Keevitustööd hõlmavad mõnikord vähem pingutusi ja aega kui selle ettevalmistamine. Nende peamine osa on keevitatud konstruktsiooni kokkupanek, mille käigus on vaja elemendid fikseerida vajalikus asendis. See töö nõuab kapteni tähelepanu, sest sellest sõltub toodete kvaliteet.
Kui pärast toorikute hoolikat joondamist ja paigaldamist kukub konstruktsioon elektroodi puudutamisest lahku, on see tüütu, peate selle uuesti kokku koguma. Samuti juhtub, et element on keevitatud, kuid mitte vajalikus asendis. See võib ilmneda pärast metalli jahutamist märkamatu nihke või deformeerumisega. Sellepärast enne alustamist keevitustööd On vaja varuda kõiki vajalikke seadmeid.
Probleemi lahendus
Selliste vigade vältimiseks kasutatakse keevitamiseks spetsiaalseid seadmeid. Need võimaldavad säästa aega ja energiat, pakkudes väljumisel kvaliteetseid tooteid. Praeguseks on keevitamiseks palju mehhanisme ja seadmeid. Kui inimesed töötavad tööstustingimustes, kus on loodud mass ja masstootmine, siis kasutavad nad automatiseeritud ja mehhaniseeritud seadmeid, peaks see hõlmama munemismehhanisme, transpordiseadmeid, tehnoloogilisi montaažiseadmeid jne. Kui kapten peab kodus töötama, saab neid kasutada keevitusseadmetega, mida on üksi valmis teha. Need vähendavad osade deformatsiooni.
Klambrite valmistamine
Ilma klambrita, mille saate ise valmistada, ei suuda ükski keevitaja tööga hakkama saada. Lisaks aitab see tööriist lahendada probleeme metallitööde ja puusepatööde ajal. Sellel seadmel võib olla erinevaid võimalusi - spetsialiseeritud ja universaalne. Hiljuti ilmus veel üks modifikatsioon, milleks on Kasutades seda, mille survejõud on kuni 450 kg. Kuid selliste tööriistade peamine ülesanne on kinnitada toorikud üksteisega ühendamiseks.
Töö nurgaklambriga: ettevalmistamine

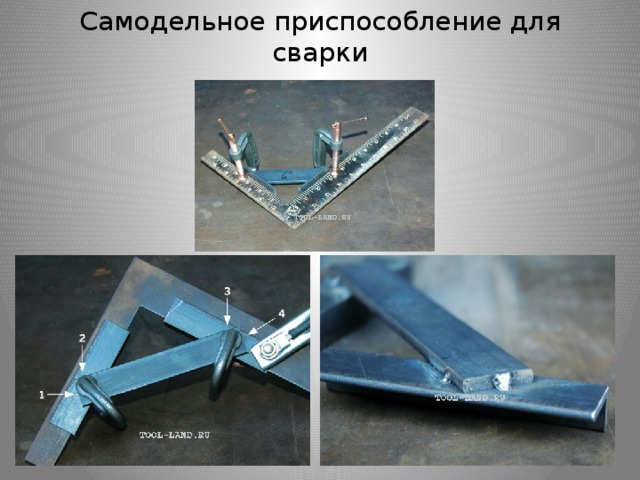
Keevitusseadmeid pakutakse tänapäeval laias valikus, kuid saate ise teha. Töö jaoks vajalikud tööriistad ja materjalid on:
- terasest nurk;
- keermestatud naastud;
- pähklid
- puurida;
- terasplaadid;
- väravate latid;
- keevitusmasin;
- koputage.
Töö

Täisnurga all peavad nurgad olema kinnitatud terasplaatide külge. Ussstruktuur kinnitatakse mõlemal küljel keevitamise teel. See on keevitatud mutriga või paksendamisega nurk, milles peaksite keerme lõikama, võttes arvesse tappide tihvte. Samal ajal on oluline pöörata tähelepanu võimalikule toorikule, kuna see määrab töölüli laiuse. Kui osade suurusvahemik on lai, on kõige parem ette valmistada mitu klambrit.
Poltkruvi keeratakse töömutrisse, lõpuks kogutakse rõhk. See disain koosneb kahest erineva suurusega metallist seibist. Oluline on tagada, et juuksenõela peatus keritakse. Värava tagaosa peab olema varustatud auguga, millesse on paigaldatud terasvarras. Ta tegutseb kangina. Sellised keevitusseadised on õigesti kokku pandud, kui neid saab kasutada terasdetailide turvaliseks kinnitamiseks. Kujundus on väga lihtne ja seda saab valmistada improviseeritud materjalidest.
Üsna keeruline ülesanne on torude keevitamine lõpus. Sel juhul peab toorik olema täpselt ruumis orienteeritud. Kui torutükk keevitatakse valmis süsteemi, lihtsustatakse ülesannet. Kuid vabalt asetsevad toorikud tuleb keevitada, pärast teiste kaasamist või spetsiaalse seadme abil. Töö käigus on vaja rakendada terasplaate ja metallnurka. Klambri pooled kinnitatakse traditsiooniliselt, selleks on vaja kasutada keermestatud naastreid. Selle tulemusel on võimalik saada tõhus ja lihtne kujundus.
Märkide tegemine

Omatehtud keevitusseadmete hulgas on ka näpitsad. Saate neid koguda, kuid selleks peate olema kannatlik. Tööks tuleks ette valmistada vasest viskamine, mille pikkus on 2 m. Selle läbimõõt peaks olema võrdne 30 mm. See toorik võib olla pisut pikem, sel juhul on võimalik painutada. Element paindub, et luua hobuserauakujuline toorik. Pärast seda, kui peate tegema pöörde ja lõikama, tehakse otstesse 18 mm augud.
Tulemuseks on elektroodide klambrid. Kaks trafot on ühendatud paralleelselt, neis peavad sekundaar- ja primaarmähised olema otse ühendatud. Vooluvarustust saab reguleerida iseseisvalt. Selliseid omatehtud keevitusseadmeid tuleks jahutada ja selleks tuleks kasutada vett. Jalapedaali abil saate elektroodid eemaldada.
Eelnevast võib järeldada, et tangidel on elektroodide pööramiseks mõeldud hoob, trafo ja ka tõukuriga käepide. Hoob hoitakse hingedega, mille teljed asuvad vastas. Mõnikord tehakse tangid, mille tõukurite vahel on vedru. Kuid sellist seadet torude keevitamiseks ei saa nimetada mugavaks. Lõppude lõpuks on vedru kokkusurumine pöörlemise ajal üsna keeruline.
Magnetilise hoidiku valmistamine

Kui olete huvitatud montaaži- ja keevitusseadmetest, saate neid ise valmistada, keeldudes tehasevalikute ostmisest. See kehtib ka magnetilise hoidiku kohta, mille jaoks peate valmistama järgmised materjalid:
- lehtmetall;
- kuiv laud;
- magnetilised kinnitusdetailid.
Metalli ettevalmistamisel on vaja juhinduda teatud parameetritest, lehe paksus võib varieeruda vahemikus 1 kuni 3 mm. Tulevaste kujunduste malli loomine on parem lõpule viia monoliitne versioon, mille mõõtmed vastavad kapteni vajadustele. Malli tuleb kinnitada lehtmetalli külge ja lõigata sama toorik koguses 2 tükki. On oluline säilitada nende geomeetria.
Keevitusseadmete joonised on kõige parem koostada iseseisvalt, mõned neist leiate artiklist. Järgmine samm kinnitusrakiste jaoks on magneti keskosa ettevalmistamine. Selleks peate puittooriku lõigama metallplaatide kujul, kuid selle suurus ei tohiks mustrit täielikult korrata. 2 mm peaks servadest nihkuma. Selle elemendi paksus peaks olema 2 mm suurem kui magnetide laius.

Toote välimine osa on selles etapis valmis, nüüd peate looma sisemise sisu. Sel juhul peaksite alustama magnetitest. Need asuvad plaatide vahel ja paksus võib varieeruda vahemikus 10 kuni 50 mm. Kui selline kinnitusdetail tehakse nurga all keevitamiseks, on parem kasutada ümmargusi magneteid, millest igas keskosas on auke. Kuid töö jaoks võite kasutada ka muid toorikuid, mis on eelnevalt ette valmistatud, lõigates aukud kinnitusdetailide paigaldamiseks. Viimane samm on puurimine ja kokkupanek. Terasplaadid paigaldatakse mõlemale küljele puidust toorikuga, magnetid kinnitatakse soontesse. Selle põhjal võime eeldada, et toode on valmis, seda tuleks praktikas katsetada.
Džigi valmistamine keevitamiseks
Kui vajate keevitamiseks käsitsi kinnitusvahendeid, saate teha juhi valmistamise. Seda kasutatakse raamides ja keerukates mustrites. Kujundusel on koonusekujulised tuged, mis tuleb külgedele asetada. Nende vahele on kinnitatud pöörlev tasapind. Sellel peaks olema mitme kruviklambriga reguleeritavad pikisuunalised talad.
Talades on augud, mistõttu saab klambreid paigaldada kogu pikkuses, see sõltub toote suurusest. Kokkupandud konstruktsiooni laiust saab reguleerida talade sisseviimise ja nende lahjendamise tõttu. Kirjeldatud seadme libisevaid mehhanisme saab kasutada universaalse tööriistana väikeste ja suurte toodete keevitamiseks. Kui otsustate kasutada roostevabast terasest, on oluline töö ajal kriimustused, mis võivad tekkida kruviklambritest, kõrvaldada. Sellepärast tuleks viimast täiendada huultele paigaldatud vildkleebistega. Sellise seadme saab kokku panna pikkade poltide ja laagrite vajaduse järgi, millest eelviimast on vaja liikuvate osade kinnitamiseks.

90-kraadine keevitusseadis
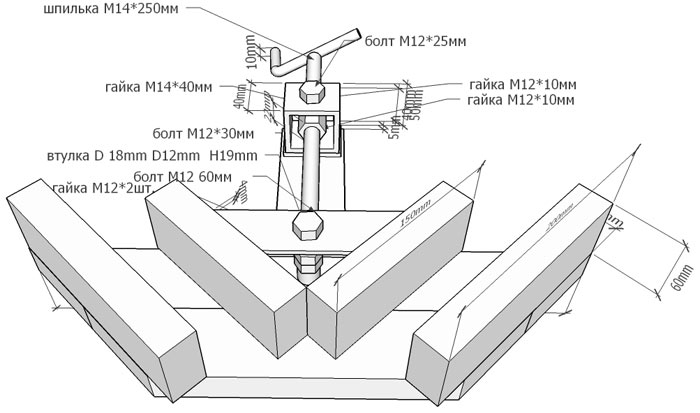
Mõned kinnitusrakised võimaldavad teil vältida probleeme, kui peate ühendama osi täisnurga all. Konstruktsiooni kokkupanekuga manipulatsioonide läbiviimiseks on vaja valmistada metallist ruut, poldid, mutrid, ruudukujulise toru tükk, polt, väike metallist silinder, puur, puur, hoidik, keevitusseade.
Ruudu ettevalmistamisel peaksite arvestama, et selle külg on 20 cm. Paksu poldi valimisel peate eelistama sellist, mille läbimõõt on 4 cm. Metallsilindri valimisel peaksite ette valmistama sellise, mis on pastapliiatsi suurus.
Töö metoodika
Ülalnimetatud seadme valmistamisel oma kätega keevitamiseks peate keevitama ruudukujulisel torul, mille pikkus on 15 ja 20 cm., Peate need paigaldama nurkadesse, nii et torude otsad oleksid ruudu erinevatel külgedel. Nüüd saate hakata tootma lisaosi. Selleks valmistatakse torust joonis tähe P kujul, selle pikkus peaks olema 10 cm. Teine osa on valmistatud samadest torudest, kuid elemendid on keevitatud ühesuunaliste trapetside kujul.
Ruudu külgedel kulgeb võrdkülgne kolmnurk. Selle külge keevitatakse U-kujuline kujund, mille keskel tehakse väikese poldi jaoks auk. Kuju ja ruudu vahesse peaks mahtuma 4-sentimeetrine polt. Viimase külge on kinnitatud käepide, aukuks võib olla mutter. Väikeses silindris keermestage väikeste poltide jaoks. See kulgeb mööda suure poldi otsa. Trapetsi diagonaalide ristmikul peate tegema augud mõlemas osas. Nende vahele paigaldatakse silindriline element, milles keerme tehakse eelnevalt.
Järeldus
Täna müügis olevate keevitustööde hõlbustamiseks võite leida tohutul hulgal seadmeid ja seadmeid. Eraldi koha hõivavad need, mida saab iseseisvalt teostada. Ülaltoodud teavet arvestades võib väita, et sellised konstruktsioonid on valmistatud improviseeritud materjalidest, ei pea te midagi muud ostma, mistõttu peate olema kannatlik ja valmistama jooniseid.
Pealtnäha lihtne keevitustöö nõuab reeglina üsna professionaalset ja vastutustundlikku lähenemist. Kuna kvaliteetse ja usaldusväärse töö tegemiseks vajate spetsiaalseid tööriistu. Nurgaklambrist keevitamiseks võib saada selliseks tööriistaks, mis võimaldab keevitustöid teha palju lihtsamaks ja kiiremaks.
Nurkklamber on omamoodi universaalne kinnitus, mis kinnitab keevitatud ajal töödeldud pindu. Selline kinnitus surub kindlalt teatud nurga all vajalikud elemendid ja muudab seeläbi materjalide keevitamise ja töötlemise mugavamaks. See on iga keevitaja esimene oluline seade, ilma milleta pole seda võimalik teha, ilma et see kahjustaks tööviljakust ja tekitaks äärmiselt ebamugavusi. Klambrid võivad olla erineva suuruse ja kujuga. Võtmeta funktsioone peetakse eriti mugavaks. Üldiselt soovitavad spetsialistid keevitustööde pidevaks rakendamiseks omada erineva konfiguratsiooniga klambreid.
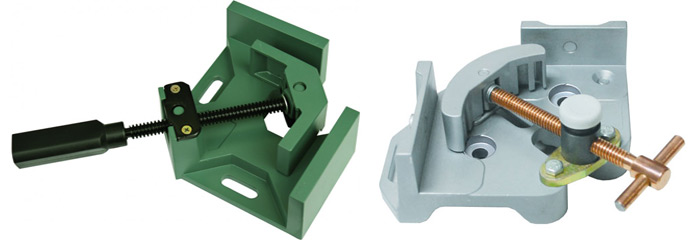
Keevisnurga klambri kujundus
Klambrid on sageli saadaval mitmes versioonis ja mõeldud keevitamiseks metalltorud kindla nurga all (30 kuni 90 kraadi). Neid saab valmistada erinevates vormides, sõltuvalt torude laiusest, arvust ja keevitusnurgast.
Nurgaklambri eristatavad omadused on järgmised:
- käsna paksus - klambrid on paksemad, et suurendada vuukide jäikust. Tulemusena: keevitada Keevitamise ajal ei paindu;
- kinnituskruvi materjal - keevitamisel pihustatakse sageli sulametallide osakesi, mis settivad läheduses asuvatele pindadele. Kui need satuvad keermestatud osadele, võib nende haardumine tekkida ja selle tulemusel klamber ebaõnnestub. Selle vältimiseks paigaldatakse neile vask või vasega kaetud kinnituskruvid. Vask omakorda hoiab ära pritsmete kleepumise ja pikendab keevitusseadmete tööiga;
- tööpind - elektroodidega töötamiseks vajaliku nurga all kohtades, kus osad on ühendatud, suurendab klamber tööpiirkonda.

Klamber ise koosneb liikuvast elemendist ja põhiraamist. Liikuv osa on tavaliselt varustatud täiendavate spetsiaalsete klambritega - kruvi või kangiga, mis reguleerib osade kokkusurumise astet. Liigutatava elemendi abil kontrollitakse tööriista ja haarade vahelist kaugust.
Seadme disaini maksimaalse liikuvuse tõttu mahutab klammer erineva suuruse ja ristlõikega materjale. Ja mitme nurkseadme kasutamisel saate mugavamaks ja tõhusamaks keevitamiseks moodustada mis tahes konstruktsioonide paigutuse. Enamik klambrielemente on mõeldud keevitustöödeks maksimaalse läbimõõduga 390 mm.
Keevituse nurkklambril on T-kujuline käepide, mis võimaldab teil töö ajal tekkiva kinnitusjõu üle kanda toorikule. Ja malmist klambrid keevitamise ajal taluvad isegi kõige suuremat kuumust.
Nurga tüüpi klambri valimisel on vaja arvestada kavandatava töö tüübiga. Nii kasutatakse näiteks väikese paksusega toorikute kinnitamiseks tavaliselt G-klambreid. Kui on vaja läbi viia suure paksusega metallitoodete paigaldamine, tasub kasutada nurgakujulist F-kujulist klambrit, mis on varustatud reguleeritava klemmielemendiga.
Klambrit saab paigaldada igat tüüpi ruumidesse töökoja või garaaži töölauale tasase pinnaga.
Tee-seda-ise-klamber
Enamiku mudelite standardne kinnitusnurk on 90 kraadi, kuid saadaval on ka seadmed, mis võimaldavad nurka muuta. Nende maksumus turul on suurusjärgu võrra suurem, nii et mõnikord on mõttekas teha kujundus oma kätega.
Nurga tüüpi klamber on oma kujunduses üsna lihtne ja paljude jaoks pole seda keeruline isegi kodus kokku panna.
Koduse klambri valmistamisel optimaalseks materjaliks peetakse rauda.
Klambri enda tootmiseks peate tegema järgmist:
- Looge struktuuri alus - seadme aluse moodustamiseks on soovitav kasutada lehtmetalli paksusega 8 mm kuni 10 mm. Kinnituselemendiks saab soovitud suurusega nurk. Osade kinnitamine on kõige parem elektrilise keevitamise abil, kuna keermestatud kinnitusdetail on vähem usaldusväärne.
- Paigaldage klamber - kruviklambri valmistamiseks on soovitatav kasutada 2 või 3 mutrit, mis on kokku keevitatud. Sel juhul on parem teha sulg, mille keskel on keermestatud auk, paksusega 30 mm kuni 40 mm. See kinnitatakse poltidega, nii et keerme purunemise korral saaks seda muuta.
- Vormige nurk - nurk-tüüpi klambri puhul tuleb erilist tähelepanu pöörata kinnitusklambrite asukohale. Keevitamisel peaksid nurgad ideaaljuhul üksteisega sobima. Sel eesmärgil keevitatakse üks nurkadest klambri külge, mille peale teine \u200b\u200bnurk asetatakse üksteisele, surutakse ja keevitatakse kronsteini külge.
- Kontrollige aluse liikumist - konstruktsiooni külgpindadele on vaja paigaldada juhikud, mis võimaldavad klambri sisemist alust liigutada. Selleks lõigake soon nurga all oleva seadme bisektori kohal laiusega 8 mm kuni 10 mm.
- Puurige augud - klambri ülaosas asuva külviku abil, millesse on paigaldatud polt, mis pingutatakse mutri ja seibiga. Aluste liikumine üksteise suhtes peaks olema vaba, seetõttu on parem, kui poldil olev niit ei ulatuks peaga. Pea saab ka aluse külge kinnitada klambriga.

Klambri sellise standardse versiooni töötamise ajal võib varem või hiljem, pidades silmas seadme asendi täisnurga all hoidmise piiramist, tekkida küsimus selle kitsa fookuse kohta tööl. Seda saab fikseerida, asetades eelnevalt kinnitatud elemendi asemele eemaldatava poltidega ühenduse. Teise võimalusena saab paigaldada kinnituskruvi, tänu millele on võimalik valida soovitud nurk koos selle järgneva fikseerimisega.
Arvestades kõike eeltoodut, tuleb meeles pidada, et professionaalse keevitusühenduse saamiseks on vaja töö kvaliteetseks muutmiseks kvaliteetset tööriista, mis aitab vältida liitumist ja liitumist.
Tunni teema: montaaž - keevitusseadmed Tunni eesmärk: keevitusseadmete tüüpide, seadmete ja otstarbe uurimine
Monteerimis- ja keevitusseadmete peamised tüübid
Kõik monteerimis- ja keevitusseadmed saab jagada kahte peamisse tüüpi: paigaldamine ja kinnitamine. Eriti mugavad mehhanismid, mis ühendavad mõlemad funktsioonid.

Seadmete reguleerimine . Paigaldatavad seadmed on ette nähtud detaili paigaldamiseks soovitud kohta - täpselt selles osas, milles see asub valmistootes.

Ruudud osade paigaldamine üksteise suhtes kindla nurga all (90 °, 60 °, 30 °, 45 °). Nurki on mugav kasutada, mille servad on tehtud pöörlevaks ja võimaldavad teil nende vahel suvalise nurga seadistada.


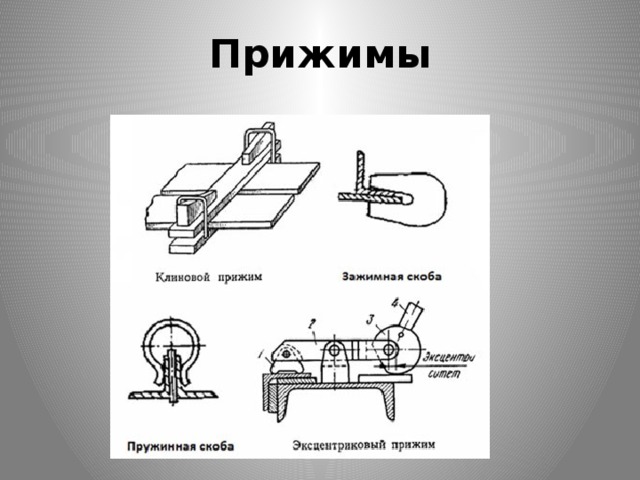
Rõhuasetus kasutatakse aluspindade kinnitamiseks ja võivad olla püsivad, eemaldatavad või kokkupandavad (koputades, pööratavad). Püsivad peatused, mis on tavaliselt tavalised plaadid või vardad, keevitatakse või kruvitakse aluse külge. Eemaldatavad või kallutatavad peatused seatakse, kui nende pidev viibimine selles osas on konstruktsiooniliselt vastuvõetamatu.

Mustrid ette nähtud monteerimisel paigaldatud osade kinnitamiseks selle seadme muudele osadele või piki toote tugipiire. Sel juhul on toode ise seadme tugielement.
Kinnitusvahendid .
Fikseerivate keevitusseadmete abil kinnitatakse osad pärast soovitud asendisse paigaldamist kindlalt, et vältida nende juhuslikku nihkumist või deformeerumist pärast jahutamist. Kinnitusvahendite hulka kuuluvad klambrid, klambrid, klambrid, sidemed, vahedetailid.

Universaalne tööriist, mida kasutatakse peaaegu igas metallitöös. Keevitaja jaoks on see esimene oluline tööriist, millest saab võimaluse korral loobuda vaid äärmiste ebamugavuste hinnaga ja tootlikkust kahjustades.









Vahetükid lubage teil kokkupandud osade servi joondada, anda osadele soovitud kuju, parandada kohalikke defekte.






Magnetväljakud. Nende abiga on väga mugav ühendada lehtdetailid, raami konstruktsioonid, nagid jne soovitud nurga all.


Klambrid. Need on elemendid, mis määravad keevitatud osa asendi kogu kinnitusdetailide suhtes
Taskud (a),
Peatused: püsivad (b), eemaldatavad (c) ja kokkupandavad (g);
Paigaldus sõrmed ja tihvtid: püsivad (e), eemaldatavad (e); prismad jäik ja reguleeritav (g) ja mustrid (h).

Kangi klamber
Riiuli 1 teljel 2 on käitushoob 3 ja vaheühendus 4, mis toimivad jõuhoovale 5. Toorik on kinnitatud tõkkega 6.

Pneumaatilised klambrid võrreldes mehaanilistega on neil mitmeid olulisi eeliseid, sealhulgas kiirus, võime juhtida arvukalt klambreid ühest kohast, võimalus varustada suruõhku klambritega, mis hõivavad erinev seisukoht kosmoses jne. Pneumaatilisel klambril on teatud elastsus, mis kompenseerib keevitatud osade deformatsiooni.

Magnetklambrid erinevad kiiruse, lihtsuse ja juhitavuse poolest. Neid kasutatakse servade joondamiseks ja nende surumiseks vastu voolupatja
a on magneti üldvaade; 1 - magneti korpus; 2 - tuum; 3 - põhi; 4 - mähis; 5 - lüliti; bd - rakendusmustrid; 6 - sulg; 7 - elektromagnetiline alus; 8 - rõhk; 9 - kruvikinnitus

Klambrid hüdroseadel. Sellised klambrid on olemas, kuid neid kasutatakse harva, kuna selliste klambrite survejõud on tohutu alates 500 kg. ruutmeetri kohta.

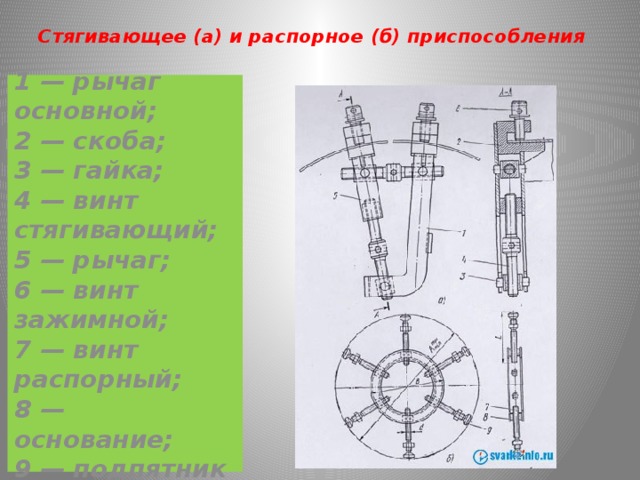
Pingutus- (a) ja vahedetailid (b)
1 - peamine hoob; 2 - sulg; 3 - mutter; 4 - pingutuskruvi; 5 - kang; 6 - kinnituskruvi; 7 - vahekruvi; 8 - alus; 9 - tõukejõu laager



Iga keevitaja teab, et kvaliteetse töö jaoks on vaja seda õigesti ette valmistada. Nii kogu konstruktsiooni kui ka üksikute osade korrektseks paigaldamiseks ja kinnitamiseks aitavad mitmesugused keevitusseadmed. Sellest sõltub otseselt teie töö lõplik kvaliteet. Kuid valmisseadmeid pole alati võimalik kaasa võtta või praegu on lihtsam neid ise valmistada või parandada, kui kuskilt otsida.
- Paigaldus;
- Kinnitus.
Paigaldustööriist on ette nähtud osade paigaldamiseks täpselt samasse kohta, milles nad asuvad lõpptöös. Sõltuvalt funktsioonidest ja konstruktsioonist jagunevad need peatusteks, nurkadeks, prismadeks, mustriteks.
Kinnitusseadmed on ette nähtud osade fikseerimiseks soovitud asukohta, milles juhuslikud nihked või deformatsioonid pole lubatud. Selliste seadmete hulka kuuluvad klambrid, klambrid, klambrid, sidemed ja vahedetailid.
Tee seda ise
Mõned tööriistad, mida käsitööline keevitamise ajal kasutas, lagunevad üsna sageli või on vale funktsionaalsusega. Jah, enamikku asju saab poest osta, kuid mõnikord on seda lihtsam teha ise ja konkreetselt seda, mida vajate.
Elektroodide hoidjad
Koduse elektroodi hoidja valmistamiseks peate võtma kolm traadi tükki, mille läbimõõt on kümme sentimeetrit kaheksa millimeetriga. Painutage neist kaks küljele (see näeb välja nagu kahvel) nii, et traadi osad on suunatud vastassuunas (vasakule ja paremale). Nende vahele peaks jääma ülejäänud traat, mis on metallvardaga ühendatult ülaossa painutatud, umbes 0,5-ni selle pikkusest. Esiteks püütakse külgmised osad keevitades kinni, pärast mida rakendatakse keskosa, seejärel keevitatakse lõpuks kõik. Võimalik, et peate lisama traadi täiendava mähise, mis kaitseb seda ülekuumenemise eest.
Klambrid
Klamber on kinnitusseade. Nende ise valmistamise vajaduse võib põhjustada kauplustes müüdavate mudelite ebapiisav tugevus. Näiteks twoodide või muude metallist asjade keevitamisel on vaja piisavalt tugevaid klambreid. Ja poemudelid ei pruugi vajalikku koormust taluda.
Valmistamiseks vajate:
- 10 mm paksune terasplekk;
- Kolm pähklit;
- Suure läbimõõduga seibid;
- Toru väliskeermega vastavalt mutrite suurusele.
Tootmisprotsess:
- Lõika teraslehest riba, mille küljed on 50 cm ja 4 cm;
- Lõigake alla 25 cm pikkuse staatilise hoidmise jaoks riba;
- Lõika 10 cm pikkune mobiilne riba;
- Mobiilse osa kinnitamiseks lõigake kaks 5 cm ristkülikut;
- Lõigake osa klambri (1) staatilise osa toetuseks;
- Keevitage lisaosa klambri alusele. Nad peavad omavahel moodustama tähe G;
- Keevitage osa lühikese servaga tasapinnaliselt (1);
- Keevitage kolm mutrit üksteisega;
- Keevitage seibid omavahel;
- Keevitage mutrite serv liikuva osa suhtes nii, et sissekeeratav varras kulgeb paralleelselt klambri enda alusega;
- Vajadusel saab võlli külge kinnitada käepideme, kinnitada peal oleva mutriga;
- Keevitage osad välisservas;
- Sisestage klambri osade vahele;
- Keevitage piki osade siseserva, kinnitades varda;
- Keevitage seibid varda servas.
Monteerimiseks võite kasutada ajakirja klambri varrast, kui see on olemas.
Nurgaklambriga, nagu tavaline, kinnitatakse osad nende järgnevaks keevitamiseks. Kuid toote osad ei peaks alati asuma otse. Vahel nurga all. Nurgaklambri peaks olema keevitaja arsenalis sellisteks hetkedeks. Neid müüakse kauplustes, kuid neil on samad puudused. Tööriista keevitamiseks täisnurga all saate hõlpsalt ise teha. Materjalide komplekt on sama, mis tavalistel klambritel, lisaks mutrid ja naastud.

Tarbimatu elektroodide keevitamine
Seade metalljuhtmete, keerdude ühendamiseks või termopaaride valmistamiseks valmistatakse sageli iseseisvalt oma kätega. Kuid tuleb meeles pidada, et poest ostetud valmistoote hind võib olla madalam kui kõigi komponentide kogusumma, kui neid ostate. Kuid reeglina võib detaile leida ka demonteerimisel ja ehk saab neid ka vanade seadmete lahtivõtmisel.
Seadme valmistamiseks vajate ühte trafot 20-50 V pinge jaoks, ühenduskaablid on neli tükki (kaks ühendamiseks, elektroodi ühendamiseks ja võrguga ühendamiseks). Elektrood võib olla grafiit, mida saab hõlpsasti varda pliiatsilt eemaldamise teel. Hoidja rolli sobib kõik, mida saate selle jaoks kohandada.
Selliste seadmete kokkupanek toimub vastavalt standardskeemile, mida võib hõlpsalt leida mitmesugustest allikatest ja mis koosneb üldjoontes juhtmete korrektsest ühendamisest ja kõige selle pakkimisest.
Põhjendus
Omatehtud keevitusseadmete valikud saavad ja võivad olla praktilises kasutuses ka reaalses töös. Siiski tuleks meeles pidada ise kokkupandud kinnitusmehhanismide või muude seadmete tootmise teostatavust. Peate selgelt aru saama, mida soovite saavutada: suurenenud tugevus, fikseerimise suurem jäikus või teha kõige mugavam variant.
Seade võimaldab teil kiiresti kvaliteetset tööd teha. Ja mida mugavamaks tööriista teete või seda korjate, seda kiiremini saavutate vajaliku töö kvaliteedi.
Sõltuvalt kokkupandava konstruktsiooni tüübist peab keevitaja pidevalt jälgima mõõtmete hälvet. See hõlmab: diagonaalide võrdsuse, telgede (rackide) vahekauguse, piki- ja põiktasapindade, üksikute elementide nurkade, mis ei kuulu peaperimeetrisse, jälgimist. Kui jätate mõne neist näitajatest ilma, on kujundus defektne ja toode tuleb ümber teha. Kiireks ja ühtlaseks tööks on loodud praktilised keevitusseadmed, mis tagavad konstruktsiooni fikseerimise oma asukohas, järgides eelnevalt seatud mõõtmeid. See optimeerib kogu protsessi ja võimaldab teil lühikese aja jooksul toota rohkem kvaliteetseid tooteid.
Juhid on monteerimis- ja keevitusseadmed, mida kasutatakse tööstuslike seifide käterätikuivatide, sepistatud elementide keerukate mustrite ja ustega raamide tootmisel.
Metallkonstruktsioonil on külgedel kaks koonusekujulist tuge, mille vahel on kinnitatud pöörlev tasapind. Viimasel on reguleeritavad pikisuunalised talad, paljude kruviklambritega. Palkide arvukate aukude tõttu saab klambreid paigaldada kogu pikkuses, sõltuvalt toote suurusest. Tänu lahutusele või talade endi vähendamisele on kokkupandud konstruktsiooni laius reguleeritud.

Tänu keevitusjuhtidele paljastatakse ja hoitakse kohe toote külgede, selle piki- ja põiktasandi vahelist kaugust. Keevitaja kontrollib ainult diagonaali ja võite hakata tööd tegema. Seade pöörleb, nii et sellele on lihtne juurdepääs nii väliste kui ka sisemiste õmbluste keevitamiseks. Kalde fikseerimiseks pöörlemise ajal kasutatakse ringi, millel on arvukalt auke ühel tasapinna küljel. Rõhk on sisestatud sinna. Keerulisemad mehhanismid sisaldavad elektrimootorit ja käigukasti.
Džigi libisev mehhanism võimaldab teil seda kasutada universaalse tööriistana suurte ja väikeste toodete keevitamiseks. Kui töötate koos roostevabad terasedkruviklambrite kriimustuste vältimiseks tarnitakse viimased huultele vildikleebistega ja mass edastatakse otse tootele. Sellise juhtseadme saab kokku monteerida profiiltorust endast. Liikuvate osade kinnitamiseks vajate laagrid ja pikki polte.
Mustrid
Laiemale tasapinnale paigaldatakse mallide kujul rohkem lihtsaid seadmeid täisnurga all. Tulevaste toodete täpne nurk määratakse eelnevalt. Selleks keeratakse peatused, kaks tükki nurga mõlemal küljel. Keevitatav element pannakse malli, tehakse kinnitused ja keevitatakse.
Mallide “täpsematel” versioonidel on voltimispeatused, mis hõlbustavad keevitatud konstruktsiooni eraldamist. Nii et toode ei sõida kõrge temperatuuriga kokkupuutel keevituskaar, ühe külje peatuste asemel lisatakse kruviklambrid, mis kinnitavad malli küljed kindlalt ja hoiavad neid üles tõusta. Pärast keevitamist kruvid lahti keeratakse ja konstruktsioon võetakse vabalt välja. Niisiis, võite keevitada nurgaprofiiliga torude, nurkade erineva laiusega riiulitega. See on mugav uste ja väravate raamide tootmisel.
Tsentraliseerijad
Kokkupanek pole palju keevitamine. Selliste detailidega töötamise peamine omadus on tagada poolte joondamine. Kui erinevus on suurem kui 1,5 mm, on see palja silmaga märgatav. Kriitiliste toodete puhul, kus esteetika on oluline, on see vastuvõetamatu.

Tsentraliseerijad viivad keevitatud küljed kokku, joondades need kas peamiselt piki ülemist ja alumist osa või kogu ümbermõõtu. Need on kruvitud, mille ümbermõõt ulatub toru kõikidele külgedele, ja klambrid - poolringikujuliste jalgadega. Seadmed tsentreerivad toru ja keevitamine toimub. Pärast mida seade eemaldatakse.
Magnetilised leiutised
Toote külgi on väga lihtne soovitud asendisse sättida. Lihtsaim on magnetiline ruut. See fikseerib jäiga jõu tõttu toote kaks osa jäigalt ja seab selle vahele 90-kraadise nurga. Seadmel on rohkem universaalseid versioone, kus on määratud erinev kraad. Nii saate külgi keevitada teravate ja nüride nurkade all.

Isegi mitmekülgsemad magnetilise sagedusega leiutised võimaldavad teil hõivata metallielemendi ja kinnitada see pinna mõlemale küljele. See aitab palju, kui pole piisavalt kolmandaid käsi, kuid pole kedagi, kes aitaks. Koduvalmis seade sarnase funktsionaalsusega keevitamiseks võib olla valmistatud kahest ruudust metallist 30 x 30 mm, mille külge kinnitatakse üks magnet. Ruutudel on keevitatud “kõrvad”, mille külge saab poltühenduse kaudu kinnitada kaks või enam küünarnukki (metallribad seina paksusega 3 mm ja mõõtmetega 100 x 20 mm). Sellist leiutist saab vastavalt soovile painutada ja aretada. Ühel küljel kleepub see põhitoote külge, teisel küljel haarake ja hoidke keevitatud elementi.
Kinnitus- ja libisemisseadmed
Keevitusseadmete hulgas on palju väikeseid abilisi, kes pakuvad keevitamiseks fikseerimist, segamist või osade eraldamist. Siin on peamised.
Klamber
See on C-kujuline raam, mille ühes otsas on "huul" toote haaramiseks ja teises liikuv rõhk. Seda seadet kasutatakse lehtede kinnitamiseks alusele vastavalt toote üldisele tasapinnale. Rõhk liigub käigukasti kruvil või nukkmehhanismil. Viimane võimalus on praktilisem, kuna see säästab aega libisemiseks konstruktsiooni erineva paksusega all. Neelu (C-raami suurus) võib olla väike ja suur, sõltuvalt keevitatavate materjalide mõõtmetest.
Ruut
Lihtsaim element, mis aitab 90 kraadi nurka seada profiiltorud - see on ruut. Kui regulaarselt viiakse läbi manipulatsioone, mis nõuavad kiiret 90-kraadist paigaldamist ja positsiooni fikseerimist, siis võite teha lihtsa konstruktsiooni DIY-keevitamiseks. Vaja on kahte klambrit, mille fikseeritud “huuled” keevitatakse altpoolt metallribaks. Riba ülaosale on kinnitatud kaks väikest nurka. Nurga abil määrake soovitud kraad ja need on katki. See on rõhuasetus. Nurkade üksteisele lähedale toomine pole vajalik, et ligipääsu juurde jääks fileeõmblus tulevaste toodete kohta.
Vahetükid
Konstruktsiooni longus külgede pigistamiseks kasutatakse lõhkemisseadmeid. See võib olla tasapinnal eralduvate külglehtede servad või suure kandevõimega vuugi vajunud küljed. Servade viimiseks ühele tasapinnale kasutatakse silindrit, mille sees lõigatakse suur niit. Selle servadesse kruvitakse suured poldid ja nende mütsidel on toote siseküljele kuju järgi sobivad fikseeritud peatused (kui paagil on ühtlased seinad, siis on peatused lamedad, kui paagi seinad on ümmargused, siis on peatused ümardatud). Silindril on mitu auku kangi paigaldamiseks ja pöörlemiseks. Sellisel juhul keeratakse poldid lahti ja seadme kogupikkus suureneb. See surub longus külje soovitud tasemele. Kui vahetüki pikkusest ei piisa, asetatakse ühe peatuse alla puidust sisetükk.
Klambrid
Mõnikord peate töötama väga kiiresti ja pole aega toodet klambritega vajutada. Kui keevitatavate osade paksus on väike, võib kasutada klambreid. Need on väikesed küünised, mille vedru tõmbab mõlemaid pooli. Selliste seadmete "huuled" võivad olla konkreetsete toodete jaoks laiad või kõverad. Neil on töölaiuse reguleerimiseks väike vahemik, kuid erinevalt klambritest seatakse need ühe sekundiga.
Ekraanid
Kui kokkupanemiseks ilma suure vaheta on vaja küljed viia mööda liini joont, kasutage siis sidemeid. Lamedate toodete puhul võivad need olla kaks nurka, mille aukud kinnituvad üksteise vastas ja viivad küljed pika poldi abil kinni, keerates mutri kinni. Kui polt on pika keermega (pea all), mõistab seade selle ahendava efekti täielikult. Kui disainilahendusel on küljed, mida saate kinni püüda, kasutatakse nurkade keevitamise asemel ülaosaga aukudega konksu.
Mitmesugused lisaseadmed lihtsustavad ja kiirendavad keevitust. Neid elemente ise tehes saate natuke raha säästa.

