Kaynak işi bazen hazırlanmaktan daha az çaba ve zaman gerektirir. Ana payları, kaynakların gerekli pozisyonda sabitlenmesinin gerekli olduğu kaynaklı yapının montajıdır. Bu çalışma ustanın dikkatini gerektirir, çünkü ürünlerin kalitesi ona bağlıdır.
İş parçalarının dikkatli bir şekilde hizalanmasından ve monte edilmesinden sonra, yapı elektrotun dokunuşundan ayrılırsa, can sıkıcı olacak, tekrar toplamanız gerekecektir. Ayrıca, elemanın kaynaklandığı, ancak gereken pozisyonda olmadığı da olur. Bu, metalin soğutulmasından sonra algılanamayan kesme veya deformasyon ile ortaya çıkabilir. Bu yüzden başlamadan önce kaynak işleri Gerekli tüm cihazlarda stok yapmak gerekir.
Problemin çözümü
Bu tür hatalardan kaçınmak için, kaynak için özel cihazlar kullanılır. Çıkışta yüksek kaliteli ürünler sunarak zamandan ve enerjiden tasarruf etmenizi sağlar. Bugüne kadar, kaynak için kullanılabilecek birçok mekanizma ve cihaz var. İnsanlar seri ve seri üretimin kurulduğu endüstriyel koşullarda çalışırlarsa, otomatik ve mekanize ekipman kullanırlar; bu, döşeme mekanizmalarını, taşıma cihazlarını, teknolojik montaj cihazlarını vb. İçermelidir. Ustanın evde çalışması gerekiyorsa, kendi başlarına yapmak için oldukça gerçekçi olan kaynak ekipmanı kullanılabilir. Parçaların deformasyonunu azaltacaktır.
Kelepçe yapımı
Kendiniz yapabileceğiniz bir kelepçe olmadan, hiçbir kaynakçı iş ile başa çıkamaz. Ayrıca, bu araç metal işleri ve marangozluk sırasındaki sorunları çözmeye yardımcı olur. Bu cihazın farklı seçenekleri olabilir - özel ve evrensel. Son zamanlarda, başka bir değişiklik ortaya çıktı, yani Kullanarak, 450 kg'a kadar bir sıkıştırma kuvveti sağlayabilirsiniz. Bununla birlikte, bu tür araçların ana görevi, aralarındaki bağlantı için boşlukları düzeltmektir.
Köşe kelepçesi üzerinde çalışma: hazırlık

Kaynak armatürleri bugün geniş bir yelpazede satılmaktadır, ancak kendinizi yapabilirsiniz. İş için araç ve gereçler:
- çelik köşe;
- dişli saplamalar;
- fındık
- sondaj;
- Çelik levha;
- kapılar için çubuklar;
- kaynak makinesi;
- dokunmak.
İş

Dik açılarda, köşeler çelik levhalara tutturulmalıdır. Her bir tarafa bir solucan yapısı kaynak ile sabitlenir. Bu, saplanmış pimi dikkate alarak ipliğin kesilmesi gereken kaynaklı bir somuna veya kalınlaşmaya sahip bir köşedir. Aynı zamanda, potansiyel iş parçasına dikkat etmek önemlidir, çünkü çalışma boşluğunun genişliğini belirler. Parçaların boyut aralığı genişse, birkaç kelepçe hazırlamak en iyisidir.
Pim vidası çalışma somununa vidalanır, sonunda vurgu toplanır. Bu tasarım, farklı boyutlarda iki metal yıkayıcıdan oluşur. Saplama üzerindeki durdurmanın döndürülmesini sağlamak önemlidir. Kapının arkasında çelik bir çubuğun takıldığı bir delik bulunmalıdır. Bir kaldıraç görevi görecek. Bu tür kaynak armatürleri, çelik parçaları güvenli bir şekilde sabitlemek için kullanılabiliyorsa doğru şekilde monte edilir. Tasarım çok basittir ve doğaçlama malzemelerden yapılabilir.
Oldukça zor bir iş, sonunda boruların kaynağıdır. Bu durumda, iş parçasının uzayda doğru bir şekilde yönlendirilmesi gerekecektir. Bitmiş sisteme bir boru parçası kaynaklanırsa, görev basitleştirilecektir. Ancak, serbest yatan iş parçalarının, başkalarının yardımını alarak veya özel bir cihaz kullanarak kaynak yapılması gerekir. Çalışma sürecinde çelik plakalar ve metal bir köşe uygulamak gerekir. Kelepçenin yarısı geleneksel olarak bağlanır, bunun için dişli saplamalar kullanmak gerekir. Sonuç olarak, etkili ve basit bir tasarım elde etmek mümkün olacaktır.
Kene Yapımı

Ev yapımı kaynak armatürleri ayrıca kıskaçları da içerir. Onları toplayabilirsiniz, ancak bunun için sabırlı olmanız gerekir. İş için, uzunluğu 2 m olan bir bakır dart hazırlanmalı, çapı 30 mm'ye eşit olmalıdır. Bu iş parçası biraz daha uzun olabilir, bu durumda bükmek mümkün olacaktır. Eleman, at nalı şeklinde bir boşluk oluşturmak için bükülür. Bir dönüş yapmanız ve bir kesim yapmanız gerektiğinde uçlarda 18 mm delikler açılır.
Sonuç elektrotlar için kelepçelerdir. İki transformatör paralel bağlanır, içlerinde ikincil ve birincil sargılar doğrudan bağlanmalıdır. Akım beslemesi bağımsız olarak ayarlanabilir. Bu tür ev yapımı kaynak armatürleri soğutulmalı ve bunun için su kullanılmalıdır. Ayak pedalını kullanarak elektrotları çıkarabilirsiniz.
Yukarıdakilerden, pense, elektrotları döndürmek için bir kola, bir transformatöre ve ayrıca bir iticiye sahip bir sapa sahip olduğu sonucuna varılabilir. Kol, eksenleri zıt konumda bulunan menteşelerle tutulur. Bazen bir yay bulunan iticiler arasında pense yapılır. Bununla birlikte, boruların kaynağı için böyle bir cihaz uygun olarak adlandırılamaz. Sonuçta, rotasyon sırasında yayı sıkıştırmak oldukça zor olacaktır.
Manyetik tutucu yapma

Montaj ve kaynak için cihazlarla ilgileniyorsanız, fabrika seçeneklerini satın almayı reddederek bunları kendiniz yapabilirsiniz. Bu, aşağıdaki malzemeleri hazırlamanız gereken manyetik tutucu için de geçerlidir:
- metal levha;
- kuru tahta;
- manyetik bağlantı elemanları.
Metal hazırlanırken, belirli parametreler tarafından yönlendirilmesi gerekir, tabakanın kalınlığı 1 ila 3 mm arasında değişebilir. Gelecekteki tasarım için bir şablon oluşturmak, boyutları ustanın ihtiyaçlarına uygun olacak monolitik bir versiyon yapmak daha iyidir. Şablon sac levhaya tutturulmalı ve aynı iş parçasını 2 parça halinde kesilmelidir. Geometrilerini korumak önemlidir.
Kaynak için fikstürlerin çizimleri en iyi bağımsız olarak hazırlanır, bazıları makalede bulabilirsiniz. Armatürlere giden yolda bir sonraki adım, mıknatısın orta kısmının hazırlanması olacaktır. Bunu yapmak için, metal plakalar şeklinde bir boş tahta kesmeniz gerekir, ancak boyutu deseni tamamen tekrarlamamalıdır. Kenarlardan 2 mm uzak olmalıdır. Bu elemanın kalınlığı mıknatısların genişliğinden 2 mm daha büyük olmalıdır.

Ürünün dış kısmı bu aşamada hazır, şimdi dahili içeriği oluşturmanız gerekiyor. Bu durumda, mıknatıslardan başlamalısınız. Plakalar arasına yerleştirilecek ve kalınlık 10 ila 50 mm arasında değişebilir. Böyle bir fikstür bir açıda kaynak yapmak için yapıldığında, her biri merkezi kısımda delikleri olan yuvarlak mıknatısların kullanılması daha iyidir. Bununla birlikte, iş için, bağlantı elemanlarını monte etmek için delikler açarak önceden hazırlanmış diğer iş parçalarını kullanabilirsiniz. Son adım delme ve montaj olacaktır. Çelik plakalar ahşap bir boşluk ile her iki tarafa monte edilir, mıknatıslar oluklara sabitlenir. Bu konuda ürünün hazır olduğunu varsayabiliriz, pratikte test edilmelidir.
Kaynak için bir mastar yapma
Kaynak için manuel fikstürlere ihtiyacınız varsa, bir iletken imalatı yapabilirsiniz. Çerçeveler ve karmaşık desenler yapmak için kullanılır. Tasarım, yanlara yerleştirilmesi gereken koni şeklindeki desteklere sahiptir. Aralarına dönen bir uçak bağlanır. Birkaç vida kelepçeli ayarlanabilir boyuna kirişlere sahip olmalıdır.
Kirişlerde delikler olacaktır, bu nedenle kelepçeler ürünün boyuna bağlı olacak tüm uzunluk boyunca monte edilebilir. Monte edilen yapının genişliği, kirişlerin sokulması ve seyreltilmeleri nedeniyle ayarlanabilir. Açıklanan cihazın kayma mekanizmaları, küçük ve büyük ürünlerin kaynağı için evrensel bir araç olarak kullanılabilir. Paslanmaz çelik kullanmaya karar verirseniz, çalışma sırasında vida kelepçelerinden kaynaklanabilecek çizikleri ortadan kaldırmak önemlidir. Bu yüzden ikincisi dudaklara takılan keçe çıkartmaları ile desteklenmelidir. Böyle bir aparat, sondan bir önceki mobil parçaların montajı için gerekli olan uzun cıvata ve rulman ihtiyacından monte edilebilir.

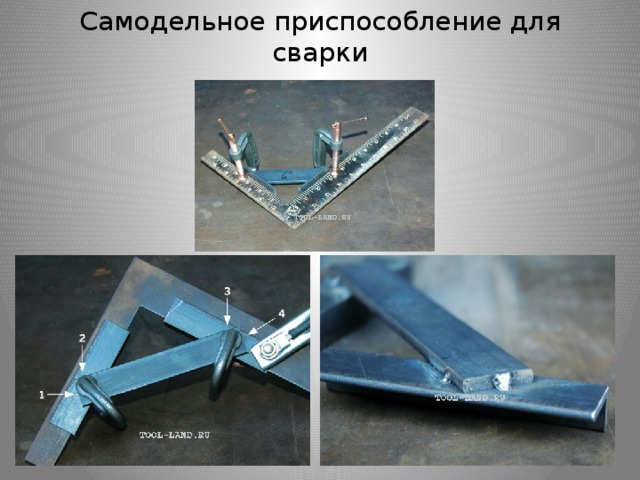
90 derece kaynak fikstürü
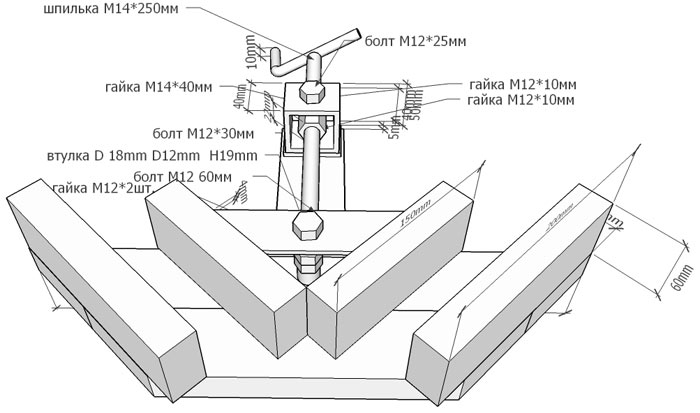
Bazı armatürler, parçaları doğru açılarda bağlamanız gerektiğinde sorunlardan kaçınmanıza izin verir. Yapının montajı üzerinde manipülasyonlar yapmak için metal bir kare, cıvatalar, somunlar, bir kare boru parçası, bir cıvata, küçük bir metal silindir, matkap, matkap, tutucu, kaynak makinesi hazırlamak gerekir.
Bir kare hazırlarken, tarafının 20 cm olacağını dikkate almalısınız.Kalın bir cıvata seçerken, 4 cm çapında bir tane tercih etmelisiniz. Metal bir silindir seçerken, tükenmez kalem büyüklüğünde bir silindir hazırlamalısınız.
metodoloji
Kendi elinizle kaynak yapmak için yukarıda belirtilen cihazın imalatında, uzunluğu 15 ve 20 cm olan bir kare boruya kaynak yapmanız gerekir, boruların uçları karenin karşı taraflarında olacak şekilde köşelere monte etmek gerekir. Artık yardımcı parçalar üretmeye başlayabilirsiniz. Bunu yapmak için, borudan P harfi şeklinde bir rakam hazırlanır, uzunluğu 10 cm olmalıdır, ikinci kısım aynı borulardan yapılır, ancak elemanlar bir ikizkenar yamuk şeklinde birleştirilir.
Meydanın kenarlarında ikizkenar üçgen yapılır. U şeklinde bir şekil ona kaynaklanır, burada ortada küçük bir cıvata için bir delik açılır. 4 santimetrelik bir cıvata, şekil ve kare arasındaki boşluğa sığmalıdır. İkincisine bir tutamak bağlanır; delikli bir somun gibi davranabilir. Küçük bir silindirde, küçük cıvatalar için diş. Büyük bir cıvatanın ucu boyunca uzanır. Yamuk köşegenlerinin kesişme noktasında, her iki parçada da delik açmanız gerekir. Aralarına, ipliğin önceden yapıldığı silindirik bir eleman monte edilecektir.
Sonuç
Bugün satışta olan kaynak işini kolaylaştırmak için çok sayıda fikstür ve cihaz bulabilirsiniz. Aralarında ayrı bir yer, bağımsız olarak yapılabilenler tarafından işgal edilir. Yukarıda sunulan bilgiler göz önüne alındığında, bu tür tasarımların doğaçlama malzemelerden yapıldığı iddia edilebilir, başka bir şey satın almanıza gerek yoktur, bu yüzden sabırlı olmanız ve çizimler hazırlamanız gerekir.
Görünüşte basit olan kaynak işi, kural olarak, oldukça profesyonel ve sorumlu bir yaklaşım gerektirir. Yüksek kaliteli ve güvenilir çalışma yaptığından, özel aletlere ihtiyacınız olacak. Kaynak için açısal bir kelepçe, kaynak işini çok daha kolay ve daha hızlı gerçekleştirmeyi mümkün kılan böyle bir alet olabilir.
Açısal kelepçe, kaynak sırasında işlenmiş yüzeyleri sabitleyen bir tür evrensel fikstürdür. Böyle bir fikstür gerekli elemanları belirli bir açıda sıkıca sıkıştırır ve böylece malzemelerin kaynak ve işlenmesini daha uygun hale getirir. Bu, herhangi bir kaynakçı için ilk önemli ekipman olup, üretkenliğe zarar vermeden ve işte aşırı rahatsızlık vermeden yapması imkansızdır. Kelepçeler farklı boyutlarda ve şekillerde olabilir. Anahtarsız seçenekler özellikle uygun kabul edilir. Genel olarak, kaynak işinin sürekli uygulanması için profesyoneller, farklı konfigürasyonlara sahip bir dizi kelepçe olmasını önerir.
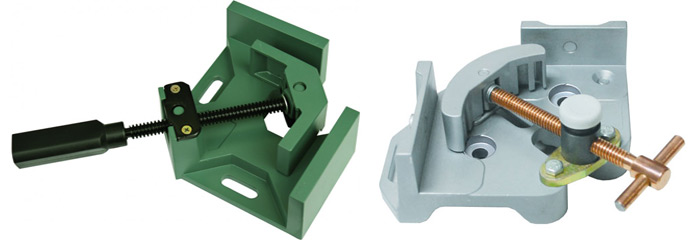
Kaynak Açısı Kelepçe Tasarımı
Kelepçeler genellikle çeşitli versiyonlarda mevcuttur ve kaynak için tasarlanmıştır metal borular belirli bir açıda (30 ila 90 derece). Boruların genişliğine, sayılarına ve kaynak açısına bağlı olarak farklı şekillerde yapılabilirler.
Herhangi bir açısal kelepçenin ayırt edici özellikleri şunlardır:
- sünger kalınlığı - sıkma çeneleri, eklemlerin sertlik derecesini arttırmak için daha kalındır. Sonuç olarak: kaynak Kaynak sırasında bükülmez;
- sıkma vidası malzemesi - kaynak sürecinde, genellikle yakındaki yüzeylere yerleşen bir erimiş metal parçacıkları spreyi vardır. Dişli parçalara girerse, yapışmaları meydana gelebilir ve sonuç olarak kelepçe başarısız olur. Bundan kaçınmak için, üzerine bakır veya bakır kaplı sıkıştırma vidaları monte edilmiştir. Bakır, sırayla, sıçramanın yapışmasını önler ve kaynak ekipmanının ömrünü uzatır;
- çalışma yüzeyi - parçaların birleşme yerlerinde gerekli açılarda elektrotlarla çalışmak için, kelepçe çalışma alanını arttırır.

Kelepçenin kendisi hareketli bir eleman ve ana çerçeveden oluşur. Hareketli parça genellikle ek özel kelepçelerle donatılmıştır - parçaların sıkıştırma derecesini düzenleyen bir vida veya kol. Hareketli bir eleman kullanarak, alet ve çeneler arasındaki mesafe kontrol edilir.
Cihaz yapısının maksimum hareketliliği nedeniyle, kelepçe farklı boyutlarda ve kesitlerde malzemeleri tutabilir. Ve birkaç açısal cihaz kullanırken, daha rahat ve verimli bir kaynak için herhangi bir yapı düzenlemesi oluşturabilirsiniz. Sıkıştırma elemanlarının çoğu, maksimum 390 mm çapında kaynak malzemesi için tasarlanmıştır.
Kaynak için köşeli kelepçe, çalışma sırasında üretilen kelepçe kuvvetini iş parçasına aktarmanızı sağlayan T şeklinde bir tutamağa sahiptir. Ve kaynak sırasında dökme demir zımbalar en yüksek ısıya bile dayanabilir.
Açısal tip bir kelepçe seçerken, planlanan çalışmanın türünü dikkate almak gerekir. Bu nedenle, örneğin, G-kelepçeleri genellikle küçük kalınlıktaki iş parçalarını sabitlemek için kullanılır. Büyük bir kalınlığa sahip metal ürünlerin montajını yapmak gerekiyorsa, ayarlanabilir bir sıkıştırma elemanı ile donatılmış F şeklindeki açısal bir kelepçe kullanmaya değer.
Kelepçe, masaüstündeki düz bir yüzeye sahip atölyelere veya garajlara her türlü odaya monte edilebilir.
Kendin yap kelepçesi
Çoğu model 90 derecelik standart montaj açısına sahiptir, ancak açıyı değiştirme yeteneğine sahip cihazlar da mevcuttur. Piyasadaki maliyetleri daha yüksek bir büyüklük sırasıdır, bu nedenle bazen kendi ellerinizle bir tasarım yapmak mantıklıdır.
Açısal tip kelepçe tasarımında oldukça basittir ve çoğu için evde bile monte etmek zor olmayacaktır.
Ev yapımı bir kelepçe imalatında en uygun malzeme demir olarak kabul edilir.
Bir kelepçenin kendi üretimi için aşağıdakileri yapmanız gerekir:
- Yapının temelini oluşturun - cihazın tabanını oluşturmak için, 8 mm ila 10 mm kalınlığında sac metal kullanılması arzu edilir. Sabitleme elemanı doğru boyutun köşesi olacaktır. Parçaların sabitlenmesi en iyi şekilde elektrikli kaynak kullanılarak yapılır, çünkü dişli bir bağlantı elemanı daha az güvenilir olacaktır.
- Kelepçeyi takın - bir vida kelepçesi yapmak için birbirine kaynaklanmış 2 veya 3 somun kullanılması tavsiye edilir. Bu durumda, 30 mm ila 40 mm kalınlığında merkezi dişli bir deliğe sahip bir braket yapmak daha iyidir. İplik kopması durumunda değiştirilebilmesi için cıvatalarla sabitlenir.
- Bir köşe oluştur - kelepçeleme zımbalarının konumuna açısal tip kelepçede özel dikkat gösterilmelidir. Kaynak yaparken, köşeler ideal olarak birbirine uymalıdır. Bu amaçla, köşelerden biri kelepçeye kaynaklanır, burada ikinci köşe daha sonra üst üste konur, preslenir ve brakete kaynaklanır.
- Taban hareketini kontrol edin - yapının yan yüzeyleri boyunca, kelepçenin iç tabanının hareket etmesine izin verecek kılavuzların takılması gerekir. Bunu yapmak için, köşe cihazının bisektörü boyunca 8 mm ila 10 mm genişliğinde bir oluk kesilir.
- Matkap delikleri - kelepçenin üst tabanında, içine bir somun ve rondela ile sıkılmış bir cıvata takılmış bir matkap kullanarak. Bazların birbirine göre hareketi serbest olmalıdır, bu nedenle cıvatadaki ipliğin başa ulaşmaması daha iyidir. Kafa ayrıca bir braket ile tabana monte edilebilir.

Kelepçenin bu tür standart bir versiyonunun çalışması sırasında, cihazın konumunu dik açılarla er ya da geç sınırlandırmak amacıyla, işteki dar odağı sorunu ortaya çıkabilir. Bu, daha önce sabitlenmiş bir elemanın yerine çıkarılabilir cıvatalı bir mafsal konularak sabitlenebilir. Alternatif olarak, bir kenetleme ayar vidası takılabilir, bu sayede daha sonraki sabitleme ile istenen açıyı seçmek mümkün olur.
Yukarıdakilerin tümü göz önüne alındığında, profesyonel bir kaynak eklemi elde etmek için, işi basitleştirmek ve birleştirme ve bağlantısızlığın ortaya çıkmasını önlemek için yüksek kaliteli bir araca ihtiyaç duyulduğu unutulmamalıdır.
Ders konusu: montaj ve kaynak cihazları Dersin amacı: montaj - kaynak cihazlarının çeşitleri, cihazları ve amaçlarının incelenmesi
Ana montaj ve kaynak cihazları
Tüm montaj ve kaynak cihazları iki ana tipe ayrılabilir: kurulum ve sabitleme. Bu işlevlerin her ikisini de birleştiren özellikle uygun mekanizmalar.

Ayar cihazları . Kurulum armatürleri, parçayı istenen konuma monte etmek için tasarlanmıştır - tam olarak nihai üründe olacağı şekilde.

Kareler parçaları birbirine (90 °, 60 °, 30 °, 45 °) belirli bir açıyla monte etmeye yarar. Açıların kullanımı uygundur, kenarları döner ve aralarında istenen açıyı ayarlamanıza izin verir.


vurgu parçaları taban yüzeylerine sabitlemeye yarar ve kalıcı, çıkarılabilir veya katlanabilir (kılavuz çekme, döndürme) olabilir. Çoğu zaman sıradan plakalar veya çubuklar olan kalıcı durdurmalar, tabana kaynaklanır veya vidalanır. Parçadaki sabit mevcudiyetleri yapısal olarak kabul edilemez olduğunda çıkarılabilir veya katlanabilir durdurucular ayarlanır.

desenler montaj sırasında takılan parçaları bu ünitedeki diğer parçalara veya ürünün destek konturlarına sabitlemek için tasarlanmıştır. Bu durumda, ürünün kendisi cihazın destek elemanıdır.
Sabitleme cihazları .
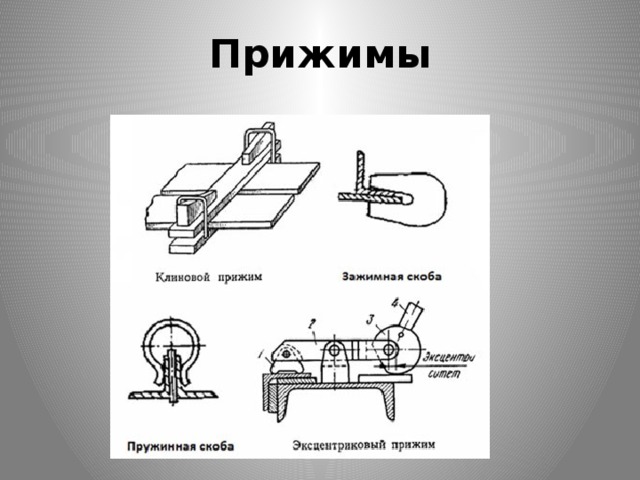
Sabitleme kaynak armatürleri kullanılarak parçalar, soğuduktan sonra kazara kaymalarını veya deformasyonlarını önlemek için istenen konuma monte edildikten sonra sıkıca sabitlenir. Sabitleme cihazları kelepçeleri, kelepçeleri, kelepçeleri, bağları, ara parçaları içerir.

Hemen hemen her metal işinde kullanılan evrensel bir alet. Kaynakçı için, mümkünse, sadece aşırı rahatsızlık pahasına ve üretkenliğin zararına dağıtılabilen ilk önemli araçtır.









Paspayı monte edilen parçaların kenarlarını hizalamanıza izin verin, parçalara istenen şekli verin, yerel kusurları düzeltin.






Manyetik kareler. Onların yardımı ile sac parçalarını, çerçeve yapılarını, rafları vb. Doğru açıya bağlamak çok uygundur.


Kelepçeler. Bunlar, kaynaklı parçanın tüm armatüre göre konumunu belirleyen elemanlardır.
Cepler (a),
Vurgu: kalıcı (b), çıkarılabilir (c) ve katlanır (g);
Kurulum parmakları ve pimleri: kalıcı (e), çıkarılabilir (e); prizmalar sert ve ayarlanabilir (g) ve desenler (h).

Kol kelepçesi
Rafın (1) ekseni (2) üzerinde, güç kolu (5) üzerinde hareket eden bir tahrik kolu (3) ve ara bağlantı (4) vardır.

Pnömatik kelepçeler mekanik olanlarla karşılaştırıldığında, hız, bir yerden bir dizi kelepçeyi kontrol etme yeteneği, kaplayan kelepçelere basınçlı hava sağlama yeteneği de dahil olmak üzere bir dizi önemli avantaja sahiptirler. farklı pozisyon Pnömatik kelepçe, kaynaklı parçaların deformasyonunu telafi eden belirli bir esnekliğe sahiptir.

Manyetik kelepçeler hız, basitlik ve manevra kabiliyeti bakımından farklılık gösterir. Kenarları hizalamak ve akı pedine bastırmak için kullanılırlar.
a bir mıknatısın genel bir görünümüdür; 1 - mıknatıs gövdesi; 2 çekirdekli; 3 - alt; 4 - sarma; 5 - anahtar; bd - uygulama modelleri; 6 - braket; 7 - elektromanyetik stand; 8 - vurgu; 9 - vida kelepçesi

Hidrolik cihazdaki klipsler. Bu tür kelepçeler vardır, ancak nadiren kullanılır, çünkü bu kelepçelerin sıkıştırma kuvveti 500 kg'dan büyüktür. metrekare başına.

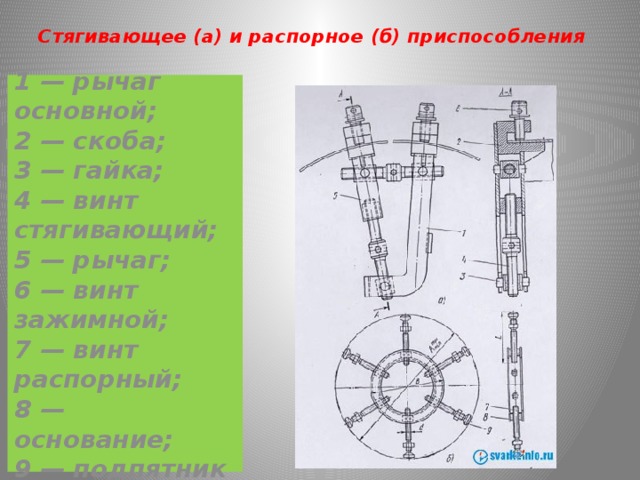
Sıkma (a) ve genleşme (b) cihazları
1 - ana kol; 2 - bir braket; 3 - bir somun; 4 - sıkma vidası; 5 - kol; 6 - sıkma vidası; 7 - aralama vidası; 8 - baz; 9 - baskı yatağı



Her kaynakçı, kaliteli iş için doğru şekilde hazırlanmasının gerektiğini bilir. Kaynak için çeşitli cihazlar, hem tüm yapıyı hem de tek tek parçaları doğru bir şekilde kurmaya ve sabitlemeye yardımcı olacaktır. Çalışmanızın nihai kalitesi doğrudan buna bağlıdır. Ancak hazır cihazları almak her zaman mümkün değildir veya şu anda bir yere bakmaktan kendiniz yapmak veya onarmak daha kolaydır.
- Kurulum;
- Sabitlenmesi.
Kurulum aleti, parçaları son işte olacakları pozisyona monte etmek için tasarlanmıştır. Fonksiyonlara ve tasarıma bağlı olarak, duraklar, açılar, prizmalar, desenlere ayrılırlar.
Sabitleme cihazları, rastgele kaymalara veya deformasyonlara izin verilmeyen parçaları istenen pozisyonda sabitlemek için tasarlanmıştır. Bu cihazlar kelepçeleri, kelepçeleri, kelepçeleri, bağları ve parantezleri içerir.
Kendin Yap
Kaynak işleri sırasında usta tarafından kullanılan bazı aletler oldukça sık bozulur veya yanlış işlevselliğe sahiptir. Evet, çoğu şey mağazadan satın alınabilir, ancak bazen kendiniz ve özellikle ihtiyacınız olanı yapmak daha kolaydır.
Elektrot tutucuları
Ev yapımı bir elektrot tutucu yapmak için, on milimetre çapında sekiz milimetre ile üç parça tel almanız gerekir. Bunlardan ikisini yana bükün (bir fiş gibi görünecektir), böylece telin parçaları zıt yönlerde (sol ve sağ) yönlendirilir. Aralarında, metal çubukla bağlantıdan tepenin uzunluğunun yaklaşık 0,5'ine kadar bükülmüş kalan tel olmalıdır. İlk olarak, yan parçalar kaynak ile yakalanır, daha sonra merkezi parça uygulanır, daha sonra her şey sonunda kaynaklanır. Telin aşırı ısınmasını önleyecek ek bir sargı eklemeniz gerekebilir.
Kelepçeler
Kelepçe bir sabitleme cihazıdır. Bunları kendiniz yapma ihtiyacı, mağazalarda satılan bu modellerin yetersiz gücünden kaynaklanabilir. Örneğin, iki veya diğer metal şeyleri kaynaklarken, yeterince güçlü kelepçelere ihtiyaç vardır. Mağaza modelleri de gerekli yüke dayanamayabilir.
Üretim için ihtiyacınız olacak:
- 10 mm kalınlığında çelik sac;
- Üç fındık
- Büyük çaplı pullar;
- Somun boyutuna göre dış dişli boru.
Üretim süreci:
- Kenarları 50 cm ve 4 cm olan bir çelik sac şeridi kesin;
- 25 cm'nin altında statik tutma için bir şerit kesin;
- 10 cm uzunluğunda bir mobil çubuk kesin;
- Hareketli kısmı sabitlemek için iki adet 5 cm dikdörtgen kesin;
- Kelepçenin (1) statik kısmını desteklemek için parçayı kesin;
- Yardımcı parçayı kelepçe tabanına kaynaklayın. G harfini oluşturmalılar;
- Parçayı kısa bir kenarda (1) düz şekilde kaynaklayın;
- Üç somunu birbirine kaynaklayın;
- Yıkayıcıları birbirine kaynaklayın;
- Vidalı çubuk kelepçenin tabanına paralel olacak şekilde somun kenarını hareketli parçaya göre kaynaklayın;
- Gerekirse, şaft üzerine bir somun ile sabitlenmiş bir sap takılabilir;
- Parçaları dış kenar boyunca kaynak yapın;
- Kelepçenin parçaları arasına yerleştirin;
- Bir çubuk takarak parçaların iç kenarı boyunca kaynak yapın;
- Çubuğun kenarına rondelalar kaynak yapın.
Montaj için, varsa, magazin kelepçesinden çubuğu kullanabilirsiniz.
Açısal bir kelepçe, normal bir kelepçe gibi, sonraki kaynak işlemleri için parçaları sabitler. Bununla birlikte, ürünün parçaları her zaman doğrudan bulunmamalıdır. Bazen bir açıda. Kaynakçının cephaneliğindeki bu tür anlar için açısal bir kelepçe olmalıdır. Mağazalarda satılırlar, ancak aynı dezavantajlara sahiptirler. Dik açılarda kendiniz kaynak yapmak için kolayca bir alet yapabilirsiniz. Malzeme seti sıradan kelepçelerle artı somun ve saplamalar ile aynıdır.

Sarf malzemesi olmayan elektrot kaynağı
Metal telleri, bükmeleri veya termokuplların üretimini bağlamak için bir cihaz genellikle kendi elleriyle bağımsız olarak yapılır. Ancak, mağazadan satın alınan bitmiş ürünün fiyatının, satın alırsanız tüm bileşenlerin toplam miktarından daha düşük olabileceğini unutmayın. Bununla birlikte, kural olarak, parçalar sökme işlemlerinde de bulunabilir ve belki de eski ekipmanı sökerek elde edilebilir.
Cihazı üretmek için, 20-50 V için bir transformatöre ihtiyacınız vardır, bağlantı telleri dört parçadır (bağlantı için, elektrodu bağlamak ve ağa bağlamak için iki parça). Elektrot, çubuk kalemden çıkarılarak kolayca elde edilebilen grafit olabilir. Bunun için uyarlayabileceğiniz her şey sahibinin rolü için uygundur.
Bu tür cihazların montajı, çeşitli kaynaklarda kolayca bulunabilen standart şemaya göre gerçekleştirilir ve büyük ölçüde, kabloların doğru bağlanmasından ve bunların bir durumda paketlenmesinden oluşur.
Meşrulaştırma
Kaynak için ev yapımı armatürler için seçenekler gerçek işte pratik uygulamalara sahip olabilir. Bununla birlikte, kendi kendine monte edilen emniyet mekanizmalarının veya diğer cihazların üretiminin uygulanabilirliğini akılda tutmak gerekir. Neyi başarmak istediğinizi açıkça anlamalısınız: artan güç, daha yüksek sabitleme sertliği veya en uygun seçeneği yapın.
Armatür hızlı bir şekilde kaliteli iş yapmanızı sağlar. Ve aracı ne kadar rahat yapar veya seçerseniz, gerekli iş kalitesini o kadar hızlı elde edersiniz.
Birleştirilen yapının tipine bağlı olarak, kaynakçının boyutsal toleransı sürekli olarak izlemesi gerekir. Bu şunları içerir: köşegenlerin eşitliğini, eksenler (raflar) arasındaki mesafeyi, uzunlamasına ve enine düzlemleri, ana çevreye dahil olmayan münferit elemanların açılarını gözlemlemek. Bu göstergelerden herhangi birini kaçırırsanız, tasarım arızalı olacak ve ürünün yeniden yapılması gerekecektir. Hızlı ve düzgün çalışma için, yapının önceden ayarlanan boyutlara göre sabitlenmesini sağlayan pratik kaynak armatürleri oluşturulmuştur. Bu, tüm süreci optimize eder ve kısa sürede daha kaliteli ürünler üretmenizi sağlar.
İletkenler, havlu rayları, dövme elemanların karmaşık desenleri ve endüstriyel kasalardan kapıları olan çerçevelerin imalatında kullanılan montaj ve kaynak cihazlarıdır.
Metal yapı, aralarında dönen bir düzlemin sabitlendiği iki koni şeklinde desteğe sahiptir. İkincisi, bir dizi vida kelepçesi ile ayarlanabilir uzunlamasına kirişlere sahiptir. Kirişlerdeki çok sayıda delik nedeniyle, kelepçeler ürünün boyutuna bağlı olarak tüm uzunluk boyunca monte edilebilir. Boşanma veya kirişlerin kendilerinin azaltılması sayesinde, monte edilen yapının genişliği düzenlenir.

Kaynak için iletkenler sayesinde, ürünün yanları, uzunlamasına ve enine düzlemi arasındaki mesafe hemen ayarlanır ve tutulur. Sadece diyagonal kaynakçı tarafından kontrol edilir ve çalışmaya başlayabilirsiniz. Cihaz döner, böylece hem dış hem de iç dikişlerin kaynağına kolay erişim vardır. Dönüş sırasında eğimi sabitlemek için, düzlemin bir tarafında çok sayıda delik bulunan bir daire kullanılır. Vurgu içine yerleştirilir. Daha karmaşık mekanizmalar bir elektrik motoru ve şanzıman içerir.
Jigin kayma mekanizması, büyük ve küçük ürünleri kaynaklamak için evrensel bir araç olarak kullanmanızı sağlar. İle çalışırken paslanmaz çeliklervida kelepçelerinden çizilmeleri önlemek için, ikincisi "dudaklar" üzerinde keçe çıkartmaları ile beslenir ve kütle doğrudan ürüne yayınlanır. Böyle bir iletken aparat profil borusunun kendisinden monte edilebilir. Hareketli parçaları sabitlemek için rulmanlara ve uzun cıvatalara ihtiyacınız olacaktır.
desenler
Dik açılar için daha basit cihazlar, düz bir düzlemde şablonlar şeklinde kurulur. Gelecekteki ürünlerin kesin açısı önceden belirlenir. Bu, köşenin her iki yanında iki parça olan durakların kaynaklanmasıyla yapılır. Kaynaklanacak eleman şablonun içine döşenir, puntalar ve kaynak yapılır.
Şablonların “gelişmiş” versiyonları, kaynaklı yapının çıkarılmasını kolaylaştıran katlama dayanaklarına sahiptir. Böylece ürün yüksek sıcaklığa maruz kaldığında sürüş yapmaz kaynak arkı, bir taraftaki durdurmalar yerine, şablondaki kenarları sıkıca sabitleyen ve yükselmelerini önleyen vida kelepçeleri eklenir. Kaynaktan sonra vidalar gevşer ve yapı gevşer. Böylece, bir açı profil borularına, farklı genişlikteki raflara sahip köşelere kaynak yapabilirsiniz. Kapı ve kapılardaki çerçevelerin üretiminde uygundur.
centralizers
Montaj fazla kaynak değildir. Bu tür detaylarla çalışmanın ana özelliği, tarafların uyumunu sağlamaktır. Fark 1.5 mm'den fazla ise, çıplak gözle fark edilir. Estetiğin önemli olduğu kritik ürünlerde bu kabul edilemez.

Merkezleyiciler kaynaklı kenarları bir araya getirerek esas olarak üst ve alt kısımlar boyunca veya tüm çevre boyunca hizalarlar. Çevresi borunun her tarafına ulaşan vida ve yarım daire biçimli bacaklarla sıkma. Ekipman boruyu merkezler ve kaynak yapılır. Bundan sonra cihaz çıkarılır.
Manyetik Buluşlar
Ürünün kenarlarını istenen konuma ayarlamak çok kolaydır. En basiti manyetik bir karedir. Çekim gücü nedeniyle ürünün iki parçasını sert bir şekilde sabitler ve aralarında 90 derecelik bir açı belirler. Farklı bir derecenin ayarlandığı cihazın daha evrensel versiyonları vardır. Böylece kenarları keskin ve geniş açılarda kaynaklayabilirsiniz.

Daha çok yönlü manyetik frekans buluşları, metal bir elemanı yakalamanızı ve yüzeyin her iki tarafına sabitlemenizi sağlar. Bu, yeterli üçüncü el olmadığında, ancak yardımcı olacak kimse olmadığında çok yardımcı olur. Benzer işlevselliğe sahip kaynak için ev yapımı bir fikstür, bir mıknatısın bağlı olduğu 30 x 30 mm'lik iki metal kareden yapılabilir. Karelerde, cıvatalı bağlantı yoluyla iki veya daha fazla “dirsek” takılabilen “kulaklar” kaynaklanır (duvar kalınlığı 3 mm ve boyutları 100 x 20 mm olan metal şeritler). Böyle bir buluş istediğiniz gibi bükülebilir ve yetiştirilebilir. Bir tarafta ana ürüne yapışacak ve diğer tarafta kaynaklı elemanı tutup tutacaktır.
Sıkma ve sürme cihazları
Kaynak fikstürleri arasında, kaynak için parçaların sabitlenmesi, karıştırılması veya ayrılmasını sağlayan birçok küçük yardımcı vardır. İşte ana olanlar.
Kelepçe
Bu, bir ucunda ürünü kavramak için bir “dudak” bulunan C şeklinde bir çerçeve ve diğer tarafta hareketli bir vurgu. Bu cihaz, ürünün genel düzlemine uygun olarak tabakaları tabana kelepçelemek için kullanılır. Vurgu, vida üzerinde veya dişli rafı üzerindeki kam mekanizmasında hareket eder. İkinci seçenek, yapının farklı kalınlıkları altında kaymak için zaman kazandırdığından daha pratiktir. Farinks (C-çerçeve boyutu), kaynak yapılan malzemelerin boyutlarına bağlı olarak küçük ve büyük olabilir.
Meydan
90 derece arasında ayarlamaya yardımcı olan en kolay eleman profil boruları - bu bir kare. 90 derecelik hızlı kurulum ve pozisyonun sabitlenmesini gerektiren manipülasyonlar düzenli olarak yapılırsa, DIY kaynağı için basit bir tasarım yapabilirsiniz. Sabit "dudakları" aşağıdan bir metal şeride kaynaklanmış iki kelepçe gereklidir. Şeridin üstüne iki küçük köşe tutturulmuştur. Açıyı kullanarak istenen dereceyi ayarlayın ve haşlanırlar. Vurgu budur. Köşeleri birbirine yakınlaştırmaya gerek kalmaz, böylece erişim kalır fileto dikişi gelecekteki ürünler üzerinde.
Paspayı
Yapının sarkan taraflarını sıkmak için patlama cihazları kullanılır. Bu, düzlemde ayrılan yan tabakaların kenarları veya büyük kapasiteli eklemin batık tarafı olabilir. Kenarları bir düzleme getirmek için, içinde büyük bir ipliğin kesildiği bir silindir kullanılır. Büyük cıvatalar kenarlarına vidalanır ve şapkalarının üzerinde ürünün içine uygun şekilde sabit durdurucular bulunur (tankın duvarları bile varsa, dururlar düzdür, tankın duvarları yuvarlaksa, dururlar yuvarlanır). Silindirin kolu ve dönüşü monte etmek için birkaç deliği vardır. Bu durumda, cıvatalar sökülür ve cihazın toplam uzunluğu artar. Bu sarkma tarafını istenen seviyeye iter. Ara parçası uzunluğu yeterli değilse, duraklardan birinin altına ahşap bir insert yerleştirilir.
Kelepçeler
Bazen çok hızlı çalışmanız gerekir ve ürünü kelepçelerle bastırmak için zaman yoktur. Kaynak yapılacak parçaların kalınlığı küçükse kelepçeler kullanılabilir. Bunlar, her iki yarıyı da çeken bir yay ile küçük pençelerdir. Bu tür cihazların “dudakları” belirli ürünler için geniş veya kavisli olabilir. Çalışma genişliğini ayarlamak için küçük bir aralığa sahiptirler, ancak kelepçelerin aksine, bir saniyede ayarlanırlar.
şaplar
Büyük bir boşluk olmadan pişirmek için yanların ortak çizgi boyunca getirilmesi gerektiğinde, bağları kullanın. Yassı ürünler söz konusu olduğunda, bunlar birbirini karşılıklı kavrayan ve kenarları uzun bir cıvata ile azaltan, somunu sıkan iki köşeli olabilir. Cıvatanın uzun bir dişi (başın altında) varsa, cihaz daralma etkisini tam olarak gerçekleştirecektir. Yapının yakalayabileceğiniz kenarları varsa, kaynak köşeleri yerine, üstte delikli kancalar kullanılır.
Çeşitli aksesuarlar kaynak işlemini büyük ölçüde kolaylaştırır ve hızlandırır. Bu öğeleri kendiniz yaparak biraz tasarruf edebilirsiniz.

