Dimensi dan jadual nilai untaian metrik membolehkan anda melakukan pemotongan berkualiti tinggi tanpa menggunakan pengiraan matematik yang kompleks. Jadual memberikan maklumat yang diperlukan mengenai diameter lubang, nada, gerudi, dan lain-lain. Semua parameter diseragamkan, yang membolehkan anda mendapatkan sambungan berulir berkualiti tinggi dan boleh dipercayai dengan tangan anda sendiri.

Jadual utas metrik foto
- Sebilangan besar pengikat berdasarkan benang metrik di negara kita;
- Sudut profil segitiga benang metrik ialah 60 darjah;
- Semua dimensi adalah dalam milimeter;
- Pemotongan metrik dibahagikan kepada produk dengan langkah besar dan kecil;
- Padang besar sesuai untuk diameter 1-68 mm, dan nada kecil - untuk diameter 1-600 mm;
- Pemotongan berskala besar digunakan pada sendi yang mengalami beban kejutan;
- Benang halus sesuai untuk bahagian berdinding nipis dan untuk memberikan ketegangan pada sendi;
- Pemotongan benang kecil telah menjadi meluas pada pengikat pemasangan dan penyesuaian. Ini disebabkan oleh fakta bahawa dengan pertolongan mereka, mudah untuk menyesuaikan parameter dengan ketepatan yang tinggi;
- Semua mesin moden direka dengan hanya menggunakan potongan metrik.
Ciri dan sebutan
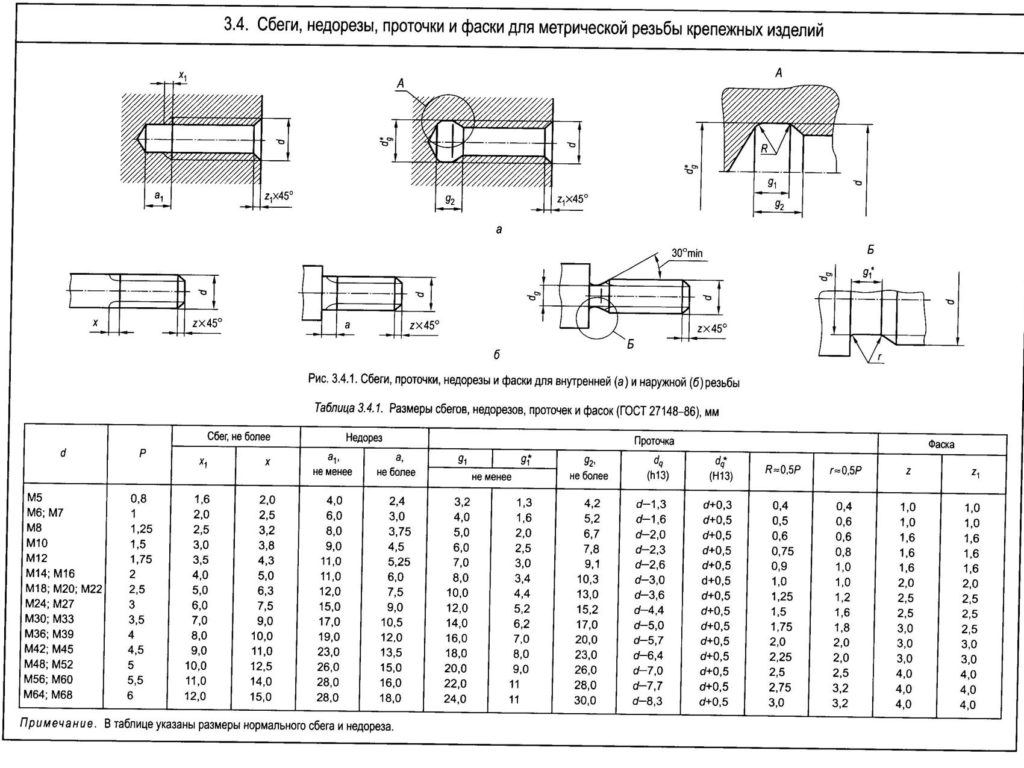
Foto jadual ukuran utama
Terdapat pemotong paip metrik, inci, Setiap daripada mereka dikelaskan mengikut beberapa kriteria:
- Arah belokan kiri dan kanan;
- Bentuk profil - bulat, berterusan, segitiga, dan lain-lain;
- Lokasi - luaran, dalaman;
- Sifat permukaan dan fungsi - inci, metrik, kerucut, dan lain-lain;
- Jumlah penyertaan adalah satu masuk dan berbilang entri.
Pada masa yang sama, pemotongan inci dan paip tidak biasa seperti metrik. Dalam hal ini, meninggalkan inci dan utas paip, dan pertimbangkan metrik dengan lebih terperinci.
Benang mempunyai dua ciri utama.
- Diameter nominal Mereka disebut dimensi konvensional yang digunakan dalam notasi. Diameter nominal sama dengan diameter luar mur dan bolt, yang sama antara satu sama lain.
- Benang benang. Dimensi nada benang sama dengan jarak antara dua titik yang sama dari profil terdekat, yang terletak di satah yang sama. Definisi ini agak rumit, tetapi dalam praktiknya, mencari ukuran ini sangat mudah. Untuk menentukan dimensi, anda perlu menggulung baut pada selembar kertas berketumpatan tinggi di bahagian intinya dan mengukur langkah apa antara alur terdekat yang terletak. Ini adalah langkah. Untuk menentukan dimensi sedemikian dengan cara ini bukan kaedah ketepatan tinggi. Tetapi untuk memastikan bahawa dimensi dikira dengan betul, ada jadual khas. Jadual ini membolehkan anda memeriksa dengan pengiraan anda, atau menentukan parameter yang diperlukan tanpa menggunakan pengukuran atau pengiraan matematik.
Inci, paip dan potongan metrik kami mempunyai sebutan ukuran dan parameter lain. Agar jadual tidak menimbulkan banyak soalan yang tidak perlu, kami akan cuba membincangkan semua nuansa notasi yang disajikan di dalamnya.
Huruf dan nombor digunakan untuk menunjukkan utas. Sebagai contoh, benang M40. Di sini:
- Huruf M bermaksud jenis potongan. M adalah metrik. Dia bukan satu inci, paip. Segala-galanya sangat jelas di sini;
- 40 adalah diameter nominal. Nombor selepas huruf menunjukkan diameter nominal benang yang dicirikan. Dalam kes kami, ia adalah 40 mm;
- Sekiranya nada benang besar, ini tidak ditunjukkan dalam sebutan. Ia dapat ditentukan mengikut GOST.
Sebagai alternatif, pertimbangkan contoh dengan langkah kecil - M30x2.
- Di sini keadaannya serupa dalam diameter - angka ini ialah 30;
- Pemotongan metrik, seperti yang dinyatakan oleh huruf M kepada kita;
- 2 bermaksud nada adalah 2 milimeter.
Dan beberapa perkara penting.
- Benang boleh mempunyai langkah yang berbeza dan boleh dengan tangan kiri atau tangan kanan.
- Benang kanan tidak ditunjukkan dalam sebutan.
- Sekiranya anda melihat sesuatu seperti M20 LH, ini menunjukkan arah kiri benang.
- Jumlah lawatan. Untuk utas tunggal, bilangannya tidak ditunjukkan, kerana selalu 1. Jika ia adalah multi-utas, maka sebutannya kelihatan seperti ini - M30x3 (P2). Di sini, dalam kurungan menunjukkan nada utas, dan 2 adalah jumlah penyertaan.
Ketik pilihan
Keran adalah alat kerja utama dengan pemotongan dalaman masa depan sambungan berulir. Kerana untuk membuat jenis lain utas dengan langkah tertentu, anda perlu memilih ketukan dengan betul untuk menyelesaikan tugas.
- Pertama sekali, tuan harus memilih jenis keran yang sesuai untuk benang yang dirancang. Dalam kes kami, kami bercakap mengenai paip untuk pemotongan metrik;
- Seterusnya, tujuan ditentukan - langkah, toleransi, bentuk profil;
- Bergantung pada kelas ketepatan, master memutuskan sama ada kemungkinan dilakukan dengan satu ketukan, atau untuk menyelesaikan operasi yang anda perlukan untuk mendapatkan kit - draf dan ketukan terakhir;
- Bahan di mana pemotongan dilakukan. Bahan utama di mana benang dibuat adalah logam. Lebih-lebih lagi, ia boleh berbeza dari segi kekuatan, yang secara langsung menentukan pilihan ciri ketukan;
- Sudut depan mengasah gigi. Untuk setiap jenis logam terdapat nilai tertentu. Sekiranya ia keluli, sudut dari 5 hingga 10 darjah, untuk tembaga - dari 0 hingga 5 darjah, dan dalam kes aluminium - dari 25 hingga 30 darjah;
- Ketukan boleh dibuat dari biasa, keluli berkekuatan tinggi atau dari logam biasa, tetapi dengan penjual peningkatan kekuatan. Pilihan terakhir membolehkan anda mengurangkan kos pengeluaran paip, tetapi mengekalkan kebolehpercayaannya yang tinggi;
- Kunci untuk memilih paip adalah diameter lubang. Pemotongan benang dalaman akan dilakukan;
- Dalam kes ini, diameter alat mestilah sedikit lebih kecil daripada diameter lubang. Sekiranya anda memerlukan jenis metrik jenis benang M20, iaitu diameter keran adalah 20 mm, maka diameter lubang akan menjadi 19 mm. Semua parameter yang diperlukan ditentukan oleh jadual standard khas;
- Sekiranya benang tidak mempunyai syarat khas, langkah standard yang dinyatakan dalam jadual akan diterapkan.
Nuansa menghiris
Apabila diameter dan parameter lain dari benang yang diperlukan telah ditentukan dan keran itu dipilih sendiri, operasi pemotongan harus dilakukan.
- Bahan kerja di mana pemotongan dilakukan terpaku di dalam maksiat.
- Paksi lubang harus diposisikan sedekat mungkin dengan desktop.
- Keran dipasang di soket kerah, dalam kedudukan menegak, ia akan memasuki chamfer di bawah lubang pada benda kerja.
- Dengan dua tangan, tuan memegang tombol, menekan keran ke bahagian dan berpusing mengikut arah jam.
- Alat harus diputar dengan lembut, lancar dan sekata, dengan sedikit tekanan.
- Dua giliran penuh dibuat, selepas itu setengah giliran dibuat ke belakang, berlawanan arah jam.
- Dalam proses membuat benang, alat itu semestinya disejukkan. Sekiranya aluminium, minyak tanah digunakan, turpentin bertindak sebagai penyejuk tembaga, dan emulsi untuk produk keluli. Besi tuang dan gangsa tidak memerlukan penyejukan.
- Benang dalaman dilakukan dengan satu set ketukan.
- Pertama, alat kasar digunakan, kemudian alat tengah, dan kerja penamat selesai. Tidak termasuk salah satu paip, anda tidak akan mempercepat proses pemotongan, tetapi benang itu sendiri akan menjadi jauh lebih buruk dari segi kualiti.
Lari pemotongan metrik tidak sukar jika anda menggunakan alat yang sesuai dan bergantung pada parameter standard dari jadual khusus.
Jadual diameter lubang berulir
Benang mewakili alur heliks keratan rentas malar, dibuat pada permukaan silinder atau kerucut luaran (benang luaran) dan dalaman (benang dalaman). Ia digunakan untuk menghubungkan bahagian, dan juga untuk menukar gerakan putaran menjadi terjemahan atau sebaliknya, dalam mekanisme dan mesin.
Benang terdapat satu larian, dibentuk oleh satu heliks (utas), atau pelbagai larian, dibentuk oleh dua atau lebih garis.
Ke arah heliks utas dibahagikan kepada kanan dan kiri.
Bergantung pada sistem ukuran utas terdapat metrik, inci, paip.
Dalam metrik ukiran sudut profil segitiga ialah 60 °, diameter dan nada luar, tengah dan dalam utas dinyatakan dalam milimeter. Benang metrik dengan nada besar ditunjukkan dengan huruf dan angka yang menyatakan diameter luar dalam milimeter: M10, M16, dan sebagainya. Untuk menunjukkan utas dengan langkah kecil (jarak antara giliran), angka yang menyatakan langkah ditambahkan ke data ini utas dalam milimeter: M6 × 0,6, M20 × 1,5 dan seumpamanya.
Dalam inci ukiran sudut profil segitiga ialah 55 °, diameter utas dinyatakan dalam inci (1 inci \u003d 2.54 cm), dan nada adalah bilangan utas per inci.
Contoh sebutan: 1 1/4 ″ (diameter luar utas dalam inci).
Paip utas berbeza dengan inci kerana ukuran awalnya bukan diameter luar, tetapi diameter lubang paip, di permukaan luarnya dipotong utas.
Contoh sebutan: paip 3/4 ″. (nombor menunjukkan diameter dalam paip dalam inci).
Keratan utas dilakukan pada mesin penggerudian, putaran dan pemotongan benang khas (profil-knurling), dan juga secara manual. Dalam pemprosesan logam secara manual, bahagian dalam utas potong dengan paip, dan bahagian luar dengan die.
Sehubungan itu, bergantung pada profil potongan utas keran dibahagikan kepada tiga jenis: untuk metrik, inci dan paip.
Ketukan manual (tukang kunci) biasanya dilakukan dalam satu set tiga atau dua keping. Ketukan pertama dan kedua utas pra-potong, dan yang ketiga memberikannya ukuran dan bentuk akhir. Biasanya, bilangan setiap ketukan kit ditandai dengan jumlah corak pada ekor. Terdapat kit yang terdiri daripada dua ketukan: pendahuluan (draf) dan adil. Yang pertama dan kedua. Keran diperbuat daripada karbon dan keluli aloi dengan kekuatan tinggi.
Mati atau pelat muka yang direka untuk memotong bahagian luar utas, bergantung pada reka bentuk, dibahagikan kepada bulat dan prismatik (gelongsor).
Semasa memotong benang, mati bulat dipasang pada pemegang skru khas - die.
Benang dalaman
Untuk memotong bahagian dalam utas lubang terlebih dahulu disediakan dengan paip. Gerudi mengambil diameter yang sedikit lebih besar daripada diameter dalaman yang diperlukan utas: jika diameter ini sama, maka bahan yang diekstrusi semasa memotong akan menekan gigi alat dengan kuat. Akibatnya, gigi menjadi panas dan zarah logam melekat padanya, utas ia akan berubah dengan kerang (benang) yang koyak, dan kerosakan paip mungkin berlaku.
Gambar menunjukkan pemotongan bahagian dalam utas:
a - ketuk, b - memotong utas.
Ketik reka bentuk
1 - bahagian pengambilan;
2 - bahagian penentukuran;
3 - alur seruling;
4 - betis;
5 ialah segi empat sama.

Gambar berikut menunjukkan pemotongan bahagian luar utas:
die - bulat, b - prismatik (gelongsor) mati, c - memotong utas.
Penunjukan utama:
d1 - diameter dalaman utas selak.
D2 - diameter purata utas selak.
D1 - diameter dalaman utas kacang.
D2 - diameter purata utas kacang.
P - langkah utas.
H1 - ketinggian profil.
d lubang - diameter lubang untuk memotong utas.
Agar tidak mengira diameter lubang di bawah
utas, anda boleh menggunakan jadual.
| Diameter benang dalam mm | D 2 \u003d d 2 dalam mm | D 1 \u003d d 1 dalam mm | P dalam mm | H 1 dalam mm | d lubang dalam mm |
| 1 | 0,838 | 0,73 | 0,25 | 0,135 | 0,75 |
| 1,1 | 0,938 | 0,83 | 0,25 | 0,135 | 0,85 |
| 1,2 | 1,038 | 0,93 | 0,25 | 0,135 | 0,95 |
| 1,4 | 1,205 | 1,075 | 0,3 | 0,162 | 1,1 |
| 1,6 | 1,373 | 1,221 | 0,35 | 0,189 | 1,25 |
| 1,8 | 1,573 | 1,421 | 0,35 | 0,189 | 1,45 |
| 2 | 1,74 | 1,567 | 0,4 | 0,216 | 1,6 |
| 2,2 | 1,908 | 1,713 | 0,45 | 0,243 | 1,75 |
| 2,5 | 2,208 | 2,013 | 0,45 | 0,243 | 2,05 |
| 3 | 2,675 | 2,459 | 0,5 | 0,27 | 2,5 |
| 3,5 | 3,11 | 2,85 | 0,6 | 0,325 | 2,9 |
| 4 | 3,546 | 3,242 | 0,7 | 0,379 | 3,3 |
| 4,5 | 4,013 | 3,688 | 0,75 | 0,406 | 3,7 |
| 5 | 4,48 | 4,134 | 0,8 | 0,433 | 4,2 |
| 6 | 5,35 | 4,918 | 1 | 0,541 | 4,95 |
| 7 | 6,35 | 5,918 | 1 | 0,541 | 5,95 |
| 8 | 7,188 | 6,647 | 1,25 | 0,676 | 6,7 |
| 9 | 8,188 | 7,647 | 1,25 | 0,676 | 7,7 |
| 10 | 9,026 | 8,376 | 1,5 | 0,812 | 8,43 |
| 11 | 10,026 | 9,376 | 1,5 | 0,812 | 9,43 |
| 12 | 10,863 | 10,106 | 1,75 | 0,947 | 10,2 |
| 14 | 12,701 | 11,835 | 2 | 1,082 | 11,9 |
| 16 | 14,701 | 13,835 | 2 | 1,082 | 13,9 |
| 18 | 16,376 | 15,294 | 2,5 | 1,353 | 15,35 |
| 20 | 18,376 | 17,294 | 2,5 | 1,353 | 17,35 |
| 22 | 20,376 | 19,294 | 2,5 | 1,353 | 19,35 |
| 24 | 22,051 | 20,752 | 3 | 1,624 | 20,85 |
| 27 | 25,051 | 23,752 | 3 | 1,624 | 23,85 |
| 30 | 27,727 | 26,211 | 3,5 | 1,894 | 26,3 |
| 33 | 30,727 | 29,211 | 3,5 | 1,894 | 29,3 |
| 36 | 33,402 | 31,67 | 4 | 2,165 | 31,8 |
| 39 | 36,402 | 34,67 | 4 | 2,165 | 34,8 |
| 42 | 39,077 | 37,129 | 4,5 | 2,435 | 37,25 |
| 45 | 42,077 | 40,129 | 4,5 | 2,435 | 40,25 |
| 48 | 44,752 | 42,587 | 5 | 2,706 | 42,7 |
| 52 | 48,752 | 46,587 | 5 | 2,706 | 46,7 |
| 56 | 52,428 | 50,046 | 5,5 | 2,977 | 50,2 |
| 60 | 56,428 | 54,046 | 5,5 | 2,977 | 54,2 |
| 64 | 60,103 | 57,505 | 6 | 3,247 | 57,7 |
| 68 | 64,103 | 61,505 | 6 | 3,247 | 61,7 |
GOST 8724- (ISO 261
STAND ANTARABANGSA
KEBAKARAN METRIK
Diameter dan langkah
Edisi Rasmi
MAJLIS INTERSTATE UNTUK STANDARDISASI, METROLOGI DAN SIJIL
ISS 21.040.10 Kumpulan G13
kepada GOST 8724-2004 (ISO 261-98) Norma asas pertukaran. Sukatan benang. Diameter dan langkah
(ICS No. 10 tahun 2004)
Kata pengantar
1 DIBANGKITKAN oleh Institut Penyelidikan dan Reka Bentuk Ilmiah Alat Ukur dalam Kejuruteraan Mekanikal (OJSC "Institut Penyelidikan Pengukuran")
2 DIPERKENALKAN oleh Standard Negeri Rusia
3 DILULUSKAN oleh Majlis Antara Negeri untuk Standardisasi, Metrologi dan Pensijilan (Minit No. 22 November 6, 2002)
4 Piawaian ini adalah teks yang serupa dengan ISO 261-98, Benang Tujuan Umum ISO. Diameter dan langkah dalam jarak diameter dari 1 hingga 300 mm ”dan mengandungi syarat tambahan yang mencerminkan keperluan ekonomi negara
5 Keputusan Jawatankuasa Negeri Persekutuan Russia mengenai piawaian dan metrologi bertarikh 23 Jun 2003 No. ° 201 standard antara negeri GOST 8724-2002 (ISO 261-98) mula dilaksanakan secara langsung sebagai standard negeri Persekutuan Rusia pada 1 Januari 2004
6 GOST 8724-81 PENGGANTIAN
© IPK Standards Publishing House, 2003
Standard ini tidak boleh diterbitkan semula, digandakan dan diedarkan sepenuhnya atau sebahagian sebagai penerbitan rasmi di wilayah Persekutuan Rusia tanpa kebenaran Standard Negeri Rusia
1 kawasan penggunaan ……………………………………. ……… 1
3 Definisi …………………………………………. .............. 1
4 Memilih diameter dan langkah ………………………………………. ....... 1
5 sebutan benang ……………………………………. ……… 7
GOST 8724-2002 (ISO 261-98)
STANDARD KEPENTINGAN
Piawaian Pertukaran Asas
KEBAKARAN METRIK
Diameter dan langkah
Norma asas pertukaran. Benang skru metrik. Pelan am
Tarikh Pengenalan 2004-01-01
1 kawasan penggunaan
Piawaian ini berlaku untuk utas metrik tujuan umum dengan profil mengikut GOST 9150 dan menetapkan diameternya dari 0,25 hingga 600 mm dan langkah dari 0,075 hingga 8 mm.
Dimensi utama benang metrik sesuai dengan GOST 24705.
Toleransi benang sesuai dengan GOST 9000 dan GOST 16093.
Keperluan tambahan yang menggambarkan keperluan ekonomi negara ditunjukkan dalam huruf miring.
GOST 9000-81 Norma asas pertukaran. Benang metrik untuk diameter kurang dari 1 mm. Toleransi
GOST 9150-2002 Norma asas pertukaran. Sukatan benang. Profil
GOST 11708-82 Norma asas pertukaran. Benang. Syarat dan Definisi
GOST 16093-70 Norma asas pertukaran. Sukatan benang. Toleransi. Pendaratan Pelepasan
GOST 24705-81 Norma asas pertukaran. Sukatan benang. Dimensi utama
3 Definisi
Terma dan definisi - menurut GOST 11708.
4 Memilih diameter dan langkah
4.1 Langkah-langkah diameter dan utas harus sesuai dengan yang ditunjukkan dalam jadual 1.
Apabila memilih diameter benang, baris pertama harus lebih disukai daripada yang kedua, dan yang kedua hingga yang ketiga.
Edisi Rasmi
| Jadual 1 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Diameter benang nominal d \u003d D |
|||||||||||
| Kesinambungan jadual 1 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Diameter benang nominal d \u003d D |
||||||||||
| Akhir jadual 1 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
5 sebutan benang
5.1 Simbol untuk ukuran utas hendaklah merangkumi: huruf M, diameter nominal benang dan nada utas, dinyatakan dalam milimeter dan dipisahkan oleh x.
Contoh: M8x1.25
Langkah utama dalam penetapan utas mungkin dihilangkan.
Contoh: M8.
5.2 Simbol untuk utas kiri hendaklah dilengkapi dengan huruf LH.
Contoh M8x1 - LH
5.3 Sebilangan utas hendaklah ditunjukkan dengan huruf M, diameter nominal benang, tanda x, huruf Ph, nilai tali benang, huruf P dan nilai langkah.
Contoh penunjukan konvensional benang dua dengan diameter nominal 16 mm, pukulan 3 mm dan nada 1.5 mm:
Perkara yang sama untuk utas kiri:
M16xRMP1.5 - LH
Untuk kejelasan, dalam kurungan, teks dapat menunjukkan berapa kali utas bermula.
Contoh: М16хРМ1.5 (dua pendekatan)
5.4 Penamaan utas merangkumi sebutan medan ukuran dan toleransi benang mengikut GOST 9000 atau GOST 16093.
UDC 621.882.082.1:006.354 ISS 21.040.10 G13 OKSTU 0071
Kata kunci: utas, utas metrik, diameter, langkah, konvensyen
Penyunting R.G. Penyunting Teknikal Goverdovskaya V.N. Prusakova Corrector M.S. Susun atur Komputer Kabashova S.V. Ryabovoy
Ed. orang. No. 02354 bertarikh 14 Julai 2000. Diteruskan ke dalam kit pada 08/12/2003. Ditandatangani untuk diterbitkan pada 15 September 2003. Cetakan Perkhidmatan 1.40. Penerbitan Akademik 0.65.
Edaran 1150 salinan. C 11890.3ac. 786.
IPK Standards Publishing House, 107076 Moscow, Kolodezny per., 14. http://www.standards.ru e-mel: [dilindungi e-mel]
Ditaip di Publishing House pada PCK IPK Cabang Penerbitan - jenis. "Pencetak Moscow", 105062 Moscow, Lyalin per., 6.

