TO kategori:
Ark Kaynak Tekniği
Dikey, yatay ve tavan bağlantıları
Dikey dikişler (alın ve köşe) aşağıdan yukarıya doğru gerçekleştirilir. Metal bir yatay bölüm, önceden kaynak metalinin biriktirilen bölümüne eşit bir bölümle kaynak yapılarak hazırlanır. Yer, elektrodun bir üçgenle enine hareketleri ile oluşturulur (Şekil 1). Dikişin kökündeki penetrasyon, elektrot bir üçgende hareket ettiğinde bu yerde arkın yanmasındaki gecikme ile sağlanır. Dikiş kökünün en büyük nüfuzu, elektrot dikey eksene dik olduğunda elde edilir. Erimiş metalin şişmesi, Şekil l'deki noktalı çizgi ile gösterildiği gibi elektrot aşağı doğru yatırılarak önlenir. 1, a, b.

İncir. 1. Kaynak sırasında elektrodun konumu ve hareketi dikey konumda: a - konik kenarlı alın kaynakları, b - dolgu kaynakları, c - yukarıdan aşağıya doğru kaynak
Dikey dikişlerin, büyük çaplı elektrotlarla ve yüksek amperde kaynak yapılması, metalin akması ve dikişin zayıf oluşumu nedeniyle zordur. Bu nedenle, çapı 4 mm'ye, nadiren 5 mm'ye kadar olan elektrotlar kullanılır ve kaynak akımı, alt pozisyondaki kaynağa kıyasla azalır.
İnce cüruf veren elektrotlar ile yukarıdan aşağıya doğru dikey kaynak (Şekil 1, c) mümkündür. Kaynak havuzundaki metal daha hızlı sertleşir ve pratik olarak akmaz. Yukarıdan aşağıya dikey kaynak için, selülozlu elektrotlar, organik tipte plastik kaplama kullanılır (OZS-9, VCC-1, VCC-2; VCC-3, vb.). Yukarıdan aşağıya kaynak performansı aşağıdan yukarıya kaynak performansından daha yüksektir. Ayrıca, kaynaklı kenarlara kaplanmış kaplama ile elektrotlarla dikey dikişler yapmak da uygundur.
Yatay ve tavan derzlerinin yapılması dikey olanlardan daha zordur (Şek. 2). Yatay dikişler yapılırken, üst tabakada genellikle alttan kesikler oluşur ve tavan pozisyonunda kaynak yaparken, dikişin köküne tam olarak nüfuz etmek zordur. Her iki durumda da, kaynak yeterince hızlı salınım hareketleri olan kısa bir ark ile yapılmalıdır.
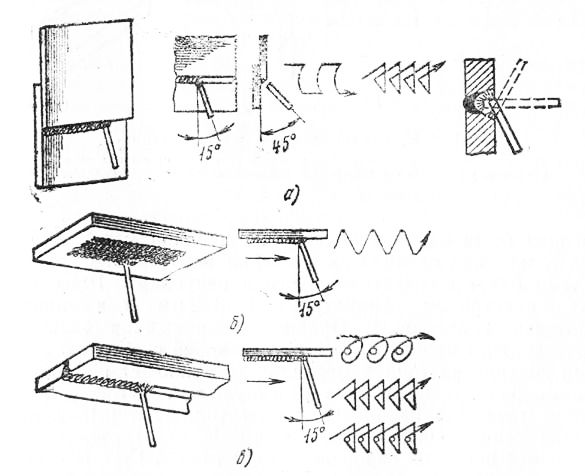
İncir. 2. Yatay ve tavan konumlarında kaynak yaparken elektrodun konumu ve hareketi: a - yatay açısal dullar, tavan konumunda b-yüzey, c - tavan alın kaynağı
Kalınlığı 8 mm'den fazla olan metaller çok geçişli dikişlerle kaynak yapılır. Yatay dikişin kökündeki ilk rulo, 4 mm çapında ve diğeri 5 mm çapında bir elektrot ile uygulanır. Tavan ekleminin kökündeki ilk silindir, 3 mm çapında ve diğeri 4 mm'den fazla olmayan bir elektrot ile yapılır. Yatay ve tavan dikişlerinin silindirleri uygun bir şekilde kaplama destekli elektrotlarla yapılır. Tavan derzleri yapılırken, kaplanmış elektrotlarla kaynak sırasında açığa çıkan gazlar yükselir ve derz içinde kalabilir. Bu nedenle, tavan pozisyonunda kaynak için, küçük bir cüruf veren iyi kurutulmuş elektrotlar kullanılmalıdır.
Erimiş metal kaynak havuzundan sızma eğilimi gösterdiğinden, dikey bir pozisyondaki kaynak dikişleri daha düşük bir pozisyonda kaynak yapmaktan çok daha zordur. Dikey dikişlere kaynak yaparken banyoda sıvı metal hacmini azaltmak için, kaynak akımının gücü, alt pozisyondaki kaynağa kıyasla% 10-15 oranında azalır. Kaynak her zaman kısa bir arktır, bu da elektrotun erimiş metalinin sıvı bir banyoya daha iyi geçişine katkıda bulunur. Kaynak metalinin kaynak havuzundan sızmasını önlemek için, elektrodun dikişin ortasından yana ve yukarıya nispeten hızlı bir şekilde hareket ettirilmesi önerilir. Bu, dikişin hızlı oluşumuna katkıda bulunur.
Dikey derzleri kaynaklamanın iki yolu vardır: aşağıdan yukarıya ve yukarıdan aşağıya. En yaygın olanı ilk yöntemdir.
52. Radyus kaynaklarının bir "tekneye" kaynağı
Yukarıdan aşağıya kaynak esas olarak ince levhalar bağlanırken kullanılır. Dikey dikişler “yukarıdan aşağıya” gerçekleştirilirken, tam bir arıza elde edilemez.
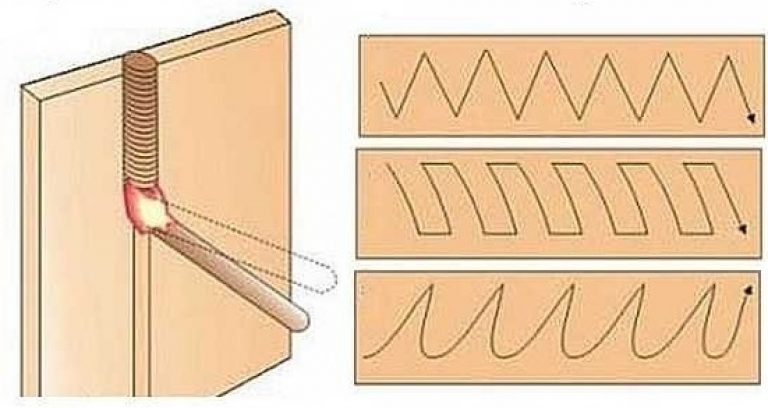
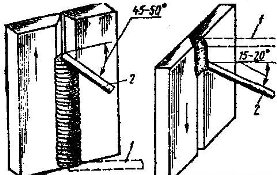
Aşağıdan yukarıya dikey dikişlerin kaynağı tekniği aşağıdaki gibidir. Her şeyden önce, elektrodu dikiş düzlemine göre doğru şekilde konumlandırmak gerekir. İnce kaplamalı bir elektrotla kaynak yaparken (Şekil 53, a), eğim açısı 15-20 ° arasında alınır; kalın kaplamalı elektrotlarla kaynak yaparken (Şekil 53, b), elektrodun yatay bir çizgiye eğimi yaklaşık 45-50 ° olmalıdır. Kalın bir kaplama ile elektrotun bu kadar büyük bir eğimi, cürufun banyodan daha kolay boşaltılmasını sağlamak ve erimiş metali korumak için gereklidir.
Ark dikişin en alt noktasında tutuşur ve erimiş metal ile bir banyo oluşumundan sonra, mümkün olan en kısa arkla elektrotun ucu sağa veya sola ve biraz yukarı doğru hareket ettirilir. Elektrotun bu hareketi ile, erimiş metal parçacıklarının hızla katılaşmasına izin verilir ve erimiş metalin müteakip damlalarını geciktirmek için gerekli olan bir tür eşik oluşturur. Elektrodun hareketleri tekrarlanır ve kaynak metali bir dikiş şeklini alır. Üzerinde dikey dikişler ölçekler daha belirgindir ve bu temelde dikey dikişler alttan farklıdır.

Şekil 53. Şekil 54. "Alttan üste" yöntemiyle dikey dikişleri kaynaklarken elektrotların konumu; "yukarıdan aşağıya"
Yukarıdan aşağıya dikey dikişler kaynak yaparken, elektrot kaynak yapılan yüzeye diktir. Ark uyarımından ve erimiş metalin ilk damlalarının oluşmasından sonra, elektrot, baz metali eritmeye devam ederken aşağı doğru eğilir (Şek. 54). Elektrotun kademeli olarak beslenmesi ve kısa bir arkın korunması, metalin elektrotun ucuyla damlamasını önlemek ve onu yana ve aşağı doğru çekerek biriken damlaların katılaşmasına ve bir kaynak oluşturulmasına yardımcı olur.
Her iki dikey dikiş yapma yönteminde, enine salınım hareketlerini elektroda rapor etmek gerekir. Bu durumda, dikiş boyunca herhangi bir yerde uzun bir ısı konsantrasyonu olmadan hareketin gerçekleşeceği böyle bir elektrot yolunun seçilmesi gerekir.
Banyo boyutunu azaltmak için yukarıdan aşağıya kaynak yaparken erimiş metal ile, kaynak akımının gücü ve elektrot çapı, aşağıdan yukarıya kaynak yaparkenkinden biraz daha az atanmalıdır. Dikey gerçekleştirirken popo kaynakları kenarların V-şekilli ve X-şekilli oluklarının yanı sıra silindir dikişleri, kaynak sırası, çok katmanlı, köşenin üst kısmına nüfuz etme, alt dikişlerin kaynağına benzer şekilde gerçekleştirilir.
Makalelerin başlıkları içeriklerini ortaya koymaktadır. Son makalede ayrıca, elektrik kaynağı sürecinde ortaya çıkan kusurlar ve ortadan kaldırılması için yöntemler açıklanmaktadır.
Dikey bir kaynak yapmak için teknolojiyi incelemeye başlamadan önce, yukarıdaki makalelere alışmanızı öneririz (burada ele alınan konular burada tekrarlanmayacaktır). Başka sorular ortaya çıkarsa (örneğin, kaynak makineleri, maskeler, elektrotlar vb. İle ilgili), "Site Arama" hizmetini kullanmanızı öneririz. "Yorumlar" bölümünde bir soru sorabilirsiniz ve site yönetimi kesinlikle çok yakında cevap verecektir.
Ön Genel Açıklamalar
Parçaları kaynaklamadan önce, metali hazırlamak gerekir. Kenar, kaynak yapılacak parçaların kalınlığına ve bağlantı tipine göre yapılır. Hazırlanan parçalar gerekli (tasarım dokümantasyonu ile belirtilir) karşılıklı düzenlemede sabitlenir. Bunu yapmak için, onlarca milimetrelik artışlarla kısa enine dikişlerle ("çiviler") bağlanırlar. Kavramalar parçaların birbirine göre hareket etmesine izin vermez.
Dikey dikişli parçaların kaynağı sırasında, kendi ağırlığının etkisi altında kaynak havuzundan erimiş metal aşağı doğru kayar. Damlaların yırtılmasını önlemek için mümkün olan en kısa yayı kullanın. Bunu başarmak için elektrotun ucunu kaynak havuzuna mümkün olduğunca yaklaştırmak gerekir. Yapışmaz bir kaynak elektrotu kullanılıyorsa, kaynak yapılacak parçalardan birinde desteklenmelidir.
Dikey dikiş “yukarıdan aşağıya” veya “aşağıdan yukarıya” pişirilebilir.
Dikey dikiş "aşağıdan yukarıya"
Elektrotun "aşağıdan yukarıya" hareketi ile elektrik kaynağı ile dikey bir dikişin pişirilmesinin daha uygun olduğuna dikkat edin. Bunun nedeni, bu durumda elektrik arkının kaynak havuzunu "itmesi" ve alçalmasını önlemesidir. Bu, yüksek kaliteli bir dikiş elde etmeyi büyük ölçüde basitleştirir. Böyle bir kaynağın tasarımı şekilde gösterilmiştir.
Aşağıdaki videoda, elektrotun “ayırma olmadan aşağıdan yukarıya” hareketi ile elektrik kaynağı ile dikey bir dikişin nasıl pişirileceği gösterilmektedir. Kısa bir silindir oluşturma tekniği gösterilmiştir:
- elektrot hareketleri sadece yukarı ve aşağı gerçekleşir;
- yatay yer değiştirmeler yok.
Sonuç olarak, çok düz bir dikiş elde edilir.
Aşağıdaki videoda, elektrotun hareketi "aşağıdan yukarıya bir boşluk ile yukarıdan yukarıya" hareket ettirildiğinde elektrik kaynağı ile dikey bir dikişin nasıl pişirileceği gösterilmektedir. Böyle bir teknolojik teknik yeni başlayanlar için daha uygun olabilir, çünkü metal kaynak elektrodunun ayrılması sırasında soğumayı başarır. Basitlik için, elektrodu kaynaklı kraterin rafına koymaya izin verilir. Aynı videoda, kaynakçı için yararlı birçok genel ipucu var. Örneğin, akımın dikişin şekli üzerindeki etkisi gösterilmiştir. Genel olarak, kaynak akımı seçilen elektrot tipi ve metal kalınlığı için önerilenin 5 ... 10 A altında olmalıdır. Ancak, videoda gösterildiği gibi, bu her zaman doğru değildir ve esas olarak deneysel olarak belirlenir.
Dikey dikiş "yukarıdan aşağıya"
Elektrotun yukarıdan aşağıya hareketi ile kaynak, esas olarak ince metal levhalar bağlanırken kullanılır. Bu şekilde kaynak yaparken, ısı kaynak arkı yukarı doğru eğilimi gösterir (kaynak havuzunu ısıtmadan). Bu nedenle, kaynağın iyi bir penetrasyonunu elde etmek için, akım, elektrotun aşağıdan yukarı hareketiyle kaynak yaparken olduğundan biraz daha büyük bir değere (5 ... 10A kadar) ayarlanmalıdır.
Yukarıdan aşağıya kaynak tekniği öncekinden çok daha karmaşıktır ve bu nedenle daha ayrıntılı olarak üzerinde duracağız. Elektrotun “yukarıdan aşağıya” hareketi ile dikey dikişler yaparken, kaynak yapılacak yüzeye diktir. Arkın ateşlenmesinden ve erimiş metalin ilk damlalarının oluşmasından sonra, eğilir ve baz metal erimeye devam eder. Elektrotun ucu ile yavaşça hareket ettirilmesi (ve kısa bir ark tutmaya devam edilmesi) metalin kaynak havuzundan boşalmasını önlemelidir. Aynı zamanda, uç yana ve aşağı doğru alınmalıdır, yani enine salınım hareketlerinin yapılması gerekir. Bu, bırakılan damlaların katılaşmasına ve bir dikiş oluşumuna katkıda bulunacaktır. Bu durumda, bir yerde uzun süreli ısı konsantrasyonuna izin verilmemelidir.
Kaynak hataları
Kaynak sırasında hatalar mümkündür (özellikle acemi kaynakçılar için) kaynaklar. Dahası, bazıları kritik, bazıları değil. Sitede bu konuya yeterince dikkat ettik ve şimdi tekrar etmeyeceğiz.
Şimdi sadece dikey derzlerin özelliği olan kusurlara odaklanacağız. Mevcut güç ve ark boyutu yanlış seçildiğinde görünürler. Tablo şematik görünümlerini ve bunlara neden olan nedenleri göstermektedir.
Elektrik kaynağı sırasında ortaya çıkan diğer kusur türleri ve ortadan kaldırılma yöntemleri makalede bulunabilir. Sonuç olarak, dikey kaynakla ilgili başka bir video izlemenizi öneririz. Size başarılar diliyoruz!
Yatay alt dikiş, acemi bir kaynakçı tarafından bile demlenebilir. Bu işlemle kaynak eğitimi başlar. Dikey bir dikişin kaynağı biraz daha karmaşıktır. Bu operasyona hakim olduktan sonra deneyimli bir uzmanın unvanını talep edebilirsiniz.
Bu makalede, hem birinci hem de ikinci sürecin uygulanmasının özelliklerini açıklıyoruz. İpuçlarımızı kullanırsanız, dikey ve yatay dikişlerin kaynağı size en ufak bir zorluğa neden olmaz. Sonuçta, her iki operasyona da asgari bilgi bagajı ve kaynak konusunda nispeten az deneyim ile bile ustalaşmak için oldukça erişilebilir. Sonunda, yeni başlayanlar, kaynakçılar için bir kez vardı.
Yatay kaynak
Yatay dikişlerin kaynağı hem basit hem de karmaşık bir teknolojik işlemdir. Gerçekten de, nispeten kolay demlenen alt dikişlere ek olarak, sadece deneyimli bir uzmanın demleyebileceği üst (tavan) dikişler de vardır.
Ayrıca, birinci ve ikinci durumlarda, dikişin oluşumu süreci yerçekimi ile karmaşıklaşır. Alt dikişten, metal alt kenara doğru akar ve azaltılmış hidrojen kabarcıkları alttan yüzeye yükselir ve yüzey kaplaması köpürür. Üst dikişten, metal basitçe, bazen doğrudan kaynakçı üzerine damlar ve gazlı aerosoller, yüzey merdanesine aşağıdan yukarıya nüfuz eder.
Bu nedenle, yatay bir dikişin kaynağı belirli bir el becerisi, iyi bir göz ve gerçekleştirilen manipülasyonların özünün anlaşılmasını gerektirir.
Yatay Kaynak Tekniği
 Dikişin yatay pozisyonunda kaynak "kısa" bir ark, "orta" veya zayıf akımlar üzerinde gerçekleştirilir. Ayrıca, elektrotun hem birleştirilecek parçaların düzlemine göre hem de oluşturulmuş silindirin merkezi eksenine göre özel bir dikkat gösterilmektedir.
Dikişin yatay pozisyonunda kaynak "kısa" bir ark, "orta" veya zayıf akımlar üzerinde gerçekleştirilir. Ayrıca, elektrotun hem birleştirilecek parçaların düzlemine göre hem de oluşturulmuş silindirin merkezi eksenine göre özel bir dikkat gösterilmektedir.
Uygulamada kaynak tekniği aşağıdaki gibidir:
- İlk kaynak boncuğu kısa bir yay üzerinde oluşturulur. Elektrodun beşte biri, enine düzlemde salınımlar olmadan, bağlantı hattı boyunca hareket eder. Elektrot ekseninin silindirin eksenine eğim açısı 80 derecedir. Böyle bir açı, eklemin maksimum derinliğe nüfuz etmesini ve cürufun çoğunun yüzey yüzeyine çıkmasını garanti eder. Ayrıca, elektrodu “ileriye doğru” yerleştirirseniz, tortu derinliği artacaktır ve “geri açı” ise buna göre azalacaktır.
- İkinci kaynak boncuğu, kaynak akımının ortalama değerlerinde oluşturulur, elektrodu enine titreşimler olmadan "sadece ileri doğru" hareket ettirir, sadece bağlantı hattı boyunca. Kesit genişliği elbette artacaktır, böylece ikinci silindir daha büyük çaplı bir elektrot ile pişirilir.
- Üçüncü kaynak boncuğu, ikincinin üst düzlemi ile arayüzün kenarları arasına yerleştirilir. Ayrıca, eğer ikinci silindir bir çıkıntı ile ortaya çıktıysa, önceki silindir ve bölme duvarları arasındaki “tekne” üçüncü tabaka ile doldurulur. Peki, eğer ikinci silindir normal ayrılırsa, tüm ayırma düzlemini doldurursa, üçüncü tabaka iki geçişte oluşur ve silindirleri sol ve sağ kenarlar boyunca döşer.
- Üçüncü katmanın bitişik silindirleri arasındaki boşluk dördüncü yüzey ile doldurulur. Ayrıca, bu mesafe elektrodun çapına eşitse, o zaman dördüncü silindir bir geçişte oluşturulur, ancak önceki yüzey kaplama katmanları daha büyük bir mesafeye ayrılırsa, silindirler arasındaki bağlantı elektrodun enine ve boyuna hareketleri kullanılarak doldurulur.
- Aşağıdaki katmanlar, üçüncü silindirle aynı prensibe göre oluşturulur.
Aynı zamanda, kaynak yüzeyinden sızıntıyı önlemek için, alt kenarın altına asbest gibi bir refrakter malzeme plakası yerleştirilmelidir. Ve bölümün üst sınırına ulaştığınızda, dikkat ve titizliği iki katına çıkarmalısınız - kaynak kusurlarının çoğu şu anda “oluşur”.
Dikey kaynak
 Dikey dikişlerin ark kaynağı, önceki (yatay) teknolojiden oldukça farklı bir şekilde uygulanır. Gerçekten de, kaynakçıların ebedi "düşmanı" - yerçekimi kuvveti - bir kaynağı tamamen farklı bir şekilde oluşturma sürecine müdahale eder: erimiş dolgu ve baz metaller, kaynak hattı boyunca aşağı akar, gazlı aerosoller (aynı yönde) akar.
Dikey dikişlerin ark kaynağı, önceki (yatay) teknolojiden oldukça farklı bir şekilde uygulanır. Gerçekten de, kaynakçıların ebedi "düşmanı" - yerçekimi kuvveti - bir kaynağı tamamen farklı bir şekilde oluşturma sürecine müdahale eder: erimiş dolgu ve baz metaller, kaynak hattı boyunca aşağı akar, gazlı aerosoller (aynı yönde) akar.
Bu nedenle, dikey kaynak sürecinde, aşağıdaki nüanslar dikkate alınmalıdır:
- İlk olarak, erimiş metalin aşağı aktığını ve sarkmanın ortaya çıkmasına neden olduğunu anlamak gerekir. Bu nedenle, yatay bağlantıların silindirleri ince olmalıdır. Ve oluşum sürecinde, elektrotun enine yer değiştirmelerinden kaçınılmalıdır.
- İkincisi, dikişin dikey pozisyonunda kaynak yapmak, boyutları elektrot çapıyla karşılaştırılabilir bir merdanenin oluşumunu içerir. Tabii ki, bir çift fazlalığa izin verilir (silindir elektrot çapından daha büyük olduğunda, kaplamanın boyutları dikkate alınsa bile), ancak daha fazla değil.
- Üçüncüsü, kaynak akımının gücü maksimum olmalıdır, ancak belirli değerleri seçerken, aşırı güçlü bir arkla ana metalin "alttan kesilme" riskini azaltmak gerekir. Bu nedenle, mevcut güç maksimum seviyeye ulaşmamalıdır.
- Dördüncü olarak, elektrodun açısı (iş parçasının düzlemi yönünde) en az 80 derece olmalıdır. Daha düşük değerlerde, ana metalin erimesini önleyen “tepe” etkisi görülür. Böylece, eğim açısını ayarlayarak, kaynak havuzunun bölgesindeki sıcaklık ve erime derinliğini etkilemek mümkündür. Silindirlerin ekseni (bağlantı dikişleri) ve elektrotlar birbirine paralel olmalıdır.
- Beşinci olarak, dikişin genişliği, yüzey kaplaması hızı ve elektrot topuğunun yörüngesi tarafından kontrol edilir. Pistonlu hareketleri yukarı ve aşağı yaparak yüzey kaplamasının genişliğini etkileyebilirsiniz. Ancak bu durumda, 80 derecelik bir eğim "ileri açı" korumak gerekir.
- Altıncı olarak, silindirler dikey bir bölüm “raflarda” istiflenir. Yani, sonraki her katman bir önceki yüzeye dayanmaktadır.
Dikey dikişlerin kaynağı, yatay bir düzlemde çalışmaktan daha teknolojik olarak karmaşıktır. Erimiş metal çok akışkandır ve yerçekimi nedeniyle kolayca yüzer.
Bu yazıda, dikey dikişleri pişirmenin temel yöntemlerini ele alacağız ve ayrıca bu tür işleri yapmanın daha kolay olduğunu size söyleyeceğiz.
Dikey kaynak problemleri
Kaynak işlemi, soğutmadan sonra birbirine bağlanan metal parçaların eritilmesinden oluşur. Yatay kaynak türleri ile her şey basittir, asıl mesele yangına arkın nasıl ayarlanacağını ve dikişin düzgün bir şekilde nasıl yönlendirileceğini öğrenmektir. Peki dikey görünümler ne olacak? Çekimin etkisi altında, metal sürekli akar ve kaynak havuzunu kontrol etmek çok zordur. Sonuç olarak, damla ve lekelerden oluşan düzensiz bileşikler elde edilir.
Dikey pozisyonda kaynak yaparken, metalin nüfuz etmemesi veya tersine düzeltme gibi sorunlar mümkündür. Kuvvet açısından uygun olmayan bir akımın seçilmesi nedeniyle ortaya çıkarlar. Sindirilmemiş metal ile eriyik etrafa sıçrar ve yüzeye yayılır. Kesme, çok güçlü bir ark malzemeyi kaynak bölgesinden kestiğinde dikişteki bir oluk şeklinde oluşturulur.
Dikey dikişin başka bir sorunu, bir noktada uzun ark gecikmesi ile oluşur. Kaynak havuzu, iş parçalarında yanıklar oluşturacak şekilde “düşer”.
Dikey kaynak ile eklemdeki bozulmayı nasıl önleyebilirsiniz ve bu durumda ne tür teknikler uygundur?
İnvertör veya yarı otomatik cihaz
MMA fonksiyonlu inverter aynı kılavuzdur ark kaynağı, ancak transformatörden farklı olarak farklı bir prensip üzerinde çalışıyor. Bu durumda, kaplanmış bir eritme elektrodu kullanılır.
Yarı otomatik cihaz, kaynak bölgesine beslenen telin erimesinden dolayı pişirir. Bu tür cihazlar daha iyi dikişler oluşturmanıza izin verir, çünkü erimiş metalin sıçraması yoktur ve nabız aslında her noktayı bağlantıya yönlendirir.
Peki dikey bir dikiş pişirmek daha iyi ne olabilir?
Her durumda, acemi bir kaynakçının bu cihazlardan biriyle çalışması gerekecektir. Deneyim olmadan, hemen yüksek kaliteli bir bağlantı kurmanın başarılı olması olası değildir.
İnvertör manuel kaynağı, işleme daha fazla dikkat gerektirir ve elektrotun hareketini kontrol eder. Sahibinin konumu ve eğim açısı yanlış seçilirse, evlilik gerçekleşir. Bir etki yaratarak bir marj ile pişirmeniz gerekir. Bu durumda, metal püskürtülecek ve ürünün yüzeyine yayılacaktır. Sadece çok fazla uygulama ile yüksek kaliteli bir dikiş elde edilecektir.
Yarı otomatik cihaz ayrıca kaynak işleminin dikkatle kontrol edilmesini gerektirir. Burada seçilen tutucu pozisyonları ve kaynak tekniği de önemlidir. Koruyucu gaz kullanırken yarı otomatik kaynak sıçrama ve leke sayısı azalır, ancak böyle bir bağlantı maliyette daha pahalı olacaktır.
Ana avantaj, tel besleme hızını azaltabilmeniz ve bu nedenle metal aşırı ısınma sürecini yavaşlatabilmenizdir. Sonuç olarak, yarı otomatik kaynak makinesi ile iyi bir uygulama ile eriyik akışını azaltmak mümkündür. Manuel kaynak kullanarak benzer bir etki için, metalin kristalleşmesini hızlandıran özel elektrotlar kullanılır.
Birçok kaynakçı, yüksek kaliteli bir bağlantı elde etmeyi sağlayan dikey dikişleri kaynaklarken yarı otomatik bir cihaz kullanmanızı önerir. Ancak, böyle bir aparatın yokluğunda, uygun çalışma tekniğini kullanarak, güçlü ve geleneksel manuel kaynak ile yüksek kaliteli sabitleme elde edebilirsiniz.
Dikey derzlerin kaynağı için teknoloji
Ana kural, aşağıdan yukarıya dikey dikişler uygulamaktır! Bu konumda, ark bir şekilde kaynak havuzunu itecek ve aşağı akmasına izin vermeyecektir. Ve ayrıca bu pozisyon, daha önce dondurulmuş dikişte bir damla erimiş metalin durdurulmasına katkıda bulunur.
Manuel kaynak özellikleri
Manuel kaynak ile çalışırken bazı özel gereksinimlerin karşılanması gerekir.
- at kaynak işleri dikey dikişlerle, akımı normalden biraz daha düşük ayarlamanız gerekir. Bu, daha az ısı oluşumuna katkıda bulunur, bu da metalin çok hızlı yayılmayacağı anlamına gelir.
- Eriyiklerin yoğun akışını önlemek için, daha kısa bir arka dayanmak gerekir.
- Elektrotlu tutucu, çubuğun ucu yukarı ve hafifçe yana bakacak şekilde konumlandırılır.
- Dikiş, enine translasyonel hareketlerle yavaş yavaş ilerler. Bir zikzak veya balıksırtı içinde hareket etmek en iyisidir.
- En iyi kalite, kurşunla kaynaklı bir eklemdir. Elektrot çıkarıldığında ve ürünün yüzeyine yaklaştığında.
Bu tür bir işte çok az deneyime sahipseniz, dikişin optimum akım gücünü ve hızını seçerek ve ancak daha sonra ana çalışmayı başlatmak en iyisidir.
Yarı otomatik kaynak
- Metalin kalınlığı 3 milimetreye kadar ise, kaynak en iyi yukarıdan aşağıya doğru yapılır.
- Duvarları 3 mm veya daha fazla olan parçalar için, dikiş aşağıdan aşağıya doğrudur.
- Yarı otomatik brülör yüzeye 45 derecelik bir açıda konumlandırılmıştır.
- Akım ve tel besleme hızı düşürülmelidir (eritme işlemi manuel pişirmekten daha hızlıdır).
Dikey dikişleri yarı otomatik bir cihazla kaynaklarken, üç ana kural tarafından yönlendirilmeniz gerekir: istenen ark uzunluğunu (daha kısa) koruyun, tutucunun düzgün hareketini sağlayın ve kaynak yapılacak yüzeylere istenen açıyı ayarlayın.
Dikey Kaynak Güvenliği
Kaynak ekipmanı oldukça travmatiktir, ancak güvenli çalışma için genel kurallara ek olarak (göz koruması, elektrik güvenliği ve diğerleri), uygulama için bazı gereksinimler vardır Çeşitli türler dikişler.
Dikey dikişleri kaynaklarken, metalin akması ve sıçraması nedeniyle güvenlik önlemleri, bu faktörden korunmaya özellikle dikkat eder.
Kıyafetlere sıcak malzeme bulaşmasını önlemek için, en iyisi - tehlike bölgesinden biraz uzakta, doğru pozisyonu seçmeniz gerekir. Ayrıca, kaynak noktasının altında uzanırken de çalışmayın.
Cihaza dikkatlice yaklaştığınızdan emin olun. Kaynak için ellerinizi örten yanmaz eldivenler kullanın. Ve elbette, tüm vücudun ciltte eriyik girişinden tam olarak korunmasını sağlamak.
Genellikle dikey dikişler kapalı bir alanda (örneğin, bir arabanın altında) kaynatılmalıdır, bu durumda güvenilir havalandırma ve temiz hava akışı sağlamak gerekir. Özellikle koruyucu gaz (argon veya karbondioksit) kullanılıyorsa.
Ayrıca, elektrik güvenliğini de unutmayın.
Ve bu makaledeki malzemeye ne ekleyebilirsiniz? Dikey derzlerin kaynağı ile ilgili deneyiminizi paylaşın. Sizce en iyi kullanım şekli nedir: yarı otomatik bir cihaz mı yoksa manuel kaynak mı? Yorumlarınızı bu materyalin tartışma bölümünde bırakın.

