તાઇ માટે થાય છે, જે કણો દ્વારા ઇન્ટરમેટાલિક સખ્તાઇ સાથે સંયોજનમાં હાથ ધરવામાં આવે છે. ઇન્ટરમેટાલિક સંયોજનોમાં α તબક્કો શામેલ છે, જે ક્રોમિયમ-નિકલ સ્ટીલ્સમાં 900-950 0 સે તાપમાન નીચે તાપમાન અથવા ધીમી ઠંડક દરમિયાન રચાય છે, તેમાં α- અને solid-નક્કર ઉકેલોમાં મર્યાદિત દ્રાવ્યતા હોય છે અને, મુખ્યત્વે અનાજની સીમાઓ સાથે વરસાદને મજબૂત બનાવે છે, એલોય અને તે જ સમયે પ્લાસ્ટિકના ગુણધર્મો અને ધાતુની કઠિનતાને ઝડપથી ઘટાડે છે. ક્રોમિયમ સ્ટીલ (16-25%) માં ઉન્નત સાંદ્રતા અને ફેરીટીઝિંગ તત્વો (મોલીબડેનમ, સિલિકોન, વગેરે) 700-850 ° સે. At ના તબક્કાની રચનામાં ફાળો આપે છે આ તબક્કો મુખ્યત્વે ફેરીટ (γ \u200b\u200b→ α an) ના મધ્યવર્તી તબક્કાની રચના સાથે મુક્ત થાય છે. σ) અથવા δ-ફેરાઇટ ટ્રાન્સફોર્મેશન્સ (δ → σ).
જો કે, તેને સોલિડ સોલ્યુશન (γ → σ) થી સીધું અલગ કરવું શક્ય છે.
ક્રોમિયમ અને મેંગેનીઝની ઉચ્ચ સામગ્રીવાળા ક્રોમિયમ-મેંગેનીઝ સ્ટીલ્સમાં, વિલંબિત ઠંડક પણ σ તબક્કાના પ્રકાશનમાં પરિણમે છે. ક્રોમિયમ-મેંગેનીઝ અને ક્રોમિયમ-મેંગેનીઝ-નિકલ સ્ટીલ્સમાં કાર્બન યોગ્ય ગરમીની સારવાર પછી સ્ટીલ્સના સખ્તાઇ તરફ દોરી જાય છે, ખાસ કરીને જ્યારે કાર્બાઈડ બનાવતા તત્વો (વેનેડિયમ, નિયોબિયમ અને ટંગસ્ટન) સાથે જોડાય છે.
Usસ્ટેનિટીક-બોરાઇડ સ્ટીલ્સનું સખ્તાઇ મુખ્યત્વે આયર્ન, ક્રોમિયમ, નિયોબિયમ, કાર્બન, મોલીબડેનમ અને ટંગસ્ટનના બોરાઇડ્સના નિર્માણને કારણે થાય છે. આ પ્રક્રિયાઓ અનુસાર, usસ્ટેનિટીક સ્ટીલ્સ પેટાવિભાજિત કરવામાં આવે છે, સખ્તાઇના પ્રકારને આધારે, કાર્બાઇડ, બોરાઇડ અને ઇન્ટરમેટાલિક સખ્તાઇમાં. જો કે, મોટાભાગના કિસ્સાઓમાં, સ્ટીલ્સની સામગ્રી અને મોટી સંખ્યામાં વિવિધ એલોઇંગ તત્વોની એલોયને લીધે, વિખેરાયેલા તબક્કાઓ અને ઇન્ટરમેટાલિક સમાવેશ સહિતના જટિલ અસરને કારણે તેમનું સખ્તાઇ થાય છે.
વેલ્ડીંગ સુવિધાઓ
વિચારણા હેઠળના સ્ટીલ્સ અને એલોય્સને વેલ્ડિંગમાં મુખ્ય મુશ્કેલીઓ મલ્ટિકોમ્પોંન્ટ એલોયિંગ અને વેલ્ડેડ સ્ટ્રક્ચર્સની operatingપરેટિંગ સ્થિતિની વિવિધતાને કારણે છે. વેલ્ડીંગની મુખ્ય અને સામાન્ય લાક્ષણિકતા એ સીમ અને હીટ-અસરગ્રસ્ત ઝોનમાં ગરમ \u200b\u200bતિરાડો બનાવવાની વૃત્તિ છે, જે એક અંતર્ગત પાત્ર ધરાવે છે. તેઓ નાના માઇક્રો-બર્સ્ટ અને દૃશ્યમાન તિરાડોના સ્વરૂપમાં બંને જોઇ શકાય છે. ઉષ્ણતામાન ઉપચાર અથવા એલિવેટેડ તાપમાને બાંધકામ કાર્ય દરમિયાન ગરમ તિરાડો પણ થઈ શકે છે. ગરમ તિરાડોની રચના વેલ્ડીંગ દરમિયાન બરછટ-દાણાદાર મેક્રોસ્ટ્રક્ચરની રચના સાથે સંકળાયેલી છે, જે ખાસ કરીને મલ્ટિલેયર સાંધામાં ઉચ્ચારવામાં આવે છે, જ્યારે આગળના સ્તરના સ્ફટિકો પાછલા સ્તરના સ્ફટિકો ચાલુ રાખે છે, અને સંકોચન તાણની હાજરી.
ધાતુ વેલ્ડ્સ સેલ્યુલર ડિંડ્રિટિક સ્ફટિકીકરણ સ્વરૂપો લાક્ષણિકતા છે, જે મોટા સ્તંભ સ્તંભોના નિર્માણ તરફ દોરી જાય છે અને અશુદ્ધિઓવાળા ઇન્ટરડેન્ડ્રિટિક પ્રદેશોના સંવર્ધન તરફ દોરી જાય છે જે નીચા ગલનના તબક્કાઓ બનાવે છે. Usસ્ટેનિટીક સાંધામાં, ક columnલમર રચના ખૂબ ઉચ્ચારવામાં આવે છે. સ્ફટિકોના ગ્રાઇન્ડીંગ અને ક columnલમર રચનાને દૂર કરવા માટે ફાળો આપતી પદ્ધતિઓનો ઉપયોગ ગરમ તિરાડોની રચના સામે સાંધાનો પ્રતિકાર વધારે છે. આ પદ્ધતિઓમાંની એક એ છે કે બંધારણમાં પ્રાથમિક δ-ફેરાઇટની ચોક્કસ રકમ સાથે સાંધા ઉત્પન્ન કરવું. તેમનામાં ગરમ \u200b\u200bતિરાડોની રચનાની રોકથામ પર usસ્ટેનિટીક-ફેરીટીક સાંધામાં ફેરાઇટની સકારાત્મક અસર સ્ફટિકીકરણની પદ્ધતિમાં પરિવર્તન અને તેમાં દારૂના અશુદ્ધિઓની વધુ દ્રાવ્યતા સાથે સંકળાયેલ છે. પ્રવાહી તબક્કામાંથી usસ્ટેનાઈટ સ્ફટિકો અને પ્રાથમિક δ-ફેરાઇટનું એક સાથે વરસાદ, રચનાના શુદ્ધિકરણ અને અવ્યવસ્થા તરફ દોરી જાય છે, એટલે કે, પ્રાથમિક δ-ફેરાઇટના ભાગો દ્વારા વિભાજિત ક primaryલમર સ્ફટિકોના ક્રોસ-સેક્શનમાં ઘટાડો થાય છે. પરિણામે, પ્રવાહી ઇન્ટરલેયર્સના સ્થળોએ ગરમ તિરાડો બનાવવાની સંભાવના ઓછી થાય છે. 0સ્ટેનિટીક-ફેરીટીક સાંધા મેળવવી તે ફેરાઇટ-રચના કરનારા તત્વો, જેમ કે ક્રોમિયમ, સિલિકોન, એલ્યુમિનિયમ, મોલીબડેનમ, વગેરે સાથે વધારાના એલોયિંગ દ્વારા પ્રાપ્ત થાય છે, 400 0 સે તાપમાને કાટ-પ્રતિરોધક તરીકે સંચાલિત ઉત્પાદનોમાં, 20-25% સુધીની ફેરાઇટ સામગ્રીની મંજૂરી છે. Temperaturesંચા તાપમાને કાર્યરત હીટ-રેઝિસ્ટન્ટ અને હીટ-રેઝિસ્ટન્ટ સ્ટીલ્સનાં ઉત્પાદનોમાં, સિગ્મેટાઇઝેશનને રોકવા માટે, સાંધામાં δ-ફેરાઇટનું પ્રમાણ 4-5% સુધી મર્યાદિત છે.
Usસ્ટેનિસિટીના મોટા માર્જિનવાળા સ્ટીલ્સમાં, aસ્ટેનિટીક-ફેરીટીક સ્ટ્રક્ચરવાળા વેલ્ડ્સ મેળવવું મુશ્કેલ છે. તેમાં ગરમ \u200b\u200bતિરાડોને રોકવાની ક્ષમતા એ અશુદ્ધિઓની સીમમાં સામગ્રીને મર્યાદિત કરીને પ્રાપ્ત કરી છે જે સંભવિત યુટેક્ટીક્સ (ફોસ્ફરસ, સલ્ફર) બનાવે છે. આ કરવા માટે, વેક્યુમ સ્ટીલ અથવા ઇલેક્ટ્રોસ્લેગ રિક્લેટીંગ સ્ટીલ્સથી બનેલી વેલ્ડીંગ સામગ્રીનો ઉપયોગ કરો, અને બેઝ મેટલના પ્રવેશને મર્યાદિત કરો. કેટલાક કિસ્સાઓમાં, દારૂના અશુદ્ધિઓની માત્રાને સાંદ્રતામાં વધારીને ગરમ તિરાડો સામે વેલ્ડ્સના પ્રતિકારમાં સુધારો કરવો શક્ય છે કે જે સુનિશ્ચિત કરે છે કે, સ્ફટિકીકરણના અંતિમ તબક્કે, સ્ફટિકીય સપાટી પર વિપુલ પ્રમાણમાં યુટેક્ટીક્સ મેળવવામાં આવે છે, ઉદાહરણ તરીકે, જ્યારે સ્ટીલ બોરોન (0.3-1.5%) સાથે જોડાય છે. આ કિસ્સામાં, અસરકારક સ્ફટિકીકરણ અંતરાલના ઉપલા તાપમાનમાં ઘટાડો થવાને કારણે સ્ફટિકીકરણના અંત તરફ વેલ્ડ ધાતુમાં સંચિત વિરૂપતા ઓછી થાય છે. બળના પરિબળ (વર્તમાન મર્યાદા, નાના ક્રોસ સેક્શનના રોલરો સાથે ખાંચો ભરવા, સંયુક્તનું બુદ્ધિગમ્ય ડિઝાઇન, વગેરે) ની અસર ઘટાડવી તે પણ તિરાડો અટકાવવાનું એક પરિબળ છે.
Usસ્ટેનિટીક ઉચ્ચ એલોય સ્ટીલ્સ અને એલોય્સ પર ગરમ તિરાડો વિના વેલ્ડેડ સાંધા ઉત્પન્ન કરવામાં મુશ્કેલી ઉપરાંત, ત્યાં અન્ય ઉપયોગની વિચિત્રતાને કારણે વેલ્ડીંગ સુવિધાઓ છે. લાંબા સમય સુધી એલિવેટેડ તાપમાને ઉચ્ચ યાંત્રિક ગુણધર્મોને જાળવવા માટે હીટ-રેઝિસ્ટન્ટ સ્ટીલ્સના વેલ્ડેડ સાંધા જરૂરી છે. વેલ્ડીંગ દરમિયાન coolંચા ઠંડક દર વેલ્ડ ધાતુમાં નોનકિલિબ્રીમ સ્ટ્રક્ચર્સના ફિક્સેશન તરફ દોરી જાય છે. પ્રસરેલી પ્રક્રિયાઓના પરિણામે C 350૦ થી વધુ તાપમાને ઓપરેશન દરમિયાન, સ્ટીલમાં નવા માળખાકીય ઘટકો દેખાય છે, જે વેલ્ડ મેટલની પ્લાસ્ટિક ગુણધર્મોમાં ઘટાડો તરફ દોરી જાય છે. 350-500 0 at પર થર્મલ વૃદ્ધત્વ "475-ડિગ્રી બરડપણું" ના દેખાવનું કારણ બને છે, અને 500-650 0 at પર તે કાર્બાઇડ્સનો વરસાદ અને તે જ સમયે α-તબક્કાની રચના તરફ દોરી જાય છે. 700-850 0 સે તાપમાનમાં નીચા તાપમાને ધાતુના અનુરૂપ મજબૂત ભરત ભરવું અને temperaturesંચા તાપમાને તાકાતમાં ઘટાડો સાથે α તબક્કોની રચના તીવ્ર બને છે. તે જ સમયે, ઇન્ટરમેટાલિક સખ્તાઇની ભૂમિકા પણ વધે છે. કાર્બાઇડ અને ઇન્ટરમેટાલિક સખ્તાઇની પ્રક્રિયાઓ usસ્ટેનિટીક સ્ટીલ્સની થર્મલ વૃદ્ધત્વની પ્રક્રિયામાં અગ્રણી સ્થાન લે છે; તેથી, કાર્બાઇડ વરસાદના પરિણામે ગરમી-પ્રતિરોધક અને હીટ-રેઝિસ્ટન્ટ સ્ટીલ્સના એમ્બર્ટિલેશનના વેલ્ડેડ સાંધાના વલણને ઘટાડવા માટે, બેઝ મેટલ અને વેલ્ડ મેટલમાં કાર્બનનું પ્રમાણ ઘટાડવાનું અસરકારક છે.
કેટલાક ગરમી-પ્રતિરોધક usસ્ટેનિટીક સ્ટીલ્સના ગરમીથી પ્રભાવિત ઝોનમાં, થર્મલ વેલ્ડીંગ ચક્રની ક્રિયા હેઠળ પ્લાસ્ટિક અને તાકાત ગુણધર્મો ઘટે છે, જે આ ઝોનમાં ક્રેક્સની રચના તરફ દોરી શકે છે. આધાર ધાતુના ગુણધર્મોમાં આવા પરિવર્તન પ્રક્રિયાઓના વિકાસને લીધે થાય છે જે ગરમી-અસરગ્રસ્ત ઝોનની ધાતુમાં સપાટી-સક્રિય તત્વો (કાર્બન, ઓક્સિજન, વગેરે) ની વધેલી સાંદ્રતા તરફ દોરી જાય છે, જે અન્ય અશુદ્ધિઓ સાથે મળીને સંભવિત યુટેક્ટીક્સનું નિર્માણ કરી શકે છે અને છેવટે ગરમ તિરાડોના દેખાવનું કારણ બને છે. આ ઉપરાંત, લાંબા સમય સુધી ઉપયોગ દરમિયાન, આ ઝોનમાં બારીક રીતે વિખરાયેલા કાર્બાઇડ્સ અને ઇન્ટરમેટાલિક સંયોજનો પ્રકાશિત થઈ શકે છે. અનાજની સીમાઓ સાથે કાર્બાઇડ્સ અને ઇન્ટરમેટાલિક સંયોજનોની સતત સ્તરની રચના વેલ્ડના ભરતકામ તરફ દોરી જાય છે. વેલ્ડમાં ગરમ \u200b\u200bતિરાડોને રોકવા માટે જ્યારે આ સ્ટીલ્સને વેલ્ડિંગ કરવામાં આવે છે, ત્યારે ઘણીવાર એક વેલ્ડ ધાતુ મેળવવામાં આવે છે, જે મુખ્ય એકથી અલગ પડે છે અને તેમાં બે-તબક્કાની રચના હોય છે. જો કે, ઉચ્ચ તાપમાનના ઓપરેશન દરમિયાન, કાર્બોઇડ અને ઇન્ટરમેટાલિક સખ્તાઇથી આવી જમા થતી ધાતુ અને તેના પ્લાસ્ટિકના ગુણધર્મોમાં અનુરૂપ ઘટાડો થાય છે, જે વિકૃતિઓના ગરમીથી પ્રભાવિત ઝોનમાં સ્થાનીકરણ અને તેમાં તિરાડોની રચના તરફ દોરી જાય છે. મહત્વપૂર્ણ અવશેષો આમાં ફાળો આપે છે. વેલ્ડીંગ વોલ્ટેજતેમજ ઓપરેટિંગ વોલ્ટેજ. આવા સ્થાનિક અસ્થિભંગની નિવારણ ગરમીના ઉપાય દ્વારા પ્રાપ્ત થાય છે: શેષ વેલ્ડિંગ તણાવને દૂર કરવા, સ્વ-સખ્તાઇ અને વેલ્ડેડ સંયુક્તમાં વધુ સમાન ગુણધર્મો પ્રદાન કરવા માટે 1050-100 0 at પર કલ્પના. કેટલાક કેસોમાં, કાર્બાઇડ અને ઇન્ટરમેટાલિક તબક્કાઓના વરસાદના પરિણામે પ્રમાણમાં સ્થિર રચનાઓ મેળવવા માટે અનુક્રમે 750-800 0 at પર અનુરૂપ સ્થિર એનિલિંગ સાથે સક્ષમતા હોય છે. સ્થાનિક અસ્થિભંગ એ ગરમીથી અસરગ્રસ્ત ઝોનના ઓવરહિટીંગના ક્ષેત્રની લાક્ષણિકતા છે અને અનાજની સીમાઓ સાથે વિકૃતિઓની સાંદ્રતા અને ઇન્ટરગ્રેન્યુલર સ્લિપેજની પ્રક્રિયાઓના વિકાસને કારણે ઇન્ટરક્રિસ્ટલ ફ્રેક્ચર છે. મોલીબડેનમને કારણે X16H9M2 પ્રકારનાં સ્ટીલની અનાજની સીમાઓનું સખ્તાઇ, જે અનાજની સીમાઓ પર કાર્બાઇડ બનાવે છે, તેમજ કાર્બન સામગ્રીમાં ઘટાડો (0.02% સુધી) અથવા સ્ટીલ્સમાં 0.5% સુધી બોરોન સામગ્રીમાં વધારો, અનુક્રમે, સ્થાનિક અસ્થિભંગ માટે સ્ટીલના પ્રતિકારમાં વધારો થાય છે. સ્થાનિક નુકસાન તરફ વલણ ઘટાડવાનો બીજો રસ્તો એ છે કે વધુ નરમ વેલ્ડ મેટલ મેળવવી.
જ્યારે વેલ્ડીંગ ઉચ્ચ તાકાત સ્ટીલ્સ કોલ્ડ-ક્રેક રચના ગરમીથી પ્રભાવિત ઝોનમાં શક્ય છે. તેથી, એવી ભલામણ કરવામાં આવે છે કે ધાતુની plasticંચી પ્લાસ્ટિક ગુણધર્મો મેળવવા માટે વેલ્ડીંગ પહેલાં તેમને સંતુલિત કરવામાં આવે, અને વેલ્ડીંગ પછી કડક ગરમીની સારવાર હાથ ધરવી જોઈએ. પ્રારંભિક અને સહવર્તી ગરમી 350-450 0 to સુધી પણ ઠંડા તિરાડોની રચનાનું જોખમ ઘટાડે છે.
જ્યારે વેલ્ડિંગ મેટલમાં હીટિંગના પ્રભાવ હેઠળ ગરમી-પ્રતિરોધક સ્ટીલ્સ વેલ્ડિંગ થાય છે, ત્યારે તે જ માળખાકીય ફેરફારો જોઇ શકાય છે જ્યારે ગરમી-પ્રતિરોધક સ્ટીલ્સને વેલ્ડીંગ કરતી વખતે. મોટાભાગના હીટ-રેઝિસ્ટન્ટ સ્ટીલ્સ અને એલોય્સમાં કર્કશતાનું મોટું માર્જિન હોય છે અને તેથી કાર્બાઇડ અને ઇન્ટરમેટાલિક ફેલાવવાની સખ્તાઇ સિવાય વેલ્ડીંગ દરમિયાન તબક્કા પરિવર્તન પસાર થતું નથી. આ સ્ટીલ્સ પર વેલ્ડ અને હીટ-અસરગ્રસ્ત ઝોનમાં ઠંડા તિરાડોની રચના પણ શક્ય છે, જેની રોકથામ કેટલાક કિસ્સાઓમાં 2 50-550 0 to સુધી પ્રિહિટ કરીને મેળવી શકાય છે.
ખૂબ એલોયડ usસ્ટેનિટીક સ્ટીલ્સ અને એલોય્સનો ઉપયોગ મોટેભાગે કાટ-પ્રતિરોધક તરીકે થાય છે. વેલ્ડેડ સાંધા માટેની મુખ્ય આવશ્યકતા એ વિવિધ પ્રકારના કાટનો પ્રતિકાર છે. ઇંટરગ્રેન્યુલર કાટ બંને વેલ્ડ મેટલ અને બેઝ મેટલમાં ફ્યુઝન લાઇન (છરીના કાટ) પર અથવા વેલ્ડથી કેટલાક અંતરે બંનેનો વિકાસ કરી શકે છે. આ પ્રકારના કાટનો વિકાસ કરવાની પદ્ધતિ એકસરખી છે, જો કે, આ પ્રકારના આંતરગ્રસ્ત કાટનાં કારણો અલગ છે.
ક્રોમિયમ કાર્બાઇડ્સના વેલ્ડીંગના થર્મલ ચક્રના પ્રભાવ હેઠળ usસ્ટેનાઇટમાંથી ઓસ્ટેનાઇટના વરસાદના પરિણામે, ક્રોમિયમ દ્વારા બાઉન્ડ્રી અનાજની માત્રામાં ઘટાડા તરફ દોરી જાય છે. આના મુખ્ય કારણો વેલ્ડ મેટલમાં કાર્બનની વધેલી સામગ્રી અને ટાઇટેનિયમ અથવા નિયોબિયમની ગેરહાજરી અથવા અપૂરતી સામગ્રી છે. વેલ્ડીંગ અથવા ઉત્પાદનના ofપરેશનના બિનતરફેણકારી થર્મલ ચક્ર દરમિયાન ગરમીના લાંબા સમય સુધી સંપર્કના પરિણામે ઇન્ટરગ્રેન્યુલર કાટ સામે વેલ્ડનો પ્રતિકાર ઓછો થાય છે. સતત રચના અને વળાંકવાળા અનાજની સીમાઓવાળા tenસ્ટેનિટીક-ફેરીટીક સાંધાએ usસ્ટેનિટીક રાશિઓની તુલનામાં આંતરગ્રસ્ત કાટ સામે પ્રતિકાર વધાર્યો છે. અનાજની શુદ્ધિકરણને કારણે અનાજની સીમાઓની લંબાઈમાં વધારો સપાટી વિસ્તારને વધે છે કે જેના પર કાર્બાઇડ્સ પ્રકાશિત થાય છે. પ્રસરેલા કાર્બાઇડ્સ વધુ વિખરાયેલા છે, અને ક્રોમિયમ દ્વારા અનાજની માત્રામાં સ્થાનિક અવક્ષય ઓછી aંડાઈમાં થાય છે. આ ઉપરાંત, ફેરાઇટમાં ફેલાવાની પ્રક્રિયાઓ ખૂબ ઝડપથી થાય છે, જે નાબૂદ સરહદ અને અનાજના મધ્ય ભાગોમાં ક્રોમિયમ સાંદ્રતાના ગોઠવણીને વેગ આપે છે.
વેલ્ડથી ચોક્કસ અંતરે બેઝ મેટલના ઇન્ટરગ્રેન્યુલર કાટ (એમસીસી) પણ બેઝ મેટલના તે ભાગ પર થર્મલ વેલ્ડીંગ ચક્રની ક્રિયાને કારણે થાય છે જે ગંભીર તાપમાનમાં ગરમ \u200b\u200bથાય છે.
આંતરરાષ્ટ્રીય કાટ તરફ સ્ટીલ અને વેલ્ડ્સની વૃત્તિ અટકાવવામાં આવી છે:
1) ઓસ્ટેનાઇટ (0.02-0.03% સુધી) માં તેની દ્રાવ્યતાની હદ સુધી કાર્બનની સામગ્રીમાં ઘટાડો;
2) ક્રોમિયમ કાર્બાઈડ બનાવતા તત્વો (ટાઇટેનિયમ, નિયોબિયમ, ટેન્ટાલમ, વેનેડિયમ, વગેરે દ્વારા સ્થિરતા) કરતાં વધુ શક્તિશાળી સાથે એલોયિંગ;
3) 2-3 કલાક અથવા -સ્ટેનાઇઝેશન માટે 850-900 0 at પર એનિલિંગ સ્થિર કરવું - 1050-1100 0 from થી શ્વાસ;
4) ક્રોમિયમ, સિલિકોન, મોલીબડેનમ, એલ્યુમિનિયમ, વગેરે સાથે વધારાના એલોયિંગ દ્વારા 20-25% સુધીની ફેરાઇટ સામગ્રી સાથે usસ્ટેનિટીક-ફેરીટીક રચનાની રચના જો કે, ફેરાઇટની રચનામાં આવી highંચી સામગ્રી સામાન્ય કાટ તરફ ધાતુના પ્રતિકારને ઘટાડી શકે છે.
આ પગલાં છરી કાટ અટકાવવા માટે પણ ફાળો આપે છે.
છરીનો કાટ બેઝ મેટલને અસર કરે છે. આ પ્રકારના કાટ 1250 0 સે.થી ઉપરના તાપમાને વેલ્ડીંગ દરમિયાન ગરમ કરેલા વિસ્તારોમાં ટાઇટેનિયમ અને નિઓબિયમ દ્વારા સ્થિર સ્ટીલ્સમાં વિકાસ પામે છે, જ્યાં ટાઇટેનિયમ અને નિઓબિયમ કાર્બાઇડ્સ usસ્ટેનાઇટમાં ઓગળી જાય છે. આ ધાતુના 500-800 0 critical ના ગંભીર તાપમાનમાં વારંવાર થર્મલ સંસર્ગ (ઉદાહરણ તરીકે, મલ્ટિલેયર વેલ્ડીંગ દરમિયાન) નક્કર સોલ્યુશનમાં ટાઇટેનિયમ અને નિયોબિયમનું સંરક્ષણ અને ક્રોમિયમ કાર્બાઇડ્સના અવશેષ તરફ દોરી જશે.
સામાન્ય કાટ, એટલે કે, કાટ લાગતા વાતાવરણમાં ધાતુનું વિસર્જન, વેલ્ડ ધાતુમાં, વિકાસ કરી શકે છે વિવિધ સાઇટ્સ અથવા સમગ્ર અને ગરમી ધાતુમાં અસરગ્રસ્ત ઝોનમાં. કેટલાક કિસ્સાઓમાં, પાયાના ધાતુ અને વેલ્ડેડ સંયુક્તનો સમાન સામાન્ય કાટ જોવા મળે છે.
કાટ નિષ્ફળતાનો બીજો એક પ્રકાર છે - કાટ તોડી નાખવું જે તણાવયુક્ત તાણ અને આક્રમક વાતાવરણની સંયુક્ત ક્રિયા હેઠળ થાય છે. વિનાશ ઇન્ટરક્રીસ્ટલાઇન અને ટ્રાંસક્રિસ્ટલાઇન બંનેનો વિકાસ કરે છે. આ પ્રકારના કાટને લગતા નુકસાન સામે લડવા માટેના અવશેષ વેલ્ડીંગ તણાવમાં ઘટાડો એ મુખ્ય ઉપાય છે.
સામાન્ય વેલ્ડીંગની સ્થિતિ
Usસ્ટેનિટીક સ્ટીલ્સ અને એલોયમાં સકારાત્મક ગુણધર્મોનો સમૂહ હોય છે, તેથી સમાન સ્ટીલ કેટલીકવાર ઉત્પાદનોના ઉત્પાદન માટે વિવિધ હેતુઓ માટે વાપરી શકાય છે: કાટ-પ્રતિરોધક, ઠંડા પ્રતિરોધક અથવા ગરમી પ્રતિરોધક. તદુપરાંત, વેલ્ડેડ સાંધા અને વેલ્ડીંગ તકનીકીના ગુણધર્મો માટેની આવશ્યકતાઓ અલગ હશે. જો કે, usસ્ટેનિટીક સ્ટીલ્સની થર્મોફિઝિકલ ગુણધર્મો અને વેલ્ડ અને હીટ-અસરગ્રસ્ત ઝોનમાં ગરમ \u200b\u200bતિરાડો બનાવવાની વૃત્તિ તેમની વેલ્ડીંગની કેટલીક સામાન્ય સુવિધાઓ નક્કી કરે છે.
મોટાભાગના ઉચ્ચ એલોય સ્ટીલ્સ, નીચા થર્મલ વાહકતા અને ઉચ્ચ રેખીય વિસ્તરણ ગુણાંક માટે સમાન, સમાન રેખીય energyર્જા અને અન્ય પરિસ્થિતિઓ સમાન હોવા માટે (વેલ્ડીંગ પદ્ધતિ, ધારની ભૂમિતિ, સંયુક્ત જડતા, વગેરે), ઘૂંસપેંઠ ઝોન અને વિવિધ તાપમાનમાં ગરમ \u200b\u200bથતાં પ્રદેશો વિસ્તૃત કરો, અને કુલ પ્લાસ્ટિકમાં વધારો કરો. વેલ્ડ મેટલ અને અગ્રવર્તી ઝોનની વિરૂપતા. આ ઉત્પાદનોના વpageરપેજને વધારે છે. તેથી, ઉચ્ચ એલોય સ્ટીલ્સ માટે, વેલ્ડીંગ પદ્ધતિઓ અને સ્થિતિઓનો ઉપયોગ થવો જોઈએ, જે થર્મલ energyર્જાની મહત્તમ સાંદ્રતા દ્વારા વર્ગીકૃત થયેલ હોવી જોઈએ, અથવા કાર્બન સ્ટીલને વેલ્ડીંગ કરતી વખતે વર્તમાનની તુલનામાં વર્તમાન ઘટાડવો જોઈએ. સ્વચાલિત અને અર્ધ-સ્વચાલિત આર્ક વેલ્ડીંગમાં વિદ્યુત પ્રતિકારક શક્તિના કારણે ઓવરહેંગમાં ઇલેક્ટ્રોડની ધાતુની લાકડી અથવા ઓવરહંગમાં વેલ્ડીંગ વાયરના temperatureંચા તાપમાને ગરમી, તેના ફીડ રેટમાં વધારો કરવા માટે ઇલેક્ટ્રોડના વિસ્તરણમાં ઘટાડો જરૂરી છે. મેન્યુઅલ આર્ક વેલ્ડીંગ સાથે, ઇલેક્ટ્રોડ્સની લંબાઈ અને વેલ્ડીંગ પ્રવાહની પરવાનગી ઘનતા ઓછી થઈ છે.
Usસ્ટેનિટીક સ્ટીલ્સના વેલ્ડીંગમાં, મોટા રેખીય વિસ્તરણ અને સંકોચન ગુણાંકના પરિણામે વેલ્ડ ધાતુના પ્લાસ્ટિકની વિરૂપતા અને ગરમીથી અસરગ્રસ્ત ઝોન, તેમજ પ polલિમોર્ફિક ટ્રાન્સફોર્મેશન્સની ગેરહાજરી, વેલ્ડીંગ કરતા વધારે હદ સુધી થાય છે. કાર્બન સ્ટીલ્સ મોતીનો વર્ગ (કોષ્ટક 1). આ શરતો હેઠળ, મલ્ટિલેયર વેલ્ડીંગમાં, વેલ્ડ ઝોનની ધાતુ અને વેલ્ડ ધાતુના પ્રથમ સ્તરો વારંવાર પ્લાસ્ટિકના વિરૂપતા દ્વારા સખત થઈ શકે છે, એટલે કે, વેલ્ડીંગ દરમિયાન સ્વ-સખ્તાઇની ઘટના જોવા મળે છે. વેલ્ડ મેટલના ગુણધર્મો પર આ ઘટનાની અસર વેલ્ડિંગ કરવામાં આવતા તત્વોની જડતા દ્વારા નક્કી કરવામાં આવે છે (કોષ્ટક 2) પ્રમાણમાં વધુ કઠોર સાંધામાં, જ્યાં સ્વ-સખ્તાઇ તાકાતની લાક્ષણિકતાઓમાં વધારોનું કારણ બને છે, કેટલાક કિસ્સાઓમાં 450-500 એમપીએ સુધી અવશેષ તાણમાં વધારો જોવા મળે છે. Usસ્ટેનિટીક સ્ટીલ્સની ઓછી રાહત ક્ષમતાવાળા આવા પ્રમાણમાં highંચા અવશેષ તાણ માટે હીટ ટ્રીટમેન્ટ મોડની પસંદગીની જરૂર છે જે અવશેષ તણાવમાં ઘટાડો, સ્વ-સખ્તાઇને દૂર કરવા અને વેલ્ડેડ સંયુક્ત રચનાના મહત્તમ સંભવિત સમાનતાને પૂરી પાડે છે.
Usસ્ટેનિટીક સ્ટીલ્સના વેલ્ડીંગમાં ઉદ્ભવતા મુખ્ય મુશ્કેલીઓ પૈકી વેલ્ડ મેટલ અને હીટ-અસરગ્રસ્ત ઝોનની પ્રતિકારને ક્રેકીંગમાં વધારવાની જરૂર છે. ગરમ તિરાડો આંતરભાષીય અસ્થિભંગ હોય છે અને તેને સ્ફટિકીકરણ અને સબસિલિડસમાં વહેંચવામાં આવે છે; બાદમાં ઘન રેખાના તાપમાને થાય છે, એટલે કે, સ્ફટિકીકરણ પ્રક્રિયાના અંત પછી. સ્ફટિકીકરણ તિરાડોની સંભાવના, ઘન-પ્રવાહી સ્થિતિમાં ધાતુના વિરૂપતા પછી એલોયની નબળાઇમાં ફેરફારની પ્રકૃતિ દ્વારા નક્કી કરવામાં આવે છે.
કોષ્ટક 1. ક્રોમિયમ-નિકલ usસ્ટેનિટીક સ્ટીલ્સની થર્મોફિઝિકલ ગુણધર્મો
કોષ્ટક 2. ઓસ્ટેનીટીક ઇલેક્ટ્રોડ્સ સીટી -7 દ્વારા બનાવવામાં આવેલ વેલ્ડ મેટલની ગુણધર્મો
સ્ફટિકીકરણ તિરાડોની રચના સામે વધતા પ્રતિકારની નીચેની રીતો સૂચવવામાં આવી છે:
1) સંશોધન તત્વો, તેમજ સ્ફટિકીકરણ દરમિયાન ઉચ્ચ-તાપમાનના બીજા તબક્કાઓની રચનામાં ફાળો આપનારા તત્વો સાથે જોડાણ કરીને ક columnલમર સ્ફટિકીકરણ અને સ્ફટિકીય રચનાને ગ્રાઇન્ડીંગનું દમન;
2) અશુદ્ધિઓ દ્વારા એલોયની શુદ્ધતામાં વધારો, જે રચનાઓની શ્રેણીમાં સ્ફટિકીય ફ્યુઝિબલ તબક્કાઓની રચનામાં ફાળો આપે છે, જેમાં આ તબક્કાઓની સંખ્યામાં વધારો તકનીકી તાકાતને ઘટાડે છે, અને, તેનાથી વિપરિત, યુટેકટિકની નજીક એલોયની રચનામાં યુક્તિઓ બનાવતી એલોય તત્વોની સંખ્યામાં વધારો. આ માર્ગો બરડપણુંની તાપમાનની શ્રેણીને સંકુચિત કરે છે અને નરમતાના ગાળોમાં વધારો કરે છે.
તિરાડોનો સામનો કરવાના તકનીકી પગલાંનો હેતુ તર્કસંગત પદ્ધતિઓ અને ફ્યુઝન વેલ્ડીંગની રીત અને વેલ્ડેડ સાંધાના માળખાકીય સ્વરૂપો શોધવાનું છે જે નક્કરકરણની પ્રક્રિયા દરમિયાન આંતરિક વિરૂપતાના દરને ઘટાડે છે. યોજના અનુસાર વધતા તાણ (સબોલિડસ તિરાડો) ની પરિસ્થિતિ હેઠળ નક્કરતા તાપમાન નીચેના તાપમાને સિંગલ-ફેઝ tenસ્ટેનિટીક વેલ્ડ્સના આંતરભાષીય અસ્થિભંગ, ઉચ્ચ તાપમાનના કમળા દરમિયાન ફ્રેક્ચરની નજીક છે. આ અસ્થિભંગની ગર્ભયુક્ત તિરાડોની રચના માટે ઇન્ટરગ્રેન્યુલર સ્લિપેજ એ એક આવશ્યક સ્થિતિ છે, જે તાણના તાણની ક્રિયાના લંબરૂપની સીમાઓ પર ખાલી જગ્યાઓના પરિણામે સીમાઓ પરના બંને પગલાઓ અને પહેલાથી જ અસ્તિત્વમાં રહેલા માઇક્રોકavવાસિટીઓને પ્રદર્શિત કરે છે.
ધાતુઓ અને તેમના સિંગલ-ફેઝ એલોય્સના પ્રતિકારને વધારવા માટે, વેલ્ડીંગ દરમિયાન પેટા-સોલિડસ હોટ ક્રેક્સની રચના કરવાની ભલામણ કરવામાં આવે છે:
1) તત્વો સાથે એલોયિંગ એલોય જે જાળીમાં અણુઓની પ્રસાર ગતિશીલતા ઘટાડે છે અથવા ફ્રેગમેન્ટરી કાસ્ટ સ્ટ્રક્ચરની રચનામાં ફાળો આપે છે (સ્ફટિકીય સીમાઓની વળાંક, વિસર્જન કરેલા બીજા તબક્કાઓની રચના અને અનુગામી ઠંડક દરમિયાન સ્ફટિકીકરણ દરમિયાન અવરોધ);
2) અશુદ્ધિઓની રજૂઆત દ્વારા બેઝ મેટલની શુદ્ધતામાં વધારો;
)) Fંચા પ્રસરણ ગતિશીલતા (વેલ્ડ મેટલના ઠંડક દરમાં વધારો) ના તાપમાને ધાતુના રહેઠાણના સમયગાળામાં ઘટાડો અને ઠંડક દરમિયાન સ્થિતિસ્થાપક-પ્લાસ્ટિકની વિરૂપતામાં વધારો (સાંધાના તર્કસંગત રચનાની પસંદગીને કારણે વિકૃતિઓની મર્યાદા).
નીચે આપેલા સૌથી મહત્વપૂર્ણ ધાતુશાસ્ત્રના પરિબળોને ઓળખવામાં આવ્યા છે જે ઓસ્ટેનિટીક સ્ટીલ્સના વેલ્ડીંગમાં ગરમ \u200b\u200bતિરાડોની રચનામાં વેલ્ડ ધાતુના પ્રતિકારને વધારવામાં ફાળો આપે છે:
1) પ્રાથમિક ફેરાઇટ, પ્રત્યાવર્તન તબક્કો અથવા બોરાઇડ તબક્કાના વિખેરાયેલા કણો અને ક્રોમિયમ-નિકલ યુટેક્ટીકના કારણે ધાતુના સ્ફટિકીકરણ દરમિયાન ઉચ્ચ-તાપમાનના ક્ષેત્રમાં બે-તબક્કાની રચનાની રચના;
2) અસરકારક સ્ફટિકીકરણ અંતરાલ સાંકડી કરવા માટે ઓછી ગલનબદ્ધ તબક્કાઓ બનાવે છે તે અશુદ્ધિઓની સામગ્રીને મર્યાદિત કરવી.
બંધારણને ગ્રાઇન્ડ કરવા માટે, ધાતુના સ્ફટિકીકરણ દરમિયાન ઉચ્ચ તાપમાન fer-ફેરાઇટના પ્રકાશનને પ્રોત્સાહન આપતા તત્વો સાથે જમા કરાયેલ ધાતુને એલોયિંગનો ઉપયોગ કરવામાં આવે છે. Δ-ફેરાઇટની હાજરી ધાતુની રચનાને ગ્રાઇન્ડ કરે છે અને c-ફેરાઇટમાં આ અશુદ્ધિઓની વધુ દ્રાવ્યતાને કારણે ઇન્ટરક્રીસ્ટલાઇન ક્ષેત્રોમાં સી, પી, એસ અને કેટલીક અન્ય અશુદ્ધિઓની સાંદ્રતા ઘટાડે છે, જે નીચા-ગલનયુક્ત યુક્તિઓનું નિર્માણનું જોખમ ઘટાડે છે. તેના ઠંડક પછી જમા થયેલ ધાતુમાં ફેરાઇટ તબક્કાની માત્રા આ ધાતુની રચના અને ઉચ્ચ અને મધ્યમ તાપમાનના પ્રદેશમાં ઠંડક દર પર આધારિત છે. સામાન્ય રીતે મેન્યુઅલ મોડ્સના ઠંડક દરની લાક્ષણિકતાને લાગુ કરવા, પ્રાયોગિક ડેટામાંથી કમ્પાઈલ કરેલ, usસ્ટેનિટીક-ફેરીટીક ધાતુમાં ફેરાઇટની સાંદ્રતાનો અંદાજિત વિચાર આર્ક વેલ્ડીંગ (ચિત્ર 1)
આકૃતિ 1. શેફલર આકૃતિ
જમા થયેલ ધાતુમાં ફેરાઇટ તબક્કાની ભલામણ કરેલ સામગ્રી 2-6% સુધી મર્યાદિત છે. બેસ્ટ મેટલ સાથે થાપણ ધાતુના મિશ્રણને ધ્યાનમાં લેતા વેલ્ડમાં તેની હાજરીની ખાતરી કરવા માટે, થાપણોની higherંચી ડિગ્રીવાળા વેલ્ડિંગ સ્ટીલ્સ, ઉદાહરણ તરીકે, 08Kh18N12T, Kh14N14, વગેરે. જ્યારે વેલ્ડમાં તેની હાજરીની ખાતરી કરવામાં આવે છે.
આધાર ધાતુના પ્રમાણમાં વધારા સાથે, ઉદાહરણ તરીકે, ઇલેક્ટ્રોડ્સ સીટી -15-1 (08X20H9G2) નો ઉપયોગ થાય છે, જે 5.5-9% ફેરાઇટ, અથવા સીટી -16-1 (08X20H9BB) ધરાવતું માળખું પ્રદાન કરે છે, જે 6.0 ધરાવતું માળખું પ્રદાન કરે છે. -9.5% ફેરાઇટ. કેટલીકવાર, જ્યારે 2Kh25N20S2 પ્રકારનાં સ્ટીલ્સ પર મલ્ટીપાસ વેલ્ડ્સના મૂળ સ્તરોને વેલ્ડીંગ કરતી વખતે, સ્ફટિકીકરણ તિરાડોની રચના માટે ભરેલું હોય છે, ત્યારે જીએસ -1 ઇલેક્ટ્રોડ્સ (10Kh25N9G6S2) નો ઉપયોગ કરવામાં આવે છે, જે ડિપોઝિટ કરેલી ધાતુમાં 25-30% ફેરાઇટ ધરાવતી રચના પ્રદાન કરે છે.
કાટ-પ્રતિરોધક સ્ટીલ્સ માટે, પ્રાથમિક ફેરાઇટની સામગ્રીમાં 15-25% વધારો થવાથી aસ્ટેનાઇટ કરતા ફેરાઇટમાં ક્રોમિયમની વધુ દ્રાવ્યતાને લીધે લાક્ષણિકતાઓમાં સુધારો થાય છે, જે ક્રોમિયમ સાથે સીમા સ્તરોના અવક્ષયને અટકાવે છે અને આંતરગ્રસ્ત કાટ માટે ઉચ્ચ પ્રતિકાર જાળવે છે. સાધારણતાના નાના માર્જિન અને 15% સુધીની નિકલ સામગ્રીવાળા ગરમી પ્રતિરોધક અને હીટ-રેઝિસ્ટન્ટ સ્ટીલ્સ માટે, 3-5% ફેરાઇટવાળી usસ્ટેનિટીક-ફેરીટીક રચના પ્રાપ્ત કરીને ગરમ તિરાડોની રોકથામ હાંસલ કરવામાં આવે છે. તાપમાનની રેન્જ 450-850 0 in માં તેમના સિગ્મેટાઇઝેશનને કારણે મોટી માત્રામાં ફેરાઇટ સાંધાના નોંધપાત્ર ઉચ્ચ તાપમાનના ભરત ભરવામાં પરિણમી શકે છે.
15% ની વધારે ધરાવતા .ંડા itસ્ટેનિટીક સ્ટીલ્સ પર વેલ્ડ્સની tenસ્ટેનિટીક-ફેરીટીક રચના પ્રાપ્ત કરવા માટે, ફેરીટ-રચના કરનારા તત્વો સાથે વધુ જોડાણની જરૂર પડશે, જે બરડ eutectics ના દેખાવને કારણે વેલ્ડ અને એમ્બર્ટિલેમેન્ટના પ્લાસ્ટિક ગુણધર્મોમાં ઘટાડો તરફ દોરી જશે, અને ક્યારેક તબક્કો. તેથી, સાંધામાં તેઓ ઝીણા વિભાજિત કાર્બાઇડ્સ અને ઇન્ટરમેટાલિક સંયોજનો અને સાંધાઓને મોલીબડેનમ, મેંગેનીઝ અને ટંગસ્ટનની વધેલી માત્રા સાથે, જે ગરમ તિરાડોની રચનાને દબાવતા હોય છે, સાથે એક સાદાત્મક માળખું મેળવવા માગે છે. મુખ્ય અને જમા થયેલ ધાતુઓમાં હાનિકારક (સલ્ફર, ફોસ્ફરસ) અને દારૂ (સીસા, ટીન, બિસ્મથ) અશુદ્ધિઓ, તેમજ વાયુઓ - ઓક્સિજન અને હાઇડ્રોજનની સામગ્રીને મર્યાદિત કરવી પણ જરૂરી છે. આ કરવા માટે, મોડ્સ લાગુ કરો કે જે વેલ્ડમાં બેઝ મેટલનું પ્રમાણ ઘટાડે છે, અને આ અશુદ્ધિઓની ઓછામાં ઓછી સામગ્રી સાથે સ્ટીલ અને વેલ્ડીંગ સામગ્રીનો ઉપયોગ કરો. તેથી, વેલ્ડીંગ વાયરના ઉત્પાદન માટે, વેક્યુમ ગલન સ્ટીલનો ઉપયોગ કરવો તે ઇચ્છનીય છે, ઇલેક્ટ્રોસ્લેગ રિમલ્ટિંગ અથવા રિફાઇનિંગ પછી: તે જ આધાર મેટલ પર લાગુ પડે છે. વેલ્ડીંગ તકનીકમાં વાયુઓ સાથે વેલ્ડ મેટલની ન્યૂનતમ સંતૃપ્તિની ખાતરી કરવી જોઈએ. સીધા વર્તમાન વેલ્ડીંગ માટે વિપરીત પોલેરિટીના ઉપયોગ દ્વારા આ સુવિધા આપવામાં આવી છે. કોટેડ ઇલેક્ટ્રોડ્સ સાથે મેન્યુઅલ વેલ્ડીંગ માટે, ટૂંકા આર્ક જાળવવો જોઈએ અને વેલ્ડીંગ ટ્રાંસવર્સ સ્પંદનો વિના હાથ ધરવા જોઈએ. ગેલ્સને shાલમાં વેલ્ડીંગ કરતી વખતે, હવાના લિકેજને રોકવા માટે, ઇલેક્ટ્રોડનો ટૂંકા ઓવરહેંગ જાળવવો અને શ્રેષ્ઠ વેલ્ડીંગ ગતિ અને andાલ ગેસ વપરાશને પસંદ કરવો જરૂરી છે.
એલોયિંગ એડિટિવ્સ તરીકે વધુ એલોય્ડ સ્ટીલ્સમાં એલ્યુમિનિયમ, સિલિકોન, ટાઇટેનિયમ, નિઓબિયમ, ક્રોમિયમ હોય છે, જે આયર્ન કરતા ઓક્સિજન પ્રત્યે વધારે લગાવ ધરાવે છે. વેલ્ડ ઝોનમાં oxક્સિડાઇઝિંગ વાતાવરણની હાજરીમાં, તેમનું નોંધપાત્ર બર્નઆઉટ શક્ય છે, જે સામગ્રીમાં ઘટાડો અથવા વેલ્ડ સ્ટ્રક્ચરમાં ફેરીટીક અને કાર્બાઇડ તબક્કાઓ સંપૂર્ણ રીતે અદૃશ્ય થઈ શકે છે, ખાસ કરીને ફેરીટાઇઝર્સની ઓછી માત્રાવાળી ધાતુમાં. તેથી, વેલ્ડીંગ માટે લો-સિલિકોન હાઇ-બેઝ ફ્લuxક્સ (ફ્લોરાઇડ) અને ઇલેક્ટ્રોડ કોટિંગ્સ (કેલ્શિયમ ફ્લોરાઇડ) નો ઉપયોગ કરવાની ભલામણ કરવામાં આવે છે. ટૂંકા આર્ક વેલ્ડીંગ અને એર સક્શન નિવારણ આ હેતુને પૂર્ણ કરે છે. નાઇટ્રોજન, એક મજબૂત aસ્ટેનિટાઈઝર છે, એક સાથે પ્રત્યાવર્તન નાઇટ્રાઇડના રૂપમાં સ્ફટિકીકરણ કેન્દ્રોને વધારીને રચનાના સુધારણામાં ફાળો આપે છે. તેથી, વેલ્ડ મેટલની નાઇટ્રાઇડિંગ તેમના તિરાડો પ્રત્યેનો પ્રતિકાર વધારે છે. હાઇ-બેઝ ફ્લuxક્સ અને સ્લેગ્સ, વેલ્ડ મેટલને રિફાઇન કરે છે અને કેટલીક વખત તેની સ્ટ્રક્ચરમાં ફેરફાર કરે છે, ગરમ તિરાડો સામે પ્રતિકાર વધે છે. યાંત્રિક વેલ્ડીંગ પદ્ધતિઓ, સીમની લંબાઈ સાથે બેઝ મેટલની સમાન પ્રવેશ અને થર્મલ વેલ્ડીંગ ચક્રની સ્થિરતા પ્રદાન કરે છે, વેલ્ડેડ સંયુક્તની સમગ્ર લંબાઈ સાથે વધુ સ્થિર રચના મેળવવાની મંજૂરી આપે છે.
ગરમ તિરાડોનો સામનો કરવા માટેનો એક મહત્વપૂર્ણ માપ એ વેલ્ડ પૂલના આકાર અને usસ્ટેનાઈટ સ્ફટિકોના વિકાસની દિશા બદલવા, તેમજ થર્મલ વેલ્ડીંગ ચક્ર, સંકોચન વિકૃતિઓ અને વેલ્ડેડ ધારને સુધારવા માટેની કઠોરતા (આકૃતિ 2) ને ઘટાડવાની તકનીકી પદ્ધતિઓનો ઉપયોગ છે. સ્તંભિક સ્ફટિકોની વૃદ્ધિની દિશા તરફ કાટખૂણે ટેન્સિલ દળોની ક્રિયા હેઠળ, ક્રેકીંગની સંભાવના વધે છે. પાતળા ઇલેક્ટ્રોડ વાયર સાથે વેલ્ડીંગની યાંત્રિક પદ્ધતિઓમાં, ઇલેક્ટ્રોડના ટ્રાંસવર્સ સ્પંદનો, વેલ્ડ ધાતુના સ્ફટિકીકરણની પદ્ધતિમાં ફેરફાર, વેલ્ડ મેટલની વલણને ગરમ તિરાડોમાં ઘટાડે છે. સંકોચન વિરૂપતાની ક્રિયાને ઘટાડવી એ વેલ્ડિંગ વર્તમાનને મર્યાદિત કરીને, નાના ક્રોસ-સેક્શનની સીમ સાથે ખાંચો ભરીને, અને અનુરૂપ રચનાઓના ગ્રુવ્સનો ઉપયોગ કરીને પ્રાપ્ત થાય છે. જ્યારે આર્ક તૂટે ત્યારે ક્રેટરની સારી સીલ દ્વારા પણ આ સુવિધા આપવામાં આવે છે.

આકૃતિ 2. વેલ્ડ મેટલ પ્રકાર HYUN65M23 ની તકનીકી તાકાત પર વેલ્ડીંગ ગુણાંકનો પ્રભાવ
વેલ્ડિંગ ઉચ્ચ-એલોય સ્ટીલ્સ અને એલોયની સૂચિબદ્ધ સામાન્ય સુવિધાઓ ઉપરાંત, તેમના સત્તાવાર હેતુ દ્વારા નિર્ધારિત સુવિધાઓ છે. જ્યારે વેલ્ડિંગ હીટ-રેઝિસ્ટન્ટ અને હીટ-રેઝિસ્ટન્ટ સ્ટીલ્સ હોય છે, ત્યારે ઘણા કિસ્સાઓમાં જરૂરી ગુણધર્મો 1050-100 0 at પર હીટ ટ્રીટમેન્ટ (ઓસ્ટેનાઇઝેશન) દ્વારા સુનિશ્ચિત કરવામાં આવે છે, જે અવશેષ વેલ્ડીંગના તાણને દૂર કરે છે, ત્યારબાદ 750-800 0 at પર ટેમ્પરને સ્થિર કરે છે. જો ગરમીની સારવાર અશક્ય છે, તો વેલ્ડીંગ કેટલીકવાર પ્રારંભિક અથવા તે સાથે કરવામાં આવે છે. સહવર્તી ગરમી 350-400 0 સે. કાર્બાઇડ્સના નિર્માણને કારણે સાંધાઓની અતિશય ભરતીને સંયુક્તમાં કાર્બનની સામગ્રીમાં ઘટાડો થતાં અટકાવવામાં આવે છે. આધારની ધાતુની રચનામાં સમાન વેલ્ડ મેટલ મેળવીને જરૂરી ગરમી પ્રતિકાર પ્રદાન કરવામાં આવે છે. સામાન્ય પ્રવાહી કાટ પ્રત્યે પ્રતિરોધક વેલ્ડ્સ માટે તે જ જરૂરી છે.
જ્યારે વેલ્ડિંગ સ્ટેઈનલેસ સ્ટીલ્સ અલગ રસ્તાઓ આંતરગ્રસ્ત કાટ અટકાવવા માટે, વેલ્ડીંગ મટિરિયલ્સ (વાયરના ગ્રેફાઇટ લ્યુબ્રિકેશન વગેરે) ના દૂષિતતાને કારણે અને વેલ્ડ મેટલની તીવ્ર તાપમાનની શ્રેણીમાં લાંબા સમય સુધી અને વારંવાર રોકાણને કારણે વેલ્ડ મેટલમાં વધતા કાર્બનને મંજૂરી આપવી જોઈએ નહીં. તેથી, વેલ્ડિંગની સુસંગતતા સુનિશ્ચિત કરતી યાંત્રિક પદ્ધતિઓનો ઉપયોગ કરીને, સૌથી નીચા હીટ ઇનપુટ પર વેલ્ડીંગ કરવું આવશ્યક છે. મેન્યુઅલ વેલ્ડીંગ દરમિયાન વારંવાર આર્ક ઉત્તેજના, મેટલ પર અનિચ્છનીય થર્મલ અસર પ્રદાન કરવાથી તેની વૃત્તિ કાટ તરફ દોરી શકે છે. આક્રમક વાતાવરણનો સામનો કરી રહેલી સીમ, જો શક્ય હોય તો, પાછું વેલ્ડિંગ કરવું જોઈએ, ફરીથી ગરમી અટકાવવા માટે, અને મલ્ટિલેયર સીમમાં અનુગામી સીમ બનાવવી જોઈએ પછીની સાવ સંપૂર્ણપણે ઠંડુ થઈ જાય અને સીમની ઠંડકને વેગ આપવા માટે પગલાં લેવા જોઈએ. બેઝ મેટલની સપાટી પર પડતા સ્પ્રે બાદમાં કાટનું કેન્દ્ર બની શકે છે અને તેને ધાતુની સપાટીથી કાળજીપૂર્વક દૂર કરવું આવશ્યક છે, વેલ્ડ્સ, તેમજ સ્લેગ અને ફ્લક્સના અવશેષો, જે, ઓપરેશન દરમિયાન ધાતુ સાથે ક્રિયાપ્રતિક્રિયા કરે છે, કાટ અથવા સ્થાનિક ગરમી પ્રતિકારમાં ઘટાડો તરફ દોરી શકે છે. વેલ્ડીંગ દરમિયાન, વેલ્ડ્સના ઇન્ટરગ્રેન્યુલર કાટ પ્રત્યે પ્રતિકાર વધારવા માટે વેલ્ડ ધાતુમાં usસ્ટેનિટીક-ફેરીટીક રચનાની રચના ટાઇટેનિયમ અથવા નિઓબિયમ સાથે એલોય કરીને પ્રાપ્ત થાય છે. જો કે, ટાઇટેનિયમ, જે oxygenક્સિજન માટે affંચી લાગણી ધરાવે છે, તે વેલ્ડીંગ ઝોનમાં 70-90% (જાતે આર્ક વેલ્ડીંગ માટે, એસિડ ફ્લક્સ હેઠળ વેલ્ડીંગ માટે) બળી જાય છે. તેથી, જ્યારે ફ્લોરાઇડ ફ્લesક્સનો ઉપયોગ કરીને નિષ્ક્રિય શિલ્ડિંગ વાયુઓમાં, આર્ક અને ઇલેક્ટ્રોસ્લેગ વેલ્ડીંગમાં વેલ્ડિંગ કરવામાં આવે ત્યારે ટાઇટેનિયમ સાથે વેલ્ડ્સનું જોડાણ શક્ય છે. વેલ્ડ ધાતુમાં ટાઇટેનિયમની સામગ્રી ટી / સી ≥ ના ગુણોત્તરને અનુરૂપ હોવી જોઈએ. નિઓબિયમ વેલ્ડીંગ દરમિયાન નોંધપાત્ર રીતે ઓછું ઓક્સિડાઇઝ કરે છે અને તેથી ઘણીવાર મેન્યુઅલ આર્ક વેલ્ડીંગમાં વેલ્ડને એલોય કરવા માટે વપરાય છે. વેલ્ડ ધાતુમાં તેની સામગ્રી એનબી \u003c/ સી\u003e 10 ના ગુણોત્તરને અનુરૂપ હોવી જોઈએ. જો કે, તે વેલ્ડ્સમાં ગરમ \u200b\u200bતિરાડો દેખાઈ શકે છે.
મેન્યુઅલ આર્ક વેલ્ડીંગ
વેલ્ડીંગ usસ્ટેનિટીક સ્ટીલ્સની મુખ્ય લાક્ષણિકતા એ છે કે વિવિધ પ્રકારના વેલ્ડેડ સાંધા માટે વેલ્ડ ધાતુની આવશ્યક રાસાયણિક રચના પ્રદાન કરવી અને અવકાશી જોગવાઈઓ બેઝ મેટલની ઘૂંસપેંઠની depthંડાઈ અને જમા થતી ધાતુની માત્રામાં ફેરફારને ધ્યાનમાં લેતા વેલ્ડીંગ. આ સંયુક્તમાં ફેરાઇટની આવશ્યક સામગ્રીની ખાતરી કરવા અને અટકાવવા માટે કોટિંગની રચનાને સમાયોજિત કરવા માટે જરૂરી બનાવે છે, તેથી, સંયુક્તમાં ગરમ \u200b\u200bતિરાડોની રચના, તેમજ સાંધાના જરૂરી ગરમી પ્રતિકાર અને કાટ પ્રતિકાર પ્રાપ્ત કરવા માટે. કેલ્શિયમ ફ્લોરાઇડ (મુખ્ય) કોટિંગવાળા ઇલેક્ટ્રોડ્સનો ઉપયોગ અને ઇલેક્ટ્રોડના ટ્રાંસવર્સ સ્પંદનો વગર ટૂંકા ચાપની જાળવણી જરૂરી રાસાયણિક રચના અને રચનાઓ સાથે વેલ્ડ મેટલના ઉત્પાદનમાં ફાળો આપે છે અને એલોયિંગ તત્વોના બર્નિંગને ઘટાડવા માટે. બાદમાં સ્પ્રેના સંલગ્નતાના પરિણામે બેઝ મેટલની સપાટી પર ખામીની રચનાની સંભાવનાને પણ ઘટાડે છે.
ઇલેક્ટ્રોડ કોટિંગનો પ્રકાર રિવર્સ પોલેરિટીના સીધા વર્તમાનનો ઉપયોગ કરવાની જરૂરિયાત નક્કી કરે છે, જેનું મૂલ્ય સોંપેલ છે જેથી ઇલેક્ટ્રોડના વ્યાસ સાથે તેનું ગુણોત્તર 25-30 એ / મીમી કરતા વધુ ન હોય. ટોચમર્યાદા અને icalભી સ્થિતિમાં, નીચા વેલ્ડીંગ પોઝિશન માટે પસંદ કરેલી વર્તમાનની તુલનામાં વેલ્ડીંગ વર્તમાનમાં 10-30% ઘટાડો થયો છે.
કોટેડ ઇલેક્ટ્રોડ્સ સાથે વેલ્ડિંગને ફિલામેન્ટ સીમ સાથે કરવા અને ગરમ તિરાડો સામે પ્રતિકાર વધારવા માટે, 3 મીમીના વ્યાસવાળા ઇલેક્ટ્રોડ્સનો ઉપયોગ કરવાની ભલામણ કરવામાં આવે છે. બધા કેસોમાં, બેઝ મેટલની ઓછામાં ઓછી ઘૂંસપેંઠ સુનિશ્ચિત થવી જોઈએ. વેલ્ડીંગ પહેલાં, સાંધામાં હાઇડ્રોજન અને તિરાડોને કારણે થતાં છિદ્રોની રચનાની સંભાવનાને ઘટાડવા માટે, ઇલેક્ટ્રોડ્સને 1-1.5 કલાક માટે 250-400 0 સે પર ગણતરી કરવી જોઈએ.
ખાસ ગુણધર્મોવાળા ઉચ્ચ એલોય સ્ટીલ્સ વેલ્ડિંગ માટેના ઇલેક્ટ્રોડ્સનો પ્રકાર GOST 10052-75 દ્વારા નક્કી કરવામાં આવે છે. પરિમાણો અને સામાન્ય તકનીકી આવશ્યકતાઓ GOST 9466-75 દ્વારા નિયમન કરવામાં આવે છે.
ડૂબી આર્ક વેલ્ડીંગ
રાસાયણિક અને પેટ્રોકેમિકલ ઉપકરણોના ઉત્પાદનમાં 3-50 મીમીની જાડાઈવાળા ઉચ્ચ-એલોય સ્ટીલ્સને વેલ્ડિંગ માટેની મુખ્ય પ્રક્રિયાઓમાં ડૂબી આર્ક વેલ્ડીંગ એક છે. કોટેડ ઇલેક્ટ્રોડ્સ સાથે મેન્યુઅલ આર્ક વેલ્ડીંગની ઉપરની આ પદ્ધતિનો મુખ્ય ફાયદો ધાર સાથે અને વગર કાપતી વખતે વેલ્ડની સમગ્ર લંબાઈ સાથે ધાતુની રચના અને ગુણધર્મોની સ્થિરતા છે. ઇલેક્ટ્રોડ્સ બદલાતી વખતે રચાયેલી રચના વગર કોઈપણ લંબાઈના વેલ્ડ મેળવવાની શક્યતા, વેલ્ડની લંબાઈ સાથે ઇલેક્ટ્રોડ વાયર અને બેઝ મેટલની સમાન ગલન, અને વાતાવરણીય ઓક્સિજનવાળા એલોયિંગ ઘટકોના ઓક્સિડેશનથી વેલ્ડીંગ ઝોનનું વધુ વિશ્વસનીય રક્ષણ દ્વારા ખાતરી કરવામાં આવે છે. નાના પાયે અને આધાર ધાતુમાં સરળ સંક્રમણ સાથે વેલ્ડ્સની સપાટીની સારી રચના, ઉત્પાદનની સપાટી પર છાંટવાની ગેરહાજરી, વેલ્ડેડ સાંધાના કાટ પ્રતિકારને નોંધપાત્ર રીતે વધારે છે. પ્રારંભિક કાર્યની જટિલતા ઓછી થઈ છે, કારણ કે ધાર મેટલ પર કાપવામાં આવે છે તેની જાડાઈ 12 મીમી કરતા વધુ હોય છે (મેન્યુઅલ વેલ્ડીંગ માટે - 3-5 મીમીની જાડાઈવાળા મેટલ પર). વધેલા ગાબડા સાથે અને 30-40 મીમી સુધીની જાડાઈ સાથે સ્ટીલની ધાર કાપ્યા વિના વેલ્ડિંગ શક્ય છે. ઇલેક્ટ્રોડ્સના કચરાના નુકસાન, છૂટાછવાયા અને કાઇન્ડરને 10-20% ઘટાડવાથી ખર્ચાળ વેલ્ડીંગ વાયરનો વપરાશ ઓછો થાય છે.
ઉચ્ચ એલોય સ્ટીલ્સ અને એલોયની તકનીક અને વેલ્ડીંગ મોડ્સમાં સામાન્ય નીચા એલોય સ્ટીલ્સની વેલ્ડીંગની તુલનામાં ઘણી સુવિધાઓ છે. ધાતુના ઓવરહિટીંગ અને બંધારણના સંકળાયેલ વિસ્તરણને રોકવા માટે, તિરાડોની સંભાવના અને વેલ્ડેડ સંયુક્તની ઓપરેશનલ ગુણધર્મોને ઘટાડવા, તેને નાના ક્રોસ-સેક્શન સાથે વેલ્ડ કરવાની ભલામણ કરવામાં આવે છે. આ mm- 2-3 મીમીના વ્યાસ સાથે વેલ્ડીંગ વાયરનો ઉપયોગ તરફ દોરી જાય છે, અને usસ્ટેનિટીક સ્ટીલ્સના ઉચ્ચ વિદ્યુત પ્રતિકારને ધ્યાનમાં લેતા, ઇલેક્ટ્રોડ આઉટબર્સ્ટને 1.5-2 વખત ઘટાડવાની જરૂરિયાત ધ્યાનમાં લે છે. ઉત્પાદન પ્રક્રિયા દરમિયાન usસ્ટેનિટીક વેલ્ડીંગ વાયર ખૂબ સખત અને કઠોર હોય છે, જે વેલ્ડિંગ પ્લાન્ટ્સના યોગ્ય, ફીડ અને વર્તમાન-સપ્લાય નોડ્સના કાર્યને જટિલ બનાવે છે, તેમની સેવા જીવન ઘટાડે છે.
સીમ પ્રવાહ અથવા વાયર દ્વારા એલોય કરવામાં આવે છે. બાદની પદ્ધતિ વધુ પ્રાધાન્યક્ષમ છે, કારણ કે તે વેલ્ડ મેટલની રચનામાં વધારો સ્થિરતા પ્રદાન કરે છે. Usસ્ટેનિટીક સ્ટીલ્સ અને એલોય્સના ડૂબી આર્ક વેલ્ડીંગ માટે GOST 2246-70 અને વિભાગીય અનુસાર ઉત્પાદિત વેલ્ડીંગ વાયરનો ઉપયોગ તકનીકી શરતો, અને લો-સિલિકોન ફ્લોરાઇડ અને અત્યંત મૂળભૂત ફ્લોરાઇડ મુક્ત ફ્લક્સ જે વેલ્ડ ઝોનમાં નોન-ઓક્સિડાઇઝિંગ અથવા લો-ઓક્સિડાઇઝિંગ વાતાવરણ બનાવે છે, એલોયિંગ તત્વોના ઓછામાં ઓછા બર્નિંગમાં ફાળો આપે છે. કાટ-પ્રતિરોધક સ્ટીલ્સ માટે વપરાયેલા પ્રવાહમાં, કાર્બનને નિયંત્રિત કરવું જરૂરી છે, જેની સામગ્રી 0.1-0.2% કરતા વધારે ન હોવી જોઈએ. લો-સિલિકોન ફ્લuxક્સ એએન -26, 48--ફ-યુ અને એએનએફ -14 નો ઉપયોગ મોટા પ્રમાણમાં વેલ્ડિંગ કોરોસિવ સ્ટીલ્સ માટે થાય છે.
લો-સિલિકોન ફ્લ 08ક્સ એએન -26, એએનએફ -14 અને 48--ફ -10 હેઠળ 08Kh25N13BTYu- પ્રકારની usસ્ટેનિટીક-ફેરીટીક વાયરથી હીટ-રેઝિસ્ટન્ટ સ્ટીલ્સ વેલ્ડિંગ કરવામાં આવે છે. જ્યારે સરળતાથી oxક્સિડેઝિબલ તત્વો (એલ્યુમિનિયમ, ટાઇટેનિયમ, બોરોન, વગેરે) ધરાવતા સ્થિર usસ્ટેનિટીક વાયર અને વાયર સાથે વેલ્ડીંગ કરવામાં આવે છે, ત્યારે તટસ્થ ફ્લોરાઇડ ફ્લuxક્સ એએનએફ -5, 48--ફ-યુનો ઉપયોગ થાય છે. Usસ્ટેનિટીક સાંધામાં ગરમ \u200b\u200bતિરાડો સામે પ્રતિકારની ખાતરી કરવા માટે, ફ્લોરાઇડ બોરોન ફ્લક્સ એએનએફ -22 નો ઉપયોગ કરવાની ભલામણ કરવામાં આવે છે.
ફ્લોરાઇડ ફ્લuxક્સ હેઠળ વેલ્ડીંગ એ રિવર્સ પોલેરિટીના સીધા વર્તમાન સાથે કરવામાં આવે છે, અને સીધા ધ્રુવીકરણના સીધા વર્તમાન સાથે અત્યંત મૂળભૂત ફ્લોરાઇડ મુક્ત ફ્લuxક્સ હેઠળ. તદુપરાંત, કાર્બન સ્ટીલ્સ પરની સમાન ઘૂંસપેંઠની depthંડાઈ મેળવવા માટે, વેલ્ડીંગ વર્તમાનને 10-30% ઘટાડવી જોઈએ. વેલ્ડ્સમાં છિદ્રોની રચનાની સંભાવનાને ઘટાડવા માટે, allંચી એલોય સ્ટીલ્સ માટેના પ્રવાહને 1-2 કલાક માટે 500-900 0 સે વેલ્ડિંગ પહેલાં તરત જ ગણતરી કરવી આવશ્યક છે વેલ્ડ સપાટી પર સ્લેગ અને પ્રવાહના અવશેષો કાળજીપૂર્વક દૂર કરવા જોઈએ.
ઉચ્ચ એલોય વાયર સાથે સંયોજનમાં ડૂબી આર્ક વેલ્ડીંગ, વેલ્ડેડ સાંધાઓની આવશ્યક ગુણધર્મો પૂરી પાડે છે.
ઇલેક્ટ્રોસ્લેગ વેલ્ડીંગ
ગરમ તિરાડોની રચના પ્રત્યેની ઓછી સંવેદનશીલતા, જે તિરાડો વિના usસ્ટેનિટીક વેલ્ડ્સ મેળવવાની મંજૂરી આપે છે, તે ઇલેક્ટ્રોસ્લેગ વેલ્ડીંગની લાક્ષણિકતાઓ દ્વારા સમજાવવામાં આવે છે: હીટ સ્ત્રોતની ઓછી ગતિ, વેલ્ડ પૂલની ધાતુના સ્ફટિકીકરણની પ્રકૃતિ અને તેની ગેરહાજરી. કુંદો સાંધા મોટા કોણીય વિકૃતિઓ. જો કે, 1200-1250 0 at પર ધાતુની લાંબી અવધિ, તેના બંધારણમાં બદલી ન શકાય તેવા પરિવર્તન તરફ દોરી જાય છે, તે ગરમીથી અસરગ્રસ્ત ઝોનની તાકાત અને પ્લાસ્ટિક ગુણધર્મોને ઘટાડે છે, જે હીટ ટ્રીટમેન્ટ અથવા એલિવેટેડ તાપમાને operationપરેશન દરમિયાન હીટ-રેઝિસ્ટન્ટ સ્ટીલ્સના વેલ્ડેડ સાંધાના સ્થાનિક (ગરમીથી અસરગ્રસ્ત) ફ્રેક્ચરમાં વલણ વધારે છે. જ્યારે વેલ્ડિંગ કાટ-પ્રતિરોધક સ્ટીલ્સ, ગરમીથી અસરગ્રસ્ત ઝોનમાં સ્ટીલને વધુ ગરમ કરવાથી છરીના કાટનું કારણ બની શકે છે, તેથી, વેલ્ડેડ ઉત્પાદનો (સખ્તાઇ અથવા સ્થિર થવું) ની હીટ ટ્રીટમેન્ટ થવી જોઈએ.
કાટ પ્રતિરોધક સ્ટીલ્સના ઇલેક્ટ્રોસ્લેગ વેલ્ડીંગ માટે, ફ્લક્સ એએનએફ -6, એએનએફ -7, એએનએફ -8, 48-ઓફ -6, એએનએફ -14 અને અન્યનો ઉપયોગ કરો અને ગરમી-પ્રતિરોધક સ્ટીલ્સ માટે ફ્લક્સ એએનએફ-એસ, એએનએફ -7, એએનએફ -8 નો ઉપયોગ કરો. અને અત્યંત મૂળભૂત એએન -292. જ્યારે એક્સ 25 એચ 13 પ્રકારનાં બે-તબક્કાના વેલ્ડિંગ સાથે ગરમી-પ્રતિરોધક સ્ટીલ્સનો ઉપયોગ થાય છે, ત્યારે લો-સિલિકોન ફ્લક્સ એએનએફ -14 અને એએન -26 નો ઉપયોગ કરી શકાય છે. Nonન-idક્સિડાઇઝિંગ ફ્લોરાઇડ ફ્લ especiallyક્સનો ઉપયોગ, ખાસ કરીને જ્યારે વેલ્ડિંગ હીટ-રેઝિસ્ટન્ટ સ્ટીલ્સ અને એલોય્સ, સ્લેગ બાથની સપાટી દ્વારા હવાના oxygenક્સિજનના પ્રવેશને પરિણામે સરળતાથી oxક્સિડાઇઝિંગ એલોયિંગ તત્વો (ટાઇટેનિયમ; મેંગેનીઝ, વગેરે) ના બર્નિંગની ખાતરી આપતું નથી; આનાથી કેટલાક કિસ્સાઓમાં તે સ્લેગ બાથની સપાટીને આર્ગોનથી ફૂંકીને સુરક્ષિત કરવું જરૂરી બને છે.
ઇલેક્ટ્રોસ્લેગ વેલ્ડીંગ 3 મીમીના વ્યાસ સાથે વાયર અથવા પ્લેટ ઇલેક્ટ્રોડ્સ સાથે 620 મીમીની જાડાઈ સાથે કરી શકાય છે. નાની લંબાઈની સીમ સાથે મોટી જાડાઈના ઉત્પાદનો પ્લેટ ઇલેક્ટ્રોડ સાથે વેલ્ડ કરવા માટે વધુ યોગ્ય છે. વાયર કરતાં પ્લેટ ઇલેક્ટ્રોડ ઉત્પન્ન કરવું સરળ છે, પરંતુ વાયર વેલ્ડિંગ મેટલ બાથના આકાર અને સીમના સ્ફટિકીકરણની પ્રકૃતિને બદલવાની ક્ષમતા પૂરી પાડે છે, જે ગરમ તિરાડો વગર સીમના ઉત્પાદનમાં ફાળો આપે છે. જો કે, વેલ્ડીંગ વાયરની કઠોરતા વેલ્ડીંગ સાધનોના વર્તમાન સપ્લાય અને ફીડિંગ ગાંઠોની લાંબી અને વિશ્વસનીય કામગીરીને જટિલ બનાવે છે.
શિલ્ડ ગેસ વેલ્ડીંગ
નિષ્ક્રિય વાયુઓ (આર્ગોન, હિલીયમ) અને સક્રિય વાયુઓ (કાર્બન ડાયોક્સાઇડ, નાઇટ્રોજન), તેમજ નિષ્ક્રિય અથવા સક્રિય વાયુઓના વિવિધ મિશ્રણો અને સક્રિય વાયુઓ સાથેના નિષ્ક્રિય વાયુઓનો ઉપયોગ રક્ષણાત્મક તરીકે થાય છે.
શિલ્ડ ગેસ વેલ્ડીંગનો ઉપયોગ વિવિધ જાડાઈ (દસમાથી દસ મિલીમીટર સુધીની) સામગ્રીમાં જોડાવા માટે થઈ શકે છે. વિવિધ થર્મોફિઝિકલ ગુણધર્મો અને તેમના મિશ્રણો સાથે ગેલ્ડ્સને શિલ્ડ કરવાનો ઉપયોગ ચાપની થર્મલ કાર્યક્ષમતા અને વેલ્ડેડ ધારમાં ગરમી દાખલ કરવાની શરતોમાં ફેરફાર કરે છે અને વેલ્ડીંગ પ્રક્રિયાની તકનીકી ક્ષમતાઓને વિસ્તૃત કરે છે. જ્યારે નિષ્ક્રિય વાયુઓમાં વેલ્ડીંગ થાય છે, ત્યારે ચાપની સ્થિરતા વધે છે અને એલોયિંગ તત્વોના ધૂમ્રપાનમાં ઘટાડો થાય છે, જે allંચા એલોય સ્ટીલ્સને વેલ્ડ કરતી વખતે મહત્વપૂર્ણ છે. વેલ્ડિંગ મેટલની નિર્દિષ્ટ રાસાયણિક રચના વેલ્ડિંગ (ફિલર) વાયરની રચના બદલીને અને વેલ્ડની રચનામાં બેઝ મેટલની ભાગીદારી દ્વારા મેળવી શકાય છે, જ્યારે બેઝ અને ઇલેક્ટ્રોડ ધાતુઓની રચનાઓ નોંધપાત્ર રીતે અલગ હોય છે, અથવા ઉપભોક્તા ઇલેક્ટ્રોડ સાથે વેલ્ડીંગ કરતી વખતે રક્ષણાત્મક વાતાવરણની રચનામાં નોંધપાત્ર ફેરફારને લીધે ધાતુકીય ક્રિયાપ્રતિક્રિયાઓની પ્રકૃતિ બદલીને મેળવી શકાય છે. . શિલ્ડિંગ ગેસ વાતાવરણમાં વેલ્ડીંગ વિવિધ અવકાશી સ્થિતિમાં વેલ્ડ્સની રચના પૂરી પાડે છે, જે કોટેડ ઇલેક્ટ્રોડ્સ સાથે મેન્યુઅલ આર્ક વેલ્ડીંગને બદલે આ પદ્ધતિનો ઉપયોગ કરવાની મંજૂરી આપે છે.
જડ વાયુઓમાં usસ્ટેનિટીક સ્ટીલ્સનું વેલ્ડિંગ બિન-વપરાશમાં લેવા યોગ્ય (ટંગસ્ટન) અથવા ઉપભોજ્ય ઇલેક્ટ્રોડ દ્વારા કરવામાં આવે છે.
ટંગસ્ટન ઇલેક્ટ્રોડ સાથે વેલ્ડીંગ એ GOST 10157 અને હિલીયમ અથવા તેમના મિશ્રણો અનુસાર આર્ગોનમાં કરવામાં આવે છે અને સામાન્ય રીતે 5-7 મીમી જાડા સુધીની સામગ્રી માટે વપરાય છે. જો કે, કેટલાક કિસ્સાઓમાં, જેમ કે વેલ્ડીંગ નિશ્ચિત સાંધા પાઈપોનો ઉપયોગ વિશાળ દિવાલની જાડાઈ (100 મીમી અથવા વધુ સુધી) સાથે પણ થાય છે. નિર્ણાયક જાડા-દિવાલોવાળા ઉત્પાદનોના નિર્માણ દરમિયાન કાપવા માટે રુટ સાંધાને વેલ્ડીંગ માટે આ પદ્ધતિને લાગુ કરવી પણ જરૂરી છે.
વેલ્ડેડ સંયુક્તની જાડાઈ અને ડિઝાઇનના આધારે, ટંગસ્ટન ઇલેક્ટ્રોડ સાથે વેલ્ડીંગ પૂરક સામગ્રી સાથે અથવા વગર હાથ ધરવામાં આવે છે. પ્રક્રિયા ખાસ બર્નરનો ઉપયોગ કરીને અથવા આપમેળે સીધી ધ્રુવીયતાના સીધા વર્તમાન સાથે હાથ ધરવામાં આવે છે. અપવાદ એ સ્ટીલ અને alંચી એલ્યુમિનિયમ સામગ્રીવાળા એલોય છે, જ્યારે એલ્યુમિનિયમથી સમૃદ્ધ oxક્સાઈડ્સની સપાટીની ફિલ્મને નષ્ટ કરવા માટે વૈકલ્પિક વર્તમાનનો ઉપયોગ કરવો જોઈએ.
વેલ્ડિંગ બર્નિંગ અથવા પલ્સ કરેલા આર્ક દ્વારા સતત કરી શકાય છે. પલ્સ આર્ક ગરમીથી અસરગ્રસ્ત ઝોનની લંબાઈ અને વેલ્ડેડ ધારની લંબાઈ ઘટાડે છે, અને નાની જાડાઈની સામગ્રી પર સીમની સારી રચનાની ખાતરી પણ કરે છે. આ વેલ્ડીંગ પદ્ધતિથી વેલ્ડ પૂલમાં ધાતુઓના સ્ફટિકીકરણની સુવિધાઓ માળખાના અસંગતતામાં ફાળો આપે છે, જે ગરમ તિરાડોની સંભાવનાને ઘટાડે છે, પરંતુ ગરમીથી પ્રભાવિત આંસુઓની રચનામાં ફાળો આપી શકે છે. વેલ્ડ રુટના રક્ષણ અને રચનામાં સુધારો કરવા માટે, ગેસ ઇન્જેક્શનનો ઉપયોગ કરવામાં આવે છે, અને જ્યારે વધેલી જાડાઈના ધાતુ પર વેલ્ડિંગ રુટ વેલ્ડ્સનો ઉપયોગ થાય છે, ત્યારે ખાસ પીગળેલા ઇન્સર્ટ્સનો ઉપયોગ પણ થાય છે. જ્યારે ડૂબી ચાપ દ્વારા નિષ્ક્રિય વાયુઓમાં ટંગસ્ટન ઇલેક્ટ્રોડ સાથે વેલ્ડીંગ થાય છે, ત્યારે પીગળેલા આધાર ધાતુમાં જતા ગરમીના અપૂર્ણાંકમાં વધારો, ધાર કાપ્યા વિના, એક પાસમાં વધેલી જાડાઈના ધાતુને વેલ્ડ કરવાની મંજૂરી આપે છે. જો કે, ગરમીથી પ્રભાવિત ઝોન વિસ્તરિત થાય છે, અને ધાતુના ઓવરહિટીંગનો ભય છે.
ઉચ્ચ એલોય સ્ટીલ્સ પ્લાઝ્મા વેલ્ડેડ છે. આ પધ્ધતિના ફાયદા એ છે કે અત્યંત ઓછી શિલ્ડિંગ ગેસનો વપરાશ, વિવિધ વિભાગો (ગોળાકાર, લંબચોરસ, વગેરે) ના પ્લાઝ્મા જેટ મેળવવાની સંભાવના અને પ્લાઝ્મા મશાલથી ઉત્પાદનમાં અંતર બદલવું. પ્લાઝ્મા વેલ્ડીંગનો ઉપયોગ શીટ સામગ્રી અને મેટલ માટે 12 મીમી સુધીની જાડા બંને માટે થઈ શકે છે. વધુ જાડાઈવાળા સ્ટીલ્સમાં જોડાવા માટે તેનો ઉપયોગ સાંધામાં અન્ડરકટ્સની રચનાની શક્યતા દ્વારા અવરોધાય છે.
વપરાશ યોગ્ય ઇલેક્ટ્રોડ સાથે વેલ્ડીંગ એ નિષ્ક્રિય તેમજ સક્રિય વાયુઓ અથવા વાયુઓના મિશ્રણમાં કરવામાં આવે છે. જ્યારે સરળતાથી oxક્સિડેઝિબલ તત્વો (એલ્યુમિનિયમ, ટાઇટેનિયમ, વગેરે) ધરાવતા ઉચ્ચ-એલોય સ્ટીલ્સ વેલ્ડિંગ કરવામાં આવે છે, ત્યારે નિષ્ક્રિય વાયુઓ, મુખ્યત્વે આર્ગોનનો ઉપયોગ કરવો જોઈએ અને પ્રક્રિયા વર્તમાન ઘનતા પર થવી જોઈએ જે ઇલેક્ટ્રોડ મેટલના જેટ પરિવહનને સુનિશ્ચિત કરે છે. જેટ ટ્રાન્સફર દરમિયાન, આર્કમાં stabilityંચી સ્થિરતા હોય છે, અને ધાતુની છીંકણી વર્ચ્યુઅલ રીતે નાબૂદ કરવામાં આવે છે, જે વિવિધ અવકાશી સ્થિતિમાં વેલ્ડ્સની રચના માટે અને કાટ-પ્રતિરોધક અને ગરમી-પ્રતિરોધક સ્ટીલ્સના વેલ્ડીંગ દરમિયાન છૂટાછવાયા સાથે સંકળાયેલા કાટ કેન્દ્રોને દૂર કરવા માટે મહત્વપૂર્ણ છે. જો કે, જેટ ટ્રાન્સફર એ જટિલ કરતા વધારે પ્રવાહો પર શક્ય છે, જ્યાં શીટ મેટલના વેલ્ડીંગ દરમિયાન બર્નઆઉટ થઈ શકે છે. Gon- 3% ઓ 2 અને 15-20% સીઓ 2 માં આર્ગોનનો સમાવેશ કરવો એ નિર્ણાયક પ્રવાહને ઘટાડે છે, જ્યારે આર્ક ઝોનમાં ઓક્સિડાઇઝિંગ વાતાવરણની રચના હાઈડ્રોજનને લીધે છિદ્રો બનાવવાની સંભાવનાને ઘટાડે છે. જો કે, જ્યારે સૂચવેલ ગેસ મિશ્રણોમાં વેલ્ડીંગ થાય છે, ત્યારે એલોયિંગ તત્વોના ધૂમ્રપાન વધે છે, અને જ્યારે કાર્બન ડાયોક્સાઇડ ઉમેરવામાં આવે છે, ત્યારે વેલ્ડ ધાતુને કાર્બ્યુરાઇઝ કરવું શક્ય છે. આર્ગોનમાં 5-10% એન ઉમેરીને, વેલ્ડ ધાતુમાં તેની સામગ્રી વધારી શકાય છે. નાઇટ્રોજન એક મજબૂત usસ્ટેનિટાઈઝર છે, અને આમ વેલ્ડ મેટલની રચના બદલી શકાય છે. વેલ્ડીંગ usસ્ટેનિટીક સ્ટીલ્સ માટે, આર્ગોનમાં ઉપભોક્તા ઇલેક્ટ્રોડ સાથે ઓક્સિજન અને કાર્બન ડાયોક્સાઇડ સાથે મિશ્રિત ઇલેક્ટ્રોડ સાથે સ્પંદિત-આર્ક વેલ્ડીંગનો ઉપયોગ કરવામાં આવે છે, જે વર્તમાન પલ્સ પસાર થવા દરમિયાન નાની જાડાઈ અને મેટલના જેટ ટ્રાન્સફરનું જોડાણ પૂરું પાડે છે. તે જ સમયે, પલ્સ-આર્ક વેલ્ડીંગ વેલ્ડ સ્ટ્રક્ચરના ગ્રાઇન્ડીંગ અને ગરમીથી અસરગ્રસ્ત ઝોનના ઓવરહિટીંગમાં ઘટાડોનું કારણ બને છે, જે ક્રેકીંગ સામે વેલ્ડેડ સંયુક્તનો પ્રતિકાર વધારે છે.
જ્યારે કાર્બન ડાયોક્સાઇડ નીચા કાર્બન ઉચ્ચ એલોય સ્ટીલ્સમાં વેલ્ડિંગ જ્યારે નીચા કાર્બન વેલ્ડીંગ વાયરનો ઉપયોગ કરવામાં આવે છે, ત્યારે પ્રારંભિક કાર્બન સાંદ્રતા 0.07% કરતા ઓછાના વાયરમાં હોય છે, જ્યારે વેલ્ડ ધાતુમાં કાર્બનનું પ્રમાણ 0.08-0.12% સુધી વધે છે. ઇન્ટરગ્રેન્યુલર કાટ તરફ વેલ્ડ મેટલના પ્રતિકારને ઝડપથી ઘટાડવા માટે આ પૂરતું છે. જો કે, રચનામાં કાર્બાઇડ તબક્કાની માત્રામાં વધારો થવાને કારણે ઉત્સાહી કાર્બાઇડ ફોર્મર્સ (ટાઇટેનિયમ, નિઓબિયમ) સાથેના કેટલાક કિસ્સાઓમાં વેલ્ડ ધાતુના કાર્બ્યુરાઇઝેશનથી ગરમી-પ્રતિરોધક સ્ટીલ્સમાં ફાયદાકારક અસર થઈ શકે છે.
કાર્બન ડાયોક્સાઇડના વિસર્જનને કારણે ચાપમાં બનાવેલ ઓક્સિડાઇઝિંગ વાતાવરણ ટાઇટેનિયમ અને એલ્યુમિનિયમના વધેલા (50% સુધી) બર્નઅપનું કારણ બને છે. મેંગેનીઝ, સિલિકોન અને અન્ય એલોયિંગ તત્વો થોડા ઓછા બળે છે, અને ક્રોમિયમ oxક્સિડાઇઝ થતું નથી. તેથી, જ્યારે કાર્બન ડાયોક્સાઇડમાં વેલ્ડિંગ કાટ-પ્રતિરોધક સ્ટીલ્સનો ઉપયોગ થાય છે, ત્યારે વેક્સિંગ વાયરનો ઉપયોગ ડoxક્સિડાઇઝિંગ અને કાર્બાઈડ બનાવતા તત્વો (એલ્યુમિનિયમ, ટાઇટેનિયમ અને નિઓબિયમ) નો ઉપયોગ થાય છે. કાર્બન ડાયોક્સાઇડમાં વેલ્ડીંગનો બીજો ગેરલાભ એ મેટલનો મોટો સ્પ્રે છે (નુકસાન 10-12% સુધી પહોંચે છે) અને ઓક્સાઇડની ગાense ફિલ્મોના વેલ્ડની સપાટી પરની રચના મેટલને મજબૂત રીતે વળગી રહે છે. આ વેલ્ડેડ સંયુક્તના કાટ પ્રતિકાર અને ગરમી પ્રતિકારને નાટકીયરૂપે ઘટાડી શકે છે. બેઝ મેટલ પર સ્પ્રે બિલ્ડઅપની સંભાવના ઘટાડવા માટે, વેલ્ડિંગ પહેલાં ધાર પર ખાસ ઇમ્યુલેશન લાગુ પાડવું જોઈએ, અને oxક્સાઇડ ફિલ્મનો સામનો કરવા માટે, એએનએફ -5 ફ્લોરાઇડ ફ્લક્સની થોડી માત્રાને આર્કમાં ખવડાવી શકાય છે. સ્પંદિત વેલ્ડીંગનો ઉપયોગ તમને છીંદરામાં થોડો ઘટાડો કરવાની પણ મંજૂરી આપે છે. કાર્બન ડાયોક્સાઇડમાં વપરાશમાં લેવાતા ઇલેક્ટ્રોડ સાથે વેલ્ડીંગ એ સેમિઆટોમેટિક ઉપકરણો અને સ્વચાલિત મશીનો પર હાથ ધરવામાં આવે છે.
કાર્બન ડાયોક્સાઇડમાં હાઇ-એલોય usસ્ટેનિટીક સ્ટીલ્સને વેલ્ડિંગ માટે બનાવવામાં આવેલ વેલ્ડિંગ વાયર, ટાઇટેનિયમ, નિયોબિયમ અને ફેરીટાઈઝરના તત્વો - સિલિકોન, એલ્યુમિનિયમ, ક્રોમિયમની વધતી સામગ્રીને કારણે જરૂરી કાટ પ્રતિકાર અને યાંત્રિક ગુણધર્મો પ્રદાન કરે છે. ઉદાહરણ તરીકે, પ્રકાર 12Kh18N10T ના વેલ્ડીંગ સ્ટીલ્સ માટે, વાયર Sv-07Kh18N9TY, Sv-08Kh20N9S2BTY નો ઉપયોગ થાય છે, પ્રકાર 12Kh18N12T ના સ્ટીલ્સ માટે, વાયર એસવી -08 Kh25N13BTY, અને ક્રોમિયમ-નિકલ મોલ્બડેનમ સ્ટીવ T10 ઝેડઝેનજે.
ચળકતી, નોન-કોરોડિંગ સ્ટીલ ઉત્પાદનો ક્રોમિયમ, મોલીબડેનમ, ટંગસ્ટન અને એલોયડ સાથે કોટેડ હોય છે, જેમાં એલોયમાં તાકાત ઉમેરવા માટે જરૂરી એડિટિવ્સ શામેલ હોય છે, કાટ અને તાપમાનમાં ફેરફાર, જેમ કે:
- કોબાલ્ટ;
- એલ્યુમિનિયમ;
- ટાઇટેનિયમ;
- તાંબુ;
- મેંગેનીઝ;
- નિકલ
- ક્રોમિયમ;
- વેનેડિયમ;
- મોલીબડેનમ;
- સિલિકોન.
સ્ટીલના હેતુને આધારે, તેમાં અન્ય પદાર્થો હોઈ શકે છે જે તેની તકનીકી લાક્ષણિકતાઓમાં સુધારો કરે છે અને તેને ચમકતી અને સરળ સપાટી આપે છે.
સ્ટેનલેસ સ્ટીલ ઉત્પાદનની સુસંગતતા 20 ડિગ્રી તાપમાન સમાન તાપમાને તપાસવામાં આવે છે જર્મન સ્ટાન્ડર્ડાઇઝેશન સંસ્થાએ એક સિસ્ટમ બનાવી છે જેના દ્વારા ઓસ્ટેનિટિક સ્ટીલ્સને કેટેગરીમાં વહેંચવામાં આવે છે. એ 2 અને એ 3 એ ક્રોમિયમ-નિકલ સ્ટીલ્સની કેટેગરીઝ છે, એ 4 અને એ 5 એ કેટેગરીઝ છે જેમાં ક્રોમિયમ નિકલ અને મોલિબ્ડેનમ સ્ટીલ છે. આ સ્ટીલ્સની વિશિષ્ટ ગુરુત્વાકર્ષણ સમાન છે. આ હોવા છતાં, સ્ટીલ objectબ્જેક્ટ દ્વારા સપોર્ટેડ લોડ શ્રેણીની સંખ્યામાં વધારો સાથે વધે છે. વિરૂપતાની ટકાવારી ગરમી સાથે વધે છે. યાંત્રિક નુકસાન ફક્ત એક મજબૂત, નિર્દેશિત અસર બળ સાથે અથવા વિશેષ સાધનસામગ્રી - પ્રેસ અથવા પાઇપ બેન્ડર સાથે થઈ શકે છે.
ઠંડા રાજ્યમાં, સ્ટીલ ખેંચાણ અને અન્ય પ્રકારના વિરૂપતા માટે ખૂબ પ્રતિકારક છે. તેણી પાસે પ્રતિકારનું ઉચ્ચ ગુણાંક છે. જ્યારે ગરમ થાય છે, આ ગુણાંક અડધાથી ઘટાડે છે, સ્ટીલની શ્રેણીને ધ્યાનમાં લીધા વિના, તે લગભગ સમાન છે.
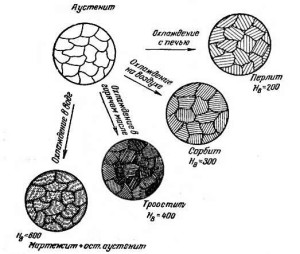
Usસ્ટેનિટીક સ્ટીલ્સનું ગલન તાપમાન 1800 ° સે તાપમાને થાય છે તે ધ્યાનમાં લેતા, તે નોંધવું યોગ્ય છે કે જ્યારે તેનું તાપમાન 850 ° સે તાપમાને ગરમ થાય છે ત્યારે Aસ્ટેનાઇઝેશન થાય છે જ્યારે 1000 ° સે ઉપરથી ગરમ થાય છે ત્યારે તેની સ્થિતિસ્થાપકતા મજબૂત ગરમી સાથે થોડી બદલાય છે. સૂચકને 300 °, 400 ° અને 500 ° સે તાપમાને તપાસવામાં આવે છે.
જ્યારે મેટલ ફેન્સીંગને એસેમ્બલ કરતી વખતે, કમ્પોઝિટ મેટલ પ્રોડક્ટ્સ બનાવતી વખતે, 2 પ્રકારના વેલ્ડીંગનો ઉપયોગ થાય છે. સ્ટીલની સારી અને ઉત્તમ વેલ્ડીંગ લાક્ષણિકતાઓ હોવા છતાં, આર્ક અને ગેસ વેલ્ડીંગ વચ્ચેની પસંદગીને સમજવી જરૂરી છે, કારણ કે વેલ્ડીંગ પ્રક્રિયા દરમિયાન વેલ્ડ સીમની બાજુમાં ધાતુ તેની રચનામાં ફેરફાર કરે છે, જે ધાતુના દેખાવ અને સંવેદનશીલતાને અસર કરે છે. સતત હીટિંગ સાથે, સ્કેલ તાપમાન 900 ડિગ્રી સેલ્સિયસ ઉપર થોડુંક દેખાશે, સમયાંતરે ગરમી સાથે, તેના અભિવ્યક્તિને ટાળવા માટે, હીટિંગને 100 ° સે ઘટાડવી આવશ્યક છે.
વેલ્ડિંગ usસ્ટેનિટીક સ્ટીલ્સ માટેની તકનીક
સ્ટેનલેસ ઓસ્ટેનિટીક સ્ટીલ લગભગ 2000 ° સે તાપમાને ઓગળે છે પરંતુ, આ હોવા છતાં, તેની રચનામાં ઓછી કાર્બન સામગ્રી ઉત્તમ વેલ્ડેબિલીટી આપે છે. વેલ્ડીંગ મશીનોનું તાપમાન એટલું વધારે નથી કે વેલ્ડીંગ પ્રક્રિયા દરમિયાન સ્કેલ રચાય છે. સ્ટેઈનલેસ સ્ટીલને ગરમ કરતી વખતે કોઈ અપ્રિય ગંધ હોતી નથી. વpingર્પિંગ અને ઇન્ટરગ્રાંગ્યુલર કાટને ટાળવા માટે, ઝડપી વેલ્ડીંગ પદ્ધતિઓનો ઉપયોગ કરવામાં આવે છે.
ખોટી રીતે પસંદ કરેલ વેલ્ડીંગ પ્રક્રિયા અને ઠંડક સ્થિતિ અનિચ્છનીય પરિણામો તરફ દોરી શકે છે. વેલ્ડીંગ દરમિયાન, માત્ર વેલ્ડીંગ ઝોન જ ગરમ થતો નથી, પણ બાજુના ધાતુના વિભાગો પણ. તેમનું તાપમાન 700 ° સે સુધી પહોંચી શકે છે આ તાપમાને, ક્રોમિયમ વિઘટિત થાય છે, જે ધીમી ઠંડક પર, તેના કાર્બાઇડ્સના વરસાદનું કારણ બને છે. કાર્બાઇડ ડિપોઝિશન સાઇટ્સ પર સ્ટીલની usસ્ટેનિટીક માળખું ક્ષતિગ્રસ્ત થઈ જશે, જે તમામમાં ઘટાડો લાવશે તકનિકી વિશિષ્ટતાઓ અને સમાપ્ત ધાતુના દેખાવને અસરકારક રીતે અસર કરે છે.
ક્રોમિયમનું ઓક્સિડેશન રિફ્રેક્ટરી નિયોપ્લાઝમ સાથે હોઈ શકે છે. મોટેભાગે, ક્રોમિયમ oxક્સાઇડ સીમની અંદર રહે છે. તેનું ગલન તાપમાન પોતે સ્ટેઈનલેસ સ્ટીલ કરતા 100-200 ° સે વધારે છે. રેખીય વિસ્તરણના ઉચ્ચ ગુણાંક સાથે સ્ટીલની ઓછી થર્મલ વાહકતા ગરમીથી પ્રભાવિત ઝોનમાં તણાવ પેદા કરે છે. ગેસ વેલ્ડીંગ સાધનોની ઓછી તીવ્રતા, જ્યારે મેટલ હીટિંગ ધીમે ધીમે થાય છે, તે હકીકત તરફ દોરી જાય છે કે હીટિંગ ક્ષેત્ર વધે છે. આ ધાતુની સહેજ ધીમી ઠંડક માટે ફાળો આપે છે, જેનાથી ક્રોમિયમ oxક્સિડેશન ઉત્પાદનોનો વરસાદ થાય છે. જ્યારે હોલો પાઇપ વેલ્ડિંગ કરવામાં આવે છે, ત્યારે ઓક્સિડેશન પ્રોડક્ટ્સ તેની અંદર વેલ્ડની પાછળ દેખાશે (પાઇપ પોલાણમાં હવાના નિ accessશુલ્ક પ્રવેશની સ્થિતિ હેઠળ).
સ્ટેનલેસ સ્ટીલ માટે આર્ક વેલ્ડીંગનો ઉપયોગ વધુ યોગ્ય છે, કારણ કે આ પ્રક્રિયામાં સીમ વધુ સમાન છે, જોડાણ વિશ્વસનીય છે, અને સ્ટીલ તેની પ્રારંભિક તકનીકી લાક્ષણિકતાઓ જાળવી રાખે છે.
2 મીમીથી વધુ ન હોય ત્યારે, નાના જાડાઈના ભાગોને ફાસ્ટ કરતી વખતે ગેસ વેલ્ડીંગ ન્યાયપૂર્ણ છે. વેલ્ડીંગ પ્રક્રિયા તાપમાન અને જ્યોતની તીવ્રતામાં સમાન હોય છે જે કાર્બન સ્ટીલ્સ માટે વપરાય છે. વેલ્ડીંગ ફિલર મટિરિયલ એ એક સ્ટેઈનલેસ સ્ટીલની જેમ જ રચના સાથેનું એક વાયર છે. જો તેમાં ટાઇટેનિયમ અથવા નિયોબિયમ હોય, તો પછી આ ક્રોમિયમ કાર્બાઈડ્સનો વરસાદ ઘટાડશે.
જોકે તે બધા ઉચ્ચ એલોય સ્ટીલ્સના વર્ગના છે. ખૂબ જ સારી, પ્રી-હીટિંગ અને ત્યારબાદ ગરમીની સારવાર જરૂરી નથી. એક નિયમ મુજબ, તેઓ તરફ વલણ ધરાવતા નથી, પરંતુ આ મિલકત સ્ટીલ્સ પર પોતાને લાગુ પડે છે અને વેલ્ડ્સ પર લાગુ પડતી નથી.
Usસ્ટેનિટીક સ્ટીલ્સમાં 17% સીઆર અને વધુ શામેલ છે. આવા સ્ટીલ્સમાં બરડ અવસ્થામાં સંક્રમણના પરિમાણો વધુ elંચી લંબાઈ, કઠિનતા અને પરિમાણો હોય છે. નાબૂદેલી સ્થિતિમાં, તેમની પાસે ઉચ્ચ ઉપજ અનુક્રમણિકા છે અને, જો જરૂરી હોય તો, આ સ્ટીલ્સ એમ્બર્ટિલેમેન્ટના ડર વિના વિરૂપતા સાથે મજબૂત બનાવી શકાય છે.
વેલ્ડીંગ માટે મુખ્ય ગ્રેડ અને usસ્ટેનિટીક સ્ટીલ્સની રાસાયણિક રચના
વેલ્ડેડ tenસ્ટેનિટીક સ્ટીલ્સના મુખ્ય ગ્રેડ, રશિયન ધોરણો અનુસાર, આમાં શામેલ છે: 12X17, 15X6SYU, 10X13SYU, 15X11MF, 15X25T, 08X18H10, 12X18H9, 12X18H9T, 08X18H10T, 20XX 17H2T, 20XM 171522, 20XX 17H2T, 20XX 17H2T, 20XX 17H2T, 20XX 17H2T, 20XX 17H2T, 20XX 17H2T, 20XXHH, TT ઉપરોક્ત ગ્રેડ ઉપરાંત, usસ્ટેનિટીક સ્ટીલ્સ અને એલોય પણ છે, પરંતુ તેમની વિશેષ ગુણધર્મોને કારણે તેઓ મુશ્કેલ છે.
Usસ્ટેનિટીક સ્ટીલ્સની વેલ્ડેબિલીટી પર રાસાયણિક રચનાની અસર
એક્સ્ટેનિટિક ક્રોમિયમ-નિકલ સ્ટીલ્સનો મુખ્ય પ્રકાર X18H10 છે. ડેલ્ટા ફેરાઇટ (લગભગ 2-7%) ના કેટલાક સમાવિષ્ટ સાથે આવા સ્ટીલ્સની રચના એ tenસ્નેટીક છે. લગભગ 8% ની નિકલ સામગ્રી સાથે, જો સ્ટીલ પ્લાસ્ટિકના વિરૂપતાને આધિન હોય તો ઓસ્ટેનાઈટને ઓરડાના ઓરડાના તાપમાને માર્ટેનાઇટમાં રૂપાંતરિત કરવામાં આવે છે.
હીટ-રેઝિસ્ટન્ટ usસ્ટેનિટીક સ્ટીલ્સમાં 25% ક્રોમિયમ હોય છે, અને નિકલની સામગ્રી 38% સુધી પહોંચી શકે છે. સિલિકોન (લગભગ 1%), અથવા એલ્યુમિનિયમ વડે સ્ટીલને એલોય કરીને સ્ટીલનો હીટ રેઝિસ્ટન્સ વધારવામાં આવે છે.
Usસ્ટેનિટીક સ્ટીલ્સમાં વેલ્ડ ધાતુની રચના શેફ્લર આકૃતિમાં બતાવવામાં આવી છે. આકૃતિ ક્રોમિયમ અને નિકલના સમકક્ષ પર મેટલ રચનાની પરાધીનતા દર્શાવે છે. પરંતુ, આકૃતિમાં સૂચવેલ તત્વો ઉપરાંત, 0,6 ની ગુણાંકવાળા તાંબુની ટકાવારી અને 10-30 ના ગુણાંકવાળા નાઇટ્રોજનનો ઉપયોગ નિક્લ સમકક્ષની ગણતરી માટે અભિવ્યક્તિમાં થઈ શકે છે. અને ક્રોમિયમની સમકક્ષ ગણતરીના સૂત્રમાં, ટંગસ્ટનનો ટકાવારી ગુણાંક 0.5 અને ટાઇટેનિયમ 2-5 છે.
શેફલર આકૃતિ સામાન્ય રીતે શરતો માટે વપરાય છે. વેલ્ડીંગના અન્ય પ્રકારોનો ઉપયોગ કરતી વખતે, વેલ્ડ મેટલની રચના આકૃતિમાં બતાવ્યા પ્રમાણે અલગ હોઈ શકે છે.
સુનિશ્ચિત કરવા માટેનો મુખ્ય ઉદ્દેશ એ છે કે ઠંડા અને ગરમ તિરાડોની રચનાને અટકાવવી. તે પ્રાયોગિક રૂપે સ્થાપિત થયું હતું કે વેલ્ડ ધાતુની ensંચાઇ સ્ટીલની ફેરાઇટ સામગ્રી પર આધારિત છે. જ્યારે ફેરાઇટ સામગ્રી 2-6% ની રેન્જમાં હોય છે, ત્યારે તિરાડ થવાનું જોખમ નોંધપાત્ર રીતે ઘટાડે છે.
સંશોધનકર્તા ડેલongંગે શેફલર આકૃતિને શુદ્ધ કરી. પરંતુ ફેરીટ ઘટકની સામગ્રી નોંધપાત્ર રીતે બદલાય છે જ્યારે 30 ના ગુણાંક સાથે નાઇટ્રોજનની ટકાવારી ધ્યાનમાં લેવી જોઈએ. આને ધ્યાનમાં લેવું આવશ્યક છે (gાલ વાયુઓમાંથી વેલ્ડીંગ, ઉપભોજ્ય ઇલેક્ટ્રોડ અને બિન-વપરાશ યોગ્ય) સાથે વેલ્ડીંગ. તેથી, દેલોંગ આકૃતિને પણ નિરપેક્ષ ગણી શકાય નહીં.

આશરે ફેરાઇટ સામગ્રીનું મૂલ્યાંકન કરવા માટે, સેફેરિયન નીચે આપેલ અભિવ્યક્તિ મેળવે છે: x \u003d 3 * (ક્રિક - 0.93 નેઇક - 6.7),%
ફેરાઇટ (2-6%) ની જરૂરી રકમની હાજરી અમને usસ્ટેનિટીક સ્ટીલ્સની વેલ્ડીંગમાં તિરાડોની ગેરહાજરીની સમસ્યાને હલ કરવાની મંજૂરી આપે છે. પરંતુ, તે જ સમયે, ફેરાઇટ વેલ્ડ ધાતુની લંબાઈ ઘટાડે છે, સ્નિગ્ધતા ઘટાડે છે, સંક્રમણ તાપમાનમાં વધારો કરે છે અને કાટ પ્રતિકારને નકારાત્મક અસર કરે છે.
જમા થયેલ ધાતુમાં, માઇક્રોક્રેક્સ ઉપરાંત, અન્ય પણ રચના કરી શકે છે. અને તેઓ એ હકીકત સાથે જોડાયેલા છે કે સ્ટીલની રચનામાં હાજર સલ્ફાઇડ્સ અને oxક્સાઇડ તેની visંચી સ્નિગ્ધતાને કારણે પ્રવાહી વેલ્ડ પૂલની સપાટી પર સપાટી પર આવી શકતા નથી. તેથી, પીગળેલા ધાતુની સ્નિગ્ધતા ઘટાડવા માટે, 0.3-0.7% ની માત્રામાં સિલિકોન સાથે એલોય સ્ટીલની ભલામણ કરવામાં આવે છે.
Usસ્ટેનિટીક ક્રોમિયમ સ્ટીલ્સના વેલ્ડીંગ દરમિયાન ધાતુમાં માળખાકીય ફેરફારો
જ્યારે હીટિંગ ઝોનમાં usસ્ટેનિટીક સ્ટીલ્સને વેલ્ડિંગ કરવામાં આવે છે, ત્યારે અનાજની વૃદ્ધિ થાય છે. અને તે બેરોજગાર કરતા વધુ સરળતાથી થાય છે માળખાકીય સ્ટીલ્સ. પરંતુ, જો કાર્બાઈડ તબક્કાના રૂપમાં આમાં અવરોધ .ભો થાય છે, તો અનાજની વૃદ્ધિ થતી નથી.
ઓવરહિટીંગ ઝોનમાં, અનાજની વૃદ્ધિ ઉપરાંત, કાર્બાઇડ તબક્કો ઓગળી જાય છે, મોટાભાગના ભાગમાં, તે સીઆર 23 સી 6 કાર્બાઇડ છે. ક્રોમિયમ કાર્બાઈડ્સ ઉપરાંત, અન્ય સ્થિર ધાતુઓ - ટાઇટેનિયમ, નિયોબિયમ અને વેનેડિયમ - ના કાર્બાઇડ પણ રચાય છે. સીઆર 23 સી 6 કાર્બાઇડ્સ ઉપરાંત, ક્રોમિયમ નાઇટ્રાઇડ સીઆર 2 એન અને સીઆર 7 સી 3 કાર્બાઇડ્સ દેખાય છે. કાર્બાઇડ્સના ભાગના વિસર્જનથી અનાજની સીમાઓ સાથે આ કાર્બાઇડ્સની પાતળા ફિલ્મોની રચના થાય છે. આને કારણે, સ્ટીલ ઇન્ટરગ્રેન્યુલર કાટ માટે ખૂબ સંવેદનશીલ છે.
સ્ટીલને સ્થિર કરીને આ પરિવર્તનને ટાળી શકાય છે. પરંતુ ઇલેક્ટ્રોસ્લેગ વેલ્ડીંગ, અથવા ડૂબી આર્ક વેલ્ડીંગ (ઉચ્ચ પ્રદર્શન) જેવા પ્રકારનાં વેલ્ડીંગનો ઉપયોગ કરવાના કિસ્સામાં, સ્થિરતા પણ ઇન્ટરગ્રેન્યુલર કાટની સમસ્યાને હલ કરતી નથી.
તમે નાઇટ્રોજનની થોડી માત્રા ઉમેરીને વેલ્ડ મેટલની શક્તિમાં વધારો કરી શકો છો.
વેલ્ડિંગ usસ્ટેનિટીક સ્ટીલમાં ગરમી અને ગરમીની સારવાર
જ્યારે વેસ્ટિંગ aસ્ટેનિટીક સ્ટીલ્સ, સ્ટ્રક્ચરલ ટ્રાન્સફોર્મેશન્સના દૃષ્ટિકોણથી, પ્રિહિટીંગ કરવું જરૂરી નથી. પરંતુ, કેટલાક કિસ્સાઓમાં, આંતરિક તાણ ઘટાડવા માટે 200 ° સે તાપમાને હીટિંગ લાગુ કરો.
આવા સ્ટીલ્સમાં શેષ તાણનું મૂલ્ય એકદમ મોટું છે, આને કારણે સ્ટીલની કાટ નિષ્ફળતા થવાનું જોખમ રહેલું છે. આને અવગણવા માટે, વેલ્ડેડ સાંધાઓની ગરમીની સારવાર કરવામાં આવે છે.
જો ફક્ત આંતરિક તાણનું મૂલ્ય ઘટાડવું જરૂરી છે, તો 800-850 ° સે તાપમાનનું તાપમાન પસંદ કરવામાં આવ્યું છે. જો વેલ્ડેડ સાંધા માધ્યમ સાથે સંપર્ક કરો, જે અંતર્ગત કાટની રચનામાં ફાળો આપે છે, 950-1050 ° સે તાપમાને એનિલિંગ કરવું યોગ્ય રહેશે. અનિલિંગ કાર્બાઇડ ફિલ્મોમાં વિસર્જન કરવામાં મદદ કરે છે.
હીટ ટ્રીટમેન્ટ કરતી વખતે, તે ધ્યાનમાં લેવું આવશ્યક છે કે Х18Х8, Н18Н8М2, Н18Н8Т, Н18Н9Б, Н25Н12, 25-25 પ્રકારના સ્ટીલ્સ ગુસ્સો તિરાડો બનાવવાનું વલણ ધરાવે છે.
Usસ્ટેનિટીક સ્ટીલ્સનું ગેસ વેલ્ડીંગ
Usસ્ટેનિટીક સ્ટીલ્સમાં, વેલ્ડિંગ કરવાની 1 મીમી જાડાઈના આધારે 70-75 l / h ની ક્ષમતાવાળા એસિટિલિન-ઓક્સિજન વેલ્ડીંગ જ્યોત પસંદ કરવાની ભલામણ કરવામાં આવે છે. ઓક્સિડેટીવનો ઉપયોગ કરવાની ભલામણ કરવામાં આવતી નથી, જેમ કે જ્યારે તેનો ઉપયોગ થાય છે, ત્યારે ક્રોમ મજબૂત રીતે બળી જાય છે. Usસ્ટેનિટીક સ્ટીલ્સના નીચેના ગ્રેડની ભલામણ કરવામાં આવે છે: એસવી -02 એક્સ 19 એચ 9 ટી, એસવી -08 એક્સ 19 એચ 10 બી. ટાઇટેનિયમ અથવા નિઓબિયમ સાથે ડોપ કરેલા નીચા કાર્બન વાયરના અન્ય ગ્રેડનો પણ ઉપયોગ થાય છે. (1-6 મીમી), વાયરનો વ્યાસ બેઝ મેટલના વ્યાસની સમાન પસંદ કરવામાં આવે છે.
વારંવાર ઉપયોગમાં લેવાય છે, ઉદાહરણ તરીકે, ફ્લક્સ બ્રાન્ડ એનઝેડ -8. ફ્લક્સ ઘટકો પ્રવાહી ગ્લાસ પર મિશ્રિત થાય છે અને ઉત્પાદનના વેલ્ડેડ ધાર પર લાગુ થાય છે. ફ્લક્સ સંપૂર્ણપણે સૂકાઈ ગયા પછી વેલ્ડીંગ પ્રક્રિયા કરવામાં આવે છે.
વેલ્ડિંગ usસ્ટેનિટીક સ્ટીલ્સ કોઈપણ મર્યાદા વિના, કોઈપણ કરી શકે છે. ફિલર મટિરિયલ્સની રચના સામાન્ય રીતે વેલ્ડેડ સ્ટીલ્સની રચનાની જેમ જ પસંદ કરવામાં આવે છે. જો કાટ પ્રતિકાર માટેની આવશ્યકતાઓ areંચી હોય, તો પછી ભરણ સામગ્રીનો ઉપયોગ જેમાં ફેરાઇટ આધાર શામેલ નથી તે યોગ્ય રહેશે.
Workingસ્ટેનિટીક સ્ટીલ્સ, ઘણી વિશેષ ગુણધર્મો ધરાવતા, તે કાર્યકારી વાતાવરણમાં વપરાય છે જે ખૂબ આક્રમક હોય છે. તેલ અને રાસાયણિક ઉદ્યોગોના સાહસો પર, આવા એલોય પાવર એન્જિનિયરિંગમાં અનિવાર્ય છે.
1
Usસ્ટેનિટીક એલોયમાં dંચા ડોપિંગ સ્તરવાળા એલોય શામેલ હોય છે, જે સ્ફટિકીકરણ પર સામાન્ય રીતે સ્ફટિક ચહેરો-કેન્દ્રિત જાળી દ્વારા વર્ગીકૃત થયેલ એકલ-તબક્કા સિસ્ટમ બનાવે છે. વર્ણવેલ સ્ટીલ્સમાં આ પ્રકારની જાળી યથાવત્ છે, જ્યાં ધાતુને ખૂબ નીચા તાપમાને ઠંડુ કરવામાં આવે છે, જેને ક્રિઓજેનિક કહેવામાં આવે છે (-200 ડિગ્રી સેલ્સિયસના ક્ષેત્રમાં). કેટલાક કિસ્સાઓમાં, usસ્ટેનિટીક સ્ટીલનો બીજો તબક્કો હોય છે (એલોયમાં તેનું પ્રમાણ દસ ટકા સુધી પહોંચી શકે છે) - ઉચ્ચ ડિગ્રી એલોયિંગ સાથે ફેરાઇટ. આ કિસ્સામાં, જાળી શરીરના કેન્દ્રિત છે.
Usસ્ટેનિટીક સ્ટીલ્સને બે જૂથોમાં જુદા પાડવું તેમના પાયાની રચના દ્વારા, તેમજ એલોયિંગ ઘટકોના એલોયમાંની સામગ્રી દ્વારા કરવામાં આવે છે - નિકલ અને ક્રોમિયમ:
- લોખંડ પર આધારિત રચનાઓ: નિકલ સામગ્રી - 7% સુધી, ક્રોમિયમ - 15% સુધી, એલોયિંગ એડિટિવ્સની કુલ રકમ - 55% કરતા વધુ નહીં.
- નિકલ પર રચનાઓ (55% અથવા વધુ નિકલ) અને આયર્ન-નિકલ આધાર (તેમાં 65 અને વધુ ટકા નિકલ અને આયર્ન હોય છે, અને પ્રથમથી બીજાનો ગુણોત્તર 1 થી 1.5 છે).
આવા એલોયમાં, નિકલ સ્ટીલની નરમતા, ગરમી પ્રતિકાર અને પ્રક્રિયાક્ષમતામાં વધારો કરે છે, અને ક્રોમિયમ તેને જરૂરી કાટ અને ગરમી પ્રતિકાર આપવા માટે જવાબદાર છે. અને અન્ય એલોઇંગ ઘટકો ઉમેરીને, usસ્ટેનિટીક સંયોજનોની અનન્ય ગુણધર્મો પ્રાપ્ત કરવાનું શક્ય છે, જેનો સમૂહ આ અથવા તે એલોયનું સત્તાવાર મિશન નક્કી કરે છે.
મોટેભાગે, usસ્ટેનિટીક સ્ટીલ્સ નીચેના તત્વો સાથે જોડાાય છે:
- ફેરીટર્સ જે usસ્ટેનાઇટની રચનાને સ્થિર કરે છે. આમાં વેનેડિયમ, ટંગસ્ટન, નિઓબિયમ, ટાઇટેનિયમ, સિલિકોન અને મોલિબ્ડેનમ શામેલ છે.
- Usસ્ટેનાઇઝર્સ, જે નાઇટ્રોજન, કાર્બન અને મેંગેનીઝ છે.
આ તમામ ઘટકો બંને અતિશય તબક્કામાં અને સીધા નક્કર સ્ટીલ સોલ્યુશનમાં સ્થિત છે.
એલોયિંગ સિસ્ટમ ધ્યાનમાં લેતા સ્વીકૃત વર્ગીકરણ અનુસાર, કોઈપણ usસ્ટેનિટીક સ્ટીલને ક્રોમિયમ-મેંગેનીઝ અથવા ક્રોમિયમ-નિકલ તરીકે વર્ગીકૃત કરી શકાય છે. આ ઉપરાંત, એલોય્સને ક્રોમિયમ-નિકલ-મેંગેનીઝ અને ક્રોમિયમ-નિકલ-મોલીબ્ડેનમ વિભાજિત કરવામાં આવે છે.
2
વિવિધ પ્રકારના ઉમેરણો તમને ખાસ usસ્ટેનિટીક સ્ટીલ્સ બનાવવાની મંજૂરી આપે છે, જેનો ઉપયોગ temperatureંચા તાપમાને, કાટ અને ક્રિઓજેનિક પરિસ્થિતિઓમાં કાર્યરત માળખાંના ભાગોના ઉત્પાદન માટે થાય છે. તેના આધારે, usસ્ટેનિટીક સંયોજનો અને વિવિધ જૂથોમાં વહેંચાયેલા છે:
- કાટ પ્રતિરોધક;
- ઠંડા પ્રતિરોધક.
જ્યારે રાસાયણિક વાતાવરણના સંપર્કમાં આવે ત્યારે હીટ-રેઝિસ્ટન્ટ સંયોજનો નષ્ટ થતા નથી. તેઓ +1150 ડિગ્રી તાપમાને ઉપયોગ કરી શકાય છે. આવા સ્ટીલ્સમાંથી વિવિધ પ્રકારના હળવા ભારથી ઉત્પાદનો બનાવવામાં આવે છે:
- ગેસ પાઇપલાઇન સિસ્ટમ્સના તત્વો;
- ભઠ્ઠીના સાધનો માટે ફિટિંગ;
- હીટિંગ ભાગો.

હીટ-રેઝિસ્ટન્ટ સ્ટીલ ગ્રેડ, લાંબા સમય સુધી ઉચ્ચ તાપમાનની સ્થિતિ હેઠળ લોડનો પ્રતિકાર કરી શકે છે, જ્યારે તેમની શરૂઆતમાં ઉચ્ચ યાંત્રિક લાક્ષણિકતાઓ જાળવી રાખે છે. તેઓ જરૂરી છે કે ટંગસ્ટન અને મોલીબડેનમ સાથે જોડાણ કરવામાં આવે છે (દરેક એડિટિવ્સ સ્ટીલ રચનામાં સાત ટકા સુધીની રકમમાં સમાવી શકાય છે). અને કેટલાક usસ્ટેનિટીક એલોયમાં અનાજ પીસવા માટે, બોરોન ઓછી માત્રામાં રજૂ કરવામાં આવે છે.
H15N35VTR, 10H12N20T3R, 40H18N25S2, 1H15N25M6A, 20X23H13, 10X15H18B4T, 10H16N14V2BR, 10X18H12T, 08H16N9M2, 10H15N35VT, 20H25N20S2, 1H15N25M6A, 20X23H13, 10X15H18B4T, 10H16N14V2BR, 10X18H12T: અમે ગરમી પ્રતિરોધક અને ગરમી પ્રતિરોધક સ્ટીલ લેખ વર્ગ વર્ણવ્યા અનુસાર સામાન્ય બ્રાન્ડ નિદર્શન કરે છે.
Usસ્ટેનિટીક કાટરોધક સ્ટીલ (એટલે \u200b\u200bકે, કાટ પ્રતિરોધક) નીચા કાર્બન સામગ્રી દ્વારા વર્ગીકૃત થયેલ છે (આ રાસાયણિક તત્વના 0.12 ટકાથી વધુની મંજૂરી નથી). તેમાં નિકલ 8 થી 30% અને ક્રોમિયમ 12 થી 18% સુધી હોઈ શકે છે. કોઈપણ usસ્ટેનિટીક સ્ટેનલેસ સ્ટીલ ગરમીની સારવાર (ટેમ્પરિંગ, સખ્તાઇ અથવા) પસાર કરે છે. હીટ ટ્રીટમેન્ટ જરૂરી છે જેથી સ્ટેનલેસ સ્ટીલ ઉત્પાદનો વિવિધ આક્રમક વાતાવરણમાં સારું લાગે - આલ્કલાઇન, ગેસ, પ્રવાહી ધાતુ, એસિડ +20 ડિગ્રી તાપમાનમાં અને તેથી વધુમાં.

Usસ્ટેનિટીક કાટ-પ્રતિરોધક સ્ટીલ્સના નીચેના ગ્રેડ જાણીતા છે:
- નિકલ ક્રોમિયમ મોલિબ્ડેનમ: 03X21H21M4GB, 08X17H15M3T, 08X17H13M2T, 03X16H15M3, 10X17H13M3T;
- રંગસૂત્રો: 07X21G7AH5, 10X14AG15, 10X14G14H4T;
- નિકલ ક્રોમિયમ: 08X18H12B, 03X18H11, 08X18H10T, 06X18H11, 12X18H10T, 08X18H10;
- ઉચ્ચ સિલિકોન સામગ્રી સાથે (3.8 થી 6.7% સુધી): 15X18H12C4T10, 02X8H22C6.
શીત પ્રતિરોધક usસ્ટેનિટીક રચનાઓમાં 8-25% નિકલ અને 17-25% ક્રોમિયમ હોય છે. તેઓ ક્રાયોજેનિક ઉપકરણો માટે ઉપયોગમાં લેવાય છે, productionંચી ઉત્પાદન કિંમત ધરાવે છે, તેથી તેઓ ખૂબ મર્યાદિત ઉપયોગમાં લેવાય છે. સૌથી સામાન્ય ક્રાયોજેનિક સ્ટીલ્સ 07Kh13N4AG20 અને 03Kh20N16AG6 છે, જે નાઇટ્રોજન સાથે જોડાણ ધરાવે છે. આ તત્વની રજૂઆત કરવામાં આવી છે જેથી + 20 of તાપમાનમાં એલોયની ઉપજ શક્તિ વધુ હોય.
3
સૌથી સામાન્ય એસિટેનિટિક ક્રોમિયમ-નિકલ સ્ટીલ્સ છે જેમાં મોલીબડેનમ એડિટિવ્સ છે. જ્યારે ત્યાં કર્કશનું જોખમ હોય ત્યારે તેનો ઉપયોગ કરવામાં આવે છે. તેઓ વાતાવરણને ઘટાડવામાં ઉચ્ચ સ્થિરતા દર્શાવે છે, અને તેને બે પ્રકારોમાં વહેંચવામાં આવે છે:
- 0.03% કરતા વધારે નહીં કાર્બન સામગ્રી સાથે ટાઇટેનિયમ દ્વારા અસ્થિર;
- 0.08 થી 0.1% સુધી કાર્બન સાથે ટાઇટેનિયમ દ્વારા સ્થિર.
ક્રોમિયમ-નિકલ કમ્પોઝિશનના આવા ગ્રેડ, જેમ કે એક્સ 17 એચ 13 એમ 2 અને એક્સ 17 એચ 13 એમ 3, સલ્ફ્યુરિક એસિડ વાતાવરણમાં કાર્યરત સ્ટ્રક્ચર્સ માટે શ્રેષ્ઠ છે, એસિટિક દસ ટકા એસિડમાં, ઉકળતા ફોસ્ફોરિક એસિડમાં.

નિયોબિયમ અથવા ટાઇટેનિયમના ઉમેરા સાથે નિકલ-ક્રોમિયમ સ્ટીલ્સ, આંતરિક કાટનું ન્યુનતમ જોખમ દ્વારા વર્ગીકૃત થયેલ છે. કાર્બનની તુલનામાં, નિયોબિયમ 9-10 ગણો વધારે, અને ટાઇટેનિયમ 4-5.5 ગણી વધુ રજૂ કરવામાં આવ્યું છે. સમાન સંભાવનાવાળા એલોયમાં નીચેની રચનાઓ શામેલ છે: 0 એક્સ 18 એચ 12 બી, 0 એક્સ 18 એચ 10 ટી, એક્સ 18 એચ 9 ટી અને કેટલાક અન્ય.
તેમનામાં સિલિકોન દાખલ કરીને વર્ણવેલ સ્ટીલ્સના કાટરોધને વધારવાનું પણ શક્ય છે. આવી ખાસ રચનાઓના તેજસ્વી પ્રતિનિધિઓ આવા એલોય છે:
- 015X14H19S6B;
- 03X8H22C6.

અતિશયોક્તિ વિના, તેઓ રાસાયણિક વેલ્ડેડ એસેમ્બલીઓના ઉત્પાદન માટે આદર્શ છે જેમાં નાઈટ્રિક કેન્દ્રીત એસિડ સંગ્રહિત થાય છે અને પ્રક્રિયા થાય છે.
2X18H4GL પ્રકારનાં ક્રોમિયમ-મેંગેનીઝ સ્ટીલ્સ ઉચ્ચ કાસ્ટિંગ લાક્ષણિકતાઓ દ્વારા વર્ગીકૃત થયેલ છે, તેથી તેનો ઉપયોગ એવા ઉદ્યોગોમાં થાય છે જ્યાં કાટ-પ્રતિરોધક કાસ્ટ સ્ટ્રક્ચર્સનો ઉપયોગ થાય છે. દહનકારી માધ્યમોમાં અન્ય રંગસૂત્રો એલોય (ઉદાહરણ તરીકે, 10Kh13G12N2SA અને 08Kh12G14N4YUM) ક્રોમિયમ-નિકલ રાશિઓ કરતાં કાટ માટે વધુ પ્રતિરોધક છે.
4
Usસ્ટેનિટીક જૂથના હીટ-રેઝિસ્ટન્ટ અને હીટ-રેઝિસ્ટન્ટ એલોય્સ, જો જરૂરી હોય તો, તેમની મિલકતોમાં વધારો કરવા માટે, તેમજ હાલની અનાજની રચનામાં સુધારો કરવા માટે, વિવિધ પ્રકારના હીટ ટ્રીટમેન્ટને આધિન કરવામાં આવે છે: વિખરાયેલા તબક્કાઓના વિતરણના નંબર અને સિદ્ધાંત, બ્લોક્સ અને અનાજનું કદ, અને તેથી વધુ.
આવા સ્ટીલ્સની એનનીલિંગનો ઉપયોગ એલોયની કઠિનતા ઘટાડવા (જ્યારે તેમના ઓપરેશનની શરતો દ્વારા જરૂરી હોય ત્યારે) અને બરડપણુંની ઘટનાને દૂર કરવા માટે થાય છે. આ ગરમીની સારવાર સાથે, ધાતુને 30-150 મિનિટ માટે 1200-11250 ડિગ્રી સુધી ગરમ કરવામાં આવે છે, અને પછી તે શક્ય તેટલી ઝડપથી ઠંડુ થાય છે. સંકુલ મોટાભાગે તેલમાં અથવા હવામાં ઠંડુ કરવામાં આવે છે, પરંતુ એલોયિંગ ઘટકોની ઓછી માત્રાવાળા એલોય સામાન્ય રીતે પાણીમાં ડૂબી જાય છે.

ХН35ВТЮ અને ХН70ВМТЮ પ્રકારના એલોય માટે, ડબલ સખ્તાઇના સ્વરૂપમાં હીટ ટ્રીટમેન્ટની ભલામણ કરવામાં આવે છે. પ્રથમ, તેમની રચનાનું પ્રથમ સામાન્યીકરણ (લગભગ 1200 ડિગ્રી તાપમાન પર) કરવામાં આવે છે, જેના કારણે ધાતુ ઘન સજાતીય તબક્કાની રચનાને લીધે વિસર્જન પ્રતિકાર સૂચકાંકમાં વધારો કરે છે. અને આ પછી, બીજું નોર્મલાઇઝેશન 1100 ડિગ્રી કરતા વધુ તાપમાન સાથે કરવામાં આવે છે. વર્ણવેલ સારવારનું પરિણામ એ usસ્ટેનિટીક સ્ટીલ્સના પ્લાસ્ટિક અને હીટ-રેઝિસ્ટન્ટ ગુણધર્મોમાં નોંધપાત્ર વધારો છે.

Usસ્ટેનિટીક સ્ટીલ તે કિસ્સામાં જ્યારે તેની ગરમી પ્રતિકાર (અને તે જ સમયે યાંત્રિક શક્તિ) પણ વધે છે જ્યારે ડબલ હીટ ટ્રીટમેન્ટ થાય છે, જેમાં સખ્તાઇ અને વૃદ્ધત્વનો સમાવેશ થાય છે. આ ઉપરાંત, લગભગ તમામ usસ્ટેનિટીક ધાતુઓ, જે ગરમી-પ્રતિરોધક જૂથ સાથે સંબંધિત છે, કૃત્રિમ રીતે ઉપયોગ કરતા પહેલા વય (એટલે \u200b\u200bકે, તેઓ તેમના વિખેરી નાખવાના સખ્તાઇનું કાર્ય કરે છે).

