- Kelepçeler nasıl yapılır?
- Uygun 90° kaynak
- Büküm için tüketilmeyen elektrotla kaynak yapma
- Ev yapımı elektrot tutucular
- Birkaç önemli sır
Aşağıdaki bilgiler, sıklıkla bozulan veya üretim hatası olan aydınlatma armatürlerine yöneliktir. Bunlar, kaynakçıların işlerini verimli bir şekilde yapmalarına yardımcı olan en küçük "akıllıca şeyler"dir. Bu nedenle, burada manyetik açılar ve hatta prizmalar hakkında hiçbir şey söylenmezse şaşırmamak gerekir. Bu gadget'lar en çok mağazadan satın alınır.
Hemen hemen her zaman, kaynak işlemi sırasında montaj ve sabitleme cihazlarına ihtiyaç vardır.
Kaynak ekleri iki tip olabilir:
- Kurulum;
- sabitleme.
Kaynak yöntemleri çok hızlı ilerlediğinden, açıklanan fikstürler biraz nadir görünebilir. Ancak öte yandan, bu, farklı koşullarda daha ilerici ve daha güvenli boru bağlama yöntemlerine yol açmadığı anlamına gelir.
Kelepçeler nasıl yapılır?

Kelepçe, çeşitli ürünleri kaynak yaparken bir sabitleme cihazıdır.
Kelepçe bir sabitleme cihazıdır. Kesin olarak yalnızca kaynak aksesuarlarına atfedilemez, çünkü kullanılır:
- marangozlar;
- çilingirler;
- tornacılar;
- kaynakçılar.
Farklı amaçlar için, bu ürünün farklı güçleri gereklidir. Boruları ve diğer metal şeyleri kaynaklamak için yeterince güçlü kelepçeler gereklidir. Bir mağazadan satın alınabilenler, çoğu zaman ağır yüklere dayanmaz, en uygunsuz anda bozulur. Bu nedenle, el yapımı cihazları düşünmeye değer.
Böyle bir cihazı kendi elinizle yapmak zor değil, bunun için gerekenler:
- 10 mm kalınlığında çelik sac;
- üç fındık;
- büyük çaplı birkaç pul;
- somunların boyutuna göre dıştan dişli boru.
Doğrudan üretim için gereklidir:
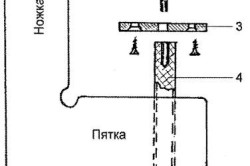
Kelepçe şeması: 1 - gövde; 2 - yuvarlak kereste; 3 - çelik rondela; 4 - çelik çubuk sıkıştırma vidası.
- 50 cm uzunluğunda ve 4 cm genişliğinde bir çelik levha şeridi kesin.
- İki şeridi ve bazı ek küçük ayrıntıları kesin:
- 25 cm altta statik tutuş için;
- hareketli çubuk 10 cm;
- hareketli parçayı (c) tutturmak için her biri 5 cm'lik iki dikdörtgen;
- kelepçenin statik kısmını destekleyecek küçük bir parça (d).
Kaynakta böyle bir cihaz, boru yapısını sabit bir konumda tutmanıza izin verir. İlk kaynak darbesinden itibaren boruların dağılacağından ve işin yeniden başlaması gerekeceğinden endişelenmenize gerek yok.
İçindekiler tablosuna geri dön
Uygun 90° kaynak

Kaynak mıknatısları, iş parçasını 90 ° 'lik bir açıyla tutmanıza izin verir.
Boruları çok zahmetli ve asistansız yapmamak için boruları 90 ° 'lik bir açıyla tutan kaynak mıknatısları buldular. Daha önce, bu tür işler için cihazlar mıknatıs kullanılmadan yapılmıştır.
Bu, aşağıdaki malzemeleri gerektirecektir:
- 20-25 cm kenarlı metal kare;
- bir parça kare boru;
- Onlar için 3 küçük cıvata ve somun;
- 4 cm çapında kalın bir cıvata ve bir somun 35;
- matkap, matkap;
- tükenmez kalem çapında küçük bir metal silindir;
- silindir tutucusu, aslında kolu;
- kaynak makinesi.
20 ve 15 cm uzunluğundaki borular, değiştirilebilir kenarlarda, en köşelerde kareye kaynaklanır, böylece boruların uçları karenin karşı taraflarında olur.
İki aksesuar parçası yapın. Yaklaşık 10 cm uzunluğunda aynı borulardan U şeklinde bir şekil kaynak yapın, aynı boruları kullanarak ikincisini 11,5 cm ve 5,4 cm tabanları olan bir ikizkenar yamuk şeklinde kaynak yapın.
Hesaplamalar daha doğru yapılmalı, yan kısımların kesişme noktasında oluşan açı 90 ° olmalıdır, bu nedenle tabanların uzunlukları tam olarak boruların genişliğine bağlı olacaktır.

Boruların kaynaklanmadığı köşedeki karenin kenarlarında ikizkenar üçgen kesim yapın. Daha önce küçük bir cıvata için üst dikdörtgenin ortasında bir delik açmış olan U şeklinde bir şekil kaynak yapın. Kare ile şekil arasındaki boşluğa 4 cm genişliğinde somunlu bir cıvata yerleştirilmelidir.
Cıvataya bir tutamaç takın, olduğu gibi, içinde ince bir çubuğun serbestçe hareket ettiği delikli bir somun kullanabilirsiniz.
Yamuğun daha küçük tabanının uzunluğuna sahip küçük bir silindirde, alınan küçük cıvatalar için diş açın. Büyük cıvatanın ucu boyunca ortalayarak vidalayın.
Cihazın bu boşluğu neredeyse tamamlandı, karenin merkezinin 5 cm yukarısında bir delik açmaya devam ediyor, kesilmemiş ve sadece serbest köşesine çapraz olarak hareket ediyor.
Yamuğun köşegenlerinin kesişme noktasında, her iki parçada da bir delik açın. Aralarında daha önce bir dişin yapıldığı ve merkezde bir delik açıldığı silindirik bir parça yerleştirilecektir. Cihazın daha fazla montajı için, 4 cm genişliğinde bir cıvata için 35 bir somun hazırlamak gerekir, bunun için karşı yüzleri etkilemeden bir tarafında bir geçiş dişi yapın.

a - köşe bağlantısının montajı için, b - çeşitli detay kombinasyonları ile bağlantıların montajı için; 1 - köşe mıknatısı, 2 - kelepçe, 3, 5 - manyetik elemanlar, 4 - kol.
Diğer tüm montajlar, parçaların doğru şekilde bağlanmasından oluşur. Sapı zaten takılı olan cıvataya, neredeyse tabana kadar dönen dişli bir somun yerleştirin. Silindirik bir parçayı cıvatanın ucuna, dişi dişe delinmiş bir delik ile takın ve küçük bir cıvata ile sabitleyin. Daha sonra, biri silindirik parçanın dişine girintili cıvatalar kullanarak yamuk şekli sabitleriz, ikincisi konfigürasyonu aynı silindirik şeklin dişinden yukarıdan sabitler. U şeklindeki desteğin altına, üstünde hazırlanmış bir parça bulunan bir cıvata, altındaki dişli bir somunu ayarlayarak çekilir. Cıvatayı, U şeklindeki şeklin ortasından geçen ve özel somunun özel dişine vidalanan bir cıvata ile sabitleyin. Cihaz aslında kullanıma hazırdır. Cıvatanın sapı döndürülerek gevşetilebilir. Boruları dik açılarla sokarak, fikstürü sabitleyerek kaynak yapabilirsiniz.
Bu tür cihazlar, basit ev kullanımı için çok pahalı olabilen kaynaklı mıknatıslar için iyi bir alternatiftir.
İçindekiler tablosuna geri dön
Büküm için tüketilmeyen elektrotla kaynak yapma
Bildiğiniz gibi boru kaynağı tek tip değildir. kaynak işleri, genellikle metal telleri bağlantı noktalarında bağlamak, büküm yapmak ve ev yapımı termokuplların onarımı veya üretimi için yapılır. Bu cihazı yapmak için kaynağın ne olduğunu ve elektromanyetik indüksiyon yasasının tam olarak nasıl çalıştığını anlamanız gerekebilir.
Bu nedenle, kaynak cihazı genellikle elle monte edilir. Burada küçük bir "ama" var, böyle bir cihaz yapmak isteyen, bitmiş ürünün maliyetinin, tüm bileşenlerin satın alınması için toplam tutardan daha düşük olduğu unutulmamalıdır. Ancak eski transformatörler, diğer cihazlardan anahtarlar, örneğin zaten gereksiz penseler, bir fikstür oluşturmak için kullanılacaksa, lehimleme veya birleştirme yapmak için armatürler yapmaya gerçekten değer.
Kullanılan bağlantı yöntemi, tüketilmeyen elektrotlu kaynak türlerine atıfta bulunur. Elektrot olarak, basit bir kalemden kolayca çıkarılabilen grafiti kullanabilirsiniz; elektronik mağazalarında sıvı akı satılmaktadır. Ev yapımı akı, bir bulamaç haline getirilmiş bir borik asit ve su karışımından yapılabilir.
Cihazı yapmak için 20-50 V'luk bir transformatöre, ağa girmek için bir bağlantı kablosuna, iki bağlantıya, bir elektrot bağlantısına ihtiyacınız olacak. Mevcut herhangi bir araç elektrot tutucu olarak kullanılabilir, bu, cephanelikte mevcut olan öğelerin, örneğin bir eczane şırıngası, bir okul tripodu, silindirler veya cıvataların yeteneklerine ve mevcudiyetine bağlıdır.

Sarf malzemesi olmayan elektrot kaynağı yapma sürecinde, büküm için bir transformatör bobini gereklidir.
Bir kaynak makinesi için bir çerçevenin yanı sıra bir mağazadan 20-20 V'luk bir transformatör bobini kolayca satın alınabilir. Ancak, zaten kullanılamayan fazladan bir transformatöre sahip olan transformatör bobininin cihazını bilerek, gerekli sayıda dönüş eklenerek her zaman düzeltilebilir. Kaynak makinesinin standart devresini kullanarak tüm kabloları talimatlara göre bağlayın. Armatür bir elektrikçi tarafından bükümlerin kaynağı için kullanılacaksa, tavanda çalışmaya erişim serbestliği sağlamak için en az 3 m uzunluğunda çalışma telleri kullanılması tavsiye edilir.
Güvenlik önlemlerinin gözetilmesinden bahsetmeye değer. Yüzü özellikle gözleri kaynaktan korumanın bazı yolları vardır. Tabii ki, bu kaynak maskesi yapma yöntemi çok ilkeldir ve hiçbir durumda boru kaynağı sırasında kullanılmamalıdır, sadece ince teller için kullanılmalıdır. karanlığı al plastik şişe herhangi bir içecekten, çok uzun kollu bardakları kesin ve başın arkasına bir kelepçe veya klipsle bağlayın. Kısa ömürlü garip işler için uygundur. Yine de, gözlerin sadece parlak parıltıdan değil, aynı zamanda kırmızı-sıcak metal parçalarının kazara çarpmasından da korunduğunu hatırlamakta fayda var. Bu nedenle, maskeyi karton kutular ve gazetelerle değiştirmek, bir kişi büyük risk altındadır.
Kaynaklı yapıların imalatı sürecinde, birleştirilecek parçaların göreceli konumu ve teknolojik süreç tarafından belirtilen yüksek kaliteli bir bağlantının oluşumu için en uygun koşullar sağlanmalıdır. Bu, teknolojik cihaz ve ekipmanlar kullanılarak sağlanır.
Teknolojik cihazlar, çiviler veya basit mekanik cihazlar kullanarak parçaların kaynaklanması ve sabitlenmesi için montaj için tasarlanmış montaj cihazlarına ayrılır; önceden monte edilmiş parçaların sabit bir göreceli konuma kaynaklanması için tasarlanmış kaynak; montaj ve kaynak, montaj ve kaynak işlemlerinin birleştirilmesine izin verir.
Teknolojik cihazın tipi, üretim programına (tek, parti veya seri üretim), ürün tasarımına (levha veya kafes yapıları, makine parçaları vb.), Teknolojiye ve iş parçalarının imalatındaki hassasiyet derecesine (işleme, gaz) bağlı olarak seçilir. kesme vb.) ) ve montaj ve kaynak teknolojisi (boşluk ihtiyacı, izin verilen değişiklikleri veya izin verilen kenar fazlalığı vb.).
Kaynak armatürleri kaynak bölgesinin ısınması ve ardından soğuması nedeniyle bireysel yapı elemanlarının serbest hareketine izin vermeli ve gerekirse, kaynaklı üründe ve cihazın kendisinde sıcaklık etkilerinden kaynaklanan deformasyonları azaltmalı veya mümkünse ortadan kaldırmalıdır. Düşük rijitliğe sahip büyük boyutlu yapıları (çerçeve, kafes, levha) kaynak yaparken, fikstürler, bir bütün olarak ürünün değil, tek tek kaynaklı kenarların sabitlenmesini sağlamalıdır. Bir cihaz tasarlarken, kaynak ve punta noktalarına erişim, yoğun ısınma yerlerinden hızlı ısı tahliyesi, ünitenin minimum sayıda kurulumla montajı, ürünün boyutlarının kontrol edilmesi için serbest erişim ve ücretsiz sökme sağlamak gerekir. monte edilmiş veya kaynaklı ürün.
Teknolojik aletlerözelleştirilebilir (belirli bir ürün türünün kaynağı için) veya evrensel olabilir. Örnek olarak, Şekil. 8-58, bir çerçeve yapısının montajı ve kaynağı için özel bir standı göstermektedir. Benzer amaçlar için evrensel bir fikstür (Şekil 8-59), bir sıra oluklu levha içerir. Kaynak yapılacak ürünün konfigürasyonuna bağlı olarak, kaynak yapılacak parçaların (kelepçeler vb.) temellendirilmesi ve parçaların taban yüzeylerine (kelepçeler, bağcıklar, ara parçalar vb.) preslenmesi için plakaya cihazlar takılır.
Bazı durumlarda kaynak yapılacak parçaların ağırlığı kenetleme için kullanılabilir.
Pirinç. 8-58. Çerçeve yapılarının kaynağı için kalıcı kelepçelere sahip özel stant
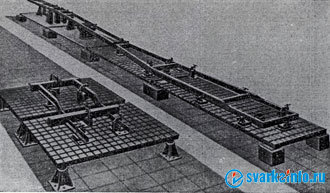
Pirinç. 8-59. Normalleştirilmiş elemanlardan üniversal montaj ve kaynak stantları
hizmetliler... Bunlar, kaynak yapılacak iş parçasının tüm fikstüre göre konumunu belirleyen elemanlardır. Kelepçeler (Şekil 8-60) cepleri (a), durdurucuları içerir: kalıcı (b), çıkarılabilir (c) ve katlanır (d); yerleştirme pimleri ve pimleri: kalıcı (d), çıkarılabilir (e); prizmalar; sert ve ayarlanabilir (g) ve şablonlar (h).

Pirinç. 8-60. hizmetliler
Çıkarılabilir duraklar Parça cinsine göre özelleştirilebilen cihazlarda veya duruşlar nedeniyle yerinden çıkarılamayan parçaların kaynağında kullanılırlar. Kural olarak, dayanaklar ayrıca destek tabanları olarak ve bazı durumlarda eşleşen parçaların kaynaklanması için şablonlar olarak hizmet eder. Pimler veya pimler, parçaların daha doğru konumlandırılmasını sağlar ve parçalarda işlenmiş yüzeyler olduğunda kullanılır. Ayarlanabilir ve rijit prizmalar boru, profil vb. kaynaklarında kullanılır.
şablonlar montaj sırasında takılan parçaları bu ünitedeki diğer parçalar veya ürünün bazı destekleyici konturları ile sabitlemek için tasarlanmıştır. Bu durumda ürünün kendisi cihazın destekleyici unsurudur.
Kelepçeler... Parçaların, cihazların kıskaçlarına veya diğer dayanma yüzeylerine kenetlenmesini sağlayan cihazların elemanlarıdır. Mekanik, pnömatik, manyetik ve hidrolik kelepçeler vardır.
Mekanik kelepçeler en basit ve dolayısıyla en yaygın olanlarıdır (Şekil 8-61, a-e). Kama kıskaçlar (Şekil 8-61, c, d) monte edilecek bir elemanı diğerine bastırmaya, kenarları hizalamaya vb. hizmet eder. Eksantrik kendinden frenli kıskaçlar benzer şekilde hareket eder. En evrensel vidalı kelepçeler (Şekil 8-61, a, b). Ancak ağırlıklı olarak el aletlerinde kullanılırlar. Bunun nedeni vidaların durmaya karşı çalışması ve hızlı hareket etmemeleridir. Vidanın hatvesindeki bir artış, kendi kendine frenleme özelliklerini bozabilir ve parçayı sıkıştırmak için büyük kuvvetler gerektirebilir. Yaylı kıskaçlar esas olarak küçük, ince parçaları kenetlemek için kullanılır.

Pirinç. 8-61. Kelepçeler
Yukarıdakilerle birlikte, kombine cihazlar kullanılır (kamalı vida, yaylı vida vb.). Kol kıskaçları, 1. ve 2. türden kollardır veya bunların kombinasyonudur ve kenetleme tahriklerinin yükselticileri olarak kullanılır. Böyle bir manivela kıskacının bir örneği, Şek. 8-62. Rafın 1 ekseninde 2, güç kolu 5 üzerinde hareket eden bir tahrik kolu 3 ve bir ara bağlantı 4 vardır. İş parçası, durdurma 6 tarafından sıkıştırılır.

Pirinç. 8-62. Kol kelepçesi
Pnömatik kelepçeler mekanik olanlara kıyasla, hız, bir dizi kelepçeyi tek bir yerden kontrol etme yeteneği, işgal eden kelepçelere basınçlı hava sağlama yeteneği dahil olmak üzere bir dizi önemli avantaja sahiptirler. farklı pozisyon uzayda (cihazın muylusu aracılığıyla veya esnek hortumlar boyunca), vb. Pnömatik kelepçe, kaynak yapılan parçaların deformasyonunu telafi eden belirli bir esnekliğe sahiptir.
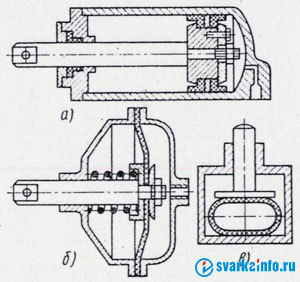
Pirinç. 8-63. Pnömatik kelepçeler
Pnömatik silindirler, pnömatik hazneler ve pnömatik hortumlar, kelepçenin çalışan bir parçası olarak hizmet edebilir. Pnömatik silindirler (Şekil 8-63, a) tek etkili veya çift etkili olabilir. Silindir çubuğu, kenetlenecek parça üzerinde doğrudan veya bir kol vasıtasıyla hareket edebilir. Pnömatik silindirlerin dezavantajları, contaların aşınmasını ve hacimliliğini içerir.
Çubuğun strokunun küçük olduğu durumlarda, kapak ile hazne gövdesi arasına sıkıştırılmış bir piston yerine kumaş bazında bir kauçuk diyafram ile donatılmış pnömatik hazneler (Şekil 8-63, b) tercih edilir. Çoğu zaman, kaynak cihazlarında bir hortum kelepçesi kullanılır (Şekil 8-63, c). Hortuma hava verildiğinde, ikincisi külbütör kolu kelepçesinin destek yüzeyleri üzerinde hareket eder. Pnömo kelepçeleri, ağırlıklı olarak toplu ve büyük ölçekli üretimde ve yüksek düzeyde mekanize kurulumlarda kullanılır.
Manyetik kelepçeler hız, basitlik ve manevra kabiliyeti ile ayırt edilir. Kenarları hizalamak için kullanılırlar (Şek. 8-64, b) ve akı yastığına bastırırlar (Şek. 8-64, b). En yaygın olanı elektromıknatıslardır, ancak son zamanlarda kalıcı mıknatıslar da kullanılmıştır.
Hidrolik kelepçeler kaynak cihazlarında oldukça nadiren kullanılır. Muhtemelen, hidroplastikler - yeterince yüksek akışkanlığa sahip viskoz karışımlar - temelinde inşa edilen tutma yerleri umut vericidir. Hidrolik kelepçelerin aksine, hidrolik plastik içeren kelepçeler, baskı kuvvetinin pistonlar arasında eşit dağılımını sağlayan karmaşık ve pahalı contalar gerektirmez. 500 kgf / cm2'ye kadar basınca izin verirler.

Pirinç. 8-64. Elektromanyetik kelepçeler:
a - mıknatısın genel görünümü;
1 - mıknatıs gövdesi;
2 - çekirdek;
3 - alt;
4 - sarma;
5 - anahtar;
b-d - uygulama şemaları;
6 - braket;
7 - elektromanyetik stand;
8 - vurgu;
9 - vidalı kelepçe
Sıkma ve aralama cihazları (bağlar, ara parçalar ve krikolar). İki veya daha fazla parçayı veya düzeneği monte ederken, kenarları ve girintileri hizalamak için, silindirleri sıkıştırmak için sıkmak için tasarlanmıştır (Şekil 8-65).
Montaj ve kaynak fikstürleri evrensel veya özel olabilir. İncirde. 8-59, hacimli ve karmaşık mekansal yapıların kaynağı için evrensel bir fikstürü göstermektedir.

Şekil 8-65. Sıkma (a) ve ara parçası (b) cihazları:
1 - ana kol;
2 - braket;
3 - somun;
4 - sıkma vidası;
5 - kol;
6 - sıkıştırma vidası;
7 - ara vida;
8 - baz;
9 - baskı yatağı
Düz sac yapıların montajı ve kaynağı için kullanılır elektromanyetik stantlar, aralarında bir pnömatik kelepçeli bir akı-bakır veya akı yastığı bulunan, yerleşik elektromıknatıslara sahip düz veya kavisli bir yatak olan. Dikiş boyunca yer alan elektromıknatıslar, birleştirilmiş levhaların kenarlarını montaj standına sıkıca çeker ve reaksiyonu akı yastığının basıncından algılar. Mıknatısların ve akı yastıklarının yeri, levhaların kesilmesi ve bölümdeki sayıları ile belirlenir.
İncirde. 8-66, 400-1800 mm yüksekliğinde I-kesit elemanlarını monte etmek için kullanılan vidalı kelepçeli bir mastarı göstermektedir. Bu mastardaki elemanların kaynağı, eğimli bir elektrot kaynak traktörü ile gerçekleştirilir.
![]()
Pirinç. 8-66. Kiriş kaynak mastarı
Her kaynakçı, kaliteli iş için buna uygun şekilde hazırlanmanın gerekli olduğunu bilir. Çeşitli kaynak cihazları, hem tüm yapının hem de tek tek parçaların doğru şekilde kurulmasına ve sabitlenmesine yardımcı olacaktır. Çalışmanızın nihai kalitesi doğrudan buna bağlıdır. Ancak hazır cihazları almak her zaman mümkün değildir veya şu anda bir yere bakmaktan ziyade kendiniz yapmak veya onarmak daha kolaydır.
- Kurulum;
- Sabitleme.
Ayar cihazı, parçaları tam olarak son çalışmada olacakları konuma monte etmek için tasarlanmıştır. İşlevlerine ve tasarımlarına bağlı olarak duraklara, karelere, prizmalara, şablonlara ayrılırlar.
Tespit cihazları, parçaları, kazara kaymalara veya deformasyonlara izin verilmeyen istenen konumda sabitlemek için tasarlanmıştır. Bu tür cihazlar arasında kelepçeler, kelepçeler, kelepçeler, bağlar ve ara parçalar bulunur.
Kendin Yap
Ustabaşı tarafından kaynak işi sırasında kullanılan aletlerden bazıları yeterli sıklıkta ara vermekte veya yanlış işlev görmektedir. Evet, çoğu şey mağazadan satın alınabilir, ancak bazen bunu kendiniz ve özellikle ihtiyacınız olanı yapmak daha kolaydır.
elektrot tutucular
Ev yapımı bir elektrot tutucu yapmak için, her biri on santimetre, sekiz milimetre çapında üç parça tel almanız gerekir. İkisini yana doğru bükün (çatal gibi görünecektir), böylece telin parçaları zıt yönlerde (sol ve sağ) yönlendirilir. Kalan tel, aralarında, metal çubukla bağlantının yanından yukarıya doğru bükülmüş, uzunluğunun yaklaşık 0,5'ine kadar yerleştirilmelidir. İlk olarak yan kısımlar kaynak yapılarak yakalanır, daha sonra orta kısım uygulanır ve son olarak her şey kaynatılır. Aşırı ısınmasını önlemek için tele ekstra sargı eklemeniz gerekebilir.
Kelepçeler
Kelepçe bir sabitleme cihazıdır. Onları kendiniz yapma ihtiyacı, mağazalarda satılan bu modellerin yetersiz gücünden kaynaklanıyor olabilir. Örneğin, parke veya diğer metal şeyleri kaynak yaparken, yeterince güçlü kelepçelere ihtiyaç vardır. Ve mağaza modelleri gerekli yüke dayanamayabilir.
Üretim için ihtiyacınız olacak:
- 10 milimetre kalınlığında çelik sac;
- Üç fındık;
- Büyük çaplı pullar;
- Somun boyutuna göre dıştan dişli boru.
Üretim süreci:
- Bir çelik sacdan kenarları 50 cm ve 4 cm olan bir şerit kesin;
- Altta statik tutma için 25 cm uzunluğunda bir şerit kesin;
- 10 cm uzunluğunda bir sürgülü çubuk kesin;
- Hareketli parçayı takmak için her biri 5 cm'lik iki dikdörtgen kesin;
- Kelepçenin (1) statik kısmında desteklenecek parçayı kesin;
- Yardımcı parçayı kelepçenin tabanına kaynak yapın. G harfini kendi aralarında oluşturmalıdırlar;
- Parçayı (1) kısa kenardan düz kaynak yapın;
- Üç somunu birbirine kaynak yapın;
- Kaynak rondelaları birbirleriyle;
- Somunları hareketli parçaya göre bir kenarla kaynak yapın, böylece vidalı çubuk kelepçenin tabanına paralel ilerler;
- Gerekirse, çubuğa bir somun ile sabitleyen bir tutamak takılabilir;
- Dış kenar boyunca kaynak parçaları;
- Kelepçenin parçaları arasına yapıştırın;
- Çubuğu takarak parçaların iç kenarı boyunca kaynak yapın;
- Çubuğun kenarında kaynak rondelaları.
Montaj için, varsa, mağaza kelepçesinden bir çubuk kullanabilirsiniz.
Açılı kelepçe, her zamanki gibi, parçaları sonraki kaynak işlemleri için sabitler. Ancak ürünün parçalarının her zaman düz olması gerekmez. Bazen bir açıyla. Böyle anlar için, kaynakçının cephaneliğinde bir açı kelepçesi olmalıdır. Mağazalarda satılıyorlar ancak aynı dezavantajlara sahipler. Kendiniz kolayca bir dik açı kaynak aleti yapabilirsiniz. Malzeme seti, geleneksel kelepçelerin yanı sıra somunlar ve saplamalarla aynıdır.

Sarf malzemesi olmayan elektrot kaynağı
Metal telleri bağlamak, bükmek veya termokupl yapmak için bir aparat, genellikle kendi ellerinizle bağımsız olarak yapılır. Ancak, bir mağazadan satın alınan bitmiş bir ürünün fiyatının, satın alındığında tüm bileşenlerin toplam toplamından daha düşük olabileceği akılda tutulmalıdır. Bununla birlikte, kural olarak, sökme sırasında parçalar bulunabilir ve belki de eski ekipmanın sökülmesiyle elde edilebilirler.
Cihazın üretimi için 20-50 V için bir transformatöre, dört bağlantı kablosuna (bağlantı için iki, elektrotu bağlamak ve ağa bağlanmak için) ihtiyacınız olacak. Elektrot, çubuğu bir kalemden çıkararak kolayca elde edilebilen grafit olabilir. Bunun için uyarlayabileceğiniz her şey, sahibinin rolüne uygundur.
Bu tür cihazların montajı, birçok kaynakta kolayca bulunabilen ve genel olarak tellerin doğru bağlanmasından ve kasaya paketlenmesinden oluşan standart şemaya göre gerçekleştirilir.
Meşrulaştırma
Ev yapımı kaynak fikstürlerinin çeşitleri, gerçek işte pratik uygulamalara sahip olabilir ve olabilir. Bununla birlikte, kendinden montajlı sabitleme mekanizmalarının veya diğer cihazların üretilmesinin tavsiye edildiği unutulmamalıdır. Ne elde etmek istediğinizi açıkça anlamalısınız: artan güç, daha yüksek sabitleme sertliği veya seçeneği mümkün olduğunca uygun hale getirin.
Kaynak ataşmanı, kaliteli işleri hızlı bir şekilde yapmanızı sağlar. Ve aracı ne kadar uygun hale getirirseniz veya seçerseniz, gerekli iş kalitesine o kadar hızlı ulaşırsınız.
Birleştirilmiş yapının tipine bağlı olarak, kaynakçının boyut tutmayı sürekli olarak izlemesi gerekir. Bu şunları içerir: köşegenlerin eşitliğine uygunluk, eksenler (direkler), uzunlamasına ve enine düzlem arasındaki mesafe, ana çevreye dahil olmayan bireysel elemanların köşeleri. Listelenen göstergelerden herhangi birini kaçırırsanız, tasarım kusurlu olacak ve ürünün yeniden yapılması gerekecektir. Monoton çalışmanın hızlı bir şekilde gerçekleştirilmesi için, önceden ayarlanmış boyutları gözlemleyerek yapının istenen konumda sabitlenmesini sağlayan pratik kaynak cihazları oluşturulmuştur. Bu, tüm süreci optimize eder ve daha kaliteli ürünlerin daha kısa sürede üretilmesini sağlar.
İletkenler, ısıtılmış havlu askıları, karmaşık dövme demir kalıplar ve endüstriyel kasalardan kapı çerçevelerinin imalatında kullanılan montaj ve kaynak armatürleridir.
Metal yapının yanlarında, aralarında dönen bir düzlemin sabitlendiği iki koni biçimli desteğe sahiptir. İkincisi, bir dizi vidalı kelepçe ile ayarlanabilir uzunlamasına kirişlere sahiptir. Kirişlerdeki çok sayıda delik sayesinde, ürünün boyutuna bağlı olarak kelepçeler tüm uzunlukları boyunca monte edilebilir. Boşanma veya kirişlerin kendilerinin azaltılması sayesinde, monte edilen yapının genişliği ayarlanır.

Kaynak iletkenleri sayesinde ürünün yanları, boyuna ve enine düzlemleri arasındaki mesafe hemen ayarlanır ve korunur. Kaynakçı sadece köşegeni kontrol eder ve çalışmaya başlayabilirsiniz. Cihaz döner, böylece hem dış hem de iç dikişlere kolay erişim sağlanır. Dönme sırasında eğimi sabitlemek için düzlemin bir tarafında çok sayıda delik bulunan bir daire kullanılır. İçine bir vurgu eklenir. Daha karmaşık mekanizmalar arasında bir elektrik motoru ve bir dişli kutusu bulunur.
İletkenin kayma mekanizmaları, büyük ve küçük parçaların kaynağı için evrensel bir araç olarak kullanılmasına izin verir. ile çalışırken paslanmaz çelikler Vidalı kelepçelerden kaynaklanan çizikleri önlemek için, ikincisi "dudaklarda" keçeli etiketlerle sağlanır ve kütle doğrudan ürüne yayınlanır. Böyle bir iletken cihaz, bir profil borusundan kendiniz monte edilebilir. Hareketli parçaları sabitlemek için rulmanlara ve uzun cıvatalara ihtiyacınız olacak.
şablonlar
Daha basit dik açılı armatürler, düz bir yüzey üzerinde şablonlar şeklinde kurulur. Gelecekteki ürünlerin tam açısı önceden belirlenir. Bu, köşenin her iki tarafında iki stoper kaynaklanarak yapılır. Kaynak yapılacak eleman şablona serilir, punta ve kaynak yapılır.
Şablonların "gelişmiş" versiyonları, kaynaklı yapının çıkarılmasını kolaylaştırmak için katlanır durduruculara sahiptir. Ürünün yüksek sıcaklıklara maruz kaldığında yol açmasını önlemek için kaynak arkı, bir taraftaki durdurucular yerine, şablondaki kenarları sağlam bir şekilde sabitleyen ve yükselmelerine izin vermeyen vidalı kelepçeler eklenir. Kaynak bitiminden sonra vidalar gevşetilir ve yapı serbestçe çıkarılabilir. Böylece, profil borularını, farklı raf genişliğine sahip köşeleri bir açıyla kaynak yapabilirsiniz. Kapı ve kapılar için çerçeve üretiminde uygundur.
Merkezileştiriciler
Çok fazla montaj kaynağı yok. Bu tür parçalarla çalışmanın temel özelliği, kenarların hizalanmasını sağlamaktır. Fark 1,5 mm'den fazlaysa, çıplak gözle fark edilir. Estetik görünümün önemli olduğu kritik ürünlerde bu kabul edilemez.

Merkezleyiciler, kaynak yapılacak kenarları ya esas olarak üst ve alt parçalar boyunca ya da tüm çevre etrafında hizalayarak bir araya getirir. Çevresi borunun her tarafına ulaşan vidalar ve kenetleme - yarım daire biçimli ayaklarla. Ekipman boruyu merkezler ve kaynak yapılır. Bundan sonra uyarlama kaldırılır.
Manyetik buluşlar
Ürünün yan taraflarını istenilen pozisyonda yerleştirmeyi oldukça kolaylaştırırlar. En basiti manyetik karedir. Ürünün iki parçasını çekim gücünden dolayı rijit bir şekilde sabitler ve aralarında 90 derecelik bir açı ayarlar. Cihazın farklı derecelerin ayarlandığı daha evrensel versiyonları var. Bu sayede kenarları keskin ve geniş açılarda kaynak yapabilirsiniz.

Manyetik frekanslara sahip daha da çok yönlü buluşlar, metal bir öğeyi tutmanıza ve onu bir yüzeyin her iki tarafına eklemenize olanak tanır. Yeterli üçüncü el olmadığında ve yardım edecek kimse olmadığında bu çok yardımcı olur. Benzer işlevselliğe sahip ev yapımı bir kaynak cihazı, bir mıknatısın tutturulduğu 30 x 30 mm'lik iki kare metalden yapılabilir. Karelere "kulaklar" kaynak yapılır, cıvatalı bir bağlantı yoluyla iki veya daha fazla "dirsek" (duvar kalınlığı 3 mm ve boyutları 100 x 20 mm olan metal şeritler) takılabilir. Böyle bir buluş istenildiği gibi bükülebilir ve üretilebilir. Bir yandan ana ürüne yapışacak, diğer yandan kaynaklı elemanı kavrayacak ve tutacaktır.
Sıkıştırma ve kaydırma cihazları
Kaynak cihazları arasında parçaların kaynak için sabitlenmesini, karıştırılmasını veya yayılmasını sağlayan birçok küçük yardımcı bulunmaktadır. İşte ana olanlar.
Kelepçe
Bu, bir ucunda ürünü kavramak için bir "dudak" bulunan ve diğer ucunda hareketli bir durdurma bulunan C şeklinde bir çerçevedir. Bu cihaz ile levhalar, ürünün genel düzlemi gözetilerek tabana bastırılır. Durdurma, dişli bir kremayer boyunca bir vida veya bir kam mekanizması üzerinde hareket eder. İkinci seçenek, yapının farklı kalınlıkları için kaymada zaman kazandırdığından daha pratiktir. Boğaz (C-şekilli çerçevenin boyutu), kaynak yapılacak malzemelerin boyutlarına bağlı olarak küçük veya büyük olabilir.
gon
Arasında 90 derece ayarlamanıza yardımcı olacak en kolay öğe şekilli borular bir karedir. 90 derecelik hızlı kurulum ve pozisyonun sabitlenmesi gerektiren manipülasyonlar düzenli olarak yapılırsa, kendi ellerinizle kaynak yapmak için basit bir yapı oluşturabilirsiniz. Aşağıdan bir metal şeride kaynaklanmış sabit "dudaklar" olan iki kelepçeye ihtiyacınız olacak. Şeridin üstüne iki küçük köşe eklenir. Kare yardımı ile istenilen derece ayarlanır ve haşlanır. Bunlar duraklar. Erişimi sağlamak için köşeleri birbirine yaklaştırmaya gerek yoktur. dolgu kaynağı gelecekteki ürünlerde.
ara parçalar
Yapının sarkan taraflarını sıkmak için genişleyen cihazlar kullanılır. Bu, düzlemde ayrılan yan levhaların kenarları veya büyük kapasiteli eklemin batık tarafı olabilir. Kenarları bir düzleme getirmek için, içinde kaba bir ipliğin kesildiği bir silindir kullanılır. Kenarlarına büyük cıvatalar vidalanır ve kapaklarına ürünün iç kısmına şekil olarak uygun stoplar takılır (tank düz duvarlara sahipse, stoplar düz, tankın duvarları yuvarlaksa , sonra duraklar yuvarlanır). Silindirin, kol montajı ve dönüşü için birkaç deliği vardır. Bu durumda cıvatalar gevşetilir ve cihazın toplam uzunluğu artar. Bu, sarkık tarafı dışa doğru gerekli seviyeye iter. Ara parçanın uzunluğu yeterli değilse, duraklardan birinin altına ahşap bir ek yerleştirilir.
Kelepçeler
Bazen çok hızlı çalışmanız gerekiyor ve ürünü kıskaçlarla bastırmaya zaman kalmıyor. Kaynak yapılacak parçaların kalınlıkları az ise kelepçeler kullanılabilir. Bunlar, her iki yarıyı da çeken yayı olan küçük pençelerdir. Bu tür cihazların "dudakları", belirli ürünler için geniş veya kavisli olabilir. Çalışma genişliğini ayarlamak için küçük bir aralığa sahiptirler, ancak kelepçelerden farklı olarak bir saniyede ayarlanırlar.
Şaplar
Geniş bir boşluk bırakmadan pişirmek için kenarların derz çizgisi boyunca getirilmesi gerektiğinde şap kullanılır. Yassı ürünlerde, karşılıklı olarak kavrayan ve yanları uzun bir cıvata ile bir araya getiren, somunu sıkan delikli iki köşe olabilir. Cıvata uzun bir dişe sahipse (baş altında) cihaz sıkma etkisini tam olarak anlayacaktır. Yapının kancalayabileceğiniz yanları varsa, köşeleri kaynaklamak yerine üstte delikli kancalar kullanılır.
Çeşitli aksesuarlar kaynak işlemini çok daha kolay ve hızlı hale getirir. Bu unsurları kendiniz yaparak belirli bir miktar tasarruf edebilirsiniz.
Tüm kaynak cihazları iki gruba ayrılır: sabitleme ve ayar. Her iki işlevi de yerine getiren evrensel cihazlar da vardır.
Kurulum elemanları
Montaj cihazları, amacı belirli bir yere parçaları kaynak sonunda bakması gerektiği şekilde sabitlemek olan cihazları içerir.
Kurulum elemanları tasarım ve fonksiyonel özelliklerde birbirinden farklıdır. Bunlar şunları içerir:
- Meydan;
- örneklem;
- vurgu;
- prizma.
Şablon, bağlanacak elemanları ek işaretleme olmadan birleştirmeye ve kelepçe kullanmadan sabitlemeye yardımcı olan bir araçtır.
Durdurma, kaynak yapılacak parçaları tabana sabitlemek için tasarlanmıştır. Birkaç tür cihaz vardır: katlanır, çıkarılabilir, kalıcı durdurma. Kalıcı parçalar çoğunlukla çubuklar veya plakalardır. Geçici bir durdurma yapılması gerekiyorsa, bu durumda çıkarılabilir veya katlanır yapılar kullanılır.
Parçaların açılı olarak monte edilmesi gerektiğinde kare vazgeçilmez bir cihazdır. En işlevsel olanı döner cihazlardır.
Silindirik elemanların kaynaklanması, parçaları istenen konumda sabitleyen bir prizma olmadan nadiren tamamlanır.
Ankraj parçaları
Sabitleme cihazları, kaynak sırasında elemanların kayması, deformasyonu ve soğumasının hariç tutulduğu parçaları güvenli bir şekilde sabitlemeye yarayan cihazlardır. Bunlar şunları içerir:
- kelepçe;
- kelepçe;
- kelepçe;
- aralayıcı;
- şap.
Hızlı açılan kelepçe, metalle çalışırken en yaygın sabitleme elemanlarından biridir. Parça çeşitli şekil ve boyutlara sahiptir. Kelepçenin boyutu ayarlanabilir veya sabitlenebilir.
Kaynak kelepçesi yardımıyla parça belirli bir pozisyonda kolay ve güvenli bir şekilde sabitlenir. Avantaj, işlemin basitliğidir: elemanlar, kelepçenin sahip olduğu tutamaçlar kullanılarak sabitlenir.
Birkaç tür sıkıştırma cihazı vardır: kol, eksantrik, kama, yay, vidalı kelepçe. Kaynak işleri yapılırken en son model en çok talep edilen modeldir.
Kravat, büyük boyutlu ürünleri bağlamak ve sabitlemek için kullanılır. Bir şap ile sabitlemenin birkaç yolu vardır.
Ara parçası, tüm eklemleri hizalamaya, onlara gerekli şekli vermeye ve kusurları düzeltmeye hizmet eder.
Kaynak işleri için en uygun olanı, kurulum ve sabitleme işlevlerine sahip evrensel cihazlardır. Bu tür cihazların çalışma prensibi kolay ve basittir: istenen parça ürüne yerleştirilir, ardından eksantrikler ve vidalar sıkıca sıkılır.
Yardımcı cihazların ana dezavantajı, çabuk yıpranmaları ve sıklıkla kırılmalarıdır. Cihazların satın alınmasıyla ilgili maliyetleri azaltmak için kendi kaynak fikstürlerinizi yapmayı deneyebilirsiniz. Üstelik bunu yapmak hiç de zor değil.
Kelepçe yapımı
Kaynakta kullanılan bir sabitleme cihazı olan kelepçe, çilingir, marangozluk, tornacılıkta da kullanılır. Bu, bağlantı elemanlarının farklı mukavemetini gerektirir. Örneğin, bağlanmak için metal borular ağır yüklere dayanabilecek kelepçelere ihtiyacınız var. Mağazadan satın alınan armatürler yeterince güvenilir değildir, bu nedenle kaynakçılar genellikle ev yapımı kaynak armatürleri kullanır.
Bir kelepçe yapmak zor değil, ihtiyacınız olacak:
- kalınlığı yaklaşık 10 mm olan çelik sac;
- somun - 3 adet;
- büyük çaplı yıkayıcı - 4-5 adet;
- somunların boyutuna uygun bir dış diş ile donatılmış bir boru.
Cihazın üretimi sırasında belirli bir algoritmaya bağlı kalmak gerekir. Fikstür şeması montajını büyük ölçüde kolaylaştıracaktır:
Şeritler, genişliği 40 mm olan ve uzunluğu farklı anlamlara sahip bir çelik sacdan kesilir:
- taban için uzunluk 500 mm;
- yapının altında statik tutma için 250 mm uzunluk;
- Sürgülü bir çubuk oluşturmak için uzunluk 100 mm.
Ardından, hareketli elemanı sabitlemeye yarayan iki adet 50 mm'lik dikdörtgeni (A) ve ürünün statik kısmında vurgu sağlayan bir parçayı (B) kesmelisiniz. Daha sonra, bir L şekli almış olan kelepçenin tabanına bir yardımcı cihaz kaynaklanmalıdır. B parçasını kısa kenara takın.Üç somun birbirine kaynak yapılır. Yıkayıcılar da birbirine kaynaklanır.
Ardından, somunları hareketli elemana kenarlı olarak yerleştirmeli ve vidalanacak çubuğun kelepçenin ana kısmına paralel olması için kaynak yapmalısınız. Çubuk, önceden satın alınmış bir fikstürden alınabilir. Gerekirse, bir somunla sabitlenmiş ahşap kulplar eklenir.
Kaynak, aralarına bir kelepçe şeridinin yerleştirildiği A bileşenlerinin dış kenarı boyunca yapılır. Ayrıca A parçalarının iç kenarlarına hareketli bir eleman takılır ve kaynak yapılır. Son olarak, düz pullar metal çubuğun kenarına kaynaklanır.
Ortaya çıkan ürün, kesme, kopma ve eğim olmadan yeterince büyük bir metal boru yapısını korumanıza izin verecektir.
90 ° açıyla kaynak
Mıknatıs kurulum şeması: 
Birleştirilecek boruları 90° açıyla tutan kaynak mıknatısları, kaynak işini kolaylaştırmak için tasarlanmıştır. Ancak böyle bir cihaz elinizde değilse, düzgün bir dikiş nasıl yapılır? Bunun için şunları almanız gerekir:
- 20-25 cm kenarlı kare sac;
- kare kesitli bir boru kesiti;
- somunlu küçük cıvatalar - 3 adet;
- 4 cm çapında bir cıvata, ona bir somun - 3,5 cm;
- çelik silindir çapı yaklaşık 5 mm;
- kaynak makinesi, matkap, matkap.
20 cm ve 15 cm uzunluğunda iki adet boru metal bir kareye kaynak yapılır (köşelerde, karşı taraflarda) Daha sonra, bu borulardan birkaç yardımcı eleman yapmanız gerekir: P - şekilli, segmentlerden 10 cm uzunluğunda; ve bir ikizkenar yamuk (taban 11.5 ve 5.4 cm).
Tüm hesaplamalar maksimum doğrulukla yapılmalıdır.
Sabit mıknatıslı kelepçeler, elemanların bağlantı sırasına göre monte edilir. Ev içi kullanım için oldukça pahalı ürünler olan kaynaklı mıknatısların işlevlerini mükemmel bir şekilde yerine getirirler.
Kendi kendine yapılan bir elektrot tutucu, işin türüne bağlı olarak birçok şekil ve boyuta sahip oldukça yaygın bir üründür: büyük boyutlu boruların kaynaklanması veya bükülmüş tellerin lehimlenmesi.
d¾ ”tüpten yapılmış basit elektrot tutucu: 
Uzmanlar, kaynak boruları için dayanıklı ve güvenilir bir tutucunun üretimi için, ürünün tüm özelliklerini dikkate alan bir şema önceden hazırlamanızı tavsiye ediyor. Genellikle diş açma ve delme makineleriyle donatılmış bir okul atölyesine başvurarak ekipmandan tasarruf edebilirsiniz. Ev tipi bir kaynak cihazı için, kaynak için gerekli küçük parçaların saklanacağı bir raf yapılması tavsiye edilir.

