ಬೆಸುಗೆಗಾಗಿ ಪೈಪ್ಗಳ ಸಮತಲ ಕೀಲುಗಳನ್ನು ಜೋಡಿಸಿದಾಗ, ಕೆಳಭಾಗದ ಪೈಪ್ನಲ್ಲಿ ಸಂಪೂರ್ಣ ಕತ್ತರಿಸುವ ತುದಿಯನ್ನು ನಿರ್ವಹಿಸಲು ಅಗತ್ಯವಿಲ್ಲ. ಇದು ಕೇವಲ ಒಂದು ಸಣ್ಣ ಕಟ್ಟರ್, 10 ° ಮೌಲ್ಯವನ್ನು ಮಾತ್ರ ಮಾಡಲು ಅನುಮತಿಸಲಾಗಿದೆ. ಈ ಸ್ವಾಗತವು ವೆಲ್ಡಿಂಗ್ ಲೋಹದ ಪ್ರಕ್ರಿಯೆಯನ್ನು ಸುಧಾರಿಸುತ್ತದೆ, ಆದರೆ ಅದರ ಗುಣಮಟ್ಟವನ್ನು ಕಡಿಮೆ ಮಾಡದಿದ್ದರೂ (ಸ್ಕೀಮ್ ಎ) ಕೆಳಗೆ ಚಿತ್ರದಲ್ಲಿ). ಬೆಸುಗೆಗೆ ನಾನ್-ಜವಾಬ್ದಾರಿಯುತ ಪೈಪ್ಲೈನ್ಗಳನ್ನು ತಯಾರಿಸುವಾಗ, ಕೆಳಭಾಗದ ಪೈಪ್ನ ತುದಿಯನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ಬೇರ್ಪಡಿಸಲಾಗಿಲ್ಲ (ಕೆಳಗಿನ ಚಿತ್ರದಲ್ಲಿ ಸ್ಕೀಮ್ ಬಿ).
ಪ್ರತ್ಯೇಕ ಕಿರಿದಾದ ಪದರಗಳೊಂದಿಗೆ ಕೊಳವೆಗಳ ಸಮತಲ ಕೀಲುಗಳನ್ನು ಬೆಸುಗೆಗೊಳಿಸುವಾಗ ಉತ್ತಮ ಫಲಿತಾಂಶಗಳನ್ನು ಪಡೆಯಲಾಗುತ್ತದೆ. ಮೊದಲ ರೋಲರ್ ಸೀಮ್ನ ಮೂಲವನ್ನು ಕುದಿಸಿ (ಸಿ) ಯೋಜನೆಯನ್ನು ಕೆಳಗಿನ ಚಿತ್ರದಲ್ಲಿ), ಇದಕ್ಕಾಗಿ, 4 ಮಿಮೀ ವ್ಯಾಸದ ವಿದ್ಯುದ್ವಾರಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಪ್ರಸ್ತುತ ಬಲವನ್ನು 160-190 ಎ ವ್ಯಾಪ್ತಿಯಲ್ಲಿ ಹೊಂದಿಸಲಾಗಿದೆ. ವಿದ್ಯುದ್ವಾರವು ಸ್ವಾಮ್ಯದ ಚಲನೆಗೆ ವರದಿಯಾಗಿದೆ, ಜಂಟಿ ಒಳಭಾಗದಲ್ಲಿ ಥ್ರೆಡ್ ರೋಲರ್ ಅನ್ನು ರೂಪಿಸಬೇಕು, 1-1.5 ಮಿಮೀ ಎತ್ತರ.
ಮೊದಲ ಪದರದ ಒವರ್ಲೆ ನಂತರ, ಅದರ ಮೇಲ್ಮೈಯನ್ನು ಎಚ್ಚರಿಕೆಯಿಂದ ಸ್ವಚ್ಛಗೊಳಿಸಬೇಕು. ಎರಡನೆಯ ಪದರವು ಎಲೆಕ್ಟ್ರೋಡ್ನ ಪರಸ್ಪರ ಓರ್ವ ಚಲನೆಯೊಂದಿಗೆ ಮತ್ತು ಕೆಳ ಅಂಚಿನ ತುದಿಯಿಂದ ಮೇಲಿನ ಅಂಚಿನ ಅಂಚಿನಲ್ಲಿನ ತುದಿಯಿಂದ ಅದರ ಸ್ವಲ್ಪ ಏರಿಳಿತಗಳೊಂದಿಗೆ ಮೊದಲ ಪದರವನ್ನು ಅತಿಕ್ರಮಿಸಲು ಅಕೌಂಟಿಂಗ್ನೊಂದಿಗೆ ನಡೆಸಲಾಗುತ್ತದೆ. ಎರಡನೆಯ ಪದರದ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಮೊದಲ ಪದರದ ಬೆಸುಗೆ ಮಾಡುವ ಅದೇ ದಿಕ್ಕಿನಲ್ಲಿ ನಡೆಸಲಾಗುತ್ತದೆ.
ಎರಡನೇ ಪದರವನ್ನು ನಿರ್ವಹಿಸಿದ ನಂತರ, ವೆಲ್ಡಿಂಗ್ ಪ್ರವಾಸದ ಶಕ್ತಿಯನ್ನು 250-300A ಗೆ ಹೆಚ್ಚಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಮೂರನೇ ಪದರವನ್ನು ನಡೆಸಲಾಗುತ್ತದೆ. ವೆಲ್ಡಿಂಗ್ ಅನ್ನು 5 ಮಿ.ಮೀ ವ್ಯಾಸದಿಂದ ವಿದ್ಯುದ್ವಾರಗಳಿಂದ ನಡೆಸಲಾಗುತ್ತದೆ, ಇದು ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯ ಕಾರ್ಯಕ್ಷಮತೆಯನ್ನು ಹೆಚ್ಚಿಸಲು ನಿಮಗೆ ಅನುಮತಿಸುತ್ತದೆ. ಮೂರನೆಯ ಪದರದ ಸರಬರಾಜು ಮೊದಲ ಎರಡು ಪದರಗಳ ವೆಲ್ಡಿಂಗ್ಗೆ ಎದುರಾಗಿರುವ ದಿಕ್ಕಿನಲ್ಲಿ ಸಂಭವಿಸಬೇಕು. ಮೂರನೇ ರೋಲರ್ ಎರಡನೇ ರೋಲರ್ನ ಅಗಲವನ್ನು 2/3 ಅನ್ನು ಅತಿಕ್ರಮಿಸಬೇಕು. ನಾಲ್ಕನೇ ರೋಲರ್ನ ಚಿತ್ರೀಕರಣವು ಅದೇ ದಿಕ್ಕಿನಲ್ಲಿ ಸಂಭವಿಸುತ್ತದೆ, ಆದರೆ ಮೂರನೇ ರೋಲರ್ ಮತ್ತು ಮೇಲಿನ ಅಂಚಿನ ಬಿಕ್ಕಟ್ಟಿನಲ್ಲಿ ಇದು ಇರಬೇಕು.
ಪೈಪ್ಗಳ ಬೆಸುಗೆ ಅಡ್ಡಾದಿಡ್ಡಿ ಜಂಕ್ಷನ್ಗಳು ಮೂರು ಪದರಗಳಿಗಿಂತ ಹೆಚ್ಚು, ಮೂರನೇಯಿಂದ ಪ್ರಾರಂಭವಾಗುವ ಪ್ರತಿ ನಂತರದ ಪದರವು ಹಿಂದಿನದಕ್ಕೆ ಸಂಬಂಧಿಸಿದಂತೆ ದಿಕ್ಕಿನಲ್ಲಿ ನಡೆಸಬೇಕು. ಅದರ ವ್ಯಾಸವು 200mm ಅನ್ನು ಮೀರಬಾರದು, ಸಾಮಾನ್ಯವಾಗಿ ಘನ ಸ್ತರಗಳೊಂದಿಗೆ ಬೆಸುಗೆ ಹಾಕುತ್ತದೆ. ವೆಲ್ಡ್ ಪೈಪ್ನ ವ್ಯಾಸವು 200 ಮಿಮೀ ಮೀರಿದರೆ, ಹಿನ್ನಲೆ ವಿಧಾನದಿಂದ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ನಡೆಸಲಾಗುತ್ತದೆ.
ವೀಡಿಯೊ: ಸಮತಲ ಜಂಕ್ಷನ್ ಹೊಂದಿರುವ ಪೈಪ್ಗಳ ವೆಲ್ಡಿಂಗ್
ಅಲ್ಲದ ಟರ್ನಿಂಗ್ ಜಾಕ್ಸ್ನ ವೆಲ್ಡಿಂಗ್
ಲಂಬ ಅಲ್ಲದ ಟರ್ನಿಂಗ್ ಜಂಕ್ಷನ್ಗಳುಮೇಲಕ್ಕೆ ಮೇಲಕ್ಕೆತ್ತಿ.
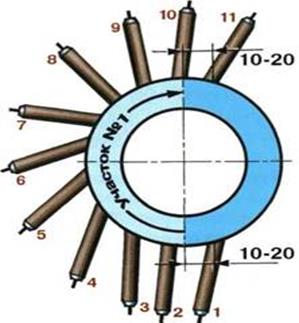
ಪೈಪ್ಗಳ ಕೀಲುಗಳಲ್ಲಿನ ಮೊದಲ ಮೂರು ಪದರಗಳ ಬೆಸುಗೆ 219 ಮಿಮೀ ವ್ಯಾಸವನ್ನು ನವೀಕರಿಸಬಹುದಾದ ವಿಧಾನದಲ್ಲಿ ಕೈಗೊಳ್ಳಬೇಕು. ಪ್ರತಿ ಸೈಟ್ನ ಉದ್ದವು 200-250 ಮಿಮೀ ಆಗಿರಬೇಕು.
ನಂತರದ ಪದರಗಳ ವಿಭಾಗಗಳ ಉದ್ದವು ಜಂಟಿ ಸುತ್ತಳತೆ ಅರ್ಧದಷ್ಟು ಇರಬಹುದು. 16 ಮಿ.ಮೀ.ಗೆ ಗೋಡೆಯ ದಪ್ಪವನ್ನು ಹೊಂದಿರುವ ಪೈಪ್ ಕೀಲುಗಳು, ಎರಡನೆಯ ಪದರದಿಂದ ಪ್ರಾರಂಭವಾಗುವ ಸುತ್ತಳತೆಯ ಅರ್ಧದಷ್ಟು ಉದ್ದದೊಂದಿಗೆ ಬೆಸುಗೆ ಹಾಕಬಹುದು.
ಸ್ತರಗಳ ಆದ್ಯತೆ (1-14) ಮತ್ತು ಪದರಗಳು (I-IV) ಒಂದು ವೆಲ್ಡರ್ನಿಂದ
| ಎರಡನೆಯ ಹಂತ |
 |
ಸಮತಲವಲ್ಲದ ಪ್ರತಿಫಲಿತ ಕೀಲುಗಳು219 ಮಿ.ಮೀ.ಗಿಂತಲೂ ಹೆಚ್ಚು ವ್ಯಾಸದ ಕೊಳವೆಗಳು, ಒಂದು ವೆಲ್ಡರ್ನಿಂದ ನಡೆಸಲ್ಪಟ್ಟವು, 200-250 ಮಿ.ಮೀ ಉದ್ದದ ವಿಭಾಗಗಳ ನವೀಕರಿಸಬಹುದಾದ ವಿಧಾನದಲ್ಲಿ WELD ಗೆ ಅಗತ್ಯವಾಗಿರುತ್ತದೆ. ನಾಲ್ಕನೇ ಮತ್ತು ನಂತರದ ಪದರಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕಬಹುದು.
ಆದ್ಯತೆ (1-12) ಒಂದು ವೆಲ್ಡರ್ ಮೂಲಕ ಸ್ತರಗಳು ಪ್ರದರ್ಶನ
ಎರಡು ಬೆಸುಗೆಗಾರರೊಂದಿಗೆ ಸಮತಲವಾದ ಜಂಟಿಯಾಗಿ ಬೆಸುಗೆಯಾದಾಗ, ಮೂಲ ಸೀಮ್ನ ವೆಲ್ಡಿಂಗ್ ಅನುಕ್ರಮವು ಪೈಪ್ಗಳ ವ್ಯಾಸವನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ. ವ್ಯಾಸವು 300 ಮಿಮೀಗಿಂತಲೂ ಕಡಿಮೆಯಿದ್ದರೆ, ಪ್ರತಿ ವೆಲ್ಡರ್ ಸುತ್ತಳತೆ ಅರ್ಧದಷ್ಟು ಹುದುಗುತ್ತಾನೆ. ಅದೇ ಸಮಯದಲ್ಲಿ, ಬೆಸುಗೆಗಾರರು ಜಂಟಿ ಬಿಂದುಗಳಿಗೆ ವಿರುದ್ಧವಾಗಿ ಇರಬೇಕು. ಪೈಪ್ಗಳ ವ್ಯಾಸವು 300 ಎಂಎಂ ಮತ್ತು ಹೆಚ್ಚಿನವುಗಳಾಗಿದ್ದರೆ, 200-250 ಮಿ.ಮೀ. ವಿಭಾಗಗಳ ವಿಘಟನೆಯ ವಿಧಾನದೊಂದಿಗೆ ಮೂಲ ಸೀಮ್ ಅನ್ನು ಬೆಸುಗೆಕೊಂಡು ಹೋಗುತ್ತದೆ.
 |  |
||
40 ಮಿ.ಮೀ.ಗಿಂತಲೂ ಹೆಚ್ಚಿನದಾದ ಗೋಡೆಯ ದಪ್ಪದಿಂದ 300 ಮಿಮೀ ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ಪೈಪ್ಗಳ ಕೀಲುಗಳಲ್ಲಿ, ಮೊದಲ ಮೂರು ಪದರಗಳನ್ನು ನವೀಕರಿಸಬಹುದಾದ ವಿಧಾನದಲ್ಲಿ ಬೆಸುಗೆಕೊಳ್ಳಬೇಕು, ಮತ್ತು ನಂತರದ ಪದರಗಳು ವೃತ್ತದ ಅರ್ಧದಷ್ಟು ಸಮನಾಗಿರುತ್ತದೆ.
25-45 ಮಿ.ಮೀ.ಗಳಷ್ಟು ವ್ಯಾಸದಿಂದ ಕಡಿಮೆ ಮಿಶ್ರಲೋಹದ ಉಕ್ಕಿನಿಂದ ಮಾಡಿದ ಕೊಳವೆಗಳ ಕೀಲುಗಳು 25-45 ಮಿ.ಮೀ.
ಕ್ರೋಮಿಬಿನೊಡೈಮ್ ಸ್ಟೀಲ್ನಿಂದ 600 ಮಿ.ಮೀ.ಗಿಂತಲೂ ಹೆಚ್ಚು ವ್ಯಾಸದ ಪೈಪ್ಗಳು, ಎರಡು ಮತ್ತು ಹೆಚ್ಚು ಬೆಸುಗೆಗಾರರನ್ನು ಏಕಕಾಲದಲ್ಲಿ ಬೆಸುಗೆ ಹಾಕುತ್ತಾರೆ, ಪ್ರತಿಯೊಂದೂ ಅದರ ಸ್ವಂತ ಭಾಗವನ್ನು ಜಂಟಿಯಾಗಿ ಹೊಂದಿದೆ. ವಿಲೋಮ ವಿಧಾನವನ್ನು (200-250 ಮಿಮೀ ವಿಭಾಗಗಳು) ಅನ್ವಯಿಸಿ. ನಾಲ್ಕನೇ ಮತ್ತು ನಂತರದ ಪದರಗಳನ್ನು ವೃತ್ತದ ಕಾಲುಭಾಗಕ್ಕೆ ಸಮನಾದ ವಿಭಾಗಗಳನ್ನು ನಿರ್ವಹಿಸಲು ಅನುಮತಿಸಲಾಗಿದೆ.
ಲೇಯರ್ಗಳು ಮತ್ತು ರೋಲರುಗಳ ಆದ್ಯತೆ ಮತ್ತು ಅಂದಾಜು ಸ್ಥಳ (1 - 20) ಕಾರ್ಬನ್ ಮತ್ತು ಕಡಿಮೆ ಮಿಶ್ರಲೋಹ ಉಕ್ಕುಗಳಿಂದ ದಪ್ಪ ಗೋಡೆಯ ಕೊಳವೆಗಳ ಲಂಬ ಮತ್ತು ಸಮತಲ ಕೀಲುಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕಿದಾಗ
ಹಸ್ತಚಾಲಿತ ತಂತ್ರ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ ಪೈಪ್ಗಳು ವಿದ್ಯುದ್ವಾರಗಳನ್ನು ಒಳಗೊಂಡಿದೆ
ವೆಲ್ಡ್ಡ್ ಸೀಮ್ ಅನ್ನು ಎರಡು ಸ್ವಾಗತಗಳಿಗೆ ನಿರ್ವಹಿಸಲಾಗುತ್ತದೆ. ಜಂಕ್ಷನ್ನ ಪರಿಧಿ ಷರತ್ತುಬದ್ಧವಾಗಿ ಎರಡು ವಿಭಾಗಗಳಾಗಿ ಲಂಬ ಅಕ್ಷೀಯ ಸಾಲಿನಿಂದ ವಿಂಗಡಿಸಲಾಗಿದೆ, ಪ್ರತಿಯೊಂದೂ ಮೂರು ವಿಶಿಷ್ಟ ಸ್ಥಾನಗಳನ್ನು ಹೊಂದಿದೆ:
ಸೀಲಿಂಗ್ (ಸ್ಥಾನ 1-3);
ಲಂಬ (ಸ್ಥಾನ 4-8);
ಕಡಿಮೆ (ಸ್ಥಾನ 9-11). ಪ್ರತಿ ಕಥಾವಸ್ತುವನ್ನು ಸೀಲಿಂಗ್ ಸ್ಥಾನದಿಂದ ಬೆಳೆಯಲಾಗುತ್ತದೆ. ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಸಣ್ಣ ಆರ್ಕ್ನೊಂದಿಗೆ ಮಾತ್ರ ನಡೆಸಲಾಗುತ್ತದೆ:
ಅಲ್ಲಿ ಡಿ ಎಲೆಕ್ಟ್ರೋಡ್ ವ್ಯಾಸ. ಕಡಿಮೆ ಸ್ಥಾನದಲ್ಲಿ ಸೀಮ್ ಅನ್ನು ಕೊನೆಗೊಳಿಸಿ.
ಪ್ರತಿಯೊಂದು ವಿಭಾಗಗಳ ಬೆಸುಗೆ ಲಂಬ ಅಕ್ಷಕ್ಕೆ 10 20 ಮಿಮೀ ಸ್ಥಳಾಂತರದೊಂದಿಗೆ ಪ್ರಾರಂಭವಾಗುತ್ತದೆ. ಸೀಮ್ ಅತಿಕ್ರಮಣ ವಿಭಾಗವು "ಲಾಕ್" ಸಂಯುಕ್ತವಾಗಿದೆ - ಪೈಪ್ ವ್ಯಾಸವನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ ಮತ್ತು 20 ರಿಂದ 40 ಮಿ.ಮೀ. ಪೈಪ್ನ ವ್ಯಾಸವನ್ನು ದೊಡ್ಡದಾಗಿ, "ಕೋಟೆ"
ಸೀಮ್ನ ಆರಂಭಿಕ ವಿಭಾಗವನ್ನು ಸೀಲಿಂಗ್ ಸ್ಥಾನದಲ್ಲಿ "ಆಂಗಲ್ ಬ್ಯಾಕ್" (ಪಿಓಎಸ್ 1,2) ನಲ್ಲಿ ನಡೆಸಲಾಗುತ್ತದೆ. ಲಂಬವಾದ ಸ್ಥಾನಕ್ಕೆ (ಪಿಓಎಸ್ 3-7) ಚಲಿಸುವಾಗ, ವೆಲ್ಡಿಂಗ್ "ಆಂಗಲ್ ಫಾರ್ವರ್ಡ್" ಆಗಿದೆ. ಸ್ಥಾನವನ್ನು ತಲುಪಿದ ನಂತರ, ಎಲೆಕ್ಟ್ರೋಡ್ ಬಲ ಕೋನದಲ್ಲಿ ಆಧಾರಿತವಾಗಿದೆ, ಆದರೆ ಕಡಿಮೆ ಸ್ಥಾನಕ್ಕೆ ಹೋಗುವುದರ ಮೂಲಕ, ವೆಲ್ಡಿಂಗ್ ಮತ್ತೊಮ್ಮೆ "ಆಂಗಲ್ ಬ್ಯಾಕ್" ಅನ್ನು ಉಂಟುಮಾಡುತ್ತದೆ.
ಎರಡನೇ ಸೈಟ್ ಅನ್ನು ಬೆಸುಗೆ ಮಾಡುವ ಮೊದಲು ನೀವು ಅಂತಹ ಮತ್ತು ಹಿಂದಿನ ರೋಲರ್ಗೆ ನಯವಾದ ಪರಿವರ್ತನೆಯೊಂದಿಗೆ ಸೀಮ್ನ ಆರಂಭಿಕ ಮತ್ತು ಅಂತಿಮ ವಿಭಾಗಗಳನ್ನು ಸ್ವಚ್ಛಗೊಳಿಸಬೇಕಾಗಿದೆ. ಎರಡನೆಯ ಸೈಟ್ನ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಮೊದಲನೆಯದಾಗಿ ಅದೇ ರೀತಿಯಲ್ಲಿ ನಿರ್ವಹಿಸಬೇಕು.
ರೂಟ್ ಸೀಮ್ 3 ಮಿಮೀ ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ಎಲೆಕ್ಟ್ರೋಡ್ ಅನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಸೀಲಿಂಗ್ ಸ್ಥಾನದಲ್ಲಿ ಪ್ರಸ್ತುತ ಸಾಮರ್ಥ್ಯ 80-95 ಎ. ಪ್ರಸ್ತುತ ಲಂಬವಾಗಿ 75-90 ಎ ಕಡಿಮೆ ಮಾಡಲು ಶಿಫಾರಸು ಮಾಡಲಾಗುತ್ತದೆ. ಪ್ರಸ್ತುತ ಹೆಚ್ಚಳದ ಕಡಿಮೆ ಸ್ಥಾನದಲ್ಲಿ 85-100 ಎ.

ಬಿಗಿಯಾದ ಇಲ್ಲದೆ ಸೀಮ್ನ ಮೂಲವನ್ನು ಹೊಂದಿರುವ ಉತ್ತಮ ಗುಣಮಟ್ಟದ ರಚನೆಯೊಂದಿಗೆ ವೆಲ್ಡಿಂಗ್ ಪೈಪ್ಗಳು, ಕ್ಯಾರಿಯರ್ ಅನ್ನು ನಿರಂತರವಾಗಿ ಇಲೆ ಎಲೆಕ್ಟ್ರೋಡ್ಗೆ ಇಲೆ ಎಲೆಕ್ಟ್ರೋಡ್ಗೆ ನೀಡಬಹುದು. ಪೈಪ್ ಒಳಗೆ ನಿಯಂತ್ರಣ ಸಾಧಿಸಲು, ನೀವು ಸೀಲಿಂಗ್ ಸ್ಥಾನದಲ್ಲಿ ನಂತರದ ಯಾಂತ್ರಿಕ ತೆಗೆದುಹಾಕುವ ಅಗತ್ಯವಿರುತ್ತದೆ ಇದು ಒಂದು ಪೀನ ಮೇಲ್ಮೈ ಒಂದು ಸೀಮ್ ಪಡೆಯಬಹುದು.
8 ಮಿ.ಮೀ ಗಿಂತಲೂ ಹೆಚ್ಚು ಗೋಡೆಯ ದಪ್ಪದಿಂದ ಪೈಪ್ಗಳನ್ನು ಕತ್ತರಿಸುವುದು ಅಸಮಂಜಸವಾಗಿ ಸಂಭವಿಸುತ್ತದೆ. ನಿಯಮದಂತೆ, ಕಡಿಮೆ ಸ್ಥಾನವು ಹಿಂದುಳಿದಿದೆ. ಕತ್ತರಿಸಿದ ಕತ್ತರಿಸುವಿಕೆಯನ್ನು ಒಟ್ಟುಗೂಡಿಸಲು, ಕಡಿತದ ಮೇಲ್ಭಾಗದಲ್ಲಿ ರೋಲರುಗಳನ್ನು ಹೆಚ್ಚುವರಿಯಾಗಿ ರೀಮೇಕ್ ಮಾಡುವುದು ಅವಶ್ಯಕ. ಅಂತಿಮ ಪದರಗಳು 2 ಮಿಮೀಗಿಂತಲೂ ಹೆಚ್ಚು ಆಳದಲ್ಲಿ ಖಾಲಿ ಬಿಡಬೇಕು
 |
ಎದುರಿಸುತ್ತಿರುವ ಸ್ತರಗಳನ್ನು ಒಂದು ಅಥವಾ ಹೆಚ್ಚಿನ ಹಾದಿಗಳಿಗೆ ಬೆರೆಸಲಾಗುತ್ತದೆ. ಅಂತಿಮವಾಗಿ ರೋಲರ್ ಮುಕ್ತಾಯವು 0.5-2 ಮಿ.ಮೀ ಆಳದಲ್ಲಿ ಕತ್ತರಿಸದೆ ಉಳಿದಿತ್ತು, ಮತ್ತು ವಿದ್ಯುದ್ವಾರದಲ್ಲಿ ಅಂಚುಗಳ ಅಂಚುಗಳ ಮೇಲಿರುವ ಮುಖ್ಯ ಲೋಹವು ವಿದ್ಯುದ್ವಾರದ ವ್ಯಾಸವನ್ನು 1/2 ಅಗಲದಲ್ಲಿ ತೆರವುಗೊಳಿಸಲಾಗಿದೆ.

ಗೋಡೆಯ ದಪ್ಪದಿಂದ 150 ಮಿ.ಮೀ.ಗಿಂತಲೂ ಕಡಿಮೆ ವ್ಯಾಸದ ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ಪೈಪ್ ಬೆಸುಗೆ 6 ಮಿಮೀ ಗಿಂತ ಕಡಿಮೆಯಿರುತ್ತದೆ, ಜೊತೆಗೆ, ವಿದ್ಯುತ್ ಮೂಲವನ್ನು ಕಾರ್ಯಾಚರಣೆಯ ಸ್ಥಳದಿಂದ ತೆಗೆದುಹಾಕಿದಾಗ, ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಒಂದೊಂದಾಗಿ ನಡೆಸಲಾಗುತ್ತದೆ ಅದೇ ವೆಲ್ಡಿಂಗ್ ಪ್ರಸ್ತುತ ಮೌಲ್ಯ. ಸೀಲಿಂಗ್ ಸ್ಥಾನದಲ್ಲಿ ಪ್ರಸ್ತುತ ಮೋಡ್ ಅನ್ನು ಆಯ್ಕೆ ಮಾಡಲು ಸೂಚಿಸಲಾಗುತ್ತದೆ, ಇದರಲ್ಲಿ ಪ್ರಸ್ತುತವು ಕಡಿಮೆ ಸ್ಥಾನಕ್ಕೆ ಸಾಕಾಗುತ್ತದೆ. ಸೀಲಿಂಗ್ ಸ್ಥಾನದಿಂದ ಲಂಬವಾಗಿರುವಂತೆ ಬೆಸುಗೆಯಾದಾಗ, ಇದರಿಂದಾಗಿ ಹೆಚ್ಚಿನ ನಿಯಂತ್ರಣ ಇಲ್ಲ, ಅದನ್ನು ಮರುಕಳಿಸುವ ಸೀಮ್ ರಚನೆಗೆ ಆಶ್ರಯಿಸಬೇಕು. ಈ ಸಂದರ್ಭದಲ್ಲಿ, ಈ ವಿಧಾನವು ನಿಯತಕಾಲಿಕವಾಗಿ ಅಂಚುಗಳ ಮೇಲೆ ಚಾಪವನ್ನು ಬರೆಯುವ ಪ್ರಕ್ರಿಯೆಯನ್ನು ಅಡ್ಡಿಪಡಿಸುತ್ತದೆ.
ಪೈಪ್ನ ಗೋಡೆಯ ದಪ್ಪವನ್ನು ಅವಲಂಬಿಸಿ, ಅಂತರ ಮತ್ತು ಮಂದ ಅಂಚು, "ಲೇಪ" ಯೊಂದಿಗೆ ಬೆಸುಗೆ ಮಾಡಲು ಸೂಚಿಸಲಾಗುತ್ತದೆ:
1. ಅಂಚುಗಳಲ್ಲಿ ಒಂದನ್ನು ನಿರಂತರವಾಗಿ ಆರ್ಕ್ ಅನ್ನು ಬೆಂಕಿಹೊತ್ತಿಸಿ, ಸ್ನಾನದ ರಚನೆಯ ನಂತರ ಮುರಿಯಿರಿ - ಇನ್ನೊಂದಕ್ಕೆ. ಬಂಡೆಯ ಮತ್ತು ದಹನದ ನಡುವಿನ ವಿರಾಮವು ಲೋಹದ ಸೀಮ್ ಸಂಪೂರ್ಣವಾಗಿ ಸ್ಫಟಿಕೀಕರಣಗೊಳ್ಳುವ ಸಮಯವನ್ನು ಹೊಂದಿಲ್ಲ, ಮತ್ತು ಸ್ಲ್ಯಾಗ್ ತಂಪಾಗಿದೆ.
2. ದೊಡ್ಡ ಲೋಹದ ದಪ್ಪದಿಂದ, ಆರ್ಕ್ ಅದೇ ಅಂಚಿನಲ್ಲಿ ಬೆಳಕಿಗೆ ಬರುತ್ತದೆ.
ಆರ್ಕ್ ಕಂಪ್ಲಿಂಗ್ ಆರ್ಕ್ ದಹನ
ಒಂದು ತಿರುವು ಅಲ್ಲದ ಸಮತಲ ಜಂಟಿ ಬೆಸುಗೆ
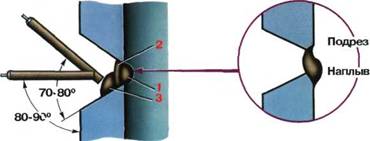
ಸ್ಥಿರವಾದ ನಿಯಂತ್ರಣದ ರಚನೆಯೊಂದಿಗೆ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಎಲೆಕ್ಟ್ರೋಡ್ನಿಂದ 3 ಎಂಎಂ ವ್ಯಾಸದಿಂದ ನಡೆಸಲಾಗುತ್ತದೆ. ಬೆಸುಗೆ ಪ್ರವಾಹವು ಬೇಸ್ ಲೋಹದ ದಪ್ಪವನ್ನು ಅವಲಂಬಿಸಿ, ಅಂಚುಗಳು ಮತ್ತು ದಪ್ಪ ದಪ್ಪ ನಡುವಿನ ಅಂತರವನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ. ಎಲೆಕ್ಟ್ರೋಡ್ನ ಇಳಿಜಾರು 80-90 ° ಲಂಬವಾಗಿರುತ್ತದೆ. "ಆಂಗಲ್ ಬ್ಯಾಕ್" ಅನ್ನು ಬೆಸುಗೆ ಮಾಡಿದಾಗ, ಇಳಿಜಾರು ಗರಿಷ್ಠ ಆಚರಣೆಯನ್ನು ಒದಗಿಸುತ್ತದೆ, ಮತ್ತು "ಕೋನ ಮುಂದಕ್ಕೆ" ಕಡಿಮೆಯಾಗಿದೆ.
ಸಾಕಷ್ಟು ನಿಯಂತ್ರಣದ ಸಂದರ್ಭದಲ್ಲಿ, ಆರ್ಕ್ನ ಉದ್ದವನ್ನು ಚಿಕ್ಕದಾಗಿ ಇಡಬೇಕು, ಮತ್ತು ಸಾಮಾನ್ಯ ಕ್ಯಾರೇಜ್ - ಮಧ್ಯಮ.
 |  |
||
ಬೇರು ಸೀಮ್ ಬೆಸುಗೆ ಸ್ನಾನದ ಕನಿಷ್ಠ ಗಾತ್ರಗಳೊಂದಿಗೆ ನಿರ್ವಹಿಸಲು ಉತ್ತಮವಾಗಿದೆ, ಇದರಿಂದಾಗಿ ಸೀಮ್ನ ಹಿಮ್ಮುಖ ಬದಿಯಲ್ಲಿ ಯಾವುದೇ ಫೀಡ್ಗಳು ಮತ್ತು ಸ್ಪ್ರಿಂಗ್ಗಳಿಲ್ಲ.
ದ್ವಿತೀಯ ರೋಲರ್ಮೊದಲ ಮೂಲ ಸೀಮ್ ಮತ್ತು ಪೈಪ್ನ ಅಂಚುಗಳನ್ನು ಕರಗಿಸಲು ಆದ್ದರಿಂದ ರೂಪುಗೊಂಡಿದೆ. ವೆಲ್ಡಿಂಗ್ ಪ್ರವಾಹವನ್ನು ಸರಾಸರಿ ವ್ಯಾಪ್ತಿಯಲ್ಲಿ ಸ್ಥಾಪಿಸಲಾಗಿದೆ. ಮೊದಲ ರೂಟ್ ಸೀಮ್ ಬೆಸುಗೆ ಮಾಡುವಾಗ ಕೆಟಲ್ನ ಇಳಿಜಾರು ಒಂದೇ ಆಗಿರುತ್ತದೆ. ವೆಲ್ಡಿಂಗ್ "ಆಂಗಲ್ ಬ್ಯಾಕ್" ಅನ್ನು ಮುನ್ನಡೆಸುತ್ತದೆ. ವೇಗವನ್ನು ಆಯ್ಕೆಮಾಡಲಾಗುತ್ತದೆ ಆದ್ದರಿಂದ ರೋಲರ್ನ ನೋಟವು ಸಾಮಾನ್ಯವಾಗಿದೆ (ಪೀನವಲ್ಲ ಮತ್ತು ನಿಮ್ನವಲ್ಲ)
ಮೂರನೇ ರೋಲರ್ಹೆಚ್ಚಿದ ವಿಧಾನಗಳಲ್ಲಿ ನಿರ್ವಹಿಸುವುದು ಉತ್ತಮ. ವೆಲ್ಡಿಂಗ್ ಸರಿಯಾದ ಕೋನ ಅಥವಾ "ಕೋನ ಹಿಂದೆ". ವೇಗವನ್ನು ಆಯ್ಕೆ ಮಾಡಲಾಗುವುದು ಇದರಿಂದಾಗಿ ರೋಲರ್ ನಂತರದ ರೋಲರ್ನ ಲೋಹದ ಸ್ನಾನವನ್ನು ಹಿಡಿದಿಡಲು ಶೆಲ್ಫ್ನೊಂದಿಗೆ. ಆರ್ಕ್ ಪಥವನ್ನು ಎರಡನೇ ರೋಲರ್ನ ಅಂಚಿನಲ್ಲಿ ಹೊಂದಿಕೊಳ್ಳಬೇಕು.
ನಾಲ್ಕನೇ ರೋಲರ್- ಅಡ್ಡಲಾಗಿ. ಮೂರನೆಯದು ಅದೇ ವಿಧಾನಗಳಲ್ಲಿ ಇದನ್ನು ನಡೆಸಲಾಗುತ್ತದೆ. ಎಲೆಕ್ಟ್ರೋಡ್ ಅನ್ನು ಪೈಪ್ನ ಲಂಬವಾದ ಮೇಲ್ಮೈಗೆ 80-90 ° ಕೋನದಲ್ಲಿ ಬಾಗಿರುತ್ತದೆ. ಬೆಸುಗೆ ವೇಗವು ಬೆಂಬಲಿತವಾಗಿದೆ, ಇದರಿಂದಾಗಿ ಕತ್ತರಿಸಿದ ಮೇಲ್ಭಾಗವು ಕರಗಿಸಲ್ಪಟ್ಟಿದೆ, ಎರಡನೇ ರೋಲರ್ನ ಮೇಲ್ಮೈ ಮತ್ತು ಮೂರನೇ ರೋಲರ್ನ ಮೇಲ್ಭಾಗ. ನೋಟ ನಾಲ್ಕನೇ ರೋಲರ್ ಸಾಮಾನ್ಯ ಇರಬೇಕು.
 |
"ಕ್ಯಾಸಲ್» ಸಂಪರ್ಕಗಳುಆರಂಭದಲ್ಲಿ ಸೀಮ್ ಗಾತ್ರದಲ್ಲಿ ಸುಗಮವಾದ ಹೆಚ್ಚಳ ಮತ್ತು ಅಂತಿಮ ವಿಭಾಗದಲ್ಲಿ ಕಡಿಮೆಯಾಗುತ್ತದೆ, "RAID" 20-30 ಮಿಮೀ ಮೂಲಕ ಸೀಮ್ನ ಆರಂಭಕ್ಕೆ ಕಡಿಮೆಯಾಗುತ್ತದೆ.
ಬೆಸುಗೆ ಮುಖದ ಪದರಕತ್ತರಿಸುವಿಕೆಯನ್ನು ಭರ್ತಿ ಮಾಡುವಾಗ ಬಳಸಲಾಗುತ್ತಿತ್ತು, ಆದರೆ 4 ಮಿಮೀಗಿಂತಲೂ ಹೆಚ್ಚಾಗಿ ಬಳಸಲಾಗುತ್ತಿತ್ತು, ಅದೇ ವ್ಯಾಸದ ವಿದ್ಯುದ್ವಾರಗಳನ್ನು ನಿರ್ವಹಿಸುವುದು ಅವಶ್ಯಕ. ಕೊನೆಯ ಉನ್ನತ ರೋಲರ್ ಅನ್ನು ಹೆಚ್ಚಿನ ವೇಗದಲ್ಲಿ ಹಾಕಲಾಗುತ್ತದೆ, ಇದರಿಂದಾಗಿ ಅದು ಕಿರಿದಾದ ಮತ್ತು ಚಪ್ಪಟೆಯಾಗಿರುತ್ತದೆ
ತಂತ್ರಜ್ಞಾನ ಹ್ಯಾಂಡ್ ಆರ್ಗಾನ್-ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ ಪೈಪ್ಸ್
ತಾಂತ್ರಿಕ ಆಯ್ಕೆಗಳು
Welded ಸೀಮ್ ಸಂಪೂರ್ಣವಾಗಿ ಕೈಪಿಡಿ ಆರ್ಗಾನ್ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ ಮೂಲಕ ಹೊಂದಿಕೆಯಾಗದ ಎಲೆಕ್ಟ್ರೋಡ್ (ಇದು ಗೋಡೆಯ ದಪ್ಪದಲ್ಲಿ 3 ಎಂಎಂಗೆ ಶಿಫಾರಸು ಮಾಡಲಾಗಿದೆ);
ಬೆಸುಗೆ ಹಾಕಿದ ಸೀಮ್ ಅನ್ನು ಸಂಯೋಜಿತ ವಿಧಾನದಿಂದ ನಿರ್ವಹಿಸಲಾಗುತ್ತದೆ: ರೂಟ್ ಸೀಮ್ - ಹೊಂದಾಣಿಕೆಯ ವಿದ್ಯುದ್ವಾರ, ಮತ್ತು ನಂತರದ ಲೇಯರ್ಗಳೊಂದಿಗೆ ಮ್ಯಾನುಯಲ್ ಆರ್ಗಾನ್-ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ - ಲೇಪಿತ ಎಲೆಕ್ಟ್ರೋಡ್ನೊಂದಿಗೆ ಹಸ್ತಚಾಲಿತ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ (ಇದು ಪೈಪ್ ವಾಲ್ 4 ಮಿಮೀ ದಪ್ಪದಲ್ಲಿ ಸಲಹೆ ನೀಡಲಾಗುತ್ತದೆ ಅಥವಾ ಹೆಚ್ಚು).
ಪದರಗಳು ಮತ್ತು ರೋಲರುಗಳ ಅಂದಾಜು ಸ್ಥಳ (1 - 8)
 |
ಕೀಲುಗಳಲ್ಲಿ, ವಿವಿಧ ತಾಂತ್ರಿಕ ಆಯ್ಕೆಗಳ ಪ್ರಕಾರ ಬೇಯಿಸಲಾಗುತ್ತದೆ
2 ಮಿ.ಮೀ.ವರೆಗಿನ ಗೋಡೆಯ ದಪ್ಪದಿಂದ, ಜಂಟಿ ಅಡ್ಡ ವಿಭಾಗವು ಒಂದು ಪದರಕ್ಕೆ ಬೆಸುಗೆ ಹಾಕಬೇಕು
ಅಲ್ಲದ ಸಹಾನುಭೂತಿ W- ಎಲೆಕ್ಟ್ರೋಡ್ನ ಕೈಪಿಡಿ ಆರ್ಗಾನ್ ಪರಿವರ್ತನೆ ವೆಲ್ಡಿಂಗ್ ಕಡಿಮೆ ಇಂಗಾಲದ, ಕಡಿಮೆ ಮಿಶ್ರಲೋಹ ಮತ್ತು ಮಿಶ್ರಲೋಹದ (ಸವೆತ-ನಿರೋಧಕ) ಉಕ್ಕುಗಳಿಂದ ಪೈಪ್ಗಳ ಪ್ರತಿಫಲಿತ ಕೀಲುಗಳಿಗೆ ಬಳಸಲಾಗುತ್ತದೆ. ವೆಲ್ಡೆಡ್ ಪೈಪ್ಗಳ ವ್ಯಾಸವು 100 ಮಿಮೀಗಿಂತ ಕಡಿಮೆಯಿರುತ್ತದೆ, ಗೋಡೆಯ ದಪ್ಪವು 10 ಮಿಮೀ ವರೆಗೆ ಇರುತ್ತದೆ.
ಮೋಡ್ ನಿಯತಾಂಕಗಳನ್ನು ಆಯ್ಕೆಮಾಡಿ
ವೆಲ್ಡಿಂಗ್ ಕರೆಂಟ್ಆಯ್ಕೆಮಾಡಿ: ಸಿಂಗಲ್ ಪಾಸ್ ವೆಲ್ಡಿಂಗ್ನೊಂದಿಗೆ - ಪೈಪ್ ವಾಲ್ನ ದಪ್ಪವನ್ನು ಅವಲಂಬಿಸಿ, ಮತ್ತು ಬಹು-ಆವರ್ತನದೊಂದಿಗೆ - ರೋಲರ್ ಎತ್ತರವನ್ನು ಆಧರಿಸಿ 2-2.5 ಮಿಮೀ ಇರಬೇಕು. ವೆಲ್ಡಿಂಗ್ ಪ್ರವಾಹವು 30 ರಿಂದ 35 ರಷ್ಟು ವಿದ್ಯುದ್ವಾರದಲ್ಲಿ 1 ಮಿಮೀ ವ್ಯಾಸವನ್ನು ಸೂಚಿಸುತ್ತದೆ.
ಆರ್ಕ್ನಲ್ಲಿ ಉದ್ವೇಗಇದು ಕಡಿಮೆಯಾಗಬೇಕು, ಇದು ಸಣ್ಣ ಆರ್ಕ್ನ ವೆಲ್ಡಿಂಗ್ಗೆ ಅನುರೂಪವಾಗಿದೆ.
ವೆಲ್ಡಿಂಗ್ ವೇಗಅಂಚುಗಳನ್ನು ಖಾತರಿಪಡಿಸುತ್ತದೆ ಮತ್ತು ಅಪೇಕ್ಷಿತ ಸೀಮ್ ಗಾತ್ರಗಳ ರಚನೆಯು ಆಗುತ್ತದೆ.
ರಕ್ಷಣಾತ್ಮಕ ಅನಿಲ ಬಳಕೆವೆಲ್ಡ್ಡ್ ಸ್ಟೀಲ್ ಮತ್ತು ಪ್ರಸ್ತುತ ಮೋಡ್ನ ಬ್ರ್ಯಾಂಡ್ ಅನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ (8 ರಿಂದ 14 ಎಲ್ / ನಿಮಿಷದಿಂದ).
ಮುಂಭಾಗದ ತಂತಿ1.6-2 ಎಂಎಂ ವ್ಯಾಸವನ್ನು ವೆಲ್ಡ್ಡ್ ಸ್ಟೀಲ್ ಬ್ರಾಂಡ್ನಲ್ಲಿ ಆಯ್ಕೆ ಮಾಡಲಾಗುತ್ತದೆ (ಪುಟದಲ್ಲಿ ಟೇಬಲ್ ಅನ್ನು ನೋಡಿ. 16).
ವರ್ಗಕ್ಕೆ: ವೆಲ್ಡಿಂಗ್ ಕೆಲಸ
ಪೈಪ್ಲೈನ್ \u200b\u200bಕೀಲುಗಳ ಕೈಪಿಡಿ ವಿದ್ಯುತ್ ಶಸ್ತ್ರಾಸ್ತ್ರ ವೆಲ್ಡಿಂಗ್
ಪೈಪ್ಗಳ ಕೈಯಿಂದ ವಿದ್ಯುತ್ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ಗಾಗಿ, ಲೋಹದ ವಿದ್ಯುದ್ವಾರಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ, ಇದು ಭರ್ತಿ ಮಾಡಲು ಒಂದು ಸಂಯೋಜಿತ ವಸ್ತುವಾಗಿ ಕಾರ್ಯನಿರ್ವಹಿಸುತ್ತದೆ ಬೆಸುಗೆ ಹಾಕಿದ ಸೀಮ್ ಮತ್ತು ಅದೇ ಸಮಯದಲ್ಲಿ ಪ್ರಸ್ತುತ ಕಂಡಕ್ಟರ್ ಆರ್ಕ್ಗೆ.
ವೆಲ್ದ್ನ ಗುಣಮಟ್ಟವು ಪೈಪ್ಗಳ ಸುರುಳಿಯಾಕಾರದ ಮೇಲ್ಮೈಗಳ ಸ್ಥಿತಿಯಲ್ಲಿ ಹೆಚ್ಚಾಗಿ ಅವಲಂಬಿತವಾಗಿರುತ್ತದೆ, ಅವುಗಳ ತುದಿಗಳ ಸಂಯೋಜನೆಯ ನಿಖರತೆ ಮತ್ತು ಮುಖ್ಯವಾಗಿ ಬಳಸಿದ ಎಲೆಕ್ಟ್ರೋಡ್ನಿಂದ ಬಳಸಲ್ಪಡುತ್ತದೆ, ಇದು ಮೆಟಲ್ ಕೋಟೆಡ್ ಮೆಟಲ್ ರಾಡ್ ಆಗಿದೆ. ಎಲೆಕ್ಟ್ರೋಡ್ನ ಲೋಹದ ರಾಡ್ ವಿವಿಧ ದಪ್ಪ ಎಲೆಕ್ಟ್ರೋಡ್ ತಂತಿಗಳಿಂದ ತಯಾರಿಸಲ್ಪಟ್ಟಿದೆ. ವೆಲ್ಡಿಂಗ್ ಪೈಪ್ಸ್ಗಾಗಿ, ತಂತಿಯನ್ನು 2 ರಿಂದ 5 ಮಿಮೀ ದಪ್ಪದೊಂದಿಗೆ ಬಳಸಲಾಗುತ್ತದೆ.
ಎಲೆಕ್ಟ್ರೋಡ್ ಕೋಟಿಂಗ್ಗಳು ತೆಳುವಾದ ಮತ್ತು ದಪ್ಪವಾಗಿದ್ದು, ಉತ್ತಮ ಗುಣಮಟ್ಟದ ಹೊದಿಕೆಯೊಂದಿಗೆ. ಸೂಕ್ಷ್ಮ (ಚಾಕ್) ಕೋಟಿಂಗ್ನೊಂದಿಗೆ ಎಲೆಕ್ಟ್ರೋಡ್ನ ಲೇಪನ ಲೋಹದ ರಾಡ್ನ ತೂಕ 1-2%. ಮೆಟಲ್ ರಾಡ್ನ ತೂಕದ 20-30% ರಷ್ಟು ಉತ್ತಮ ಗುಣಮಟ್ಟದ ವಿದ್ಯುದ್ವಾರದ ತಂಪಾಗಿದೆ.
ಕೋಟಿಂಗ್-ರೂಪಿಸುವ ಸ್ಲ್ಯಾಗ್ನ ಪ್ರಮುಖ ಆಸ್ತಿ. ಸ್ಲ್ಯಾಗ್ ಒಂದು ಲೋಹೀಯ ಅಲಾಯ್ ಆಗಿದ್ದು, ವೆಲ್ಡ್ ಮೆಟಲ್ನ ನಿರ್ದಿಷ್ಟ ಗುರುತ್ವಾಕರ್ಷಣೆಗಿಂತ ಕಡಿಮೆಯಿದೆ; ಸ್ಲ್ಯಾಗ್ ತೇಲುತ್ತದೆ ಮತ್ತು ಕರಗಿದ ಲೋಹದ ಯಾಂತ್ರಿಕ ಕವರ್ ಅನ್ನು ಸೃಷ್ಟಿಸುತ್ತದೆ. ಸ್ಲ್ಯಾಗ್ ಕರಗಿದ ಅನಿಲಗಳಿಂದ ಸೀಮ್ - ಆಮ್ಲಜನಕ ಮತ್ತು ಸಾರಜನಕಕ್ಕೆ ಹಾನಿಕಾರಕ ಅನಿಲಗಳ ಕತ್ತರಿಸಿದ ಪರಿಸರದಿಂದ ಹೀರಿಕೊಳ್ಳುವಿಕೆಯಿಂದ ರಕ್ಷಿಸುತ್ತದೆ.
ಸ್ಲ್ಯಾಗ್ ಮುಖ್ಯ ಲೋಹದ ಕಡಿಮೆ ತಾಪಮಾನದಲ್ಲಿ ಕರಗುತ್ತದೆ ಮತ್ತು ಘನೀಕರಣದ ಸಮಯದಲ್ಲಿ ದುರ್ಬಲಗೊಳಿಸಲಾಗುತ್ತದೆ, ನಂತರ ವೆಲ್ಡರ್ ಸುಲಭವಾಗಿ ವಿದ್ಯುದ್ವಾರದ ರಾಡ್ನ ದಪ್ಪದಿಂದ ಅದನ್ನು ಮರುಹೊಂದಿಸುತ್ತದೆ. ಹೊಲಿಗೆ ಹೊಲಿಯು ವಿದ್ಯುತ್ ಪೈಪ್ ವೆಲ್ಡಿಂಗ್ನ ದೋಷವಾಗಿದೆ, ಏಕೆಂದರೆ ಯಾವುದೇ ಲೋಹೀಯ ಸೇರ್ಪಡೆಗಳು ನಾಟಕೀಯವಾಗಿ ಸೀಮ್ನ ಶಕ್ತಿಯನ್ನು ಕಡಿಮೆಗೊಳಿಸುತ್ತವೆ.
ತೆಳುವಾದ (ಚಾಕ್) ಕೋಟಿಂಗ್ 80-85% ನಷ್ಟು ಚಾಕ್ ಮತ್ತು 15-20% ದ್ರವ ಗಾಜಿನ ಬಣ್ಣವನ್ನು ಹೊಂದಿರುತ್ತದೆ, ಇದು ಒಂದು ಬೈಂಡರ್ ವಸ್ತುವಾಗಿದೆ, ಇದರಿಂದಾಗಿ ಲೇಪನವು ರಾಡ್ನಲ್ಲಿ ನಡೆಯುತ್ತದೆ. ಆರ್ಕ್ನ ನಿರಂತರ ಸುಡುವಿಕೆಗೆ ತೆಳುವಾದ ಲೇಪನವು ಬೇಕಾಗುತ್ತದೆ, ಏಕೆಂದರೆ ಆಗಾಗ್ಗೆ ಆರ್ಕ್ ಬ್ರೇಕ್ಗಳು \u200b\u200bವೆಲ್ಡ್ನ ಗುಣಮಟ್ಟವನ್ನು ಹೆಚ್ಚಿಸುತ್ತವೆ.
U.LACTODDES ಚಾಪವನ್ನು ಬರೆಯುವ ದಪ್ಪ ಹೊದಿಕೆಯೊಂದಿಗೆ, ಆದರೆ ಲೋಹದ ನಿಕ್ಷೇಪವು ಸ್ಲ್ಯಾಗ್ ಪದರದಲ್ಲಿ ಸಂಭವಿಸುತ್ತದೆ, ಇದು ರೂಪುಗೊಂಡ ಸೀಮ್ ಅನ್ನು ನೋಡುವುದನ್ನು ತಡೆಯುತ್ತದೆ. ಸೀಮ್ನ ಶಕ್ತಿ ಮತ್ತು ಸ್ನಿಗ್ಧತೆಯು ಸೂಕ್ಷ್ಮ ಹೊದಿಕೆಯೊಂದಿಗೆ ವಿದ್ಯುದ್ವಾರಗಳಿಂದ ನಡೆಸಲ್ಪಟ್ಟ ಸ್ತರಗಳಿಗಿಂತ ಗಮನಾರ್ಹವಾಗಿ ಹೆಚ್ಚಾಗಿದೆ. ಚರ್ಮದ ಗುಣಮಟ್ಟವನ್ನು ಸುಧಾರಿಸುವುದು ಮತ್ತು ಎಲೆಕ್ಟ್ರೋಡ್ನ ದಪ್ಪ ಕೋಟ್ನಿಂದ ಸ್ಲ್ಯಾಗ್ನಿಂದ ರೂಪುಗೊಂಡ ಗಾಳಿಯ ಆಮ್ಲಜನಕ ಮತ್ತು ಸಾರಜನಕದ ಕ್ರಿಯೆಯ ಮೇಲೆ ಲೋಹದ ರಕ್ಷಣೆಯನ್ನು ಸಾಧಿಸಲಾಗುತ್ತದೆ, ಹಾಗೆಯೇ ಕಡಿಮೆ ಗುಣಮಟ್ಟದ ಲೋಹದೊಳಗೆ ಉತ್ತಮ ಗುಣಮಟ್ಟದ ಅಂಶಗಳನ್ನು ಪರಿಚಯಿಸುವುದು. ಈ ಅಂಶಗಳು ವೆಲ್ಡಿಂಗ್ ಸಮಯದಲ್ಲಿ ಲೋಹದಲ್ಲಿ ಲೇಪನದಿಂದ ಚಲಿಸುತ್ತವೆ.
ಪೈಪ್ಗಳ ಕೈಯಿಂದ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ಗಾಗಿ, ಇ -42 ಮತ್ತು ಇ -42 ಎ ಎಲೆಕ್ಟ್ರೋಡ್ಗಳನ್ನು ಬಳಸುವುದು ಅವಶ್ಯಕ. ವಿದ್ಯುದ್ವಾರಗಳು ಸಾಫ್ಟ್ವೇರ್ನ ಅದೇ ದಪ್ಪದ ಹೊದಿಕೆಯನ್ನು ಹೊಂದಿರಬೇಕು. ಬಿರುಕುಗಳು, ಸ್ಥಳೀಯ ದಪ್ಪಗಳು ಮತ್ತು ಇತರ ಗೋಚರ ದೋಷಗಳು ಇಲ್ಲದೆ ಎಲ್ಲಾ ವಿದ್ಯುದ್ವಾರಗಳು.
ಎಲೆಕ್ಟ್ರೋಡ್ನ ವ್ಯಾಸವನ್ನು ಸುರುಳಿಯಾಕಾರದ ಕೊಳವೆಗಳ ದಪ್ಪವನ್ನು ಅವಲಂಬಿಸಿ ಆಯ್ಕೆ ಮಾಡಬೇಕು. ಬಟನ್ ಸಂಪರ್ಕಗಳು ಗೋಡೆಯ ದಪ್ಪದೊಂದಿಗೆ ಪೈಪ್ಗಳು - 5 ಎಂಎಂ ವರೆಗೆ ವಿದ್ಯುದ್ವಾರಗಳ ಮೂಲಕ 3 ಎಂಎಂ ವ್ಯಾಸದಿಂದ ರೋಟರಿ ಕೀಲುಗಳ ವ್ಯಾಸದಿಂದ 100-250 a, ಮತ್ತು ಟರ್ನಿಂಗ್-ಅಲ್ಲದ ಕೀಲುಗಳು -80-120 ಎ.
ಬಹು-ಲೇಯರ್ಡ್ನಲ್ಲಿ ಬಟನ್ ಸ್ತರಗಳು ಆಳವಾದ ಪೂರೈಕೆದಾರ, ನಂತರದ ಸ್ತರಗಳು - ಹೆಚ್ಚಿನ ವ್ಯಾಸದ ವಿದ್ಯುದ್ವಿಚ್ಛೇದ್ಯಗಳೊಂದಿಗೆ - ಮೊದಲ ಲೇಯರ್ ಅನ್ನು 4 ಮಿ.ಮೀ ವ್ಯಾಸದ ವಿದ್ಯುದ್ವಾರದಿಂದ ವಿದ್ಯುದ್ವಾರ ನಿರ್ವಹಿಸಬೇಕು.
ವಿದ್ಯುತ್ ಪೂರೈಕೆಯಿಂದ ಪ್ರಸ್ತುತ ಪೂರೈಕೆ ಮಾಡುವ ತಂತಿಗಳು ವೆಲ್ಡಿಂಗ್ ಆರ್ಜ್ಹಗುರವಾದ, ಹೊಂದಿಕೊಳ್ಳುವ ಮತ್ತು ವಿಶ್ವಾಸಾರ್ಹ ನಿರೋಧನವನ್ನು ಹೊಂದಿರಬೇಕು.
ವೆಲ್ಡಿಂಗ್ ಮಾಡುವಾಗ, ಕೆಳಗಿನ ರೀತಿಯ ಸಂಪರ್ಕಗಳನ್ನು ನಿರ್ವಹಿಸಲಾಗುತ್ತದೆ: ಜ್ಯಾಕ್, ಟ್ವೀಟ್, ವಿಟಾವರ್ ಮತ್ತು ಕೋನ.
ಪೆಕ್ಟೋರಿಸ್ಟ್ನ ಸಂಯುಕ್ತವನ್ನು ಇದನ್ನು ಕರೆಯಲಾಗುತ್ತದೆ, ಇದರಲ್ಲಿ ಒಂದು ಅಂಶವು ಇನ್ನೊಂದು ಅಂಶವನ್ನು ಮೇಲ್ವಿಚಾರಣೆ ಮಾಡಲಾಗುತ್ತದೆ. ನಂತರದ ಅಗಲವು ಕನಿಷ್ಟ ಎರಡು ಲೋಹದ ದಪ್ಪವಾಗಿರಬೇಕು.
ವೆಲ್ಡಿಂಗ್ ತಯಾರಿಸಲ್ಪಟ್ಟ ಸ್ಥಾನದ ಪ್ರಕಾರ, ಸ್ತರಗಳು ಕಡಿಮೆ, ಸಮತಲ, ಲಂಬ ಮತ್ತು ಸೀಲಿಂಗ್ಗಳಾಗಿವೆ. ಕಡಿಮೆ ಸೀಮ್ ಬೆಸುಗೆಗೆ ಹೆಚ್ಚು ಅನುಕೂಲಕರವಾಗಿದೆ. ಇದು ಎಲೆಕ್ಟ್ರೋಡ್ ಅಡಿಯಲ್ಲಿ ಕೆಳಭಾಗದಲ್ಲಿ ಇದೆ, ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಮೇಲಿನಿಂದ ತಯಾರಿಸಲಾಗುತ್ತದೆ. ಸಮತಲ ಸೀಮ್ ಲಂಬವಾಗಿ ಸ್ಥಾಪಿಸಲಾದ ಪೈಪ್ನ ಸುತ್ತಳತೆಯನ್ನು ನಿರ್ವಹಿಸಿ. ಲಂಬ ಸೀಮ್ ಸ್ಥಾಪಿತ ಕಡಿದಾದ ಪೈಪ್ನ ಬದಿಯಲ್ಲಿದೆ, ಅದರ ಉದ್ದದಿಂದ ಬೆಸುಗೆ ಹಾಕಿದೆ. ಸೀಲಿಂಗ್ ಸೀಮ್ ವೆಲ್ಡರ್ನ ತಲೆಯ ಮೇಲೆ ಪ್ರದರ್ಶನ ನೀಡಲಾಗುತ್ತದೆ.
ವೆಲ್ಡಿಂಗ್ ಪೈಪ್ಲೈನ್ಗಳು ಕೆಳ ಸ್ಥಾನದಲ್ಲಿ (ಸ್ವಿವೆಲ್ ಸ್ತರಗಳು) ಉತ್ತಮವಾಗಿದೆ. ಮೌಂಟಿಂಗ್ ಕೀಲುಗಳನ್ನು ಮಾತ್ರ ಮುಚ್ಚುವುದು ತಡೆರಹಿತವಾಗಿರುತ್ತವೆ.
ಉಕ್ಕಿನ ಕೊಳವೆಗಳು ಪ್ರಧಾನವಾಗಿ ಜ್ಯಾಕ್ ಅನ್ನು ಸಂಪರ್ಕಿಸಿ. ಪೈಪ್ಗಳ ಸಂಪರ್ಕ. ಪದವು ಗೋಡೆಗಳ ಸಂಪೂರ್ಣ ದಪ್ಪಕ್ಕೆ ಅಂಚುಗಳ ಕಡ್ಡಾಯ ನಿಬಂಧನೆಯನ್ನು ಬಯಸುತ್ತದೆ.
ಸಣ್ಣ ವ್ಯಾಸದ ಪೈಪ್ಗಳ ಎಲೆಕ್ಟ್ರಿಕ್ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ ವಿಧಗಳು ಅಂಜೂರದಲ್ಲಿ ತೋರಿಸಲಾಗಿದೆ. ಒಂದು.
ಪೈಪ್ ಒಳಗೆ ಒಳಹರಿವು ಕಡಿಮೆ ಮಾಡಲು, ಸಮತಲಕ್ಕೆ ಎಲೆಕ್ಟ್ರೋಡ್ನ ಇಚ್ಛೆಯ ಕೋನವು 45 ° (ಅಂಜೂರ 1, ಎ) ಇರಬಾರದು.
ಸಣ್ಣ ವ್ಯಾಸದ ಪೈಪ್ಗಳ ಬಟ್ ಮತ್ತು ಟಿ-ಆಕಾರದ ಸಂಯುಕ್ತಗಳನ್ನು ಬೆಸುಗೆ ಮಾಡಿದಾಗ, 3 ಮಿಮೀ ಟೈಪ್ ಇ -42 ಮತ್ತು ಇ -42 ವ್ಯಾಸದ ವಿದ್ಯುದ್ವಾರಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ (ಅಂಜೂರ 1, ಬಿ, ಡಿ) ಬಳಸಲಾಗುತ್ತದೆ. ಪ್ರಸಕ್ತ ಸಾಮರ್ಥ್ಯವನ್ನು 80 ರವರೆಗೆ ಹೊಂದಿಸಲಾಗಿದೆ. ವೆಲ್ಡ್ 2-3 ಮಿಮೀ, 6-8 ಮಿಮೀ ಅಗಲವನ್ನು ಹೊಂದಿರಬೇಕು.
ವೆಲ್ಡಿಂಗ್ ಮಾಡುವಾಗ, ಅದೇ ವಿದ್ಯುದ್ವಾರಗಳು ವೆಲ್ಡಿಂಗ್ ಮಾಡುವಾಗ ಅದೇ ವಿದ್ಯುದ್ವಾರಗಳನ್ನು ಅನ್ವಯಿಸುತ್ತದೆ; ಪ್ರಸ್ತುತ ಶಕ್ತಿಯನ್ನು 10Q-120 ಗೆ ಹೊಂದಿಸಲಾಗಿದೆ. ವೆಲ್ಡಿಯ ಎತ್ತರವು 3 ಮಿಮೀ ಆಗಿರಬೇಕು, ಮತ್ತು ಅಗಲವು 6-8 ಮಿಮೀ ಆಗಿದೆ.
ವೆಲ್ಡಿಂಗ್ ಪೈಪ್ಸ್ ಮೊದಲು, ಕೆಳಗಿನ ಪ್ರಿಪರೇಟರಿ ಕೆಲಸವನ್ನು ನಿರ್ವಹಿಸಬೇಕು: - ಮಣ್ಣಿನ, ಕೊಳಕು ಮತ್ತು ಕಸದಿಂದ ಶುದ್ಧ ಪೈಪ್; - ಕ್ರಾಪ್ ಅಥವಾ ವಿರೂಪಗೊಂಡ ಪೈಪ್ ಕೊನೆಗೊಳ್ಳುತ್ತದೆ. ಪೈಪ್ಗಳ ನೇರ ತುದಿಗಳು ಅವರು ಜೋಡಿಸಿದಾಗ ಹೊಂದಿಕೆಯಾಗಬೇಕು. ಡೆಂಟ್ಗಳು ಮತ್ತು ಕಾಲಾಗಳ ಉಪಸ್ಥಿತಿಯನ್ನು ಅನುಮತಿಸಲಾಗುವುದಿಲ್ಲ;
ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ನಲ್ಲಿ, ಕನಿಷ್ಟ 10 ಮಿಮೀ ಅಗಲದಲ್ಲಿರುವ ಕೊಳವೆಗಳ ಒಳ ಮತ್ತು ಹೊರಗಿನ ಮೇಲ್ಮೈಗೆ ಮೆಟಲ್ ಪ್ರತಿಭೆ ಮತ್ತು ಪಕ್ಕದಲ್ಲಿ ಅಂಚನ್ನು ಶುಚಿಗೊಳಿಸಿ;
ಇಡೀ ಜಂಟಿ ಸಂಪೂರ್ಣವಾಗಿ ಬೆಸುಗೆ ತನಕ ಕಾರ್ಯಾಚರಣೆಯಲ್ಲಿ ವಿರಾಮವಿಲ್ಲದೆ ನಿರ್ವಹಿಸಲು ಕೀಲುಗಳ ಕೀಲುಗಳು; - ಲೈನಿಂಗ್ ರಿಂಗ್ಸ್ ಇಲ್ಲದೆ ವೆಲ್ಡಿಂಗ್ ಪೈಪ್ಲೈನ್ಗಳು; - ಕನಿಷ್ಠ ಎರಡು ಪದರಗಳನ್ನು ನಿರ್ವಹಿಸಲು ಗೋಡೆಗಳ ದಪ್ಪದಿಂದ ಗೋಡೆಗಳ ದಪ್ಪದಿಂದ ರೋಟರಿ ಮತ್ತು ಪ್ರತಿಫಲಿತ ಕೀಲುಗಳ ಪೈಪ್ಗಳ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್; ಪೈಪ್ ಗೋಡೆಯ ದಪ್ಪದಿಂದ 6 ರಿಂದ 12 ಮಿಮೀ - ಮೂರು ಪದರಗಳಲ್ಲಿ ಮತ್ತು ನಾಲ್ಕು ಪದರಗಳಲ್ಲಿ - 19 ಮಿಮೀ ಮತ್ತು ಹೆಚ್ಚಿನ ದಪ್ಪದಿಂದ. ಪ್ರತಿಬಿಂಬಿಸುವ ಮೊದಲು ಪ್ರತಿ ಸೀಮ್ ಪದರವು ಸ್ಲ್ಯಾಗ್ ಅನ್ನು ಸ್ವಚ್ಛಗೊಳಿಸಬೇಕು. RVA ಯ ಮೊದಲ ಪದರಗಳು ಅವನ ಮೂಲದ ಸಂಪೂರ್ಣ ಪೂರೈಕೆದಾರನನ್ನು ಒದಗಿಸಬೇಕು.
ಅಂಜೂರ. 1. ಪೈಪ್ಗಳ ಎಲೆಕ್ಟ್ರಿಕ್ ವೆಲ್ಡಿಂಗ್: ಎ - ಎಲೆಕ್ಟ್ರೋಡ್ನ ಸ್ಥಾನ ವೆಲ್ಡಿಂಗ್ ಪೈಪ್ಸ್, ಬಿ - ಜಾಕಿಂಗ್ಗಾಗಿ ಪೈಪ್ಗಳ ವೆಲ್ಡಿಂಗ್, ಆನ್-ವೆಲ್ಡಿಂಗ್ ಪೈಪ್ಸ್ ಆಫ್ ದಿ ವ್ಯಾನ್ಸೆಲ್, ಜಿ - ಶಾಖೆಗಳ ಸಮಯದಲ್ಲಿ ಪೈಪ್ಗಳ ವೆಲ್ಡಿಂಗ್
ಕೊಳವೆಗಳ ಅಂಚುಗಳ ಆಕಾರ ಮತ್ತು ಬೆವೆಲ್ ಸಮಯದಲ್ಲಿ ಬಳಸಿದ ತಮ್ಮ ಬೆವೆಲ್ನ ಕೋನಗಳು ಟೇಬಲ್ನಲ್ಲಿ ತೋರಿಸಿರುವ ಮೌಲ್ಯಗಳಿಗೆ ಸಂಬಂಧಿಸಿರಬೇಕು. ಒಂದು.
ಕೋಷ್ಟಕ 1
ವೆಲ್ಡಿಂಗ್ ತಯಾರಿಸಲಾದ ಕೊಳವೆಗಳ ಅಂಚುಗಳ ಆಕಾರ 
ಪೈಪ್ಗಳ ಹಸ್ತಚಾಲಿತ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ 4 ಮಿಮೀ ವರೆಗೆ ಗೋಡೆಯ ದಪ್ಪ ಮತ್ತು ಪೈಪ್ಗಳ ಸ್ವಯಂಚಾಲಿತ ವೆಲ್ಡಿಂಗ್ 6 ಮಿಮೀ ವರೆಗಿನ ಒಂದು ದಪ್ಪದೊಂದಿಗೆ ಅಂಚುಗಳ ಬೆವೆಲ್ ಇಲ್ಲದೆ ಉತ್ಪತ್ತಿಯಾಗುತ್ತದೆ.
ಜೋಡಿಗಳು ಮೇಜಿನಲ್ಲಿ ನೀಡಲಾದ ಮೌಲ್ಯಗಳನ್ನು ಮೀರಿಸದಿದ್ದಾಗ ಜೋಡಣೆ (ಅಂಚುಗಳ ಸ್ಥಳಾಂತರ) ನಿಂದ ವ್ಯತ್ಯಾಸಗಳು. 2.
ಕೋಷ್ಟಕ 2
ಕೊಳವೆಗಳನ್ನು ಜೋಡಿಸಿದಾಗ ಅಂಚಿನ ಸ್ಥಳಾಂತರದ ಸಹಿಷ್ಣುತೆಗಳು 
ಕೊಳವೆಗಳನ್ನು ಅಂತರದಿಂದ ಕೊಯ್ಲು ಮಾಡಲಾಗುತ್ತದೆ, ಅದರ ಮೌಲ್ಯವನ್ನು ಟೇಬಲ್ನಲ್ಲಿ ಸೂಚಿಸಲಾಗುತ್ತದೆ. ಹದಿನೆಂಟು.
ಪೈಪ್ಲೈನ್ನ ವೆಲ್ಡ್ಸ್ನ ಸ್ಥಳದಲ್ಲಿ ಶಾಖೆಗಳಿಗೆ ಕುಗ್ಗಿಸುವಿಕೆಯನ್ನು ಅನುಮತಿಸಲಾಗುವುದಿಲ್ಲ.
ಪೈಪ್ಲೈನ್ನ ವಾರ್ಷಿಕ ವೆಲ್ಡ್ ನಡುವಿನ ಅಂತರ ಮತ್ತು ಕೊಳವೆಗಳ ಬೆಸುಗೆ ಕನಿಷ್ಠ 100 ಮಿಮೀ ಇರಬೇಕು.
ಕೋಷ್ಟಕ 3.
ವೆಲ್ಡಿಂಗ್ ಪೈಪ್ಸ್ ಮಾಡುವಾಗ ಅನುಮತಿಸಲಾಗುವ ಅಂತರಗಳು 
ಟೇಪ್ ರೋಟರಿ ಕೀಲುಗಳಿಗೆ 40-50 ಮಿಮೀ ಉದ್ದವಾಗಿರಬೇಕು, 60-70 ಮಿ.ಮೀ. ಟೇಪ್ನ ಎತ್ತರವು ಪೈಪ್ ಗೋಡೆಯ ದಪ್ಪದ 40-50% ಆಗಿರಬೇಕು.
8 ಮಿ.ಮೀ.ಗಿಂತಲೂ ಹೆಚ್ಚಿನ ದಪ್ಪದಿಂದ ಗೋಡೆಗಳ ಪೈಪ್ಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕಿದಾಗ, ಮೊದಲ ಲೇಯರ್ ವೇಗ ವೆಲ್ಡಿಂಗ್ನೊಂದಿಗೆ ಬೇಯಿಸಲಾಗುತ್ತದೆ, ಉಳಿದ ಪದರಗಳು ಘನವಾಗಿರುತ್ತವೆ. ಸ್ಟೆಪ್ಡ್ ವೆಲ್ಡಿಂಗ್ನೊಂದಿಗೆ, ಜಂಟಿ ವೃತ್ತವು ಹಲವಾರು ವಿಭಾಗಗಳಾಗಿ ವಿಭಜನೆಯಾಗುತ್ತದೆ, ಸೈಟ್ ಮೂಲಕ ಮೊದಲು ಬೆಸುಗೆ, ಮತ್ತು ನಂತರ ತಪ್ಪಿಸಿಕೊಂಡ.
ಬೆಸುಗೆ ಮೊದಲ ಪದರವು ಅತ್ಯಂತ ಜವಾಬ್ದಾರಿಯಾಗಿದೆ. ನೀವು ಈ ಪದರವನ್ನು ಎಂಬೆಡ್ ಮಾಡಿದಾಗ, ನೀವು ಸಂಪೂರ್ಣವಾಗಿ ಅಂಚುಗಳು ಮತ್ತು ಮಂದತನವನ್ನು ಕರಗಿಸಬೇಕು. ನಂತರ ಇದು ಅವಶ್ಯಕ. ಯಾವುದೇ ಬಿರುಕುಗಳು ಇಲ್ಲವೇ ಎಂದು ಎಚ್ಚರಿಕೆಯಿಂದ ವೀಕ್ಷಿಸಲಾಗಿದೆ ಮತ್ತು ಪರಿಶೀಲಿಸಲಾಗುತ್ತದೆ. ಪತ್ತೆಯಾದ ಬಿರುಕುಗಳನ್ನು ಕತ್ತರಿಸಿ ಅಥವಾ ಪಾವತಿಸಬೇಕು, ಮತ್ತು ವಿಭಾಗಗಳನ್ನು ಮತ್ತೆ ಬೆಸುಗೆಡಲಾಗುತ್ತದೆ.
ಎರಡನೇ ಮತ್ತು ಮೂರನೇ ಪದರಗಳನ್ನು ಬೆಸುಗೆಕೊಂಡು, ನಿಧಾನವಾಗಿ ಪೈಪ್ ಅನ್ನು ತಿರುಗಿಸುತ್ತದೆ. ಹಿಂದಿನ ಪದರದ ಆರಂಭ ಮತ್ತು ಅಂತ್ಯಕ್ಕೆ ಸಂಬಂಧಿಸಿದಂತೆ ಈ ಪ್ರತಿಯೊಂದು ಪದರಗಳ ಆರಂಭ ಮತ್ತು ಅಂತ್ಯವು 15-30 ಮಿಮೀನಿಂದ ಸ್ಥಳಾಂತರಿಸಬೇಕು.
ಕೊನೆಯ ಸೀಮ್ ಮೃದುವಾದ ಮೇಲ್ಮೈಯನ್ನು ಹೊಂದಿರಬೇಕು ಮತ್ತು ಮುಖ್ಯ ಲೋಹಕ್ಕೆ ಸಲೀಸಾಗಿ ಚಲಿಸಬೇಕು.
ಮಲ್ಟಿಲೇಯರ್ ವೆಲ್ಡಿಂಗ್ನ ಸಂದರ್ಭದಲ್ಲಿ, ಪ್ರತಿ ನಂತರದ ಪದರವು ಹಿಮ್ಮುಖದ ಹಿಂದಿನ ದಿಕ್ಕಿನಲ್ಲಿ ನಡೆಯುತ್ತದೆ, ಪ್ರತಿ ಪದರವನ್ನು ಮುಚ್ಚುವ ವಿಭಾಗಗಳು ಪರಸ್ಪರರ ಸಮನಾಗಿರುತ್ತದೆ. ಇದು ವೆಲ್ಡಿಂಗ್ ಗುಣಮಟ್ಟವನ್ನು ಸುಧಾರಿಸುತ್ತದೆ.
ಸೀಮ್ನ ಪ್ರತಿಯೊಂದು ಪದರದ ಬೆಸುಗೆ ಮತ್ತು ಅದರ ಪಕ್ಕದ ಪ್ರದೇಶವು ಲೇಯರ್ಗಳ ಉತ್ತಮ ಸಮ್ಮಿಳನಕ್ಕಾಗಿ ಸ್ಲ್ಯಾಗ್ ಮತ್ತು ಸ್ಪ್ಲಾಶ್ಗಳಿಂದ ಶುದ್ಧೀಕರಿಸಲ್ಪಟ್ಟಿದೆ.
ಪೈಪ್ಲೈನ್ \u200b\u200bಕೀಲುಗಳ ಕೈಪಿಡಿ ವಿದ್ಯುತ್ ಶಸ್ತ್ರಾಸ್ತ್ರ ವೆಲ್ಡಿಂಗ್
ಅಧ್ಯಾಯ XXVIII.
ಕೆಲವು ರೀತಿಯ ರಚನೆಗಳನ್ನು ಬೆಸುಗೆ ಮಾಡುವ ಲಕ್ಷಣಗಳು
↑ 125. ಪೈಪ್ ವೆಲ್ಡಿಂಗ್
ಸಾಮಾನ್ಯ. ಪೈಪ್ಲೈನ್ಗಳನ್ನು ನಿರ್ಮಿಸುವಾಗ, ವೆಲ್ಡ್ಡ್ ಕೀಲುಗಳು ಸ್ವಿವೆಲ್ ಆಗಿರಬಹುದು, ಅಲ್ಲದ ಪ್ರತಿಫಲಿತ ಮತ್ತು ಸಮತಲ (Fig. 123).
ಅಂಜೂರ. 123. WELDED ಪೈಪ್ ಕೀಲುಗಳು:
ಮತ್ತು - ಸ್ವಿವೆಲ್, ಬಿ - ತಿರುವು ಇಲ್ಲ, ಇನ್ - ಅಡ್ಡಲಾಗಿ
ಪೈಪ್ ಜೋಡಣೆ ಮತ್ತು ಬೆಸುಗೆ ಮಾಡುವ ಮೊದಲು, ಅವರು ಯೋಜನೆಯ ಅವಶ್ಯಕತೆಗಳನ್ನು ಅನುಸರಿಸುತ್ತಾರೆ, ಅದರ ಪ್ರಕಾರ ಪೈಪ್ಲೈನ್ \u200b\u200bಅನ್ನು ನಿರ್ಮಿಸಲಾಗಿದೆ, ಮತ್ತು ವಿಶೇಷಣಗಳು. ಪೈಪ್ಗಳ ಮೇಲಿನ ಪ್ರಮಾಣಪತ್ರದ ಉಪಸ್ಥಿತಿ, ಪೈಪ್ ಎಲಿಪ್ಸೆನ್ಸ್ ಅನುಪಸ್ಥಿತಿಯಲ್ಲಿ, ಪೈಪ್ ಗಾತ್ರದ ಅನುಪಸ್ಥಿತಿಯಲ್ಲಿ, ತಾಂತ್ರಿಕ ವಿಶೇಷಣಗಳು ಅಥವಾ gosts ನಲ್ಲಿ ನಿರ್ದಿಷ್ಟಪಡಿಸಿದ ಅವಶ್ಯಕತೆಗಳೊಂದಿಗೆ ಪೈಪ್ ಲೋಹದ ರಾಸಾಯನಿಕ ಸಂಯೋಜನೆ ಮತ್ತು ಯಾಂತ್ರಿಕ ಗುಣಲಕ್ಷಣಗಳನ್ನು ಅನುಸರಿಸುತ್ತದೆ.
ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ಪೈಪ್ಗಳ ಕೀಲುಗಳ ತಯಾರಿಕೆಯಲ್ಲಿ, ಅದರ ಅಕ್ಷಕ್ಕೆ ಕತ್ತರಿಸುವ ಪೈಪ್ನ ಸಮತಲವನ್ನು ನಿರ್ಲಕ್ಷಿಸಿ, ಅಂಚಿನ ಅಂಚಿನ ಕೋನ ಮತ್ತು ಮಂದತನದ ಪ್ರಮಾಣವನ್ನು ಪರಿಶೀಲಿಸಲಾಗುತ್ತದೆ. ಸೀಮ್ ಬಹಿರಂಗಪಡಿಸುವಿಕೆ ಕೋನವು 60-70 ° ಆಗಿರಬೇಕು ಮತ್ತು ಬಿಡುವು 2-2.5 ಮಿಮೀ (ಅಂಜೂರ 124) ಆಗಿದೆ. ಯಾಂತ್ರಿಕ ವಿಧಾನ, ಗ್ಯಾಸ್ ಚೂಪಾದ ಅಥವಾ ಚಿಕಿತ್ಸೆಯ ಅಂಚುಗಳ ಗುಣಮಟ್ಟವನ್ನು ಒದಗಿಸುವ ಯಾಂತ್ರಿಕ ವಿಧಾನ, ಅನಿಲ ಚೂಪಾದ ಅಥವಾ ಇತರ ವಿಧಾನಗಳಿಂದ ಪೈಪ್ಗಳ ತುದಿಗಳಿಂದ ಚಾಂಪಿಮರ್ಸ್ ತೆಗೆದುಹಾಕಲಾಗುತ್ತದೆ.

ಅಂಜೂರ. 124. ಗೋಡೆಯ ದಪ್ಪದಿಂದ ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ಪೈಪ್ ಅಂಚುಗಳ ತಯಾರಿಕೆ 8-12 ಮಿಮೀ
ಸುರುಳಿಯಾಕಾರದ ಕೊಳವೆಗಳ ಗೋಡೆಗಳ ದಪ್ಪದಲ್ಲಿನ ವ್ಯತ್ಯಾಸ ಮತ್ತು ಅವರ ಅಂಚುಗಳ ಸ್ಥಳಾಂತರವು ಗೋಡೆಯ ದಪ್ಪದ 10% ನಷ್ಟು ಮೀರಬಾರದು, ಆದರೆ 3 ಮಿಮೀಗಿಂತಲೂ ಹೆಚ್ಚಿರಬಾರದು. ಪೈಪ್ಗಳನ್ನು ಡಾಕಿಂಗ್ ಮಾಡುವಾಗ, ಕಣ್ಗಾವಲು ಅಂಶಗಳ ಸಂಪರ್ಕ ಅಂಚುಗಳ ನಡುವಿನ ಏಕರೂಪದ ಅಂತರವು 2-3 ಮಿಮೀ ಆಗಿದೆ.
ಜರ್ಮ್ಡ್ ಪೈಪ್ಗಳ ಅಂಚನ್ನು ಜೋಡಿಸುವ ಮೊದಲು, 15-20 ಮಿಮೀ ಉದ್ದದಲ್ಲಿ ಅವುಗಳ ಪಕ್ಕದಲ್ಲಿ ಆಂತರಿಕ ಮತ್ತು ಹೊರಗಿನ ಮೇಲ್ಮೈಗಳು ತೈಲ, ಸ್ಕೇಲ್, ರಸ್ಟ್ ಮತ್ತು ಡರ್ಟ್ನಿಂದ ಶುದ್ಧೀಕರಿಸಲ್ಪಡುತ್ತವೆ.
ವೆಲ್ಡ್ನ ಅವಿಭಾಜ್ಯ ಭಾಗವಾಗಿರುವ ಫಿಕ್ಸ್, ಅದೇ ವಿದ್ಯುದ್ವಾರಗಳನ್ನು ಬಳಸಿಕೊಂಡು ಕೀಲುಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕುವ ಅದೇ ಬೆಸುಗೆಗಾರರನ್ನು ನಿರ್ವಹಿಸಿ. ಪೈಪ್ಗಳು 300 ಮಿ.ಮೀ.ವರೆಗಿನ ವ್ಯಾಸದಿಂದ ಬೆಸುಗೆಯಾದಾಗ, 3-4 ಎಂಎಂ ಮತ್ತು 50 ಮಿಮೀ ಉದ್ದದ ನಾಲ್ಕು ಸ್ಥಳಗಳಲ್ಲಿ ವೃತ್ತದ ಸುತ್ತಲೂ ಟ್ಯಾಗ್ ಅನ್ನು ಸಮವಾಗಿ ನಿರ್ವಹಿಸಲಾಗುತ್ತದೆ. 300 ಮಿ.ಮೀ ಗಿಂತಲೂ ಹೆಚ್ಚು ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ವೆಲ್ಡಿಂಗ್ ಪೈಪ್ಗಳು, ಪ್ರತಿ 250-300 ಮಿಮೀ ಇಡೀ ಜಂಟಿ ವೃತ್ತದ ಉದ್ದಕ್ಕೂ ಟೇಪ್ಗಳು ಏಕರೂಪವಾಗಿರುತ್ತವೆ.
ಪೈಪ್ಲೈನ್ಗಳನ್ನು ಅನುಸ್ಥಾಪಿಸುವಾಗ, ಹೆಚ್ಚಿನ ಜಂಕ್ಷನ್ಗಳು ಸ್ವಿವೆಲ್ ಸ್ಥಾನದಲ್ಲಿ ಬೆಸುಗೆ ಹಾಕುತ್ತವೆ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ಅವಶ್ಯಕವಾಗಿದೆ. ಗೋಡೆಯ ದಪ್ಪವು 12 ಮಿ.ಮೀ., ಮೂರು ಪದರಗಳಲ್ಲಿ ಬೆಸುಗೆ ಹಾಕಿದ ಪೈಪ್ಗಳು. ಮೊದಲ ಪದರವು ಅಂಚುಗಳ ಸೀಮ್ ಮತ್ತು ವಿಶ್ವಾಸಾರ್ಹ ಸಮ್ಮಿಳನದಲ್ಲಿ ಸ್ಥಳೀಯ ಪ್ರಾಂತ್ಯವನ್ನು ಸೃಷ್ಟಿಸುತ್ತದೆ. ಇದನ್ನು ಮಾಡಲು, ಫಿಲ್ಟರ್ ಲೋಹವು ಪೈಪ್ನೊಳಗೆ ರೂಪುಗೊಂಡಿದೆ, 1-1.5 ಮಿಮೀ ಎತ್ತರವಿರುವ ಕಿರಿದಾದ ಥ್ರೆಡ್ ರೋಲರ್, ವೃತ್ತದಾದ್ಯಂತ ಸಮವಾಗಿ ವಿತರಿಸುತ್ತದೆ. ಐಕಸಿಸ್ ಮತ್ತು ಗ್ರಾಫ್ ಇಲ್ಲದೆ ಒದಗಿಸುವವರನ್ನು ಪಡೆಯಲು, ಎಲೆಕ್ಟ್ರೋಡ್ನ ಚಲನೆಯು ವೆಲ್ಡಿಂಗ್ ಸ್ನಾನದ ಮೇಲೆ ಕಳೆದುಕೊಳ್ಳುವ ಎಲೆಕ್ಟ್ರೋಡ್ ವಿಳಂಬದೊಂದಿಗೆ ಪರಸ್ಪರ ಸಂಬಂಧ ಹೊಂದಿರಬೇಕು, ಅಂಚುಗಳ ನಡುವಿನ ಸ್ವಲ್ಪ ಅಡ್ಡಾದಿಡ್ಡಿ ಆಂದೋಲನ ಮತ್ತು ಕೋನೀಯ ಕೋನದ ಮೇಲ್ಭಾಗದಲ್ಲಿ ಸಣ್ಣ ರಂಧ್ರದ ರಚನೆ ಅಂಚುಗಳ. ಚಾಪದಿಂದ ಮುಖ್ಯ ಲೋಹದ ಪ್ರಸರಣದ ಪರಿಣಾಮವಾಗಿ ರಂಧ್ರವನ್ನು ಪಡೆಯಲಾಗುತ್ತದೆ. ಅದರ ಗಾತ್ರವು ಪೈಪ್ಗಳ ನಡುವೆ 1-2 ಮಿಮೀ ಹೊಂದಿಸಬಾರದು.
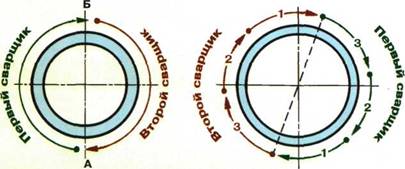
ವೆಲ್ಡಿಂಗ್ ಸ್ವಿವೆಲ್ ಕೀಲುಗಳು. 3-4 ಎಂಎಂ ಎತ್ತರದಲ್ಲಿ 3-4 ಎಂಎಂ ಎತ್ತರವು ವಿದ್ಯುದ್ವಾರಗಳೊಂದಿಗೆ 2, 3 ಮತ್ತು 4 ಮಿ.ಮೀ ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ವಿದ್ಯುದ್ವಾರಗಳೊಂದಿಗೆ ಬೆಸುಗೆ ಹಾಕುತ್ತದೆ, ಎರಡನೆಯ ಪದರವು ದೊಡ್ಡ ವ್ಯಾಸದ ವಿದ್ಯುದ್ವಾರಗಳಿಂದ ಮತ್ತು ಹೆಚ್ಚಿದ ಪ್ರವಾಹವನ್ನು ಚಿತ್ರೀಕರಿಸಲಾಗುತ್ತದೆ. ಮೊದಲ ಎರಡು ಪದರಗಳನ್ನು ಈ ಕೆಳಗಿನ ವಿಧಾನಗಳಲ್ಲಿ ಒಂದನ್ನು ನಿರ್ವಹಿಸಬಹುದು.
1. ಜೋಕ್ ಅನ್ನು ನಾಲ್ಕು ವಿಭಾಗಗಳಾಗಿ ವಿಂಗಡಿಸಲಾಗಿದೆ. ಆರಂಭದಲ್ಲಿ, 1-2 ರ ವಿಭಾಗಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕುತ್ತಾರೆ, ಅದರ ನಂತರ ಪೈಪ್ 180 ° ಮತ್ತು 3 ಮತ್ತು 4 ರ ವಿಭಾಗಗಳನ್ನು (ಅಂಜೂರ 125) ವಜಾಗೊಳಿಸಲಾಗುತ್ತದೆ. ಪೈಪ್ ಅನ್ನು ನಂತರ 90 ° ಮತ್ತು ವೆಲ್ಡ್ಡ್ ವಿಭಾಗಗಳು 5 ಮತ್ತು 6 ರ ಮೂಲಕ ಸುತ್ತುತ್ತದೆ, ನಂತರ ಪೈಪ್ 180º ಮತ್ತು ವೆಲ್ಡ್ ವಿಭಾಗಗಳು 7 ಮತ್ತು 8 ಅನ್ನು ತಿರುಗಿಸಿ.

ಅಂಜೂರ. 125. ಪೈಪ್ ಜಾಯಿಂಟ್ ವೆಲ್ಡಿಂಗ್ ಸರ್ಕ್ಯೂಟ್:
2. ಜೋಕ್ ಅನ್ನು ನಾಲ್ಕು ವಿಭಾಗಗಳಾಗಿ ವಿಂಗಡಿಸಲಾಗಿದೆ. ಮೊದಲ ವೆಲ್ಡ್ 1 ಮತ್ತು 2, ನಂತರ ಪೈಪ್ 90 ° ಮತ್ತು ವಿಭಾಗಗಳು 3 ಮತ್ತು 4 ಅನ್ನು ವೆಲ್ಡ್ (ಅಂಜೂರ 126) ತಿರುಗಿಸಿ. ಮೊದಲ ಪದರದ ಬೆಸುಗೆ ಮಾಡಿದ ನಂತರ, ಪೈಪ್ ಅನ್ನು 90 ° ಮತ್ತು 5 ಮತ್ತು 6 ರ ಪರಿಚ್ಛೇದ ಮಾಡಲಾಗುತ್ತದೆ, ನಂತರ ಪೈಪ್ 90 ° ಮತ್ತು ವಿಭಾಗಗಳು 7 ಮತ್ತು 8 ಅನ್ನು ವೆಲ್ಡ್ ಮಾಡಲಾಗುತ್ತದೆ.

ಅಂಜೂರ. 126. ಎರಡನೇ ವಿಧಾನದಲ್ಲಿ ಪೈಪ್ನ ಜಂಟಿ ಯೋಜನೆ
3. ಜಂಟಿ ಹಲವಾರು ವಿಭಾಗಗಳಾಗಿ ವಿಂಗಡಿಸಲಾಗಿದೆ (500 ಮಿ.ಮೀ.ಗಿಂತಲೂ ಹೆಚ್ಚು ವ್ಯಾಸದಿಂದ ವೆಲ್ಡಿಂಗ್ ಕೊಳವೆಗಳು), ವೆಲ್ಡಿಂಗ್ ಪ್ರತ್ಯೇಕ ವಿಭಾಗಗಳಲ್ಲಿ (ಅಂಜೂರ 127) ಹಿಮ್ಮೆಟ್ಟಿಸುವ ಹಂತವನ್ನು ಮುನ್ನಡೆಸುತ್ತದೆ. ಪ್ರತಿ ಸೀಮ್ ವಿಭಾಗದ ಉದ್ದ (1-8) 150300 ಮಿಮೀ ಮತ್ತು ಪೈಪ್ನ ವ್ಯಾಸವನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ.

ಅಂಜೂರ. 127. ದೊಡ್ಡ ವ್ಯಾಸ ಪೈಪ್ಗಳ ಜಂಟಿ ಬೆಸುಗೆ ಯೋಜನೆ:
ಎ - ಮೊದಲ ಲೇಯರ್, ಬಿ - ಸೆಕೆಂಡ್ ಲೇಯರ್
ಮೇಲೆ ಚರ್ಚಿಸಿದ ಎಲ್ಲಾ ವಿಧಾನಗಳಲ್ಲಿ ಮೂರನೇ ಪದರವು ಒಂದು ದಿಕ್ಕಿನಲ್ಲಿ ಅನ್ವಯಿಸಲ್ಪಡುತ್ತದೆ. 200 ಮಿ.ಮೀ.ವರೆಗಿನ ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ಪೈಪ್ಗಳಲ್ಲಿ, ನೀವು ವಿಭಾಗಗಳಿಗೆ ಜಂಟಿಯಾಗಿ ವಿಭಜಿಸಲು ಸಾಧ್ಯವಿಲ್ಲ ಮತ್ತು ಅದನ್ನು ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಪೈಪ್ ಅನ್ನು ತಿರುಗಿಸುವ ಮೂಲಕ ಘನ ಸೀಮ್ನೊಂದಿಗೆ (ಅಂಜೂರ 128). ಎರಡನೇ ಮತ್ತು ಮೂರನೇ ಪದರಗಳನ್ನು ಮೊದಲಿಗೆ ಇದೇ ರೀತಿ ನಿರ್ವಹಿಸಲಾಗುತ್ತದೆ, ಆದರೆ ವಿರುದ್ಧ ದಿಕ್ಕುಗಳಲ್ಲಿ. ಎಲ್ಲಾ ಸಂದರ್ಭಗಳಲ್ಲಿ, ಹಿಂದಿನ 10-15 ಮಿಮೀ ಮೂಲಕ ಪ್ರತಿ ನಂತರದ ಅತಿಕ್ರಮಣ ಅಗತ್ಯ.
ಅಂಜೂರ. 128. ಸಣ್ಣ ವ್ಯಾಸ ಟ್ಯೂಬ್ ಜಂಟಿ
ಅಲ್ಲದ ಟರ್ನಿಂಗ್ ಜಂಕ್ಷನ್ಗಳ ಬೆಸುಗೆ. ಗೋಡೆಯ ದಪ್ಪದಿಂದ 12 ಮಿ.ಮೀ ವರೆಗಿನ ಗೋಡೆಗಳ ದಪ್ಪವು ಮೂರು ಪದರಗಳಲ್ಲಿ ಬೆಸುಗೆಯಾಗುತ್ತದೆ, ಪ್ರತಿ ಪದರದ ಎತ್ತರವು 4 ಮಿಮೀ ಮೀರಬಾರದು, ಮತ್ತು ರೋಲರ್ನ ಅಗಲವು ಎಲೆಕ್ಟ್ರೋಡ್ನ ಎರಡು-ಮೂರು ವ್ಯಾಸಗಳಿಗೆ ಸಮಾನವಾಗಿರಬೇಕು.
300 ಮಿಮೀ ಗಿಂತಲೂ ಹೆಚ್ಚು ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ಪೈಪ್ಗಳ ಕೀಲುಗಳು ರಿವರ್ಸ್ ಹಂತದ ರೀತಿಯಲ್ಲಿ ಬೆಸುಗೆ ಹಾಕುತ್ತವೆ, ಪ್ರತಿ ವಿಭಾಗದ ಉದ್ದವು 150-300 ಮಿಮೀ ಆಗಿರಬೇಕು, ಅವರ ಒವರ್ಲೆ ಕ್ರಮವನ್ನು ಅಂಜೂರದಲ್ಲಿ ತೋರಿಸಲಾಗಿದೆ. 129.

ಅಂಜೂರ. 400 ಎಂಎಂ ವರೆಗೆ ವ್ಯಾಸದ ಪೈಪ್ಗಳನ್ನು (ಲೇಯರ್ಗಳ ಉದ್ದಕ್ಕೂ ಬೆಸುಗೆ ಬರುವ ವಿಭಾಗಗಳ ಸಂಖ್ಯೆಗಳನ್ನು ತೋರಿಸಲಾಗುತ್ತದೆ, ಮತ್ತು ಬಾಣಗಳು - ವೆಲ್ಡಿಂಗ್ ನಿರ್ದೇಶನ - ಲೇಯರ್ಗಳ ಪದರಗಳ ಪದರಗಳ ಪದರಗಳು.
ವೆಲ್ಡಿಂಗ್ ಸ್ನಾನದ ಮೇಲೆ ಆರ್ಕ್ ವಿಳಂಬದಿಂದ ವಿದ್ಯುದ್ವಾರವನ್ನು ಸ್ವೀಕರಿಸಿದಾಗ ಮೊದಲ ಪದರವು ರೂಪುಗೊಳ್ಳುತ್ತದೆ. ಪ್ರಸ್ತುತವು 140-170 a ಗೆ ಹೊಂದಿಸಲಾಗಿದೆ, ಇದು ನಿಮ್ಮ ಆಂತರಿಕ ಬದಿಯಲ್ಲಿ 1-1.5 ಮಿಮೀ ಎತ್ತರವಿರುವ ಕಿರಿದಾದ ಥ್ರೆಡ್ ರೋಲರ್ ಅನ್ನು ರೂಪಿಸಲು ಜಂಟಿ ಅಂಚಿಗೆ ಅನುಮತಿಸುತ್ತದೆ. ಅದೇ ಸಮಯದಲ್ಲಿ, ಕರಗಿದ ಲೋಹ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ಗಳ ದೊಡ್ಡ ಸ್ಪ್ಲಾಶ್ಗಳು ಬೆಸುಗೆ ಹಾಕಿದ ಅಂಚುಗಳಿಗೆ ತಯಾರಿಸಬೇಕು ಮತ್ತು ಬೆಸುಗೆ ಇಲ್ಲದೆ ಬರ್ನ್ಸ್ ಮಾಡಬಾರದು. ಈ ಚಾಪಕ್ಕೆ ಚಿಕ್ಕದಾಗಿರಬೇಕು. ಸ್ನಾನದಿಂದ ಆರ್ಕ್ ಅನ್ನು ತೆರೆಯುವುದು, 1-2 ಮಿ.ಮೀ ಗಿಂತಲೂ ಹೆಚ್ಚಿನದನ್ನು ತೆಗೆದುಹಾಕಲು ಅಸಾಧ್ಯ. ಆರಂಭದ ಅತಿಕ್ರಮಣ ಮತ್ತು ಪಕ್ಕದ ಪದರದ ಅಂತ್ಯವು 20-25 ಮಿಮೀ ಆಗಿರಬೇಕು.
ಎರಡನೇ ಪದರವನ್ನು ಬೆಸುಗೆ ಮಾಡುವ ವಿಧಾನವು ಮೊದಲ ಪದರವನ್ನು ಬೆಸುಗೆ ಹಾಕುವಂತೆಯೇ ಇರುತ್ತದೆ. ಎರಡನೇ ಲೇಯರ್ನ ವೆಲ್ಡಿಂಗ್ ಸಮಯದಲ್ಲಿ ಎಲೆಕ್ಟ್ರೋಡ್ ಒಂದು ಅಂಚಿನಲ್ಲಿ ಒಂದು ತುದಿಯ ತುದಿಯಿಂದ ಮತ್ತೊಂದು ತುದಿಯಲ್ಲಿ ಅಂಚಿನಲ್ಲಿದೆ.
ಬೆಸುಗೆಯಾದಾಗ, ಪ್ರತಿ ಪದರದ ಮೇಲ್ಮೈಯು ನಿಗದಿತವಾಗಬಹುದು (ಅಂಜೂರ 130, ಎ) ಅಥವಾ ಸ್ವಲ್ಪ ಪೀನ (ಅಂಜೂರ 130, ಬಿ), ಸೀಮ್ನ ವಿಪರೀತ ಸಂವೇದನೆ, ವಿಶೇಷವಾಗಿ ಯಾವಾಗ ಸೀಲಿಂಗ್ ವೆಲ್ಡಿಂಗ್ (ಅಂಜೂರ 130, ಸಿ), ನಿಸ್ಸಂದೇಹವಾಗಿ ಕಾರಣವಾಗಬಹುದು.

ಅಂಜೂರ. 130. ರೂಟ್ ಸೀಮ್ನ ಮೇಲ್ಮೈ:
ಮತ್ತು - ಕಾನ್ಕೇವ್, 6 - ಸ್ವಲ್ಪ ಪೀನ, ಬಿ ತುಂಬಾ ಪೀನ (ಬಾಣಗಳು ಆಸಕ್ತಿಯ ಸ್ಥಳಗಳನ್ನು ಸೂಚಿಸುತ್ತವೆ)
ಉಲ್ಬಣ ಪ್ರದೇಶದ ಕೊನೆಯ ಪದರವನ್ನು ಕಾಪಾಡಿಕೊಳ್ಳುವ ದಿಕ್ಕಿನಲ್ಲಿ ವೆಲ್ಡಿಂಗ್ ವಲಯದ ವೀಕ್ಷಣೆಯನ್ನು ಸುಲಭಗೊಳಿಸಲು, ಅಂಚುಗಳ ಪ್ರದೇಶದಲ್ಲಿ ಅನ್ವಯಿಸುವುದರಿಂದ ಅದರ ಮೇಲ್ಮೈ ಅಂಚುಗಳ ಅಂಚುಗಳ ಕೆಳಗೆ 1-1.5 ಮಿಮೀ (ಅಂಜೂರ 131). ಎರಡನೆಯ ಪದರವನ್ನು 2-3 ಮಿಮೀ ಎತ್ತರ ಮತ್ತು ಅಂಚಿನ ಕತ್ತರಿಸುವ ಅಗಲಕ್ಕಿಂತ 2-3 ಮಿಮೀ ಅಗಲವಿದೆ; ಇದು ವೆಲ್ಡ್ ಮೆಟಲ್ನಿಂದ ಮುಖ್ಯವಾದ ಪರಿವರ್ತನೆಯನ್ನು ಹೊಂದಿರಬೇಕು.

ಅಂಜೂರ. 131. ಎಡ್ಜ್ ಕಟಿಂಗ್ ಸರ್ಕ್ಯೂಟ್
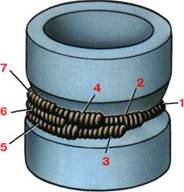
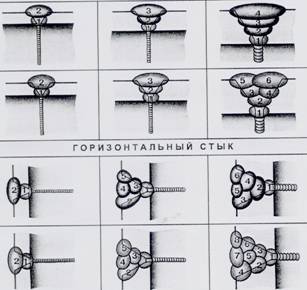
ಬೆಸುಗೆ ಅಡ್ಡಲಾಗಿರುವ ಜಂಕ್ಷನ್ಗಳು. ಪೈಪ್ಗಳ ಸಮತಲ ಕೀಲುಗಳನ್ನು ಜೋಡಿಸಿದಾಗ, ಕೆಳ ಪೈಪ್ನ ಅಂಚುಗಳನ್ನು ಸಂಪೂರ್ಣವಾಗಿ ತೆಗೆದುಹಾಕುವ ಅಗತ್ಯವಿಲ್ಲ, ಇದು 10-15 ° ಕೋನದಲ್ಲಿ ಅದನ್ನು ಬಹಿರಂಗಪಡಿಸಲು ಸಾಕು, ಅದು ಅದರ ಗುಣಮಟ್ಟವನ್ನು ಬದಲಿಸದೆ ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯನ್ನು ಸುಧಾರಿಸುತ್ತದೆ (ಅಂಜೂರ 132 , ಎ). ಕೆಳಗಿನ ಟ್ಯೂಬ್ನಲ್ಲಿ ಅಗೋಚರ ಪೈಪ್ಲೈನ್ಗಳನ್ನು ಜೋಡಿಸಿದಾಗ, ಚೇಫರ್ ಅನ್ನು ಎಲ್ಲಾ (ಅಂಜೂರ 132, ಬಿ) ತೆಗೆದುಹಾಕಲಾಗುವುದಿಲ್ಲ.

ಅಂಜೂರ. 132. ಜವಾಬ್ದಾರಿಯುತ (ಎ) ಮತ್ತು ವಿರೇಚಕ (ಬಿ) ಪೈಪ್ಲೈನ್ಗಳು ಮತ್ತು ಅವರ ವೆಲ್ಡಿಂಗ್ (ಬಿ) ನ ಸಮತಲ ಕೀಲುಗಳ ಅಂಚುಗಳ ಅಂಚುಗಳ ರೇಖಾಚಿತ್ರವನ್ನು ಕತ್ತರಿಸಿ, ಪದರಗಳ ಸಂಖ್ಯೆಗಳನ್ನು ಸೂಚಿಸಲಾಗುತ್ತದೆ.
ಸಮತಲ ಕೀಲುಗಳ ಅತ್ಯುತ್ತಮ ವೆಲ್ಡಿಂಗ್ ವಿಧಾನವು ಸಣ್ಣ ಕ್ರಾಸ್-ಸೆಕ್ಷನ್ ರೋಲರ್ಸ್ನ ವೆಲ್ಡಿಂಗ್ ಆಗಿದೆ. ಮೊದಲ ರೋಲರ್ ಅನ್ನು ಸೀಮ್ (ಅಂಜೂರ 132, C) ನೊಂದಿಗೆ ವಿದ್ಯುದ್ವಾರಗಳೊಂದಿಗೆ ವಿದ್ಯುದ್ವಾರಗಳೊಂದಿಗೆ ವಿದ್ಯುದ್ವಾರಗಳೊಂದಿಗೆ (160-190ರ ಪ್ರವಾಹದಲ್ಲಿ) ಒಳಭಾಗದಲ್ಲಿ ಕಡ್ಡಾಯ ಚಲನೆಯನ್ನು ಹೊಂದಿರುವ ವಿದ್ಯುದ್ವಾರಗಳೊಂದಿಗೆ ಇಳುವರಿಗೂ ನೀಡಲಾಗುತ್ತದೆ ಕಿರಿದಾದ ಥ್ರೆಡ್ ರೋಲರ್ನ ಜಂಟಿ 1-1.5 ಎಂಎಂ ಎತ್ತರವಿದೆ. ಮೊದಲ ರೋಲರ್ (ಪದರ) ನಂತರ, ಅದರ ಮೇಲ್ಮೈಯಿಂದ ಸ್ವಚ್ಛಗೊಳಿಸಲ್ಪಡುತ್ತದೆ, ಎರಡನೆಯ ರೋಲರ್ ಅನ್ನು ಮೇಲ್ವಿಚಾರಣೆ ಮಾಡಲಾಗುತ್ತದೆ, ಇದರಿಂದಾಗಿ ಈ ಕೆಳಗಿನ ಅಂಚಿನಲ್ಲಿರುವ ಅಂಚಿನಲ್ಲಿ ಕೆಳ ಅಂಚಿನಿಂದ ಕೆಳ ಅಂಚಿನಲ್ಲಿರುವ ಸಣ್ಣ ಆಂದೋಲನದೊಂದಿಗೆ ಇದು ಅತಿಕ್ರಮಿಸುತ್ತದೆ ಅಂಚು. ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಮೊದಲ ಲೇಯರ್ (ರೋಲರ್) ನ ವೆಲ್ಡಿಂಗ್ನಂತೆಯೇ ನಡೆಸಲಾಗುತ್ತದೆ, ನಂತರ ಪ್ರಸ್ತುತವು 250-300 ಗೆ ಹೆಚ್ಚಾಗುತ್ತದೆ ಮತ್ತು 5 ಮಿಮೀ ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ವಿದ್ಯುದ್ವಾರಗಳೊಂದಿಗೆ ಮೂರನೇ ರೋಲರ್ ಅನ್ನು ಹೆಚ್ಚಿಸುತ್ತದೆ, ಇದು ವೆಲ್ಡಿಂಗ್ ಕಾರ್ಯಕ್ಷಮತೆಯನ್ನು ಹೆಚ್ಚಿಸುತ್ತದೆ. ಮೂರನೇ ರೋಲರ್ ಅನ್ನು ಮೊದಲಿಗರಿಗೆ ಎದುರಾಗಿರುವ ದಿಕ್ಕಿನಲ್ಲಿ ವಿಧಿಸಲಾಗುತ್ತದೆ, ಇದು ಎರಡನೇ ರೋಲರ್ನ ಅಗಲವನ್ನು 70% ನಷ್ಟು ಹೆಚ್ಚಿಸಬೇಕು. ನಾಲ್ಕನೇ ರೋಲರ್ ಅನ್ನು ಅದೇ ದಿಕ್ಕಿನಲ್ಲಿ ಇರಿಸಲಾಗುತ್ತದೆ, ಆದರೆ ಅವರು ಮೂರನೇ ರೋಲರ್ ಮತ್ತು ಮೇಲಿನ ಅಂಚಿನ ನಡುವಿನ ಬಿಡುವುದಲ್ಲಿದ್ದಾರೆ.
ಪೈಪ್ನ ಜಂಟಿಯಾಗಿ ಮೂರು ಪದರಗಳಿಗಿಂತಲೂ ಹೆಚ್ಚು ಪೈಪ್ನ ಜಂಟಿಯಾಗಿ, ಮೂರನೇ ಪದರದಿಂದ ಪ್ರಾರಂಭವಾಗುವ ಪ್ರತಿ ತರುವಾಯವು ಹಿಂದಿನ ಒಂದಕ್ಕಿಂತ ವಿರುದ್ಧ ದಿಕ್ಕಿನಲ್ಲಿ ನಡೆಯುತ್ತದೆ. 200 ಎಂಎಂ ವರೆಗೆ ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ಕೊಳವೆಗಳು ಘನ ಸ್ತರಗಳೊಂದಿಗೆ ಬೆಸುಗೆ ಹಾಕುತ್ತವೆ, ಮತ್ತು 200 ಮಿಮೀ ಹೆಚ್ಚು ವ್ಯಾಸವು ಹಿಮ್ಮುಖ ಹಂತ ವಿಧಾನವಾಗಿದೆ.
ಆತ್ಮೀಯ ಸಂದರ್ಶಕ, "ವೆಲ್ಡಿಂಗ್ ಪೈಪ್" ಎಂಬ ಲೇಖನವನ್ನು ನೀವು ಓದಿದ್ದೀರಿ, ಇದನ್ನು "ಹಸ್ತಚಾಲಿತ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್" ನಲ್ಲಿ ಪ್ರಕಟಿಸಲಾಗಿದೆ. ಈ ಲೇಖನವನ್ನು ನೀವು ಇಷ್ಟಪಟ್ಟರೆ ಅಥವಾ ಉಪಯುಕ್ತವಾಗಿದ್ದರೆ, ಅದನ್ನು ಹಂಚಿಕೊಳ್ಳಿ, ದಯವಿಟ್ಟು, ದಯವಿಟ್ಟು, ನಿಮ್ಮ ಸ್ನೇಹಿತರು ಮತ್ತು ಪರಿಚಯಸ್ಥರೊಂದಿಗೆ.
ನಿಮ್ಮ ಜ್ಞಾನವನ್ನು ಗಳಿಸಿ. ಪ್ರಶ್ನೆಗಳಿಗೆ ಉತ್ತರಿಸಿ ಮತ್ತು ಅದಕ್ಕೆ ಹಣ ಪಡೆಯಿರಿ!
ಫೆಬ್ರವರಿ 11, 2012 | ವೀಕ್ಷಣೆಗಳು: 48851 |
ಅರೇ (\u003d\u003e [~ ಟ್ಯಾಗ್ಗಳು] \u003d\u003e \u003d\u003e 40509 [~ ~ id] \u003d\u003e 40509 \u003d ಪೈಪ್ಲೈನ್ \u200b\u200bವೆಲ್ಡಿಂಗ್ ತಂತ್ರಜ್ಞಾನ [~ ಹೆಸರು] \u003d\u003e ಪೈಪ್ಲೈನ್ \u200b\u200bವೆಲ್ಡಿಂಗ್ ತಂತ್ರಜ್ಞಾನ \u003d\u003e 1 [~ iBlock_id] \u003d\u003e 1 \u003d\u003e 115 [~ iBlock_Section_id ] \u003d\u003e 115 \u003d\u003e
ಪೈಪ್ಲೈನ್ಸ್ ವರ್ಗೀಕರಣ
ಮೀನುಗಾರಿಕೆ ಪೈಪ್ಲೈನ್ಗಳು
ಮುಖ್ಯ ಪೈಪ್ಲೈನ್ಗಳು
ನೀರು ಸರಬರಾಜು ಮತ್ತು ಚರಂಡಿ
ಪೈಪ್ಲೈನ್ಗಳ ವೆಲ್ಡಿಂಗ್ ವಿಧಾನಗಳು
ಕೋಷ್ಟಕ 1
ಪೈಪ್ಗಳಿಗೆ ಅವಶ್ಯಕತೆಗಳು
ಸಿಐಎಸ್ ಪೈಪ್ಗಳಲ್ಲಿ GOST 8731 ರ ಅನುಗುಣವಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ ... GOST 8734 ಗುಂಪುಗಳು ಬಿ, ಜೊತೆಗೆ ಸಂಬಂಧಿತ ತಾಂತ್ರಿಕ ಮತ್ತು ಆರ್ಥಿಕ ಸಮರ್ಥನೆಯೊಂದಿಗೆ - GOST 9567; ಸ್ಟೀಲ್ ಎಲೆಕ್ಟ್ರಿಕ್ ವೆಲ್ದ್ ಪೈಪ್ಸ್ - ಷರತ್ತುಬದ್ಧ ವ್ಯಾಸ (ಡಿಎಫ್) ಗೆ 800 ಎಂಎಂ ಸೇರಿದಂತೆ ಪೈಪ್ಗಳಿಗೆ 20295 ರ ಪ್ರಕಾರ. ಪೈಪ್ ಡು\u003e
ಪೈಪ್ ಅಸೆಂಬ್ಲಿ ಅವಶ್ಯಕತೆಗಳು
ಪೂರ್ವಭಾವಿಯಾಗಿ
ಕೋಷ್ಟಕ 2
(° ಸಿ) tp.p \u003d 1440 rcm - 392.
ಕೋಷ್ಟಕ 3.
[~ Reasy_text] \u003d\u003e
ಪೈಪ್ಲೈನ್ಸ್ ವರ್ಗೀಕರಣ
ಪೈಪ್ಲೈನ್ನ ಕ್ರಿಯಾತ್ಮಕ ಉದ್ದೇಶವನ್ನು ಅವಲಂಬಿಸಿ, ವಿಂಗಡಿಸಲಾಗಿದೆ:
ಮೀನುಗಾರಿಕೆ ಪೈಪ್ಲೈನ್ಗಳು
ಮುಖ್ಯ ಪೈಪ್ಲೈನ್ಗಳು
ಪೈಪ್ಲೈನ್ಗಳು ದಂಪತಿಗಳು ಐ. ಬಿಸಿ ನೀರು
ತಾಂತ್ರಿಕ ಪೈಪ್ಲೈನ್ಗಳು
ಗ್ಯಾಸ್ ಸಪ್ಲೈ ಪೈಪ್ಲೈನ್ಗಳು (ವಿತರಣೆ)
ನೀರು ಸರಬರಾಜು ಮತ್ತು ಚರಂಡಿ
ಪೈಪ್ಗಳ ತಯಾರಿಕೆಯಲ್ಲಿ ಬಳಸಲಾಗುವ ಉಕ್ಕಿನಲ್ಲಿ ಗಮನಾರ್ಹವಾದ ಪರಿಮಾಣ ಮತ್ತು ವಿವಿಧ ಉದ್ದೇಶಗಳ ಪೈಪ್ಲೈನ್ಗಳ ನಿರ್ಮಾಣವು ಕಡಿಮೆ ಕಾರ್ಬನ್ ಮತ್ತು ಕಡಿಮೆ-ಮಿಶ್ರಲೋಹ ಉಕ್ಕಿನ ಮೂಲಕ 500 mpa ವರೆಗಿನ ಇಳುವರಿ ಬಲದಿಂದ ಆಕ್ರಮಿಸಿಕೊಂಡಿರುತ್ತದೆ.
ವಿವಿಧ ಉದ್ದೇಶಗಳ ಪೈಪ್ಲೈನ್ಗಳ ನಿರ್ಮಾಣದ ಸಮಯದಲ್ಲಿ ಪೈಪ್ ವೆಲ್ಡಿಂಗ್ನ ತಾಂತ್ರಿಕ ಪ್ರಕ್ರಿಯೆಗಳು ಬಹುತೇಕ ಪರಸ್ಪರ ಭಿನ್ನವಾಗಿರುತ್ತವೆ, ಮತ್ತು ಆಡಳಿತದ ನಿಯಂತ್ರಕ ಮತ್ತು ತಾಂತ್ರಿಕ ದಾಖಲೆಗಳು ಅಂಚುಗಳ ತಯಾರಿಕೆಯ ಅಗತ್ಯತೆಗಳಲ್ಲಿ ಮಾತ್ರ ವ್ಯತ್ಯಾಸಗಳು, ಅಸೆಂಬ್ಲಿ, ಗುಣಮಟ್ಟ ಬೆಸುಗೆ ಹಾಕಿದ ಕೀಲುಗಳು ಮತ್ತು ಭವಿಷ್ಯದ ಶಕ್ತಿ ಮತ್ತು ಬಿಗಿತ ಮತ್ತು ಬಿಗಿತಕ್ಕಾಗಿ ಪರೀಕ್ಷೆಯ ಪ್ರಕಾರ, ಪೈಪ್ಲೈನ್ಗಳ ಮುಖ್ಯ ಮತ್ತು ವಿತರಣೆ (ಅನಿಲ ಪೂರೈಕೆ ಪೈಪ್ಲೈನ್ಗಳು) ಉದಾಹರಣೆಯಲ್ಲಿ ತಯಾರಿಕಾ ಪ್ರಕ್ರಿಯೆಯ ಸಾಮಾನ್ಯ ನಿಬಂಧನೆಗಳನ್ನು ನಾವು ಪರಿಗಣಿಸುತ್ತೇವೆ.
ಪೈಪ್ಲೈನ್ಗಳ ವೆಲ್ಡಿಂಗ್ ವಿಧಾನಗಳು
ವೆಲ್ಡಿಂಗ್ ಪೈಪ್ಲೈನ್ಗಳಿಗೆ ವಿಧಾನಗಳು ಥರ್ಮಲ್, ಥರ್ಮಮೆಕಾನಿಕಲ್ ಮತ್ತು ಯಾಂತ್ರಿಕವಾಗಿ ವರ್ಗೀಕರಿಸಲ್ಪಟ್ಟಿವೆ. ಉಷ್ಣ ವಿಧಾನಗಳು ಎಲ್ಲಾ ರೀತಿಯ ಕರಗುವ ವೆಲ್ಡಿಂಗ್ (ಆರ್ಕ್, ಗ್ಯಾಸ್, ಪ್ಲಾಸ್ಮಾ, ಎಲೆಕ್ಟ್ರಾನ್-ಕಿರಣ, ಲೇಸರ್, ಲೇಸರ್ ವಿಧಗಳು ವೆಲ್ಡಿಂಗ್. ಥರ್ಮೋಮೆಕಾನಿಕಲ್ ವರ್ಗವು ಕಟುಕಾಂತೀಯ ನಿಯಂತ್ರಿತ ಆರ್ಕ್ನ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಒಳಗೊಂಡಿರುತ್ತದೆ. ಯಾಂತ್ರಿಕ ವಿಧಾನಗಳಿಗೆ ಘರ್ಷಣೆ ಮತ್ತು ಸ್ಫೋಟ ಸೇರಿವೆ ಬೆಸುಗೆ.
ಶಕ್ತಿಯ ವಾಹಕಗಳ ಪ್ರಕಾರ (ಆರ್ಕ್, ಗ್ಯಾಸ್, ಪ್ಲಾಸ್ಮಾ, ಲೇಸರ್, ಇತ್ಯಾದಿ) ಮೂಲಕ ವೆಲ್ಡಿಂಗ್ ಪೈಪ್ಲೈನ್ಗಳಿಗೆ ವಿಧಾನಗಳಿವೆ; ಸಂಯುಕ್ತದ ರಚನೆಯ ಪರಿಸ್ಥಿತಿಗಳಲ್ಲಿ (ವೆಲ್ಡ್ನ ಉಚಿತ ಅಥವಾ ಬಲವಂತದ ರಚನೆ); ವೆಲ್ಡಿಂಗ್ ವಲಯವನ್ನು ರಕ್ಷಿಸುವ ವಿಧಾನದಿಂದ (ಫ್ಲಕ್ಸ್ ಅಡಿಯಲ್ಲಿ, ರಕ್ಷಣಾತ್ಮಕ ಅನಿಲಗಳಲ್ಲಿ, ಸ್ವಯಂ-ರಕ್ಷಿಸುವ ವಿದ್ಯುದ್ವಾರ ತಂತಿಯ, ಇತ್ಯಾದಿ); ಪ್ರಕ್ರಿಯೆಯ ಯಾಂತ್ರಿಕೀಕರಣ ಮತ್ತು ಯಾಂತ್ರೀಕೃತಗೊಂಡ ಪ್ರಕಾರ (ಕೈಪಿಡಿ, ಯಾಂತ್ರೀಕೃತ, ಸ್ವಯಂಚಾಲಿತ ಮತ್ತು ರೊಬೊಟಿಕ್).
ಮುಖ್ಯ ಪೈಪ್ಲೈನ್ಗಳ ವೆಲ್ಡಿಂಗ್ಗಾಗಿ, ಗ್ರೇಟೆಸ್ಟ್ ವಿತರಣೆಯನ್ನು ಸ್ವೀಕರಿಸಲಾಗಿದೆ ಆರ್ಕ್ ವಿಧಾನಗಳು ಬೆಸುಗೆ. ಹೆದ್ದಾರಿಗಳಲ್ಲಿನ ಎಲ್ಲಾ ಕೀಲುಗಳಲ್ಲಿ 60% ಕ್ಕಿಂತಲೂ ಹೆಚ್ಚು ಫ್ಲಕ್ಸ್ ಅಡಿಯಲ್ಲಿ ಸ್ವಯಂಚಾಲಿತ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ನಿಂದ ಬೆಸುಗೆಡಲಾಗುತ್ತದೆ. ಫ್ಲಕ್ಸ್ ಅಡಿಯಲ್ಲಿ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಜಂಟಿಯಾಗಿ ತಿರುಗಿಸುವ ಸಾಮರ್ಥ್ಯವಿರುವ ಸಂದರ್ಭಗಳಲ್ಲಿ ಮಾತ್ರ ಬಳಸಲಾಗುತ್ತದೆ. ಫ್ಲಕ್ಸ್ನ ಕೆಳಗಿರುವ ಪೈಪ್ಲೈನ್ಗಳ ವೆಲ್ಡಿಂಗ್ ಮುಖ್ಯವಾಗಿ 219 ... 1420 ಮಿಮೀ ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ಎರಡು ಮತ್ತು ಮೂರು-ಪೈಪ್ ವಿಭಾಗಗಳ ತಯಾರಿಕೆಯಲ್ಲಿ ಬಳಸಲಾಗುತ್ತದೆ. ಯಾಂತ್ರೀಕೃತ ವಿಧಾನಗಳ ಬಳಕೆಯು ಅಸಾಧ್ಯವಾದಾಗ, ಹಸ್ತಚಾಲಿತ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಬಳಸಲಾಗುತ್ತದೆ.
ಹಸ್ತಚಾಲಿತ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ ಜಂಕ್ಷನ್ ವಿವಿಧ ಪ್ರಾದೇಶಿಕ ಸ್ಥಾನಗಳೊಂದಿಗೆ ನಡೆಸಲಾಗುತ್ತದೆ - ಕಡಿಮೆ, ಲಂಬ ಮತ್ತು ಸೀಲಿಂಗ್. ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ, ಜಂಕ್ಷನ್ ಪರಿಧಿಯ ಸುತ್ತ ಎಲೆಕ್ಟ್ರಾಪ್ರವೇಶಿಯನ್ನು 8 ... 20 m / h.
ರಕ್ಷಣಾತ್ಮಕ ಅನಿಲ ವೆಲ್ಡಿಂಗ್ ವೈವಿಧ್ಯತೆಗಳನ್ನು ಹೊಂದಿದೆ: ರಕ್ಷಣಾತ್ಮಕ ಅನಿಲಗಳ ಪ್ರಕಾರ - ನಿಷ್ಕ್ರಿಯ ಅನಿಲಗಳ (ಆರ್ಗಾನ್, ಹೀಲಿಯಂ, ಅವರ ಮಿಶ್ರಣ), ಸಕ್ರಿಯ ಅನಿಲಗಳು (CO2, ಸಾರಜನಕ, ಹೈಡ್ರೋಜನ್), inert ಮತ್ತು ಸಕ್ರಿಯ ಅನಿಲಗಳ ಮಿಶ್ರಣದಲ್ಲಿ ಬೆಸುಗೆ CO2; AG + CO2 + O2); ಎಲೆಕ್ಟ್ರೋಡ್ ಪ್ರಕಾರ - ಕರಗುವ ಮತ್ತು ಒಗ್ಗೂಡಿಸದ (ಟಂಗ್ಸ್ಟನ್) ಎಲೆಕ್ಟ್ರೋಡ್; ಯಾಂತ್ರಿಕತೆ, ಕೈಪಿಡಿ, ಯಾಂತ್ರೀಕೃತ ಮತ್ತು ಸ್ವಯಂಚಾಲಿತ ವೆಲ್ಡಿಂಗ್ ಪದವಿ ಪ್ರಕಾರ. ರಕ್ಷಣಾತ್ಮಕ ಅನಿಲಗಳಲ್ಲಿ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ವಿವಿಧ ಪ್ರಾದೇಶಿಕ ಸ್ಥಾನಗಳಲ್ಲಿ ಪೈಪ್ಲೈನ್ನಿಂದ ಬೆಸುಗೆಗೆ ಬಳಸಲಾಗುತ್ತದೆ. ಹಸ್ತಚಾಲಿತ ಬೆಸುಗೆ 8 ... 30 ಮೀ / ಗಂ, ಯಾಂತ್ರೀಕೃತ ಮತ್ತು ಸ್ವಯಂಚಾಲಿತ 20 ... 60 ಮೀ / ಗಂ. ಪೈಪ್ಲೈನ್ನಿಂದ ವೆಲ್ಡಿಂಗ್ಗಾಗಿ, ಬಲವಂತದ ಸೀಮ್ ರಚನೆಯೊಂದಿಗೆ ಪುಡಿ ತಂತಿಯೊಂದಿಗೆ ಯಾಂತ್ರಿಕೃತ ಬೆಸುಗೆ ಹಾಕುವ ವಿಧಾನವನ್ನು ಬಳಸಲಾಗುತ್ತದೆ, ಇದರಲ್ಲಿ ತಂತಿ ಶೆಲ್ ಅನ್ನು ತುಂಬುವ ಪುಡಿಮಾಡಿದ ಘಟಕಗಳಿಂದ ರಕ್ಷಣೆ ಕಾರ್ಯಗಳನ್ನು ನಿರ್ವಹಿಸಲಾಗುತ್ತದೆ. ವೆಲ್ಡಿಂಗ್ ಸ್ನಾನವು ಸ್ಫಟಿಕೀಕರಣಗೊಂಡಂತೆ, ಹೊರಗಿನ ರೂಪಿಸುವ ಸಾಧನ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಹೆಡ್ ಜಂಕ್ಷನ್ ಪರಿಧಿಯ ಉದ್ದಕ್ಕೂ ಕೆಳಗಿನಿಂದ 10 ಮೀ / ಗಂ ವೇಗದಲ್ಲಿ ಚಲಿಸುತ್ತದೆ. ಒಂದು ಪೈಪ್ಲೈನ್ನೊಂದಿಗೆ ಲೇಸರ್ ವೆಲ್ಡಿಂಗ್, ಇದರಲ್ಲಿ ಒಂದು ಲೇಸರ್ ಕಿರಣವು ಶಕ್ತಿಯ ವಾಹಕದಿಂದ ಬಡಿಸಲಾಗುತ್ತದೆ. ಲೇಸರ್ ವೆಲ್ಡಿಂಗ್ನ ವೇಗವು 300 ಮೀ / ಗಂ ವರೆಗೆ ಇರುತ್ತದೆ.
ನಿರಂತರ ಕರಗುವ ಮೂಲಕ ಸಂಪರ್ಕ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಸಂಪರ್ಕಿಸುವಾಗ, ನಿರ್ದಿಷ್ಟ ಪ್ರೋಗ್ರಾಂ ಪ್ರಕಾರ ಪ್ರಕ್ರಿಯೆಯು ಸ್ವಯಂಚಾಲಿತವಾಗಿ ಕಂಡುಬರುತ್ತದೆ. 1420 ಎಂಎಂ ವ್ಯಾಸದ ಕೊಳವೆಗಳ ಒಂದು ಜಂಕ್ಷನ್ ನ ಕಾಲಾವಧಿಯು 3 ... 4 ನಿಮಿಷ, ಪೈಪ್ಲೈನ್ಸ್ -10 ನಿರ್ಮಾಣದ ಸಮಯದಲ್ಲಿ ಒಂದು ಜಂಟಿ ಬೆಸುಗೆ ಚಕ್ರ ... 15 ನಿಮಿಷ.
ಕಾಂತೀಯವಾಗಿ ನಿಯಂತ್ರಿತ ಆರ್ಕ್ (ಅಥವಾ ಆರ್ಕ್ಯಾಕ್ಟ್ ವೆಲ್ಡಿಂಗ್) ನ ಸ್ವಯಂಚಾಲಿತ ವೆಲ್ಡಿಂಗ್ ಬಟ್ ಸಂಪರ್ಕ ವೆಲ್ಡಿಂಗ್ನಿಂದ ಅಂಚುಗಳನ್ನು ಬಿಸಿಮಾಡುವ ಮೂಲಕ ಭಿನ್ನವಾಗಿದೆ. ಆರ್ಕ್ಯಾಂಟ್ಯಾಕ್ಟ್ ವೆಲ್ಡಿಂಗ್ನಲ್ಲಿ, ಕವಚದಿಂದ ಆಯಸ್ಕಾಂತೀಯ ಕ್ಷೇತ್ರವನ್ನು ಸುತ್ತುವರಿದ ಕೊಳವೆಗಳ ಅಂಚುಗಳ ಉದ್ದಕ್ಕೂ ಆಯಾಸವನ್ನು ತಿರುಗಿಸುತ್ತದೆ. ಈ ವೆಲ್ಡಿಂಗ್ ವಿಧಾನವನ್ನು ಸಣ್ಣ ಪೈಪ್ಲೈನ್ಗಳನ್ನು (114 ಎಂಎಂ) ವ್ಯಾಸವನ್ನು ನಿರ್ಮಿಸಲು ಬಳಸಲಾಗುತ್ತದೆ.
ಮುಖ್ಯ ಮತ್ತು ವಿತರಣಾ ಪೈಪ್ಲೈನ್ಗಳ ನಿರ್ಮಾಣದಲ್ಲಿ ಬಳಸಲಾದ ನಿಯಂತ್ರಕ ದಾಖಲೆಗಳು
ಅಸೆಂಬ್ಲಿಯ ಅನುಷ್ಠಾನಕ್ಕೆ ನಿಯಮಗಳನ್ನು ನಿಯಂತ್ರಿಸುವ ಮುಖ್ಯ ನಿಯಂತ್ರಕ ದಾಖಲೆ ವೆಲ್ಡಿಂಗ್ ಕೆಲಸ ಸಿಐಎಸ್ನಲ್ಲಿನ ಪೈಪ್ಲೈನ್ಗಳ ನಿರ್ಮಾಣದ ಸಮಯದಲ್ಲಿ, "ವೆಲ್ಡಿಂಗ್ ವರ್ಕ್ಸ್ ಆಫ್ ವೆಲ್ಡಿಂಗ್ ವರ್ಕ್ಸ್ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಕೀಲುಗಳ ಗುಣಮಟ್ಟ ನಿಯಂತ್ರಣವನ್ನು ಅಭಿವೃದ್ಧಿಪಡಿಸಿದ" ನಿರ್ಮಾಣದ ನಿಯಮಗಳು ಮತ್ತು ನಿಯಮಗಳು "ಎಸ್ಪಿ 105-34-96, ಹಾಗೆಯೇ ಸ್ನಿಪ್ ಅನ್ನು ಅಭಿವೃದ್ಧಿಪಡಿಸಲಾಯಿತು. 3.05.02.88 "ಗ್ಯಾಸ್ ಸಪ್ಲೈ ಪೈಪ್ಲೈನ್ಗಳು". ಈ ದಾಖಲೆಗಳು ಬೆಸುಗೆಗಾರರ \u200b\u200bಪರೀಕ್ಷೆ ಮತ್ತು ಸಹಿಷ್ಣುತೆಯ ನಿಯಂತ್ರಣದ ಪರೀಕ್ಷೆಗಳಿಗೆ ನಿಯಮಗಳನ್ನು ಒದಗಿಸುತ್ತವೆ, ಕೊಳವೆಗಳ ತಯಾರಿಕೆಯಲ್ಲಿ, ಎಡಿಟಿಂಗ್, ದುರಸ್ತಿ ಮತ್ತು ಪೈಪ್ಗಳ ನಿಯಮಗಳು, ಅಸೆಂಬ್ಲಿ ವಿಧಾನ ವಿವಿಧ ಪೈಪ್ಸ್ ಪರಸ್ಪರ ಮತ್ತು ಜೊತೆ ಪೈಪ್ ಫಿಟ್ಟಿಂಗ್ಗಳುಟ್ರ್ಯಾಕ್ನಲ್ಲಿ ಕೆಲಸ ಮಾಡುವಾಗ ವೆಲ್ಡಿಂಗ್ ಮತ್ತು ಹವಾಮಾನ ಪರಿಸ್ಥಿತಿಗಳ ವಿಧಾನಗಳು ನಿಗದಿಪಡಿಸಲ್ಪಡುತ್ತವೆ, ರೆಗ್ಯುಲೇಟರಿ ಡಾಕ್ಯುಮೆಂಟ್ಗಳು ಶಿಫಾರಸು ಮಾಡಿದ ವೆಲ್ಡಿಂಗ್ ವಸ್ತುಗಳ ಬಳಕೆಯನ್ನು ನಿಯಂತ್ರಿಸುತ್ತವೆ, ಹಾಗೆಯೇ ವೆಲ್ಡೆಡ್ ಪೈಪ್ಲೈನ್ \u200b\u200bಸಂಯುಕ್ತಗಳು, ಅವುಗಳ ವಿಕಾರ ಮತ್ತು ದುರಸ್ತಿಗಾಗಿ ಪರಿಸ್ಥಿತಿಗಳನ್ನು ನಿಯಂತ್ರಿಸುತ್ತವೆ.
ಈ ಸ್ನಿಪ್ಸ್ನ ಪ್ರಮುಖ ನಿಬಂಧನೆಗಳ ಬೆಳವಣಿಗೆಯಲ್ಲಿ, ವೆಲ್ಡಿಂಗ್ ಪೈಪ್ಲೈನ್ಗಳಿಗೆ ತಾಂತ್ರಿಕ ಸೂಚನೆಗಳನ್ನು ಅಭಿವೃದ್ಧಿಪಡಿಸಲಾಯಿತು (VNI 066-89 ಮತ್ತು ಎಲ್ಬಿಎನ್ A.3.1. -36-3-96 ಮತ್ತು ಪೈಪ್ಲೈನ್ಗಳ ವೆಲ್ಡೆಡ್ ಕೀಲುಗಳನ್ನು ನಿಯಂತ್ರಿಸುವ ವಿಧಾನ (VN 012-88) . ಈ ಸೂಚನೆಗಳನ್ನು ನಿಯಂತ್ರಿಸುತ್ತದೆ: ಪೈಪ್ಗಳ ರಿಂಗ್ ಕೀಲುಗಳ ತಂತ್ರಜ್ಞಾನದ ಕೈಯಿಂದ ಮತ್ತು ಸ್ವಯಂಚಾಲಿತ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ನ ಮುಖ್ಯ ನಿಬಂಧನೆಗಳು, ಹಾಗೆಯೇ 14 ರಿಂದ 1420 ಮಿ.ಮೀ.ಗಳ ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ಟ್ರಂಕ್ ಮತ್ತು ವಿತರಣಾ ಪೈಪ್ಲೈನ್ಗಳ ವಿತರಣಾ ಬಲವರ್ಧನೆಯೊಂದಿಗೆ 1 ರಿಂದ 26 ಮಿ.ಮೀ.ವರೆಗಿನ ಗೋಡೆಯು 7.5 ಮಿ.ಮೀ. . ಹಸ್ತಚಾಲಿತ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ ತಂತ್ರಗಳನ್ನು ಬಳಸಿಕೊಂಡು ಪೈಪ್ಲೈನ್ಸ್ ವೆಲ್ಡಿಂಗ್ನ ತಾಂತ್ರಿಕ ಲಕ್ಷಣಗಳನ್ನು ಪ್ರಸ್ತುತಪಡಿಸುತ್ತದೆ, ಫ್ಲಕ್ಸ್ ಅಡಿಯಲ್ಲಿ ಸ್ವಯಂಚಾಲಿತ ವೆಲ್ಡಿಂಗ್, ರಕ್ಷಣಾತ್ಮಕ ಅನಿಲಗಳ ಪರಿಸರ ಮತ್ತು ಪುಡಿ ತಂತಿಯಲ್ಲಿ ಸ್ವಯಂಚಾಲಿತ ವೆಲ್ಡಿಂಗ್ಗಳು ದಬ್ಬಾಳಿಕೆಯ ಸೀಮ್ ರಚನೆಯೊಂದಿಗೆ. ಸೂಚನೆಗಳು ವೆಲ್ಡಿಂಗ್ ವಿಶೇಷ ಉದ್ದೇಶ ಪೈಪ್ಲೈನ್ಗಳಿಗೆ (ಅಮೋನಿಯ, ಎಥಿಲೀನ್, ಎಥೆಲೆನ್, ಎಥೆನಾಲ್, ಇಂಗಾಲದ ಡೈಆಕ್ಸೈಡ್, ಇತ್ಯಾದಿಗಳನ್ನು ಸಾಗಿಸಲು), ಹಾಗೆಯೇ ಭ್ರೂಣದ ಉತ್ಪನ್ನಗಳಿಗೆ ಪೈಪ್ಲೈನ್ಗಳಿಗೆ ಅನ್ವಯಿಸುವುದಿಲ್ಲ.
ಅಬ್ರಾಡ್ ಆಫ್ ಪೈಪ್ಲೈನ್ಗಳ ನಿರ್ಮಾಣದಲ್ಲಿ ರಾಷ್ಟ್ರೀಯ ಮತ್ತು ಅಂತರರಾಷ್ಟ್ರೀಯ ಮಾನದಂಡಗಳು (ಕೋಷ್ಟಕ 1) ಮೂಲಕ ಮಾರ್ಗದರ್ಶನ ನೀಡಲಾಗುತ್ತದೆ, ಇದರಲ್ಲಿ ಆರಿ 1104, ಆರಿ 5 ಡಿ ಮತ್ತು ಸಿಎಸ್ 4515 ದೊಡ್ಡ ಜನಪ್ರಿಯತೆಯನ್ನು ಬಳಸಿಕೊಳ್ಳುತ್ತಾರೆ. ಅಂತರರಾಷ್ಟ್ರೀಯ ಪ್ರಮಾಣದ ISO 8517 ಮತ್ತು ಯುರೋಪಿಯನ್ ಸ್ಟ್ಯಾಂಡರ್ಡ್ ಎನ್ 25817.
ಕೋಷ್ಟಕ 1
ಪೈಪ್ಗಳಿಗೆ ಅವಶ್ಯಕತೆಗಳು
ಕಾಂಡ ಮತ್ತು ವಿತರಣಾ ಅನಿಲ ಪೈಪ್ಲೈನ್ಗಳ ನಿರ್ಮಾಣಕ್ಕಾಗಿ, ಉಕ್ಕಿನ ತಡೆರಹಿತ ವಿದ್ಯುತ್ ವೆಲ್ಡ್ ಸ್ಟ್ರಾಬೆರಿಗಳು ಮತ್ತು ಸುರುಳಿಯಾಕಾರದ ಹೊಡೆತಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. 1020 ಎಂಎಂ ವರೆಗೆ ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ಪೈಪ್ಗಳು ಶಾಂತ ಮತ್ತು ಅರೆ ಪ್ರಕಾಶಮಯ ಕಡಿಮೆ ಮಿಶ್ರಲೋಹ ಉಕ್ಕುಗಳು, ಪೈಪ್ಗಳು 1420 ಮಿಮೀ ವರೆಗೆ ವ್ಯಾಸದಿಂದ ತಯಾರಿಸಲ್ಪಟ್ಟಿವೆ - ಕಡಿಮೆ-ಮಿಶ್ರಲೋಹದ ಉಕ್ಕುಗಳಿಂದ ಉಷ್ಣಾತ್ಮಕವಾಗಿ ಸುಧಾರಿತ ಅಥವಾ ಥರ್ಮೋಮೆಕಾನಿಕಲ್ ಗಟ್ಟಿಯಾದ ಸ್ಥಿತಿಯಲ್ಲಿ. ವಿತರಣೆ ಅನಿಲ ಪೈಪ್ಲೈನ್ಗಳಿಗೆ ಮಾತ್ರ ಕಡಿಮೆ ಒತ್ತಡ (0.005 ಎಂಪಿಎ ವರೆಗೆ) ಕುದಿಯುವ ಕಡಿಮೆ ಕಾರ್ಬನ್ ಸ್ಟೀಲ್ಗಳಿಂದ ಪೈಪ್ಗಳನ್ನು ಬಳಸಲು ಅನುಮತಿಸಲಾಗಿದೆ.
ಸಿಐಎಸ್ ಪೈಪ್ಗಳಲ್ಲಿ GOST 8731 ರ ಅನುಗುಣವಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ ... GOST 8734 ಗುಂಪುಗಳು ಬಿ, ಜೊತೆಗೆ ಸಂಬಂಧಿತ ತಾಂತ್ರಿಕ ಮತ್ತು ಆರ್ಥಿಕ ಸಮರ್ಥನೆಯೊಂದಿಗೆ - GOST 9567; ಸ್ಟೀಲ್ ಎಲೆಕ್ಟ್ರಿಕ್ ವೆಲ್ದ್ ಪೈಪ್ಸ್ - ಷರತ್ತುಬದ್ಧ ವ್ಯಾಸ (ಡಿಎಫ್) ಗೆ 800 ಎಂಎಂ ಸೇರಿದಂತೆ ಪೈಪ್ಗಳಿಗೆ 20295 ರ ಪ್ರಕಾರ. ಪೈಪ್ ಡು\u003e 800 ಎಂಎಂ, ವಿಶೇಷ ತಾಂತ್ರಿಕ ಪರಿಸ್ಥಿತಿಗಳನ್ನು ಅಭಿವೃದ್ಧಿಪಡಿಸಲಾಗಿದೆ ಇದರಲ್ಲಿ ಮುಖ್ಯವಾದ ಅಗತ್ಯತೆಗಳನ್ನು ಸೇರಿಸಬೇಕು.
ಮುಗಿದ ಕೊಳವೆಗಳು ಗುರುತಿಸಲ್ಪಟ್ಟಿವೆ, ಪೈಪ್ನ ತುದಿಗಳಲ್ಲಿ ಒಂದರಿಂದ 250-500 ಮಿಮೀ ದೂರದಲ್ಲಿ ಅಂಚೆಚೀಟಿಗಳು (ಕೋಲ್ಡ್ ಸ್ಟ್ಯಾಂಪಿಂಗ್) ಅನ್ನು ಕೆಳಗಿಳಿಸಲಾಗುತ್ತದೆ: ಉತ್ಪಾದಕನ ಟ್ರೇಡ್ಮಾರ್ಕ್ ಅಥವಾ ಹೆಸರು; ಉಕ್ಕಿನ ಬ್ರ್ಯಾಂಡ್ ಅಥವಾ ಅದರ ಷರತ್ತುಬದ್ಧವಾದ ಪದನಾಮ; ಪೈಪ್ ಸಂಖ್ಯೆ; ತಾಂತ್ರಿಕ ನಿಯಂತ್ರಣದ ಅಂಚೆಚೀಟಿ; ತಯಾರಿಕೆ ವರ್ಷ. ಅಂಟಗಳ ಕಥಾವಸ್ತುವು ಸ್ಪಷ್ಟವಾಗಿ ಬಣ್ಣವನ್ನು ವಿತರಿಸಲಾಗುತ್ತದೆ. ಇದರ ಜೊತೆಗೆ, ಅದರ ವ್ಯಾಸ ಮತ್ತು ಗೋಡೆಯ ದಪ್ಪವು ಪೈಪ್ ಇಂಥೀಯಬಲ್ ಬಣ್ಣವನ್ನು ಸೂಚಿಸುತ್ತದೆ.
ಅಮೆರಿಕನ್ ಆಯಿಲ್ ಇನ್ಸ್ಟಿಟ್ಯೂಟ್ (ARI) ನ ಮಾನದಂಡಗಳ ಪ್ರಕಾರ ಆಮದು ಕೊಳವೆಗಳನ್ನು ತಯಾರಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಸರಬರಾಜು ಮಾಡಲಾಗುತ್ತದೆ: AII-5 I (ತಡೆರಹಿತ ಮತ್ತು ನೇರವಾದ ಕೊಳವೆಗಳು), AII-513 (ವಿವಿಧ ಪೈಪ್ಲೈನ್ಗಳಿಗೆ ಸುರುಳಿಯಾಕಾರದ ಕೊಳವೆಗಳು) AII-51X (ಪೈಪ್ಗಳು ಹೆಚ್ಚಿನ ಒತ್ತಡದ ಪೈಪ್ಲೈನ್ಗಳು).
ಈ ಮಾನದಂಡಗಳ ಪ್ರಕಾರ, ಪೈಪ್ ಸ್ಟೀಲ್ ಅನ್ನು ಇಳುವರಿ ಬಲದಲ್ಲಿ ಗುಂಪುಗಳಾಗಿ ಸಂಯೋಜಿಸಲಾಗಿದೆ. ಪ್ರತಿ 1 ಚದರ ಮೀಗೆ ಸಾವಿರಾರು ಪೌಂಡ್ಗಳಲ್ಲಿ ಅದೇ ಇಳುವರಿ ಶಕ್ತಿ ಮೌಲ್ಯಗಳೊಂದಿಗೆ ಉಕ್ಕಿನ ಪ್ರತಿ ಗುಂಪು. ಈ ಮಾನದಂಡಗಳ ಪ್ರಕಾರ, ಉಕ್ಕಿನ ಗುಂಪುಗಳು: X-42, X-46, X-52, X-56, X-60, X-65, X-70 414 ರಿಂದ 565 MPA ಯಿಂದ ವಿನಾಶಕ್ಕೆ ಸಮಯ ಪ್ರತಿರೋಧ. ಮೆಕ್ಯಾನಿಕಲ್ ಗುಣಲಕ್ಷಣಗಳಿಗೆ ಹೆಚ್ಚುವರಿಯಾಗಿ ಆರಿ ಮಾನದಂಡಗಳು ಉತ್ಪಾದನಾ ಪೈಪ್ಗಳ ಪ್ರಕ್ರಿಯೆಯನ್ನು ನಿಯಂತ್ರಿಸುತ್ತವೆ, ಉಕ್ಕಿನ ರಾಸಾಯನಿಕ ಸಂಯೋಜನೆ, ಗಾತ್ರ, ದ್ರವ್ಯರಾಶಿ ಮತ್ತು ಪೈಪ್ನ ಉದ್ದ, ಒತ್ತಡ ಹೈಡ್ರಾಲಿಕ್ ಪರೀಕ್ಷೆಗಳು ತಯಾರಿಕೆಯ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ, ಪೈಪ್ ದುರಸ್ತಿ ಪರಿಸ್ಥಿತಿಗಳ ತಯಾರಿಕೆಯಲ್ಲಿ ಬಳಸಲಾಗುವ ವಿನಾಶಕಾರಿ ಪರೀಕ್ಷಾ ವಿಧಾನಗಳು ಇತ್ಯಾದಿ. ಆರಿ ಮಾನದಂಡದ ಪ್ರಕಾರ ಪೈಪ್ನ ಹೆಸರನ್ನು ಪೈಪ್ಗಳ ಪೈಪ್ಗಳ ಹೆಸರನ್ನು ಒಳಗೊಂಡಿದೆ, ಅರಿಯ ಮೊನೊಗ್ರಾಮ್ಗಳು (ಟ್ರೇಡ್ಮಾರ್ಕ್ ಅಂದರೆ ಈ ಪೈಪ್ ಆರಿ ಅವಶ್ಯಕತೆಗಳಿಗೆ ಅನುಗುಣವಾಗಿ), ಪೈಪ್ನ ಗಾತ್ರ , ಪೌಂಡ್ಗಳಲ್ಲಿನ ಪೈಪ್ನ ಪೈಪ್ನ ದ್ರವ್ಯರಾಶಿಯು ಉಕ್ಕಿನ ಹೆಸರಿನ ವರ್ಗ ಮತ್ತು ತಯಾರಿಕೆಯ ವರ್ಗ (ರು -ಬೆಸ್ಟ್, ಇ - ವೆಲ್ಡ್ ಡರ್ಟ್ ಪೈಪ್ಗಳು, SW - ಸುರುಳಿ ಪೈಪ್ಗಳು, ಪಿ - ಪೈಪ್ಗಳು ಉದ್ದವಾದ ಸೀಮ್ನೊಂದಿಗೆ ಉಲ್ಲಾಸಗೊಂಡವು) , ಸ್ಟೀಲ್ನ ಹೆಸರಿನ ಪ್ರಕಾರ (ಇ - ಸ್ಟೀಲ್ ಎಲೆಕ್ಟ್ರಿಕ್ ಹಾಲೋಸ್, ಎಂ - ಹೆಚ್ಚಿನ ಸಾಮರ್ಥ್ಯ ಕಡಿಮೆ ಅಲಾಯ್ ಸ್ಟೀಲ್), ಸಿಪ್ಟೇಕಿಂಗ್ ಜಾತಿಗಳು (ಎನ್ಎಂ-ನಾರ್ಮಲೈಸೇಶನ್ ಅಥವಾ ಸಾಮಾನ್ಯೀಕರಣ ಮತ್ತು ರಜೆ, ಇಲ್ಲ - ಗಟ್ಟಿಯಾಗುವುದು ಮತ್ತು ರಜಾದಿನಗಳು). ಗುರುತಿಸಲಾಗದ ಬಣ್ಣದಿಂದ ಗುರುತಿಸಲಾಗುವುದು. ಮುಖ್ಯ ಪೈಪ್ಲೈನ್ಗಳಿಗೆ ಪೈಪ್ಗಳು ಸ್ಟೀಲ್ಗಳಿಂದ ತಯಾರಿಸಲ್ಪಡುತ್ತವೆ, ಅವುಗಳು ಛಿದ್ರತೆಯ ಸಮಯದ ಪ್ರತಿರೋಧದ ಇಳುವರಿ ಶಕ್ತಿಯ ಅನುಪಾತವನ್ನು ಹೊಂದಿಲ್ಲ: 0.75 - ಕಡಿಮೆ ಇಂಗಾಲದ ಉಕ್ಕುಗಳಿಗೆ; 0.8 - ಕಡಿಮೆ ಮಿಶ್ರಲೋಹದ ಸಾಮಾನ್ಯ ಸ್ಟೀಲ್ಗಳಿಗಾಗಿ; 0.85 - ಪ್ರಸರಣ-ಗಟ್ಟಿಯಾಗುವುದು ಸಾಮಾನ್ಯ ಮತ್ತು ಉಷ್ಣವಾಗಿ ಸುಧಾರಿತ ಉಕ್ಕುಗಳಿಗಾಗಿ; 0.9 - ನಿಯಂತ್ರಿತ ರೋಲಿಂಗ್ನ ಉಕ್ಕುಗಳಿಗೆ.
ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ಪೈಪ್ ಅಂಚುಗಳ ತಯಾರಿಕೆ
ವೆಲ್ಡಿಂಗ್ ಮತ್ತು ಅನುಸ್ಥಾಪನಾ ಕಾರ್ಯವನ್ನು ಪ್ರಾರಂಭಿಸುವ ಮೊದಲು, ಪೈಪ್ಗಳು ಮತ್ತು ಪೈಪ್ಲೈನ್ಗಳನ್ನು ಬಳಸಲಾಗುತ್ತಿರುವುದನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳುವುದು ಅಗತ್ಯವಾಗಿದ್ದು, ಗುಣಮಟ್ಟದ ಪ್ರಮಾಣಪತ್ರಗಳನ್ನು ಹೊಂದಿದ್ದು, ಅವರ ಪೂರೈಕೆಗಾಗಿ ತಾಂತ್ರಿಕ ಪರಿಸ್ಥಿತಿಗಳು. ಪೈಪ್ಗಳು ಮತ್ತು ವಿವರಗಳು ಸಂಬಂಧಿತ ಮಾನದಂಡಗಳ ಅವಶ್ಯಕತೆಗಳಿಗೆ ಅನುಗುಣವಾಗಿ ಇನ್ಪುಟ್ ನಿಯಂತ್ರಣವನ್ನು ರವಾನಿಸಬೇಕು ತಾಂತ್ರಿಕ ನಿಯಮಗಳು ಪೈಪ್ಗಳಲ್ಲಿ.
ಪೈಪ್ಗಳು ಮತ್ತು ಸಂಪರ್ಕ ಭಾಗಗಳ ತುದಿಗಳು ಅನ್ವಯಿಕ ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಗಳಿಗೆ ಅನುಗುಣವಾದ ಬೆವೆಲ್ ಅಂಚುಗಳ ಆಕಾರ ಮತ್ತು ಆಯಾಮಗಳಲ್ಲಿ ಇರಬೇಕು. ತಮ್ಮ ಅಸಮಂಜಸತೆಗಳೊಂದಿಗೆ, ಟ್ರ್ಯಾಕ್ಗಳಲ್ಲಿ ಅಂಚುಗಳ ಯಾಂತ್ರಿಕ ಪ್ರಕ್ರಿಯೆಯನ್ನು ಅನುಮತಿಸಲಾಗಿದೆ. ಸಣ್ಣ ವ್ಯಾಸದ ಕೊಳವೆಗಳಿಗೆ (520 ಮಿಮೀ ವರೆಗೆ), ಹಾದಿಗಳು, ಭಾಗಗಳು, ಪೈಪ್ ಕತ್ತರಿಸುವ ಮತ್ತು ಗ್ರಿಂಡರ್ಗಳನ್ನು ಬಳಸಲು ಸಾಧ್ಯವಿದೆ. ಆರ್ಬಿಟಲ್ ಮಿಲ್ಲಿಂಗ್ ಯಂತ್ರಗಳು, ಹೈಡ್ರೋಬ್ರಾಸಿವ್ ಕತ್ತರಿಸುವುದು ಮತ್ತು ಗ್ರೈಂಡಿಂಗ್ ಯಂತ್ರಗಳನ್ನು ದೊಡ್ಡ ವ್ಯಾಸಗಳಿಗೆ ಬಳಸಲಾಗುತ್ತದೆ. ಕೆಲವು ಸಂದರ್ಭಗಳಲ್ಲಿ, ಸುರುಳಿಗಳು ಅಥವಾ ಪ್ರದರ್ಶನ ಸುರುಳಿಗಳನ್ನು ಸೇರಿಸಿದಾಗ, ಅಂಚುಗಳ ತಯಾರಿಕೆಯಲ್ಲಿ ಉಷ್ಣ ವಿಧಾನಗಳ ಬಳಕೆ: ಉದಾಹರಣೆಗೆ:
ಎ) ನಂತರದ ಮೆಕ್ಯಾನಿಕಲ್ ಸ್ಟ್ರಿಪ್ಟಿಂಗ್ ಅಂಚುಗಳೊಂದಿಗೆ ಅಪಹರಣಕಾರಿ ವೃತ್ತದಿಂದ ಕತ್ತರಿಸುವುದು 0.1 .0.2 ಮಿಮೀ;
ಬಿ) ನಂತರದ ಯಂತ್ರಗಳು 1 ಎಂಎಂ ವರೆಗಿನ ಆಳಕ್ಕೆ ಕತ್ತರಿಸಿ - ಸಾರಜನಕದೊಂದಿಗೆ ಅಂಚಿನ ಶುದ್ಧತ್ವದಿಂದ (ಪ್ಲಾಸ್ಮಾ-ರೂಪಿಸುವ ಅನಿಲವಾಗಿ ಆರ್ಗಾನ್ ಅನ್ನು ಬಳಸುವಾಗ, ಯಾಂತ್ರಿಕ ಪ್ರಕ್ರಿಯೆ ಅಗತ್ಯವಿಲ್ಲ); ಸಿ) ಏರ್ ಆರ್ಕ್ 0.5 ಮಿಮೀ (ಅಂಚುಗಳನ್ನು ಶಿರೋನಾಮೆ) ಆಳಕ್ಕೆ ಹಾಕುವ ಮೂಲಕ ಕತ್ತರಿಸುವುದು;
ಡಿ) ANR-2M, ANR-3 ಅಥವಾ OK.21.03 ವಿಶೇಷ ವಿದ್ಯುದ್ವಾರಗಳೊಂದಿಗೆ ಒಂದು ಬಿರುಕು ಮತ್ತು ಕತ್ತರಿಸುವುದು, ಯಾವ ಯಾಂತ್ರಿಕ ಪ್ರಕ್ರಿಯೆ ಅಗತ್ಯವಿಲ್ಲ.
ಪೈಪ್ಗಳನ್ನು ಜೋಡಿಸುವ ಮೊದಲು, ಮಣ್ಣು, ಕೊಳಕು, ಹಿಮದಿಂದ ಕೊಳವೆಗಳ ಆಂತರಿಕ ಕುಹರವನ್ನು ಸ್ವಚ್ಛಗೊಳಿಸಲು ಮತ್ತು ಅಂಚು ಮತ್ತು ಕೊಳವೆಗಳ ಒಳ ಮತ್ತು ಹೊರಗಿನ ಮೇಲ್ಮೈಯನ್ನು ಸ್ವಚ್ಛಗೊಳಿಸಲು ಮತ್ತು ಅಗಲಕ್ಕೆ ಅಗಲಕ್ಕೆ ಜೋಡಿಸುವ ಭಾಗಗಳನ್ನು ಸ್ವಚ್ಛಗೊಳಿಸಲು ಅಗತ್ಯವಾಗಿರುತ್ತದೆ ಕನಿಷ್ಠ 10 ಮಿಮೀ.
ಟ್ಯೂಬ್ಗೆ ಪಕ್ಕದ ಬಾಹ್ಯ ಫ್ಯಾಕ್ಟರಿ ಸ್ತರಗಳನ್ನು ಬಲಪಡಿಸುವಂತೆ ಬಲಪಡಿಸುವ ಪ್ಲಾಟ್ಗಳು, ಕನಿಷ್ಠ 10 ಎಂಎಂ ಅಂತ್ಯದಿಂದ ದೂರದಲ್ಲಿರುವ ದೂರಕ್ಕೆ ಸುಮಾರು .. ind5 ಮಿಮೀ ಎತ್ತರಕ್ಕೆ ಸ್ಟಫ್ ಮಾಡಲು ಸೂಚಿಸಲಾಗುತ್ತದೆ.
ಎಲ್ಲಾ ಕೊಳವೆಗಳು ಲೇಪಿತ ವಿದ್ಯುದ್ವಾರಗಳೊಂದಿಗೆ ಹಸ್ತಚಾಲಿತ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ ಉದ್ದೇಶದಿಂದ ಕತ್ತರಿಸುವ ಅಂಚುಗಳೊಂದಿಗೆ ಸಸ್ಯಗಳಿಂದ ಟ್ರ್ಯಾಕ್ನಲ್ಲಿ ಬರುತ್ತವೆ. ಈ ಕತ್ತರಿಸುವುದು (ಅಂಜೂರದ 1, ಎ) 25-30 ° ಮತ್ತು ಮಂದ 1-2.6 ಮಿ.ಮೀ.ನ ಅಂಚುಗಳ ಬೆವೆಲ್ನ 4 ಮಿಮೀ ಕೋನಕ್ಕಿಂತಲೂ ಹೆಚ್ಚು ವ್ಯಾಸದ ಪೈಪ್ಗಳನ್ನು ಹೊಂದಿದೆ. ಗೋಡೆಯ ದಪ್ಪದಿಂದ 16 ಮಿ.ಮೀ ಮತ್ತು ದೊಡ್ಡ ವ್ಯಾಸದ ಹೆಚ್ಚಿನ ಪೈಪ್ಗಳು ಅಂಜೂರಕ್ಕೆ ಅನುಗುಣವಾಗಿ ಸಂಯೋಜಿತ ಕತ್ತರಿಸುವ ತುದಿಯಲ್ಲಿ ಸರಬರಾಜು ಮಾಡಬಹುದು. 1, ಬಿ.
ಗಾತ್ರವು ಗೋಡೆಯ ದಪ್ಪವನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ ಮತ್ತು ಹೀಗಿರುತ್ತದೆ:
7 ಮಿಮೀ - ಪೈಪ್ ವಾಲ್ನ ದಪ್ಪದಿಂದ 15 ... 19 ಮಿಮೀ
8 ಎಂಎಂ - ಪೈಪ್ ವಾಲ್ ದಪ್ಪದಿಂದ 19 ... 21,5 ಮಿಮೀ
10 ಮಿಮೀ - ಪೈಪ್ ವಾಲ್ನ ದಪ್ಪದೊಂದಿಗೆ 21.5 ... 26 ಮಿಮೀ.
ಅಂಜೂರ. 1. ಹಸ್ತಚಾಲಿತ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ (ಎ, ಬಿ), ರಕ್ಷಣಾತ್ಮಕ ಅನಿಲಗಳ ಪರಿಸರದಲ್ಲಿ ಸ್ವಯಂಚಾಲಿತ ವೆಲ್ಡಿಂಗ್ (ಬಿ), ಫ್ಲಕ್ಸ್ (ಜಿ, ಡಿ, ಇ, ಜಿ, ಇ, ಜಿ) ಮತ್ತು ಬಲವಂತದ ರಚನೆಯೊಂದಿಗೆ ಪುಡಿ ತಂತಿ ( ಎ, ಬಿ).
ಪೈಪ್ಲೈನ್ಗಳು ಡು 1000 ಎಂಎಂ ಮತ್ತು ಅದಕ್ಕಿಂತ ಹೆಚ್ಚಿನವುಗಳ ಉಪಕರಣವು ರೂಟ್ ಸೀಮ್ ಅನ್ನು ಒಳಗಿನಿಂದ ಒದಗಿಸಲಾಗುತ್ತದೆ, Fig.1, B ಅನ್ನು ಶಿಫಾರಸು ಮಾಡಲಾಗುವುದು. ವಿತರಣಾ ಪೈಪ್ಲೈನ್ಗಳ ನಿರ್ಮಾಣದ ಸಂದರ್ಭದಲ್ಲಿ, 4 ಮಿಮೀ ವರೆಗಿನ ಗೋಡೆಯ ದಪ್ಪದೊಂದಿಗೆ ಅಂಚುಗಳನ್ನು ಕತ್ತರಿಸದೆ ಪೈಪ್ಗಳ ಹಸ್ತಚಾಲಿತ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಅನುಮತಿಸಲಾಗಿದೆ. ಜೊತೆಗೆ, 152 ಮಿಮೀ ವರೆಗಿನ ವ್ಯಾಸ ಹೊಂದಿರುವ ಪೈಪ್ಲೈನ್ಗಳು, ಅದನ್ನು ಬಳಸಲು ಸಾಧ್ಯವಿದೆ ಅನಿಲ ಬೆಸುಗೆ (ಅಂಚುಗಳನ್ನು ಕತ್ತರಿಸಿ - 3 ಎಂಎಂ ವರೆಗೆ ಮತ್ತು ಅಂಚುಗಳ ಏಕಪಕ್ಷೀಯ ಬೆವೆಲ್ - 5 ಮಿಮೀ ವರೆಗೆ).
ಹೆಚ್ಚುವರಿ ಎಡ್ಜ್ ಸಂಸ್ಕರಣೆ ಇಲ್ಲದೆ ಟ್ರ್ಯಾಕ್ನಲ್ಲಿನ ವ್ಯತ್ಯಾಸದ ಪೈಪ್ಗಳ ಸಂಪರ್ಕವನ್ನು ಅನುಮತಿಸಲಾಗಿದೆ:
ಗೋಡೆಯ ದಪ್ಪಕ್ಕೆ, 12.5 ಮಿಮೀಗಿಂತಲೂ ಹೆಚ್ಚು, ದಪ್ಪ ವ್ಯತ್ಯಾಸವು 2 ಮಿಮೀ ಮೀರಬಾರದು;
12.5 ಮಿಮೀಗಿಂತ ಮೇಲಿರುವ ಗೋಡೆಗಳ ದಪ್ಪಕ್ಕೆ, ದಪ್ಪ ವ್ಯತ್ಯಾಸವು 3 ಮಿಮೀ ಮೀರಬಾರದು. ಈ ಸಂದರ್ಭದಲ್ಲಿ, ಆಘಾತಕಾರಿ ಅಂಚುಗಳನ್ನು ಅನುಮತಿಸಲಾಗುವುದಿಲ್ಲ.
ಸ್ಥಗಿತಗೊಳಿಸುವಿಕೆ ಮತ್ತು ವಿತರಣಾ ಬಲವರ್ಧನೆಯೊಂದಿಗೆ ಪೈಪ್ಗಳು ಅಥವಾ ವಿತರಣಾ ಬಲವರ್ಧನೆಯೊಂದಿಗೆ ಪೈಪ್ಗಳು ಅಥವಾ ವಿತರಣಾ ಬಲವರ್ಧನೆಯೊಂದಿಗೆ ಕಾರ್ಖಾನೆಯ ತಯಾರಿಕೆ ಅಥವಾ ಮಧ್ಯಂತರ ದಪ್ಪ ಕೊಳವೆಗಳ ಅಂತರಸಂಪರ್ಕಗಳ ನಡುವಿನ ಜಾಕೆಟ್ ಅಂಶಗಳ ನಡುವೆ ಅನ್ವಯಿಸುವುದರ ಮೂಲಕ ಕನಿಷ್ಠ 250 ಮಿ.ಮೀ. .
ದಪ್ಪವಾದ ಪೈಪ್ ಅಥವಾ ಭಾಗ (ಅಂಜೂರ 2, ಎ) ನ ಮೇಲ್ಮೈಯ ಅಂತ್ಯದ ಪಕ್ಕದಲ್ಲಿ ವಿಶೇಷ ಸಂಸ್ಕರಣೆಯೊಂದಿಗೆ ವಿಭಿನ್ನ ರೀತಿಯಲ್ಲಿ ಪೈಪ್ಲೈನ್ಗಳ ಭಾಗಗಳೊಂದಿಗೆ ಪೈಪ್ಗಳು ಅಥವಾ ಕೊಳವೆಗಳ ನೇರ ಸಭೆ ಮತ್ತು ಕೊಳವೆಗಳನ್ನು ನಿರ್ವಹಿಸಲು ಇದು ಅನುಮತಿಸಲಾಗಿದೆ. ಬಹು ಕೊಳವೆಗಳ ಚಕ್ಗಳ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಅನುಮತಿಸಲಾಗುವುದಿಲ್ಲ.
ಬಲವರ್ಧನೆಯ ಅಳವಡಿಕೆಯ ದಪ್ಪವು ಪೈಪ್ ಗೋಡೆಯ 1.5 ದಪ್ಪವನ್ನು ಮೀರಬಾರದು (ಅಂಜೂರದ 2, ಬೌ (ಅಂಜೂರದ 2, ಬಿ) ನಂತೆ ಪೈಪ್ ಗೋಡೆಯ ದಪ್ಪವನ್ನು ಮೀರದಿದ್ದಲ್ಲಿ ಷೇಟ್-ಆಫ್ ಮತ್ತು ವಿತರಣಾ ಬಲವರ್ಧನೆಯೊಂದಿಗೆ ಪೈಪ್ಗಳ ನೇರ ಸಂಪರ್ಕವನ್ನು ಪರಿಹರಿಸಲಾಗಿದೆ. ). ಈ ಸಿದ್ಧತೆ ಪೂರೈಕೆದಾರರಿಂದ ಜಾರಿಗೆ ತರಬೇಕು.
ಅಂಜೂರ. 2. ಟ್ಯೂಬ್ಗಳು ಮತ್ತು ವಿವಿಧ ಗೋಡೆಯ ದಪ್ಪದೊಂದಿಗೆ ಇರುವ ಭಾಗಗಳಿಗೆ ತಯಾರಿ.
ಪೈಪ್ ಅಸೆಂಬ್ಲಿ ಅವಶ್ಯಕತೆಗಳು
ಪೈಪ್ಗಳ ಕೀಲುಗಳನ್ನು ನಿರ್ಮಿಸಿ ಖಾತರಿಪಡಿಸಬೇಕು:
ಪೈಪ್ಲೈನ್ನ ಅಕ್ಷಕ್ಕೆ ಜಂಟಿಗೆ ಲಂಬವಾಗಿ. ಲಂಬಗಿಡದಿಂದ ವಿಚಲನವು 2 ಮಿಮೀ ಮೀರಬಾರದು;
ಸಂಬಂಧಿತ ಮಾನದಂಡಗಳು ಮತ್ತು ಸೂಚನೆಗಳಿಂದ ನಿಯಂತ್ರಿಸಲ್ಪಟ್ಟ ಮೌಲ್ಯಗಳ ಮಿತಿಗಳೊಳಗೆ ಇರುವ ಅಂತರವನ್ನು ಹೊಂದಿರುವ ಏಕರೂಪತೆಯ ಏಕರೂಪತೆ;
ಯುನಿವರ್ಸಲ್ ಟೆಂಪ್ಲೆಟ್ಗಳಿಂದ ದಾಖಲಿಸಲ್ಪಟ್ಟ ಅಂಚುಗಳ ಕನಿಷ್ಠ ಸಂಭವನೀಯ ವ್ಯಾಪ್ತಿಯ ಅಂಚುಗಳ ಕನಿಷ್ಠ ಅನುಮತಿ ಮೌಲ್ಯಗಳು (ಟ್ರಂಕ್ ಪೈಪ್ಲೈನ್ಗಳಿಗೆ - 0.2 ಗೋಡೆಯ ದಪ್ಪಗಳು, ಆದರೆ 3 ಮಿಮೀಗಿಂತ ಹೆಚ್ಚು, ವಿತರಣೆಗಾಗಿ - (0.15 ಗೋಡೆಯ ದಪ್ಪ + 0.5 ಮಿಮೀ);
ಕನಿಷ್ಠ 100 ಮಿಮೀ ದೂರದಲ್ಲಿ ಪರಸ್ಪರ ಸಂಬಂಧಿಸಿರುವ ಕಾರ್ಖಾನೆಯ ಸ್ತರಗಳ ಮಿಶ್ರಣ - 100 ಮಿಮೀ ಗಿಂತಲೂ ಕಡಿಮೆ ವ್ಯಾಸದ ಪೈಪ್ಗಳಿಗಾಗಿ - ಪೈಪ್ಗಳು 100 ಮಿಮೀ ಮತ್ತು 1/3 ವ್ಯಾಸದ ಕೊಳವೆಗಳಿಗೆ. ಈ ಅವಶ್ಯಕತೆಗಳನ್ನು ನಿರ್ವಹಿಸುವ ತಾಂತ್ರಿಕ ಅಸಾಮರ್ಥ್ಯದ ಸಂದರ್ಭದಲ್ಲಿ, ವೆಲ್ಡಿಂಗ್ ಕಾಂಪೌಂಡ್ನ ಹೆಚ್ಚುವರಿ ಅಲ್ಟ್ರಾಸಾನಿಕ್ ಮೇಲ್ವಿಚಾರಣೆಯನ್ನು ಜಂಟಿ ಈ ವಿಭಾಗದಲ್ಲಿ ಸೂಚಿಸಲಾಗುತ್ತದೆ.
ದೊಡ್ಡ ವ್ಯಾಸದ ಪೈಪ್ಗಳ ತಯಾರಿಕೆಯಲ್ಲಿ, ಚಿಪ್ಪುಗಳಿಂದ ಸಿಲಿಂಡರ್ ಮನೆಗಳು ಈ ಕೆಳಗಿನ ವಿಧದ ಸಭೆ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಅನ್ವಯಿಸುತ್ತವೆ - "ವಸತಿ ಶೆಲ್ನ ಅಸೆಂಬ್ಲಿ ಮತ್ತು ವೆಲ್ಡಿಂಗ್."
ಪೂರ್ವಭಾವಿಯಾಗಿ
ಥರ್ಮಲ್ ವೆಲ್ಡಿಂಗ್ ಸೈಕಲ್ ಅನ್ನು ಸರಿಹೊಂದಿಸಲು ನಿಮಗೆ ಅನುಮತಿಸುವ ಪ್ರಮುಖ ತಾಂತ್ರಿಕ ಕಾರ್ಯಾಚರಣೆಗಳಲ್ಲಿ ಒಂದಾಗಿದೆ. ವೆಲ್ಡ್ಡ್ ಜಂಟಿಗಳ ರಚನೆ ಮತ್ತು ಗುಣಲಕ್ಷಣಗಳು 800-500 ° C (ಆಸ್ಟೆನಿಯೈಟ್ನ ಕಡಿಮೆ ಪ್ರತಿರೋಧ) ಉಷ್ಣಾಂಶದ ವ್ಯಾಪ್ತಿಯಲ್ಲಿ ಲೋಹವನ್ನು ತಂಪಾಗಿಸುವ ವೇಗದಿಂದ ಹೆಚ್ಚಾಗಿ ನಿರ್ಧರಿಸುತ್ತವೆ ಎಂದು ತಿಳಿದಿದೆ. ಹೆಚ್ಚಿನ ತಂಪಾಗಿಸುವ ದರಗಳಲ್ಲಿ, ಮಾರ್ಕೆಟೈಟ್-ಟೈಪ್ ಹಾರ್ಡ್ವೇರ್ ರಚನೆಗಳ ರಚನೆಯು ಹೆಚ್ಚಿನ ಶಕ್ತಿ ಮತ್ತು ಕಡಿಮೆ ಪ್ಲಾಸ್ಟಿಟಿಯನ್ನು ಹೊಂದಿರುತ್ತದೆ, ಜೊತೆಗೆ ಶೀತ ಬಿರುಕುಗಳನ್ನು ರೂಪಿಸುವ ಪ್ರವೃತ್ತಿ. ಇದು ಇಂಗಾಲದ 0.43% ಮತ್ತು ಹೆಚ್ಚಿನ ಇಂಗಾಲದೊಂದಿಗೆ ಕಡಿಮೆ ಮಿಶ್ರಲೋಹದ ಉಕ್ಕಿಗಳ ಬಗ್ಗೆ ವಿಶೇಷವಾಗಿ ಸತ್ಯವಾಗಿದೆ. ಈ ಉಕ್ಕು ಉಷ್ಣ ಚಕ್ರದ ಕಾರ್ಯಕ್ಕೆ ಕೇಂದ್ರೀಕೃತವಾಗಿದೆ, ಕೇಂದ್ರೀಕಾರರಿಗೆ, ಮತ್ತು ಉಷ್ಣ ಪ್ರಭಾವ ವಲಯವು ಹೊರಹೊಮ್ಮುವಿಕೆಗೆ ಒಳಗಾಗುತ್ತದೆ. ಜಿವಿಟಿ ಮೆಟಲ್ನ ತಂಪಾಗಿಸುವ ದರವು 70 ° C / s ಅನ್ನು ತಲುಪಿದಾಗ ಈ ವಿದ್ಯಮಾನವು ಹಸ್ತಚಾಲಿತ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ನೊಂದಿಗೆ ಸ್ಪಷ್ಟವಾಗಿ ಸ್ಪಷ್ಟವಾಗಿ ಕಂಡುಬರುತ್ತದೆ. ಪೈಪ್ ವಾಲ್ನ ಕೊಟ್ಟಿರುವ ದಪ್ಪದಿಂದ, ಉಷ್ಣ ಪ್ರಭಾವ ವಲಯದ ತಂಪಾಗಿಸುವಿಕೆಯ ದರವನ್ನು ಹೊಂದಿಸಿ, ಪೂರ್ವಭಾವಿಯಾಕಾರದ ಅಂಚುಗಳ ಆರಂಭಿಕ ತಾಪಮಾನದಿಂದ ಬದಲಾಯಿಸಬಹುದು. ಸೆಲ್ಯುಲೋಸ್ ಲೇಪನ ವಿದ್ಯುದ್ವಾರಗಳೊಂದಿಗೆ ಸೀಮ್ನ ಮೂಲವನ್ನು ಬೆಸುಗೆ ಮಾಡುವಾಗ, ತಂಪಾಗಿಸುವ ದರವು ಇತರ ಸೀಮ್ ಪದರಗಳ ವೆಲ್ಡಿಂಗ್ಗೆ ಹೋಲಿಸಿದರೆ ಗರಿಷ್ಠವಾದಾಗ, ರೋಯಿಂಗ್ ವೆಲ್ಡಿಂಗ್ ಎನರ್ಜಿ ಕಡಿಮೆಯಾಗುತ್ತದೆ (ಇಂತಹ ವಿದ್ಯುದ್ವಾರಗಳಿಂದ ಉಲ್ಡಿಂಗ್ ವೇಗದಿಂದ ವೆಲ್ಡಿಂಗ್ ವೇಗದಿಂದ ವೆಲ್ಡಿಂಗ್ ವೇಗವು ಮುಖ್ಯ ಲೇಪನ) ಮತ್ತು ವೆಲ್ದ್ ಮೆಟಲ್ನಲ್ಲಿ ಪ್ರಸರಣ ಹೈಡ್ರೋಜನ್ ವಿಷಯದಲ್ಲಿ ಹೆಚ್ಚಳಕ್ಕೆ ಖಾತೆಗಾಗಿ ಶೀತ ಬಿರುಕುಗಳ ಪ್ರವೃತ್ತಿ ಮತ್ತು ರಚನೆಯನ್ನು ಹೆಚ್ಚಿಸಿತು. ಪೂರ್ವಭಾವಿ ತಾಪನವು ಜಿವಿಟಿಯಲ್ಲಿ ಗಟ್ಟಿಯಾಗುವ ರಚನೆಗಳ ರಚನೆಯ ಸಾಧ್ಯತೆಯನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ, ಆದರೆ ವೆಲ್ದ್ ಮೆಟಲ್ ಮತ್ತು ನಿಗದಿತ ವಲಯದಿಂದ ಪ್ರಸರಣ ಹೈಡ್ರೋಜನ್ ಸಕ್ರಿಯ ಸ್ಥಳಾಂತರಿಸುವಿಕೆಯ ಪರಿಸ್ಥಿತಿಗಳನ್ನು ಸೃಷ್ಟಿಸುತ್ತದೆ. ಏನು, ಪ್ರತಿಯಾಗಿ, ಶೀತ ಬಿರುಕುಗಳ ರಚನೆಯ ವಿರುದ್ಧ ವೆಲ್ಡ್ಡ್ ಕಾಂಪೌಂಡ್ಗಳ ಪ್ರತಿರೋಧವನ್ನು ಹೆಚ್ಚಿಸುತ್ತದೆ, ವಿಶೇಷವಾಗಿ ಸೆಲ್ಯುಲೋಸ್ ಲೇಪನದಿಂದ ವಿದ್ಯುದ್ವಾರಗಳನ್ನು ಬಳಸುವಾಗ, ಸೀಮ್ನಲ್ಲಿನ ಹೈಡ್ರೋಜನ್ ವಿಷಯವು ವೆಲ್ದ್ ಮೆಟಲ್ಗೆ 100 ಗ್ರಾಂಗೆ 50 ಮಿ.ಮೀ. ತಲುಪಿದಾಗ.
Preheathing ನ ತಾಪಮಾನವು ರಾಸಾಯನಿಕ ನಿಲ್ದಾಣ (ಕಾರ್ಬನ್ ಸಮಾನರಿಂದ), ಪೈಪ್ ಯಂತ್ರಗಳ ದಪ್ಪ, ಸುತ್ತುವರಿದ ತಾಪಮಾನ ಮತ್ತು ಎಲೆಕ್ಟ್ರೋಡ್ ಲೇಪನಗಳ ಪ್ರಕಾರವನ್ನು ಆಯ್ಕೆ ಮಾಡಲಾಗುತ್ತದೆ. ಈ ನಿಯತಾಂಕಗಳನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ಸಂಬಂಧಿತ ಮಾನದಂಡಗಳು ಮತ್ತು ತಾಂತ್ರಿಕ ಸೂಚನೆಗಳಿಂದ ನಿಯಂತ್ರಿಸಲಾಗುತ್ತದೆ. ಆದ್ದರಿಂದ, ಉದಾಹರಣೆಗೆ, ಸಿಐಎಸ್ನಲ್ಲಿ VNC 066-89 (ಟೇಬಲ್ 2) ಮಾರ್ಗದರ್ಶನ ನೀಡಲಾಗುತ್ತದೆ. ಸೆಲ್ಯುಲೋಸ್ ಲೇಪನದಿಂದ ವಿದ್ಯುದ್ವಾರಗಳೊಂದಿಗೆ ವೆಲ್ಡಿಂಗ್ ಮಾಡುವಾಗ, ಪೂರ್ವಹೃಚಿಸುವ ತಾಪಮಾನವು 75 ° C ನಿಂದ ಹೆಚ್ಚಾಗುತ್ತದೆ.
ಕೋಷ್ಟಕ 2
ವಿದೇಶದಲ್ಲಿ, ಆಗಾಗ್ಗೆ, ತಾಪನವನ್ನು ಆಯ್ಕೆಮಾಡುವಾಗ, ವೆಲ್ಡ್ಡ್ ಕೀಲುಗಳ ಕ್ರ್ಯಾಕ್ ಪ್ರತಿರೋಧದ ಸೂಚಕದೊಂದಿಗೆ ಕಾರ್ಯನಿರ್ವಹಿಸಿ, ಫಾರ್ಮುಲಾ ಇಟೊ-ಬೀಸಿಯೋ ನಿರ್ಧರಿಸುತ್ತದೆ:
ಅಲ್ಲಿ: [ಎನ್] - ಪ್ರಸರಣ ಹೈಡ್ರೋಜನ್, ಎಂಎಂ / 100 ಗ್ರಾಂ;
ಟಿ - ವೆಲ್ಡ್ ಪ್ಲೇಟ್ಗಳ ದಪ್ಪ, ಎಂಎಂ. ಬಿಸಿ ಉಷ್ಣಾಂಶವು ಪ್ರಾಯೋಗಿಕ ಸೂತ್ರದಲ್ಲಿ ನಿರ್ಧರಿಸುತ್ತದೆ:
(° ಸಿ) tp.p \u003d 1440 rcm - 392.
ಪೂರ್ವಭಾವಿಯಾಗಿ ಮತ್ತು ಅಗತ್ಯವಿದ್ದಲ್ಲಿ, ಬೆಸುಗೆ ಹಾಕಿದ ಜಂಟಿ ಪರಿಧಿಯ ಉದ್ದಕ್ಕೂ ಲೋಹದ ಏಕರೂಪದ ತಾಪನವನ್ನು ಒದಗಿಸುವ ಸಾಧನಗಳು (ಅನಿಲ ಅಥವಾ ವಿದ್ಯುತ್) ಮೂಲಕ ಜತೆಗೂಡಿದ ತಾಪನವನ್ನು ಕೈಗೊಳ್ಳಬೇಕು. ಸೀಮ್ನಿಂದ ಪ್ರತಿ ದಿಕ್ಕಿನಲ್ಲಿ ಪೈಪ್ ಒಣಗಿಸುವ ವಲಯದ ಅಗಲವು ಕನಿಷ್ಟ 75 ಮಿಮೀ ಆಗಿರಬೇಕು.
ಪೈಪ್ಗಳು (ಅಥವಾ ಭಾಗಗಳೊಂದಿಗೆ ಕೊಳವೆಗಳು) ವಿವಿಧ ಉಕ್ಕಿನ ಶ್ರೇಣಿಗಳನ್ನು ಅಥವಾ ವಿವಿಧ ಗೋಡೆಯ ದಪ್ಪದಿಂದ ಸಂಪರ್ಕಿಸಲ್ಪಟ್ಟಾಗ ಪೂರ್ವಭಾವಿ ಮತ್ತು ಸಂಯೋಜಿತ ತಾಪನದ ತಾಪಮಾನವು ವಿವಿಧ ತಾಪಮಾನದಲ್ಲಿ ಬಿಸಿಯಾಗಿರಬೇಕು, ಗರಿಷ್ಠ ಮೌಲ್ಯಕ್ಕೆ ಹೊಂದಿಸಲಾಗಿದೆ.
ತಂತ್ರಜ್ಞಾನ ಮತ್ತು ಹಸ್ತಚಾಲಿತ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ ತಂತ್ರ
ಕೈಪಿಡಿ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ಪೈಪ್ಲೈನ್ಸ್ ಖಾತೆಗಳ ನಿರ್ಮಾಣದ ಸಮಯದಲ್ಲಿ ಸುಮಾರು 60% ಬೆಸುಗೆ ಕೆಲಸ. ಇದು ಸತತ ಥ್ರೆಡ್, ವೆಲ್ಡಿಂಗ್ ಪರಿವರ್ತನೆಗಳು ನೈಸರ್ಗಿಕ ಮತ್ತು ಮಾಲಿಕ ಪೈಪ್ಗಳ ಸಂಪರ್ಕವಾಗಿದೆ ಕೃತಕ ಅಡೆತಡೆಗಳು, ಸ್ಟಾಲೆಮ್ಗಳು, ವೆಲ್ಡಿಂಗ್ ಕಾಯಿಲ್ಗಳು, ಕ್ರೇನ್ ನಾಟ್ಸ್, ಟ್ಯಾಪ್ಸ್, ಇತ್ಯಾದಿ.
ಹಸ್ತಚಾಲಿತ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ನ ತಂತ್ರಜ್ಞಾನವನ್ನು ಮುಖ್ಯವಾಗಿ ಕೊಳವೆಗಳ ವಸ್ತುಗಳಿಂದ ನಿರ್ಧರಿಸಲಾಗುತ್ತದೆ. ಸ್ಟೀಲ್ ಸ್ಟೀಲ್ ಮತ್ತು ಆಪರೇಟಿಂಗ್ ಷರತ್ತುಗಳ ಉಕ್ಕಿನ ಆಧಾರದ ಮೇಲೆ, ವೆಲ್ಡಿಂಗ್ ವಸ್ತುಗಳನ್ನು ಆಯ್ಕೆ ಮಾಡಲಾಗುತ್ತದೆ. ಅದರ ನಂತರ, ನಾವು ತಂತ್ರಜ್ಞಾನ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ತಂತ್ರಗಳನ್ನು ಸ್ಥಾಪಿಸುತ್ತೇವೆ, ಹಾಗೆಯೇ ಕೆಲಸವನ್ನು ಸಂಘಟಿಸುವ ಯೋಜನೆಯೆಂದರೆ, ಪೈಪ್ಲೈನ್ \u200b\u200bನಿರ್ಮಾಣದ ಒಂದು ನಿರ್ದಿಷ್ಟ ವೇಗದಿಂದ ಮಾರ್ಗದರ್ಶನ. ಕೊಟ್ಟಿರುವ ವೆಲ್ಡಿಂಗ್ ವಸ್ತುಗಳಿಗೆ, ವೆಲ್ಡಿಂಗ್ ತಂತ್ರಜ್ಞಾನವು ವ್ಯಾಸ ಮತ್ತು ಪೈಪ್ ವಾಲ್ನ ದಪ್ಪವನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ.
ಟ್ರಂಕ್ ಮತ್ತು ವಿತರಣಾ ಪೈಪ್ಲೈನ್ಗಳ ನಿರ್ಮಾಣದಲ್ಲಿ ಪ್ರಶ್ನಾರ್ಹವಾದ ನಿಯಮವೆಂದರೆ ಸೀಮ್ನಲ್ಲಿ ಕನಿಷ್ಠ ಸಂಖ್ಯೆಯ ಪದರಗಳಿಗೆ ಅವಶ್ಯಕವಾಗಿದೆ. ಪೈಪ್ಗಳು 6 ಮಿಮೀ ಮತ್ತು ಕಡಿಮೆ - 2 ಪದರಗಳು, 2 ಪದರಗಳು, ಗೋಡೆಯ ದಪ್ಪದಿಂದ 6 ಮಿಮೀ - 3 ಪದರಗಳು.
ಸೀಮ್ನ ಮೂಲ ಪದರವು ಅತ್ಯಂತ ಜವಾಬ್ದಾರಿ. ಇದು ನಾಣ್ಯದ ಕೊಳವೆಗಳ ಅಂಚುಗಳನ್ನು ವಿಶ್ವಾಸಾರ್ಹವಾಗಿ ಪಾವತಿಸಬೇಕು ಮತ್ತು ಸೀಮ್ನ ಆಂತರಿಕ ಮೇಲ್ಮೈಯಲ್ಲಿ 1-3 ಮಿಮೀ ಗಳಿಕೆಯೊಂದಿಗೆ ಏಕರೂಪದ ವಿಲೋಮ ರೋಲರ್ ಅನ್ನು ರೂಪಿಸಬೇಕು. ಪೈಪ್ ವಾಲ್ನ ದಪ್ಪದ 10-15% ನಷ್ಟು ಸೀಮ್ ರೂಟ್ (ಚಂದ್ರಾಕೃತಿ) ಅಟೆನ್ಯೂಯೇಷನ್ \u200b\u200b(ಪ್ರತಿ 350 ಎಂಎಂ ಸೀಮ್) ಅಟೆನ್ಯೂಯೇಷನ್ \u200b\u200b(ಪ್ರತಿ 350 ಎಂಎಂ ಸೀಮ್) ಅಟೆನ್ಯೂಯೇಷನ್ \u200b\u200bಅನ್ನು ಹೊಂದಿರುವ ಪ್ರತ್ಯೇಕ ವಿಭಾಗಗಳಲ್ಲಿ ಇದು ಅನುಮತಿಸಲಾಗಿದೆ. ಮೂಲ ಪದರದ ಹೊರಗಿನ ಮೇಲ್ಮೈ ಮೃದುವಾಗಿರಬೇಕು, ನುಣ್ಣಗೆ, ಮತ್ತು ಕತ್ತರಿಸಿದ ಬದಿಯ ಮೇಲ್ಮೈಗಳೊಂದಿಗೆ ಮೃದು ಜೋಡಣೆಯನ್ನು ಹೊಂದಿರಬೇಕು. ಸೀಮ್ನ ಹೊರಗಿನ ಮೇಲ್ಮೈಯ ಅತ್ಯುತ್ತಮ ಆಕಾರವನ್ನು ಗ್ರೈಂಡಿಂಗ್ ಯಂತ್ರವಾಗಿ ನಿರ್ವಹಿಸಬಹುದು, ಮತ್ತು ಸೂಚನೆಯ ಅವಶ್ಯಕತೆಗಳಿಗೆ ಅನುಗುಣವಾಗಿ ನ್ಯೂಮ್ಯಾಟಿಕ್ ಸಂಗ್ರಾಹಕ.
1020 ಎಂಎಂ ವ್ಯಾಸದ ವ್ಯಾಸದಿಂದ ಬೆಸುಗೆ ಹಾಕಿದಾಗ ಮತ್ತು ಸೀಮ್ನ ಮೂಲವನ್ನು ಬೆಸುಗೆ ಹಾಕಿದಾಗ, ಮೂಲ ಸರಬರಾಜು ಇಲ್ಲದಿರುವ ಸ್ಥಳಗಳಲ್ಲಿ ಪೈಪ್ನ ಒಳಗಿನಿಂದ ಮೂಲ ಪದರವನ್ನು ನಿರ್ವಹಿಸಲು ಸೂಚಿಸಲಾಗುತ್ತದೆ, ಮತ್ತು ಅಗತ್ಯವಾಗಿ ಜಂಕ್ಷನ್ ಪರಿಧಿಯ ಕೆಳಭಾಗದ ಕಾಲು (ಒಳಗಿನಿಂದ), ಅಂದರೆ ಆ ಕಥಾವಸ್ತುವಿನ ಮೇಲೆ, ಹೊರಗಿನ ಸೀಮ್ನ ಮೂಲವನ್ನು ಸೀಲಿಂಗ್ ಸ್ಥಾನದಲ್ಲಿ ನಡೆಸಲಾಯಿತು. ದೊಡ್ಡ ವ್ಯಾಸದ ಕೊಳವೆಗಳ ಸ್ವಿವೆಲ್ ಕೀಲುಗಳ ಮೂಲದ ವೆಲ್ಡಿಂಗ್ನೊಂದಿಗೆ, ಜಂಕ್ಷನ್ನ ಸಂಪೂರ್ಣ ಪರಿಧಿಯ ಮೇಲೆ ಕ್ಯಾಬಿನೆಟ್ ಅನ್ನು ನಡೆಸಲಾಗುತ್ತದೆ. ಹೋಸ್ಟ್ ಸೀಮ್ ರೂಟ್ ಪ್ರೊವೈಡರ್ ಅನ್ನು ಒದಗಿಸುತ್ತದೆ, ಇದು ಸಣ್ಣ-ಬದಿಯ ಮೇಲ್ಮೈಯನ್ನು ಹೊಂದಿರಬೇಕು, ಫೀಡ್ಗಳು ಮತ್ತು ಇತರ ದೋಷಗಳಿಲ್ಲದ ಪೈಪ್ನ ಆಂತರಿಕ ಮೇಲ್ಮೈಯೊಂದಿಗೆ ಸಲೀಸಾಗಿ ಸಂಯೋಜಿಸಬೇಕು. ವೆಲ್ಡಿಂಗ್ ಸೀಮ್ನ ವರ್ಧನೆಯು ಕನಿಷ್ಠ 1 ಮತ್ತು 3 ಮಿಮೀಗಿಂತಲೂ ಹೆಚ್ಚು ಇರಬೇಕು. 3-4 ಮಿಮೀ ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ಮುಖ್ಯ ವಿಧದ ವಿದ್ಯುದ್ವಾರಗಳಿಂದ ಅಂಟಿಕೊಳ್ಳುವಿಕೆಯನ್ನು ನಡೆಸಲಾಗುತ್ತದೆ.
ಸೀಮ್ನ ಪದರಗಳನ್ನು ಭರ್ತಿ ಮಾಡುವುದು ಸುರಕ್ಷಿತವಾಗಿ ಪರಸ್ಪರ ಕರಗಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಸುರುಳಿಯಾಕಾರದ ಕೊಳವೆಗಳ ಅಂಚುಗಳನ್ನು ಹಾಕಲಾಗುತ್ತದೆ. ಪ್ರತಿ ಸೀಮ್ ಪದರದ ನಂತರ, ಸ್ಲ್ಯಾಗ್ನಿಂದ ಸೀಮ್ನ ಮೇಲ್ಮೈಯನ್ನು ಸ್ವಚ್ಛಗೊಳಿಸಲು ಅವಶ್ಯಕ.
ಸೀಮ್ ಎದುರಿಸುತ್ತಿರುವ ಸ್ಮೂತ್ ಔಟ್ಲೈನ್ \u200b\u200bಮತ್ತು ಪೈಪ್ನ ಮೇಲ್ಮೈಯಲ್ಲಿ ಜೋಡಿಸಿ, ಕತ್ತರಿಸುವುದು ಮತ್ತು ಇತರ ಗೋಚರ ದೋಷಗಳಿಲ್ಲದೆ. ಸೀಮ್ನ ವರ್ಧನೆಯು ಕನಿಷ್ಠ 1 ಮತ್ತು 3 ಮಿಮೀಗಿಂತಲೂ ಹೆಚ್ಚು ಇರಬೇಕು. ವೆಲ್ದ್ ಅಗಲವು ಪ್ರತಿ ದಿಕ್ಕಿನಲ್ಲಿ 2-3 ಮಿಮೀ 2-3 ಮಿಮೀ ಮೂಲಕ ಕತ್ತರಿಸುವ ಅಗಲವನ್ನು ಅತಿಕ್ರಮಿಸುತ್ತದೆ.
ಶಿಫ್ಟ್ ಕೊನೆಯಲ್ಲಿ, ವೆಲ್ಡ್ ಸಂಪೂರ್ಣವಾಗಿ ಬೆಸುಗೆ ಹಾಕಬೇಕು. ದಿನದ ಅವಧಿಯಲ್ಲಿ ಪೈಪ್ಲೈನ್ \u200b\u200bಸುತ್ತುವರಿದ ತಾಪಮಾನದಲ್ಲಿ ಬದಲಾವಣೆಗಳ ಪರಿಣಾಮಕ್ಕೆ ಒಳಗಾಗುತ್ತದೆ ಎಂಬ ಅಂಶದಿಂದ ಈ ಅವಶ್ಯಕತೆ ಉಂಟಾಗುತ್ತದೆ, ಇದು ರಾತ್ರಿ ಮತ್ತು ರಾತ್ರಿಯಲ್ಲಿ ಬದಲಾಗುತ್ತಿರುವಾಗ ವಿಶೇಷವಾಗಿ ಮಹತ್ವದ್ದಾಗಿದೆ - ದಿನದಲ್ಲಿ. ತಾಪಮಾನವನ್ನು ಬದಲಾಯಿಸುವುದು ಪೈಪ್ಗಳು ಮತ್ತು ಬೆಸುಗೆ ಹಾಕಿದ ಒತ್ತಡಗಳಲ್ಲಿ ಸಂಭವಿಸುವ ಕಾರಣಗಳು ಬಹಳ ಹೆಚ್ಚು.
ಜಂಕ್ಷನ್ ಸಂಪೂರ್ಣವಾಗಿ ಇಲ್ಲದಿದ್ದರೆ, ವೋಲ್ಟೇಜ್ನ ಸೀಮ್ನ ದುರ್ಬಲಗೊಂಡ ಅಡ್ಡ ವಿಭಾಗದಲ್ಲಿ ಇಳುವರಿ ಶಕ್ತಿಯನ್ನು ಮೀರಿರಬಹುದು ಮತ್ತು ಸೀಮ್ನ ಲೋಹದ ನಾಶಕ್ಕೆ ಸಮಯ ಪ್ರತಿರೋಧವು ಮತ್ತು ಜಂಟಿ ಕುಸಿಯುತ್ತದೆ. ಮೆಟಲ್ ಪ್ಲ್ಯಾಸ್ಟಿಟಿ ಕಡಿಮೆಯಾದಾಗ ಈ ಪರಿಸ್ಥಿತಿಯು ನಕಾರಾತ್ಮಕ ವಾಯು ತಾಪಮಾನದಲ್ಲಿ ವಿಶೇಷವಾಗಿ ಅಪಾಯಕಾರಿಯಾಗಿದೆ.
ಶಿಫಾರಸು ಮಾಡಿದ ವಿದ್ಯುದ್ವಾರಗಳ ಪ್ರಕಾರವನ್ನು ಅವಲಂಬಿಸಿ, 3 ಅತ್ಯಂತ ಸಾಮಾನ್ಯ ವೆಲ್ಡಿಂಗ್ ಯೋಜನೆಗಳು ಇವೆ: ಮುಖ್ಯ ಲೇಪನದಿಂದ ವಿದ್ಯುದ್ವಾರಗಳ ಜಂಟಿ ಬೆಸುಗೆ, ಒಂದು ಅನಿಲ ಬಲೆಗೆ ಸಂಬಂಧಿಸಿದ ವಿದ್ಯುದ್ವಾರಗಳ ಜಂಟಿ ಬೆಸುಗೆ, ಸೀಮ್ನ ಬೇರಿನ ಬೆಸುಗೆ ಮತ್ತು ವಿದ್ಯುದ್ವಾರಗಳಿಂದ ಬಿಸಿ ಅಂಗೀಕಾರದ ಅನಿಲ ನೆಟ್ಟ ವಿಧ, ಮತ್ತು ಭರ್ತಿ ಮತ್ತು ಮುಖಗಳನ್ನು ಎದುರಿಸುತ್ತಿರುವ - ಮುಖ್ಯ ಲೇಪನದಿಂದ ವಿದ್ಯುದ್ವಾರಗಳು.
ಮುಖ್ಯ ಲೇಪನದೊಂದಿಗೆ ವೆಲ್ಡಿಂಗ್ ಎಲೆಕ್ಟ್ರೋಡ್ಗಳನ್ನು ಕೆಳಗಿನಿಂದ ಟ್ರಾನ್ಸ್ವರ್ಸ್ ಆಂದೋಲನಗಳೊಂದಿಗೆ ನಡೆಸಲಾಗುತ್ತದೆ, ಜಂಕ್ಷನ್ ಕಡಿತದ ಅಗಲವನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ. ಹರಿವಿನ ವಿಭಜಿತ ವೆಲ್ಡಿಂಗ್ ವಿಧಾನದೊಂದಿಗೆ, ಪ್ರತಿ ವೆಲ್ಡರ್ ಒಂದು ನಿರ್ದಿಷ್ಟ ಸೀಮ್ ವಿಭಾಗವನ್ನು ನಿರ್ವಹಿಸುತ್ತದೆ, ಅದರ ಸ್ಥಾನವು ಅದೇ ಜಂಟಿ ಮೇಲೆ ಏಕಕಾಲದಲ್ಲಿ ಕಾರ್ಯನಿರ್ವಹಿಸುವ ಬೆಸುಗೆಗಳ ಸಂಖ್ಯೆಯನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ. ದೊಡ್ಡ ವ್ಯಾಸದ ಕೊಳವೆಗಳ ಮೇಲೆ, ಅವರ ಸಂಖ್ಯೆ ನಾಲ್ಕು ತಲುಪಬಹುದು. ನಿಯಮದಂತೆ, ಬೆಸುಗೆಗಾರರು ಎರಡು ಇದ್ದರೆ, ಅವರು ನದಿರ್ನಿಂದ ಕೆಳಗಿನಿಂದ ಬೆಸುಗೆ ಹಾಕುತ್ತಾರೆ, ಮತ್ತು 6-3-12 ಮತ್ತು 6-9-12ರವರೆಗೆ (ಡಯಲ್ ಗಡಿಯಾರದಿಂದ) ದಿಕ್ಕಿನಲ್ಲಿ ಪರಿಧಿಗೆ ಹೋಗುತ್ತಾರೆ. ಅದೇ ಸಮಯದಲ್ಲಿ, ಜಂಟಿಯಾಗಿ ಸೀಲಿಂಗ್ ಭಾಗದಲ್ಲಿ, ಪೈಪ್ ವೃತ್ತದ ಕೆಳಭಾಗದಲ್ಲಿ 50-60 ಮಿಮೀನಿಂದ ಲಾಕ್ ಅನ್ನು ಸ್ಥಳಾಂತರಿಸಬೇಕು. ಎರಡು ಪಕ್ಕದ ಪದರಗಳಲ್ಲಿ, ಲಾಕ್ಗಳು \u200b\u200bಕನಿಷ್ಟ 50-100 ಮಿಮೀನಿಂದ ಪರಸ್ಪರ ಅಮೂರ್ತವಾಗಿರಬೇಕು. ನಾಲ್ಕು ಬೆಸುಗೆಗಾರರಾಗಿದ್ದರೆ, ಮೊದಲ ಜೋಡಿಯು ಜಂಟಿಯಾಗಿ (ಡಯಲ್) 6-3 ಮತ್ತು 6-9, ಮತ್ತು ಎರಡನೇ ಉಗಿ 3-12 ಮತ್ತು 9-12 ಆಗಿದೆ.
ಮುಖ್ಯ ಲೇಪಿತ ವಿದ್ಯುದ್ವಾರಗಳಿಂದ ಬೆಸುಗೆಯಾದಾಗ ಎರಡು ಪದರಗಳನ್ನು ಒವರ್ಲೆ ಮಾಡುವ ಅನುಕ್ರಮದ ರೇಖಾಚಿತ್ರವು ಅಂಜೂರದಲ್ಲಿ ತೋರಿಸಲಾಗಿದೆ. 3, a. ಎರಡನೆಯ ಪದರದ ಯೋಜನೆಯ ಪ್ರಕಾರ ಮೊದಲ ಪದರದ ರೇಖಾಚಿತ್ರದ ಪ್ರಕಾರ ಎಲ್ಲಾ ನಂತರದ ಬೆಸ ಪದರಗಳನ್ನು ನಡೆಸಲಾಗುತ್ತದೆ. ರೋಮನ್ ಸಂಖ್ಯೆಗಳು ವೈಯಕ್ತಿಕ ಸೀಮ್ ವಿಭಾಗಗಳ ವೆಲ್ಡಿಂಗ್ನ ಅನುಕ್ರಮವನ್ನು ತೋರಿಸುತ್ತವೆ. ಅವಲಂಬಿಸಿ ಪ್ರಾದೇಶಿಕ ಸ್ಥಾನ ಟೇಬಲ್ 3 ರಲ್ಲಿ ತೋರಿಸಲಾದ ಪ್ರಸ್ತುತ ಮೌಲ್ಯಗಳನ್ನು ಬೆಸುಗೆ ಶಿಫಾರಸು ಮಾಡಲಾಗಿದೆ.
ಲೇಪಿತ ವಿದ್ಯುದ್ವಾರಗಳನ್ನು ಮುಖ್ಯ ವಿಧದೊಂದಿಗೆ ಬಳಸುವಾಗ, ಎಲೆಕ್ಟ್ರೋಡ್ ಬ್ರ್ಯಾಂಡ್ನ ಪೈಪ್ಲೈನ್ \u200b\u200bನಿರ್ಮಾಣಕ್ಕೆ ಮಾತ್ರ ಪ್ರಮಾಣೀಕರಿಸಬೇಕು.
ಕೋಷ್ಟಕ 3.
ಅನಿಲ ನೆಟ್ಟ ವಿಧದ ವಿದ್ಯುದ್ವಾರಗಳನ್ನು ಬಳಸುವಾಗ, ಸೀಮ್ನ ಬೇರಿನ ಬೆಸುಗೆ ಬೀಳುವಿಕೆಯು ಕಂಟರೇಷನಲ್ ಚಳುವಳಿಗಳಿಲ್ಲದೆ ಮೇಲಿನಿಂದ ಕೆಳಕ್ಕೆ ನಡೆಸಲಾಗುತ್ತದೆ, ಸುರುಳಿಯಾಕಾರದ ಕೊಳವೆಗಳ ಅಂಚುಗಳ ಮೇಲೆ ವಿದ್ಯುದ್ವಾರದ ಕೊನೆಯಲ್ಲಿ ಅವಲಂಬಿಸಿರುತ್ತದೆ. ಕನಿಷ್ಠ 75V ಯ ವಿದ್ಯುತ್ ಸರಬರಾಜಿನ ಸ್ಟ್ರೋಕ್ನಲ್ಲಿ ಹಿಮ್ಮುಖ ಅಥವಾ ನೇರ ಧ್ರುವೀಯತೆಯ ನಿರಂತರ ಪ್ರವಾಹದಿಂದ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ನಿರ್ವಹಿಸಲಾಗುತ್ತದೆ. 3.25 ಮಿಮೀ ವ್ಯಾಸ ಹೊಂದಿರುವ ವಿದ್ಯುದ್ವಾರಗಳೊಂದಿಗೆ ವೆಲ್ಡಿಂಗ್ ಸಮಯದಲ್ಲಿ ವೆಲ್ಡಿಂಗ್ ಪ್ರವಾಹವು 100-110A ಮೀರಬಾರದು; ಕಡಿಮೆ ಮತ್ತು ಅರ್ಧ-ಪ್ರಾಯೋಗಿಕ ಸ್ಥಾನದಲ್ಲಿ 40-160 ಎ ವ್ಯಾಸದ ವಿದ್ಯುದ್ವಾರಗಳೊಂದಿಗೆ ವೆಲ್ಡಿಂಗ್ ಮಾಡಿದಾಗ, ಉಳಿದ ಸ್ಥಾನಗಳಲ್ಲಿ 100-140 ಎ. ವೆಲ್ಡಿಂಗ್ ವೇಗವನ್ನು 16-22 ಮೀ / ಗಂ ವ್ಯಾಪ್ತಿಯಲ್ಲಿ ನಿರ್ವಹಿಸಬೇಕು. ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ 40 ರಿಂದ 90 ° ವರೆಗೆ ಎಲೆಕ್ಟ್ರೋಡ್ನ ಇಚ್ಛೆಯ ಕೋನವನ್ನು ಬದಲಾಯಿಸುವುದು, ವೆಲ್ಡರ್ ಕ್ರಾಸ್-ಕಟಿಂಗ್ ಎಡ್ಜ್ನೊಂದಿಗೆ ಸಂಸ್ಕರಣಾ ವಿಂಡೋವನ್ನು ಸಂರಕ್ಷಿಸುತ್ತದೆ, ಅದರ ಮೂಲಕ ಅಂಚುಗಳ ಕರಗುವಿಕೆಯನ್ನು ಗಮನಿಸುತ್ತದೆ.
ಉಳಿದಿರುವ ಮಟ್ಟವನ್ನು ಕಡಿಮೆ ಮಾಡಲು ಬೆಸುಗೆ ಒತ್ತಡಗಳು ಒಳಗೆ ವೆಲ್ಡೆಡ್ ಜಂಟಿ ಟರ್ನಿಂಗ್-ಅಲ್ಲದ ಜಂಟಿ ಪರಿಮಿತಿಯನ್ನು ಸಮ್ಮಿತೀಯವಾಗಿ ವಿಂಗಡಿಸಲಾಗಿದೆ, ವ್ಯಾಸದಿಂದ ವಿರುದ್ಧವಾದ ಪ್ರದೇಶಗಳು ಮತ್ತು ಮಲ್ಟಿಲೇಯರ್ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಅಂಜೂರದಲ್ಲಿ ತೋರಿಸಿರುವ ಅನುಕ್ರಮದಲ್ಲಿ ನಡೆಸಲಾಗುತ್ತದೆ. 4. ಬೆಸುಗೆ ಹಾಕುವ ಒತ್ತಡಗಳು ಮತ್ತು ವಿರೂಪಗೊಳಿಸುವಿಕೆಯನ್ನು ಕಡಿಮೆ ಮಾಡುವ ಹೆಚ್ಚಿನ ಪರಿಣಾಮವು ನವೀಕರಿಸಬಹುದಾದ ವೆಲ್ಡಿಂಗ್ ವಿಧಾನವನ್ನು ಮತ್ತು ಕತ್ತರಿಸುವ ಎರಡು ಅಥವಾ ನಾಲ್ಕು ಬೆಸುಗೆಗಾರರ \u200b\u200bಏಕಕಾಲಿಕ ಭರ್ತಿಗಳನ್ನು ನೀಡುತ್ತದೆ.
ಕಂದಕದಲ್ಲಿ ಅನುಸ್ಥಾಪನಾ ಕೆಲಸದ ಪರಿಮಾಣವನ್ನು ಕಡಿಮೆ ಮಾಡಲು ಸಣ್ಣ ವ್ಯಾಸದ ಪೈಪ್ಲೈನ್ಗಳ (530 ಮಿಮೀ) ಬೆಸುಗೆ ಮಾಡಿದಾಗ, 90 ಅಥವಾ 180 ° ಮೂಲಕ ಕೀಲುಗಳನ್ನು ತಿರುಗಿಸುವ ಮೂಲಕ ಬೆಸುಗೆ ಹೊಂದಿರುವ ಕೊಳವೆಗಳ ವಿಭಾಗದಲ್ಲಿ ಇದನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ಅಭ್ಯಾಸ ಮಾಡಲಾಗುತ್ತದೆ. ಪೈಪ್ ಸುತ್ತಳತೆಯ ಸುತ್ತ ನಾಲ್ಕು ಸರಿಸುಮಾರು ಒಂದೇ ಉದ್ದಕ್ಕೆ ವಿಂಗಡಿಸಲಾಗಿದೆ. ಬ್ರೂಯಿಂಗ್ ವಿಭಾಗಗಳು 1 ಮತ್ತು 2 ಬೆಸುಗೆ ಪ್ರದೇಶಗಳು 3 ಮತ್ತು 4 (ಅಂಜೂರ 5) ಗೆ 90 ° ಅನ್ನು ಸುತ್ತುತ್ತವೆ. ನಂತರ, 90 ° ಮೂಲಕ ಮತ್ತೊಂದು ತಿರುವು ಪ್ರದರ್ಶಿಸುತ್ತದೆ, 5 ಮತ್ತು 6, 7 ಮತ್ತು 8 ವಿಭಾಗಗಳ ಅನುಕ್ರಮವನ್ನು ಉತ್ಪತ್ತಿ ಮಾಡುತ್ತದೆ.
ಮತ್ತೊಂದು ಸಂದರ್ಭದಲ್ಲಿ, ವಿಭಾಗಗಳು 1 ಮತ್ತು 2 (ಅಂಜೂರದ 6) ನ ವೆಲ್ಡಿಂಗ್ ನಂತರ, ಇದು ವಿಭಾಗಗಳು 3 ಮತ್ತು 4 ರ ವೆಲ್ಡಿಂಗ್ಗಾಗಿ 180 ° ನಿಂದ ಸುತ್ತುವಂತೆ ಸುತ್ತುತ್ತದೆ. ನಂತರ 90 ° ಮತ್ತು 180 ° ತಿರುಗುವಿಕೆ 5 ಮತ್ತು 6, ಕ್ರಮವಾಗಿ 7 ಮತ್ತು 8.
Fig.5. ಪೈಪ್ಗಳ ತಿರುಗುವಿಕೆಯೊಂದಿಗೆ 90 °: ಎ - ಮೊದಲ ಲೇಯರ್, ಬಿ - ಎರಡನೆಯ, 1 ... 8 ಲೇಯರ್ ವಿಭಾಗಗಳನ್ನು ನಿರ್ವಹಿಸುವ ಅನುಕ್ರಮವಾಗಿದೆ.
Fig.6. ಪೈಪ್ಗಳ ತಿರುಗುವಿಕೆಯೊಂದಿಗೆ ವೆಲ್ಡಿಂಗ್ 180 °: ಎ - ಮೊದಲ ಲೇಯರ್, ಬಿ - ಸೆಕೆಂಡ್, 1 ... 8 ಲೇಯರ್ ವಿಭಾಗಗಳನ್ನು ನಿರ್ವಹಿಸುವ ಅನುಕ್ರಮವಾಗಿದೆ.
\u003d\u003e HTML [~ vidext_text_type] \u003d\u003e HTML \u003d\u003e ಪೈಪ್ಲೈನ್ \u200b\u200bವರ್ಗೀಕರಣ
ಪೈಪ್ಲೈನ್ನ ಕ್ರಿಯಾತ್ಮಕ ಉದ್ದೇಶವನ್ನು ಅವಲಂಬಿಸಿ, ಅವುಗಳು ವಿಭಜನೆಯಾಗುತ್ತವೆ: [~ previevie_text] \u003d\u003e ಪೈಪ್ಲೈನ್ನ ಕ್ರಿಯಾತ್ಮಕ ಉದ್ದೇಶವನ್ನು ಅವಲಂಬಿಸಿ ಪೈಪ್ಲೈನ್ಗಳ ವರ್ಗೀಕರಣವು ವಿಂಗಡಿಸಲಾಗಿದೆ: \u003d\u003e ಪಠ್ಯ [~ previext_text_type] \u003d\u003e text \u003d\u003e [~ Revine_picture] \u003d\u003e \u003d\u003e 12/15/2016 15: 16: bemestamp_x] \u003d\u003e 12/15/2016 15:16:53\u003e 15.12.2016 [~ active_from] \u003d\u003e 15.12.2016 \u003d\u003e / ಸುದ್ದಿ / [~ list_page_url] \u003d\u003e / news / \u003d\u003e / newsl] \u003d\u003e / ಸುದ್ದಿ / 115/40509 / \u003d\u003e / [lang_dir] \u003d\u003e / \u003d\u003e teknologiya_svarki_tuboprovoda [~ ಕೋಡ್ ] \u003d\u003e Tekhnologiya_svarki_truboprovodowoda \u003d\u003e 40509 [~ exterfoly_id] \u003d\u003e ನ್ಯೂಸ್ \u003d\u003e ನ್ಯೂಸ್ [~ iblock_code] \u003d\u003e ನ್ಯೂಸ್ \u003d\u003e ಕ್ಲೋತ್ಸ್_ನ್ಯೂಸ್_ಎಸ್ 1 [~ iblock_external_id] \u003d\u003e clstr_news_s1 \u003d\u003e s1 [~ ಮುಚ್ಚಳವನ್ನು ] \u003d\u003e S1 \u003d\u003e \u003d\u003e 15.12.2016 \u003d\u003e ಅರೇ (\u003d\u003e ಪೈಪ್ಲೈನ್ \u200b\u200bವೆಲ್ಡಿಂಗ್ ಟೆಕ್ನಾಲಜಿ \u003d\u003e ಪೈಪ್ಲೈನ್ \u200b\u200bವೆಲ್ಡಿಂಗ್ ತಂತ್ರಜ್ಞಾನ \u003d\u003e ಪೈಪ್ಲೈನ್ನ ಕ್ರಿಯಾತ್ಮಕ ಉದ್ದೇಶವನ್ನು ಅವಲಂಬಿಸಿ ಪೈಪ್ಲೈನ್ಗಳ ವರ್ಗೀಕರಣವನ್ನು ವಿಂಗಡಿಸಲಾಗಿದೆ: \u003d\u003e ತಂತ್ರಜ್ಞ ಪೈಪ್ಲೈನ್ \u200b\u200bವೆಲ್ಡಿಂಗ್ \u003d\u003e ಪೈಪ್ಲೈನ್ \u200b\u200bವೆಲ್ಡಿಂಗ್ ಟೆಕ್ನಾಲಜಿ \u003d\u003e ಪೈಪ್ಲೈನ್ \u200b\u200bವೆಲ್ಡಿಂಗ್ ಟೆಕ್ನಾಲಜಿ \u003d ಪೈಪ್ಲೈನ್ನ ಕ್ರಿಯಾತ್ಮಕ ಉದ್ದೇಶವನ್ನು ಅವಲಂಬಿಸಿ ಪೈಪ್ಲೈನ್ಗಳ ಕ್ರಿಯಾತ್ಮಕತೆಯನ್ನು ವಿಂಗಡಿಸಲಾಗಿದೆ: \u003d\u003e ಪೈಪ್ಲೈನ್ \u200b\u200bವೆಲ್ಡಿಂಗ್ ಟೆಕ್ನಾಲಜಿ \u003d\u003e ಪೈಪ್ಲೈನ್ \u200b\u200bವೆಲ್ಡಿಂಗ್ ಟೆಕ್ನಾಲಜಿ \u003d\u003e ಪೈಪ್ಲೈನ್ \u200b\u200bವೆಲ್ಡಿಂಗ್ ಟೆಕ್ನಾಲಜಿ \u003d \u003e ವೆಲ್ಡಿಂಗ್ ಟೆಕ್ನಾಲಜಿ ಪಿಪ್ಲೈನ್ \u200b\u200b\u003d\u003e ಪೈಪ್ಲೈನ್ \u200b\u200bವೆಲ್ಡಿಂಗ್ ಟೆಕ್ನಾಲಜಿ \u003d\u003e ಪೈಪ್ಲೈನ್ \u200b\u200bವೆಲ್ಡಿಂಗ್ ಟೆಕ್ನಾಲಜಿ \u003d\u003e ಪೈಪ್ಲೈನ್ \u200b\u200bವೆಲ್ಡಿಂಗ್ ಟೆಕ್ನಾಲಜಿ) \u003d\u003e ಅರೇ (\u003d\u003e) \u003d\u003e ಅರೇ () \u003d\u003e ಅರೇ (\u003d\u003e 1 [~ ~ id] \u003d\u003e 1 \u003d 02/15/2016 17:09:48 [~ ಟೈಮ್ಸ್ಟ್ಯಾಂಪ್_ಕ್ಸ್] \u003d\u003e 02/15/2016 17:09:48\u003e ನ್ಯೂಸ್ [~ iblock_type_id] \u003d\u003e ನ್ಯೂಸ್ \u003d\u003e ಎಸ್ 1 [~ ಲಿಡ್] \u003d\u003e ಎಸ್ 1 \u003d \u003e ಸುದ್ದಿ [~ ಕೋಡ್] \u003d\u003e ನ್ಯೂಸ್ \u003d\u003e ಪ್ರೆಸ್ ಸೆಂಟರ್ [~ ಹೆಸರು] \u003d\u003e ಪ್ರೆಸ್ ಸೆಂಟರ್ \u003d\u003e y [~ ಸಕ್ರಿಯ] \u003d\u003e Y \u003d\u003e 500 [~ ವಿಂಗಡಣೆ] \u003d\u003e 500 \u003d\u003e / ನ್ಯೂಸ್ / [~ list_page_url] \u003d\u003e / «Vide_page_url] \u003d\u003e # sity_dir # / newn_id # / \u003d\u003e # site_dir # / ಸುದ್ದಿ / # send_id # / [~ pictry_page_url] \u003d\u003e # site_dir # / news / # pictry_id # / \u003d\u003e [~ ಚಿತ್ರ] \u003d\u003e \u003d\u003e ಪಠ್ಯ [~ ವಿವರಣೆ_type] \u003d\u003e text \u003d\u003e 24 [~ rss_ttl] \u003d\u003e 24 \u003d\u003e y [~ rss_file_vive] \u003d\u003e n \u003d\u003e 0 [rss_file_limit] \u003d\u003e 0 \u003d\u003e 0 [rss_file_days] \u003d\u003e 0 \u003d\u003e N [~ rss_yandex_news_s1 [~ xml_id] \u003d\u003e clots_news_s1 \u003d\u003e [~ tmp_id] \u003d\u003e \u003d\u003e y [~ index_element] \u003d\u003e y \u003d ~ index_section] \u003d\u003e y \u003d\u003e n [ ~ ವರ್ಕ್ಫ್ಲೋ] \u003d\u003e n \u003d\u003e n [~ bizproc] \u003d\u003e n \u003d l \u003d l ~ ~ rest_mode] \u003d\u003e \u003d\u003e s [~ rites_mode] \u003d\u003e s \u003d r \u003d n [~ pictry_property ] \u003d\u003e N \u003d\u003e n \u003d ~ ~ ~ ಆವೃತ್ತಿ] \u003d\u003e 1 \u003d\u003e 0 [~ last_conv_element] \u003d\u003e 0 \u003d\u003e [~ ~ ~ ~ ~ ~ ~ ~ ~ ~ @ ed_file_before] \u003d\u003e \u003d\u003e \u003d\u003e ವಿಭಾಗಗಳು [~ pictions_name] \u003d\u003e ವಿಭಾಗ \u003d\u003e ಸುದ್ದಿ [~ Elements_Name] \u003d\u003e ನ್ಯೂಸ್ \u003d\u003e ನ್ಯೂಸ್ [~ Element_Name] \u003d\u003e ನ್ಯೂಸ್ \u003d\u003e [~ Canonical_page_url] \u003d\u003e \u003d\u003e clstry_news_s1 [~ resterna_s_s1 \u003d\u003e / \u003d www.alfa-industry.ru [~ server_name] \u003d\u003e www.alfa-industry.ru) \u003d\u003e ಅರೇ (\u003d\u003e ಸರಣಿ (\u003d\u003e Array (\u003d\u003e 115 [~ id] \u003d\u003e 115 \u003d\u003e 2015-11-25 18:37\u003e 2015-11-25 18:37:33 \u003d\u003e 2 [~ modified_by] \u003d\u003e 2 \u003d\u003e 2015-09-29 20:10:16 [~ date_create] \u003d\u003e 2015-09-29 20:10:16 \u003d\u003e 1 [~ frood_by] \u003d\u003e 1 \u003d\u003e 1 [~ iblock_id] \u003d\u003e 1 \u003d\u003e [~ iBlock_section_id] \u003d\u003e \u003d\u003e y [~ ಸಕ್ರಿಯ] \u003d\u003e y \u003d\u003e y [~ global_acikt] \u003d\u003e y \u003d\u003e 500 [~ ವಿಂಗಡಣೆ] \u003d\u003e 500 \u003d\u003e ತಾಂತ್ರಿಕ ಲೇಖನಗಳು [~ ಹೆಸರು] \u003d\u003e ತಾಂತ್ರಿಕ ಲೇಖನಗಳು \u003d\u003e [~ ಚಿತ್ರ] \u003d\u003e \u003d\u003e 27 [~ left_margin] \u003d\u003e 27 \u003d\u003e 28 [~ ಬಲ_ ಮಾರ್ಗ್ನ್] \u003d\u003e 28 \u003d\u003e 1 [~ depth_level] \u003d\u003e 1 \u003d\u003e [~ ~ ವಿವರಣೆ] \u003d\u003e \u003d ಪಠ್ಯ [~ ವಿವರಣೆ_type] \u003d\u003e text \u003d\u003e ತಾಂತ್ರಿಕ ಲೇಖನಗಳು [~ searchable_content] \u003d\u003e ತಾಂತ್ರಿಕ ಲೇಖನಗಳು \u003d\u003e [~ xml_id] \u003d\u003e 115 \u003d\u003e [~ tmp_id] \u003d\u003e \u003d\u003e [~ ವಿವರ_ಪಿಕ್ಚರ್ ] \u003d\u003e \u003d\u003e [~ Socnet_group_id] \u003d\u003e \u003d\u003e / ಸುದ್ದಿ / [~ list_page_url] \u003d\u003e / news / \u003d\u003e / ಸುದ್ದಿ / 115 / [~ ಪಂಥ Ion_page_url] \u003d\u003e / newbepe_id] \u003d\u003e ನ್ಯೂಸ್ \u003d\u003e ನ್ಯೂಸ್ [~ iBLOCK_CODE] \u003d\u003e NEWS \u003d\u003e CLOSTS_NEWS_S1 \u003d\u003e CLOST_NEWS_S1 \u003d\u003e 115 [~ external_id] \u003d\u003e 115 \u003d \u003e ತಾಂತ್ರಿಕ ಲೇಖನಗಳು \u003d\u003e ತಾಂತ್ರಿಕ ಲೇಖನಗಳು \u003d\u003e ತಾಂತ್ರಿಕ ಲೇಖನಗಳು \u003d\u003e ತಾಂತ್ರಿಕ ಲೇಖನಗಳು \u003d\u003e ತಾಂತ್ರಿಕ ಲೇಖನಗಳು \u003d ತಾಂತ್ರಿಕ ಲೇಖನಗಳು \u003d ತಾಂತ್ರಿಕ ಲೇಖನಗಳು \u003d\u003e ತಾಂತ್ರಿಕ ಲೇಖನಗಳು \u003d ಲೇಖನಗಳು \u003d ತಾಂತ್ರಿಕ ಲೇಖನಗಳು \u003d\u003e ತಾಂತ್ರಿಕ ಲೇಖನಗಳು \u003d\u003e ತಾಂತ್ರಿಕ ಲೇಖನಗಳು)))) \u003d\u003e / ಸುದ್ದಿ / 115 /)
ತಂತ್ರಜ್ಞಾನ ವೆಲ್ಡಿಂಗ್ ಪೈಪ್ಲೈನ್ಗಳು
ಪೈಪ್ಲೈನ್ಸ್ ವರ್ಗೀಕರಣ
ಪೈಪ್ಲೈನ್ನ ಕ್ರಿಯಾತ್ಮಕ ಉದ್ದೇಶವನ್ನು ಅವಲಂಬಿಸಿ, ವಿಂಗಡಿಸಲಾಗಿದೆ:
ಮೀನುಗಾರಿಕೆ ಪೈಪ್ಲೈನ್ಗಳು
ಮುಖ್ಯ ಪೈಪ್ಲೈನ್ಗಳು
ಕಪಲ್ ಮತ್ತು ಬಿಸಿ ನೀರಿನ ಪೈಪ್ಲೈನ್ಗಳು
ತಾಂತ್ರಿಕ ಪೈಪ್ಲೈನ್ಗಳು
ಗ್ಯಾಸ್ ಸಪ್ಲೈ ಪೈಪ್ಲೈನ್ಗಳು (ವಿತರಣೆ)
ನೀರು ಸರಬರಾಜು ಮತ್ತು ಚರಂಡಿ
ಪೈಪ್ಗಳ ತಯಾರಿಕೆಯಲ್ಲಿ ಬಳಸಲಾಗುವ ಉಕ್ಕಿನಲ್ಲಿ ಗಮನಾರ್ಹವಾದ ಪರಿಮಾಣ ಮತ್ತು ವಿವಿಧ ಉದ್ದೇಶಗಳ ಪೈಪ್ಲೈನ್ಗಳ ನಿರ್ಮಾಣವು ಕಡಿಮೆ ಕಾರ್ಬನ್ ಮತ್ತು ಕಡಿಮೆ-ಮಿಶ್ರಲೋಹ ಉಕ್ಕಿನ ಮೂಲಕ 500 mpa ವರೆಗಿನ ಇಳುವರಿ ಬಲದಿಂದ ಆಕ್ರಮಿಸಿಕೊಂಡಿರುತ್ತದೆ.
ವಿವಿಧ ಉದ್ದೇಶಗಳ ಪೈಪ್ಲೈನ್ಗಳ ನಿರ್ಮಾಣದ ಸಮಯದಲ್ಲಿ ಪೈಪ್ ವೆಲ್ಡಿಂಗ್ನ ತಾಂತ್ರಿಕ ಪ್ರಕ್ರಿಯೆಗಳು ಬಹುತೇಕ ಪರಸ್ಪರ ಭಿನ್ನವಾಗಿರುತ್ತವೆ, ಮತ್ತು ಆಡಳಿತದ ನಿಯಂತ್ರಕ ಮತ್ತು ತಾಂತ್ರಿಕ ದಾಖಲೆಗಳು ಅಂಚುಗಳ ತಯಾರಿಕೆಯ ಅಗತ್ಯತೆಗಳಲ್ಲಿ ಮಾತ್ರ ವ್ಯತ್ಯಾಸಗಳು, ಅಸೆಂಬ್ಲಿ, ಗುಣಮಟ್ಟ ಬೆಸುಗೆ ಹಾಕಿದ ಕೀಲುಗಳು ಮತ್ತು ಭವಿಷ್ಯದ ಶಕ್ತಿ ಮತ್ತು ಬಿಗಿತ ಮತ್ತು ಬಿಗಿತಕ್ಕಾಗಿ ಪರೀಕ್ಷೆಯ ಪ್ರಕಾರ, ಪೈಪ್ಲೈನ್ಗಳ ಮುಖ್ಯ ಮತ್ತು ವಿತರಣೆ (ಅನಿಲ ಪೂರೈಕೆ ಪೈಪ್ಲೈನ್ಗಳು) ಉದಾಹರಣೆಯಲ್ಲಿ ತಯಾರಿಕಾ ಪ್ರಕ್ರಿಯೆಯ ಸಾಮಾನ್ಯ ನಿಬಂಧನೆಗಳನ್ನು ನಾವು ಪರಿಗಣಿಸುತ್ತೇವೆ.
ಪೈಪ್ಲೈನ್ಗಳ ವೆಲ್ಡಿಂಗ್ ವಿಧಾನಗಳು
ವೆಲ್ಡಿಂಗ್ ಪೈಪ್ಲೈನ್ಗಳಿಗೆ ವಿಧಾನಗಳು ಥರ್ಮಲ್, ಥರ್ಮಮೆಕಾನಿಕಲ್ ಮತ್ತು ಯಾಂತ್ರಿಕವಾಗಿ ವರ್ಗೀಕರಿಸಲ್ಪಟ್ಟಿವೆ. ಉಷ್ಣ ವಿಧಾನಗಳು ಎಲ್ಲಾ ರೀತಿಯ ಕರಗುವ ವೆಲ್ಡಿಂಗ್ (ಆರ್ಕ್, ಗ್ಯಾಸ್, ಪ್ಲಾಸ್ಮಾ, ಎಲೆಕ್ಟ್ರಾನ್-ಕಿರಣ, ಲೇಸರ್, ಲೇಸರ್ ವಿಧಗಳು ವೆಲ್ಡಿಂಗ್. ಥರ್ಮೋಮೆಕಾನಿಕಲ್ ವರ್ಗವು ಕಟುಕಾಂತೀಯ ನಿಯಂತ್ರಿತ ಆರ್ಕ್ನ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಒಳಗೊಂಡಿರುತ್ತದೆ. ಯಾಂತ್ರಿಕ ವಿಧಾನಗಳಿಗೆ ಘರ್ಷಣೆ ಮತ್ತು ಸ್ಫೋಟ ಸೇರಿವೆ ಬೆಸುಗೆ.
ಶಕ್ತಿಯ ವಾಹಕಗಳ ಪ್ರಕಾರ (ಆರ್ಕ್, ಗ್ಯಾಸ್, ಪ್ಲಾಸ್ಮಾ, ಲೇಸರ್, ಇತ್ಯಾದಿ) ಮೂಲಕ ವೆಲ್ಡಿಂಗ್ ಪೈಪ್ಲೈನ್ಗಳಿಗೆ ವಿಧಾನಗಳಿವೆ; ಸಂಯುಕ್ತದ ರಚನೆಯ ಪರಿಸ್ಥಿತಿಗಳಲ್ಲಿ (ವೆಲ್ಡ್ನ ಉಚಿತ ಅಥವಾ ಬಲವಂತದ ರಚನೆ); ವೆಲ್ಡಿಂಗ್ ವಲಯವನ್ನು ರಕ್ಷಿಸುವ ವಿಧಾನದಿಂದ (ಫ್ಲಕ್ಸ್ ಅಡಿಯಲ್ಲಿ, ರಕ್ಷಣಾತ್ಮಕ ಅನಿಲಗಳಲ್ಲಿ, ಸ್ವಯಂ-ರಕ್ಷಿಸುವ ವಿದ್ಯುದ್ವಾರ ತಂತಿಯ, ಇತ್ಯಾದಿ); ಪ್ರಕ್ರಿಯೆಯ ಯಾಂತ್ರಿಕೀಕರಣ ಮತ್ತು ಯಾಂತ್ರೀಕೃತಗೊಂಡ ಪ್ರಕಾರ (ಕೈಪಿಡಿ, ಯಾಂತ್ರೀಕೃತ, ಸ್ವಯಂಚಾಲಿತ ಮತ್ತು ರೊಬೊಟಿಕ್).
ಮುಖ್ಯ ಪೈಪ್ಲೈನ್ಗಳ ಬೆಸುಗೆಗಾಗಿ, ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ ವಿಧಾನಗಳು ಹೆಚ್ಚು ಸಾಮಾನ್ಯವಾಗಿದ್ದವು. ಹೆದ್ದಾರಿಗಳಲ್ಲಿನ ಎಲ್ಲಾ ಕೀಲುಗಳಲ್ಲಿ 60% ಕ್ಕಿಂತಲೂ ಹೆಚ್ಚು ಫ್ಲಕ್ಸ್ ಅಡಿಯಲ್ಲಿ ಸ್ವಯಂಚಾಲಿತ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ನಿಂದ ಬೆಸುಗೆಡಲಾಗುತ್ತದೆ. ಫ್ಲಕ್ಸ್ ಅಡಿಯಲ್ಲಿ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಜಂಟಿಯಾಗಿ ತಿರುಗಿಸುವ ಸಾಮರ್ಥ್ಯವಿರುವ ಸಂದರ್ಭಗಳಲ್ಲಿ ಮಾತ್ರ ಬಳಸಲಾಗುತ್ತದೆ. ಫ್ಲಕ್ಸ್ನ ಕೆಳಗಿರುವ ಪೈಪ್ಲೈನ್ಗಳ ವೆಲ್ಡಿಂಗ್ ಮುಖ್ಯವಾಗಿ 219 ... 1420 ಮಿಮೀ ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ಎರಡು ಮತ್ತು ಮೂರು-ಪೈಪ್ ವಿಭಾಗಗಳ ತಯಾರಿಕೆಯಲ್ಲಿ ಬಳಸಲಾಗುತ್ತದೆ. ಯಾಂತ್ರೀಕೃತ ವಿಧಾನಗಳ ಬಳಕೆಯು ಅಸಾಧ್ಯವಾದಾಗ, ಹಸ್ತಚಾಲಿತ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಬಳಸಲಾಗುತ್ತದೆ.
ಹಸ್ತಚಾಲಿತ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ ಜಂಕ್ಷನ್ ವಿವಿಧ ಪ್ರಾದೇಶಿಕ ಸ್ಥಾನಗಳೊಂದಿಗೆ ನಡೆಸಲಾಗುತ್ತದೆ - ಕಡಿಮೆ, ಲಂಬ ಮತ್ತು ಸೀಲಿಂಗ್. ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ, ಜಂಕ್ಷನ್ ಪರಿಧಿಯ ಸುತ್ತ ಎಲೆಕ್ಟ್ರಾಪ್ರವೇಶಿಯನ್ನು 8 ... 20 m / h.
ರಕ್ಷಣಾತ್ಮಕ ಅನಿಲ ವೆಲ್ಡಿಂಗ್ ವೈವಿಧ್ಯತೆಗಳನ್ನು ಹೊಂದಿದೆ: ರಕ್ಷಣಾತ್ಮಕ ಅನಿಲಗಳ ಪ್ರಕಾರ - ನಿಷ್ಕ್ರಿಯ ಅನಿಲಗಳ (ಆರ್ಗಾನ್, ಹೀಲಿಯಂ, ಅವರ ಮಿಶ್ರಣ), ಸಕ್ರಿಯ ಅನಿಲಗಳು (CO2, ಸಾರಜನಕ, ಹೈಡ್ರೋಜನ್), inert ಮತ್ತು ಸಕ್ರಿಯ ಅನಿಲಗಳ ಮಿಶ್ರಣದಲ್ಲಿ ಬೆಸುಗೆ CO2; AG + CO2 + O2); ಎಲೆಕ್ಟ್ರೋಡ್ ಪ್ರಕಾರ - ಕರಗುವ ಮತ್ತು ಒಗ್ಗೂಡಿಸದ (ಟಂಗ್ಸ್ಟನ್) ಎಲೆಕ್ಟ್ರೋಡ್; ಯಾಂತ್ರಿಕತೆ, ಕೈಪಿಡಿ, ಯಾಂತ್ರೀಕೃತ ಮತ್ತು ಸ್ವಯಂಚಾಲಿತ ವೆಲ್ಡಿಂಗ್ ಪದವಿ ಪ್ರಕಾರ. ರಕ್ಷಣಾತ್ಮಕ ಅನಿಲಗಳಲ್ಲಿ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ವಿವಿಧ ಪ್ರಾದೇಶಿಕ ಸ್ಥಾನಗಳಲ್ಲಿ ಪೈಪ್ಲೈನ್ನಿಂದ ಬೆಸುಗೆಗೆ ಬಳಸಲಾಗುತ್ತದೆ. ಹಸ್ತಚಾಲಿತ ಬೆಸುಗೆ 8 ... 30 ಮೀ / ಗಂ, ಯಾಂತ್ರೀಕೃತ ಮತ್ತು ಸ್ವಯಂಚಾಲಿತ 20 ... 60 ಮೀ / ಗಂ. ಪೈಪ್ಲೈನ್ನಿಂದ ವೆಲ್ಡಿಂಗ್ಗಾಗಿ, ಬಲವಂತದ ಸೀಮ್ ರಚನೆಯೊಂದಿಗೆ ಪುಡಿ ತಂತಿಯೊಂದಿಗೆ ಯಾಂತ್ರಿಕೃತ ಬೆಸುಗೆ ಹಾಕುವ ವಿಧಾನವನ್ನು ಬಳಸಲಾಗುತ್ತದೆ, ಇದರಲ್ಲಿ ತಂತಿ ಶೆಲ್ ಅನ್ನು ತುಂಬುವ ಪುಡಿಮಾಡಿದ ಘಟಕಗಳಿಂದ ರಕ್ಷಣೆ ಕಾರ್ಯಗಳನ್ನು ನಿರ್ವಹಿಸಲಾಗುತ್ತದೆ. ವೆಲ್ಡಿಂಗ್ ಸ್ನಾನವು ಸ್ಫಟಿಕೀಕರಣಗೊಂಡಂತೆ, ಹೊರಗಿನ ರೂಪಿಸುವ ಸಾಧನ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಹೆಡ್ ಜಂಕ್ಷನ್ ಪರಿಧಿಯ ಉದ್ದಕ್ಕೂ ಕೆಳಗಿನಿಂದ 10 ಮೀ / ಗಂ ವೇಗದಲ್ಲಿ ಚಲಿಸುತ್ತದೆ. ಒಂದು ಪೈಪ್ಲೈನ್ನೊಂದಿಗೆ ಲೇಸರ್ ವೆಲ್ಡಿಂಗ್, ಇದರಲ್ಲಿ ಒಂದು ಲೇಸರ್ ಕಿರಣವು ಶಕ್ತಿಯ ವಾಹಕದಿಂದ ಬಡಿಸಲಾಗುತ್ತದೆ. ಲೇಸರ್ ವೆಲ್ಡಿಂಗ್ನ ವೇಗವು 300 ಮೀ / ಗಂ ವರೆಗೆ ಇರುತ್ತದೆ.
ನಿರಂತರ ಕರಗುವ ಮೂಲಕ ಸಂಪರ್ಕ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಸಂಪರ್ಕಿಸುವಾಗ, ನಿರ್ದಿಷ್ಟ ಪ್ರೋಗ್ರಾಂ ಪ್ರಕಾರ ಪ್ರಕ್ರಿಯೆಯು ಸ್ವಯಂಚಾಲಿತವಾಗಿ ಕಂಡುಬರುತ್ತದೆ. 1420 ಎಂಎಂ ವ್ಯಾಸದ ಕೊಳವೆಗಳ ಒಂದು ಜಂಕ್ಷನ್ ನ ಕಾಲಾವಧಿಯು 3 ... 4 ನಿಮಿಷ, ಪೈಪ್ಲೈನ್ಸ್ -10 ನಿರ್ಮಾಣದ ಸಮಯದಲ್ಲಿ ಒಂದು ಜಂಟಿ ಬೆಸುಗೆ ಚಕ್ರ ... 15 ನಿಮಿಷ.
ಕಾಂತೀಯವಾಗಿ ನಿಯಂತ್ರಿತ ಆರ್ಕ್ (ಅಥವಾ ಆರ್ಕ್ಯಾಕ್ಟ್ ವೆಲ್ಡಿಂಗ್) ನ ಸ್ವಯಂಚಾಲಿತ ವೆಲ್ಡಿಂಗ್ ಬಟ್ ಸಂಪರ್ಕ ವೆಲ್ಡಿಂಗ್ನಿಂದ ಅಂಚುಗಳನ್ನು ಬಿಸಿಮಾಡುವ ಮೂಲಕ ಭಿನ್ನವಾಗಿದೆ. ಆರ್ಕ್ಯಾಂಟ್ಯಾಕ್ಟ್ ವೆಲ್ಡಿಂಗ್ನಲ್ಲಿ, ಕವಚದಿಂದ ಆಯಸ್ಕಾಂತೀಯ ಕ್ಷೇತ್ರವನ್ನು ಸುತ್ತುವರಿದ ಕೊಳವೆಗಳ ಅಂಚುಗಳ ಉದ್ದಕ್ಕೂ ಆಯಾಸವನ್ನು ತಿರುಗಿಸುತ್ತದೆ. ಈ ವೆಲ್ಡಿಂಗ್ ವಿಧಾನವನ್ನು ಸಣ್ಣ ಪೈಪ್ಲೈನ್ಗಳನ್ನು (114 ಎಂಎಂ) ವ್ಯಾಸವನ್ನು ನಿರ್ಮಿಸಲು ಬಳಸಲಾಗುತ್ತದೆ.
ಮುಖ್ಯ ಮತ್ತು ವಿತರಣಾ ಪೈಪ್ಲೈನ್ಗಳ ನಿರ್ಮಾಣದಲ್ಲಿ ಬಳಸಲಾದ ನಿಯಂತ್ರಕ ದಾಖಲೆಗಳು
ಸಿಐಎಸ್ನಲ್ಲಿನ ಪೈಪ್ಲೈನ್ಗಳ ನಿರ್ಮಾಣದ ಸಮಯದಲ್ಲಿ ಅಸೆಂಬ್ಲಿ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಕಾರ್ಯರೂಪಕ್ಕೆ ಸಂಬಂಧಿಸಿದಂತೆ ನಿಯಮಗಳನ್ನು ನಿಯಂತ್ರಿಸುವ ಪ್ರಮುಖ ನಿಯಂತ್ರಕ ದಾಖಲೆಯು "ನಿರ್ಮಾಣ ಮಾನದಂಡಗಳು ಮತ್ತು ನಿಯಮಗಳ ಆಧಾರದ ಮೇಲೆ" ಉಲ್ಡಿಂಗ್ ಕೆಲಸ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಕೀಲುಗಳ ಗುಣಮಟ್ಟ ನಿಯಂತ್ರಣದ ಉತ್ಪಾದನೆಗೆ ಸಾರಾಂಶ ನಿಯಮಗಳು "ಎಸ್ಪಿ 105-34-96, ಮತ್ತು ಸ್ನಿಪ್ 3.05.02.88" ಗ್ಯಾಸ್ ಸಪ್ಲೈ ಪೈಪ್ಲೈನ್ಗಳು ". ಈ ದಾಖಲೆಗಳು ಬೆಸುಗೆದಾರರು ಮತ್ತು ಸಹಿಷ್ಣುತೆಯ ನಿಯಂತ್ರಣದ ನಿಯಂತ್ರಣಗಳ ನಿಯಮಗಳನ್ನು ನೀಡುತ್ತವೆ, ಕೊಳವೆಗಳ ತಯಾರಿಕೆಯ ನಿಯಮಗಳು, ಸಂಪಾದನೆ, ದುರಸ್ತಿ ಮತ್ತು ಕೊಳವೆಗಳ ನಿರಾಕರಣೆ, ತಮ್ಮ ಮತ್ತು ಪೈಪ್ಲೈನ್ \u200b\u200bಬಲವರ್ಧನೆಯ ನಡುವಿನ ವಿವಿಧ ಪೈಪ್ಗಳನ್ನು ಜೋಡಿಸುವ ಕ್ರಮ, ದಿ ವೆಲ್ಡಿಂಗ್ ಮತ್ತು ಹವಾಮಾನ ಪರಿಸ್ಥಿತಿಗಳ ವಿಧಾನಗಳು ಟ್ರ್ಯಾಕ್ನಲ್ಲಿ ಕೆಲಸ ಮಾಡುವಾಗ, ನಿಯಂತ್ರಕ ದಾಖಲೆಗಳು ಶಿಫಾರಸು ಮಾಡಿದ ವೆಲ್ಡಿಂಗ್ ವಸ್ತುಗಳ ಬಳಕೆಯನ್ನು ನಿಯಂತ್ರಿಸುತ್ತವೆ, ಹಾಗೆಯೇ ವೆಲ್ಡೆಡ್ ಪೈಪ್ಲೈನ್ಗಳನ್ನು ನಿಯಂತ್ರಿಸುವ ನಿಯಮಗಳು ಮತ್ತು ನಿಯಮಗಳು, ಅವುಗಳ ವಿಕಾರ ಮತ್ತು ದುರಸ್ತಿಗಾಗಿ ನಿಯಮಗಳು.
ಈ ಸ್ನಿಪ್ಸ್ನ ಪ್ರಮುಖ ನಿಬಂಧನೆಗಳ ಬೆಳವಣಿಗೆಯಲ್ಲಿ, ವೆಲ್ಡಿಂಗ್ ಪೈಪ್ಲೈನ್ಗಳಿಗೆ ತಾಂತ್ರಿಕ ಸೂಚನೆಗಳನ್ನು ಅಭಿವೃದ್ಧಿಪಡಿಸಲಾಯಿತು (VNI 066-89 ಮತ್ತು ಎಲ್ಬಿಎನ್ A.3.1. -36-3-96 ಮತ್ತು ಪೈಪ್ಲೈನ್ಗಳ ವೆಲ್ಡೆಡ್ ಕೀಲುಗಳನ್ನು ನಿಯಂತ್ರಿಸುವ ವಿಧಾನ (VN 012-88) . ಈ ಸೂಚನೆಗಳನ್ನು ನಿಯಂತ್ರಿಸುತ್ತದೆ: ಪೈಪ್ಗಳ ರಿಂಗ್ ಕೀಲುಗಳ ತಂತ್ರಜ್ಞಾನದ ಕೈಯಿಂದ ಮತ್ತು ಸ್ವಯಂಚಾಲಿತ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ನ ಮುಖ್ಯ ನಿಬಂಧನೆಗಳು, ಹಾಗೆಯೇ 14 ರಿಂದ 1420 ಮಿ.ಮೀ.ಗಳ ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ಟ್ರಂಕ್ ಮತ್ತು ವಿತರಣಾ ಪೈಪ್ಲೈನ್ಗಳ ವಿತರಣಾ ಬಲವರ್ಧನೆಯೊಂದಿಗೆ 1 ರಿಂದ 26 ಮಿ.ಮೀ.ವರೆಗಿನ ಗೋಡೆಯು 7.5 ಮಿ.ಮೀ. . ಹಸ್ತಚಾಲಿತ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ ತಂತ್ರಗಳನ್ನು ಬಳಸಿಕೊಂಡು ಪೈಪ್ಲೈನ್ಸ್ ವೆಲ್ಡಿಂಗ್ನ ತಾಂತ್ರಿಕ ಲಕ್ಷಣಗಳನ್ನು ಪ್ರಸ್ತುತಪಡಿಸುತ್ತದೆ, ಫ್ಲಕ್ಸ್ ಅಡಿಯಲ್ಲಿ ಸ್ವಯಂಚಾಲಿತ ವೆಲ್ಡಿಂಗ್, ರಕ್ಷಣಾತ್ಮಕ ಅನಿಲಗಳ ಪರಿಸರ ಮತ್ತು ಪುಡಿ ತಂತಿಯಲ್ಲಿ ಸ್ವಯಂಚಾಲಿತ ವೆಲ್ಡಿಂಗ್ಗಳು ದಬ್ಬಾಳಿಕೆಯ ಸೀಮ್ ರಚನೆಯೊಂದಿಗೆ. ಸೂಚನೆಗಳು ವೆಲ್ಡಿಂಗ್ ವಿಶೇಷ ಉದ್ದೇಶ ಪೈಪ್ಲೈನ್ಗಳಿಗೆ (ಅಮೋನಿಯ, ಎಥಿಲೀನ್, ಎಥೆಲೆನ್, ಎಥೆನಾಲ್, ಇಂಗಾಲದ ಡೈಆಕ್ಸೈಡ್, ಇತ್ಯಾದಿಗಳನ್ನು ಸಾಗಿಸಲು), ಹಾಗೆಯೇ ಭ್ರೂಣದ ಉತ್ಪನ್ನಗಳಿಗೆ ಪೈಪ್ಲೈನ್ಗಳಿಗೆ ಅನ್ವಯಿಸುವುದಿಲ್ಲ.
ವಿದೇಶದಲ್ಲಿ, ಪೈಪ್ಲೈನ್ಗಳ ನಿರ್ಮಾಣವು ರಾಷ್ಟ್ರೀಯ ಮತ್ತು ಅಂತರರಾಷ್ಟ್ರೀಯ ಮಾನದಂಡಗಳು (ಕೋಷ್ಟಕ 1) ಮೂಲಕ ಮಾರ್ಗದರ್ಶನ ನೀಡಲಾಗುತ್ತದೆ, ಇದರಲ್ಲಿ ಆರಿ 1104, ಆರಿ 5 ಡಿ ಮತ್ತು ಸಿಎಸ್ 4515 ಪೈಪ್ಲೈನ್ \u200b\u200bವೆಲ್ಡೆಡ್ ಕೀಲುಗಳ ಗುಣಮಟ್ಟದಿಂದಾಗಿ, ನಿಯಮದಂತೆ, ಅಂತರರಾಷ್ಟ್ರೀಯ ಮಟ್ಟದಿಂದ ಮಾರ್ಗದರ್ಶನ ನೀಡಲಾಗುತ್ತದೆ ಸ್ಟ್ಯಾಂಡರ್ಡ್ ಐಎಸ್ಒ 8517 ಮತ್ತು ಯುರೋಪಿಯನ್ ಸ್ಟ್ಯಾಂಡರ್ಡ್ ಎನ್ 25817.
ಕೋಷ್ಟಕ 1
ಪೈಪ್ಗಳಿಗೆ ಅವಶ್ಯಕತೆಗಳು
ಕಾಂಡ ಮತ್ತು ವಿತರಣಾ ಅನಿಲ ಪೈಪ್ಲೈನ್ಗಳ ನಿರ್ಮಾಣಕ್ಕಾಗಿ, ಉಕ್ಕಿನ ತಡೆರಹಿತ ವಿದ್ಯುತ್ ವೆಲ್ಡ್ ಸ್ಟ್ರಾಬೆರಿಗಳು ಮತ್ತು ಸುರುಳಿಯಾಕಾರದ ಹೊಡೆತಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. 1020 ಎಂಎಂ ವರೆಗೆ ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ಪೈಪ್ಗಳು ಶಾಂತ ಮತ್ತು ಅರೆ ಪ್ರಕಾಶಮಯ ಕಡಿಮೆ ಮಿಶ್ರಲೋಹ ಉಕ್ಕುಗಳು, ಪೈಪ್ಗಳು 1420 ಮಿಮೀ ವರೆಗೆ ವ್ಯಾಸದಿಂದ ತಯಾರಿಸಲ್ಪಟ್ಟಿವೆ - ಕಡಿಮೆ-ಮಿಶ್ರಲೋಹದ ಉಕ್ಕುಗಳಿಂದ ಉಷ್ಣಾತ್ಮಕವಾಗಿ ಸುಧಾರಿತ ಅಥವಾ ಥರ್ಮೋಮೆಕಾನಿಕಲ್ ಗಟ್ಟಿಯಾದ ಸ್ಥಿತಿಯಲ್ಲಿ. ಕಡಿಮೆ ಒತ್ತಡದ ವಿತರಣಾ ಅನಿಲ ಪೈಪ್ಲೈನ್ಗಳಿಗೆ ಮಾತ್ರ (0.005 ಎಂಪಿಎ ವರೆಗೆ), ಕುದಿಯುವ ಕಡಿಮೆ ಕಾರ್ಬನ್ ಸ್ಟೀಲ್ಗಳಿಂದ ಪೈಪ್ಗಳನ್ನು ಬಳಸಲು ಅನುಮತಿಸಲಾಗಿದೆ.
ಸಿಐಎಸ್ ಪೈಪ್ಗಳಲ್ಲಿ GOST 8731 ರ ಅನುಗುಣವಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ ... GOST 8734 ಗುಂಪುಗಳು ಬಿ, ಜೊತೆಗೆ ಸಂಬಂಧಿತ ತಾಂತ್ರಿಕ ಮತ್ತು ಆರ್ಥಿಕ ಸಮರ್ಥನೆಯೊಂದಿಗೆ - GOST 9567; ಸ್ಟೀಲ್ ಎಲೆಕ್ಟ್ರಿಕ್ ವೆಲ್ದ್ ಪೈಪ್ಸ್ - ಷರತ್ತುಬದ್ಧ ವ್ಯಾಸ (ಡಿಎಫ್) ಗೆ 800 ಎಂಎಂ ಸೇರಿದಂತೆ ಪೈಪ್ಗಳಿಗೆ 20295 ರ ಪ್ರಕಾರ. ಪೈಪ್ ಡು\u003e 800 ಎಂಎಂ, ವಿಶೇಷ ತಾಂತ್ರಿಕ ಪರಿಸ್ಥಿತಿಗಳನ್ನು ಅಭಿವೃದ್ಧಿಪಡಿಸಲಾಗಿದೆ ಇದರಲ್ಲಿ ಮುಖ್ಯವಾದ ಅಗತ್ಯತೆಗಳನ್ನು ಸೇರಿಸಬೇಕು.
ಮುಗಿದ ಕೊಳವೆಗಳು ಗುರುತಿಸಲ್ಪಟ್ಟಿವೆ, ಪೈಪ್ನ ತುದಿಗಳಲ್ಲಿ ಒಂದರಿಂದ 250-500 ಮಿಮೀ ದೂರದಲ್ಲಿ ಅಂಚೆಚೀಟಿಗಳು (ಕೋಲ್ಡ್ ಸ್ಟ್ಯಾಂಪಿಂಗ್) ಅನ್ನು ಕೆಳಗಿಳಿಸಲಾಗುತ್ತದೆ: ಉತ್ಪಾದಕನ ಟ್ರೇಡ್ಮಾರ್ಕ್ ಅಥವಾ ಹೆಸರು; ಉಕ್ಕಿನ ಬ್ರ್ಯಾಂಡ್ ಅಥವಾ ಅದರ ಷರತ್ತುಬದ್ಧವಾದ ಪದನಾಮ; ಪೈಪ್ ಸಂಖ್ಯೆ; ತಾಂತ್ರಿಕ ನಿಯಂತ್ರಣದ ಅಂಚೆಚೀಟಿ; ತಯಾರಿಕೆ ವರ್ಷ. ಅಂಟಗಳ ಕಥಾವಸ್ತುವು ಸ್ಪಷ್ಟವಾಗಿ ಬಣ್ಣವನ್ನು ವಿತರಿಸಲಾಗುತ್ತದೆ. ಇದರ ಜೊತೆಗೆ, ಅದರ ವ್ಯಾಸ ಮತ್ತು ಗೋಡೆಯ ದಪ್ಪವು ಪೈಪ್ ಇಂಥೀಯಬಲ್ ಬಣ್ಣವನ್ನು ಸೂಚಿಸುತ್ತದೆ.
ಅಮೆರಿಕನ್ ಆಯಿಲ್ ಇನ್ಸ್ಟಿಟ್ಯೂಟ್ (ARI) ನ ಮಾನದಂಡಗಳ ಪ್ರಕಾರ ಆಮದು ಕೊಳವೆಗಳನ್ನು ತಯಾರಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಸರಬರಾಜು ಮಾಡಲಾಗುತ್ತದೆ: AII-5 I (ತಡೆರಹಿತ ಮತ್ತು ನೇರವಾದ ಕೊಳವೆಗಳು), AII-513 (ವಿವಿಧ ಪೈಪ್ಲೈನ್ಗಳಿಗೆ ಸುರುಳಿಯಾಕಾರದ ಕೊಳವೆಗಳು) AII-51X (ಪೈಪ್ಗಳು ಹೆಚ್ಚಿನ ಒತ್ತಡದ ಪೈಪ್ಲೈನ್ಗಳು).
ಈ ಮಾನದಂಡಗಳ ಪ್ರಕಾರ, ಪೈಪ್ ಸ್ಟೀಲ್ ಅನ್ನು ಇಳುವರಿ ಬಲದಲ್ಲಿ ಗುಂಪುಗಳಾಗಿ ಸಂಯೋಜಿಸಲಾಗಿದೆ. ಪ್ರತಿ 1 ಚದರ ಮೀಗೆ ಸಾವಿರಾರು ಪೌಂಡ್ಗಳಲ್ಲಿ ಅದೇ ಇಳುವರಿ ಶಕ್ತಿ ಮೌಲ್ಯಗಳೊಂದಿಗೆ ಉಕ್ಕಿನ ಪ್ರತಿ ಗುಂಪು. ಈ ಮಾನದಂಡಗಳ ಪ್ರಕಾರ, ಉಕ್ಕಿನ ಗುಂಪುಗಳು: X-42, X-46, X-52, X-56, X-60, X-65, X-70 414 ರಿಂದ 565 MPA ಯಿಂದ ವಿನಾಶಕ್ಕೆ ಸಮಯ ಪ್ರತಿರೋಧ. ಮೆಕ್ಯಾನಿಕಲ್ ಗುಣಲಕ್ಷಣಗಳ ಜೊತೆಗೆ ಆರಿ ಮಾನದಂಡಗಳು ಉತ್ಪಾದನಾ ಪೈಪ್ಗಳ ಪ್ರಕ್ರಿಯೆಯನ್ನು ನಿಯಂತ್ರಿಸುತ್ತವೆ, ಪೈಪ್ನ ರಾಸಾಯನಿಕ ಸಂಯೋಜನೆಯು, ಉತ್ಪಾದನಾ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಹೈಡ್ರಾಲಿಕ್ ಪರೀಕ್ಷೆಯ ಸಮಯದಲ್ಲಿ ಒತ್ತಡ, ವಿನಾಶಕಾರಿ ಪರೀಕ್ಷೆಯ ವಿಧಾನಗಳು, ಇದನ್ನು ಬಳಸಲಾಗುತ್ತದೆ ಪೈಪ್ ದುರಸ್ತಿ ಪರಿಸ್ಥಿತಿಗಳ ತಯಾರಿಕೆ, ಇತ್ಯಾದಿ. ಆರಿ ಮಾನದಂಡದ ಪ್ರಕಾರ ಪೈಪ್ನ ಹೆಸರನ್ನು ಪೈಪ್ಗಳ ಪೈಪ್ಗಳ ಹೆಸರನ್ನು ಒಳಗೊಂಡಿದೆ, ಅರಿಯ ಮೊನೊಗ್ರಾಮ್ಗಳು (ಟ್ರೇಡ್ಮಾರ್ಕ್ ಅಂದರೆ ಈ ಪೈಪ್ ಆರಿ ಅವಶ್ಯಕತೆಗಳಿಗೆ ಅನುಗುಣವಾಗಿ), ಪೈಪ್ನ ಗಾತ್ರ , ಪೌಂಡ್ಗಳಲ್ಲಿನ ಪೈಪ್ನ ಪೈಪ್ನ ದ್ರವ್ಯರಾಶಿಯು ಉಕ್ಕಿನ ಹೆಸರಿನ ವರ್ಗ ಮತ್ತು ತಯಾರಿಕೆಯ ವರ್ಗ (ರು -ಬೆಸ್ಟ್, ಇ - ವೆಲ್ಡ್ ಡರ್ಟ್ ಪೈಪ್ಗಳು, SW - ಸುರುಳಿ ಪೈಪ್ಗಳು, ಪಿ - ಪೈಪ್ಗಳು ಉದ್ದವಾದ ಸೀಮ್ನೊಂದಿಗೆ ಉಲ್ಲಾಸಗೊಂಡವು) , ಸ್ಟೀಲ್ನ ಹೆಸರಿನ ಪ್ರಕಾರ (ಇ - ಸ್ಟೀಲ್ ಎಲೆಕ್ಟ್ರಿಕ್ ಹಾಲೋಸ್, ಎಂ - ಹೆಚ್ಚಿನ ಸಾಮರ್ಥ್ಯ ಕಡಿಮೆ ಅಲಾಯ್ ಸ್ಟೀಲ್), ಸಿಪ್ಟೇಕಿಂಗ್ ಜಾತಿಗಳು (ಎನ್ಎಂ-ನಾರ್ಮಲೈಸೇಶನ್ ಅಥವಾ ಸಾಮಾನ್ಯೀಕರಣ ಮತ್ತು ರಜೆ, ಇಲ್ಲ - ಗಟ್ಟಿಯಾಗುವುದು ಮತ್ತು ರಜಾದಿನಗಳು). ಗುರುತಿಸಲಾಗದ ಬಣ್ಣದಿಂದ ಗುರುತಿಸಲಾಗುವುದು. ಮುಖ್ಯ ಪೈಪ್ಲೈನ್ಗಳಿಗೆ ಪೈಪ್ಗಳು ಸ್ಟೀಲ್ಗಳಿಂದ ತಯಾರಿಸಲ್ಪಡುತ್ತವೆ, ಅವುಗಳು ಛಿದ್ರತೆಯ ಸಮಯದ ಪ್ರತಿರೋಧದ ಇಳುವರಿ ಶಕ್ತಿಯ ಅನುಪಾತವನ್ನು ಹೊಂದಿಲ್ಲ: 0.75 - ಕಡಿಮೆ ಇಂಗಾಲದ ಉಕ್ಕುಗಳಿಗೆ; 0.8 - ಕಡಿಮೆ ಮಿಶ್ರಲೋಹದ ಸಾಮಾನ್ಯ ಸ್ಟೀಲ್ಗಳಿಗಾಗಿ; 0.85 - ಪ್ರಸರಣ-ಗಟ್ಟಿಯಾಗುವುದು ಸಾಮಾನ್ಯ ಮತ್ತು ಉಷ್ಣವಾಗಿ ಸುಧಾರಿತ ಉಕ್ಕುಗಳಿಗಾಗಿ; 0.9 - ನಿಯಂತ್ರಿತ ರೋಲಿಂಗ್ನ ಉಕ್ಕುಗಳಿಗೆ.
ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ಪೈಪ್ ಅಂಚುಗಳ ತಯಾರಿಕೆ
ವೆಲ್ಡಿಂಗ್ ಮತ್ತು ಅನುಸ್ಥಾಪನಾ ಕಾರ್ಯವನ್ನು ಪ್ರಾರಂಭಿಸುವ ಮೊದಲು, ಪೈಪ್ಗಳು ಮತ್ತು ಪೈಪ್ಲೈನ್ಗಳನ್ನು ಬಳಸಲಾಗುತ್ತಿರುವುದನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳುವುದು ಅಗತ್ಯವಾಗಿದ್ದು, ಗುಣಮಟ್ಟದ ಪ್ರಮಾಣಪತ್ರಗಳನ್ನು ಹೊಂದಿದ್ದು, ಅವರ ಪೂರೈಕೆಗಾಗಿ ತಾಂತ್ರಿಕ ಪರಿಸ್ಥಿತಿಗಳು. ಪೈಪ್ಗಳು ಮತ್ತು ವಿವರಗಳು ಪೈಪ್ಗಳಲ್ಲಿನ ಸಂಬಂಧಿತ ಮಾನದಂಡಗಳು ಮತ್ತು ತಾಂತ್ರಿಕ ಪರಿಸ್ಥಿತಿಗಳ ಅಗತ್ಯತೆಗಳಿಗೆ ಅನುಗುಣವಾಗಿ ಇನ್ಪುಟ್ ನಿಯಂತ್ರಣವನ್ನು ರವಾನಿಸಬೇಕು.
ಪೈಪ್ಗಳು ಮತ್ತು ಸಂಪರ್ಕ ಭಾಗಗಳ ತುದಿಗಳು ಅನ್ವಯಿಕ ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಗಳಿಗೆ ಅನುಗುಣವಾದ ಬೆವೆಲ್ ಅಂಚುಗಳ ಆಕಾರ ಮತ್ತು ಆಯಾಮಗಳಲ್ಲಿ ಇರಬೇಕು. ತಮ್ಮ ಅಸಮಂಜಸತೆಗಳೊಂದಿಗೆ, ಟ್ರ್ಯಾಕ್ಗಳಲ್ಲಿ ಅಂಚುಗಳ ಯಾಂತ್ರಿಕ ಪ್ರಕ್ರಿಯೆಯನ್ನು ಅನುಮತಿಸಲಾಗಿದೆ. ಸಣ್ಣ ವ್ಯಾಸದ ಕೊಳವೆಗಳಿಗೆ (520 ಮಿಮೀ ವರೆಗೆ), ಹಾದಿಗಳು, ಭಾಗಗಳು, ಪೈಪ್ ಕತ್ತರಿಸುವ ಮತ್ತು ಗ್ರಿಂಡರ್ಗಳನ್ನು ಬಳಸಲು ಸಾಧ್ಯವಿದೆ. ಆರ್ಬಿಟಲ್ ಮಿಲ್ಲಿಂಗ್ ಯಂತ್ರಗಳು, ಹೈಡ್ರೋಬ್ರಾಸಿವ್ ಕತ್ತರಿಸುವುದು ಮತ್ತು ಗ್ರೈಂಡಿಂಗ್ ಯಂತ್ರಗಳನ್ನು ದೊಡ್ಡ ವ್ಯಾಸಗಳಿಗೆ ಬಳಸಲಾಗುತ್ತದೆ. ಕೆಲವು ಸಂದರ್ಭಗಳಲ್ಲಿ, ಸುರುಳಿಗಳು ಅಥವಾ ಪ್ರದರ್ಶನ ಸುರುಳಿಗಳನ್ನು ಸೇರಿಸಿದಾಗ, ಅಂಚುಗಳ ತಯಾರಿಕೆಯಲ್ಲಿ ಉಷ್ಣ ವಿಧಾನಗಳ ಬಳಕೆ: ಉದಾಹರಣೆಗೆ:
ಎ) ನಂತರದ ಮೆಕ್ಯಾನಿಕಲ್ ಸ್ಟ್ರಿಪ್ಟಿಂಗ್ ಅಂಚುಗಳೊಂದಿಗೆ ಅಪಹರಣಕಾರಿ ವೃತ್ತದಿಂದ ಕತ್ತರಿಸುವುದು 0.1 .0.2 ಮಿಮೀ;
ಬಿ) ನಂತರದ ಯಂತ್ರಗಳು 1 ಎಂಎಂ ವರೆಗಿನ ಆಳಕ್ಕೆ ಕತ್ತರಿಸಿ - ಸಾರಜನಕದೊಂದಿಗೆ ಅಂಚಿನ ಶುದ್ಧತ್ವದಿಂದ (ಪ್ಲಾಸ್ಮಾ-ರೂಪಿಸುವ ಅನಿಲವಾಗಿ ಆರ್ಗಾನ್ ಅನ್ನು ಬಳಸುವಾಗ, ಯಾಂತ್ರಿಕ ಪ್ರಕ್ರಿಯೆ ಅಗತ್ಯವಿಲ್ಲ); ಸಿ) ಏರ್ ಆರ್ಕ್ 0.5 ಮಿಮೀ (ಅಂಚುಗಳನ್ನು ಶಿರೋನಾಮೆ) ಆಳಕ್ಕೆ ಹಾಕುವ ಮೂಲಕ ಕತ್ತರಿಸುವುದು;
ಡಿ) ANR-2M, ANR-3 ಅಥವಾ OK.21.03 ವಿಶೇಷ ವಿದ್ಯುದ್ವಾರಗಳೊಂದಿಗೆ ಒಂದು ಬಿರುಕು ಮತ್ತು ಕತ್ತರಿಸುವುದು, ಯಾವ ಯಾಂತ್ರಿಕ ಪ್ರಕ್ರಿಯೆ ಅಗತ್ಯವಿಲ್ಲ.
ಪೈಪ್ಗಳನ್ನು ಜೋಡಿಸುವ ಮೊದಲು, ಮಣ್ಣು, ಕೊಳಕು, ಹಿಮದಿಂದ ಕೊಳವೆಗಳ ಆಂತರಿಕ ಕುಹರವನ್ನು ಸ್ವಚ್ಛಗೊಳಿಸಲು ಮತ್ತು ಅಂಚು ಮತ್ತು ಕೊಳವೆಗಳ ಒಳ ಮತ್ತು ಹೊರಗಿನ ಮೇಲ್ಮೈಯನ್ನು ಸ್ವಚ್ಛಗೊಳಿಸಲು ಮತ್ತು ಅಗಲಕ್ಕೆ ಅಗಲಕ್ಕೆ ಜೋಡಿಸುವ ಭಾಗಗಳನ್ನು ಸ್ವಚ್ಛಗೊಳಿಸಲು ಅಗತ್ಯವಾಗಿರುತ್ತದೆ ಕನಿಷ್ಠ 10 ಮಿಮೀ.
ಟ್ಯೂಬ್ಗೆ ಪಕ್ಕದ ಬಾಹ್ಯ ಫ್ಯಾಕ್ಟರಿ ಸ್ತರಗಳನ್ನು ಬಲಪಡಿಸುವಂತೆ ಬಲಪಡಿಸುವ ಪ್ಲಾಟ್ಗಳು, ಕನಿಷ್ಠ 10 ಎಂಎಂ ಅಂತ್ಯದಿಂದ ದೂರದಲ್ಲಿರುವ ದೂರಕ್ಕೆ ಸುಮಾರು .. ind5 ಮಿಮೀ ಎತ್ತರಕ್ಕೆ ಸ್ಟಫ್ ಮಾಡಲು ಸೂಚಿಸಲಾಗುತ್ತದೆ.
ಎಲ್ಲಾ ಕೊಳವೆಗಳು ಲೇಪಿತ ವಿದ್ಯುದ್ವಾರಗಳೊಂದಿಗೆ ಹಸ್ತಚಾಲಿತ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ ಉದ್ದೇಶದಿಂದ ಕತ್ತರಿಸುವ ಅಂಚುಗಳೊಂದಿಗೆ ಸಸ್ಯಗಳಿಂದ ಟ್ರ್ಯಾಕ್ನಲ್ಲಿ ಬರುತ್ತವೆ. ಈ ಕತ್ತರಿಸುವುದು (ಅಂಜೂರದ 1, ಎ) 25-30 ° ಮತ್ತು ಮಂದ 1-2.6 ಮಿ.ಮೀ.ನ ಅಂಚುಗಳ ಬೆವೆಲ್ನ 4 ಮಿಮೀ ಕೋನಕ್ಕಿಂತಲೂ ಹೆಚ್ಚು ವ್ಯಾಸದ ಪೈಪ್ಗಳನ್ನು ಹೊಂದಿದೆ. ಗೋಡೆಯ ದಪ್ಪದಿಂದ 16 ಮಿ.ಮೀ ಮತ್ತು ದೊಡ್ಡ ವ್ಯಾಸದ ಹೆಚ್ಚಿನ ಪೈಪ್ಗಳು ಅಂಜೂರಕ್ಕೆ ಅನುಗುಣವಾಗಿ ಸಂಯೋಜಿತ ಕತ್ತರಿಸುವ ತುದಿಯಲ್ಲಿ ಸರಬರಾಜು ಮಾಡಬಹುದು. 1, ಬಿ.
ಗಾತ್ರವು ಗೋಡೆಯ ದಪ್ಪವನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ ಮತ್ತು ಹೀಗಿರುತ್ತದೆ:
7 ಮಿಮೀ - ಪೈಪ್ ವಾಲ್ನ ದಪ್ಪದಿಂದ 15 ... 19 ಮಿಮೀ
8 ಎಂಎಂ - ಪೈಪ್ ವಾಲ್ ದಪ್ಪದಿಂದ 19 ... 21,5 ಮಿಮೀ
10 ಮಿಮೀ - ಪೈಪ್ ವಾಲ್ನ ದಪ್ಪದೊಂದಿಗೆ 21.5 ... 26 ಮಿಮೀ.
ಅಂಜೂರ. 1. ಹಸ್ತಚಾಲಿತ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ (ಎ, ಬಿ), ರಕ್ಷಣಾತ್ಮಕ ಅನಿಲಗಳ ಪರಿಸರದಲ್ಲಿ ಸ್ವಯಂಚಾಲಿತ ವೆಲ್ಡಿಂಗ್ (ಬಿ), ಫ್ಲಕ್ಸ್ (ಜಿ, ಡಿ, ಇ, ಜಿ, ಇ, ಜಿ) ಮತ್ತು ಬಲವಂತದ ರಚನೆಯೊಂದಿಗೆ ಪುಡಿ ತಂತಿ ( ಎ, ಬಿ).
ಪೈಪ್ಲೈನ್ಗಳು ಡು 1000 ಎಂಎಂ ಮತ್ತು ಅದಕ್ಕಿಂತ ಹೆಚ್ಚಿನವುಗಳ ಉಪಕರಣವು ರೂಟ್ ಸೀಮ್ ಅನ್ನು ಒಳಗಿನಿಂದ ಒದಗಿಸಲಾಗುತ್ತದೆ, Fig.1, B ಅನ್ನು ಶಿಫಾರಸು ಮಾಡಲಾಗುವುದು. ವಿತರಣಾ ಪೈಪ್ಲೈನ್ಗಳ ನಿರ್ಮಾಣದ ಸಂದರ್ಭದಲ್ಲಿ, 4 ಮಿಮೀ ವರೆಗಿನ ಗೋಡೆಯ ದಪ್ಪದೊಂದಿಗೆ ಅಂಚುಗಳನ್ನು ಕತ್ತರಿಸದೆ ಪೈಪ್ಗಳ ಹಸ್ತಚಾಲಿತ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಅನುಮತಿಸಲಾಗಿದೆ. ಇದರ ಜೊತೆಯಲ್ಲಿ, 152 ಮಿ.ಮೀ.ವರೆಗಿನ ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ಪೈಪ್ಲೈನ್ಗಳು, ಅನಿಲ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಬಳಸುವುದು ಸಾಧ್ಯ (ಅಂಚುಗಳನ್ನು ಕತ್ತರಿಸದೆ - 3 ಎಂಎಂ ವರೆಗೆ ಮತ್ತು ಅಂಚುಗಳ ಏಕಪಕ್ಷೀಯ ಬೆವೆಲ್ - 5 ಮಿಮೀ ವರೆಗೆ).
ಹೆಚ್ಚುವರಿ ಎಡ್ಜ್ ಸಂಸ್ಕರಣೆ ಇಲ್ಲದೆ ಟ್ರ್ಯಾಕ್ನಲ್ಲಿನ ವ್ಯತ್ಯಾಸದ ಪೈಪ್ಗಳ ಸಂಪರ್ಕವನ್ನು ಅನುಮತಿಸಲಾಗಿದೆ:
ಗೋಡೆಯ ದಪ್ಪಕ್ಕೆ, 12.5 ಮಿಮೀಗಿಂತಲೂ ಹೆಚ್ಚು, ದಪ್ಪ ವ್ಯತ್ಯಾಸವು 2 ಮಿಮೀ ಮೀರಬಾರದು;
12.5 ಮಿಮೀಗಿಂತ ಮೇಲಿರುವ ಗೋಡೆಗಳ ದಪ್ಪಕ್ಕೆ, ದಪ್ಪ ವ್ಯತ್ಯಾಸವು 3 ಮಿಮೀ ಮೀರಬಾರದು. ಈ ಸಂದರ್ಭದಲ್ಲಿ, ಆಘಾತಕಾರಿ ಅಂಚುಗಳನ್ನು ಅನುಮತಿಸಲಾಗುವುದಿಲ್ಲ.
ಸ್ಥಗಿತಗೊಳಿಸುವಿಕೆ ಮತ್ತು ವಿತರಣಾ ಬಲವರ್ಧನೆಯೊಂದಿಗೆ ಪೈಪ್ಗಳು ಅಥವಾ ವಿತರಣಾ ಬಲವರ್ಧನೆಯೊಂದಿಗೆ ಪೈಪ್ಗಳು ಅಥವಾ ವಿತರಣಾ ಬಲವರ್ಧನೆಯೊಂದಿಗೆ ಕಾರ್ಖಾನೆಯ ತಯಾರಿಕೆ ಅಥವಾ ಮಧ್ಯಂತರ ದಪ್ಪ ಕೊಳವೆಗಳ ಅಂತರಸಂಪರ್ಕಗಳ ನಡುವಿನ ಜಾಕೆಟ್ ಅಂಶಗಳ ನಡುವೆ ಅನ್ವಯಿಸುವುದರ ಮೂಲಕ ಕನಿಷ್ಠ 250 ಮಿ.ಮೀ. .
ದಪ್ಪವಾದ ಪೈಪ್ ಅಥವಾ ಭಾಗ (ಅಂಜೂರ 2, ಎ) ನ ಮೇಲ್ಮೈಯ ಅಂತ್ಯದ ಪಕ್ಕದಲ್ಲಿ ವಿಶೇಷ ಸಂಸ್ಕರಣೆಯೊಂದಿಗೆ ವಿಭಿನ್ನ ರೀತಿಯಲ್ಲಿ ಪೈಪ್ಲೈನ್ಗಳ ಭಾಗಗಳೊಂದಿಗೆ ಪೈಪ್ಗಳು ಅಥವಾ ಕೊಳವೆಗಳ ನೇರ ಸಭೆ ಮತ್ತು ಕೊಳವೆಗಳನ್ನು ನಿರ್ವಹಿಸಲು ಇದು ಅನುಮತಿಸಲಾಗಿದೆ. ಬಹು ಕೊಳವೆಗಳ ಚಕ್ಗಳ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಅನುಮತಿಸಲಾಗುವುದಿಲ್ಲ.
ಬಲವರ್ಧನೆಯ ಅಳವಡಿಕೆಯ ದಪ್ಪವು ಪೈಪ್ ಗೋಡೆಯ 1.5 ದಪ್ಪವನ್ನು ಮೀರಬಾರದು (ಅಂಜೂರದ 2, ಬೌ (ಅಂಜೂರದ 2, ಬಿ) ನಂತೆ ಪೈಪ್ ಗೋಡೆಯ ದಪ್ಪವನ್ನು ಮೀರದಿದ್ದಲ್ಲಿ ಷೇಟ್-ಆಫ್ ಮತ್ತು ವಿತರಣಾ ಬಲವರ್ಧನೆಯೊಂದಿಗೆ ಪೈಪ್ಗಳ ನೇರ ಸಂಪರ್ಕವನ್ನು ಪರಿಹರಿಸಲಾಗಿದೆ. ). ಈ ಸಿದ್ಧತೆ ಪೂರೈಕೆದಾರರಿಂದ ಜಾರಿಗೆ ತರಬೇಕು.
ಅಂಜೂರ. 2. ಟ್ಯೂಬ್ಗಳು ಮತ್ತು ವಿವಿಧ ಗೋಡೆಯ ದಪ್ಪದೊಂದಿಗೆ ಇರುವ ಭಾಗಗಳಿಗೆ ತಯಾರಿ.
ಪೈಪ್ ಅಸೆಂಬ್ಲಿ ಅವಶ್ಯಕತೆಗಳು
ಪೈಪ್ಗಳ ಕೀಲುಗಳನ್ನು ನಿರ್ಮಿಸಿ ಖಾತರಿಪಡಿಸಬೇಕು:
ಪೈಪ್ಲೈನ್ನ ಅಕ್ಷಕ್ಕೆ ಜಂಟಿಗೆ ಲಂಬವಾಗಿ. ಲಂಬಗಿಡದಿಂದ ವಿಚಲನವು 2 ಮಿಮೀ ಮೀರಬಾರದು;
ಸಂಬಂಧಿತ ಮಾನದಂಡಗಳು ಮತ್ತು ಸೂಚನೆಗಳಿಂದ ನಿಯಂತ್ರಿಸಲ್ಪಟ್ಟ ಮೌಲ್ಯಗಳ ಮಿತಿಗಳೊಳಗೆ ಇರುವ ಅಂತರವನ್ನು ಹೊಂದಿರುವ ಏಕರೂಪತೆಯ ಏಕರೂಪತೆ;
ಅಂಚುಗಳ ಸ್ಥಳಾಂತರದ ಕನಿಷ್ಟ ಸಂಭವನೀಯ ಮೌಲ್ಯ, ಸಾರ್ವತ್ರಿಕ ಮಾದರಿಗಳಿಂದ ದಾಖಲಿಸಲ್ಪಟ್ಟಿದೆ, ಅನುಮತಿ ಮೌಲ್ಯಗಳನ್ನು ಮೀರಿಲ್ಲ (ಮುಖ್ಯ ಪೈಪ್ಲೈನ್ಗಳು - 0.2 ಗೋಡೆಯ ದಪ್ಪಗಳು, ಆದರೆ 3 ಮಿಮೀಗಿಂತಲೂ ಹೆಚ್ಚಿಲ್ಲ, ವಿತರಣೆಗಾಗಿ - (0.15 ಗೋಡೆಯ ದಪ್ಪಗಳು + 0.5 ಎಂಎಂ );
ಕನಿಷ್ಠ 100 ಮಿಮೀ ದೂರದಲ್ಲಿ ಪರಸ್ಪರ ಸಂಬಂಧಿಸಿರುವ ಕಾರ್ಖಾನೆಯ ಸ್ತರಗಳ ಮಿಶ್ರಣ - 100 ಮಿಮೀ ಗಿಂತಲೂ ಕಡಿಮೆ ವ್ಯಾಸದ ಪೈಪ್ಗಳಿಗಾಗಿ - ಪೈಪ್ಗಳು 100 ಮಿಮೀ ಮತ್ತು 1/3 ವ್ಯಾಸದ ಕೊಳವೆಗಳಿಗೆ. ಈ ಅವಶ್ಯಕತೆಗಳನ್ನು ನಿರ್ವಹಿಸುವ ತಾಂತ್ರಿಕ ಅಸಾಮರ್ಥ್ಯದ ಸಂದರ್ಭದಲ್ಲಿ, ವೆಲ್ಡಿಂಗ್ ಕಾಂಪೌಂಡ್ನ ಹೆಚ್ಚುವರಿ ಅಲ್ಟ್ರಾಸಾನಿಕ್ ಮೇಲ್ವಿಚಾರಣೆಯನ್ನು ಜಂಟಿ ಈ ವಿಭಾಗದಲ್ಲಿ ಸೂಚಿಸಲಾಗುತ್ತದೆ.
ದೊಡ್ಡ ವ್ಯಾಸದ ಪೈಪ್ಗಳ ತಯಾರಿಕೆಯಲ್ಲಿ, ಚಿಪ್ಪುಗಳಿಂದ ಸಿಲಿಂಡರ್ ಮನೆಗಳು ಈ ಕೆಳಗಿನ ವಿಧದ ಸಭೆ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಅನ್ವಯಿಸುತ್ತವೆ - "ವಸತಿ ಶೆಲ್ನ ಅಸೆಂಬ್ಲಿ ಮತ್ತು ವೆಲ್ಡಿಂಗ್."
ಪೂರ್ವಭಾವಿಯಾಗಿ
ಥರ್ಮಲ್ ವೆಲ್ಡಿಂಗ್ ಸೈಕಲ್ ಅನ್ನು ಸರಿಹೊಂದಿಸಲು ನಿಮಗೆ ಅನುಮತಿಸುವ ಪ್ರಮುಖ ತಾಂತ್ರಿಕ ಕಾರ್ಯಾಚರಣೆಗಳಲ್ಲಿ ಒಂದಾಗಿದೆ. ವೆಲ್ಡ್ಡ್ ಜಂಟಿಗಳ ರಚನೆ ಮತ್ತು ಗುಣಲಕ್ಷಣಗಳು 800-500 ° C (ಆಸ್ಟೆನಿಯೈಟ್ನ ಕಡಿಮೆ ಪ್ರತಿರೋಧ) ಉಷ್ಣಾಂಶದ ವ್ಯಾಪ್ತಿಯಲ್ಲಿ ಲೋಹವನ್ನು ತಂಪಾಗಿಸುವ ವೇಗದಿಂದ ಹೆಚ್ಚಾಗಿ ನಿರ್ಧರಿಸುತ್ತವೆ ಎಂದು ತಿಳಿದಿದೆ. ಹೆಚ್ಚಿನ ತಂಪಾಗಿಸುವ ದರಗಳಲ್ಲಿ, ಮಾರ್ಕೆಟೈಟ್-ಟೈಪ್ ಹಾರ್ಡ್ವೇರ್ ರಚನೆಗಳ ರಚನೆಯು ಹೆಚ್ಚಿನ ಶಕ್ತಿ ಮತ್ತು ಕಡಿಮೆ ಪ್ಲಾಸ್ಟಿಟಿಯನ್ನು ಹೊಂದಿರುತ್ತದೆ, ಜೊತೆಗೆ ಶೀತ ಬಿರುಕುಗಳನ್ನು ರೂಪಿಸುವ ಪ್ರವೃತ್ತಿ. ಇದು ಇಂಗಾಲದ 0.43% ಮತ್ತು ಹೆಚ್ಚಿನ ಇಂಗಾಲದೊಂದಿಗೆ ಕಡಿಮೆ ಮಿಶ್ರಲೋಹದ ಉಕ್ಕಿಗಳ ಬಗ್ಗೆ ವಿಶೇಷವಾಗಿ ಸತ್ಯವಾಗಿದೆ. ಈ ಉಕ್ಕು ಉಷ್ಣ ಚಕ್ರದ ಕಾರ್ಯಕ್ಕೆ ಕೇಂದ್ರೀಕೃತವಾಗಿದೆ, ಕೇಂದ್ರೀಕಾರರಿಗೆ, ಮತ್ತು ಉಷ್ಣ ಪ್ರಭಾವ ವಲಯವು ಹೊರಹೊಮ್ಮುವಿಕೆಗೆ ಒಳಗಾಗುತ್ತದೆ. ಜಿವಿಟಿ ಮೆಟಲ್ನ ತಂಪಾಗಿಸುವ ದರವು 70 ° C / s ಅನ್ನು ತಲುಪಿದಾಗ ಈ ವಿದ್ಯಮಾನವು ಹಸ್ತಚಾಲಿತ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ನೊಂದಿಗೆ ಸ್ಪಷ್ಟವಾಗಿ ಸ್ಪಷ್ಟವಾಗಿ ಕಂಡುಬರುತ್ತದೆ. ಪೈಪ್ ವಾಲ್ನ ಕೊಟ್ಟಿರುವ ದಪ್ಪದಿಂದ, ಉಷ್ಣ ಪ್ರಭಾವ ವಲಯದ ತಂಪಾಗಿಸುವಿಕೆಯ ದರವನ್ನು ಹೊಂದಿಸಿ, ಪೂರ್ವಭಾವಿಯಾಕಾರದ ಅಂಚುಗಳ ಆರಂಭಿಕ ತಾಪಮಾನದಿಂದ ಬದಲಾಯಿಸಬಹುದು. ಸೆಲ್ಯುಲೋಸ್ ಲೇಪನ ವಿದ್ಯುದ್ವಾರಗಳೊಂದಿಗೆ ಸೀಮ್ನ ಮೂಲವನ್ನು ಬೆಸುಗೆ ಮಾಡುವಾಗ, ತಂಪಾಗಿಸುವ ದರವು ಇತರ ಸೀಮ್ ಪದರಗಳ ವೆಲ್ಡಿಂಗ್ಗೆ ಹೋಲಿಸಿದರೆ ಗರಿಷ್ಠವಾದಾಗ, ರೋಯಿಂಗ್ ವೆಲ್ಡಿಂಗ್ ಎನರ್ಜಿ ಕಡಿಮೆಯಾಗುತ್ತದೆ (ಇಂತಹ ವಿದ್ಯುದ್ವಾರಗಳಿಂದ ಉಲ್ಡಿಂಗ್ ವೇಗದಿಂದ ವೆಲ್ಡಿಂಗ್ ವೇಗದಿಂದ ವೆಲ್ಡಿಂಗ್ ವೇಗವು ಮುಖ್ಯ ಲೇಪನ) ಮತ್ತು ವೆಲ್ದ್ ಮೆಟಲ್ನಲ್ಲಿ ಪ್ರಸರಣ ಹೈಡ್ರೋಜನ್ ವಿಷಯದಲ್ಲಿ ಹೆಚ್ಚಳಕ್ಕೆ ಖಾತೆಗಾಗಿ ಶೀತ ಬಿರುಕುಗಳ ಪ್ರವೃತ್ತಿ ಮತ್ತು ರಚನೆಯನ್ನು ಹೆಚ್ಚಿಸಿತು. ಪೂರ್ವಭಾವಿ ತಾಪನವು ಜಿವಿಟಿಯಲ್ಲಿ ಗಟ್ಟಿಯಾಗುವ ರಚನೆಗಳ ರಚನೆಯ ಸಾಧ್ಯತೆಯನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ, ಆದರೆ ವೆಲ್ದ್ ಮೆಟಲ್ ಮತ್ತು ನಿಗದಿತ ವಲಯದಿಂದ ಪ್ರಸರಣ ಹೈಡ್ರೋಜನ್ ಸಕ್ರಿಯ ಸ್ಥಳಾಂತರಿಸುವಿಕೆಯ ಪರಿಸ್ಥಿತಿಗಳನ್ನು ಸೃಷ್ಟಿಸುತ್ತದೆ. ಏನು, ಪ್ರತಿಯಾಗಿ, ಶೀತ ಬಿರುಕುಗಳ ರಚನೆಯ ವಿರುದ್ಧ ವೆಲ್ಡ್ಡ್ ಕಾಂಪೌಂಡ್ಗಳ ಪ್ರತಿರೋಧವನ್ನು ಹೆಚ್ಚಿಸುತ್ತದೆ, ವಿಶೇಷವಾಗಿ ಸೆಲ್ಯುಲೋಸ್ ಲೇಪನದಿಂದ ವಿದ್ಯುದ್ವಾರಗಳನ್ನು ಬಳಸುವಾಗ, ಸೀಮ್ನಲ್ಲಿನ ಹೈಡ್ರೋಜನ್ ವಿಷಯವು ವೆಲ್ದ್ ಮೆಟಲ್ಗೆ 100 ಗ್ರಾಂಗೆ 50 ಮಿ.ಮೀ. ತಲುಪಿದಾಗ.
Preheathing ನ ತಾಪಮಾನವು ರಾಸಾಯನಿಕ ನಿಲ್ದಾಣ (ಕಾರ್ಬನ್ ಸಮಾನರಿಂದ), ಪೈಪ್ ಯಂತ್ರಗಳ ದಪ್ಪ, ಸುತ್ತುವರಿದ ತಾಪಮಾನ ಮತ್ತು ಎಲೆಕ್ಟ್ರೋಡ್ ಲೇಪನಗಳ ಪ್ರಕಾರವನ್ನು ಆಯ್ಕೆ ಮಾಡಲಾಗುತ್ತದೆ. ಈ ನಿಯತಾಂಕಗಳನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ಸಂಬಂಧಿತ ಮಾನದಂಡಗಳು ಮತ್ತು ತಾಂತ್ರಿಕ ಸೂಚನೆಗಳಿಂದ ನಿಯಂತ್ರಿಸಲಾಗುತ್ತದೆ. ಆದ್ದರಿಂದ, ಉದಾಹರಣೆಗೆ, ಸಿಐಎಸ್ನಲ್ಲಿ VNC 066-89 (ಟೇಬಲ್ 2) ಮಾರ್ಗದರ್ಶನ ನೀಡಲಾಗುತ್ತದೆ. ಸೆಲ್ಯುಲೋಸ್ ಲೇಪನದಿಂದ ವಿದ್ಯುದ್ವಾರಗಳೊಂದಿಗೆ ವೆಲ್ಡಿಂಗ್ ಮಾಡುವಾಗ, ಪೂರ್ವಹೃಚಿಸುವ ತಾಪಮಾನವು 75 ° C ನಿಂದ ಹೆಚ್ಚಾಗುತ್ತದೆ.
ಕೋಷ್ಟಕ 2
ವಿದೇಶದಲ್ಲಿ, ಆಗಾಗ್ಗೆ, ತಾಪನವನ್ನು ಆಯ್ಕೆಮಾಡುವಾಗ, ವೆಲ್ಡ್ಡ್ ಕೀಲುಗಳ ಕ್ರ್ಯಾಕ್ ಪ್ರತಿರೋಧದ ಸೂಚಕದೊಂದಿಗೆ ಕಾರ್ಯನಿರ್ವಹಿಸಿ, ಫಾರ್ಮುಲಾ ಇಟೊ-ಬೀಸಿಯೋ ನಿರ್ಧರಿಸುತ್ತದೆ:
ಅಲ್ಲಿ: [ಎನ್] - ಪ್ರಸರಣ ಹೈಡ್ರೋಜನ್, ಎಂಎಂ / 100 ಗ್ರಾಂ;
ಟಿ - ವೆಲ್ಡ್ ಪ್ಲೇಟ್ಗಳ ದಪ್ಪ, ಎಂಎಂ. ಬಿಸಿ ಉಷ್ಣಾಂಶವು ಪ್ರಾಯೋಗಿಕ ಸೂತ್ರದಲ್ಲಿ ನಿರ್ಧರಿಸುತ್ತದೆ:
(° ಸಿ) tp.p \u003d 1440 rcm - 392.
ಪೂರ್ವಭಾವಿಯಾಗಿ ಮತ್ತು ಅಗತ್ಯವಿದ್ದಲ್ಲಿ, ಬೆಸುಗೆ ಹಾಕಿದ ಜಂಟಿ ಪರಿಧಿಯ ಉದ್ದಕ್ಕೂ ಲೋಹದ ಏಕರೂಪದ ತಾಪನವನ್ನು ಒದಗಿಸುವ ಸಾಧನಗಳು (ಅನಿಲ ಅಥವಾ ವಿದ್ಯುತ್) ಮೂಲಕ ಜತೆಗೂಡಿದ ತಾಪನವನ್ನು ಕೈಗೊಳ್ಳಬೇಕು. ಸೀಮ್ನಿಂದ ಪ್ರತಿ ದಿಕ್ಕಿನಲ್ಲಿ ಪೈಪ್ ಒಣಗಿಸುವ ವಲಯದ ಅಗಲವು ಕನಿಷ್ಟ 75 ಮಿಮೀ ಆಗಿರಬೇಕು.
ಪೈಪ್ಗಳು (ಅಥವಾ ಭಾಗಗಳೊಂದಿಗೆ ಕೊಳವೆಗಳು) ವಿವಿಧ ಉಕ್ಕಿನ ಶ್ರೇಣಿಗಳನ್ನು ಅಥವಾ ವಿವಿಧ ಗೋಡೆಯ ದಪ್ಪದಿಂದ ಸಂಪರ್ಕಿಸಲ್ಪಟ್ಟಾಗ ಪೂರ್ವಭಾವಿ ಮತ್ತು ಸಂಯೋಜಿತ ತಾಪನದ ತಾಪಮಾನವು ವಿವಿಧ ತಾಪಮಾನದಲ್ಲಿ ಬಿಸಿಯಾಗಿರಬೇಕು, ಗರಿಷ್ಠ ಮೌಲ್ಯಕ್ಕೆ ಹೊಂದಿಸಲಾಗಿದೆ.
ತಂತ್ರಜ್ಞಾನ ಮತ್ತು ಹಸ್ತಚಾಲಿತ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ ತಂತ್ರ
ಕೈಪಿಡಿ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ಪೈಪ್ಲೈನ್ಸ್ ಖಾತೆಗಳ ನಿರ್ಮಾಣದ ಸಮಯದಲ್ಲಿ ಸುಮಾರು 60% ಬೆಸುಗೆ ಕೆಲಸ. ಇದು ವಿಭಾಗಗಳು ಅಥವಾ ವೈಯಕ್ತಿಕ ಪೈಪ್ಗಳನ್ನು ನಿರಂತರವಾದ ಥ್ರೆಡ್, ನೈಸರ್ಗಿಕ ಮತ್ತು ಕೃತಕ ಅಡೆತಡೆಗಳ ಮೂಲಕ ಪರಿವರ್ತನೆಗಳು, ಬೆಸುಗೆ, ಬೆಸುಗೆ ಸುರುಳಿಗಳು, ಕ್ರೇನ್ ಗಂಟುಗಳು, ಟ್ಯಾಪ್ಗಳು, ಇತ್ಯಾದಿಗಳ ಸಂಪರ್ಕವಾಗಿದೆ.
ಹಸ್ತಚಾಲಿತ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ನ ತಂತ್ರಜ್ಞಾನವನ್ನು ಮುಖ್ಯವಾಗಿ ಕೊಳವೆಗಳ ವಸ್ತುಗಳಿಂದ ನಿರ್ಧರಿಸಲಾಗುತ್ತದೆ. ಸ್ಟೀಲ್ ಸ್ಟೀಲ್ ಮತ್ತು ಆಪರೇಟಿಂಗ್ ಷರತ್ತುಗಳ ಉಕ್ಕಿನ ಆಧಾರದ ಮೇಲೆ, ವೆಲ್ಡಿಂಗ್ ವಸ್ತುಗಳನ್ನು ಆಯ್ಕೆ ಮಾಡಲಾಗುತ್ತದೆ. ಅದರ ನಂತರ, ನಾವು ತಂತ್ರಜ್ಞಾನ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ತಂತ್ರಗಳನ್ನು ಸ್ಥಾಪಿಸುತ್ತೇವೆ, ಹಾಗೆಯೇ ಕೆಲಸವನ್ನು ಸಂಘಟಿಸುವ ಯೋಜನೆಯೆಂದರೆ, ಪೈಪ್ಲೈನ್ \u200b\u200bನಿರ್ಮಾಣದ ಒಂದು ನಿರ್ದಿಷ್ಟ ವೇಗದಿಂದ ಮಾರ್ಗದರ್ಶನ. ಕೊಟ್ಟಿರುವ ವೆಲ್ಡಿಂಗ್ ವಸ್ತುಗಳಿಗೆ, ವೆಲ್ಡಿಂಗ್ ತಂತ್ರಜ್ಞಾನವು ವ್ಯಾಸ ಮತ್ತು ಪೈಪ್ ವಾಲ್ನ ದಪ್ಪವನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ.
ಟ್ರಂಕ್ ಮತ್ತು ವಿತರಣಾ ಪೈಪ್ಲೈನ್ಗಳ ನಿರ್ಮಾಣದಲ್ಲಿ ಪ್ರಶ್ನಾರ್ಹವಾದ ನಿಯಮವೆಂದರೆ ಸೀಮ್ನಲ್ಲಿ ಕನಿಷ್ಠ ಸಂಖ್ಯೆಯ ಪದರಗಳಿಗೆ ಅವಶ್ಯಕವಾಗಿದೆ. ಪೈಪ್ಗಳು 6 ಮಿಮೀ ಮತ್ತು ಕಡಿಮೆ - 2 ಪದರಗಳು, 2 ಪದರಗಳು, ಗೋಡೆಯ ದಪ್ಪದಿಂದ 6 ಮಿಮೀ - 3 ಪದರಗಳು.
ಸೀಮ್ನ ಮೂಲ ಪದರವು ಅತ್ಯಂತ ಜವಾಬ್ದಾರಿ. ಇದು ನಾಣ್ಯದ ಕೊಳವೆಗಳ ಅಂಚುಗಳನ್ನು ವಿಶ್ವಾಸಾರ್ಹವಾಗಿ ಪಾವತಿಸಬೇಕು ಮತ್ತು ಸೀಮ್ನ ಆಂತರಿಕ ಮೇಲ್ಮೈಯಲ್ಲಿ 1-3 ಮಿಮೀ ಗಳಿಕೆಯೊಂದಿಗೆ ಏಕರೂಪದ ವಿಲೋಮ ರೋಲರ್ ಅನ್ನು ರೂಪಿಸಬೇಕು. ಪೈಪ್ ವಾಲ್ನ ದಪ್ಪದ 10-15% ನಷ್ಟು ಸೀಮ್ ರೂಟ್ (ಚಂದ್ರಾಕೃತಿ) ಅಟೆನ್ಯೂಯೇಷನ್ \u200b\u200b(ಪ್ರತಿ 350 ಎಂಎಂ ಸೀಮ್) ಅಟೆನ್ಯೂಯೇಷನ್ \u200b\u200b(ಪ್ರತಿ 350 ಎಂಎಂ ಸೀಮ್) ಅಟೆನ್ಯೂಯೇಷನ್ \u200b\u200bಅನ್ನು ಹೊಂದಿರುವ ಪ್ರತ್ಯೇಕ ವಿಭಾಗಗಳಲ್ಲಿ ಇದು ಅನುಮತಿಸಲಾಗಿದೆ. ಮೂಲ ಪದರದ ಹೊರಗಿನ ಮೇಲ್ಮೈ ಮೃದುವಾಗಿರಬೇಕು, ನುಣ್ಣಗೆ, ಮತ್ತು ಕತ್ತರಿಸಿದ ಬದಿಯ ಮೇಲ್ಮೈಗಳೊಂದಿಗೆ ಮೃದು ಜೋಡಣೆಯನ್ನು ಹೊಂದಿರಬೇಕು. ಸೀಮ್ನ ಹೊರಗಿನ ಮೇಲ್ಮೈಯ ಅತ್ಯುತ್ತಮ ಆಕಾರವನ್ನು ಗ್ರೈಂಡಿಂಗ್ ಯಂತ್ರವಾಗಿ ನಿರ್ವಹಿಸಬಹುದು, ಮತ್ತು ಸೂಚನೆಯ ಅವಶ್ಯಕತೆಗಳಿಗೆ ಅನುಗುಣವಾಗಿ ನ್ಯೂಮ್ಯಾಟಿಕ್ ಸಂಗ್ರಾಹಕ.
1020 ಎಂಎಂ ವ್ಯಾಸದ ವ್ಯಾಸದಿಂದ ಬೆಸುಗೆ ಹಾಕಿದಾಗ ಮತ್ತು ಸೀಮ್ನ ಮೂಲವನ್ನು ಬೆಸುಗೆ ಹಾಕಿದಾಗ, ಮೂಲ ಸರಬರಾಜು ಇಲ್ಲದಿರುವ ಸ್ಥಳಗಳಲ್ಲಿ ಪೈಪ್ನ ಒಳಗಿನಿಂದ ಮೂಲ ಪದರವನ್ನು ನಿರ್ವಹಿಸಲು ಸೂಚಿಸಲಾಗುತ್ತದೆ, ಮತ್ತು ಅಗತ್ಯವಾಗಿ ಜಂಕ್ಷನ್ ಪರಿಧಿಯ ಕೆಳಭಾಗದ ಕಾಲು (ಒಳಗಿನಿಂದ), ಅಂದರೆ ಆ ಕಥಾವಸ್ತುವಿನ ಮೇಲೆ, ಹೊರಗಿನ ಸೀಮ್ನ ಮೂಲವನ್ನು ಸೀಲಿಂಗ್ ಸ್ಥಾನದಲ್ಲಿ ನಡೆಸಲಾಯಿತು. ದೊಡ್ಡ ವ್ಯಾಸದ ಕೊಳವೆಗಳ ಸ್ವಿವೆಲ್ ಕೀಲುಗಳ ಮೂಲದ ವೆಲ್ಡಿಂಗ್ನೊಂದಿಗೆ, ಜಂಕ್ಷನ್ನ ಸಂಪೂರ್ಣ ಪರಿಧಿಯ ಮೇಲೆ ಕ್ಯಾಬಿನೆಟ್ ಅನ್ನು ನಡೆಸಲಾಗುತ್ತದೆ. ಹೋಸ್ಟ್ ಸೀಮ್ ರೂಟ್ ಪ್ರೊವೈಡರ್ ಅನ್ನು ಒದಗಿಸುತ್ತದೆ, ಇದು ಸಣ್ಣ-ಬದಿಯ ಮೇಲ್ಮೈಯನ್ನು ಹೊಂದಿರಬೇಕು, ಫೀಡ್ಗಳು ಮತ್ತು ಇತರ ದೋಷಗಳಿಲ್ಲದ ಪೈಪ್ನ ಆಂತರಿಕ ಮೇಲ್ಮೈಯೊಂದಿಗೆ ಸಲೀಸಾಗಿ ಸಂಯೋಜಿಸಬೇಕು. ವೆಲ್ಡಿಂಗ್ ಸೀಮ್ನ ವರ್ಧನೆಯು ಕನಿಷ್ಠ 1 ಮತ್ತು 3 ಮಿಮೀಗಿಂತಲೂ ಹೆಚ್ಚು ಇರಬೇಕು. 3-4 ಮಿಮೀ ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ಮುಖ್ಯ ವಿಧದ ವಿದ್ಯುದ್ವಾರಗಳಿಂದ ಅಂಟಿಕೊಳ್ಳುವಿಕೆಯನ್ನು ನಡೆಸಲಾಗುತ್ತದೆ.
ಸೀಮ್ನ ಪದರಗಳನ್ನು ಭರ್ತಿ ಮಾಡುವುದು ಸುರಕ್ಷಿತವಾಗಿ ಪರಸ್ಪರ ಕರಗಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಸುರುಳಿಯಾಕಾರದ ಕೊಳವೆಗಳ ಅಂಚುಗಳನ್ನು ಹಾಕಲಾಗುತ್ತದೆ. ಪ್ರತಿ ಸೀಮ್ ಪದರದ ನಂತರ, ಸ್ಲ್ಯಾಗ್ನಿಂದ ಸೀಮ್ನ ಮೇಲ್ಮೈಯನ್ನು ಸ್ವಚ್ಛಗೊಳಿಸಲು ಅವಶ್ಯಕ.
ಸೀಮ್ ಎದುರಿಸುತ್ತಿರುವ ಸ್ಮೂತ್ ಔಟ್ಲೈನ್ \u200b\u200bಮತ್ತು ಪೈಪ್ನ ಮೇಲ್ಮೈಯಲ್ಲಿ ಜೋಡಿಸಿ, ಕತ್ತರಿಸುವುದು ಮತ್ತು ಇತರ ಗೋಚರ ದೋಷಗಳಿಲ್ಲದೆ. ಸೀಮ್ನ ವರ್ಧನೆಯು ಕನಿಷ್ಠ 1 ಮತ್ತು 3 ಮಿಮೀಗಿಂತಲೂ ಹೆಚ್ಚು ಇರಬೇಕು. ವೆಲ್ದ್ ಅಗಲವು ಪ್ರತಿ ದಿಕ್ಕಿನಲ್ಲಿ 2-3 ಮಿಮೀ 2-3 ಮಿಮೀ ಮೂಲಕ ಕತ್ತರಿಸುವ ಅಗಲವನ್ನು ಅತಿಕ್ರಮಿಸುತ್ತದೆ.
ಶಿಫ್ಟ್ ಕೊನೆಯಲ್ಲಿ, ವೆಲ್ಡ್ ಸಂಪೂರ್ಣವಾಗಿ ಬೆಸುಗೆ ಹಾಕಬೇಕು. ದಿನದ ಅವಧಿಯಲ್ಲಿ ಪೈಪ್ಲೈನ್ \u200b\u200bಸುತ್ತುವರಿದ ತಾಪಮಾನದಲ್ಲಿ ಬದಲಾವಣೆಗಳ ಪರಿಣಾಮಕ್ಕೆ ಒಳಗಾಗುತ್ತದೆ ಎಂಬ ಅಂಶದಿಂದ ಈ ಅವಶ್ಯಕತೆ ಉಂಟಾಗುತ್ತದೆ, ಇದು ರಾತ್ರಿ ಮತ್ತು ರಾತ್ರಿಯಲ್ಲಿ ಬದಲಾಗುತ್ತಿರುವಾಗ ವಿಶೇಷವಾಗಿ ಮಹತ್ವದ್ದಾಗಿದೆ - ದಿನದಲ್ಲಿ. ತಾಪಮಾನವನ್ನು ಬದಲಾಯಿಸುವುದು ಪೈಪ್ಗಳು ಮತ್ತು ಬೆಸುಗೆ ಹಾಕಿದ ಒತ್ತಡಗಳಲ್ಲಿ ಸಂಭವಿಸುವ ಕಾರಣಗಳು ಬಹಳ ಹೆಚ್ಚು.
ಜಂಕ್ಷನ್ ಸಂಪೂರ್ಣವಾಗಿ ಇಲ್ಲದಿದ್ದರೆ, ವೋಲ್ಟೇಜ್ನ ಸೀಮ್ನ ದುರ್ಬಲಗೊಂಡ ಅಡ್ಡ ವಿಭಾಗದಲ್ಲಿ ಇಳುವರಿ ಶಕ್ತಿಯನ್ನು ಮೀರಿರಬಹುದು ಮತ್ತು ಸೀಮ್ನ ಲೋಹದ ನಾಶಕ್ಕೆ ಸಮಯ ಪ್ರತಿರೋಧವು ಮತ್ತು ಜಂಟಿ ಕುಸಿಯುತ್ತದೆ. ಮೆಟಲ್ ಪ್ಲ್ಯಾಸ್ಟಿಟಿ ಕಡಿಮೆಯಾದಾಗ ಈ ಪರಿಸ್ಥಿತಿಯು ನಕಾರಾತ್ಮಕ ವಾಯು ತಾಪಮಾನದಲ್ಲಿ ವಿಶೇಷವಾಗಿ ಅಪಾಯಕಾರಿಯಾಗಿದೆ.
ಶಿಫಾರಸು ಮಾಡಿದ ವಿದ್ಯುದ್ವಾರಗಳ ಪ್ರಕಾರವನ್ನು ಅವಲಂಬಿಸಿ, 3 ಅತ್ಯಂತ ಸಾಮಾನ್ಯ ವೆಲ್ಡಿಂಗ್ ಯೋಜನೆಗಳು ಇವೆ: ಮುಖ್ಯ ಲೇಪನದಿಂದ ವಿದ್ಯುದ್ವಾರಗಳ ಜಂಟಿ ಬೆಸುಗೆ, ಒಂದು ಅನಿಲ ಬಲೆಗೆ ಸಂಬಂಧಿಸಿದ ವಿದ್ಯುದ್ವಾರಗಳ ಜಂಟಿ ಬೆಸುಗೆ, ಸೀಮ್ನ ಬೇರಿನ ಬೆಸುಗೆ ಮತ್ತು ವಿದ್ಯುದ್ವಾರಗಳಿಂದ ಬಿಸಿ ಅಂಗೀಕಾರದ ಅನಿಲ ನೆಟ್ಟ ವಿಧ, ಮತ್ತು ಭರ್ತಿ ಮತ್ತು ಮುಖಗಳನ್ನು ಎದುರಿಸುತ್ತಿರುವ - ಮುಖ್ಯ ಲೇಪನದಿಂದ ವಿದ್ಯುದ್ವಾರಗಳು.
ಮುಖ್ಯ ಲೇಪನದೊಂದಿಗೆ ವೆಲ್ಡಿಂಗ್ ಎಲೆಕ್ಟ್ರೋಡ್ಗಳನ್ನು ಕೆಳಗಿನಿಂದ ಟ್ರಾನ್ಸ್ವರ್ಸ್ ಆಂದೋಲನಗಳೊಂದಿಗೆ ನಡೆಸಲಾಗುತ್ತದೆ, ಜಂಕ್ಷನ್ ಕಡಿತದ ಅಗಲವನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ. ಹರಿವಿನ ವಿಭಜಿತ ವೆಲ್ಡಿಂಗ್ ವಿಧಾನದೊಂದಿಗೆ, ಪ್ರತಿ ವೆಲ್ಡರ್ ಒಂದು ನಿರ್ದಿಷ್ಟ ಸೀಮ್ ವಿಭಾಗವನ್ನು ನಿರ್ವಹಿಸುತ್ತದೆ, ಅದರ ಸ್ಥಾನವು ಅದೇ ಜಂಟಿ ಮೇಲೆ ಏಕಕಾಲದಲ್ಲಿ ಕಾರ್ಯನಿರ್ವಹಿಸುವ ಬೆಸುಗೆಗಳ ಸಂಖ್ಯೆಯನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ. ದೊಡ್ಡ ವ್ಯಾಸದ ಕೊಳವೆಗಳ ಮೇಲೆ, ಅವರ ಸಂಖ್ಯೆ ನಾಲ್ಕು ತಲುಪಬಹುದು. ನಿಯಮದಂತೆ, ಬೆಸುಗೆಗಾರರು ಎರಡು ಇದ್ದರೆ, ಅವರು ನದಿರ್ನಿಂದ ಕೆಳಗಿನಿಂದ ಬೆಸುಗೆ ಹಾಕುತ್ತಾರೆ, ಮತ್ತು 6-3-12 ಮತ್ತು 6-9-12ರವರೆಗೆ (ಡಯಲ್ ಗಡಿಯಾರದಿಂದ) ದಿಕ್ಕಿನಲ್ಲಿ ಪರಿಧಿಗೆ ಹೋಗುತ್ತಾರೆ. ಅದೇ ಸಮಯದಲ್ಲಿ, ಜಂಟಿಯಾಗಿ ಸೀಲಿಂಗ್ ಭಾಗದಲ್ಲಿ, ಪೈಪ್ ವೃತ್ತದ ಕೆಳಭಾಗದಲ್ಲಿ 50-60 ಮಿಮೀನಿಂದ ಲಾಕ್ ಅನ್ನು ಸ್ಥಳಾಂತರಿಸಬೇಕು. ಎರಡು ಪಕ್ಕದ ಪದರಗಳಲ್ಲಿ, ಲಾಕ್ಗಳು \u200b\u200bಕನಿಷ್ಟ 50-100 ಮಿಮೀನಿಂದ ಪರಸ್ಪರ ಅಮೂರ್ತವಾಗಿರಬೇಕು. ನಾಲ್ಕು ಬೆಸುಗೆಗಾರರಾಗಿದ್ದರೆ, ಮೊದಲ ಜೋಡಿಯು ಜಂಟಿಯಾಗಿ (ಡಯಲ್) 6-3 ಮತ್ತು 6-9, ಮತ್ತು ಎರಡನೇ ಉಗಿ 3-12 ಮತ್ತು 9-12 ಆಗಿದೆ.
ಮುಖ್ಯ ಲೇಪಿತ ವಿದ್ಯುದ್ವಾರಗಳಿಂದ ಬೆಸುಗೆಯಾದಾಗ ಎರಡು ಪದರಗಳನ್ನು ಒವರ್ಲೆ ಮಾಡುವ ಅನುಕ್ರಮದ ರೇಖಾಚಿತ್ರವು ಅಂಜೂರದಲ್ಲಿ ತೋರಿಸಲಾಗಿದೆ. 3, a. ಎರಡನೆಯ ಪದರದ ಯೋಜನೆಯ ಪ್ರಕಾರ ಮೊದಲ ಪದರದ ರೇಖಾಚಿತ್ರದ ಪ್ರಕಾರ ಎಲ್ಲಾ ನಂತರದ ಬೆಸ ಪದರಗಳನ್ನು ನಡೆಸಲಾಗುತ್ತದೆ. ರೋಮನ್ ಸಂಖ್ಯೆಗಳು ವೈಯಕ್ತಿಕ ಸೀಮ್ ವಿಭಾಗಗಳ ವೆಲ್ಡಿಂಗ್ನ ಅನುಕ್ರಮವನ್ನು ತೋರಿಸುತ್ತವೆ. ವೆಲ್ಡಿಂಗ್ನ ಪ್ರಾದೇಶಿಕ ಸ್ಥಾನವನ್ನು ಅವಲಂಬಿಸಿ, ಪ್ರಸ್ತುತ ಮೌಲ್ಯಗಳನ್ನು ಟೇಬಲ್ 3 ರಲ್ಲಿ ಶಿಫಾರಸು ಮಾಡಲಾಗುತ್ತದೆ.
ಲೇಪಿತ ವಿದ್ಯುದ್ವಾರಗಳನ್ನು ಮುಖ್ಯ ವಿಧದೊಂದಿಗೆ ಬಳಸುವಾಗ, ಎಲೆಕ್ಟ್ರೋಡ್ ಬ್ರ್ಯಾಂಡ್ನ ಪೈಪ್ಲೈನ್ \u200b\u200bನಿರ್ಮಾಣಕ್ಕೆ ಮಾತ್ರ ಪ್ರಮಾಣೀಕರಿಸಬೇಕು.
ಕೋಷ್ಟಕ 3.
ಅನಿಲ ನೆಟ್ಟ ವಿಧದ ವಿದ್ಯುದ್ವಾರಗಳನ್ನು ಬಳಸುವಾಗ, ಸೀಮ್ನ ಬೇರಿನ ಬೆಸುಗೆ ಬೀಳುವಿಕೆಯು ಕಂಟರೇಷನಲ್ ಚಳುವಳಿಗಳಿಲ್ಲದೆ ಮೇಲಿನಿಂದ ಕೆಳಕ್ಕೆ ನಡೆಸಲಾಗುತ್ತದೆ, ಸುರುಳಿಯಾಕಾರದ ಕೊಳವೆಗಳ ಅಂಚುಗಳ ಮೇಲೆ ವಿದ್ಯುದ್ವಾರದ ಕೊನೆಯಲ್ಲಿ ಅವಲಂಬಿಸಿರುತ್ತದೆ. ಕನಿಷ್ಠ 75V ಯ ವಿದ್ಯುತ್ ಸರಬರಾಜಿನ ಸ್ಟ್ರೋಕ್ನಲ್ಲಿ ಹಿಮ್ಮುಖ ಅಥವಾ ನೇರ ಧ್ರುವೀಯತೆಯ ನಿರಂತರ ಪ್ರವಾಹದಿಂದ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ನಿರ್ವಹಿಸಲಾಗುತ್ತದೆ. 3.25 ಮಿಮೀ ವ್ಯಾಸ ಹೊಂದಿರುವ ವಿದ್ಯುದ್ವಾರಗಳೊಂದಿಗೆ ವೆಲ್ಡಿಂಗ್ ಸಮಯದಲ್ಲಿ ವೆಲ್ಡಿಂಗ್ ಪ್ರವಾಹವು 100-110A ಮೀರಬಾರದು; ಕಡಿಮೆ ಮತ್ತು ಅರ್ಧ-ಪ್ರಾಯೋಗಿಕ ಸ್ಥಾನದಲ್ಲಿ 40-160 ಎ ವ್ಯಾಸದ ವಿದ್ಯುದ್ವಾರಗಳೊಂದಿಗೆ ವೆಲ್ಡಿಂಗ್ ಮಾಡಿದಾಗ, ಉಳಿದ ಸ್ಥಾನಗಳಲ್ಲಿ 100-140 ಎ. ವೆಲ್ಡಿಂಗ್ ವೇಗವನ್ನು 16-22 ಮೀ / ಗಂ ವ್ಯಾಪ್ತಿಯಲ್ಲಿ ನಿರ್ವಹಿಸಬೇಕು. ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ 40 ರಿಂದ 90 ° ವರೆಗೆ ಎಲೆಕ್ಟ್ರೋಡ್ನ ಇಚ್ಛೆಯ ಕೋನವನ್ನು ಬದಲಾಯಿಸುವುದು, ವೆಲ್ಡರ್ ಕ್ರಾಸ್-ಕಟಿಂಗ್ ಎಡ್ಜ್ನೊಂದಿಗೆ ಸಂಸ್ಕರಣಾ ವಿಂಡೋವನ್ನು ಸಂರಕ್ಷಿಸುತ್ತದೆ, ಅದರ ಮೂಲಕ ಅಂಚುಗಳ ಕರಗುವಿಕೆಯನ್ನು ಗಮನಿಸುತ್ತದೆ.
ವೆಲ್ಡೆಡ್ ಜಂಟಿನಲ್ಲಿ ಉಳಿದಿರುವ ವೆಲ್ಡಿಂಗ್ ವೋಲ್ಟೇಜ್ಗಳ ಮಟ್ಟವನ್ನು ಕಡಿಮೆ ಮಾಡಲು, ಪ್ರತಿಫಲಿತ ಜಂಟಿ ಪರಿಧಿಯನ್ನು ಸಮ್ಮಿತೀಯವಾಗಿ ವಿಂಗಡಿಸಲಾಗಿದೆ, ವ್ಯಾಸದಿಂದ ವಿರುದ್ಧವಾದ ಪ್ರದೇಶಗಳು ಮತ್ತು ಮಲ್ಟಿಲೇಯರ್ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಅಂಜೂರದಲ್ಲಿ ತೋರಿಸಿರುವ ಅನುಕ್ರಮದಲ್ಲಿ ನಡೆಸಲಾಗುತ್ತದೆ. 4. ಬೆಸುಗೆ ಹಾಕುವ ಒತ್ತಡಗಳು ಮತ್ತು ವಿರೂಪಗೊಳಿಸುವಿಕೆಯನ್ನು ಕಡಿಮೆ ಮಾಡುವ ಹೆಚ್ಚಿನ ಪರಿಣಾಮವು ನವೀಕರಿಸಬಹುದಾದ ವೆಲ್ಡಿಂಗ್ ವಿಧಾನವನ್ನು ಮತ್ತು ಕತ್ತರಿಸುವ ಎರಡು ಅಥವಾ ನಾಲ್ಕು ಬೆಸುಗೆಗಾರರ \u200b\u200bಏಕಕಾಲಿಕ ಭರ್ತಿಗಳನ್ನು ನೀಡುತ್ತದೆ.
ಕಂದಕದಲ್ಲಿ ಅನುಸ್ಥಾಪನಾ ಕೆಲಸದ ಪರಿಮಾಣವನ್ನು ಕಡಿಮೆ ಮಾಡಲು ಸಣ್ಣ ವ್ಯಾಸದ ಪೈಪ್ಲೈನ್ಗಳ (530 ಮಿಮೀ) ಬೆಸುಗೆ ಮಾಡಿದಾಗ, 90 ಅಥವಾ 180 ° ಮೂಲಕ ಕೀಲುಗಳನ್ನು ತಿರುಗಿಸುವ ಮೂಲಕ ಬೆಸುಗೆ ಹೊಂದಿರುವ ಕೊಳವೆಗಳ ವಿಭಾಗದಲ್ಲಿ ಇದನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ಅಭ್ಯಾಸ ಮಾಡಲಾಗುತ್ತದೆ. ಪೈಪ್ ಸುತ್ತಳತೆಯ ಸುತ್ತ ನಾಲ್ಕು ಸರಿಸುಮಾರು ಒಂದೇ ಉದ್ದಕ್ಕೆ ವಿಂಗಡಿಸಲಾಗಿದೆ. ಬ್ರೂಯಿಂಗ್ ವಿಭಾಗಗಳು 1 ಮತ್ತು 2 ಬೆಸುಗೆ ಪ್ರದೇಶಗಳು 3 ಮತ್ತು 4 (ಅಂಜೂರ 5) ಗೆ 90 ° ಅನ್ನು ಸುತ್ತುತ್ತವೆ. ನಂತರ, 90 ° ಮೂಲಕ ಮತ್ತೊಂದು ತಿರುವು ಪ್ರದರ್ಶಿಸುತ್ತದೆ, 5 ಮತ್ತು 6, 7 ಮತ್ತು 8 ವಿಭಾಗಗಳ ಅನುಕ್ರಮವನ್ನು ಉತ್ಪತ್ತಿ ಮಾಡುತ್ತದೆ.
ಮತ್ತೊಂದು ಸಂದರ್ಭದಲ್ಲಿ, ವಿಭಾಗಗಳು 1 ಮತ್ತು 2 (ಅಂಜೂರದ 6) ನ ವೆಲ್ಡಿಂಗ್ ನಂತರ, ಇದು ವಿಭಾಗಗಳು 3 ಮತ್ತು 4 ರ ವೆಲ್ಡಿಂಗ್ಗಾಗಿ 180 ° ನಿಂದ ಸುತ್ತುವಂತೆ ಸುತ್ತುತ್ತದೆ. ನಂತರ 90 ° ಮತ್ತು 180 ° ತಿರುಗುವಿಕೆ 5 ಮತ್ತು 6, ಕ್ರಮವಾಗಿ 7 ಮತ್ತು 8.
Fig.5. ಪೈಪ್ಗಳ ತಿರುಗುವಿಕೆಯೊಂದಿಗೆ 90 °: ಎ - ಮೊದಲ ಲೇಯರ್, ಬಿ - ಎರಡನೆಯ, 1 ... 8 ಲೇಯರ್ ವಿಭಾಗಗಳನ್ನು ನಿರ್ವಹಿಸುವ ಅನುಕ್ರಮವಾಗಿದೆ.
Fig.6. ಪೈಪ್ಗಳ ತಿರುಗುವಿಕೆಯೊಂದಿಗೆ ವೆಲ್ಡಿಂಗ್ 180 °: ಎ - ಮೊದಲ ಲೇಯರ್, ಬಿ - ಸೆಕೆಂಡ್, 1 ... 8 ಲೇಯರ್ ವಿಭಾಗಗಳನ್ನು ನಿರ್ವಹಿಸುವ ಅನುಕ್ರಮವಾಗಿದೆ.

