Obstaja več načinov za varjenje cevovodov (jeklo). Toda videz razsmernikov je potisnil vse načine, zdaj pa varjenje cevi v vsakdanjem življenju izvaja ta naprava. Prvič, preprostost varilnega postopka, in drugič, dostopnost in visoka varnost. Poleg tega tehnologija varjenja cevi ni zelo zapletena, glavna stvar je pravilno pripraviti in izbrati potrebne potrošne materiale.

Postopek varjenja se začne s pripravo. Najprej je potrebno, s katerimi cevi bodo varjene. Obstajata dva izbirna merila: material, iz katerega je izdelana kovinska palica, in prevleka je material, ki pokriva palico.
Za varjenje kovinskih cevi se uporabljajo talilne elektrode in netalilne. V prvem se jedro topi, v drugem ne. V drugem primeru se uporablja dodatni material - dodatek, ki napolni zvar s seboj. Praksa kaže, da se danes varjenje cevi z potrošnimi elektrodami pogosteje uporablja v domačih pogojih. Samo zato, ker je ta metoda enostavnejša.
Zdaj o prevleki elektrod. Obstaja več položajev, kjer se za oblikovanje zaščitne površine uporabljajo različni materiali.
- Kisla.
- Rutilna kislina.
- Celuloza.
- Celuloza rutil.
- Glavne.
Vsak položaj ima svoje prednosti in slabosti, zato morate pri izbiri upoštevati varilne pogoje cevovodov. Toda med njimi obstaja univerzalna možnost - to so elektrode z osnovnim premazom. V to kategorijo spadajo blagovne znamke elektrod kot SSSI, OZS, VI, EA, NIAT, OZSh in druge manj znane. Priporočljivo je, da začetniki varilci varijo cevi z UONI elektrodami.
Preden varite dve cevi, morate razumeti, da obstaja več.
- ko sta dve cevi nameščeni nasproti drug drugemu.
- S prekrivanjem sta običajno povezani dve cevi različnih premerov ali enakega premera, razširjena je le ena od cevi, to je, da se njen premer mehansko poveča.
- T-sklep, ko sta dva cevovoda spojena v pravokotni ravnini.
- Kotna povezava, kadar je spoj izveden pod kotom, manjšim od 90 °.
Mimogrede, možnost številka ena se zdi zelo preprosta. Toda v tem leži kompleksnost samega postopka. Prvič, bolje je kuhati tak šiv v spodnjem položaju, to je, ko se elektroda do spoja povezave napaja od zgoraj. Drugič, potrebno je kovino vreti v celotni debelini stene.
In še nekaj koristnih nasvetov.
- Za stransko varjenje cevi in \u200b\u200bblagovnih znamk je najbolje uporabiti elektrode s premerom 2-3 mm.
- Način varjenja, to je vrednost nameščenega toka, mora biti v območju 80-100 amperov. Pri kroničnem varjenju je treba tok dvigniti na 120 A.
- Polnjenje zvara mora biti takšno, da se kovina dvigne 2-3 mm nad ravnino cevi.
- (kvadrat) nastane v smeri točke. Se pravi, da je najprej majhen odsek zvarjen na eni strani, nato na nasprotni strani, nato na sosednji in nato na nasprotnem sosednjem. Po tem so spoji popolnoma varjeni. Cilj je preprečiti, da bi se cev med segrevanjem zvila.
Preden kuhate cevi z električnim varjenjem, jih je treba pripraviti. To zadeva predvsem robove. Tu je zaporedje, kako to storiti.
- Geometrijske dimenzije se preverjajo glede skladnosti z namestitvijo cevovodov. Cevi z različnimi debelinami sten se lahko zaskočijo, kar lahko privede do prodora debele cevi ali do gorenja skozi tanko.
- V okviru plinovoda mora biti okrogle oblike in ne ovalne ali druge oblike. To bo preprosto zagotovilo kakovost varjenega spoja in poenostavilo sam postopek.
- Stene cevi morajo biti brez napak: razpok, gub, podaljškov ipd.
- Rez roba mora biti ravno (90 °).
- Robovi so zaščiteni s kovinskim sijajem (s čopičem, brusnim papirjem). Dolžina očiščenega območja ni manjša od 1 cm od roba.
- Madeže na olju in maščobah, barve odstranite, konce je treba razmastiti s katerim koli topilom.
In čeprav SSSI elektrode niso kapricične, to je, da se z njihovo pomočjo lahko pivijo tudi zarjaveli deli, kakršne koli kovinske napake vplivajo na kakovost šiva. Zato si je vredno vzeti nekaj časa za pripravo robov cevovoda.
Varjenje jeklenih cevi
Varilne cevi krožnega prereza so neprekinjeni šivi. To je, če se je postopek začel z ene točke, potem bi se moral končati na njem, ne da bi odtrgal elektrodo s površine, ki jo varimo. Pri varjenju cevi velikega premera (nad 110 mm) z eno elektrodo ni mogoče napolniti šiva. Zato je potrebno uporabiti večplastno varjenje, kjer je število slojev določeno z debelino sten cevi. Na primer:
- Če je debelina stene 6 mm, potem zadostujeta dve plasti kovine.
- 6-12 mm - varjenje se izvaja v treh plasteh.
- Več kot 12 mm - več kot štiri plasti.
Pozor! Večplastno varjenje se izvaja z eno zahtevo. Pred nanosom naslednjega sloja se predhodni ohladi.
Sklop cevovoda
Pred varjenjem cevi je za poenostavitev naloge potrebno sestaviti varilni spoj. To pomeni, da namestite cevi v skladu s konstrukcijsko zasnovo, jih pritrdite tako, da se ne premikajo ali premikajo. Nato je narejen tack. To je takrat, ko se na enem mestu opravi točkovno varjenje, če je cevovod sestavljen iz izdelkov velikega premera, se lahko lepljenje opravi na več mestih.
Načeloma je vse pripravljeno, lahko kuhate cevovod. Zdi se, da bi to lahko bil konec pogovora o varjenju. Toda za začetnike varilcev se šele začne, saj je postopek varjenja, povezan z montažo cevovodov, veliko število odtenkov. Tu je le nekaj takšnih, ki jih je treba sprejeti.
- Cevi z debelino večjo od 4 mm lahko vremo s koreninskim šivom, to je takrat, ko kovina zapolni prostor med robovi do celotne globine, in zvitek, ko se na vrhu šiva oblikuje 3 mm visok valj.
- Pri povezovanju cevi s premerom 30-80 mm z navpičnim šivom se tehnologija nekoliko razlikuje od spodnje lokacije šiva. Najprej se napolni prostornina 75%, nato preostanek prostora.
- S tehnologijo večplastnega varjenja se vodoravni šiv kuha v dveh slojih, tako da se naslednji nanese v nasprotni smeri kot prejšnji.
- Priključna točka spodnjega sloja ne sme sovpadati z isto točko zgornjega sloja. Grajska točka je konec (začetek) šiva.
- Običajno jih je treba pri varjenju cevi ves čas obračati. To počnejo ročno, zato morate vedeti, da je optimalni vrtilni sektor 60-110 °. Ravno v tem razponu je šiv nameščen na mestu, ki je priročno za varilca. Njegova dolžina je največja, kar omogoča nadzor nad neprekinjenostjo povezave šiva.
- Najtežja stvar je po mnenju mnogih varilcev, da se cevovod takoj obrne za 180 ° in hkrati ohranja kakovost zvariti. Zato je s takim obratom priporočljivo spremeniti tehnologijo varjenja. To je, da se šiv najprej zavre do globine 2/3 v eni ali dveh plasteh. Nato se cevovod zavrti za 180 °, kjer se šiv napolni popolnoma v več plasteh. Potem je spet 180 ° zavoj, kjer je šiv popolnoma napolnjen s kovino elektrode. Mimogrede, takšni sklepi se imenujejo vrtljivi.
- Toda obstajajo tudi fiksni sklepi, to je takrat, ko je cev do cevi varjena v fiksni konstrukciji. Če je cevovod nameščen vodoravno, potem je potrebno kuhati spoj med njegovimi deli, ga razdeliti na dva dela. Varjenje se začne od spodnje točke (strop) in se premakne na vrh. Na enak način je tudi varjena druga polovica spoja.
In zadnji korak v tehnologiji varjenja cevi je to. Za odstranjevanje žlindre jo je treba udariti s kladivom. Nato za razpoložljivost. Če je cevovod zasnovan za tekočine ali pline, potem po montaži v njega vnesemo vodo ali plin, da preverimo puščanje.
Postopek varjenja je pravzaprav odgovoren dogodek. In samo izkušnje varilca lahko zagotavljajo kakovost končnega rezultata iz prvega poskusa. Toda izkušnje so posel. Ponujamo vam, da si ogledate video - kako pravilno kuhati jeklene cevi.
Preden opišete tehnologijo, morate razumeti, kakšne metode varjenja cevi obstajajo v sodobnih pogojih.
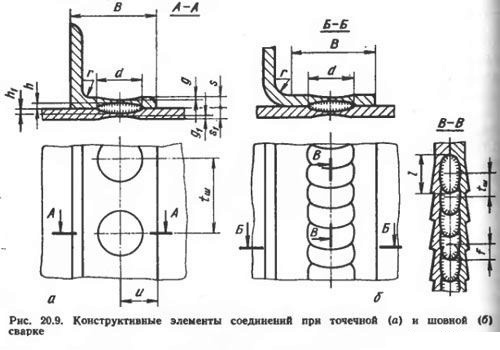
Vrste zvarjenih spojev cevi in \u200b\u200bdelov cevovodov.
Cevovodi so varjeni in se lahko uporabljajo za oskrbo s plinom in tekočinami. Delujejo pri različnih temperaturah in pritiskih ogrevanja. Glavne konstrukcijske elemente in vrste varjenih spojev je določil GOST 16038-80 za baker-nikelj in baker, GOST 16037-80 za jeklene cevovode. Takšne spojine so navedene v GOST 5264-80 U1, lahko jih najdemo v jeklenih stebrih, tramovih, rezervoarjih in kmetijah. Zlasti ga najdemo v inženirskih konstrukcijah, kotlih, rezervoarjih in cevovodih.
Zvarjene spoje pod akutnim in trpkim kotom je treba izvesti v skladu z GOST 11534-75.
Ta standard določa glavne konstrukcijske elemente, vrste in velikosti varjenih spojev konstrukcij iz nizko legiranih in ogljikovih jekel, ki se izvajajo z varjenjem s potrošno elektrodo z debelino varjene kovine do 60 mm v vseh prostorske določbe, z lokacijo varjenih delov pod kotom ali ostrim kotom. Upoštevanje zahtev tega standarda je obvezno.
Ločimo lahko več vrst varjenih spojev: rit, trik, naročje in kot. Vrsta zvara se lahko razlikuje glede na vrsto spoja. Običajno ima zvit filet konkavno ali ravno, včasih konveksno površino. Velikost takšnega šiva je določena z nogo, vidno ali izračunano. Kotiček in zadnjice obstajajo enostranski in dvostranski. Plutasti šivi se odlikujejo po obliki priprave robov in velikosti. Pri pripravi spojev cevi za varjenje je treba preveriti pravokotnost ravnine cevi, ki je razrezana na njegovo os, količino zatemnitve in kot odpiranja zvara.
Višina šal in dolžina zvara pri varjenju pod različnimi koti
Kot elektrode: a - v vodoravni ravnini; b- v navpični ravnini
Pod kotom α 30 je koeficient 3,73;
35 -3,17; 40 - 2,75; 45 - 2,41; 50 - 2,15; 35 - 3,17; 40 - 2,75; 45 - 2,41; 50 - 2,15; 55 - 1,92; 60 - 1,73; 65 - 1,57; 70 - 1,43; 75 - 1,3; 80 - 1,19; 85 - 1,09; 90 - 1,00; 95 - 0,92; 100 - 0,84; 105 - 0,77; 110 - 0,7; 115 - 0,64; 120 - 0,58; 125 - 0,52; 130 - 0,47; 135 - 0,41; 140 - 0,36; 145 - 0,32; 150 - 0,27; 155 - 0,22; 160 - 0,18; 165 - 0,13; 170 - 0,09; 175 - 0,04;
Na primer: vrednost koeficienta je 2,41 pri varjenju dveh cevi pod kotom 45 ° z zunanjim premerom D \u003d 520 mm; potem bo velikost odrezane robčke enaka 1253 mm \u003d 520 x 2,41
Za izračun dolžine šiva se zunanji premer cevi pomnoži z ustreznim koeficientom:
pod kotom α 30 je koeficient 8,86;
35 - 7,7; 40 - 6,8; 45 - 6,2; 50 - 5,7; 55 - 5,29; 60 - 4,96; 65 - 4,7; 70 - 4,46; 75 - 4,27; 80 - 4,1; 85 - 3,97; 90 - 3,85; 95 - 3,74; 100 - 3,65; 105 - 3,57; 110 - 3,5; 115 - 3,44; 120 - 3,39; 125 - 3,35; 130 - 3,31; 135 - 3,27; 140 - 3,24; 145 - 3,22; 150 - 3,19; 155 - 3,18; 160 - 3,16; 165 - 3,15; 170 - 3,15; 175 - 3,14;
Razlika v debelini sten cevi za varjenje in odmik njihovih robov ne sme presegati 10% debeline sten in ne sme biti večja od 3 mm. Zagotoviti je treba enakomeren odmik na spojnih robovih elementov in na njih 2-3 mm.
Možnosti za šive v različnih položajih

Položaj elektrode pri varjenju "v čolnu": a - varjenje v simetrični "čolnu"; b - varjenje asimetrično<лодочку>; v - prostorski položaj elektrode
Kotni sklepi se lahko izvedejo v spodnjem položaju. Kotni sklepi so kuhani "v asimetrični čoln" in "v simetrični čoln". Da bi se izognili podrezom in pomanjkanju penetracije robov, je treba varjenje "v čoln" izvajati z elektrodo, na robovih pa sprejemljiva podpora vizirja. Če snemanje zvarnih zvarkov poteka s nagnjeno elektrodo, je treba varjenje izvajati s "zadnjim kotom". Kotni šivi z nogami, večjimi od 10 mm, brez nagibanja so izdelani v enem sloju z zamudo korenine šiva s prečnimi gibi elektrode v "trikotniku".
Varjenje sklepnih zgibov filetnih zvarov v spodnjem položaju se izvede z elektrodami v enem sloju s premerom do 5 mm brez prečnih vibracij. Za dosego penetracije kotne povezave je potrebno narediti prvi valj (koren) z elektrodo s premerom 3 mm pri največjem toku, odvisno od debeline kovine 95-120 A.
Pred sestavljanjem spojenih cevi na dolžino 15 - 20 mm jih očistimo umazanije, rje, kamnin in olja. Sestavni del zvara so zatiči. Pri varjenju cevi se lepljenje izvaja na 4 mestih vzdolž kroga s premerom do 300 mm enakomerno s šivom dolžine 50 mm in vsake višine 3-4 mm. Pri varjenju cevi večjih od 300 mm se premeri lepljenja enakomerno postavijo na vsakih 250 do 300 mm po celotnem obodu spoja.
Obstoječe metode varjenja lahko razdelimo v 2 skupini. Prva skupina bi morala vključevati varilne metode, ko so kovine v trdnem stanju varjene v skupni plastični deformaciji, pogosto z dodatnim segrevanjem. V drugo skupino spadajo metode taljenja na stičišču.
Glavne vrste varjenja

Obločno varjenje - medsebojna povezava staljenih kovin z uporabo električnega loka;
- Lok - povezava med seboj staljenih kovin z uporabo električnega loka;
- Elektroslag - taljenje kovin nastane zaradi toplote, dobljene zaradi sproščenega električnega toka, ki prehaja skozi staljeno žlindro;
- Ultrazvočne - ultrazvočne vibracije se prenašajo po valovodu od pretvornika do delovne konice. Pod delovanjem ultrazvočnih vibracij in navpičnih tlačnih sil v obdelovancih nastanejo sile trenja, ki zadostujejo za pridobitev varilnega spoja;
- Kontakt - s pritiskom. Obdelovanci, ki so povezani, so vpeti z elektrodami in pod vplivom varilnega toka v kontaktni coni pride do močnega segrevanja in stiskanja obdelovancev, posledica tega je varilni spoj;
- Lasersko - varjenje s svetlobnim snopom, ki ga dobimo iz posebnih trdnih in plinskih oddajnikov. Takšno lasersko varjenje se lahko izvaja v zraku na razdalji od generatorja. Lasersko varjenje izvaja laserski žarek, ki kovino segreva in topi. Energija laserskega žarka je koncentrirana na majhnem območju. Žarek ima določeno valovno dolžino in frekvenco, zaradi česar je natančno usmerjen z optičnimi lečami, saj je kot loma v leči snopa konstanten.
Postopek laserskega varjenja - globoka penetracija kovine z laserskim žarkom - je podoben postopku varjenja z elektronskimi žarki. Koncentrirano lasersko sevanje deluje na površino kovine in kot posledica vretja in taljenja kovine nastane parno-plinski kanal, ki velja za približno linearni vir ogrevanja. Tako lahko lasersko varjenje izvedemo od konca do konca brez dodatne uporabe polnilnih materialov, kar vodi do visoke hitrosti postopka.
Najbolje je razdeliti lasersko varjenje na 2 vrste: točkovno in šiv
Zvarjeni spoj laserskega varjenja ustreza trdnosti osnovne kovine, medtem ko je varjenih izdelkov minimalno varjenje
Spot - najpogosteje se uporablja v mikroelektroniki. Z uporabo točkovnega laserskega varjenja lahko dosežete visoko natančnost pri varjenju najmanjših elementov. Za takšno varjenje se večinoma uporabljajo impulzni trdni laserji.
Lasersko varjenje šivov se uporablja za dosego tesnega spoja in zanesljive mehanske povezave. Za varjenje šivov se uporabljajo laserji, ki delujejo v impulznem ali neprekinjenem načinu.
Lasersko varjenje se razlikuje od drugih vrst v ozkem območju, na katerega vpliva toplota, zaradi visoke hitrosti varjenja. Varjeni spoj ustreza trdnosti osnovne kovine, medtem ko je pri varjenih izdelkih minimalna varilna deformacija. Lasersko varjenje se izvaja brez vakuumskih komor. Na težko dostopnih mestih lahko varite široko paleto materialov - od visokoogljičnih in visoko legiranih jekel do zlitin na osnovi titana in bakra, stekla, keramike, plastike in različnih spojin. Možno je tudi izdelati povezave takšnih vrst, ki jih na tradicionalni način varjenja preprosto ni mogoče variti. Torej si lasersko varjenje zdaj zasluži, da ga imenujemo najbolj obetavna tehnologija pri varilnih delih.
Za lasersko varjenje uporabljamo dve vrsti laserjev: trdovodne in plinske

Lasersko vezje v trdnem stanju
Solidarni laserji lahko zaradi majhne moči varijo le majhne dele majhne debeline, najpogosteje so to mikroelektronski predmeti. Za sodobne televizorje se lasersko varjenje uporablja za varjenje zapečatene cevi s katodno cevjo. Plinski laserji so močnejši, običajno uporabljajo CO2 + N2 + He (mešanico plinov) kot aktivno telo. Plin se črpa iz jeklenk skozi cev za odvajanje plina. Izpuščanje električne energije med elektrodama se uporablja za napajanje plina. Ogledala so nameščena na koncih cevi za izpust plina. Elektrode so povezane z napajanjem. Vodni sistem hladi laser.
Najmočnejši so plinsko-dinamični laserji. V delu se uporabljajo plini, segreti na temperaturo 1000-3000 K. Plin z nadzvočno hitrostjo teče skozi šobo Laval, po kateri pride do adiabatne ekspanzije in hlajenja v resonatorni coni. Nato se razburjene molekule ogljikovega dioksida spustijo na nižjo energijsko raven in oddajajo koherentno sevanje.
Prednosti laserskega varjenja
Uporaba laserskega varjenja ovirajo ekonomski razlogi; tehnološki laserji so še vedno dragi, zato je obseg laserskega varjenja skrbno izbran. Lasersko varjenje je stroškovno učinkovito, če je potrebno znatno povečati produktivnost, saj je njegova hitrost lahko večkrat večja od tradicionalnih metod.
Lasersko varjenje ima prednosti, ki niso lastne drugim načinom varjenja.. Laser se lahko nahaja na veliki razdalji od mesta varjenja, kar v mnogih primerih daje ekonomski učinek. Na primer, za popravilo cevovodov, ki so položeni vzdolž dna rezervoarja, obstaja naprava za lasersko varjenje. Voziček z vrtljivim ogledalom v notranjosti cevi se premika, laser pa je nameščen na koncu odseka cevovoda, ki v notranjost cevi pošilja žarek, ki omogoča lasersko varjenje, ne da bi cevovod dvignil na površino.
Običajno so jeklene cevi nameščene na varjenju. Na enak način so deli cevovoda priključeni, če so okovje izdelani konstrukcijska jekla ali cevi iz zlitin z visokimi zlitinami. Različne kovine imajo različne tehnologije varjenja in elektrode. Z varjenjem ali spajkanjem so povezani tudi bakreni in aluminijasti elementi, vendar bo za to potreben poseben aparat za argonsko obloko, ki proizvaja električni lok v plinskem mediju argona, kot elektrodo pa se uporabljajo aluminijasta in bakrena žica.
Varjenje je primerno tudi za polimerne cevi, vendar je v tem primeru posebno - toplotno pod pritiskom. Podobna spojina se uporablja pri izdelavi fitingov, ki so sestavljeni iz razrezanih kosov cevi.
Glavni regulativni dokument, ki ureja kotno varjenje cevi, je GOST 16037-80. Kotna konjugacija za varjenje cevovodov se izvaja z uporabo nekaterih vrst spojev:

Kvadratne cevi so varjene po istih pravilih.
Sorte kotnega varjenja
Vse vrste varjenja, bodisi argonsko obločno, električno obločno ali plinsko, se začnejo z dejstvom, da je potrebno prilagoditi konce. Reža med elementi mora biti v območju od 0,5 mm do 1,5 mm. 
Varjenje brez poševnosti se uporablja samo na ceveh, katerih debelina stene je precej majhna - od 1 do 6 mm. Postopek spajanja se začne z zasegovanjem elementov s točkovnim varjenjem, nato pa še naprej popravljajo položaj cevi in \u200b\u200bnaredijo obročno zvar spoja vzdolž zunanjega roba.
Kotna konjugacija z enostranskim koncem kaže na prisotnost pregrade, izdelane pod kotom 50 o. Z dvostranskim odsekom potrebujete dve pregibi pod kotom približno 30. Vrzel je dovoljena do 1-2 mm v prvem primeru in 2-5 mm v drugem. Zato v teh primerih idealen rob elementov ni pomemben. Na ta način se cevi spajajo z debelino stene od 2 do 20 mm. 
Na kotno varjenje pri nagibu in preseku naj bo debelina stene od 6 do 60 mm, širina preseka od 18 do 48 mm. Cevi takšnih dimenzij so varjene s posebno tehniko za polnjenje zvarnega bazena.
V postopku gospodinjstva so pogosti primeri, ko morate zgraditi katero koli strukturo iz navadnih cevi ali profilov. Pogosto se v te namene uporabljajo lahke in enostavne namestitve. plastične cevipa tudi jeklene izdelke z navojnimi pritrdilnimi elementi. Vendar bomo v tem članku razmislili, kako pravilno variti cev za ogrevanje ali druge potrebne sisteme v vašem domu, ker zgoraj omenjene možnosti niso vedno sprejemljive in priporočljive.
Izbor elektrode
Prva stvar, ki jo boste potrebovali za varilno delo z grelnimi cevmi ali drugimi strukturami, so elektrode. Od kakovosti tega potrošnega materiala bo odvisna ne le zanesljivost dobljenih zvarov in tesnost sistema, temveč tudi postopek opravljanja dela.
Pod elektrodo se razume tanka jeklena palica s posebno prevleko, ki omogoča stabilen lok v procesu električnega varjenja cevi in \u200b\u200bsodeluje pri tvorbi zvara ter preprečuje tudi oksidacijo kovin.

Razvrstitev elektrod vključuje ločitev vrste jedra in vrste zunanje prevleke.
Po vrsti jedra obstajajo takšne elektrode:
- Z nepotrošnim centrom. Material za take izdelke je grafit, električni premog ali volfram.
- S tališčem. V tem primeru se kot jedro uporablja žica, katere debelina je odvisna od vrste varilnega dela.
Kar zadeva zunanjo lupino, je treba številne elektrode, ki jih najdemo na trgu, razdeliti v več skupin.
Torej, pokritost je lahko:
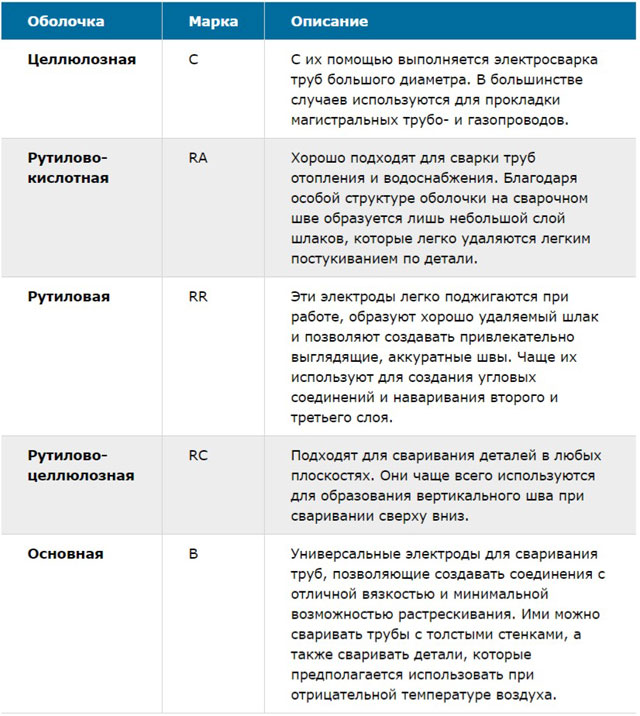
- Celuloza (razred C). Ti izdelki se v glavnem uporabljajo za varjenje z velikimi cevmi s prečnim prerezom. Na primer za namestitev cevovodov za prevoz plina ali vode.
- Rutilna kislina (RA). Takšne elektrode so optimalne za varjenje kovinskih cevi za ogrevanje ali cevi za vodo. V tem primeru je zvar prekrit z majhno plastjo žlindre, ki se zlahka odstrani s tapkanjem.
- Rutile (RR). Ta vrsta elektrod omogoča pridobitev zelo natančnih varilnih šivov, žlindra, ki nastane med delovanjem, se zelo enostavno odstrani. Prednostno se takšne elektrode uporabljajo na mestih kotnih sklepov ali pri varjenju drugega ali tretjega sloja.
- Celuloza rutil (RC). Podobne elektrode je mogoče izvesti varjenje absolutno v kateri koli ravnini. Še posebej se zelo aktivno uporabljajo za ustvarjanje dolgega navpičnega šiva.
- Glavni (B). Takšne izdelke lahko imenujemo univerzalni, saj so primerni za varjenje cevi z debelimi stenami, deli, katerih delovanje bo izvedeno pri nizkih temperaturah. V tem primeru se oblikuje plastičen visokokakovosten šiv, ki se ne pokvari in se s časom ne deformira. Poglej tudi: "".
Preden začnete z delom, priporočamo, da se o svojih vrstah elektrod raje posvetujete s kolegi varilci. V vsakem primeru bodo to različne blagovne znamke, saj bo morda na prodaj veliko število blagovnih znamk, poleg tega pa so različne od mesta do mesta.
Ločeno je treba opozoriti na prisotnost neposredne povezave med ceno in kakovostjo elektrod. Dejstvo, da poceni potrošni material ne omogoča pravilnega varjenja cevi z zahtevano stopnjo kakovosti, je bilo v praksi že večkrat preizkušeno. Zato na tej postavki stroškov ne smete varčevati, saj lahko posledično rastejo veliko več.
Sorte zvarov in spojev cevi
Obstaja več načinov, kako kuhati cevi z električnim varjenjem:
- postavitev zadka od konca do konca - v tem primeru so segmenti cevi natančno nasprotni drug drugemu;
- povezava z blagovno znamko - to pomeni, da sta dva kosa cevi nameščena pravokotno, v obliki črke "T";
- pritrditev v naročje - v tej izvedbi je en del cevi zasukan, tako da ga je mogoče nositi na drugem;
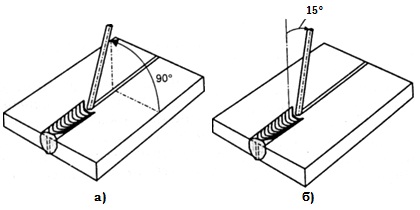
- vogalna povezava - to sta dva dela postavljena pod kotom 45 ° ali 90 °.

Pri varjenju cevi z električnim varjenjem je mogoče izdelati naslednje šive:
- vodoravno - v tem primeru so cevi, ki jih je treba variti, nameščene navpično;
- navpični - to so šivi v navpičnem delu cevi;
- strop - v tem primeru je elektroda nameščena v spodnjem delu dela, nad glavo zaposlenega;
- nižje - oz. šivi, za katere se morate upogniti navzdol.
Upoštevajte, da pri delu s jeklene cevi povezava mora biti pritrjena na glavo, z obveznim vreliščem priključne točke vzdolž debeline stene izdelka. Optimalna v tem primeru je uporaba spodnjega rotacijskega šiva.

- Pri izvajanju varilnih del je treba elektrodo držati pod kotom 45 ° ali nekoliko manj, potem bo staljena kovina padla v cev, ki jo varimo, v veliko manjši količini.
- Če se povezujete v znamkah ali zadku, potem boste potrebovali 2-3 mm elektrode. Hkrati je trenutna jakost, optimalna za zanesljivo tesnjenje sistema, v območju od 80-110 amperov.
- Za zanesljivo varjenje sklepnega sklepa je treba tok povečati na 120 amperov in uporabiti je mogoče podobne elektrode.
- Optimalna višina zvara naj bo 3 mm nad površino cevi. Šele po njegovem doseganju je mogoče šteti, da je delo končano.
Ločeno se je treba ustaviti pri profiliranih izdelkih. Varjenje takšnih cevi mora biti izvedeno točkovno. To pomeni, da najprej zgrabijo dve točki na nasprotnih straneh profila, nato pa nadaljujeta na dve drugi točki in tako naprej, dokler se celotna cev ne ogreje. Po tem začnejo izvajati neprekinjeni zvar po obodu cevi.
Predhodno delo z deli
V skladu z navodili morajo biti izpolnjeni naslednji pogoji:
- Geometrijske velikosti.
- Prisotnost potrdila o kakovosti, zlasti če gre za cevovod za pitno vodo.
- Popolnoma okrogla oblika cevi - končne okvare v obliki sploščenega ali ovalnega prereza niso dovoljene.
- Ista debelina stene po celotni dolžini.
- Kemična sestava izdelkov mora biti v skladu z GOST Ruske federacije za različne sisteme. Te podatke je mogoče razbrati iz tehnične dokumentacije ali laboratorijskih testov.

Postopek priprave vključuje naslednje faze:
- preverite enakomernost reza na koncu cevi - mora biti enaka 90 °;
- prednjo stran in predel 10 mm od nje je treba skrbno očistiti, dokler se ne pojavi kovinski odtenek;
- odstraniti vse sledi olj, rje, barv in na koncu cevi razmastiti površino.
Zadnja stvar, ki jo morate paziti, je pravilna končna konfiguracija. Kot odpiranja roba naj bo 65 °, indeks oklepnosti pa 2 mm. Z dodatno obdelavo bodo doseženi zahtevani parametri.
Takšno delo lahko opravite s šamotorjem, likalnikom ali brusilnikom. Strokovnjaki, ki delajo s cevmi velikega premera, uporabljajo rezkalne stroje ali plinske in plazemske rezalnike.
Postopek varjenja
Ko je vsa predhodna priprava zadaj, se lahko lotite varjenja. Če nimate potrebnih znanj in še nikoli niste opravili takšnega dela, priporočamo, da najprej vadite na dodatnih delih cevi, da ne bi pokvarili celotnega sistema.
Posebnosti električnega varjenja
Če so okrogle cevi varjene, potem mora biti šiv na njih neprekinjen. To pomeni, da takoj, ko se delo začne, ga ni mogoče prekiniti, dokler ne nastane neprekinjen zvar. V primeru dela z rotacijskimi in ne rotacijskimi spoji je treba varjenje cevi za ogrevanje z električnim varjenjem izvajati v več plasteh. Njihovo število bo odvisno od debeline stene cevi.

Odvisnost števila slojev od parametrov stene je izražena v takih količinah:
- 2 plasti zvara se izvajajo na ceveh z debelino stene do 6 mm;
- če stene nihajo v 6-12 mm debeline, bodo potrebne 3 plasti;
- vsi drugi izdelki, katerih debelina stene je še večja, zahtevajo nanos 4 plasti šiva.
Poleg tega je vredno razmisliti o številnih pomembnih lastnostih:
- Katero polarnost in tok je potrebno uporabiti (konstantno ali izmenično), je odvisno od debeline stene cevi, njihovega materiala in elektrode. Vse informacije morajo biti navedene v navodilih za elektrode.
- Debelina elektrodnih palic vpliva na trenutno moč, potrebno za varjenje. Ta kazalnik lahko ocenite tako, da debelino palice pomnožite s 30 ali 40. Torej lahko izračunate tok v amperih in ga nastavite na varilni opremi.
- Hitrost dela ni regulirana. Prepričati se morate le, da lok ne ostane na eni točki predolgo, sicer bo rob izgorel in morali boste začeti znova.
Za lažje delo, preden začnete variti plinske cevi Električno varjenje se lahko uporablja za sestavljanje spojev.
Zbiramo povezave
Ta postopek je treba izvesti v naslednjem zaporedju:
- Cevi je treba pritrditi v primež ali drugo napravo, ki jih povezujejo od konca do konca. Nato je treba na 2-3 mestih vzeti stičišče z elektrodo. Če je le 2 točki, potem jih naredite na nasprotnih straneh kroga.
- V primeru, da je narejena samo ena priključna točka, se mora končno vrelišče spoja začeti z nasprotne strani.
- Upoštevajte, da debelina elektrode za cevi z debelino sten znotraj 3 mm ne sme biti večja od 2,5 mm.
In še nekaj koristnih informacij o tehniki zvara.

Če delate s cevmi, katerih debelina stene presega 4 mm, potem njihovo povezavo izvajata dva šiva - koren, ki poteka skozi celotno debelino jekla, in zvitek, ki je visok 3 mm valj.
Nastopanje navpični šivi na ceveh s prečnim prerezom 30-80 mm se varjenje izvaja v dveh korakih - najprej naredite šiv na dolžino, nato pa vse ostalo.
Ko naredite vodoravni šiv v več plasteh, se mora elektroda pri vsakem naslednjem pristopu premikati v nasprotni smeri.
Končne (grajske) točke šiva, izdelane v več plasteh, je treba postaviti na različna mesta.
Delajte z vrtljivimi in fiksnimi sklepi
Med pravili za izvajanje takšnega dela so naslednja:
- Vrtljivi zglobi bodo priročno izvedeni v rotatorju. Zaželeno je, da sta hitrost dela in vrtenje mehanizma enaka.
- Mesto stika kovine z lokom (zvarni bazen) mora biti nameščeno 30 ° pod zgornjo točko cevi, nameščeno v rotatorju, od nasprotne smeri vrtenja strani.
- Takšno delo se lahko opravi tudi ročno. Če želite to narediti, vsakič, ko se cev zavrti na 60-110 °, tako da je priročno delati z njo.
Toda najtežje bo delo, ko se cev obrne za 180 °.

V tem primeru je varjenje bolje razdeliti na 3 stopnje:
- Najprej so varjeni v 1-2 slojih 2/4 odsekov cevi vzdolž zunanjega polmera upogiba.
- Nato se cev odvije, preostali del šiva pa je varjen, tako da se vse plasti izvedejo hkrati.
- Na koncu se cev spet zavije, preostale plasti šiva pa se dodajo na zunanjo stran ovinka.
Varjenje fiksni sklepi izveden v dveh fazah.
Način dela je naslednji:
- Cev mora biti vizualno razdeljena na dva segmenta. Šiv v tem primeru se bo izkazal tako vodoravno, navpično in stropno.
- Varjenje se začne od spodnje točke kroga, gladko premika elektrodo do zgornje točke. Na enak način se delo izvaja z nasprotne strani.
- V tem primeru je lok kratek, dolg enak ½ debeline jedra elektrode.
- Višina valjanega šiva lahko doseže 2-4 mm, vse je odvisno od debeline stene cevi.
Končna faza varjenja je kontrola kakovosti spojev.
Preverjanje zanesljivosti povezave
Pogosto boste morali sami nadzorovati kakovost varjenja in tesnost sistema z vizualnim pregledom.
Če želite to narediti, je treba najprej šiv očistiti iz žlindre in ga tapkati z lahkim kladivom. Nato se sam šiv vizualno pregleda, ali so v njem čipi, kosi ali razpoke, slabo kuhani kosi ali opekline, pa tudi druge pomanjkljivosti.
Zadnji korak je merjenje debeline šiva. Če želite to narediti, lahko uporabite standardne instrumente, pa tudi sonde, predloge in druge naprave.
Upoštevajte, da je treba preveriti tudi puščanje plina ali vodnega sistema. Če želite to narediti, izvedite preskusno tekočino pod pritiskom.
Varnostni ukrepi pri delu z varilnim strojem
Pomembna točka pri vsakem električnem delu, vključno z varjenjem kovinskih cevi, je skladnost z varnostnimi predpisi. Če jih zanemarite, lahko dobite različne poškodbe, kot so toplotne opekline kože, opekline na očesni mrežnici z utripom loka, električni udarci in druge.

Zato morate pred začetkom dela opraviti naslednje korake:
- prevodni vodniki in sestavni deli varilnega stroja morajo biti izolirani;
- primer varilne opreme in dodatnih naprav mora biti ozemljen;
- kombinezoni in palčniki morajo biti popolnoma suhi;
- nalijte galoše ali položite gumijasto preprogo v majhni sobi za dodatno izolacijo;
- za zaščito oči in obraza je treba med delovanjem nositi zaščitni ščit.
Povzetek
Tako smo delno povedali, kako izvajati varilna dela na električni opremi. Seveda, da bo delo uspešno, morate imeti nekaj praktičnih znanj. Vendar boste po informacijah, ki jih vsebuje gradivo, vedeli, kje začeti vaditi. Če upoštevate naša priporočila, boste zagotovo lahko na spodobni ravni varili kovinske cevi.
Varilni materiali 2016-04-04T01: 21: 54 + 00: 00 Kako variti profilne cevi
Varilni materiali
Različne kovinske okvirje so izdelane iz profilnih cevi z varjenjem. Uporaba kovinskih izdelkov je posledica njihovih nespornih prednosti, od katerih so glavne zanesljivost, vzdržljivost, enostavnost namestitve konstrukcij in možnost izdelave okvirjev različnih vrst in zahtevnosti. Da bi ugotovili, kako pravilno variti profilno cev pri izdelavi konstrukcij okvirjev stavb, morate imeti nekaj znanja o strukturi cevi in \u200b\u200bmožnostih varjenja.
Vrste profilnih cevi in \u200b\u200bmožnosti varjenja
Ta vrsta kovinskega valjanja ima več standardnih možnosti, ki se razlikujejo po velikosti same cevi, vrsti odseka in debelini kovinskih sten. Glede na te kazalnike je izbrana metoda, kako variti ritno cev s profilom ali pri 90 stopinjah - z ločnim, plinskim, kontaktnim ali točkovnim varjenjem. Pomembna je tudi izbira varilne elektrode, katere premer naj bo nekoliko večji od debeline stene cevi. Praviloma za varjenje profilnih cevi obločno varjenjein če je kovinska stena zelo tanka, se uporablja možnost točkovnega varjenja.
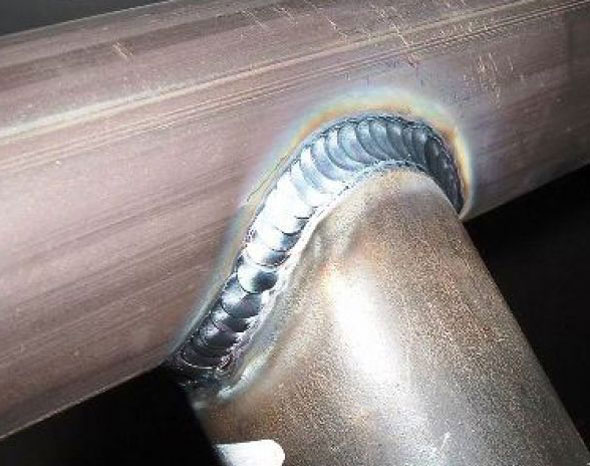
Kako variti profilno cev pri 90 stopinjah
Pridobitev idealnega pravega kota med varjenjem ni lahka naloga in praviloma to lahko storijo le profesionalci, ki imajo izkušnje s takšnim delom in skrbno opazujejo tehnologijo.
Obstaja več tankosti varilnih delov pod kotom 90 stopinj.

Za začetek se odrežejo profilne cevi, ki jih je treba zvariti skupaj.

Varilec potrebuje opremljeno mesto za delo - ravno površino, tako da preverjeni pravi kot ne izkrivlja v čelni ravnini.

Za pritrditev enakomernega kota je treba uporabiti dodatne podrobnosti - 90-stopinjske kote ali robčke.

S skrbnim opazovanjem določene tehnologije bo oseba, ki je seznanjena z varjenjem, lahko samostojno izdelala na primer podeželski rastlinjak ali kovinska vrata.
Kako variti ritno cev
Butt varjenje profilne cevi je nekoliko preprostejša naloga, ni vam treba izravnati in opazovati stopnje kota. Vendar ne smemo pozabiti, da je treba varilno delo izvajati po določenih načelih, ob upoštevanju vseh varnostnih standardov.

Sam postopek poteka v več fazah:
- Konstrukcije pritrdite drug na drugega, za pritrditev uporabite točkovne šive.
- Po tem, ko je preveril oblikovanje, pridobljeno z delovnimi risbami, ga je treba izravnati. Za to se praviloma uporablja kladivo.
- Potem, ko so vsi deli konstrukcije zasedeni, so spoji varjeni.
Pomembno je preprečiti deformacijo strukture, do katere lahko pride zaradi stresa.
Vse za varjenje na enem mestu
Okvirne kovinske konstrukcije, iz katerih so zgrajeni različni objekti sodobne infrastrukture, so trgovinski in pisarniški centri, prostori za proizvodne trgovine in skladišča, upravne in industrijske stavbe, kmetijski objekti, ograje za živali itd. Namestitev vseh teh zgradb je nemogoča brez uporabe visokokakovostne opreme, potrošnega materiala in vseh sorodnih izdelkov. Vse to najdete v katalogu naše strani.

