ಅನಿಲ, ವಿದ್ಯುತ್ ಚಾಪ, ಶೀತ, ಸಂಪರ್ಕ, ಇತ್ಯಾದಿ ವೆಲ್ಡಿಂಗ್\u200cನ ಯಾವುದೇ ವಿಧಾನವು ಒಂದು ನಿರ್ದಿಷ್ಟ ಪ್ರಕಾರದ ಬೆಸುಗೆ ಹಾಕಿದ ಕೀಲುಗಳನ್ನು ಪಡೆಯಲು ನಿಮಗೆ ಅನುಮತಿಸುತ್ತದೆ.
ಬೆಸುಗೆ ಹಾಕಿದ ಜಂಟಿ ಪರಿಕಲ್ಪನೆಯಡಿಯಲ್ಲಿ, ಇದು ಲೋಹದ ಉತ್ಪನ್ನದ ಒಂದು ವಿಭಾಗವನ್ನು ವೆಲ್ಡಿಂಗ್ ಮೂಲಕ ಕೆಲವು ರೀತಿಯಲ್ಲಿ ಸಂಪರ್ಕಿಸಲಾಗಿದೆ ಎಂದು ಗಮನಿಸಬೇಕು. ಯಾವುದೇ ಬೆಸುಗೆ ಹಾಕಿದ ಜಂಟಿಯ ಘಟಕ ಅಂಶಗಳು ವೆಲ್ಡಿಂಗ್\u200cನ ಪರಿಣಾಮವಾಗಿ ಪಡೆದ ಸೀಮ್, ಅದರ ಪಕ್ಕದಲ್ಲಿರುವ ಲೋಹದ ವಲಯ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಸಮಯದಲ್ಲಿ ರಚನಾತ್ಮಕ ಬದಲಾವಣೆಗೆ ಒಳಗಾಗುತ್ತದೆ, ಇದನ್ನು ಶಾಖ-ಪೀಡಿತ ವಲಯ ಎಂದೂ ಕರೆಯಲಾಗುತ್ತದೆ, ಮತ್ತು ಉತ್ಪನ್ನ ವಿಭಾಗಗಳು ಈಗಾಗಲೇ ಈ ವಲಯದ ಸಮೀಪದಲ್ಲಿವೆ.
ಇಂದು, ಹಲವಾರು ರೀತಿಯ ಬೆಸುಗೆ ಹಾಕಿದ ಕೀಲುಗಳನ್ನು ಪ್ರತ್ಯೇಕಿಸಲಾಗಿದೆ, ಅವುಗಳಲ್ಲಿ ನಮಗೆ ಆಸಕ್ತಿಯಿರುವ ಬಟ್ ವೆಲ್ಡ್.
ಬೆಸುಗೆ ಹಾಕಿದ ಕೀಲುಗಳ ವೈವಿಧ್ಯಗಳು.
ಮೊದಲಿಗೆ, ವೆಲ್ಡ್ ಮತ್ತು ವೆಲ್ಡ್ ಪರಿಕಲ್ಪನೆಗಳ ನಡುವೆ ವ್ಯತ್ಯಾಸವನ್ನು ಕಂಡುಹಿಡಿಯುವುದು ಅವಶ್ಯಕ ಎಂದು ನಾವು ಗಮನಿಸುತ್ತೇವೆ. ನಾವು ಮೇಲೆ ಗಮನಿಸಿದಂತೆ, ಸೀಮ್ ಜಂಟಿ ಭಾಗವಾಗಿದೆ. ಇದು ಲೋಹದ ಒಂದು ವಿಭಾಗವಾಗಿದ್ದು ಅದು ವೆಲ್ಡಿಂಗ್ ನಂತರ ಸ್ಫಟಿಕೀಕರಣಗೊಂಡಿದೆ.
ಈ ಪರಿಕಲ್ಪನೆಗಳನ್ನು ಬೇರ್ಪಡಿಸುವುದು ಏಕೆ ಮುಖ್ಯ? ಸತ್ಯವೆಂದರೆ ಸೀಮ್ ಲೋಹದ ಭಾಗಗಳ ಸಂಪರ್ಕಿಸುವ ಭಾಗವಾಗಿದೆ, ಇದು ಒಂದು ನಿರ್ದಿಷ್ಟ ಜ್ಯಾಮಿತೀಯ ಆಕಾರವನ್ನು ಹೊಂದಿದೆ, ಶಕ್ತಿ ಮತ್ತು ನಿರಂತರತೆಯ ಆಂತರಿಕ ಗುಣಲಕ್ಷಣಗಳು ಇತ್ಯಾದಿ. ಆದರೆ ಬೆಸುಗೆ ಹಾಕಿದ ಜಂಟಿ ಗುಣಲಕ್ಷಣಗಳನ್ನು ಸೀಮ್ ಮತ್ತು ಪಕ್ಕದ ವಲಯದ ಗುಣಲಕ್ಷಣಗಳನ್ನು ಆಧರಿಸಿ ನಿರ್ಧರಿಸಲಾಗುತ್ತದೆ.
ಲೋಹದ ಭಾಗಗಳ ಸಂಯೋಗದ ರೂಪವನ್ನು ಅವಲಂಬಿಸಿ ಬೆಸುಗೆ ಹಾಕಿದ ಕೀಲುಗಳನ್ನು ವರ್ಗೀಕರಿಸಲಾಗಿದೆ. ಆದ್ದರಿಂದ, ಈ ಕೆಳಗಿನ ಪ್ರಕಾರಗಳನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ:
- ಬಟ್ ಬೆಸುಗೆ ಹಾಕಿದ ಜಂಟಿ;
- ಟಿ ಆಕಾರದ;
- ಕೋನೀಯ;
- ಅಂತ್ಯ;
- ಲ್ಯಾಪ್ ಜಂಟಿ.

ಸ್ತರಗಳು ವಿಭಿನ್ನವಾಗಿವೆ ಎಂಬುದನ್ನು ಗಮನಿಸಿ. ವಿಭಾಗದ ಆಕಾರದಲ್ಲಿರುವ ಬೆಸುಗೆಗಳನ್ನು (ಅಡ್ಡಲಾಗಿ) ಬಟ್ ಮತ್ತು ಮೂಲೆಯಲ್ಲಿ ವಿಂಗಡಿಸಲಾಗಿದೆ, ಮತ್ತು ರೇಖಾಂಶದ ರೂಪದಲ್ಲಿ - ನಿರಂತರ ಮತ್ತು ಮಧ್ಯಂತರ. ಬಟ್ ಕೀಲುಗಳನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ಬಟ್ ಕೀಲುಗಳಲ್ಲಿ ನಿಖರವಾಗಿ ಗಮನಿಸಬಹುದು ಎಂಬುದನ್ನು ಗಮನಿಸಿ. ಆದರೆ ಮೂಲಕ ಫಿಲೆಟ್ ವೆಲ್ಡ್ಸ್ ಉಳಿದ ರೀತಿಯ ಸಂಯುಕ್ತಗಳನ್ನು ಸ್ವೀಕರಿಸಿ.
ಬಟ್ ಕೀಲುಗಳ ವೈಶಿಷ್ಟ್ಯಗಳು ಮತ್ತು ಪ್ರಭೇದಗಳು.
ಬಟ್ ವೆಲ್ಡ್ಡ್ ಜಂಟಿಯ ಮುಖ್ಯ ವಿಶಿಷ್ಟ ಲಕ್ಷಣವೆಂದರೆ ಬಾಹ್ಯಾಕಾಶದಲ್ಲಿ ಲೋಹದ ಭಾಗಗಳ ಸ್ಥಳ. ಬಟ್ ವೆಲ್ಡಿಂಗ್ ಮಾಡುವಾಗ, ಲೋಹದ ಭಾಗಗಳು ಒಂದೇ ಸಮತಲ ಅಥವಾ ಮೇಲ್ಮೈಯಲ್ಲಿರುತ್ತವೆ. ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಸ್ವತಃ ತುದಿಗಳಲ್ಲಿ ನಡೆಸಲಾಗುತ್ತದೆ, ಅದು ಪರಸ್ಪರ ಪಕ್ಕದಲ್ಲಿದೆ.
ಬಟ್ ಕೀಲುಗಳು ಸಹ ವಿವಿಧ ರೀತಿಯದ್ದಾಗಿರಬಹುದು, ಇವುಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕಿದ ಅಂಚುಗಳ ಆಕಾರದಿಂದ ನಿರ್ಧರಿಸಲಾಗುತ್ತದೆ. ಆದ್ದರಿಂದ, ಅವು:
- ನೇರ, ಅಂದರೆ. ಬೆಸುಗೆ ಹಾಕಬಹುದಾದ ಅಂಚುಗಳು ಬೆವೆಲ್ಗಳನ್ನು ಹೊಂದಿಲ್ಲ;
- ವಿ-ಆಕಾರದ - ಅನುಗುಣವಾದ ಬೆವೆಲ್ಗಳೊಂದಿಗೆ ಅಂಚುಗಳು;
- ಎಕ್ಸ್-ಆಕಾರದ - ಅಂಚುಗಳ ಬೆವೆಲ್ ಅನ್ನು ಎಕ್ಸ್ ಅಕ್ಷರದ ರೂಪದಲ್ಲಿ ತಯಾರಿಸಲಾಗುತ್ತದೆ;
- ಬಾಗಿದ - ಅಂಚುಗಳು ಅಂತಹ ಬೆವೆಲ್\u200cಗಳನ್ನು ಹೊಂದಿದ್ದು, ಅದು ಲ್ಯಾಟಿನ್ ಅಕ್ಷರ U ಅನ್ನು ಹೋಲುತ್ತದೆ.

ಅಂಚುಗಳ ವಿವಿಧ ರೀತಿಯ ಬೆವೆಲ್\u200cಗಳ ಬಳಕೆಯು ಇನ್ನೂ ಎರಡು ಬಟ್ ಕೀಲುಗಳನ್ನು ವ್ಯಾಖ್ಯಾನಿಸುತ್ತದೆ. ಸೀಮ್ನ ಸ್ಥಳವನ್ನು ಆಧರಿಸಿ, ಇವೆ:
- ಏಕಪಕ್ಷೀಯ ಸಂಪರ್ಕಗಳು (ಸೀಮ್ ಅನ್ನು ಬೆಸುಗೆ ಹಾಕಬೇಕಾದ ಭಾಗಗಳ ಒಂದು ಬದಿಯಲ್ಲಿ ಮಾತ್ರ ತಯಾರಿಸಲಾಗುತ್ತದೆ);
- ದ್ವಿಪಕ್ಷೀಯ (ಕ್ರಮವಾಗಿ, ಎರಡು ಸ್ತರಗಳನ್ನು ತಯಾರಿಸಲಾಗುತ್ತದೆ: ಮೇಲೆ ಮತ್ತು ಕೆಳಗೆ).
ಇದು ಬಟ್ ಕೀಲುಗಳು ಎಂಬುದನ್ನು ನಿರ್ಣಾಯಕ, ಪ್ರಮುಖ ರಚನೆಗಳ ಸ್ಥಾಪನೆಗೆ ಬಳಸಲಾಗುತ್ತದೆ ಎಂಬುದನ್ನು ಗಮನಿಸಿ. ಅಂತಹ ಸಂಯುಕ್ತಗಳು ಇತರರಿಗಿಂತ ಭಿನ್ನವಾಗಿ ಅತ್ಯಧಿಕ ಯಾಂತ್ರಿಕ ಗುಣಲಕ್ಷಣಗಳನ್ನು ಹೊಂದಿರುವುದು ಇದಕ್ಕೆ ಕಾರಣ. ಮತ್ತೊಂದೆಡೆ, ಈ ರೀತಿಯ ಬೆಸುಗೆ ಹಾಕಿದ ಜಂಟಿ ಬಳಕೆಯು ಲೋಹದ ಉತ್ಪನ್ನದ ಅಂಚುಗಳನ್ನು ಮತ್ತಷ್ಟು ಸಿದ್ಧಪಡಿಸುವ ಅಗತ್ಯಕ್ಕೆ ಸಂಬಂಧಿಸಿದೆ.
ಅತ್ಯುತ್ತಮ ಯಾಂತ್ರಿಕ ಗುಣಲಕ್ಷಣಗಳ ಜೊತೆಗೆ, ಬಟ್ ಜಂಟಿ ಸಾಕಷ್ಟು ಆರ್ಥಿಕ ಮತ್ತು ಹೆಚ್ಚಿನ ಕಾರ್ಯಕ್ಷಮತೆಯನ್ನು ಹೊಂದಿರುವುದರಿಂದ ಜನಪ್ರಿಯತೆಯನ್ನು ಗಳಿಸಿದೆ. ಈ ರೀತಿಯ ಸಂಪರ್ಕವು ಲೋಹದ ಕಡಿಮೆ ಬಳಕೆ ಮತ್ತು ಕೆಲಸದ ಸಮಯಕ್ಕೆ ಕಾರಣವಾಗುತ್ತದೆ.
ವಿವಿಧ ರೀತಿಯ ಬಟ್ ಕೀಲುಗಳ ಬಳಕೆ.
ಬಟ್ ಕೀಲುಗಳ ಪ್ರತಿಯೊಂದು ವಿಧವು ಅವುಗಳ ಗುಣಲಕ್ಷಣಗಳನ್ನು ಮತ್ತು ಅವುಗಳ ಅನ್ವಯವನ್ನು ನಿರ್ಧರಿಸುವ ವೈಶಿಷ್ಟ್ಯಗಳಿಂದ ನಿರೂಪಿಸಲ್ಪಟ್ಟಿದೆ.
ಆದ್ದರಿಂದ, ಸಾಮಾನ್ಯವಾಗಿ ಒಂದು-ಬದಿಯ ಬಟ್ ಜಂಟಿ, ಅಂಚುಗಳ ಪ್ರಾಥಮಿಕ ಬೆವೆಲಿಂಗ್ ಇಲ್ಲದೆ, ಲೋಹದ ದಪ್ಪನಾದ ಹಾಳೆಗಳನ್ನು (4 ಮಿಲಿಮೀಟರ್ ವರೆಗೆ) ವೆಲ್ಡಿಂಗ್ ಮಾಡಲು ಬಳಸಲಾಗುತ್ತದೆ.
ಬೆವೆಲ್ಡ್ ಅಂಚುಗಳಿಲ್ಲದ ಜಂಟಿ ಸಹ ಎರಡು-ಮಾರ್ಗವಾಗಿದೆ. ದಪ್ಪವು 8 ಮಿಲಿಮೀಟರ್ ಮೀರದ ಭಾಗಗಳೊಂದಿಗೆ ಕೆಲಸ ಮಾಡುವಾಗ ಈ ಪ್ರಕಾರವನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಸ್ತರಗಳ ಸ್ಥಳವನ್ನು ಲೆಕ್ಕಿಸದೆ, ಬೆಟ್ ಜಂಟಿ ಇಲ್ಲದೆ, ಉತ್ಪನ್ನದ ಅಂಚುಗಳ ನಡುವೆ ಒಂದು ಸಣ್ಣ ಅಂತರವು ಸುಮಾರು ಒಂದರಿಂದ ಎರಡು ಮಿಲಿಮೀಟರ್ಗಳಷ್ಟು ಉಳಿದಿರುವುದು ಖಚಿತವಾಗಿದೆ ಎಂಬುದನ್ನು ಗಮನಿಸಿ.
ಬೆಸುಗೆ ಹಾಕಬೇಕಾದ ಭಾಗಗಳು 4-25 ಮಿಲಿಮೀಟರ್ ದಪ್ಪವನ್ನು ಹೊಂದಿರುವ ಸಂದರ್ಭಗಳಲ್ಲಿ ಅಂಚುಗಳ ಬೆವೆಲ್ಗಳನ್ನು ಆಶ್ರಯಿಸಲು ವೆಲ್ಡರ್ಗಳು ಸಲಹೆ ನೀಡುತ್ತಾರೆ. ಈ ಸಂದರ್ಭದಲ್ಲಿ, ಏಕಮುಖ ಸಂಪರ್ಕವನ್ನು ಬಳಸಬಹುದು. ಮತ್ತು ಅಂಚುಗಳ ಬೆವೆಲ್\u200cಗಳು ವಿ-ಆಕಾರದ ಅಥವಾ ಕಡಿಮೆ ಸಾಮಾನ್ಯವಾಗಿ ಯು-ಆಕಾರದಲ್ಲಿರಬಹುದು. ನೀವು ಆರಿಸಿದ ಅಂಚುಗಳ ಆಕಾರ ಏನೇ ಇರಲಿ, ನೀವು ಅವುಗಳನ್ನು ಸ್ವಲ್ಪಮಟ್ಟಿಗೆ ಮಂದಗೊಳಿಸಬೇಕಾಗಿದೆ ಎಂಬುದನ್ನು ಗಮನಿಸಿ.
ಲೋಹದ ಉತ್ಪನ್ನವು 12 ಮಿಲಿಮೀಟರ್\u200cಗಳಿಗಿಂತ ಹೆಚ್ಚು ದಪ್ಪವನ್ನು ಹೊಂದಿದ್ದರೆ ಮತ್ತು ದ್ವಿಮುಖ ಸಂಪರ್ಕವನ್ನು ಮಾಡಲು ನಿರ್ಧಾರವನ್ನು ತೆಗೆದುಕೊಂಡರೆ, ಅಂಚುಗಳಿಗೆ ಎಕ್ಸ್-ಆಕಾರವನ್ನು ಆಯ್ಕೆ ಮಾಡುವುದು ಉತ್ತಮ. ಈ ರೀತಿಯ ಅಂಚುಗಳು ತೋಡು ತುಂಬಲು ಬೇಕಾದ ಲೋಹದ ಪ್ರಮಾಣವನ್ನು ಸುಮಾರು ಎರಡು ಬಾರಿ ಕಡಿಮೆ ಮಾಡಲು ನಿಮಗೆ ಅನುಮತಿಸುತ್ತದೆ. ಇದು ಆರ್ಥಿಕತೆ ಮತ್ತು ಉತ್ಪಾದಕತೆಯ ಮೇಲೆ ಪರಿಣಾಮ ಬೀರುತ್ತದೆ.
ಪ್ರತಿಯೊಂದು ರೀತಿಯ ಬಟ್ ಜಂಟಿ, ಅಂಚುಗಳ ಆಕಾರ, ಸ್ತರಗಳ ಸ್ಥಳ, ಲೋಹದ ಗುಣಲಕ್ಷಣಗಳು, ರಚನೆ ಮತ್ತು ಅಪೇಕ್ಷಿತ ಫಲಿತಾಂಶದ ಆಧಾರದ ಮೇಲೆ ಆಯ್ಕೆಮಾಡಲಾಗುತ್ತದೆ ಎಂಬುದನ್ನು ಗಮನಿಸಿ.
ಬೆಸುಗೆ ಹಾಕಿದ ಕೀಲುಗಳ ಮುಖ್ಯ ವಿಧಗಳು ಬಟ್, ಕಾರ್ನರ್, ಟೀ ಮತ್ತು ಲ್ಯಾಪ್:
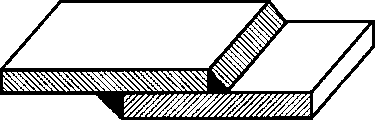
- ಬಟ್ (ಸಿ) - ಭಾಗಗಳನ್ನು ಕೊನೆಯ ಮೇಲ್ಮೈಗಳ ಉದ್ದಕ್ಕೂ ಅಂತ್ಯದಿಂದ ಕೊನೆಯವರೆಗೆ ಸೇರಿಸಲಾಗುತ್ತದೆ (ಚಿತ್ರ 1 ಎ);
- ಕೋನೀಯ (ಯು) - ಭಾಗಗಳು ಒಂದು ಕೋನದಲ್ಲಿವೆ ಮತ್ತು ಮೂಲೆಯ ಹೊರಗಿನ ಅಂಚುಗಳ ಉದ್ದಕ್ಕೂ ಸಂಪರ್ಕ ಹೊಂದಿವೆ (ಚಿತ್ರ 1 ಬಿ);
- ಟೀ (ಟಿ)- ವಿವರಗಳು ಟಿ ಅಕ್ಷರದ ಆಕಾರವನ್ನು ರೂಪಿಸುತ್ತವೆ (ಚಿತ್ರ 1 ಸಿ);
- ಅತಿಕ್ರಮಣ (ಎನ್) - ಭಾಗಗಳು ಭಾಗಶಃ ಒಂದರ ಮೇಲೊಂದರಂತೆ (ಚಿತ್ರ 1 ಡಿ).
ಈ ಸಂಯುಕ್ತಗಳ ಸ್ತರಗಳನ್ನು ಸೀಮ್\u200cನ ನಿರ್ದಿಷ್ಟ ಸ್ವರೂಪಕ್ಕೆ ಅನುಗುಣವಾದ ಸೂಚ್ಯಂಕದ ಅಕ್ಷರದ ಮೂಲಕ ಸೂಚಿಸಲಾಗುತ್ತದೆ (ಕೋಷ್ಟಕ 3). ಕೀಲುಗಳನ್ನು ಬೆವೆಲ್ಡ್ ಅಂಚುಗಳಿಲ್ಲದೆ, ಒಂದು ಅಂಚಿನ ಬೆವೆಲ್ನೊಂದಿಗೆ, ಎರಡು ಅಂಚುಗಳ ಬೆವೆಲ್ನೊಂದಿಗೆ ಮತ್ತು ಬಟ್ ಕೀಲುಗಳಲ್ಲಿ ಎರಡು ಅಂಚುಗಳ ಫ್ಲಂಗಿಂಗ್ನೊಂದಿಗೆ ಬೆಸುಗೆ ಹಾಕಲಾಗುತ್ತದೆ.


ಎ) ಬಿ) ಸಿ) ಡಿ)
ಚಿತ್ರ 1 - ಬೆಸುಗೆ ಹಾಕಿದ ಕೀಲುಗಳ ಮುಖ್ಯ ವಿಧಗಳು:
ಎ) ಬಟ್; ಬೌ) ಕೋನೀಯ; ಸಿ) ಟಿ ಆಕಾರದ; d) ಲ್ಯಾಪ್
3 ವೆಲ್ಡ್ಸ್ಗಾಗಿ ಚಿಹ್ನೆಗಳು ಮತ್ತು ಚಿಹ್ನೆಗಳು
ಪ್ರತಿ ವೆಲ್ಡಿಂಗ್ ವಿಧಾನಕ್ಕಾಗಿ, ಸ್ತರಗಳ ರಚನಾತ್ಮಕ ಅಂಶಗಳು, ಅವುಗಳ ಷರತ್ತುಬದ್ಧ ಚಿತ್ರಗಳು ಮತ್ತು ಪದನಾಮಗಳನ್ನು ಸೂಚಿಸುವ ಮಾನದಂಡಗಳನ್ನು ಅಭಿವೃದ್ಧಿಪಡಿಸಲಾಗಿದೆ.
ಮರಣದಂಡನೆಯ ಸ್ವರೂಪಕ್ಕೆ ಅನುಗುಣವಾಗಿ, ಸ್ತರಗಳು ಪಾಯಿಂಟ್, ಮಧ್ಯಂತರ, ನಿರಂತರವಾಗಬಹುದು, ಅಂದರೆ. ಘನ. ಮಧ್ಯಂತರ ಸೀಮ್ ಸರಪಳಿ ಅಥವಾ ಸ್ಥಗಿತಗೊಂಡಿದೆ.
ಬೆಸುಗೆ ಹಾಕಿದ ಕೀಲುಗಳ ಘನ ಗೋಚರ ಸ್ತರಗಳನ್ನು ಘನ ಮುಖ್ಯ ರೇಖೆಯಿಂದ ಚಿತ್ರಿಸಲಾಗಿದೆ (ಚಿತ್ರ 2 ಎ); ಅದೃಶ್ಯವಾದವುಗಳನ್ನು ಡ್ಯಾಶ್ ಮಾಡಲಾಗಿದೆ (ಚಿತ್ರ 2 ಬಿ). ಈ ಸಂದರ್ಭದಲ್ಲಿ, ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಯಾವ ಭಾಗದಿಂದ ನಡೆಸಲಾಗುತ್ತದೆ ಎಂಬುದನ್ನು ಬೆಸುಗೆ ಹಾಕಿದ ಜಂಟಿ ಏಕಪಕ್ಷೀಯ ಸೀಮ್\u200cನ ಮುಂಭಾಗದ ಭಾಗವಾಗಿ ತೆಗೆದುಕೊಳ್ಳಲಾಗುತ್ತದೆ. ಅಸಮಪಾರ್ಶ್ವವಾಗಿ ತಯಾರಿಸಿದ ಅಂಚುಗಳೊಂದಿಗೆ ಬೆಸುಗೆ ಹಾಕಿದ ಜಂಟಿ ದ್ವಿಪಕ್ಷೀಯ ಸೀಮ್ನ ಮುಂಭಾಗದ ಭಾಗಕ್ಕಾಗಿ, ಮುಖ್ಯ ಸೀಮ್ ಅನ್ನು ಬೆಸುಗೆ ಹಾಕಿದ ಒಂದನ್ನು ತೆಗೆದುಕೊಳ್ಳಿ. ಸಮ್ಮಿತೀಯವಾಗಿ ಸಿದ್ಧಪಡಿಸಿದ ಅಂಚುಗಳನ್ನು ಹೊಂದಿರುವ ದ್ವಿಪಕ್ಷೀಯ ಸೀಮ್\u200cನ ಮುಂಭಾಗದ ಭಾಗಕ್ಕೆ, ಎರಡೂ ಬದಿಯನ್ನು ತೆಗೆದುಕೊಳ್ಳಬಹುದು.

ಚಿತ್ರ 2 - ಸ್ತರಗಳ ಷರತ್ತುಬದ್ಧ ಚಿತ್ರಗಳು:
ಎ) ಗೋಚರಿಸುತ್ತದೆ; ಬೌ) ಅದೃಶ್ಯ
ಗೋಚರಿಸುವ ಏಕ ಬೆಸುಗೆ ಹಾಕಿದ ಬಿಂದುಗಳು, ವೆಲ್ಡಿಂಗ್ ವಿಧಾನವನ್ನು ಲೆಕ್ಕಿಸದೆ, ಸಾಂಪ್ರದಾಯಿಕವಾಗಿ 5 ... 10 ಮಿಮೀ (ಚಿತ್ರ 2 ಎ) ಉದ್ದದೊಂದಿಗೆ ತೆಳುವಾದ ಘನ ರೇಖೆಗಳನ್ನು ers ೇದಿಸುತ್ತದೆ ಎಂದು ಚಿತ್ರಿಸಲಾಗಿದೆ. ರೇಖಾಚಿತ್ರಗಳಲ್ಲಿ ಅದೃಶ್ಯ ಏಕ ಚುಕ್ಕೆಗಳನ್ನು ತೋರಿಸಲಾಗುವುದಿಲ್ಲ.
ರೇಖಾಚಿತ್ರದಲ್ಲಿ ಹಲವಾರು ಒಂದೇ ರೀತಿಯ ಸ್ತರಗಳಿದ್ದರೆ, ದಂತಕಥೆಯನ್ನು ಒಂದು ಚಿತ್ರಕ್ಕೆ ಅನ್ವಯಿಸಲಾಗುತ್ತದೆ, ಮತ್ತು ನಾಯಕ ರೇಖೆಗಳನ್ನು ಇತರರಿಂದ ಕಪಾಟಿನಲ್ಲಿ ಎಳೆಯಲಾಗುತ್ತದೆ (ಚಿತ್ರ 3 ಎ, ಬಿ).
ಒಂದೇ ರೀತಿಯ ಸ್ತರಗಳಿಗೆ ಒಂದು ಸಂಖ್ಯೆಯನ್ನು ನಿಗದಿಪಡಿಸಲಾಗಿದೆ, ಇದನ್ನು ಸೀಡರ್ ಹುದ್ದೆ ಇರುವ ಶೆಲ್ಫ್\u200cನೊಂದಿಗೆ ಲೀಡರ್ ಲೈನ್\u200cಗೆ ಅನ್ವಯಿಸಲಾಗುತ್ತದೆ, ಮತ್ತು ಸ್ತರಗಳ ಸಂಖ್ಯೆಯನ್ನು ಸೂಚಿಸಲಾಗುತ್ತದೆ (ಚಿತ್ರ 3 ಎ).
ಉಳಿದ ಸ್ತರಗಳಿಗೆ, ವೆಲ್ಡ್ನ ಗೋಚರತೆಯನ್ನು ಅವಲಂಬಿಸಿ ಕ್ರಮವಾಗಿ, ಸೀಮ್ ಸಂಖ್ಯೆಯನ್ನು ಮಾತ್ರ ಅನ್ವಯಿಸಲಾಗುತ್ತದೆ, ಶೆಲ್ಫ್ ಮೇಲೆ ಅಥವಾ ಲೀಡರ್ ರೇಖೆಯ ಶೆಲ್ಫ್ ಅಡಿಯಲ್ಲಿ (ಚಿತ್ರ 3 ಬಿ).

ಚಿತ್ರ 3 - ರೇಖಾಚಿತ್ರದಲ್ಲಿ ಒಂದೇ ರೀತಿಯ ಸ್ತರಗಳ ಉಪಸ್ಥಿತಿಯಲ್ಲಿ ಷರತ್ತುಬದ್ಧ ಚಿತ್ರಗಳು:
ಎ) ಒಂದು ಚಿತ್ರದಲ್ಲಿ; ಬೌ) ಒಂದೇ ಚಿತ್ರಗಳಿಗಾಗಿ; ಸಿ) ಸರಳೀಕೃತ ಅಥವಾ ಡ್ರಾಯಿಂಗ್\u200cನಲ್ಲಿನ ಎಲ್ಲಾ ಸ್ತರಗಳು ಒಂದೇ ಆಗಿರುತ್ತವೆ.
ಡ್ರಾಯಿಂಗ್\u200cನಲ್ಲಿನ ಎಲ್ಲಾ ಸ್ತರಗಳು ಒಂದೇ ಆಗಿದ್ದರೆ ಮತ್ತು ಒಂದು ಬದಿಯಲ್ಲಿ (ಮುಂಭಾಗ ಅಥವಾ ಹಿಂಭಾಗದಲ್ಲಿ) ತೋರಿಸಿದರೆ, ಅವರಿಗೆ ಯಾವುದೇ ಸರಣಿ ಸಂಖ್ಯೆಯನ್ನು ನಿಗದಿಪಡಿಸಲಾಗಿಲ್ಲ, ಮತ್ತು ಹುದ್ದೆಯಿಲ್ಲದ ಸ್ತರಗಳನ್ನು ಕಪಾಟುಗಳಿಲ್ಲದೆ ಲೀಡರ್ ರೇಖೆಗಳಿಂದ ಗುರುತಿಸಲಾಗುತ್ತದೆ (ಚಿತ್ರ 3 ಸಿ).
ವೆಲ್ಡ್ ಅನ್ನು ಗೊತ್ತುಪಡಿಸುವ ನಾಯಕ ರೇಖೆಯನ್ನು ವೆಲ್ಡಿಂಗ್ ಕಡೆಯಿಂದ ಎಳೆಯಲಾಗುತ್ತದೆ, ಮತ್ತು ಮೇಲಾಗಿ ಆ ಭಾಗದ ಚಿತ್ರದಲ್ಲಿ ವೆಲ್ಡ್ ಅನ್ನು ಪೂರ್ಣ ಗಾತ್ರದಲ್ಲಿ ಎಳೆಯಲಾಗುತ್ತದೆ.
ಸಮ್ಮಿತೀಯ ಉತ್ಪನ್ನದ ರೇಖಾಚಿತ್ರದಲ್ಲಿ, ಚಿತ್ರದ ಒಂದು ಭಾಗದಲ್ಲಿ ಮಾತ್ರ ಸ್ತರಗಳನ್ನು ಗುರುತಿಸಲು ಅನುಮತಿಸಲಾಗಿದೆ.
ಸೀಮ್ನ ಚಿಹ್ನೆಯನ್ನು ಅನ್ವಯಿಸಲಾಗಿದೆ:
ಮುಂಭಾಗದ ಕಡೆಯಿಂದ ಸೀಮ್ನ ಚಿತ್ರದಿಂದ ಚಿತ್ರಿಸಿದ ಲೀಡರ್ ರೇಖೆಯ ಕಪಾಟಿನಲ್ಲಿ (ಚಿತ್ರ 3 ಎ);
ಲೆಡ್ಜ್ ಶೆಲ್ಫ್ ಅಡಿಯಲ್ಲಿ, ಹಿಂಭಾಗದಲ್ಲಿರುವ ಸೀಮ್ ಚಿತ್ರದಿಂದ ಚಿತ್ರಿಸಲಾಗಿದೆ (ಚಿತ್ರ 3 ಬಿ). ಈ ಸಂದರ್ಭದಲ್ಲಿ, ಗೋಚರಿಸುವ ಸೀಮ್\u200cನ ಚಿತ್ರದಿಂದ ಲೀಡರ್ ಲೈನ್ ಅನ್ನು ಸೆಳೆಯುವುದು ಉತ್ತಮ.
ಸೀಮ್ ಅಥವಾ ಒಂದೇ ವೆಲ್ಡ್ ಪಾಯಿಂಟ್\u200cನ ಚಿತ್ರದಿಂದ ಚಿತ್ರಿಸಿದ ಲೀಡರ್ ಲೈನ್ ಯಾವಾಗಲೂ ಏಕಮುಖ ಬಾಣದೊಂದಿಗೆ ಕೊನೆಗೊಳ್ಳುತ್ತದೆ (ಚಿತ್ರ 3). ವೆಲ್ಡ್ ಅದೃಶ್ಯವಾಗಿದ್ದರೆ, ಲೀಡರ್ ರೇಖೆಯ ಮೇಲೆ ಒಂದು ಬದಿಯ ಬಾಣವನ್ನು ಅನ್ವಯಿಸಲಾಗುತ್ತದೆ, ವೆಲ್ಡ್ ಅಗೋಚರವಾಗಿರುತ್ತಿದ್ದರೆ, ಕೆಳಭಾಗದಲ್ಲಿ (ಚಿತ್ರ 3 ಎ, ಬಿ).
ಎಲ್ಲಾ ಸ್ತರಗಳಿಗೆ ಒಂದೇ ರೀತಿಯ ಅವಶ್ಯಕತೆಗಳು ಅಥವಾ ಸ್ತರಗಳ ಗುಂಪನ್ನು ತಾಂತ್ರಿಕ ಅವಶ್ಯಕತೆಗಳು ಅಥವಾ ಸ್ತರಗಳ ಕೋಷ್ಟಕದಲ್ಲಿ ಒಮ್ಮೆ ನೀಡಲಾಗುತ್ತದೆ (ಚಿತ್ರ 4). ಈ ಸಂದರ್ಭದಲ್ಲಿ, ವೆಲ್ಡ್ನ ಸರಣಿ ಸಂಖ್ಯೆಯನ್ನು ಮಾತ್ರ ಚಿತ್ರದ ಮೇಲೆ ಸೂಚಿಸಲಾಗುತ್ತದೆ.

ಚಿತ್ರ 4 - ಸ್ತರಗಳ ಪಟ್ಟಿ
GOST 2.312-72 ರ ಪ್ರಕಾರ ಸ್ಟ್ಯಾಂಡರ್ಡ್ ವೆಲ್ಡ್ಡ್ ಕೀಲುಗಳ ಚಿಹ್ನೆಯನ್ನು ಚಿತ್ರ 5 ರ ಪ್ರಕಾರ ಯೋಜನೆಯ ಪ್ರಕಾರ ಅನ್ವಯಿಸಲಾಗುತ್ತದೆ.

ಚಿತ್ರ 5 - ಪ್ರಮಾಣಿತ ಚಿಹ್ನೆಗಳ ಯೋಜನೆ ವೆಲ್ಡ್ಸ್.
ಹೈಫನ್ ಚಿಹ್ನೆಗಳ ಮೂಲಕ ವೆಲ್ಡ್ಸ್\u200cನ ಚಿಹ್ನೆಯು ಈ ಕೆಳಗಿನವುಗಳನ್ನು ಒಳಗೊಂಡಿದೆ:
1. ಮುಚ್ಚಿದ ಸಾಲಿನಲ್ಲಿ ಮತ್ತು ಜೋಡಣೆಯ ಸೀಮ್ನಲ್ಲಿ ಸೀಮ್ನ ಸಹಾಯಕ ಚಿಹ್ನೆಗಳು (ಟೇಬಲ್ 2 ನೋಡಿ).
2. ಬೆಸುಗೆ ಹಾಕಿದ ಕೀಲುಗಳ ಪ್ರಕಾರಗಳು ಮತ್ತು ರಚನಾತ್ಮಕ ಅಂಶಗಳಿಗೆ ಮಾನದಂಡದ ಹುದ್ದೆ (ಉದಾಹರಣೆಗೆ, GOST 5264-80; ಟೇಬಲ್ ನೋಡಿ. 1).
3. ಬೆಸುಗೆ ಹಾಕಿದ ಕೀಲುಗಳ ಪ್ರಕಾರಗಳು ಮತ್ತು ರಚನಾತ್ಮಕ ಅಂಶಗಳ ಮಾನದಂಡಕ್ಕೆ ಅನುಗುಣವಾಗಿ ವೆಲ್ಡ್ನ ಆಲ್ಫಾನ್ಯೂಮರಿಕ್ ಹುದ್ದೆ (ಉದಾಹರಣೆಗೆ, ಸಿ 2, ಟೇಬಲ್ 3 ನೋಡಿ).
4. ಬೆಸುಗೆ ಹಾಕಿದ ಕೀಲುಗಳ ವೆಲ್ಡ್ಗಳ ಪ್ರಕಾರಗಳು ಮತ್ತು ರಚನಾತ್ಮಕ ಅಂಶಗಳ ಮಾನದಂಡದ ಪ್ರಕಾರ ವೆಲ್ಡಿಂಗ್ ವಿಧಾನದ ಚಿಹ್ನೆ (ಉದಾಹರಣೆಗೆ, ಎ, ಆದರೆ ನೀವು ನಿರ್ದಿಷ್ಟಪಡಿಸಲು ಸಾಧ್ಯವಿಲ್ಲ).
ಕೋಷ್ಟಕ 2 - ವೆಲ್ಡ್ ಸ್ತರಗಳಿಗೆ ಸಹಾಯಕ ಚಿಹ್ನೆಗಳು
|
ಸೈನ್ ಅರ್ಥ |
ಡ್ರಾಯಿಂಗ್ನಲ್ಲಿ ಸೀಮ್ನ ಹೆಸರಿನಲ್ಲಿ ಚಿಹ್ನೆಯನ್ನು ಚಿತ್ರಿಸುವುದು |
|
|
ಸೀಮ್ ಮಧ್ಯಂತರ ಅಥವಾ ಸರಪಳಿ ಜೋಡಣೆಯೊಂದಿಗೆ ಸ್ಪಾಟ್ ಆಗಿದೆ. ರೇಖೆಯ ಕೋನ 60 ಮಧ್ಯಂತರ ಅಥವಾ ಸ್ಪಾಟ್ ಹೊಲಿಗೆ ಮುಚ್ಚಿದ ಸಾಲಿನಲ್ಲಿ ಒಂದು ಸೀಮ್. ಚಿಹ್ನೆಯ ವ್ಯಾಸ - 3 ... 5 ಮಿಮೀ ಓಪನ್ ಲೈನ್ ಸೀಮ್. ರೇಖಾಚಿತ್ರದಿಂದ ಸೀಮ್ನ ಸ್ಥಳವು ಸ್ಪಷ್ಟವಾಗಿದ್ದರೆ ಚಿಹ್ನೆಯನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಉತ್ಪನ್ನದ ಸ್ಥಾಪನೆಯ ಸಮಯದಲ್ಲಿ ನಿರ್ವಹಿಸಬೇಕಾದ ಸೀಮ್, ಅಂದರೆ. ಅದರ ಬಳಕೆಯ ಸ್ಥಳದಲ್ಲಿ ಅನುಸ್ಥಾಪನಾ ರೇಖಾಚಿತ್ರದ ಪ್ರಕಾರ ಅದನ್ನು ಸ್ಥಾಪಿಸುವಾಗ ಸೀಮ್ ಅನ್ನು ಬಲಪಡಿಸಿ ಮೂಲ ಲೋಹಕ್ಕೆ ಸುಗಮ ಪರಿವರ್ತನೆಯೊಂದಿಗೆ ವೆಲ್ಡ್ನಲ್ಲಿ ಸಾಗ್ ಮತ್ತು ಉಬ್ಬುಗಳನ್ನು ಪ್ರಕ್ರಿಯೆಗೊಳಿಸಿ |
|

5. ವೆಲ್ಡ್ of (ಐಸೊಸೆಲ್ಸ್ ಬಲ ತ್ರಿಕೋನ) ಮತ್ತು ವೆಲ್ಡ್ನ ಕಾಲಿನ ಗಾತ್ರ (ದಪ್ಪ), ಮಾನದಂಡದ ಪ್ರಕಾರ, ವೆಲ್ಡ್ ಕೀಲುಗಳ ಪ್ರಕಾರಗಳು ಮತ್ತು ರಚನಾತ್ಮಕ ಅಂಶಗಳಿಗೆ (ಉದಾಹರಣೆಗೆ, 5, ಟೇಬಲ್ 3). ಸೀಮ್\u200cನ ದಪ್ಪವು ಸಂಪರ್ಕಿತ ಅಂಶಗಳ ದಪ್ಪದ 4 ಮಿ.ಮೀ.ನಿಂದ 1.2 ರವರೆಗೆ ಇರಬೇಕು ಅಥವಾ ಸಮನಾಗಿರಬೇಕು. ಚಿಹ್ನೆಯನ್ನು ಘನ ತೆಳುವಾದ ರೇಖೆಗಳಲ್ಲಿ ಕಾರ್ಯಗತಗೊಳಿಸಲಾಗುತ್ತದೆ. ಚಿಹ್ನೆಯ ಎತ್ತರವು ಸೀಮ್ ಹುದ್ದೆಯಲ್ಲಿ ಸೇರಿಸಲಾದ ಸಂಖ್ಯೆಗಳ ಎತ್ತರಕ್ಕೆ ಸಮನಾಗಿರಬೇಕು.
6. ಮಧ್ಯಂತರ ಸೀಮ್ಗಾಗಿ, ಬೆಸುಗೆ ಹಾಕಬೇಕಾದ ವಿಭಾಗದ ಉದ್ದ, ಚಿಹ್ನೆ / ಅಥವಾ Z ಡ್ ಮತ್ತು ಹಂತದ ಗಾತ್ರ (ಉದಾಹರಣೆಗೆ, 5/40; 6 Z 70).
ಒಂದೇ ಬೆಸುಗೆ ಹಾಕಿದ ಬಿಂದುವಿಗೆ, ಬಿಂದುವಿನ ಲೆಕ್ಕಾಚಾರದ ವ್ಯಾಸದ ಗಾತ್ರ (ಉದಾಹರಣೆಗೆ, 6).
ಕಾಂಟ್ಯಾಕ್ಟ್ ಸ್ಪಾಟ್ ಎಲೆಕ್ಟ್ರಿಕ್ ವೆಲ್ಡಿಂಗ್ ಅಥವಾ ಎಲೆಕ್ಟ್ರೋ-ರಿವೆಟ್ನ ಸೀಮ್ಗಾಗಿ - ಪಾಯಿಂಟ್ ಅಥವಾ ಎಲೆಕ್ಟ್ರೋ-ರಿವೆಟ್ನ ಲೆಕ್ಕಾಚಾರದ ವ್ಯಾಸದ ಗಾತ್ರ; ಚಿಹ್ನೆ / ಅಥವಾ Z ಮತ್ತು ಹಂತದ ಗಾತ್ರ (ಉದಾ. 5/60; 4 Z 80).
ಸಂಪರ್ಕ ರೋಲರ್ ವೆಲ್ಡಿಂಗ್ ಸೀಮ್ಗಾಗಿ, ಲೆಕ್ಕಹಾಕಿದ ಜಂಟಿ ಅಗಲದ ಗಾತ್ರ (ಉದಾಹರಣೆಗೆ, Kr-5).
ಕಾಂಟ್ಯಾಕ್ಟ್ ರೋಲರ್ ಎಲೆಕ್ಟ್ರಿಕ್ ವೆಲ್ಡಿಂಗ್ನ ಮಧ್ಯಂತರ ಸೀಮ್ಗಾಗಿ - ಸೀಮ್ನ ಅಂದಾಜು ಅಗಲದ ಗಾತ್ರ, ಗುಣಾಕಾರ ಚಿಹ್ನೆ “”, ಬೆಸುಗೆ ಹಾಕಬೇಕಾದ ವಿಭಾಗದ ಉದ್ದ, ಚಿಹ್ನೆ / ಮತ್ತು ಹಂತದ ಗಾತ್ರ (ಉದಾಹರಣೆಗೆ, 5 10/60).
ಬೆಸುಗೆ ಹಾಕಬೇಕಾದ ವಸ್ತುವನ್ನು ವೆಲ್ಡಿಂಗ್ ಮೇಜಿನ ಮೇಲೆ ಇಡಲಾಗಿದೆ. ಅದರ ಬರಿಯ ತುದಿಯನ್ನು ಹೊಂದಿರುವ ವಿದ್ಯುದ್ವಾರವನ್ನು ವಿದ್ಯುದ್ವಾರ ಹೋಲ್ಡರ್\u200cನಲ್ಲಿ ಜೋಡಿಸಲಾಗುತ್ತದೆ. ಉತ್ಸಾಹ ವೆಲ್ಡಿಂಗ್ ಆರ್ಕ್ ಬೆಸುಗೆ ಹಾಕಿದ ಉತ್ಪನ್ನಕ್ಕೆ ವಿದ್ಯುದ್ವಾರದ ಅಂತ್ಯವನ್ನು ಸ್ಪರ್ಶಿಸುವುದು. ಚಾಪವನ್ನು ಪ್ರಾರಂಭಿಸಲು ಎರಡು ಮಾರ್ಗಗಳಿವೆ:
ಲೋಹವನ್ನು ಬೆಸುಗೆ ಹಾಕುವ ಸಂಪರ್ಕಕ್ಕೆ ವಿದ್ಯುದ್ವಾರವನ್ನು ಕೆಳಕ್ಕೆ ಇಳಿಸಿ ಮತ್ತು ಅದನ್ನು ಚಾಪದ ಉದ್ದಕ್ಕೆ ಸಮನಾದ ದೂರಕ್ಕೆ ಕೊಂಡೊಯ್ಯಿರಿ;
ಉತ್ಪನ್ನದ ಮೇಲ್ಮೈಯಲ್ಲಿ ವಿದ್ಯುದ್ವಾರದ ಅಂತ್ಯವನ್ನು ಹಾದುಹೋಗಿರಿ (ಪಂದ್ಯವನ್ನು ಬೆಳಗಿದಂತೆ).
ಚಾಪ ಪ್ರಚೋದನೆಯ ತೊಂದರೆ ಎಂದರೆ ಉತ್ಪನ್ನದ ಮೇಲ್ಮೈಯಿಂದ ವಿದ್ಯುದ್ವಾರದ ಅಂತ್ಯವು ಸಾಕಷ್ಟು ವೇಗವಾಗಿ ಇಲ್ಲದಿದ್ದರೆ, ಅದು ಬೆಸುಗೆ ಹಾಕಬಹುದು ಅಥವಾ ಅವರು ಹೇಳಿದಂತೆ “ಫ್ರೀಜ್” ಮಾಡಬಹುದು, ಮತ್ತು ವಿದ್ಯುದ್ವಾರದ ಅಂತ್ಯವು ತುಂಬಾ ಹಠಾತ್ತಾಗಿದ್ದರೆ, ಚಾಪವು ಮುರಿದು ಹೊರಗೆ ಹೋಗಬಹುದು.
ಚಾಪವು ಉತ್ಸಾಹಭರಿತವಾದ ನಂತರ, ವೆಲ್ಡರ್ ವಿದ್ಯುದ್ವಾರವನ್ನು ಕರಗಿದಂತೆ ನಿಧಾನವಾಗಿ ಕಡಿಮೆ ಮಾಡುವ ಮೂಲಕ ಸ್ಥಿರ ಚಾಪ ಉದ್ದವನ್ನು ನಿರ್ವಹಿಸುತ್ತದೆ. ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಸಣ್ಣ ಚಾಪದಲ್ಲಿ ನಡೆಸಬೇಕು: ಅದರ ಉದ್ದವು ವಿದ್ಯುದ್ವಾರದ ವ್ಯಾಸವನ್ನು ಮೀರಬಾರದು.
ಹೊರಹೊಮ್ಮುವಾಗ, ವೆಲ್ಡರ್ ವಿದ್ಯುದ್ವಾರವನ್ನು ಸೀಮ್\u200cನ ಉದ್ದಕ್ಕೂ ಸಮವಾಗಿ ಚಲಿಸುತ್ತದೆ, ಅದನ್ನು 70-80 an ಕೋನದಲ್ಲಿ ಉತ್ಪನ್ನದ ಮೇಲ್ಮೈಗೆ ತಿರುಗಿಸುತ್ತದೆ. ರೇಖಾಂಶದ ಚಲನೆಯ ವೇಗವು ಮೂಲ ಲೋಹವನ್ನು ಕರಗಿಸಲು ಸಾಕಾಗಬೇಕು. ವಿದ್ಯುದ್ವಾರವು ವೇಗವಾಗಿ ಚಲಿಸಿದಾಗ, ಮೂಲ ಲೋಹ ಕರಗುವುದಿಲ್ಲ, ಮತ್ತು ವಿದ್ಯುದ್ವಾರ ನಿಧಾನವಾಗಿ ಚಲಿಸಿದಾಗ, ವೆಲ್ಡಿಂಗ್ ಉತ್ಪಾದಕತೆ ಕಡಿಮೆಯಾಗುತ್ತದೆ, ಮತ್ತು ವೆಲ್ಡ್ ಲೋಹವು ಹೆಚ್ಚು ಬಿಸಿಯಾಗುತ್ತದೆ.
ನಿರ್ದಿಷ್ಟ ಅಗಲದ ವೆಲ್ಡ್ ಪಡೆಯಲು ವಿದ್ಯುದ್ವಾರಕ್ಕೆ ಅಡ್ಡ ಕಂಪನ ಚಲನೆಗಳನ್ನು ನೀಡಲಾಗುತ್ತದೆ. ಈ ಚಲನೆಗಳು ಅಂಕುಡೊಂಕಾದ, ಅರ್ಧಚಂದ್ರಾಕಾರ, ಫಿಗರ್ ಎಂಟು, ಇತ್ಯಾದಿ ಆಗಿರಬಹುದು. ವಿದ್ಯುದ್ವಾರದ ರೇಖಾಂಶದ ಚಲನೆಯನ್ನು ಅಡ್ಡ ಕಂಪನಗಳಿಲ್ಲದೆ ಮಾಡಿದರೆ, ರೋಲರ್\u200cನ ಅಗಲ 0.8 ... 1.5 ಡಿ ಉಹ್ , ಆದರೆ 2 ... 4 ಆಗಿರಬೇಕು.
ಚಾಪವು ಮುರಿದಾಗ, ಅದನ್ನು ಒಡೆಯುವ ಬಿಂದುವಿನ ಮುಂದೆ, ಇನ್ನೂ ಬೆಸುಗೆ ಹಾಕದ ಲೋಹದ ಮೇಲೆ ಹೊತ್ತಿಸಲಾಗುತ್ತದೆ, ಮತ್ತು ನಂತರ ವೆಲ್ಡ್ ಲೋಹಕ್ಕೆ ಹಿಂತಿರುಗಿಸಲಾಗುತ್ತದೆ, ಇದು ರೋಲರ್ನ ನಿರಂತರತೆಯನ್ನು ಖಚಿತಪಡಿಸುತ್ತದೆ. ಸಂಪೂರ್ಣ ರೋಲರ್ ಹೊರಹೊಮ್ಮಿದ ನಂತರ, ವಿದ್ಯುದ್ವಾರವನ್ನು ಭಾಗದಿಂದ ತೀವ್ರವಾಗಿ ಹರಿದು ಹಾಕುವುದು ಅಸಾಧ್ಯ, ಏಕೆಂದರೆ ಈ ಸಂದರ್ಭದಲ್ಲಿ ರೋಲರ್\u200cನ ಕೊನೆಯಲ್ಲಿ ಖಿನ್ನತೆಯು ರೂಪುಗೊಳ್ಳುತ್ತದೆ - ಇದರಲ್ಲಿ ಒಂದು ಕುಳಿ ಬಿರುಕುಗಳು ಕಾಣಿಸಿಕೊಳ್ಳಬಹುದು. ಚಾಪವನ್ನು ಮೂರು ಬಾರಿ ದ್ವಿಗುಣಗೊಳಿಸುವ ಮೂಲಕ ಕುಳಿಗಳನ್ನು ಸಂಪೂರ್ಣವಾಗಿ ಕುದಿಸುವುದು ಅವಶ್ಯಕ. ವೆಲ್ಡಿಂಗ್ ತಂತ್ರವು ಹೆಚ್ಚಾಗಿ ಬಾಹ್ಯಾಕಾಶದಲ್ಲಿನ ಸ್ತರಗಳ ಸ್ಥಾನವನ್ನು ಅವಲಂಬಿಸಿರುತ್ತದೆ. ಸ್ತರಗಳನ್ನು ಕೆಳ ಸ್ಥಾನದಲ್ಲಿ ಬೆಸುಗೆ ಹಾಕುವುದು ಅತ್ಯಂತ ಸುಲಭ, ಆದ್ದರಿಂದ ವೆಲ್ಡಿಂಗ್ ಮಾಡುವಾಗ, ನೀವು ಯಾವಾಗಲೂ ಉತ್ಪನ್ನವನ್ನು (ಭಾಗ) ಸ್ಥಾಪಿಸಬೇಕು ಇದರಿಂದ ಹೆಚ್ಚಿನ ಸ್ತರಗಳು ಕೆಳ ಸ್ಥಾನದಲ್ಲಿ ಬೆಸುಗೆ ಹಾಕಲ್ಪಡುತ್ತವೆ.
ವೆಲ್ಡಿಂಗ್ ಮಾಡುವಾಗ ಬಟ್ ವೆಲ್ಡ್ಸ್ ಕೆಳಗಿನ ಸ್ಥಾನದಲ್ಲಿ, ಸಂಪೂರ್ಣ ನುಗ್ಗುವಿಕೆಯನ್ನು ಪಡೆಯುವುದು ಮುಖ್ಯ ತೊಂದರೆ. ಲೋಹದ ವೈಭವೀಕರಣದ ಅಪಾಯವಿಲ್ಲದೆ ಸಂಪೂರ್ಣ ನುಗ್ಗುವಿಕೆಯನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ಎರಡು ಮಾರ್ಗಗಳಿವೆ:
ಸೀಮ್ನ ಮೂಲವನ್ನು ವೆಲ್ಡ್ ಮಾಡಿ (ಅಂದರೆ ಸೀಮ್ನ ಹಿಮ್ಮುಖ ಭಾಗವನ್ನು ಬೆಸುಗೆ ಹಾಕುವುದು);
ಸಾಲಿನ ವೆಲ್ಡಿಂಗ್.
ಪ್ಯಾಡ್ಗಳು ಉಳಿದಿವೆ, ಇವುಗಳನ್ನು ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಮೂಲ ವಸ್ತುಗಳಿಗೆ ಬೆಸುಗೆ ಹಾಕಲಾಗುತ್ತದೆ ಮತ್ತು ತೆಗೆಯಬಹುದಾದವುಗಳನ್ನು ವೆಲ್ಡಿಂಗ್ ನಂತರ ತೆಗೆದುಹಾಕಲಾಗುತ್ತದೆ. ಉಳಿದ ಲೈನಿಂಗ್\u200cಗಳನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ಉಕ್ಕಿನಿಂದ ತಯಾರಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ತೆಗೆಯಬಹುದಾದವುಗಳನ್ನು ತಾಮ್ರದಿಂದ ತಯಾರಿಸಲಾಗುತ್ತದೆ.
ಭದ್ರತಾ ಪ್ರಶ್ನೆಗಳು : 1 ಚಾಪ ಪ್ರಚೋದನೆಯ ವಿಧಾನಗಳು. 2 ಚಾಪದ ಉದ್ದ ಹೇಗಿರಬೇಕು? 3 ವಿದ್ಯುದ್ವಾರಕ್ಕೆ ಯಾವ ಚಲನೆಗಳನ್ನು ನೀಡಲಾಗುತ್ತದೆ? ಚಾಪವು ಮುರಿದಾಗ ಎಲ್ಲಿ ಉರಿಯುತ್ತದೆ? 5 ಸೀಮ್ ಅನ್ನು ಹೇಗೆ ಮುಗಿಸುವುದು? 6 ಕೆಳಭಾಗದ ಸ್ತರಗಳ ಬಟ್ನ ಸಂಪೂರ್ಣ ನುಗ್ಗುವಿಕೆಯನ್ನು ಹೇಗೆ ಖಚಿತಪಡಿಸಿಕೊಳ್ಳುವುದು?
7.7 ವೆಲ್ಡ್ ದೋಷಗಳು
ಜಂಟಿ ದೋಷಗಳು ಟೆಂಪ್ಲೆಟ್ ಮತ್ತು ಅಳತೆ ಸಾಧನಗಳನ್ನು ಬಳಸಿಕೊಂಡು ಸ್ತರಗಳ ಬಾಹ್ಯ ಪರಿಶೀಲನೆ ಮತ್ತು ಅಳತೆಯ ಸಮಯದಲ್ಲಿ ಪತ್ತೆಯಾಗಿದೆ. ಅಂತಹ ದೋಷಗಳು ಸೇರಿವೆ: ಎ) ರೇಖಾಚಿತ್ರ ಅಥವಾ ಮಾನದಂಡಗಳಿಂದ ನಿರ್ದಿಷ್ಟಪಡಿಸಿದ ಕೀಲುಗಳ ನಿಜವಾದ ಆಯಾಮಗಳ ನಡುವಿನ ವ್ಯತ್ಯಾಸ; ಬೌ) ಹರಿವುಗಳು: ಸಿ) ಅಂಡರ್\u200cಕಟ್\u200cಗಳು; ಡಿ) ಬೆಸುಗೆ ಹಾಕದ ಕುಳಿಗಳು, ಇತ್ಯಾದಿ. ಸೀಮ್ (ಕುತ್ತಿಗೆ, ಅಪೂರ್ಣ ಸ್ತರಗಳು) ಮತ್ತು ದಪ್ಪವಾಗಿಸುವಿಕೆಯ ಯಂತ್ರಗಳನ್ನು ದುರ್ಬಲಗೊಳಿಸುವ ಪ್ರದೇಶಗಳ ಹೆಚ್ಚುವರಿ ಬೆಸುಗೆ ಹಾಕುವ ಮೂಲಕ ಸ್ತರಗಳ ಆಕಾರದಲ್ಲಿನ ದೋಷಗಳನ್ನು ತೆಗೆದುಹಾಕಲಾಗುತ್ತದೆ, ಸೀಮ್\u200cನ ಪಕ್ಕದ ವಿಭಾಗಗಳಿಗೆ ಮತ್ತು ಬೇಸ್ ಮೆಟಲ್\u200cಗೆ ಸುಗಮ ಪರಿವರ್ತನೆ ನೀಡುತ್ತದೆ.
ಬಿರುಕುಗಳು ಅತ್ಯಂತ ಅಪಾಯಕಾರಿ ದೋಷಗಳು , ಇದು ಸೀಮ್\u200cನಲ್ಲಿಯೇ ಮತ್ತು ಶಾಖ ಪೀಡಿತ ಪ್ರದೇಶದಲ್ಲಿ ಸಂಭವಿಸಬಹುದು. ದೋಷಯುಕ್ತ ಸ್ಥಳವನ್ನು ಪ್ರಾಥಮಿಕ ಕತ್ತರಿಸುವಿಕೆಯೊಂದಿಗೆ ಬೆಸುಗೆ ಹಾಕುವ ಮೂಲಕ ಬಿರುಕುಗಳನ್ನು ತೆಗೆದುಹಾಕಿ.
ರಂಧ್ರಗಳು ಮತ್ತು ಚಿಪ್ಪುಗಳು,ಅವು ದೊಡ್ಡ ಪ್ರಮಾಣದಲ್ಲಿ ಸೀಮ್\u200cನಲ್ಲಿದ್ದರೆ, ಅದರ ಶಕ್ತಿಯನ್ನು ಕಡಿಮೆ ಮಾಡಿ ಮತ್ತು ಸಾಂದ್ರತೆಯನ್ನು ಉಲ್ಲಂಘಿಸಿ. ರಂಧ್ರಗಳ ಸಂಖ್ಯೆ ಅನುಮತಿಸುವ ರೂ m ಿಯನ್ನು ಮೀರಿದರೆ, ನಂತರ ಸೀಮ್\u200cನ ದೋಷಯುಕ್ತ ವಿಭಾಗವನ್ನು ಯಂತ್ರದಿಂದ ತೆಗೆಯಲಾಗುತ್ತದೆ (ಕೊರೆಯುವುದು, ಕತ್ತರಿಸುವುದು) ಮತ್ತು ಮತ್ತೆ ಕುದಿಸಲಾಗುತ್ತದೆ.
ಲೋಹವಲ್ಲದ ಸೇರ್ಪಡೆಗಳುವೆಲ್ಡ್ ಮತ್ತು ರಂಧ್ರಗಳ ಬಲದ ಮೇಲೆ ಪರಿಣಾಮ ಬೀರುತ್ತದೆ. ಲೋಹವಲ್ಲದ ಸೇರ್ಪಡೆಗಳನ್ನು ರಂಧ್ರಗಳಂತೆ ತೆಗೆದುಹಾಕಿ.
ಸಮ್ಮಿಳನ ಕೊರತೆಎರಡು ವಿಧಗಳಿವೆ: ಎ) ವೆಲ್ಡ್ನೊಂದಿಗೆ ಮೂಲ ಲೋಹದ ಬೆಸುಗೆ ಅಲ್ಲದ; ಬೌ) ಕರಗಿದ ಲೋಹದಿಂದ ಸಂಪೂರ್ಣ ಕತ್ತರಿಸುವ ವಿಭಾಗವನ್ನು ಭರ್ತಿ ಮಾಡದಿರುವುದು (ವೆಲ್ಡ್ ರೂಟ್\u200cನ ನುಗ್ಗುವಿಕೆಯ ಕೊರತೆ). ಸ್ತರಗಳ ದೋಷಯುಕ್ತ ವಿಭಾಗಗಳನ್ನು ಯಂತ್ರದಿಂದ ತೆಗೆಯಲಾಗುತ್ತದೆ (ಕೊರೆಯುವುದು, ಮಿಲ್ಲಿಂಗ್, ಇತ್ಯಾದಿ) ಮತ್ತು ಮತ್ತೆ ಕುದಿಸಲಾಗುತ್ತದೆ.
ಭದ್ರತಾ ಪ್ರಶ್ನೆಗಳು : 1 ವೆಲ್ಡ್ ದೋಷಗಳು ಯಾವುವು? 2 ಅವುಗಳನ್ನು ಹೇಗೆ ತೆಗೆದುಹಾಕಲಾಗುತ್ತದೆ?

