Роботи зі зварювання часом припускають менше сил і часу в порівнянні з підготовкою до них. Основна їх частка - це збірка звареної конструкції, в процесі чого необхідно зафіксувати елементи в необхідному положенні. Дана робота вимагає від майстра уваги, адже від неї залежить якість виробів.
Якщо після ретельної вивірки і установки заготовок конструкція розвалиться від дотику електрода, буде прикро, доведеться збирати все спочатку. Трапляється і так, що елемент приварюється, але не в тому положенні, яке потрібно. Це може статися при непомітному зсуві або деформації після охолодження металу. Саме тому перед початком зварювальних робіт необхідно запастися усіма потрібними пристроями.
Рішення проблеми
Для того щоб уникнути подібних помилок, використовуються спеціальні пристосування для зварювання. Вони дозволяють берегти сили і час, забезпечуючи високу якість виробів на виході. На сьогоднішній момент відомо безліч механізмів і пристроїв, які можуть бути використані для проведення зварювальних робіт. Якщо люди працюють в умовах промисловості, де налагоджено масове і серійне виробництво, вони використовують автоматизоване і механізоване обладнання, сюди слід віднести механізми для укладання, транспортні пристрої, технологічні складальні пристосування та інше. Якщо ж майстру доведеться працювати в домашніх умовах, то їм можуть бути використані пристосування для зварювання, які цілком реально виготовити самостійно. Вони дозволять знизити деформацію деталей.
виготовлення струбцини
Без струбцини, яку ви можете виготовити самостійно, не буде здатний впоратися з роботою жоден зварювальник. Крім того, даний інструмент допомагає вирішувати завдання при проведенні слюсарних та столярних робіт. Дане пристосування може мати різні варіанти - спеціалізовані та універсальні. Нещодавно з'явилася ще одна модифікація, яка представляє собою З її допомогою можна забезпечити зусилля стиснення до 450 кг. Однак основним завданням таких інструментів виступає фіксація заготовок для з'єднання між собою.
Робота над кутовий струбциной: підготовка

Пристосування для зварювання пропонуються до продажу сьогодні в широкому асортименті, проте виготовити ви можете самостійно. Як інструменти та матеріалів для проведення робіт виступають:
- сталевий куточок;
- шпильки з різьбленням;
- гайки;
- дриль;
- сталеві пластини;
- прутки для воротком;
- зварювальний апарат;
- мітчик.
Проведення робіт

Під прямим кутом куточки необхідно приєднати до сталевих пластин. З кожного боку за допомогою зварювання фіксується червячная конструкція. Це куточок з вваренной гайкою або потовщенням, в якому слід нарізати різьбу з урахуванням шпильки воротка. При цьому важливо звернути увагу ще й на потенційну заготовку, адже вона визначає ширину робочого зазору. Якщо діапазон розмірів деталей широкий, то найкраще підготувати кілька струбцин.
Шпилька-комірець вкручується в робочу гайку, на кінці після цього збирається упор. Дана конструкція являє собою дві металеві шайби різного розміру. Важливо забезпечити прокручування упору на шпильці. Вороток зі зворотного боку необхідно забезпечити отвором, в яке встановлюється сталевий прут. Він буде виконувати роль важеля. Такі пристосування для зварювання зібрані правильно, якщо за допомогою них можна надійно фіксувати сталеві деталі. Конструкція дуже проста, а виготовити її можна з підручних матеріалів.
Досить складним завданням є зварювання труб в торець. При цьому заготовки необхідно буде точно зорієнтувати в просторі. Якщо до готової системі приварюється відрізок труби, то завдання буде спрощена. А ось вільно лежать заготовки потрібно зварювати, заручившись сторонньою допомогою або використовуючи спеціальне пристосування. Застосувати в процесі роботи необхідно сталеві пластини і металевий куточок. Половинки струбцини кріпляться традиційно, застосувати для цього необхідно шпильки з різьбленням. В результаті вдасться отримати ефективну і просту конструкцію.
виготовлення кліщів

Саморобні пристосування для зварювання включають ще й кліщі. Зібрати їх можна, але для цього потрібно запастися терпінням. Для проведення робіт слід підготувати мідний дротик, довжина якого становить 2 м. Його діаметр повинен бути дорівнює 30 мм. Ця заготовка може виявитися трохи довший, в цьому випадку її вдасться прогнути. Елемент згинається, щоб вийшла заготовка в формі підкови. На кінцях робляться 18-мм отвори, після потрібно зробити розворот і зробити пропил.
У підсумку вийдуть затискачі для електродів. Два трансформатора з'єднуються паралельно, в них вторинна і первинна обмотки повинні бути з'єднані безпосередньо. Подача струму може коригуватися самостійно. Такі саморобні пристосування для зварювання повинні охолоджуватися, а використовувати для цього слід воду. Застосувавши ножну педаль, ви зможете зняти електроди.
З вищесказаного можна зробити висновок, що кліщі мають в складі важіль для розвороту електродів, трансформатор, а також рукоятку з штовхачем. Важіль утримується шарнірами, осі яких розташовуються протилежно. Іноді виготовляються кліщі, між штовхачами яких знаходиться пружина. Однак подібний пристрій для зварювання труб не можна назвати зручним. Адже стискання пружини при повороті буде досить складним.
Виготовлення магнітного утримувача

Якщо вас зацікавили пристосування для складання і зварювання, ви можете виготовити їх самостійно, відмовившись від придбання заводських варіантів. Це відноситься і до магнітного держателю, для виконання якого потрібно підготувати наступні матеріали:
- листовий метал;
- суху дошку;
- магнітний кріплення.
При підготовці металу необхідно керуватися певними параметрами, товщина листа може змінюватися в межах від 1 до 3 мм. Створюючи шаблон майбутньої конструкції, краще виконати монолітний варіант, розміри якого будуть відповідати потребам майстра. Шаблон потрібно докласти до листового металу і вирізати однакові заготовки в кількості 2 штук. Важливо при цьому зберегти їх геометрію.
Креслення пристосувань для зварювання найкраще скласти самостійно, деякі з них ви можете відшукати в статті. Наступним кроком на шляху до пристосувань буде підготовка центральної частини магніту. Для цього потрібно випиляти за формою металевих пластин заготовку з деревини, однак її розмір не повинен повністю повторювати шаблон. Від країв слід відступити 2 мм. Товщина цього елемента повинна бути більше на 2 мм, ніж ширина магнітів.

Зовнішня частина виробу на цьому етапі готова, тепер потрібно створити внутрішнє наповнення. В цьому випадку слід відштовхуватися від магнітів. Вони будуть розташовуватися між пластинами, а товщина може змінюватися в межах від 10 до 50 мм. Коли виготовляється таке пристосування для зварювання під кутом, краще застосувати круглі магніти, в кожному з яких будуть отвори в центральній частині. Однак для роботи можна використовувати і інші заготовки, які попередньо готуються методом вирізання отворів для установки кріплення. Заключним етапом стане просвердлення отворів і проведення збірки. Сталеві пластини кріпляться з двох сторін дерев'яної заготівлею, в пази фіксуються магніти. На цьому можна вважати, що виріб готовий, його слід випробувати на ділі.
Виготовлення кондуктора для зварювання
Якщо вам потрібні ручні пристосування для зварювання, ви можете зайнятися виготовленням кондуктора. Він використовується при виконанні рамок і складних візерунків. Конструкція має конусоподібними опорами, які необхідно розташувати з боків. Між ними кріпиться крутиться площину. На ній повинні розташовуватися регулюються поздовжні балки з декількома гвинтовими притисками.
У балках будуть отвори, саме тому притиски можуть бути встановлені по всій довжині, що буде залежати від розміру вироби. Ширина збирається конструкції може регулюватися завдяки введенню балок і їх розведення. Використовувати розсувні механізми описуваного пристрою можна як універсальний засіб для зварювання малих і великих виробів. Якщо ви вирішили використовувати нержавіючу сталь, то при роботі важливо виключити подряпини, які можуть виникнути від гвинтових притисків. Саме тому останні повинні бути доповнені наклейками з повсті, які встановлюються на губи. Такий апарат можна зібрати з знадобляться довгі болти і підшипники, передостанні з яких потрібні для кріплення пересувних частин.

Пристосування для зварювання під кутом 90 градусів
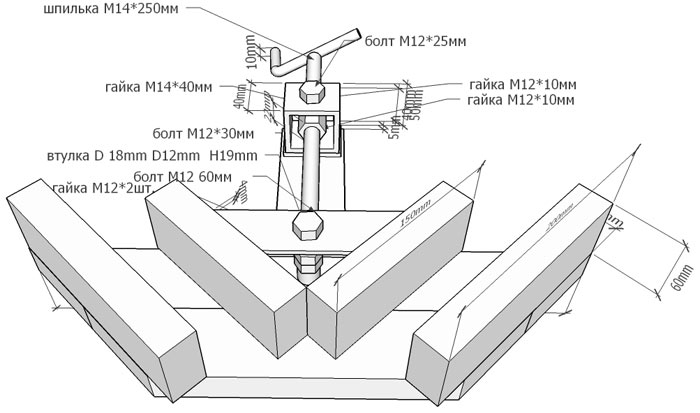
Деякі пристосування для дозволяють уникнути проблем при необхідності з'єднання деталей під прямим кутом. Для проведення маніпуляцій по збірці конструкції необхідно підготувати металевий квадрат, болти, гайки, шматок квадратної труби, болт, невеликий металевий циліндр, дриль, свердло, тримач, зварювальний апарат.
Готуючи квадрат, ви повинні враховувати, що його сторона складе 20 см. При виборі товстого болта необхідно віддати перевагу той, що має 4 см в діаметрі. Вибираючи металевий циліндр, ви повинні підготувати той, що має розмір з кулькову ручку.
Методика проведення робіт
При виготовленні вищеописаного пристосування для зварювання своїми руками ви повинні приварити на квадрат труби, довжина яких становить 15 і 20 см. Встановити їх необхідно по кутах, щоб кінці труб опинилися по різні боки квадрата. Тепер можна приступати до виготовлення допоміжних деталей. Для цього з труби готується фігура за формою літери П, її довжина повинна скласти 10 см. Друга деталь виготовляється з цих же труб, проте елементи зварюються між собою у вигляді равнобокой трапеції.
Трикутник виконується на сторонах квадрата. До нього приварюється П-подібна фігура, в якій попередньо проробляється отвір по центру для маленького болта. У зазор між фігурою і квадратом повинен поміститися 4-сантиметровий болт. До останнього прилаштовується ручка, в ролі неї може виступити гайка з отвором. У маленькому циліндрі потрібно виконати різьблення для маленьких болтів. Вона проробляється уздовж кінця великого болта. У точці перетину діагоналей трапеції потрібно виконати отвори в обох деталях. Між ними буде встановлюватися циліндричний елемент, в якому попередньо виконується різьблення.
висновок
Для полегшення зварювальних робіт у продажу сьогодні можна зустріти величезну кількість пристосувань і пристроїв. Окреме місце серед них займають ті, що можна виконати самостійно. З огляду на інформацію, яка була представлена \u200b\u200bвище, можна стверджувати, що такі конструкції виконуються з підручних матеріалів, купувати додатково щось не доведеться, саме тому потрібно запастися терпінням і підготувати креслення.
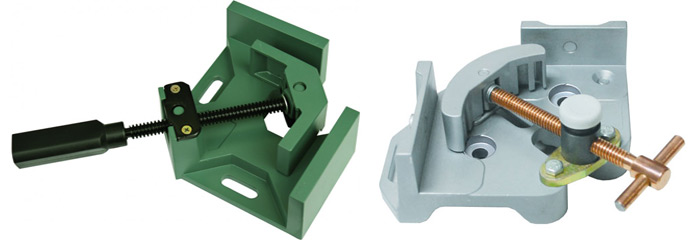
Які видаються на перший погляд прості зварювальні роботи, як правило, потребують досить професійному і відповідальний підхід. Оскільки для виконання якісних і надійних робіт, знадобляться спеціальні інструменти. Таким інструментом може стати кутова струбцина для зварювання, яка дає можливість проводити зварювальні роботи набагато простіше і швидше.
Кутова струбцина є якимось універсальним фіксатором, який скріплює оброблювані поверхні при зварюванні. Таке пристосування міцно стискає необхідні елементи під певним кутом і тим самим робить процес зварювання і обробки матеріалів зручніше. Це перше за важливістю обладнання для будь-якого зварника, без якого неможливо обійтися, не заподіявши шкоди продуктивності і крайньої незручності в роботі. Струбцини можуть бути різних розмірів і форм. Особливо зручними вважаються швидкозажимні варіанти. В цілому для постійного здійснення зварювальних робіт професіонали рекомендують мати набір струбцин різної конфігурації.
Конструкція кутовий струбцини для зварювання
Найчастіше струбцини випускаються в декількох модифікаціях і призначені для зварювання металевих труб під певним кутом (від 30 до 90 градусів). Можуть виготовлятися в різних видах в залежності від ширини труб, їх кількості і кута зварювання.
Відмінними рисами будь-якої кутовий струбцини є:
- товщина губки - притискні губки мають велику товщину для підвищення ступеня жорсткості з'єднань. Як результат: зварювальний шов не вигинається під час проведення зварювання;
- матеріал виготовлення притискних гвинтів - в процесі зварювання часто відбувається розбризкування розплавлених частинок металу, які осідають на прилеглих поверхнях. При попаданні на різьбові частини може відбуватися їх спайка і як наслідок вихід зі строю струбцини. Щоб уникнути цього на них встановлюються мідні або обміднені притискні гвинти. Мідь, в свою чергу, не дає прилипати бризок і збільшує період експлуатації зварювального устаткування;
- робоча поверхня - для роботи електродами під необхідними кутами в місцях стикування деталей струбцина збільшує робочу зону.

Сама струбцина складається з рухомого елемента і основний рами. Рухома частина зазвичай оснащується додатковими спеціальними зажимами - гвинтом або важелем, що регулюють ступінь стиснення деталей. За допомогою рухомого елемента контролюється відстань між інструментом і губками.
Завдяки максимальної рухливості конструкції пристрою струбцина може утримувати матеріали різного розміру і перетину. А при використанні декількох кутових пристроїв можна сформувати будь-які розташування конструкцій для більш комфортної та оперативної зварювання. В більшості своїй затискні елементи розраховані для зварювання матеріалу з максимальним діаметром 390 мм.
Кутова струбцина для зварювання має Т-подібну форму ручки, яка дозволяє передавати утворюється при роботі зажимное зусилля на оброблювані деталі. А чавунні скоби при проведенні зварювальних робіт здатні витримувати навіть найвищий нагрів.
Вибираючи струбцину кутового типу необхідно враховувати вид планованих робіт. Так, наприклад, G-струбцини зазвичай застосовуються для фіксації заготовок невеликої товщини. При необхідності здійснення монтажу металевих виробів, що мають велику товщину, варто скористатися кутовий струбциной F-форми, оснащеної регульованим затискним елементом.
Струбцина може встановлюватися в будь-яких типах приміщень в майстернях або гаражах на робочому столі з рівною поверхнею.
Робимо струбцину своїми руками
Більшість моделей мають стандартний кут кріплення в 90 градусів, але випускаються також пристрої з можливістю зміни кута. Вартість їх на ринку на порядок вище, тому іноді є сенс зробити конструкцію своїми руками.
Струбцина кутового типу досить проста за своєю конструкцією та для багатьох буде нескладно зібрати її навіть в домашніх умовах.
Оптимальним матеріалом при виготовленні саморобної струбцини вважається залізо.
Для самостійного виготовлення струбцини необхідно зробити наступне:
- Створити основу конструкції - для формування нижньої частини пристрою бажано використовувати листовий метал з товщиною від 8 мм до 10 мм. Фіксуючим елементом послужить куточок потрібного розміру. Кріплення деталей краще робити за допомогою електрозварювання, оскільки різьбове кріплення буде менш надійним.
- встановити затиск - щоб зробити гвинтовий затиск рекомендується використовувати 2 або 3 гайки, які зварюються між собою. При цьому краще виготовити кронштейн з центральним різьбою товщиною від 30 мм до 40 мм. Кріпитися він за допомогою болтів, щоб у випадках зриву різьблення його можна було б поміняти.
- сформувати кут - особлива увага в струбцине кутового типу необхідно приділити розташуванню зажімочного скоб. При зварюванні куточки повинні ідеально підходити один до іншого. З цією метою один з куточків приварюється до затиску, на який потім накладається другий куточок, притискається і приварюється до скоби.
- Перевірити рух підстави - по бокових поверхнях конструкції необхідно встановити напрямні, які дозволять переміщати внутрішнє підставу струбцини. Для цього вирізається паз з шириною від 8 мм до 10 мм по бісектрисі кутового пристрою.
- просвердлити отвори - за допомогою свердла в верхньому підставі струбцини, в яке встановлюється болт, що закручується гайкою з шайбою. Переміщення підстав по відношенню один до одного повинно бути вільним, тому краще, щоб різьблення на болті не доходила до головки. Головка може також кріпитися на підставі за допомогою кронштейна.

Під час експлуатації такого стандартного варіанту струбцини на увазі обмеження положення пристрою під прямим кутом, рано чи пізно може виникати питання про його вузької спрямованості в роботі. Виправити це можна, розмістивши в місці раніше нерухомого елемента, роз'ємного болтового з'єднання. Як варіант може бути встановлений затискний гвинт, завдяки якому з'явитися можливість вибору необхідного кута з його подальшою фіксацією.
З огляду на, все вищесказане слід пам'ятати, що для отримання професійного зварювального з'єднання, необхідний якісний інструмент, що дозволяє спрощувати роботу і не допускати поява не стикувань і підганяючи.
Тема урока: складально - зварювальні пристосування Мета уроку: вивчення видів, пристрої та призначення складально - зварювальних пристосувань
Основні види складально-зварювальних пристосувань
Все складально-зварювальні пристосування можна розділити на два основних види: установчі та закріплюють. Особливо зручні механізми, що поєднують в собі обидві ці функції.

установчі пристосування . Установчі пристосування призначені для установки деталі в потрібне положення - точно в таке, в якому вона буде перебувати в готовому виробі.

Косинці служать для установки деталей під певним (90 °, 60 °, 30 °, 45 °) кутом один до одного. Зручні у використанні косинці, межі яких виконані поворотними і дозволяють встановити будь-який необхідний кут межу ними.


упори служать для фіксації деталей з базових поверхонь і можуть бути постійними, знімними або відкидними (відвідними, поворотними). Постійні упори, що представляють собою найчастіше звичайні пластини або бруски, приварюються або прикручуються до основи. Знімні або відкидні упори ставлять тоді, коли їх постійна присутність в деталі конструктивно неприпустимо.

шаблони призначені для фіксування встановлюються при складанні деталей по інших деталей в цьому вузлі або з яких-небудь опорним контурам вироби. У цьому випадку сам виріб є несучим елементом пристосування.
закріплюють пристосування .
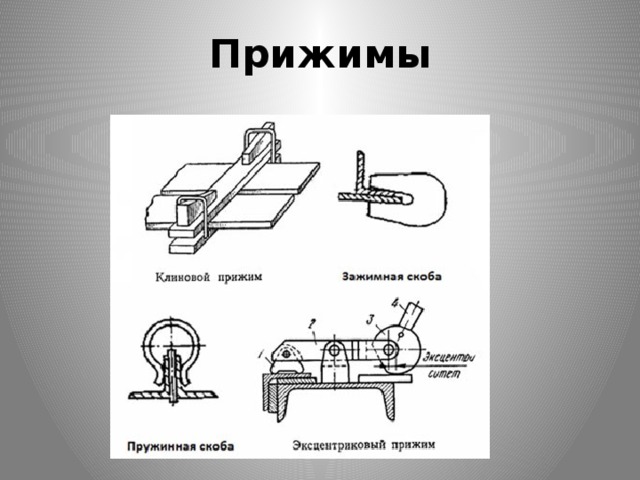
За допомогою закріплюють зварювальних пристосувань деталі після установки в потрібне положення міцно закріплюють з метою недопущення їх випадкового зсуву або деформації після охолодження. До закріплює пристроїв відносяться струбцини, затискачі, притиски, стяжки, розпірки.

Універсальний інструмент, який використовується практично при будь-якій роботі з металом. Для зварника вона - перша за важливістю пристосування, обійтися без якого якщо і можна, то тільки ціною крайньої незручності і на шкоду продуктивності









розпірки дозволяють вирівнювати кромки деталей, що збираються, надавати деталям потрібну форму, виправляти місцеві дефекти.






Магнітні косинці. З їх допомогою дуже зручно з'єднувати під потрібним кутом листові деталі, рамні конструкції, стійки і т.п.


Фіксатори. Це елементи, що визначають положення деталі, що зварюється щодо всього пристосування
Кишені (а),
Упори: постійні (б), знімні (в) і відкидні (г);
Установчі пальці і штирі: постійні (д), знімні (е); призми; жорсткі і регульовані (ж) і шаблони (з).

важільний притиск
На осі 2 стійки 1 є провідний важіль 3 і проміжну ланку 4, чинні на силовий важіль 5. Притиск деталі здійснюється упором 6.

пневматичні притиски в порівнянні з механічними мають ряд істотних переваг, в тому числі швидкодію, можливість управління поруч притисків з одного місця, можливість підведення стисненого повітря до притискаючи, котрий обіймав різне становище в просторі і т. д. Пневматичний притиск має певну пружністю, що компенсує деформації деталей, що зварюються.

магнітні притиски відрізняються швидкодією, простотою і маневреністю. Їх використовують для вирівнювання крайок і притиснення їх до флюсовій подушці
а - загальний вид магніту; 1 - корпус магніту; 2 - сердечник; 3 - днище; 4 - обмотка; 5 - вимикач; б-р - схеми застосування; 6 - скоба; 7 - електромагнітний стенд; 8 - упор; 9 - гвинтовий притиск

Притиски на гідравлічному пристрої. Такі притиски існують, але застосовуються вкрай рідко, так як сила стиснення таких притисків величезна від 500 кг. на квадратний метр.

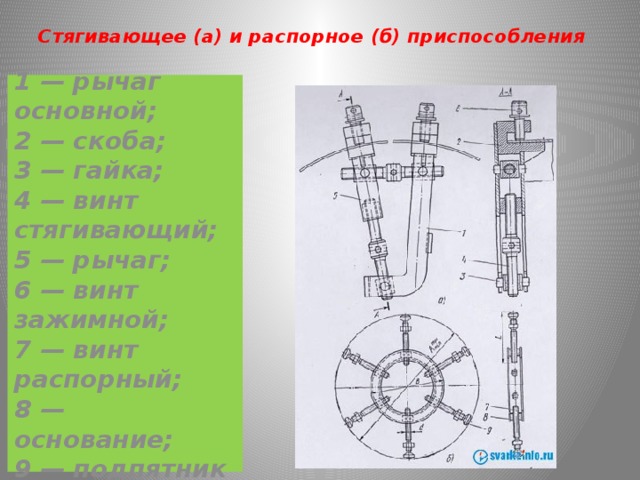
Стягуюче (а) і распорное (б) пристосування
1 - важіль основний; 2 - скоба; 3 - гайка; 4 - гвинт стягує; 5 - важіль; 6 - гвинт затискної; 7 - гвинт розпірний; 8 - підстава; 9 - підп'ятник



Кожен зварювальник знає, що для якісної роботи необхідно правильно до неї підготуватися. Різноманітні пристосування для зварювання допоможуть правильно встановити і закріпити як все конструкцію, так і окремі деталі. Від цього безпосередньо залежить кінцева якість вашої роботи. Але не завжди є можливість взяти готові пристосування або прямо зараз простіше зробити або відремонтувати самому, ніж десь шукати.
- установчі;
- Закріплюють.
Установче пристосування призначене для установки деталей в точно таке ж положення, в якому вони будуть знаходитися в підсумковій роботі. Залежно від функцій і конструктивного виконання вони поділяються на упори, косинці, призми, шаблони.
Закріплюють пристосування призначені для закріплення деталей в потрібному положенні, при якому не допускаються випадкові зрушення або деформації. До подібних пристроїв відносять струбцини, затискачі, притиски, стяжки і розпірки.
Зробити своїми руками
Деякі інструменти, іспользуебие майстром під час зварювальних робіт, ламаються досить часто або мають не ту функціональність, яку потрібно. Так, більшість речей можна купити в магазині, але іноді простіше зробити самостійно і конкретно те, що вам потрібно.
Тримачі електрода
Щоб виготовити саморобний утримувач електрода, необхідно взяти три відрізка дроту по десять сантиметрів діаметром вісім міліметрів. Два з них зігнути в бік (вийде подобу вилки) так, щоб частини дроту були спрямовані в протилежні сторони (вліво і вправо). Між ними повинна розташовуватися залишилася дріт, зігнута до верху з боку з'єднання з металевим стрижнем, приблизно до 0,5 своєї довжини. В першу чергу зварюванням прихоплюють бічні частини, після прикладається центральна частина, потім все остаточно зварюється. Можливо вам буде потрібно додати додаткову обмотку дроти, яка дозволить вберегти його від перегріву.
Струбцини
Струбцина є закріплює пристроєм. Необхідність зробити їх самому може бути викликана недостатньою міцністю тих моделей, що продаються в магазинах. Наприклад, при зварюванні твуд чи інших металевих речей необхідні досить міцні струбцини. І магазинні моделі можуть не витримати необхідного навантаження.
Для виготовлення буде потрібно:
- Лист сталі товщиною 10 міліметрів;
- Три гайки;
- Шайби великого діаметра;
- Труба із зовнішнім різьбленням по розміру гайок.
Процес виготовлення:
- Вирізати з листа стали смужку зі сторонами 50 см і 4 см;
- Вирізати смужку для статичного утримування внизу довжиною 25 см;
- Вирізати пересувну планку довжиною 10 см;
- Для кріплення пересувний частини вирізати два прямокутника по 5 см;
- Вирізати деталь для опори на статичну частину струбцини (1);
- Приварити до основи струбцини допоміжну частину. Вони повинні утворити між собою букву Г;
- Плазом приварити на короткий край деталь (1);
- Зварити один з одним три гайки;
- Зварити один з одним шайби;
- Приварити гайки ребром по відношенню до пересувної частини так, щоб Вкручувальний стрижень пролягав паралельно підставі самої струбцини;
- При необхідності до стрижня можна приробити ручку, закріпивши зверху гайкою;
- Зварити деталі по зовнішньому краю;
- Вставити між частинами струбцини;
- Виконати зварювання по внутрішньому краю частин, приєднавши планку;
- На край стрижня приварити шайби.
Для збірки можна використовувати стрижень з магазинної струбцини, якщо такий є.
Кутова струбцина так само, як і звичайна, закріплює деталі для їх подальшої зварювання. Однак не завжди частини вироби повинні розташовуватися прямо. Іноді і під кутом. Саме для таких моментів в арсеналі зварника повинна бути кутова струбцина. Вони продаються в магазинах, але мають ті ж недоліки. Самостійно можна легко виготовити інструмент для зварювання під прямим кутом. Набір матеріалів той же, що і для звичайних струбцин, плюс гайки і шпилька.

Зварювання неплавким електродом
Апарат для з'єднання металевих проводів, скруток або ж виготовлення термопар досить часто виготовляється самостійно своїми руками. Але слід враховувати, що ціна готового виробу, купленого в магазині, може бути нижче, ніж підсумкова сума всіх компонентів, якщо їх купувати. Однак, як правило, частини можна знайти і на розборках, а, можливо, їх можливо отримати, розібравши старе обладнання.
Для виготовлення пристрою знадобиться один трансформатор на 20-50 У, з'єднувальні дроти чотири штуки (два для приєднання, для підведення електрода і виходу в мережу). Електродом може служити графіт, який можна легко отримати, діставши стрижень з олівця. На роль власника підійде все, що ви зможете для цього пристосувати.
Збірка подібних апаратів відбувається за стандартною схемою, яку можна без зусиль знайти в безлічі джерел і за великим рахунком полягає в правильному підключенні проводів і упаковці всього цього в корпус.
виправданість
Варіанти саморобних пристосувань для зварювання можуть і мають практичне застосування в реальній роботі. Однак слід пам'ятати про доцільність виготовлення самозбірних закріплюють механізмів чи інших пристосувань. Ви повинні чітко розуміти, чого ви хочете досягти: підвищеної міцності, вищою жорсткості фіксації або ж зробити якомога більш зручний варіант.
Пристосування для зварювання дозволяє робити якісну роботу швидко. І чим зручніше ви зробите або підберете інструмент, тим швидше ви досягнете необхідної якості роботи.
Залежно від виду інформації, що збирається конструкції, зварнику потрібно постійно контролювати витримку розмірів. У це входить: дотримання рівності діагоналей, відстань між осями (стійками), площина поздовжня і поперечна, кути окремих елементів, що не входять в головний периметр. Якщо упустити будь-якої з перерахованих показників, то конструкція вийде бракованої і виріб доведеться переробляти. Для швидкого проведення одноманітних робіт створені практичні зварювальні пристосування, які забезпечують фіксацію конструкції в потрібному положенні з дотриманням заздалегідь виставлених розмірів. Це оптимізує весь процес і дозволяє виробляти більше якісної продукції за короткий час.
Кондуктори - це пристосування для складання і зварювання, які використовуються у виробництві Рушникосушка, складних візерунків з кованих елементів, і рамок з дверима від промислових сейфів.
Металоконструкція має дві конусоподібні опори з боків, між якими фіксується крутиться площину. На останній є регулюються поздовжні балки, з рядом гвинтових притисків. Завдяки численним отворів в балках, притиски можна встановлювати по всій довжині, в залежності від розміру виробу. Завдяки розлучення або відома самих балок регулюється ширина збирається конструкції.

Завдяки кондукторам для зварювальних робіт виставляється і утримується відразу відстань між сторонами вироби, його поздовжня і поперечна площина. Зварювальником перевіряється тільки діагональ, і можна приступати до роботи. Пристрій обертається, тому є легкий доступ до обварка як зовнішніх, так і внутрішніх швів. Для фіксування нахилу при обертанні використовується коло з численними отворами на одній зі сторін площині. У нього вставляється упор. Більш складні механізми містять електромотор і редуктор.
Розсувні механізми кондуктора дозволяють використовувати його як універсальний засіб для зварювання великих і малих виробів. При роботі з нержавіючими сталями, Щоб запобігти появі подряпин від гвинтових притисків, останні забезпечуються повстяними наклейками на «губи», а маса віщається безпосередньо на виріб. Такий апарат-кондуктор можна зібрати самому з профільної труби. Знадобляться підшипники і довгі болти для кріплення пересувних частин.
шаблони
Простіші пристосування для під прямим кутом встановлюються у вигляді шаблонів на рівній площині. Заздалегідь визначається точний кут майбутніх виробів. Це робиться за рахунок приварювання упорів, по дві штуки на кожну сторону кута. Зварюваний елемент закладається в шаблон, робляться прихватки і обварка.
«Просунуті» версії шаблонів мають відкидні упори, що полегшують витяг звареної конструкції. Щоб виріб не вело під впливом високої температури зварювальної дуги, Замість упорів з одного боку додають гвинтові притиски, які жорстко фіксують боку в шаблоні, і не дають їм підніматися вгору. Після закінчення обварки гвинти послаблюються і конструкція вільно дістається. Так, можна зварювати під кутом профільні труби, куточки з різною шириною полки. Це зручно у виробництві рамок на двері і ворота.
Центратори
Складально зварювальних небагато. Головною особливістю роботи з такими деталями є забезпечення співвісності сторін. Якщо різниця складе більше 1,5 мм, то це буде помітно неозброєним оком. На відповідальних виробах, де важливий естетичні вид, таке неприпустимо.

Центратори зводять зварюються боку між собою, вирівнюючи їх або переважно по верхній і нижній частині, або по всьому колу. Вони бувають гвинтові, обхват яких досягає всіх сторін труби, і притискні - з напівкруглими лапками. Устаткування центрує трубу, і виконується зварювання. Після чого пріспособа забирається.
магнітні винаходи
Дуже полегшують установку сторін вироби в потрібне положення. Найпростішим є магнітний кутник. Він жорстко фіксує дві частини виробу завдяки силі тяжіння, і встановлює між ним кут в 90 градусів. Існують більш універсальні версії пристосування, де виставляється різний градус. Так можна зварювати боку під гострими і тупими кутами.

Ще більш універсальні винаходи з магнітними частими дозволяють захоплювати металевий елемент і кріпити його до будь-якій стороні поверхні. Це дуже виручає коли не вистачає третьої руки, а допомогти нікому. Саморобний пристрій для зварювання з подібним функціоналом можна зробити з двох квадратиків металу 30 х 30 мм, до яких прикріплюється по одному магніту. На квадратики привариваются «вуха» до яких, через болтове з'єднання, може бути приєднано два і більше «ліктів» (смужок металу з товщиною стінки 3 мм, і розмірами 100 х 20 мм). Такий винахід можна вигинати і розводити як завгодно. Одним боком воно буде припадати до основного виробу, а другий захоплювати і притримувати приварюють елемент.
Притискні і розсувні пристосування
Серед пристосувань для зварювання існує багато дрібних помічників, які забезпечують фіксацію, зведення, або розлучення частин для зварювання. Ось основні з них.
струбцина
Це З-подібна рама, на одному кінці якої розташована «губа» для захоплення вироби, а на іншому рухається упор. Цією пристосуватися здійснюється притиск аркушів до основи, з дотриманням загальної площині вироби. Упор рухається на гвинті або на кулачковому механізмі по зубчастої рейки. Останній варіант більш практичний, оскільки заощаджує час на розсунення під різну товщину конструкції. Зів (величина С-образної рами) може бути маленьким і великим, в залежності від габаритів матеріалів, що зварюються.
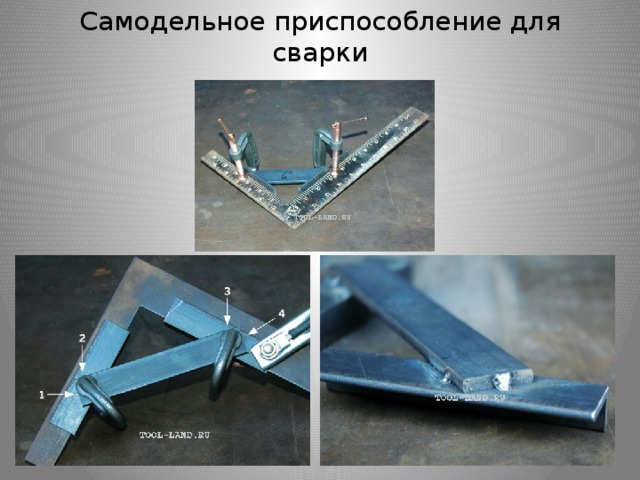
косинець
Найпростіший елемент, що допомагає виставити 90 градусів між профільними трубами - це кутник. Якщо регулярно проводяться маніпуляції, що вимагають швидкої установки 90 градусів і фіксації положення, то можна змайструвати просту конструкцію для зварювання своїми руками. Знадобляться дві струбцини, нерухомі «губи» яких приварюються знизу до смужці металу. Зверху на смугу кріпляться два невеликих куточка. За допомогою кутника виставляється потрібний градус і їх ошпарюють. Це упори. Зводити куточки впритул один до одного не потрібно, щоб залишався доступ до кутовому шву на майбутніх виробах.
розпірки
Щоб видавити просевшие боку конструкції застосовуються распирающие пристосування. Це можуть бути кромки бічних листів, які суперечать площині, або впавши сторона стику великої місткості. Щоб вивести краю на одну площину, застосовують циліндр, усередині якого нарізана велика різьблення. У його краю ввинчивают великі болти, а на їх капелюшках кріплять упори, які підходять за формою до внутрішньої частини виробу (якщо бак має рівні стінки, то упори плоскі, якщо стінки бака круглі, то упори закруглені). У циліндрі є кілька отворів для установки важеля і обертання. При цьому болти викручуються і загальна довжина пристосування збільшується. Це видавлює просевшего сторону назовні до необхідного рівня. Якщо довжини розпірки не вистачає, під один з упорів підкладають дерев'яну вставку.
затискачі
Часом, працювати доводиться дуже швидко, і часу на притискання вироби струбцинами немає. Якщо при цьому товщина зварювальних частин невелика, можна використовувати затиски. Це невеликі клешні з пружиною, що притягує обидві половинки. «Губи» у таких пристосувань можуть бути широкими або загнутими, для конкретних виробів. Вони мають невеликий діапазон по регулюванню ширини захоплення, але на відміну від струбцин, ставляться за одну секунду.
стяжки
Там, де необхідно звести сторони уздовж лінії стику, щоб варити без великого зазору, то використовують стяжки. У разі плоских виробів, це можуть бути два куточка з отворами, які прихоплюють навпроти один одного і зводять боку довгим болтом, закручуючи гайку. Свій стягує ефект пристосування буде реалізовувати повністю, якщо у болта буде довга різьба (під капелюшок). Якщо у конструкції є бортики, за які можна зачепитися, то замість приварки куточків застосовують гаки з отворами вгорі.
Різні допоміжні пристосування значно полегшують і прискорюють зварювальний процес. Виготовивши ці елементи самостійно, можна заощадити деяку суму.

