ಕೀಲುಗಳು ತಜ್ಞರೊಂದಿಗೆ ಸಂದರ್ಶನ
24.09.2016 , 10:32
ಬೆನ್ನು ಮತ್ತು ಜಂಟಿ ಸಮಸ್ಯೆಗಳು - ಅಂಗವೈಕಲ್ಯಕ್ಕೆ ನೇರ ಮಾರ್ಗ! ನಿಮ್ಮನ್ನು ಹೇಗೆ ಉಳಿಸಿಕೊಳ್ಳುವುದು ಮತ್ತು ನೋವನ್ನು ಮರೆತುಬಿಡುವುದು ಎಂದು ವೈದ್ಯಕೀಯ ವಿಜ್ಞಾನಗಳ ವೈದ್ಯ ಪ್ರೊಫೆಸರ್ ಸೆರ್ಗೆ ಮಿಖೈಲೋವಿಚ್ ಬುಬ್ನೋವ್ಸ್ಕಿ ಹೇಳುತ್ತಾರೆ
2015-10-25ಸಂಪಾದಕರಿಂದ: ಅಂಕಿಅಂಶಗಳ ಪ್ರಕಾರ, ಪ್ರತಿ 8 ನೇ ರಷ್ಯಾದ ನಾಗರಿಕನು ಆಸ್ಟಿಯೊಕೊಂಡ್ರೊಸಿಸ್, ವಿವಿಧ ಜಂಟಿ ಕಾಯಿಲೆಗಳಿಂದ (ಆರ್ತ್ರೋಸಿಸ್, ಸಂಧಿವಾತ, ರಾಡಿಕ್ಯುಲೈಟಿಸ್) ಬಳಲುತ್ತಿದ್ದಾರೆ. ಇದು ಮಾರಕವಲ್ಲ ಎಂದು ತೋರುತ್ತದೆ, ಆದರೆ ... ಮೊದಲಿಗೆ, ರೋಗಿಗಳು ಬದುಕಬೇಕಾಗಿಲ್ಲ, ಆದರೆ ಅಸ್ತಿತ್ವದಲ್ಲಿರಬೇಕು. ಮತ್ತು ಆಗ ಮಾತ್ರ, ಚಲನಶೀಲತೆಯ ನಿರ್ಬಂಧದಿಂದಾಗಿ, ಅಂಡವಾಯು, ಚಯಾಪಚಯ ಅಸ್ವಸ್ಥತೆಗಳು ಮತ್ತು ನಡೆಯಲು ಅಸಮರ್ಥತೆಯಂತಹ ರೋಗಗಳು ಕಂಡುಬರುತ್ತವೆ. ಮಸ್ಕ್ಯುಲೋಸ್ಕೆಲಿಟಲ್ ವ್ಯವಸ್ಥೆಯಲ್ಲಿನ ಸಮಸ್ಯೆಗಳನ್ನು ತೊಡೆದುಹಾಕಲು ಮತ್ತು ಆರೋಗ್ಯವಂತ ವ್ಯಕ್ತಿಯಾಗುವುದು ಹೇಗೆ ಎಂಬ ಬಗ್ಗೆ, ನಾವು ವೈದ್ಯಕೀಯ ವಿಜ್ಞಾನಗಳ ವೈದ್ಯ, ಪ್ರಾಧ್ಯಾಪಕ ಬುಬ್ನೋವ್ಸ್ಕಿ ಸೆರ್ಗೆ ಮಿಖೈಲೋವಿಚ್ ಅವರನ್ನು ಕೇಳಿದೆವು
ಹಲೋ, ಸೆರ್ಗೆ ಮಿಖೈಲೋವಿಚ್. ಹೇಳಿ: ಅಂತಹ ಮಾರಕವಲ್ಲದ, ಮೊದಲ ನೋಟದಲ್ಲಿ, ರಾಡಿಕ್ಯುಲೈಟಿಸ್ ಮತ್ತು ಆಸ್ಟಿಯೊಕೊಂಡ್ರೋಸಿಸ್ನಂತಹ ಕಾಯಿಲೆಗಳು ಹೆಚ್ಚು ಗಂಭೀರ ಕಾಯಿಲೆಗಳಿಗೆ ಕಾರಣವಾಗಬಹುದು ಎಂಬುದು ನಿಜವೇ? ಮತ್ತು ಪ್ರತಿ 8 ನೇ ರಷ್ಯನ್ ಅನಾರೋಗ್ಯದಿಂದ ಬಳಲುತ್ತಿರುವುದು ನಿಜವೇ?
ಶುಭ ಮಧ್ಯಾಹ್ನ, ಐರಿನಾ. ಆಸ್ಟಿಯೊಕೊಂಡ್ರೊಸಿಸ್ ಮತ್ತು ರಾಡಿಕ್ಯುಲೈಟಿಸ್ನಿಂದ ಸಾಯುವುದಿಲ್ಲ. ಆದರೆ, ಒಂದು ಪ್ರಮುಖ ಅಂಶವಿದೆ - ಅವರಿಗೆ ಚಿಕಿತ್ಸೆ ನೀಡದಿದ್ದರೆ, ಆರು ತಿಂಗಳೊಳಗೆ ಸಹವರ್ತಿ ರೋಗಗಳ ಪುಷ್ಪಗುಚ್ ಅಕ್ಷರಶಃ ಕಾಣಿಸಿಕೊಳ್ಳುತ್ತದೆ. ಇದು ತೂಕ ಹೆಚ್ಚಾಗುವುದು, ಮತ್ತು ಬೆನ್ನುಮೂಳೆಯ ವಕ್ರತೆ ಮತ್ತು ಚಯಾಪಚಯ ಅಸ್ವಸ್ಥತೆಗಳನ್ನು ಒಳಗೊಂಡಿದೆ. ಮತ್ತು ಕೆಟ್ಟ ಭಾಗ - ಕೀಲುಗಳಲ್ಲಿನ ಕೊನೆಯ ಹಂತಗಳಲ್ಲಿ ಸಂಭವಿಸಬಹುದು ಕ್ಯಾನ್ಸರ್ಗೆ ಕಾರಣವಾಗುವ ನಿಯೋಪ್ಲಾಮ್ಗಳು.
ಉದಾಹರಣೆಗೆ, ಚಿಕಿತ್ಸೆಯಿಲ್ಲದೆ, ಅಂಡವಾಯು ಮಾರಕ ಗೆಡ್ಡೆಯಾಗಿ ಬದಲಾಗಬಹುದು. ಹೌದು, ಇದನ್ನು ನಿರ್ವಹಿಸಬಹುದು, ಆದರೆ ... ಇದು ಹಿಂಭಾಗವಾಗಿದೆ. ನೀವು ನಿಷ್ಕ್ರಿಯಗೊಳಿಸಬಹುದು.
ಅಂಕಿಅಂಶಗಳ ಬಗ್ಗೆ: ದುರದೃಷ್ಟವಶಾತ್, ಹೌದು - ರಷ್ಯಾದ ಜನಸಂಖ್ಯೆಯ 50% ಕ್ಕಿಂತ ಹೆಚ್ಚು ಜನರು ಒಟ್ಟಾರೆಯಾಗಿ ಆಸ್ಟಿಯೊಕೊಂಡ್ರೊಸಿಸ್ ಮತ್ತು ರಾಡಿಕ್ಯುಲೈಟಿಸ್\u200cನಿಂದ ಬಳಲುತ್ತಿದ್ದಾರೆ. ಮತ್ತು, ಎಲ್ಲಕ್ಕಿಂತ ಕೆಟ್ಟದಾಗಿ, ಈ ರೋಗವು ಕಿರಿಯಾಗುತ್ತಿದೆ. ಈ ಮೊದಲು 40 ವರ್ಷಕ್ಕಿಂತ ಮೇಲ್ಪಟ್ಟ ಜನರು ಚಿಕಿತ್ಸೆಗೆ ಅರ್ಜಿ ಸಲ್ಲಿಸಿದ್ದರೆ, ಈಗ ಯುವಕರು ಬರಲು ಪ್ರಾರಂಭಿಸಿದ್ದಾರೆ.
ಆದ್ದರಿಂದ, ನಿಮ್ಮ ಬೆನ್ನು, ಕುತ್ತಿಗೆ ಅಥವಾ ಕೀಲುಗಳು ನೋಯಿಸಲು ಪ್ರಾರಂಭಿಸಿದರೆ, ಆಯಾಸಕ್ಕಾಗಿ ನೀವು ಎಲ್ಲವನ್ನೂ ಬರೆಯಬಾರದು. ಹೆಚ್ಚಾಗಿ, ಈ ಕಾಯಿಲೆಗಳಲ್ಲಿ ಒಂದು ನಿಮ್ಮನ್ನು ತಲುಪಿದೆ.
- ಅಂತಹ ಪರಿಸ್ಥಿತಿಯಲ್ಲಿ ಏನು ಮಾಡಬೇಕು?
ನನ್ನ ಉತ್ತರವೆಂದರೆ - ಚಿಕಿತ್ಸೆ ನೀಡಬೇಕು. ಇದಕ್ಕೆ ಮಾತ್ರ ಎರಡು ಸಮಸ್ಯೆಗಳಿವೆ.
ಮೊದಲನೆಯದು: ಹೆಚ್ಚಿನ ಆಸ್ಪತ್ರೆಗಳಲ್ಲಿ ತಜ್ಞ ರುಮಾಟಾಲಜಿಸ್ಟ್\u200cಗಳು ಮತ್ತು ಶಸ್ತ್ರಚಿಕಿತ್ಸಕರು ಇಲ್ಲ, ಅವರು ಸಮಯಕ್ಕೆ ಸರಿಯಾಗಿ ರೋಗನಿರ್ಣಯ ಮಾಡಲು ಮತ್ತು ಸೂಚಿಸಲು ಸಾಧ್ಯವಾಗುತ್ತದೆ.
ಎರಡನೆಯದು: ಸಣ್ಣ-ಪಟ್ಟಣ ಸಂಧಿವಾತ-ಶಸ್ತ್ರಚಿಕಿತ್ಸಕರು ಆಗಾಗ್ಗೆ ಸಮಸ್ಯೆಯ ಮೂಲತತ್ವವನ್ನು ಪರಿಶೀಲಿಸುವುದಿಲ್ಲ, ಏಕೆಂದರೆ ಈ ರೋಗಗಳನ್ನು ದೀರ್ಘಕಾಲದವರೆಗೆ ಪರಿಗಣಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಅಪಾಯಕಾರಿ ಅಲ್ಲ. ಅವರು ನೋವನ್ನು ನಿವಾರಿಸುವ ಜೆಲ್ಗಳನ್ನು ಸರಳವಾಗಿ ಸೂಚಿಸುತ್ತಾರೆ ಮತ್ತು ವ್ಯಾಯಾಮ ಮಾಡಲು ಶಿಫಾರಸು ಮಾಡುತ್ತಾರೆ. ಅಂದರೆ, ಒಬ್ಬ ವ್ಯಕ್ತಿಯು ತನ್ನ ಸಮಸ್ಯೆ ಮತ್ತು ನೋವಿನಿಂದ ಏಕಾಂಗಿಯಾಗಿರುತ್ತಾನೆ.
ಸಹಜವಾಗಿ, ನಮ್ಮ ಸಂಸ್ಥೆ, ವೈಯಕ್ತಿಕವಾಗಿ, ನನ್ನ ತಂಡ ಮತ್ತು ನಾನು ಈ ಪರಿಸ್ಥಿತಿಯನ್ನು ಪರಿಹರಿಸಲು ಪ್ರಯತ್ನಿಸುತ್ತಿದ್ದೇವೆ. ಆದರೆ, ದುರದೃಷ್ಟವಶಾತ್, ನಾವು ಪ್ರಾದೇಶಿಕ ಚಿಕಿತ್ಸಾಲಯಗಳಿಗೆ ಆದೇಶಗಳನ್ನು ನೀಡಲು ಮತ್ತು ಪರಿಸ್ಥಿತಿಯನ್ನು ನಿಯಂತ್ರಿಸಲು ಸಾಧ್ಯವಿಲ್ಲ.
ಆದ್ದರಿಂದ, ನಾವು ಬೇರೆ ಹಾದಿಯನ್ನು ಹಿಡಿಯಲು ನಿರ್ಧರಿಸಿದ್ದೇವೆ ಮತ್ತು ಇತ್ತೀಚೆಗೆ “ನೋವು ಇಲ್ಲ” ಅಂತರರಾಷ್ಟ್ರೀಯ ಯೋಜನೆಯ ಚೌಕಟ್ಟಿನಲ್ಲಿ ನಿಜವಾದ ಪ್ರಗತಿಯನ್ನು ಸಾಧಿಸಿದ್ದೇವೆ. ಇದು ದೇಶದ ಪರಿಸ್ಥಿತಿಯನ್ನು ಬದಲಾಯಿಸಲು ಸಹಾಯ ಮಾಡುತ್ತದೆ ಮತ್ತು ಜನರು ಪೂರ್ಣ ಜೀವನವನ್ನು ನಡೆಸಲು ಸಹಾಯ ಮಾಡುತ್ತದೆ ಎಂದು ನಾವು ನಂಬುತ್ತೇವೆ.
- ಅಂದರೆ, ಬೆನ್ನು, ಕುತ್ತಿಗೆ ಮತ್ತು ಕೀಲುಗಳಲ್ಲಿನ ನೋವಿನ ಸಮಸ್ಯೆಗೆ ನೀವು ಈಗಾಗಲೇ ಪರಿಹಾರವನ್ನು ಹೊಂದಿದ್ದೀರಾ?
ಹೌದು ಇದೆ. ಯೋಜನೆಯ ಭಾಗವಾಗಿ, ಈ ಕಾರ್ಯಕ್ರಮದ ಚೌಕಟ್ಟಿನಲ್ಲಿ ರಚಿಸಲಾದ ಮೊದಲ drug ಷಧಿಗೆ ನಾವು ಪ್ರವೇಶವನ್ನು ಪಡೆದುಕೊಂಡಿದ್ದೇವೆ -. ಹಿಂದೆ, ಈ ಉಪಕರಣವನ್ನು ರಷ್ಯಾಕ್ಕೆ ಸರಬರಾಜು ಮಾಡಲಾಗಿಲ್ಲ, ಏಕೆಂದರೆ ಯಾವುದೇ ಅನುಮತಿ ಮತ್ತು ಅಗತ್ಯ ಸಾಮರ್ಥ್ಯಗಳಿಲ್ಲ, ಮತ್ತು ಲಭ್ಯವಿರುವ ಎಲ್ಲಾ ಪಕ್ಷಗಳನ್ನು ಚೀನಾ ಮತ್ತು ಯುನೈಟೆಡ್ ಸ್ಟೇಟ್ಸ್\u200cನಲ್ಲಿ ಖರೀದಿಸಲಾಯಿತು. "ಆರ್ಟ್ರೋಪಂಟ್" ಕ್ರೀಮ್ನ ಅಭಿವೃದ್ಧಿ ಮತ್ತು ಸಂಶೋಧನೆಯಲ್ಲಿ ನಾವು ಭಾಗವಹಿಸಲು ಸಾಧ್ಯವಾಯಿತು, ಮತ್ತು ಈಗ ಅದನ್ನು ರಷ್ಯಾಕ್ಕೆ ಸರಬರಾಜು ಮಾಡಲಾಗಿದೆ!
- ಪ್ರಗತಿ ನಿಖರವಾಗಿ ಏನು, ಈ drug ಷಧಿ ಏನು?
ಕೀಲು ನೋವು, ಸಂಧಿವಾತ ಮತ್ತು ಸಂಧಿವಾತವನ್ನು ಎದುರಿಸಲು ಆರ್ತ್ರೋಪಾಂಟ್ ಸಾಬೀತಾಗಿರುವ ಕ್ರೀಮ್ ಆಗಿದೆ, ಇದು ದೇಹವನ್ನು ಪುನರಾರಂಭಿಸುತ್ತದೆ ಮತ್ತು ಹಾನಿಗೊಳಗಾದ ಜೀವಕೋಶಗಳ ಪುನರುತ್ಪಾದನೆಯನ್ನು ಒಳಗೊಂಡಿದೆ. ಅಂದರೆ, ಇದು ನೋವಿನ ಕಾರಣವನ್ನು ಸ್ವತಃ ತೆಗೆದುಹಾಕುತ್ತದೆ ಮತ್ತು ಬೆನ್ನು, ಕೀಲುಗಳನ್ನು ಅವುಗಳ ಮೂಲ, ಸಾಮಾನ್ಯ ಸ್ಥಿತಿಗೆ ಹಿಂದಿರುಗಿಸುತ್ತದೆ. ಅಂದರೆ, ರೋಗಿಯು ಕೇವಲ ರೋಗಲಕ್ಷಣಗಳನ್ನು ತೊಡೆದುಹಾಕುವುದಿಲ್ಲ, ಆದರೆ ಸಂಪೂರ್ಣವಾಗಿ ಆರೋಗ್ಯವಂತ ವ್ಯಕ್ತಿಯಾಗುತ್ತಾನೆ.
ಮೊದಲಿಗೆ, ಆರ್ತ್ರೋಪಂಟ್ ದೇಹದ ಪುನರುತ್ಪಾದನೆ ವ್ಯವಸ್ಥೆಯನ್ನು ಪುನರಾರಂಭಿಸುತ್ತದೆ, ಏಕಕಾಲದಲ್ಲಿ ನೋವು ಸಿಂಡ್ರೋಮ್ ಅನ್ನು ನಿಲ್ಲಿಸುತ್ತದೆ. ಎರಡು ಮೂರು ವಾರಗಳಲ್ಲಿ, ಚಿಕಿತ್ಸೆಯು ಪೂರ್ಣಗೊಳ್ಳುತ್ತದೆ, ಮತ್ತು, ಮುಖ್ಯವಾಗಿ, ಕೋರ್ಸ್ ಅನ್ನು ತ್ವರಿತವಾಗಿ ಪುನರಾವರ್ತಿಸುವ ಮೂಲಕ ನೋವು ಮತ್ತೆ ಕಾಣಿಸಿಕೊಳ್ಳುವುದನ್ನು ತಡೆಯುತ್ತದೆ.
- ಆಸ್ಟಿಯೊಕೊಂಡ್ರೋಸಿಸ್, ರಾಡಿಕ್ಯುಲೈಟಿಸ್ ಮತ್ತು ಆರ್ತ್ರೋಸಿಸ್ ವಿರುದ್ಧ ಮಾತ್ರ "ಆರ್ಟ್ರೋಪಂಟ್" ಕ್ರೀಮ್ ಸಹಾಯ ಮಾಡುತ್ತದೆ?
ಅಷ್ಟೇ ಅಲ್ಲ. ಇದರೊಂದಿಗೆ, ಕೀಲುಗಳು ಅಥವಾ ಬೆನ್ನುಮೂಳೆಯ ಕಾಯಿಲೆಗಳಿಗೆ ಸಂಬಂಧಿಸಿದ ಯಾವುದೇ ರೋಗವನ್ನು ನೀವು ಗುಣಪಡಿಸಬಹುದು - ಆರ್ತ್ರೋಸಿಸ್ ಮತ್ತು ಸಂಧಿವಾತ, ಸಿಯಾಟಿಕಾ, ಸಂಧಿವಾತ, ರಾಡಿಕ್ಯುಲೈಟಿಸ್ ಮತ್ತು ಆಸ್ಟಿಯೊಕೊಂಡ್ರೋಸಿಸ್, ಕಶೇರುಖಂಡದ ಡಿಸ್ಕ್ಗಳ ಸ್ಥಳಾಂತರ. “ವಿಥರ್ಸ್” (ನಾಲ್ಕನೇ ಕಶೇರುಖಂಡದ ಪ್ರದೇಶದಲ್ಲಿನ ಕೊಬ್ಬಿನ ನಿಕ್ಷೇಪಗಳು), ಗಾಯಗಳು, ಮುರಿತಗಳು, ಸ್ಥಳಾಂತರಿಸುವುದು ಮತ್ತು ಇತರ ಅನೇಕ ಕಾಯಿಲೆಗಳನ್ನು ತೊಡೆದುಹಾಕಲು ಇದನ್ನು ಸ್ಪರ್ಸ್ ಮತ್ತು ಕಾರ್ನ್ಗಳಿಗೆ ಬಳಸಬಹುದು.
ಇದು ತುಂಬಾ ಆಸಕ್ತಿದಾಯಕ ಸಾಧನವಾಗಿದೆ. ಮತ್ತು ಈ ಎಲ್ಲಾ ಕಾಯಿಲೆಗಳಿಂದ ನಿವಾರಣೆಯಾಗುವುದು ಮತ್ತು ನೋವನ್ನು ನಿವಾರಿಸುವುದೇನು?
ಕ್ರೀಮ್ "ಆರ್ಟ್ರೋಪಂಟ್" ಮತ್ತು ನೋವನ್ನು ನಿವಾರಿಸುತ್ತದೆ (ಚಿಕಿತ್ಸೆಯ ಆರಂಭಿಕ ಹಂತಗಳಲ್ಲಿ), ಮತ್ತು ರೋಗವನ್ನು ಸಂಪೂರ್ಣವಾಗಿ ನಿವಾರಿಸುತ್ತದೆ. ಈಗ ಇದು ನಿಜವಾಗಿಯೂ ಸಹಾಯ ಮಾಡುವ ಏಕೈಕ ಸಾಧನವಾಗಿದೆ.
- ಆದ್ದರಿಂದ ಆರ್ಟ್ರೋಪಾಂಟ್ ಅನ್ನು ರಷ್ಯಾದಲ್ಲಿ ಖರೀದಿಸಬಹುದು ಎಂದು ಅದು ತಿರುಗುತ್ತದೆ? ಮತ್ತು ಮೂಲಕ, ಅದನ್ನು ಎಲ್ಲಿ ಉತ್ಪಾದಿಸಲಾಗುತ್ತದೆ?
ಹೌದು, ಈಗ ಆರ್ಟ್ರೋಪಾಂಟ್ ಅನ್ನು ರಷ್ಯಾದಲ್ಲಿ ಖರೀದಿಸಬಹುದು. ನಾವು ಯೋಜನೆಗೆ ಸೇರಿಕೊಂಡಿದ್ದೇವೆ ಮತ್ತು ಅಭಿವೃದ್ಧಿಪಡಿಸಲು ಸಹಾಯ ಮಾಡಿದ್ದರಿಂದ ಇದು ಸಾಧ್ಯವಾಯಿತು. ಸೈಬೀರಿಯಾದ ವಾಯುವ್ಯದಲ್ಲಿ ವಾಸಿಸುವ ಸೆಲ್ಕಪ್\u200cಗಳ ಪ್ರಾಚೀನ ಪಾಕವಿಧಾನದ ಪ್ರಕಾರ ಆರ್ತ್ರೋಪಾಂಟ್ ತಯಾರಿಸಲಾಗುತ್ತದೆ. ಪಾಕವಿಧಾನವನ್ನು ಪೀಳಿಗೆಯಿಂದ ಪೀಳಿಗೆಗೆ ರವಾನಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಕಟ್ಟುನಿಟ್ಟಾದ ವಿಶ್ವಾಸದಲ್ಲಿ ಇಡಲಾಗುತ್ತದೆ.
ಜೊತೆಗೆ, ಆರೋಗ್ಯ ಸಚಿವಾಲಯವು ಕಾರ್ಯಕ್ರಮದಲ್ಲಿ ಭಾಗವಹಿಸಲು ಮತ್ತು ವಿತರಣಾ ವೆಚ್ಚವನ್ನು ಸರಿದೂಗಿಸಲು ನಿರ್ಧರಿಸಿತು. ಆದ್ದರಿಂದ, "ಆರ್ಟ್ರೋಪಂಟ್" ಕ್ರೀಮ್ ಇತರ ದೇಶಗಳಲ್ಲಿ ಮಾರಾಟವಾಗುವುದಕ್ಕಿಂತ 2 ಪಟ್ಟು ಅಗ್ಗವಾಗಿದೆ.
- ಮತ್ತು ನಾನು ಆರ್ಟ್ರೋಪಾಂಟ್ ಅನ್ನು ಎಲ್ಲಿ ಖರೀದಿಸಬಹುದು?
ದೇಶದ pharma ಷಧಾಲಯ ಸರಪಳಿಗಳಲ್ಲಿ ದೊಡ್ಡ ಪ್ರಮಾಣದ ಮಾರಾಟವನ್ನು ಪ್ರಾರಂಭಿಸಲು ನಾವು ಬಯಸಿದ್ದೇವೆ, ಆದರೆ, ದುರದೃಷ್ಟವಶಾತ್, pharma ಷಧಾಲಯಗಳು ಆರ್ತ್ರೋಪಂಟ್ ಕ್ರೀಮ್ ಅನ್ನು ಅದರ ವೆಚ್ಚಕ್ಕಿಂತ ಕಡಿಮೆ ಮಾರಾಟ ಮಾಡಲು ಬಯಸುವುದಿಲ್ಲ ಮತ್ತು ಹೆಚ್ಚಿನ ಶೇಕಡಾವಾರು ಪ್ರಮಾಣವನ್ನು ಬಯಸುತ್ತವೆ.
ಆದ್ದರಿಂದ, ನಾವು ಅಂತಹ ಆಲೋಚನೆಯನ್ನು ತ್ಯಜಿಸಿದ್ದೇವೆ ಮತ್ತು ಕೈಗೆಟುಕುವ ವೆಚ್ಚವನ್ನು ಕಾಯ್ದುಕೊಳ್ಳಲು ನಿರ್ಧರಿಸಿದ್ದೇವೆ ಮತ್ತು ಸಾಧ್ಯವಾದಷ್ಟು ಜನರನ್ನು ಚೇತರಿಸಿಕೊಳ್ಳಲು ಅವಕಾಶವನ್ನು ನೀಡುತ್ತೇವೆ. ಈಗ ನೀವು ಯೋಜನೆಯ ಅಧಿಕೃತ ವೆಬ್\u200cಸೈಟ್\u200cನಲ್ಲಿ ಕ್ರೀಮ್ ಖರೀದಿಸಬಹುದು.
ವಿತರಣೆಯನ್ನು ಮೇಲ್ ಮೂಲಕ ಮಾಡಲಾಗುತ್ತದೆ, ಕ್ಯಾಶ್ ಆನ್ ಡೆಲಿವರಿ, ಮತ್ತು ಕ್ರೀಮ್ ಅನ್ನು ಬಳಸಲು ತಜ್ಞರ ನಿಯಂತ್ರಣ ಅಗತ್ಯವಿಲ್ಲ - ಚಿಕಿತ್ಸೆಯು ಸಾಧ್ಯವಾದಷ್ಟು ಸರಳವಾಗಿದೆ.
ಸೆರ್ಗೆ ಮಿಖೈಲೋವಿಚ್, ಸಂದರ್ಶನಕ್ಕೆ ಧನ್ಯವಾದಗಳು! ನಾವು ವಿದಾಯ ಹೇಳುವ ಮೊದಲು ನೀವು ನಮ್ಮ ಓದುಗರಿಗೆ ಏನಾದರೂ ಹೇಳಲು ಬಯಸುತ್ತೀರಾ?
ಹೌದು. ಬೆನ್ನು ಮತ್ತು ಕೀಲುಗಳ ಕಾಯಿಲೆಗಳು ಕಿರಿಯವಾಗುತ್ತಿವೆ ಎಂದು ಓದುಗರ ಗಮನವನ್ನು ಸೆಳೆಯಲು ನಾನು ಬಯಸುತ್ತೇನೆ, ಮತ್ತು ಸೌಮ್ಯ ಆವರ್ತಕ ನೋವು ಕೂಡ ಸಮಸ್ಯೆಯ ಬಗ್ಗೆ ಗಮನ ಹರಿಸುವ ಸಂದರ್ಭವಾಗಿದೆ. ಅದೇ ಸಮಯದಲ್ಲಿ, ನಿಮ್ಮ ಆರೋಗ್ಯವನ್ನು ನೇರವಾಗಿ ಉಳಿಸುವುದು ನಿಮ್ಮ ಮೇಲೆ ಅವಲಂಬಿತವಾಗಿರುತ್ತದೆ. ವೈದ್ಯರು ನಿಮ್ಮನ್ನು ಚಿಕಿತ್ಸೆಗೆ ಮನವೊಲಿಸುವುದಿಲ್ಲ. ಎಲ್ಲವೂ ನಿಮ್ಮ ಕೈಯಲ್ಲಿದೆ.
ಅಲ್ಲದೆ, ಬೆನ್ನು ಮತ್ತು ಕೀಲುಗಳಲ್ಲಿನ ನೋವಿನಿಂದ ಉಂಟಾಗುವ ರೋಗಗಳು ಕೇವಲ ಅಸ್ವಸ್ಥತೆಯನ್ನು ತರುವುದಿಲ್ಲ ಎಂಬುದನ್ನು ನೆನಪಿನಲ್ಲಿಟ್ಟುಕೊಳ್ಳುವುದು ಯೋಗ್ಯವಾಗಿದೆ. ಅವರು ನಿಮಗೆ ಸಾಮಾನ್ಯ ಜೀವನವನ್ನು ಕಸಿದುಕೊಳ್ಳುತ್ತಾರೆ ಮತ್ತು ನಿಮ್ಮ ಜೀವನವನ್ನು 10-15 ವರ್ಷಗಳವರೆಗೆ ಕಡಿಮೆ ಮಾಡುತ್ತಾರೆ. ಮತ್ತು "ಆರ್ಟ್ರೋಪಂಟ್" ಕ್ರೀಮ್ನೊಂದಿಗೆ ನೀವು ಈ ವರ್ಷಗಳನ್ನು ಉಳಿಸುತ್ತೀರಿ ಮತ್ತು ನೀವು ಅವುಗಳನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ಬದುಕಲು ಸಾಧ್ಯವಾಗುತ್ತದೆ.
ಧನ್ಯವಾದಗಳು ಸೆರ್ಗೆ ಮಿಖೈಲೋವಿಚ್! ಮತ್ತು ಕಾಮೆಂಟ್\u200cಗಳಲ್ಲಿ ನೀವು ನಿಮ್ಮ ಪ್ರಶ್ನೆಗಳನ್ನು ಕೇಳಬಹುದು ಅಥವಾ "ಆರ್ಟ್ರೋಪಂಟ್" ಕ್ರೀಮ್ ಬಗ್ಗೆ ಅಭಿಪ್ರಾಯವನ್ನು ನೀಡಬಹುದು ಎಂದು ನಾವು ನಿಮಗೆ ನೆನಪಿಸುತ್ತೇವೆ.
ಪಿ.ಎಸ್ .: ಸಂದರ್ಶನದ ನಂತರ, ನಾವು ಸೆರ್ಗೆ ಮಿಖೈಲೋವಿಚ್ ಅವರನ್ನು ಕೇಳಿದೆವು. ಮತ್ತು ನಮ್ಮ ಸೈಟ್\u200cನ ಓದುಗರಿಗೆ ಹೆಚ್ಚುವರಿ ರಿಯಾಯಿತಿಯೊಂದಿಗೆ "ಆರ್ಟ್ರೋಪಂಟ್" ಕ್ರೀಮ್ ಅನ್ನು ಆರ್ಡರ್ ಮಾಡಲು ಈಗ ಅವಕಾಶವಿದೆ! ಮತ್ತು ಕೀಲುಗಳು ಮತ್ತು ಬೆನ್ನುಮೂಳೆಯೊಂದಿಗೆ ಸಂಬಂಧಿಸಿದ ರೋಗಗಳ ಬಗ್ಗೆ ಶಾಶ್ವತವಾಗಿ ಮರೆತುಬಿಡಿ
ಐರಿನಾ ಮಖಗೋನೊವಾ ಸಂದರ್ಶನ
ತೆರೆದ ಮೂಲಗಳಿಂದ ಫೋಟೋಗಳು
ವೆಲ್ಡಿಂಗ್ - ಒಂದು ಸಂಕೀರ್ಣ ಪ್ರಕ್ರಿಯೆ, ಅದರ ಅನುಷ್ಠಾನವನ್ನು ಲೋಹದ ತಯಾರಿಕೆ, ಬೆಸುಗೆ ಹಾಕಿದ ಜಂಟಿ ಅನುಷ್ಠಾನ ಮತ್ತು ನಂತರದ ನಿಯಂತ್ರಣದೊಂದಿಗೆ ಸಂಬಂಧಿಸಿದ ಕೆಲವು ಕ್ರಿಯೆಗಳ ಕಟ್ಟುನಿಟ್ಟಾದ ಅನುಕ್ರಮದಲ್ಲಿ ಕೈಗೊಳ್ಳಬೇಕು. ಒಂದು ವೆಲ್ಡ್, ಸರಿಯಾದ ಗಮನವನ್ನು ನೀಡದಿದ್ದರೆ, ಯಾವುದೇ ಬೆಸುಗೆ ಹಾಕಿದ ರಚನೆಯಲ್ಲಿ ದುರ್ಬಲ ತಾಣವಾಗಿದೆ. ಇದಕ್ಕೆ ಕಾರಣ ವೆಲ್ಡಿಂಗ್ ತಂತ್ರಜ್ಞಾನದ ಅಭಿವೃದ್ಧಿಯಲ್ಲಿನ ಕೊರತೆ ಅಥವಾ ಅದರ ಅನುಪಸ್ಥಿತಿ, ಸಾಕಷ್ಟು ನಿಯಂತ್ರಣ, ವೆಲ್ಡಿಂಗ್ ಉಪಕರಣಗಳು ಮತ್ತು ಸಾಮಗ್ರಿಗಳ ಕಳಪೆ ಆಯ್ಕೆ. ಇದರ ಪರಿಣಾಮವಾಗಿ, ಅದನ್ನು ತೊಡೆದುಹಾಕಲು ಸಂಸ್ಥೆಯಿಂದ ಹೆಚ್ಚಿನ ಸಂಖ್ಯೆಯ ದೋಷಗಳು ಮತ್ತು ನಷ್ಟಗಳು ಸಂಭವಿಸಿವೆ. ಮರಣದಂಡನೆಗಾಗಿ ಸೂಚನೆಯನ್ನು ಸರಿಯಾಗಿ ಅಭಿವೃದ್ಧಿಪಡಿಸುವ ಮೂಲಕ ನಷ್ಟವನ್ನು ತಡೆಯಬಹುದು ವೆಲ್ಡಿಂಗ್ ಕೆಲಸ ಮತ್ತು ಅದರ ಮರಣದಂಡನೆಯನ್ನು ನಿಯಂತ್ರಿಸುತ್ತದೆ.
ಹಾಗಾದರೆ ವೆಲ್ಡಿಂಗ್ ವೇಳಾಪಟ್ಟಿ ಎಂದರೇನು? ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯ ಹರಿವಿನ ಚಾರ್ಟ್, ಅಥವಾ ಇದನ್ನು ವೆಲ್ಡಿಂಗ್ ಫ್ಲೋ ಚಾರ್ಟ್ ಎಂದೂ ಕರೆಯುತ್ತಾರೆ, ಇದು ಒಂದು ನಿರ್ದಿಷ್ಟ ಜಂಟಿಗಾಗಿ ವೆಲ್ಡಿಂಗ್ ತಂತ್ರಜ್ಞಾನವನ್ನು ಅಭಿವೃದ್ಧಿಪಡಿಸಿದ ಪರಿಣಾಮವಾಗಿದೆ, ಇದು ಬೆಸುಗೆ ಹಾಕಿದ ಜಂಟಿ ರಚಿಸಲು ಪ್ರಮುಖ ತಾಂತ್ರಿಕ ನಿಯತಾಂಕಗಳನ್ನು ಉಚ್ಚರಿಸುತ್ತದೆ, ವಾಸ್ತವವಾಗಿ ಇದು ವೆಲ್ಡಿಂಗ್ ಕೀಲುಗಳಿಗೆ ಸೂಚನೆಯಾಗಿದೆ. ವೆಲ್ಡಿಂಗ್ ಫ್ಲೋ ಚಾರ್ಟ್ ಅನ್ನು ಅನುಮೋದಿಸಲಾಯಿತು ಮತ್ತು 30 ವರ್ಷಗಳ ಹಿಂದೆ ಜನವರಿ 1984 ರಂದು ಸಕ್ರಿಯ ಕಾರ್ಯಾಚರಣೆಗೆ ಒಳಪಡಿಸಲಾಯಿತು. ಲೋಹದ ರಚನೆಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕುವ ತಂತ್ರಜ್ಞಾನವನ್ನು ಅಭಿವೃದ್ಧಿಪಡಿಸುವಾಗ, ಪ್ರತಿ ಬೆಸುಗೆ ಹಾಕಿದ ಜಂಟಿ ಅಭಿವೃದ್ಧಿ ಹೊಂದಿದ ವೆಲ್ಡಿಂಗ್ ತಾಂತ್ರಿಕ ನಕ್ಷೆಗೆ ಅನುಗುಣವಾಗಿ ಮಾಡಬೇಕು.
ವೆಲ್ಡಿಂಗ್ ಫ್ಲೋ ಚಾರ್ಟ್ ಈ ಕೆಳಗಿನ ಡೇಟಾವನ್ನು ಹೊಂದಿರಬೇಕು:
1. ಮೂಲ ಲೋಹದ ಬಗ್ಗೆ ಮಾಹಿತಿ.
2. ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ಸಂಪರ್ಕದ ಗುಣಮಟ್ಟ ಮತ್ತು ತಯಾರಿಕೆಯ ಬಗ್ಗೆ ಮಾಹಿತಿ: ಕತ್ತರಿಸುವ ಡೇಟಾ (ಅಂತರದ ಗಾತ್ರ, ಮೊಂಡಾದ ಕೋನ, ಕತ್ತರಿಸುವ ಕೋನ, ಇತ್ಯಾದಿ), ಟ್ಯಾಕ್\u200cಗಳ ಸಂಖ್ಯೆ ಮತ್ತು ಸ್ಥಳ, ಅಂಚುಗಳ ಪ್ರಾಥಮಿಕ ಶುಚಿಗೊಳಿಸುವಿಕೆ, ವೆಲ್ಡ್ ಆಯಾಮಗಳು.
3. ಬೆಸುಗೆ ಹಾಕಿದ ಉತ್ಪನ್ನದ ಸ್ಥಿರೀಕರಣ ಮತ್ತು ಸಂಭವನೀಯ ತಾಪನದ ಡೇಟಾ. ಹಾಗೆಯೇ ವೆಲ್ಡ್ನಲ್ಲಿನ ಪಾಸ್ಗಳ ಅನುಕ್ರಮ.
4. ಬಳಸಿದ ವೆಲ್ಡಿಂಗ್ ಉಪಕರಣಗಳು ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ವಸ್ತುಗಳ ಬಗ್ಗೆ ಮಾಹಿತಿ. ವೆಲ್ಡಿಂಗ್ ವಸ್ತುಗಳು ಮತ್ತು ಸಲಕರಣೆಗಳ ಆಯ್ಕೆಯು ನಮ್ಮ ಸ್ವಂತ ಅನುಭವದ ಮೇಲೆ, ಹಾಗೆಯೇ ಸಂಸ್ಥೆಗಳ ವಿಮರ್ಶೆಗಳ ಮೇಲೆ ವೃತ್ತಿಪರ ವೆಲ್ಡಿಂಗ್ (ನಿಯತಕಾಲಿಕೆಗಳು, ಲೇಖನಗಳು) ಸೇರಿದಂತೆ ಸಾಹಿತ್ಯದಿಂದ ಪಡೆದ ವಿವಿಧ ಮಾಹಿತಿಯನ್ನು ಆಧರಿಸಿದೆ.
5. ವೆಲ್ಡಿಂಗ್ ವಿಧಾನದ ಆಧಾರದ ಮೇಲೆ ವೆಲ್ಡಿಂಗ್ ಮೋಡ್\u200cನ ಮಾಹಿತಿಯು ಇವುಗಳನ್ನು ಒಳಗೊಂಡಿರಬಹುದು: ವೆಲ್ಡಿಂಗ್ ಕರೆಂಟ್, ಆರ್ಕ್ ವೋಲ್ಟೇಜ್, ವೆಲ್ಡಿಂಗ್ ವೇಗ, ವೆಲ್ಡಿಂಗ್ ಸಮಯದಲ್ಲಿ ಧ್ರುವೀಯತೆ, ರಕ್ಷಿಸುವ ಅನಿಲ ಬಳಕೆ, ತಂತಿ ಫೀಡ್ ವೇಗ, ಇತ್ಯಾದಿ. ಶಿಫಾರಸು ಮಾಡಿದ ವೆಲ್ಡಿಂಗ್ ವಿಧಾನಗಳ ಉಲ್ಲಂಘನೆಯು ವೆಲ್ಡ್ ಲೋಹದ ಮತ್ತು ಶಾಖ-ಪೀಡಿತ ವಲಯದ ಸಂಕೋಚನಕ್ಕೆ ಕಾರಣವಾಗಬಹುದು.
6. ಬೆಸುಗೆ ಹಾಕಿದ ಜಂಟಿ ಆಕಾರ, ವಿಧಾನಗಳು ಮತ್ತು ಬೆಸುಗೆ ಹಾಕಿದ ಜಂಟಿ ಗುಣಮಟ್ಟದ ನಿಯಂತ್ರಣದ ವ್ಯಾಪ್ತಿ ಬಗ್ಗೆ ಮಾಹಿತಿ.
ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯ ನಕ್ಷೆಯ ಅಭಿವೃದ್ಧಿಯು ಬೆಸುಗೆ ಹಾಕಿದ ವಸ್ತುವಿನ ವಿಶ್ಲೇಷಣೆ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ವಿಧಾನದ ಆಯ್ಕೆಯೊಂದಿಗೆ ಪ್ರಾರಂಭವಾಗುತ್ತದೆ. ಅದರ ನಂತರ, ಬೆಸುಗೆ ಹಾಕಿದ ರಚನೆಯು ಯಾವ ಪರಿಸ್ಥಿತಿಗಳಲ್ಲಿ ಕಾರ್ಯನಿರ್ವಹಿಸುತ್ತದೆ ಎಂಬುದರ ಕುರಿತು ವಿಶ್ಲೇಷಣೆಯನ್ನು ಮಾಡಲಾಗುತ್ತದೆ ಮತ್ತು ಈ ರಚನೆಯ ಉತ್ಪಾದನೆ ಮತ್ತು ಕಾರ್ಯಾಚರಣೆಯನ್ನು ಯಾವ ನಿಯಂತ್ರಕ ದಾಖಲೆಗಳು ನಿಯಂತ್ರಿಸುತ್ತವೆ ಎಂಬುದನ್ನು ನಿರ್ಧರಿಸಲಾಗುತ್ತದೆ. ಇದಲ್ಲದೆ, ನಿಯಂತ್ರಕ ಸಾಹಿತ್ಯ ಮತ್ತು ಲೆಕ್ಕಹಾಕಿದ ಮಾಹಿತಿಯ ಪ್ರಕಾರ, ವೆಲ್ಡಿಂಗ್ ಮೋಡ್ ಅನ್ನು ನಿರ್ಧರಿಸಲಾಗುತ್ತದೆ, ಅಗತ್ಯವಿರುವ ಸಂಖ್ಯೆಯ ಪಾಸ್ಗಳು, ಬೆಸುಗೆ ಹಾಕಿದ ಜಂಟಿ ಮತ್ತು ಇತರ ನಿಯತಾಂಕಗಳನ್ನು ಲೆಕ್ಕಹಾಕಲಾಗುತ್ತದೆ.
ಪ್ರತಿಯೊಂದು ವೆಲ್ಡಿಂಗ್ ಫ್ಲೋ ಚಾರ್ಟ್ ತನ್ನದೇ ಆದ ಗುರುತಿನ ಸಂಖ್ಯೆಯನ್ನು ಪಡೆಯುತ್ತದೆ, ನಂತರ ಇದನ್ನು ತಾಂತ್ರಿಕ ದಸ್ತಾವೇಜನ್ನು ಮತ್ತು ಯೋಜನೆಯ ವಿಶೇಷಣಗಳಲ್ಲಿ ಸೂಚಿಸಲು ಬಳಸಲಾಗುತ್ತದೆ. ಡೆವಲಪರ್ ಸ್ವತಃ ವೆಲ್ಡಿಂಗ್ ತಾಂತ್ರಿಕ ಪ್ರಕ್ರಿಯೆಯ ನಕ್ಷೆಯನ್ನು ನೋಡುತ್ತಾರೆ; ಅವನು ತನ್ನ ಸಹಿಯನ್ನು ರೂಪದ ಕೆಳಭಾಗದಲ್ಲಿ ಇಡುತ್ತಾನೆ.
ವಸ್ತುವನ್ನು ನಿರ್ಮಿಸುವಾಗ, ಕಿಟ್ ಉತ್ಪಾದನೆಯಲ್ಲಿರಬೇಕು 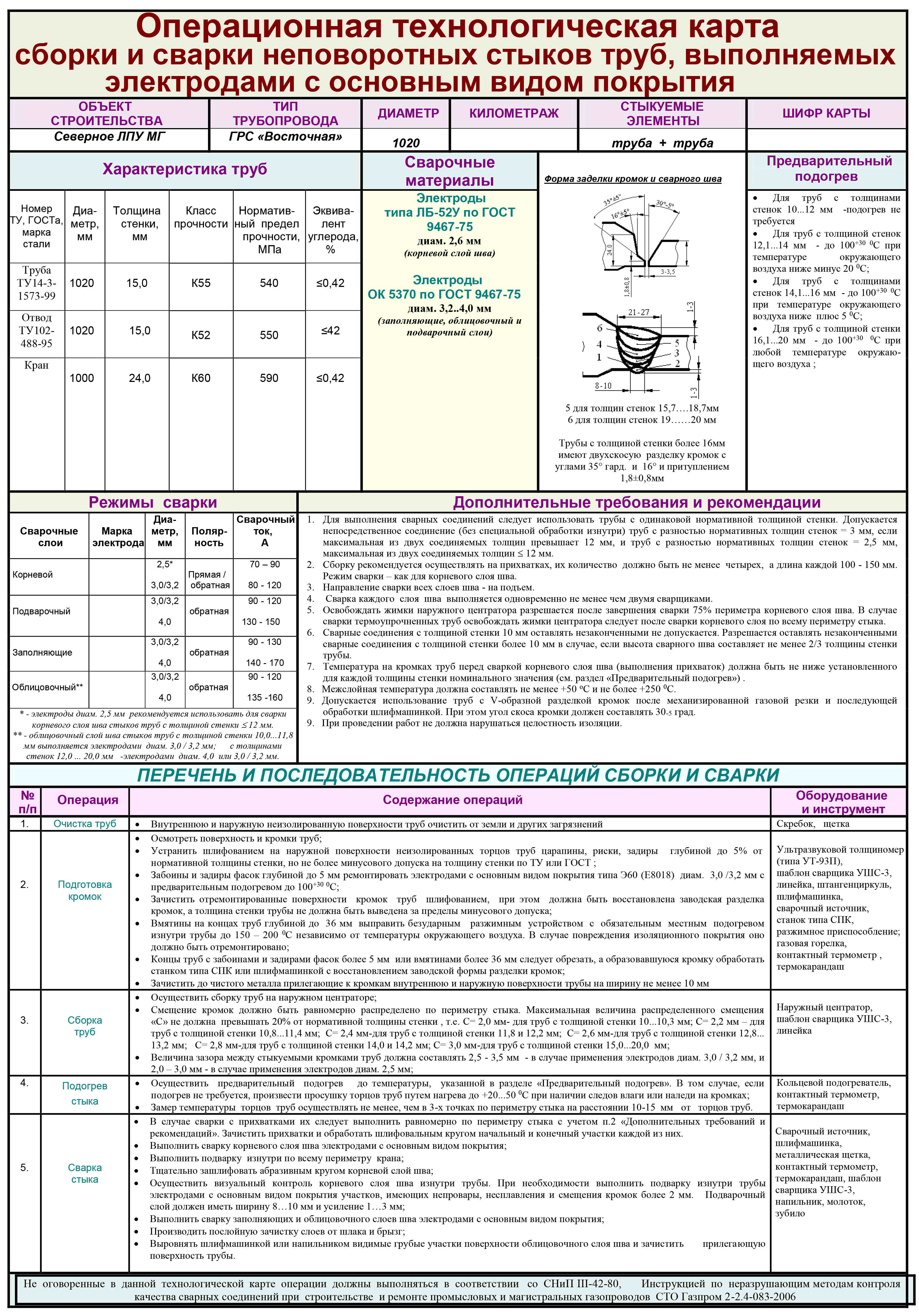 ಎಲ್ಲಾ ರೀತಿಯ ಬೆಸುಗೆ ಹಾಕಿದ ಕೀಲುಗಳ ರೂಟಿಂಗ್\u200cಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯ ಕಾರ್ಡ್\u200cಗಳ ಸಂಪೂರ್ಣ ಗುಂಪನ್ನು ಮುಖ್ಯ ವೆಲ್ಡರ್ ವಿಭಾಗದಲ್ಲಿ ಸಂಗ್ರಹಿಸಲಾಗಿದೆ. ವೆಲ್ಡರ್, ಶಿಫ್ಟ್ಗೆ ಪ್ರವೇಶಿಸುವಾಗ, ಬೆಸುಗೆ ಹಾಕಿದ ಕೀಲುಗಳಿಗೆ ರೂಟಿಂಗ್ಗಳನ್ನು ಪಡೆಯುತ್ತಾನೆ, ಅದನ್ನು ಅವನು ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ನಿರ್ವಹಿಸುತ್ತಾನೆ. ಗುಣಮಟ್ಟದ ನಿಯಂತ್ರಣ ಮತ್ತು ಬೆಸುಗೆ ಹಾಕಿದ ಕೀಲುಗಳ ಪರೀಕ್ಷೆಯ ವಿಭಾಗಕ್ಕೆ ಅನುಗುಣವಾಗಿ ತಯಾರಾದ ಅಂಚುಗಳು ಮತ್ತು ಮುಗಿದ ಬೆಸುಗೆ ಹಾಕಿದ ಕೀಲುಗಳ ಪರಿಶೀಲನೆ ಮತ್ತು ನಿಯಂತ್ರಣವನ್ನು ತಾಂತ್ರಿಕ ನಿಯಂತ್ರಣ ಸೇವೆಯಿಂದ ನಡೆಸಲಾಗುತ್ತದೆ. ಹೀಗಾಗಿ, ಸೇವೆಗಳ ನಡುವೆ ಯಾವುದೇ ಗೊಂದಲಗಳಿಲ್ಲ, ಏಕೆಂದರೆ ಅಗತ್ಯವಿರುವ ಎಲ್ಲವನ್ನೂ ಬೆಸುಗೆ ಹಾಕಿದ ಜಂಟಿ ತಾಂತ್ರಿಕ ನಕ್ಷೆಯಲ್ಲಿ ಸೂಚಿಸಲಾಗುತ್ತದೆ.
ಎಲ್ಲಾ ರೀತಿಯ ಬೆಸುಗೆ ಹಾಕಿದ ಕೀಲುಗಳ ರೂಟಿಂಗ್\u200cಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯ ಕಾರ್ಡ್\u200cಗಳ ಸಂಪೂರ್ಣ ಗುಂಪನ್ನು ಮುಖ್ಯ ವೆಲ್ಡರ್ ವಿಭಾಗದಲ್ಲಿ ಸಂಗ್ರಹಿಸಲಾಗಿದೆ. ವೆಲ್ಡರ್, ಶಿಫ್ಟ್ಗೆ ಪ್ರವೇಶಿಸುವಾಗ, ಬೆಸುಗೆ ಹಾಕಿದ ಕೀಲುಗಳಿಗೆ ರೂಟಿಂಗ್ಗಳನ್ನು ಪಡೆಯುತ್ತಾನೆ, ಅದನ್ನು ಅವನು ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ನಿರ್ವಹಿಸುತ್ತಾನೆ. ಗುಣಮಟ್ಟದ ನಿಯಂತ್ರಣ ಮತ್ತು ಬೆಸುಗೆ ಹಾಕಿದ ಕೀಲುಗಳ ಪರೀಕ್ಷೆಯ ವಿಭಾಗಕ್ಕೆ ಅನುಗುಣವಾಗಿ ತಯಾರಾದ ಅಂಚುಗಳು ಮತ್ತು ಮುಗಿದ ಬೆಸುಗೆ ಹಾಕಿದ ಕೀಲುಗಳ ಪರಿಶೀಲನೆ ಮತ್ತು ನಿಯಂತ್ರಣವನ್ನು ತಾಂತ್ರಿಕ ನಿಯಂತ್ರಣ ಸೇವೆಯಿಂದ ನಡೆಸಲಾಗುತ್ತದೆ. ಹೀಗಾಗಿ, ಸೇವೆಗಳ ನಡುವೆ ಯಾವುದೇ ಗೊಂದಲಗಳಿಲ್ಲ, ಏಕೆಂದರೆ ಅಗತ್ಯವಿರುವ ಎಲ್ಲವನ್ನೂ ಬೆಸುಗೆ ಹಾಕಿದ ಜಂಟಿ ತಾಂತ್ರಿಕ ನಕ್ಷೆಯಲ್ಲಿ ಸೂಚಿಸಲಾಗುತ್ತದೆ.
ಪ್ರತಿ ಉದ್ಯಮದಲ್ಲಿ, ವೆಲ್ಡಿಂಗ್ ಉತ್ಪಾದನೆಯನ್ನು ಆಯೋಜಿಸುವಾಗ, ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯ ನಕ್ಷೆಗಳನ್ನು ಸಂಕಲಿಸಲಾಗುತ್ತದೆ, ಇಲ್ಲದಿದ್ದರೆ ನಿರ್ವಹಿಸಿದ ಕೆಲಸದ ಗುಣಮಟ್ಟಕ್ಕೆ ಅಗತ್ಯವಾದ ನಿಯತಾಂಕಗಳನ್ನು ನಿರ್ವಹಿಸುವುದು ಕಷ್ಟ. ವೆಲ್ಡಿಂಗ್ ಉದ್ಯಮದಲ್ಲಿ ದುಬಾರಿ ಎಂಜಿನಿಯರಿಂಗ್ ಸಿಬ್ಬಂದಿಯ ನಿರ್ವಹಣೆಯನ್ನು ಕೆಲವು ಉದ್ಯಮಗಳು ಭರಿಸಲಾರವು. ಎಂಜಿನಿಯರಿಂಗ್ ಮತ್ತು ತಾಂತ್ರಿಕ ಕಾರ್ಮಿಕರ ನಿರ್ವಹಣೆಗಾಗಿ ನಿಮ್ಮ ವೆಚ್ಚವನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ ಮತ್ತು ಒಪ್ಪಂದ ಮತ್ತು ತಾಂತ್ರಿಕ ವಿಶೇಷಣಗಳ ಆಧಾರದ ಮೇಲೆ, ಸಾಧ್ಯವಾದಷ್ಟು ಬೇಗ ವೆಲ್ಡಿಂಗ್ ತಾಂತ್ರಿಕ ನಕ್ಷೆಗಳ ಒಂದು ಗುಂಪನ್ನು ಅಭಿವೃದ್ಧಿಪಡಿಸುತ್ತದೆ, ಜೊತೆಗೆ ಉಪಕರಣಗಳು ಮತ್ತು ವಸ್ತುಗಳನ್ನು ಆಯ್ಕೆ ಮಾಡುತ್ತದೆ.
ವೆಲ್ಡಿಂಗ್ ಸಮಯದಲ್ಲಿ ಮಾಡಿದ ಕೆಲಸದ ಉತ್ತಮ-ಗುಣಮಟ್ಟದ ಫಲಿತಾಂಶವನ್ನು ಪಡೆಯಲು, ನಿರ್ಮಾಣ ಸ್ಥಳದಲ್ಲಿ ವೆಲ್ಡಿಂಗ್ನ ಎಲ್ಲಾ ಹಂತಗಳನ್ನು ಸರಿಯಾಗಿ ವಿವರಿಸುವ ಡಾಕ್ಯುಮೆಂಟ್ನಿಂದ ವೆಲ್ಡರ್ಗೆ ಮಾರ್ಗದರ್ಶನ ನೀಡಬೇಕು. ಫ್ಲೋ ಚಾರ್ಟ್ನಲ್ಲಿ ನೀಡಲಾದ ಶಿಫಾರಸುಗಳನ್ನು ಅನುಸರಿಸಲು ವಿಫಲವಾದರೆ ಕಾರ್ಯಾಚರಣೆಯ ಸಮಯದಲ್ಲಿ ಬೆಸುಗೆ ಹಾಕಿದ ಜಂಟಿ ನಾಶಕ್ಕೆ ಕಾರಣವಾಗಬಹುದು, ಇದು ಬದಲಾಯಿಸಲಾಗದ ಪರಿಣಾಮಗಳಿಗೆ ಕಾರಣವಾಗಬಹುದು.
ಟೈಪಿಕಲ್ ಟೆಕ್ನಾಲಜಿಕಲ್ ಕಾರ್ಡ್ (ಟಿಟಿಕೆ)
ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ ವಿಧಾನದ ಮೂಲಕ ಲೋಹದ ರಚನೆಗಳ ಸ್ಥಾಪನೆಗೆ ಟೈಪಿಕಲ್ ಟೆಕ್ನಾಲಜಿಕಲ್ ಕಾರ್ಡ್
1. ವ್ಯಾಪ್ತಿ
1. ವ್ಯಾಪ್ತಿ
ವೆಲ್ಡಿಂಗ್ ಉಪಕರಣಗಳು ಮತ್ತು ಸಾಧನಗಳನ್ನು ಬಳಸಿಕೊಂಡು ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ ವಿಧಾನವನ್ನು ಬಳಸಿಕೊಂಡು ಲೋಹದ ರಚನೆಗಳ ಸ್ಥಾಪನೆಗೆ ರೂಟಿಂಗ್ ಅನ್ನು ವಿನ್ಯಾಸಗೊಳಿಸಲಾಗಿದೆ. ಅಸೆಂಬ್ಲಿ ಘಟಕಗಳ ತಯಾರಿಕೆಗಾಗಿ ನಿರ್ಮಾಣ ಸ್ಥಳದಲ್ಲಿ ವೆಲ್ಡಿಂಗ್ ಘಟಕಗಳು ಮತ್ತು ವಿವಿಧ ಉದ್ದೇಶಗಳ ಭಾಗಗಳನ್ನು ವೆಲ್ಡಿಂಗ್ ಮಾಡುವಾಗ ಕೆಲಸದ ತಾಂತ್ರಿಕವಾಗಿ ಸರಿಯಾದ ಕಾರ್ಯಗತಗೊಳಿಸುವಿಕೆಗೆ ಮಾರ್ಗದರ್ಶಿಯಾಗಿ ರೂಟಿಂಗ್ ಅನ್ನು ಬಳಸಬಹುದು.
ರೂಟಿಂಗ್ನಲ್ಲಿ ಪರಿಗಣಿಸಲಾದ ವೆಲ್ಡಿಂಗ್ ಮೂಲಕ ಲೋಹದ ರಚನೆಗಳ ಸ್ಥಾಪನೆಯ ಸಮಯದಲ್ಲಿ ನಿರ್ವಹಿಸಲಾದ ಕೆಲಸದ ವ್ಯಾಪ್ತಿಯು ಈ ಕೆಳಗಿನವುಗಳನ್ನು ಒಳಗೊಂಡಿದೆ:
- ಲೋಹದ ಗಟಾರಗಳು ಮತ್ತು ಪಟ್ಟಿಗಳನ್ನು ಜಂಟಿಗೆ ನೇರ ವಿಭಾಗಗಳಲ್ಲಿ ಮತ್ತು ಅವುಗಳ ಗೋಡೆಯ ಆವರಣ ಅಥವಾ ಮೊಣಕೈಗಳಿಗೆ ಬೆಸುಗೆ ಹಾಕುವುದು;
- 90 ° ಕೋನದಲ್ಲಿ ಲೋಹದ ಗಟಾರಗಳು ಮತ್ತು ಪಟ್ಟಿಗಳ ಬೆಸುಗೆ, ಗೋಡೆಯ ಮೂಲಕ ಹಾದುಹೋಗುವಾಗ ಗೋಡೆ ಕೋನಗಳಿಗೆ ರಚನೆಗಳ ಬೆಸುಗೆ, ಗೋಡೆಯ ಆವರಣಗಳ ಮೇಲೆ ಲಂಬವಾಗಿ ರಚನೆಗಳ ಬೆಸುಗೆ;
- ಚೌಕಟ್ಟಿನ ಸಾಲಿನಲ್ಲಿ ಅವರ ಇಳಿಯುವಿಕೆಯ ಸಮಯದಲ್ಲಿ ಮತ್ತು ನೆಲದ ಚಪ್ಪಡಿ ಮೂಲಕ ಹಾದುಹೋಗುವಾಗ ಗಟಾರಗಳು, ಪಟ್ಟಿಗಳು ಮತ್ತು ಇತರ ರಚನೆಗಳ ಬೆಸುಗೆ;
- ಕಟ್ಟಡದ ಒಳಗೆ ಶಾಫ್ಟ್ನಲ್ಲಿ ಬ್ರಾಕೆಟ್ಗಳ ಸ್ಥಾಪನೆ ಮತ್ತು ಬೆಸುಗೆ;
- ಗಣಿ ಮತ್ತು ಕಟ್ಟಡದ ಒಳಗೆ ಬೆಸುಗೆ ಹಾಕುವ ಮೂಲಕ ಲೋಹದ ರಚನೆಗಳ ಸ್ಥಾಪನೆ;
- ಕಾಂಡದ ರಚನೆಗಳನ್ನು ಇತರ ರಚನೆಗಳಿಗೆ ಬೆಸುಗೆ ಹಾಕುವ ಮೂಲಕ ಮತ್ತು 3.0 ಮೀ ವರೆಗೆ ಹಾರಾಟದಲ್ಲಿ ಜೋಡಿಸುವುದು;
- ಉಪಯುಕ್ತತೆಗಳ ಅಂಶಗಳನ್ನು ಹಾಕಲು ರಚನೆಗಳು, ಕೊಳವೆಗಳು ಮತ್ತು ತೆರೆದ ಪ್ರಕಾರದ ಗಾಳಿಯ ಗಟಾರಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕುವ ಮೂಲಕ ಜೋಡಿಸುವುದು.
ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ ವಿಧಾನವನ್ನು ಬಳಸಿಕೊಂಡು ಲೋಹದ ರಚನೆಗಳ ಸ್ಥಾಪನೆಯನ್ನು ಮೇಲಾವರಣದ ಅಡಿಯಲ್ಲಿ, ನಿರ್ಮಾಣ ಹಂತದಲ್ಲಿರುವ ಕಟ್ಟಡದ ಆವರಣದಲ್ಲಿ, ಗಣಿಗಳಲ್ಲಿ, ಪರಿವರ್ತನಾ ಸುರಂಗಗಳಲ್ಲಿ ಮತ್ತು ವೆಲ್ಡಿಂಗ್\u200cಗೆ ಸೂಕ್ತವಾದ ಇತರ ಕೋಣೆಗಳಲ್ಲಿ ಕೈಗೊಳ್ಳಬಹುದು. ನಿರ್ದಿಷ್ಟ ಪರಿಸ್ಥಿತಿಗಳಲ್ಲಿ ಕೆಲಸವನ್ನು ನಿರ್ವಹಿಸುವಾಗ, ಕೆಲಸದ ಸಂಯೋಜನೆ ಮತ್ತು ವ್ಯಾಪ್ತಿ, ವೆಲ್ಡಿಂಗ್ ವಿಧಾನಗಳನ್ನು ನಿರ್ದಿಷ್ಟಪಡಿಸಬಹುದು.
2. ಸಾಮಾನ್ಯ ನಿಬಂಧನೆಗಳು
ವೆಲ್ಡಿಂಗ್ ಘಟಕಗಳು ಮತ್ತು ಲೋಹದ ರಚನೆಗಳ ಭಾಗಗಳನ್ನು ವಿವಿಧ ಕೋಣೆಗಳಲ್ಲಿ, ಎಂಜಿನಿಯರಿಂಗ್ ರಚನೆಗಳಿಂದ ಮುಕ್ತವಾಗಿ ಅಥವಾ ಸಲಕರಣೆಗಳೊಂದಿಗೆ, ತೆರೆದ ಮತ್ತು ಮುಚ್ಚಿದ, ಶೀತ ಮತ್ತು ನಿರೋಧನದಲ್ಲಿ ನಿರ್ವಹಿಸಬಹುದು. ವೆಲ್ಡಿಂಗ್ ಕಾರ್ಯಾಚರಣೆಗಳನ್ನು ನಿರ್ವಹಿಸುವಾಗ, ವಿಶೇಷವಾಗಿ ಚಳಿಗಾಲದಲ್ಲಿ, ಹರಿವು-ನಿಷ್ಕಾಸ ವಾತಾಯನವನ್ನು ಯಾವುದಾದರೂ ಇದ್ದರೆ ಸೇರಿಸಬೇಕು ಮತ್ತು ವಾತಾಯನ ಅನುಪಸ್ಥಿತಿಯಲ್ಲಿ ನಿರೋಧನಕ್ಕಾಗಿ ಮುಚ್ಚಿದ ಕೋಣೆಗಳಲ್ಲಿ ವೆಲ್ಡಿಂಗ್ ಕೆಲಸಗಳನ್ನು ನಿರ್ವಹಿಸುವಾಗ, ಪೋರ್ಟಬಲ್ ವಾತಾಯನ ಸಾಧನಗಳನ್ನು ಬಳಸಲು ಸೂಚಿಸಲಾಗುತ್ತದೆ. ಸ್ಥಾಪಿಸಲಾದ ಸಲಕರಣೆಗಳೊಂದಿಗೆ ಕೋಣೆಗಳಲ್ಲಿ ವೆಲ್ಡಿಂಗ್ ಕೆಲಸವನ್ನು ನಿರ್ವಹಿಸುವಾಗ, ಲೋಹ ಮತ್ತು ಪ್ರಮಾಣದ ಹನಿ ಬೀಳದಂತೆ ಉಪಕರಣಗಳನ್ನು ರಕ್ಷಿಸಬೇಕು.
ಸಾಮಾನ್ಯ ಮಾಹಿತಿ ವೆಲ್ಡಿಂಗ್ ಕೀಲುಗಳ ಬಗ್ಗೆ
ಬೆಸುಗೆ ಹಾಕಿದ ಜಂಟಿ ಎರಡು ಅಥವಾ ಹೆಚ್ಚಿನ ರಚನಾತ್ಮಕ ಭಾಗಗಳನ್ನು ಒಳಗೊಂಡಿರುವ ಬೆಸುಗೆ ಹಾಕಿದ ರಚನೆಯ ಒಂದು ಅಂಶವಾಗಿದೆ ಮತ್ತು ಈ ಭಾಗಗಳನ್ನು ಸಂಪರ್ಕಿಸುವ ವೆಲ್ಡ್ ಆಗಿದೆ (GOST 5264-80 ನೋಡಿ. "ವೆಲ್ಡ್ ಕೀಲುಗಳು").
ಲೋಹದ ರಚನೆಗಳನ್ನು ಸ್ಥಾಪಿಸುವಾಗ, ಈ ಕೆಳಗಿನ ಮುಖ್ಯ ವಿಧದ ಕೀಲುಗಳು ಕಂಡುಬರುತ್ತವೆ: ಬಟ್, ಲ್ಯಾಪ್, ಟೀ, ಕಾರ್ನರ್.
ಬಟ್ ಕೀಲುಗಳು ಅತ್ಯಂತ ವಿಶಿಷ್ಟವಾದ ಬೆಸುಗೆ ಹಾಕಿದ ಕೀಲುಗಳಾಗಿವೆ, ಇದರಲ್ಲಿ ಸೇರಬೇಕಾದ ಭಾಗಗಳ ತುದಿಗಳು ಅಥವಾ ಅಂಚುಗಳು ಇರುತ್ತವೆ, ಇದರಿಂದಾಗಿ ಅವುಗಳ ನಡುವೆ 1-2 ಮಿಮೀ ಅಂತರವಿರುತ್ತದೆ. 6 ಮಿಮೀ ದಪ್ಪವಿರುವ ಭಾಗಗಳನ್ನು ಏಕ-ಬದಿಯ ಸೀಮ್\u200cನೊಂದಿಗೆ ಬೆಸುಗೆ ಹಾಕಲಾಗುತ್ತದೆ, ಮತ್ತು 6 ಎಂಎಂ ಗಿಂತ ಹೆಚ್ಚು - ಡಬಲ್ ಸೈಡೆಡ್ ಸೀಮ್\u200cನೊಂದಿಗೆ.
ಸಂಪರ್ಕದ ಒಂದು ಅಂಶವನ್ನು ಇನ್ನೊಂದರ ಮೇಲೆ ಹೆಚ್ಚಿಸುವ ಮೂಲಕ ಲ್ಯಾಪ್ ಸಂಪರ್ಕಗಳನ್ನು ಮಾಡಲಾಗುತ್ತದೆ. ಅತಿಕ್ರಮಣದ ಪ್ರಮಾಣವು ಉತ್ಪನ್ನದ ಬೆಸುಗೆ ಹಾಕಿದ ಅಂಚುಗಳ ದಪ್ಪದ ಮೊತ್ತಕ್ಕಿಂತ ಕನಿಷ್ಠ ಎರಡು ಪಟ್ಟು ಇರಬೇಕು. ವೆಲ್ಡಿಂಗ್ ಭಾಗಗಳನ್ನು ಎರಡೂ ಬದಿಗಳಲ್ಲಿ ಬೆಸುಗೆ ಹಾಕಲಾಗುತ್ತದೆ.
ಟಿ-ಕೀಲುಗಳು ಕೀಲುಗಳಾಗಿವೆ, ಇದರಲ್ಲಿ ಒಂದು ಅಂಶದ ಕೊನೆಯ ಮುಖವು ಒಂದು ನಿರ್ದಿಷ್ಟ ಕೋನದಲ್ಲಿ ಬೆಸುಗೆ ಹಾಕಿದ ರಚನೆಯ ಮತ್ತೊಂದು ಅಂಶದ ಮೇಲ್ಮೈಗೆ ಹೊಂದಿಕೊಳ್ಳುತ್ತದೆ. ಬಲವಾದ ಸೀಮ್ ಪಡೆಯಲು, ಬೆಸುಗೆ ಹಾಕಬೇಕಾದ ಅಂಶಗಳ ನಡುವಿನ ಅಂತರವು 23 ಮಿ.ಮೀ ಆಗಿರಬೇಕು.
ಬೆಸುಗೆ ಹಾಕಿದ ಅಂಶಗಳು ಬಲ ಅಥವಾ ಅನಿಯಂತ್ರಿತ ಕೋನದಲ್ಲಿರುವಾಗ ಕಾರ್ನರ್ ಕೀಲುಗಳನ್ನು ತಯಾರಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಈ ಅಂಶಗಳ ಅಂಚುಗಳ ಉದ್ದಕ್ಕೂ ಒಂದು ಅಥವಾ ಎರಡೂ ಬದಿಗಳಲ್ಲಿ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ನಡೆಸಲಾಗುತ್ತದೆ.
ಮೇಲೆ ವಿವರಿಸಿದ ಎಲ್ಲಾ ವೆಲ್ಡ್ಗಳನ್ನು ಸೀಮ್ನಿಂದ ತಯಾರಿಸಲಾಗುತ್ತದೆ, ಇದು ಬೆಸುಗೆ ಹಾಕಿದ ರಚನೆಯ ಅಂಶಗಳನ್ನು ಸಂಪರ್ಕಿಸುವ ಗಟ್ಟಿಯಾದ ಠೇವಣಿ ಲೋಹವಾಗಿದೆ. ವೆಲ್ಡ್ಸ್ ಈ ಕೆಳಗಿನ ಮಾನದಂಡಗಳ ಪ್ರಕಾರ ಉಪವಿಭಾಗ ಮಾಡಲಾಗಿದೆ: ಪ್ರಸ್ತುತ ಪ್ರಯತ್ನಕ್ಕೆ ಸಂಬಂಧಿಸಿದ ಸ್ಥಾನದಿಂದ (ಅಂಜೂರ. 1
), ಬಾಹ್ಯಾಕಾಶದಲ್ಲಿನ ಸ್ಥಾನದ ಪ್ರಕಾರ (ಅಂಜೂರ. 2
), ಬಾಹ್ಯ ರೂಪದಲ್ಲಿ (ಅಂಜೂರ. 3
).
ಚಿತ್ರ 1. ಪ್ರಸ್ತುತ ಪ್ರಯತ್ನಕ್ಕೆ ಸಂಬಂಧಿಸಿದಂತೆ ವೆಲ್ಡ್ಸ್ನ ಸ್ಥಾನ:
ಎ) ಪಾರ್ಶ್ವ, ಬಿ) ಮುಂಭಾಗದ, ಸಿ) ಓರೆಯಾದ
ಚಿತ್ರ 2. ಬಾಹ್ಯಾಕಾಶದಲ್ಲಿ ವೆಲ್ಡ್ಸ್ನ ಸ್ಥಾನ:
ಎ) ಕಡಿಮೆ, ಬಿ) ಅಡ್ಡ, ಸಿ) ಲಂಬ, ಡಿ) ಸೀಲಿಂಗ್
ಚಿತ್ರ 3. ಬಾಹ್ಯ ವೆಲ್ಡ್ ಆಕಾರಗಳು:
ಎ) ಪೀನ, ಬಿ) ಸಾಮಾನ್ಯ, ಸಿ) ಕಾನ್ಕೇವ್
ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ವಿದ್ಯುದ್ವಾರದ ವ್ಯಾಸವನ್ನು ಬೆಸುಗೆ ಹಾಕಬೇಕಾದ ಅಂಚುಗಳ ದಪ್ಪ, ವೆಲ್ಡ್ ಪ್ರಕಾರ ಮತ್ತು ವೆಲ್ಡ್ನ ಗಾತ್ರವನ್ನು ಅವಲಂಬಿಸಿ ಹೊಂದಿಸಲಾಗಿದೆ. ಫಾರ್ ಬಟ್ ಕೀಲುಗಳು ಬೆಸುಗೆ ಹಾಕಿದ ಅಂಚುಗಳ ದಪ್ಪವನ್ನು ಅವಲಂಬಿಸಿ ವಿದ್ಯುದ್ವಾರದ ವ್ಯಾಸವನ್ನು ಆಯ್ಕೆ ಮಾಡಲು ಪ್ರಾಯೋಗಿಕ ಶಿಫಾರಸುಗಳು:
|
ಬೆಸುಗೆ ಹಾಕಿದ ಅಂಚುಗಳ ದಪ್ಪ, ಮಿ.ಮೀ. |
||||||
|
ವಿದ್ಯುದ್ವಾರದ ವ್ಯಾಸ, ಮಿ.ಮೀ. |
ಕೋನೀಯ ಮತ್ತು ಟೀ ಕೀಲುಗಳನ್ನು ಮಾಡುವಾಗ, ವೆಲ್ಡ್ ಕಾಲಿನ ಗಾತ್ರವನ್ನು ಗಣನೆಗೆ ತೆಗೆದುಕೊಳ್ಳಲಾಗುತ್ತದೆ: ವೆಲ್ಡ್ ಲೆಗ್ 35 ಮಿ.ಮೀ ಆಗಿದ್ದಾಗ, ವೆಲ್ಡಿಂಗ್ ಅನ್ನು 34 ಎಂಎಂ ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ಎಲೆಕ್ಟ್ರೋಡ್\u200cನೊಂದಿಗೆ ನಡೆಸಲಾಗುತ್ತದೆ, ಮತ್ತು 68 ಎಂಎಂ ಕಾಲಿನೊಂದಿಗೆ, 45 ಎಂಎಂ ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ವಿದ್ಯುದ್ವಾರಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ಆಯ್ದ ವಿದ್ಯುದ್ವಾರದ ವ್ಯಾಸಕ್ಕೆ ಅನುಗುಣವಾಗಿ ವೆಲ್ಡಿಂಗ್ ಪ್ರವಾಹವನ್ನು ಹೊಂದಿಸಲಾಗಿದೆ, ಇದನ್ನು ಕಾರ್ಖಾನೆಯ ಲೇಬಲ್\u200cನಲ್ಲಿ ವಿದ್ಯುದ್ವಾರಗಳೊಂದಿಗೆ ಬಂಡಲ್\u200cಗೆ ಅಂಟಿಸಲಾಗಿದೆ.
46 ಎಂಎಂ ವಿದ್ಯುದ್ವಾರಗಳಿಗೆ ವೆಲ್ಡಿಂಗ್ ಪ್ರವಾಹವನ್ನು ಸೂತ್ರದಿಂದ ನಿರ್ಧರಿಸಬಹುದು:
ವೆಲ್ಡಿಂಗ್ ಪ್ರವಾಹದ ಪ್ರಮಾಣ ಎಲ್ಲಿದೆ, ಎ;
ವಿದ್ಯುದ್ವಾರದ ವ್ಯಾಸ, ಮಿ.ಮೀ.
4 ಮಿ.ಮೀ ಗಿಂತ ಕಡಿಮೆ ಮತ್ತು 6 ಮಿ.ಮೀ ಗಿಂತ ಹೆಚ್ಚು ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ವಿದ್ಯುದ್ವಾರಗಳಿಗೆ ವೆಲ್ಡಿಂಗ್ ಪ್ರವಾಹದ ಮೌಲ್ಯವನ್ನು ಸೂತ್ರದಿಂದ ನಿರ್ಧರಿಸಬಹುದು:
ಈ ಸಂದರ್ಭದಲ್ಲಿ, ಲೋಹದ ದಪ್ಪ ಮತ್ತು ವೆಲ್ಡ್ನ ಸ್ಥಾನವನ್ನು ಗಣನೆಗೆ ತೆಗೆದುಕೊಂಡು ತಿದ್ದುಪಡಿ ಮಾಡಬೇಕು.
1.3 ರಿಂದ 1.6 ರ ಅಂಚಿನ ದಪ್ಪದೊಂದಿಗೆ, ವೆಲ್ಡಿಂಗ್ ಪ್ರವಾಹದ ಲೆಕ್ಕಾಚಾರದ ಮೌಲ್ಯವನ್ನು 1015% ರಷ್ಟು ಕಡಿಮೆಗೊಳಿಸಲಾಗುತ್ತದೆ ಮತ್ತು 3 ಕ್ಕಿಂತ ಹೆಚ್ಚು ಅಂಚಿನ ದಪ್ಪದೊಂದಿಗೆ, ಅದನ್ನು 1015% ರಷ್ಟು ಹೆಚ್ಚಿಸಲಾಗುತ್ತದೆ. ವೆಲ್ಡಿಂಗ್ ಲಂಬ ಮತ್ತು ಸೀಲಿಂಗ್ ಕೀಲುಗಳು ಪ್ರಸ್ತುತವನ್ನು ನಿರ್ವಹಿಸಿ, ಲೆಕ್ಕಹಾಕಿದಕ್ಕಿಂತ 1015% ಕಡಿಮೆ.
ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ಲೋಹದ ವಿದ್ಯುದ್ವಾರಗಳನ್ನು GOST 9466-75 ಗೆ ಅನುಗುಣವಾಗಿ ತಯಾರಿಸಲಾಗುತ್ತದೆ. "ಹಸ್ತಚಾಲಿತ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ ಮತ್ತು ಮೇಲ್ಮೈಗಾಗಿ ಲೇಪಿತ ಲೋಹದ ವಿದ್ಯುದ್ವಾರಗಳು. ವರ್ಗೀಕರಣ, ಆಯಾಮಗಳು ಮತ್ತು ಸಾಮಾನ್ಯ ವಿಶೇಷಣಗಳು."
ರಾಜ್ಯ ಪ್ರಮಾಣಿತ ವಿವರಣೆಯಿಂದ ಸ್ಥಾಪಿಸಲಾದ ಗಾತ್ರಗಳು:
ಕೋಷ್ಟಕ 1
|
ವಿದ್ಯುದ್ವಾರದ ವ್ಯಾಸ, ಮಿ.ಮೀ. |
ಎಲೆಕ್ಟ್ರೋಡ್ ಉದ್ದ ಎಂಎಂ |
|
|
ಇಂಗಾಲ ಮತ್ತು ಮಿಶ್ರಲೋಹದ ತಂತಿ |
ಹೆಚ್ಚಿನ ಮಿಶ್ರಲೋಹ ತಂತಿ |
|
ವೆಲ್ಡಿಂಗ್ ಫ್ಲೋ ಚಾರ್ಟ್ - ನಿರ್ದಿಷ್ಟ ವಸ್ತುಗಳಿಗೆ ತಂತ್ರಜ್ಞಾನ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯನ್ನು ವ್ಯಾಖ್ಯಾನಿಸುವ ದಾಖಲೆ. ಇದು ಪ್ರಮುಖ ತಾಂತ್ರಿಕ ನಿಯತಾಂಕಗಳನ್ನು ಮತ್ತು ವೆಲ್ಡ್ ರಚಿಸಲು ಅಗತ್ಯವಾದ ಕೆಲಸದ ಅನುಕ್ರಮವನ್ನು ವಿವರಿಸುತ್ತದೆ. ವೆಲ್ಡಿಂಗ್ ಸೀಮ್ ವಿನ್ಯಾಸದ ದುರ್ಬಲ ಬಿಂದುವಾಗಿದೆ, ಆದ್ದರಿಂದ, ತಾಂತ್ರಿಕ ನಕ್ಷೆಯನ್ನು ಅನ್ವಯವಾಗುವ ರಾಜ್ಯ ಮಾನದಂಡಗಳಿಗೆ ಅನುಗುಣವಾಗಿ ಅಭಿವೃದ್ಧಿಪಡಿಸಲಾಗಿದೆ ಮತ್ತು ವಿಶೇಷ ಪರಿಶೀಲನಾ ಸೇವೆಗಳಿಂದ ನಿಯಂತ್ರಿಸಲ್ಪಡುತ್ತದೆ.
ನಕ್ಷೆಯನ್ನು ರಚಿಸುವುದು ವಸ್ತುವನ್ನು ಅಧ್ಯಯನ ಮಾಡುವುದು ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ವಿಧಾನವನ್ನು ಆರಿಸುವುದರೊಂದಿಗೆ ಪ್ರಾರಂಭವಾಗುತ್ತದೆ. ಫಲಿತಾಂಶದ ವಿನ್ಯಾಸವು ಕಾರ್ಯನಿರ್ವಹಿಸುವ ಪರಿಸ್ಥಿತಿಗಳ ವಿಶ್ಲೇಷಣೆ. ಉಲ್ಲೇಖ ಸಾಹಿತ್ಯ ಮತ್ತು ಲೆಕ್ಕಾಚಾರಗಳ ಆಧಾರದ ಮೇಲೆ, ವೆಲ್ಡಿಂಗ್ ವಿಧಾನಗಳು, ಪಾಸ್ಗಳ ಸಂಖ್ಯೆ, ವೆಲ್ಡ್ನ ಜ್ಯಾಮಿತಿ ಮತ್ತು ಇತರ ನಿಯತಾಂಕಗಳನ್ನು ನಿರ್ಧರಿಸಲಾಗುತ್ತದೆ.
ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯ ನಕ್ಷೆಯು ಈ ಕೆಳಗಿನ ಡೇಟಾವನ್ನು ಒಳಗೊಂಡಿದೆ:
- ಬೆಸುಗೆ ಹಾಕಿದ ಭಾಗಗಳ ಮಾಹಿತಿ ಮತ್ತು ಗುಣಲಕ್ಷಣಗಳು;
- ಬೆಸುಗೆ ಹಾಕುವ ಮೊದಲು ಜಂಟಿ ತಯಾರಿಕೆಯ ಬಗ್ಗೆ ಮಾಹಿತಿ (ಅಂಚುಗಳ ಆಕಾರ, ಚೇಮ್\u200cಫರ್\u200cಗಳ ಕೋನ ಮತ್ತು ಗಾತ್ರ);
- ಟ್ಯಾಕ್\u200cಗಳ ಸಂಖ್ಯೆ, ಸ್ಥಳ ಮತ್ತು ಗಾತ್ರದ ಡೇಟಾ;
- ಭಾಗವನ್ನು ಹೇಗೆ ನಿವಾರಿಸಲಾಗಿದೆ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಸಮಯದಲ್ಲಿ ಭಾಗಗಳ ವಿರೂಪ ಅಥವಾ ಕತ್ತರಿಸುವಿಕೆಯನ್ನು ತಪ್ಪಿಸುವುದು ಹೇಗೆ ಎಂಬ ಮಾಹಿತಿ;
- ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಅನುಮತಿಸುವ ಸುತ್ತುವರಿದ ತಾಪಮಾನ ಅಥವಾ ಬೆಸುಗೆ ಹಾಕುವ ಮೊದಲು ಭಾಗಗಳ ತಾಪನದ ಡೇಟಾ (ಅಗತ್ಯವಿದ್ದರೆ);
- ಬಳಸಬಹುದಾದ ಉಪಕರಣಗಳು ಮತ್ತು ಬಳಸಬಹುದಾದ ವಸ್ತುಗಳು (ವಿದ್ಯುದ್ವಾರಗಳು, ವೆಲ್ಡಿಂಗ್ ತಂತಿ, ರಕ್ಷಾಕವಚ ಅನಿಲ) ದತ್ತಾಂಶ;
- ವೆಲ್ಡಿಂಗ್ ವಿಧಾನಗಳ ಮಾಹಿತಿ (ಯಾವ ಪ್ರಸ್ತುತ ಮತ್ತು ವೋಲ್ಟೇಜ್ ಅನ್ನು ಹೊಂದಿಸಬೇಕು, ಸ್ವಯಂಚಾಲಿತ ಯಂತ್ರಗಳಿಗೆ ವೆಲ್ಡಿಂಗ್ ವೇಗ, ಅಂದಾಜು ಅನಿಲ ಹರಿವಿನ ಪ್ರಮಾಣ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ತಂತಿ ಫೀಡ್ ವೇಗವನ್ನು ಸೂಚಿಸಲಾಗುತ್ತದೆ);
- ಪಡೆದ ವೆಲ್ಡ್ ಅನ್ನು ಪರಿಶೀಲಿಸುವ ಮತ್ತು ನಿಯಂತ್ರಿಸುವ ವಿಧಾನಗಳ ಮಾಹಿತಿ.
ಮ್ಯಾಪಿಂಗ್ ಮಾಡುವಾಗ, ಮುಖ್ಯ ಭಾಗವೆಂದರೆ ಬೆಸುಗೆ ಹಾಕುವ ವಸ್ತುಗಳ ಅಧ್ಯಯನ, ಅವುಗಳ ಗುಣಲಕ್ಷಣಗಳು ಮತ್ತು ಗುಣಲಕ್ಷಣಗಳು. ವಸ್ತುವು ಅಪರಿಚಿತ ಮೂಲದ್ದಾಗಿದ್ದರೆ ಮತ್ತು ಅದರ ಗುಣಲಕ್ಷಣಗಳು ತಿಳಿದಿಲ್ಲದಿದ್ದರೆ, ನಂತರ ಮಾದರಿಗಳನ್ನು ತೆಗೆದುಕೊಂಡು ಸಂಯೋಜನೆಯ ವಿಶ್ಲೇಷಣೆ ಮತ್ತು ಗುರುತಿಸುವಿಕೆಗಾಗಿ ಪ್ರಯೋಗಾಲಯಕ್ಕೆ ನೀಡಲಾಗುತ್ತದೆ. ಪಡೆದ ದತ್ತಾಂಶವನ್ನು ಆಧರಿಸಿ, ಉಪಭೋಗ್ಯ ವಸ್ತುಗಳನ್ನು ಆಯ್ಕೆ ಮಾಡಲಾಗುತ್ತದೆ ಮತ್ತು ಈ ಭಾಗಗಳಿಗೆ ಹೆಚ್ಚು ಸೂಕ್ತವಾದ ವೆಲ್ಡಿಂಗ್\u200cನ ಪರಿಸ್ಥಿತಿಗಳು ಮತ್ತು ವಿಧಾನವನ್ನು ನಿರ್ಧರಿಸಲಾಗುತ್ತದೆ. ವಾಸ್ತವದಲ್ಲಿ ರಚನಾತ್ಮಕ ಉಕ್ಕುಗಳು ಅವುಗಳನ್ನು ಮಾನದಂಡಗಳು ಮತ್ತು ಟೆಂಪ್ಲೆಟ್ಗಳಿಗೆ ಅನುಗುಣವಾಗಿ ಕಟ್ಟುನಿಟ್ಟಾಗಿ ತಯಾರಿಸಲಾಗುತ್ತದೆ, ಆದ್ದರಿಂದ ಸಾಮಾನ್ಯ ಲೋಹಗಳು ಮತ್ತು ಸಾಮಗ್ರಿಗಳ ತಾಂತ್ರಿಕ ನಕ್ಷೆಗಳನ್ನು ಬಹಳ ಹಿಂದೆಯೇ ರಚಿಸಲಾಗಿದೆ.
ರೂಟಿಂಗ್ ಅನುಕ್ರಮ ಕೆಲಸ, ರೇಖಾಚಿತ್ರಗಳು ಮತ್ತು ಅವರಿಗೆ ವಿವರಣೆಗಳ ಪಟ್ಟಿಯನ್ನು ಒಳಗೊಂಡಿದೆ. ಸ್ಥಗಿತಗಳು, ಅಪಘಾತಗಳು ಮತ್ತು ನಷ್ಟಗಳನ್ನು ತಪ್ಪಿಸಲು, ಪ್ರಕ್ರಿಯೆಯ ತಂತ್ರಜ್ಞಾನದ ಅಭಿವೃದ್ಧಿಯನ್ನು ಬಹಳ ಗಂಭೀರವಾಗಿ ಪರಿಗಣಿಸುವುದು ಅವಶ್ಯಕ, ಏಕೆಂದರೆ ಇದು ಸಂಪೂರ್ಣ ಶ್ರೇಣಿಯ ಕೃತಿಗಳು. ಒಂದು ಹಂತದಲ್ಲಿನ ದೋಷವು ಎಲ್ಲಾ ಇತರ ಕಾರ್ಯಾಚರಣೆಗಳನ್ನು ಸರಿಯಾಗಿ ನಿರ್ವಹಿಸಿದರೂ ಸಹ ವೆಲ್ಡಿಂಗ್ ಸೀಮ್ ನಾಶವಾಗುತ್ತದೆ ಎಂಬ ಅಂಶಕ್ಕೆ ಕಾರಣವಾಗಬಹುದು.
ವೆಲ್ಡಿಂಗ್ ಲೋಹದ ರಚನೆಗಳ ತಾಂತ್ರಿಕ ನಕ್ಷೆ
ಇದು ಈ ತಂತ್ರಜ್ಞಾನದ ವ್ಯಾಪ್ತಿಯ ವಿವರಣೆಯನ್ನು ಒಳಗೊಂಡಿದೆ. ರಚನೆಯ ವಿಶ್ವಾಸಾರ್ಹತೆ ಮತ್ತು ಬಾಳಿಕೆ ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ಈ ತಂತ್ರಜ್ಞಾನದ ಯಾವ ಪ್ರಕಾರಗಳು, ಯಾವ ದೂರದಲ್ಲಿ ಮತ್ತು ಯಾವ ಕೋನದಲ್ಲಿ ಸಂಪರ್ಕಿತ ಭಾಗಗಳನ್ನು ಜೋಡಿಸಬೇಕು ಎಂಬುದನ್ನು ಇದು ಸೂಚಿಸುತ್ತದೆ. ಇದು ಯಾವ ಪರಿಸ್ಥಿತಿಗಳಲ್ಲಿ ಮತ್ತು ಯಾವ ತಾಪಮಾನದಲ್ಲಿ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಕೈಗೊಳ್ಳಬೇಕು ಎಂಬುದನ್ನು ಸೂಚಿಸುತ್ತದೆ (ಹೊರಾಂಗಣದಲ್ಲಿ ಅಥವಾ ಒಳಾಂಗಣದಲ್ಲಿ).
ಉತ್ಪಾದನಾ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಮುಂದಿನ ಐಟಂ ಅತ್ಯಂತ ವ್ಯಾಪಕ ಮತ್ತು ಪ್ರಮುಖವಾಗಿದೆ. ಇದು ವೆಲ್ಡಿಂಗ್ ತಂತ್ರಜ್ಞಾನದ ಬಗ್ಗೆ ಮತ್ತು ಅದರ ತಾಂತ್ರಿಕ ನಿಯತಾಂಕಗಳ ಬಗ್ಗೆ ಮಾಹಿತಿಯನ್ನು ಒಳಗೊಂಡಿದೆ, ಈ ಕೆಳಗಿನ ಉಪಪ್ಯಾರಾಗಳನ್ನು ಒಳಗೊಂಡಿದೆ:
- ಪೂರ್ವಸಿದ್ಧತಾ ಕೆಲಸ ಮತ್ತು ಅವುಗಳ ಅನುಷ್ಠಾನದ ನಿಯಮಗಳು;
- ವೆಲ್ಡಿಂಗ್ ಕೆಲಸದ ಪ್ರಕಾರಗಳ ಬಗ್ಗೆ ಮಾಹಿತಿ;
- ಕೆಲಸದ ಪ್ರತಿಯೊಂದು ಹಂತದ ಅನುಕ್ರಮದ ವಿವರಣೆ (ಟ್ಯಾಕ್\u200cಗಳ ಸ್ಥಾಪನೆ, ಹೊಲಿಗೆಯ ಅನುಕ್ರಮ);
- ರೇಖೆಗಳನ್ನು ಮತ್ತು ರೇಖಾಚಿತ್ರಗಳನ್ನು ಎಲ್ಲಿ ಇರಿಸಲಾಗಿದೆ, ಸ್ತರಗಳನ್ನು ಹೇಗೆ ಅನ್ವಯಿಸಲಾಗುತ್ತದೆ, ಅವರಿಗೆ ವಿವರಣೆಗಳು;
- ಪ್ರಕ್ರಿಯೆ ಮತ್ತು ಸುರಕ್ಷತಾ ನಿಯಮಗಳನ್ನು ಕೈಗೊಳ್ಳುವ ಪರಿಸ್ಥಿತಿಗಳು;
- ಪ್ರದರ್ಶಕರ ಸಂಖ್ಯೆ ಮತ್ತು ಪ್ರತಿ ಕಾರ್ಯಾಚರಣೆಯ ಅಂದಾಜು ಸಮಯ ಮತ್ತು ಸಾಮಾನ್ಯವಾಗಿ ಎಲ್ಲಾ ಕೆಲಸ;
- ಅಗತ್ಯ ಸರಬರಾಜುಗಳ ಲೆಕ್ಕಾಚಾರ.
ಕೊನೆಯ ಪ್ಯಾರಾಗಳು ತಾಂತ್ರಿಕ ವೆಚ್ಚಗಳು, ಗಡುವನ್ನು ಮತ್ತು ಅವುಗಳ ಪ್ರಯೋಜನಗಳನ್ನು ಲೆಕ್ಕಹಾಕಲು ನಿಮಗೆ ಅನುಮತಿಸುತ್ತದೆ. ಹೀಗಾಗಿ, ವೆಲ್ಡಿಂಗ್ ಕೆಲಸ ಪ್ರಾರಂಭವಾಗುವ ಮೊದಲೇ ಪ್ರಕ್ರಿಯೆಯನ್ನು ಬದಲಾಯಿಸಲು ಮತ್ತು ಅವುಗಳನ್ನು ಸರಿಪಡಿಸಲು ಸಾಧ್ಯವಿದೆ. ಪ್ರಕ್ರಿಯೆಯ ಕಾರ್ಡ್ ಸಂಪನ್ಮೂಲಗಳು ಮತ್ತು ಸಾಧನಗಳ ಲೆಕ್ಕಾಚಾರದೊಂದಿಗೆ ಕೊನೆಗೊಳ್ಳುತ್ತದೆ, ಜೊತೆಗೆ ಜನರ ಸಂಖ್ಯೆ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಗೆ ಬೇಕಾದ ಸಮಯ.
ಪೈಪ್ ವೆಲ್ಡಿಂಗ್ ರೂಟಿಂಗ್
ಅವಳು ಡಾಕ್ಯುಮೆಂಟ್ ಅನ್ನು ಪ್ರಸ್ತುತಪಡಿಸುತ್ತಾಳೆ, ಅದು ಈ ಕೆಳಗಿನ ಮುಖ್ಯ ಅಂಶಗಳನ್ನು ಒಳಗೊಂಡಿದೆ:
- ತಾಂತ್ರಿಕ ಪ್ರಕ್ರಿಯೆಯ ವ್ಯಾಪ್ತಿ;
- ಸಾಮಾನ್ಯ ನಿಬಂಧನೆಗಳು ಮತ್ತು ಶಿಫಾರಸುಗಳು;
- ತಂತ್ರಜ್ಞಾನ ಮತ್ತು ಕೆಲಸದ ಸಂಘಟನೆ;
- ಗುಣಮಟ್ಟದ ಅವಶ್ಯಕತೆಗಳು;
- ಮತ್ತು ಕಾರ್ಮಿಕ ರಕ್ಷಣೆ;
- ಬಳಸಿದ ತಾಂತ್ರಿಕ ದಸ್ತಾವೇಜನ್ನು ಮತ್ತು ಸಾಹಿತ್ಯದ ಪಟ್ಟಿ;
- ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ತಾಂತ್ರಿಕ ಕಾರ್ಡುಗಳು.
ಈ ನಕ್ಷೆಯು ಯಾವ ವಸ್ತುಗಳಿಗೆ ಅನ್ವಯಿಸುತ್ತದೆ ಎಂಬುದನ್ನು ಮೊದಲಿಗೆ ಸೂಚಿಸಲಾಗುತ್ತದೆ. ನಂತರ ಸಾಮಾನ್ಯ ನಿಬಂಧನೆಗಳು ವಿವರಿಸುತ್ತವೆ:
- ಕೆಲಸದ ತಂತ್ರ;
- ಗುಣಮಟ್ಟದ ಪರಿಸ್ಥಿತಿಗಳು ಮತ್ತು ಸ್ವೀಕಾರ ನಿಯಮಗಳು;
- ಸುರಕ್ಷತಾ ಕ್ರಮಗಳು ಮತ್ತು ಕಾರ್ಮಿಕ ರಕ್ಷಣೆ.
- ಈ ದಿನಚರಿಯಲ್ಲಿ ನಿರ್ವಹಿಸುವ ಕೆಲಸದ ಪ್ರಕಾರಗಳು (ಪೈಪ್\u200cಲೈನ್ ವೆಲ್ಡಿಂಗ್, ಜೋಡಣೆ, ಅಂಚಿನ ತಯಾರಿಕೆ).
ಒಂದು ಪ್ರಮುಖ ಭಾಗವೆಂದರೆ ಎಲ್ಲಾ ಕಾರ್ಯಾಚರಣೆಗಳ ಸೂಚನೆಗಳು ಮತ್ತು ಅವುಗಳ ಅನುಷ್ಠಾನದ ಅನುಕ್ರಮ. ಮೇಲ್ಮೈಗಳ ಪ್ರಾಥಮಿಕ ದೃಶ್ಯ ತಪಾಸಣೆಯನ್ನು ಹೇಗೆ ಮಾಡಬೇಕೆಂದು ಉಲ್ಲೇಖಿಸಲಾಗಿದೆ. ಪೈಪ್, ಕವಾಟಗಳು ಮತ್ತು ವಿತರಣಾ ಕವಾಟಗಳನ್ನು ಹಾನಿಗಾಗಿ ಪರಿಶೀಲಿಸಲಾಗುತ್ತದೆ, ಕುಳಿಗಳನ್ನು ಸ್ವಚ್ and ಗೊಳಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಜೋಡಣೆಗೆ ತಯಾರಿಸಲಾಗುತ್ತದೆ. (ಹಾನಿ) ಅನುಮತಿಸುವ ಮಿತಿಗಳನ್ನು ಮೀರಿದೆ ಎಂದು ಕಂಡುಕೊಂಡರೆ ಏನು ಮಾಡಬೇಕೆಂಬುದರ ಮಾರ್ಗದರ್ಶನವು ಒಂದು ಪ್ರಮುಖ ಅಂಶವಾಗಿದೆ. ಮೇಲ್ಮೈ ದೋಷಗಳನ್ನು ರುಬ್ಬುವ ಮೂಲಕ ತೆಗೆದುಹಾಕಲಾಗುತ್ತದೆ, ಆದರೆ ಉಳಿದ ಗೋಡೆಯ ದಪ್ಪವು ಅನುಮತಿಸುವ ಮೈನಸ್ ಕನಿಷ್ಠಕ್ಕಿಂತ ಕಡಿಮೆಯಿರಬಾರದು. ಸ್ಕಫ್ ಮತ್ತು ನಿಕ್ಸ್ ಹೊಂದಿರುವ ಕೊಳವೆಗಳ ತುದಿಗಳನ್ನು ಕತ್ತರಿಸಲಾಗುತ್ತದೆ. ಬೆಸುಗೆ ಹಾಕಿದ ಕೊಳವೆಗಳ ಜಂಟಿಯಾಗಿ, ಕಾರ್ಖಾನೆಯ ರೇಖಾಂಶ ಅಥವಾ ಸುರುಳಿಯಾಕಾರದ ಸ್ತರಗಳನ್ನು ಪರಸ್ಪರ ಸಂಬಂಧಿಸಿದಂತೆ 75 ಮಿ.ಮೀ.
ಸುರಕ್ಷತೆಯು ವೆಲ್ಡಿಂಗ್ ಪ್ರಾರಂಭಿಸುವ ಮೊದಲು ಅನುಸರಿಸಬೇಕಾದ ಸೂಚನೆಗಳನ್ನು ಒಳಗೊಂಡಿದೆ. ವೆಲ್ಡಿಂಗ್ ಮೂಲಕ ಲೋಹದ ರಚನೆಗಳ ತಾಂತ್ರಿಕ ಸ್ಥಾಪನೆಯನ್ನು ಯಾವ ಸ್ಥಳದಲ್ಲಿ ಸಜ್ಜುಗೊಳಿಸಬೇಕು ಮತ್ತು ಯಾವ ರೀತಿಯ ಅಗ್ನಿಶಾಮಕ ಸಾಧನಗಳನ್ನು ಬಳಸಬೇಕು ಎಂಬ ಅವಶ್ಯಕತೆಗಳನ್ನು ಸಹ ಸೂಚಿಸಲಾಗುತ್ತದೆ. ಬೆಸುಗೆ ಹಾಕುವ ಕೊಳವೆಗಳ ವ್ಯಾಸವನ್ನು ಆಧರಿಸಿ ಈ ತಾಂತ್ರಿಕ ನಕ್ಷೆಯಲ್ಲಿ ಸೇರಿಸಲಾದ ಕಾರ್ಯಾಚರಣೆ-ತಾಂತ್ರಿಕ ಕಾರ್ಡ್\u200cಗಳಿಗೆ ಅನುಗುಣವಾಗಿ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಕೈಗೊಳ್ಳಬೇಕು.
ಕೆಲಸದ ಗುಣಮಟ್ಟಕ್ಕಾಗಿ ಅಗತ್ಯತೆಗಳು ವೆಲ್ಡ್ಸ್ ಮತ್ತು ಅನುಮತಿಸುವ ವಿಚಲನಗಳನ್ನು ಪರಿಶೀಲಿಸುವ ವಿಧಾನಗಳ ಎಣಿಕೆಗಳನ್ನು ಒಳಗೊಂಡಿವೆ. ಅತೃಪ್ತಿಕರ ನಿಯಂತ್ರಣ ಫಲಿತಾಂಶಗಳ ಸಂದರ್ಭದಲ್ಲಿ, ದೋಷಗಳನ್ನು ಸರಿಪಡಿಸುವ ವಿಧಾನ ಮತ್ತು ವಿಧಾನವನ್ನು ಸೂಚಿಸಲಾಗುತ್ತದೆ.
ಕಾರ್ಯಾಚರಣೆಯ ಮತ್ತು ತಾಂತ್ರಿಕ ನಕ್ಷೆಗಳು ಎಲ್ಲವನ್ನೂ ಒಳಗೊಂಡಿರುತ್ತವೆ ತಾಂತ್ರಿಕ ವಿಶೇಷಣಗಳು ವೆಲ್ಡಿಂಗ್\u200cಗೆ ಅಗತ್ಯ:
- ವೆಲ್ಡಿಂಗ್ ವಸ್ತು;
- ಪೈಪ್ ಗುಣಲಕ್ಷಣಗಳು;
- ವೆಲ್ಡಿಂಗ್ ಗ್ರಾಹಕ ವಸ್ತುಗಳು;
- ಕತ್ತರಿಸುವ ಅಂಚುಗಳು ಮತ್ತು ವೆಲ್ಡ್ ಆಕಾರ;
- ಪೂರ್ವಭಾವಿಯಾಗಿ ಕಾಯಿಸುವುದು (ಅಗತ್ಯವಿದ್ದರೆ);
- ವೆಲ್ಡಿಂಗ್ ವಿಧಾನಗಳು;
- ಹೆಚ್ಚುವರಿ ಅವಶ್ಯಕತೆಗಳು ಮತ್ತು ಶಿಫಾರಸುಗಳು;
- ಜೋಡಣೆ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಕಾರ್ಯಾಚರಣೆಗಳ ಪಟ್ಟಿ ಮತ್ತು ಅನುಕ್ರಮ.
ವೆಲ್ಡಿಂಗ್ ಪೈಪ್\u200cಗಳು ಮತ್ತು ಇತರ ಲೋಹದ ರಚನೆಗಳ ತಾಂತ್ರಿಕ ನಕ್ಷೆಗಳು ನೋಟದಲ್ಲಿ ಸಂಪೂರ್ಣವಾಗಿ ಹೋಲುತ್ತವೆ, ಆದರೆ ವಿಷಯ ಮತ್ತು ವಿಷಯದಲ್ಲಿ ಭಿನ್ನವಾಗಿವೆ.
ಯುಎಸ್ಎಸ್ಆರ್ನ ಮಿನ್ ಎನ್ ಕಮ್ಯುನಿಕೇಷನ್ ಸಂಪರ್ಕ
ವಿಶೇಷ ಮತ್ತು ಎಣಿಕೆ ಅನ್ ಕಾನ್ ಸ್ಟ್ರಕ್ಚರ್ ಟಾರ್ಸ್ಕ್ ಒ-ಟೆಕ್ನಾಲಜೀಸ್ ಜೆಕ್
ಬಿ ಯುರೋ ಕನ್ಸ್ಟ್ರಕ್ಷನ್ ಟಿ ಖ್ನಿ ಕಿ ಎಸ್ವಿ ಯಾಜಿ
ನಾನು ದೃ .ಪಡಿಸುತ್ತೇನೆ
Z am ಜಿಆರ್\u200cಎಸ್\u200cಎಸ್ ಮುಖ್ಯಸ್ಥ
ಎ.ಐ.ಪಾಲ್ನ್ ಇಕೋವ್
ಮಾರ್ಚ್ 27, 1 989
ತಾಂತ್ರಿಕ ನಕ್ಷೆ
ವಿಧಾನದಲ್ಲಿ ಲೋಹದ ರಚನೆಗಳ ಸ್ಥಾಪನೆಗಾಗಿ
ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್
ಮಾಸ್ಕೋ - 1989
1. ಸ್ಕೋಪ್
1.1. ವೆಲ್ಡಿಂಗ್ ಉಪಕರಣಗಳು ಮತ್ತು ನೆಲೆವಸ್ತುಗಳನ್ನು ಬಳಸಿಕೊಂಡು ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ ವಿಧಾನದಿಂದ ಸ್ವಯಂಚಾಲಿತ ದೂರವಾಣಿ ವಿನಿಮಯ ಕೇಂದ್ರಗಳ ಲೋಹದ ರಚನೆಗಳ ಸ್ಥಾಪನೆಗೆ ತಾಂತ್ರಿಕ ನಕ್ಷೆಯನ್ನು ಅಭಿವೃದ್ಧಿಪಡಿಸಲಾಗಿದೆ. ಕಾರ್\u200cಪೂಲ್, ಕ್ರಾಸ್ ಕಂಟ್ರಿ, ಶಾಫ್ಟ್ ಮತ್ತು ವಿದ್ಯುತ್ ಸರಬರಾಜು ಸ್ಥಾವರಗಳಲ್ಲಿ ಘಟಕಗಳು ಮತ್ತು ವಿವಿಧ ಉದ್ದೇಶಗಳ ಭಾಗಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕುವಾಗ ಕೆಲಸದ ತಾಂತ್ರಿಕವಾಗಿ ಸರಿಯಾದ ಕಾರ್ಯಗತಗೊಳಿಸುವಿಕೆಗೆ ಮಾರ್ಗದರ್ಶಿಯಾಗಿ ರೂಟಿಂಗ್ ಅನ್ನು ಬಳಸಬಹುದು. 1 .2. ಲೋಹದ ರಚನೆಗಳ ಸ್ಥಾಪನೆಯ ಸಮಯದಲ್ಲಿ ಕೈಗೊಳ್ಳಲಾದ ಕೆಲಸದ ವ್ಯಾಪ್ತಿ ಪಿಬಿಎಕ್ಸ್ ವಿಧಾನ ರೂಟಿಂಗ್ ಪಟ್ಟಿಯಲ್ಲಿ ಪರಿಗಣಿಸಲಾದ ವೆಲ್ಡಿಂಗ್\u200cಗಳು ಸೇರಿವೆ: - ಗಟಾರಗಳ ವೆಲ್ಡಿಂಗ್ ಮೊದಲ ವಿಧದ ಬಟ್\u200cನಲ್ಲಿ ನೇರ ವಿಭಾಗಗಳಲ್ಲಿ ತೆರೆದಿರುತ್ತದೆ ಮತ್ತು ಅವುಗಳನ್ನು ಗೋಡೆಯ ಆವರಣಗಳಿಗೆ ಅಥವಾ ಮೊಣಕೈಗೆ ಬೆಸುಗೆ ಹಾಕುತ್ತದೆ; - ತೆರೆದ ಹಣೆಯ 90 ° ಕೋನದಲ್ಲಿ ಬೆಸುಗೆ ಹಾಕುವುದು, ಗೋಡೆಯ ಮೂಲಕ ಹಾದುಹೋಗುವಾಗ ಗೋಡೆಗಳನ್ನು ಗೋಡೆ ಕೋನಗಳಿಗೆ ಬೆಸುಗೆ ಹಾಕುವುದು, ಗೋಡೆಯ ಆವರಣಗಳಲ್ಲಿ ಲಂಬವಾಗಿ ಹಣೆಯ ಬೆಸುಗೆ; - ಫ್ರೇಮ್ ಸಾಲಿನಲ್ಲಿ ಅವರ ಇಳಿಯುವಿಕೆಯ ಸಮಯದಲ್ಲಿ ಮತ್ತು ನೆಲದ ಚಪ್ಪಡಿಯ ಮೂಲಕ ಹಾದುಹೋಗುವಾಗ ಒಂದೇ ರೀತಿಯ ಗಟಾರಗಳ ವೆಲ್ಡಿಂಗ್; - ಬ್ಯಾಚ್ನಲ್ಲಿ ತುಂಡುಗಳ ಕಿರೀಟಗಳ ಸ್ಥಾಪನೆ ಮತ್ತು ಬೆಸುಗೆ; - ಗಣಿ ಮತ್ತು ಶಿಲುಬೆಯಲ್ಲಿ ಬೆಸುಗೆ ಹಾಕುವ ಮೂಲಕ ಲೋಹದ ರಚನೆಗಳ ಸ್ಥಾಪನೆ; - ಮುಖ್ಯ ಗಟಾರಗಳನ್ನು ಸಾಮಾನ್ಯ ಗಟಾರಗಳಿಗೆ ಮತ್ತು ಮುಖ್ಯ ಗಟಾರವನ್ನು 2.5 ಮೀ ವರೆಗೆ ಬೆಸುಗೆ ಹಾಕುವ ವಿಧಾನದಿಂದ ಜೋಡಿಸುವುದು; - ಕ್ರಾಸ್-ವೈರ್ ತಂತಿಗಳು ಮತ್ತು ಚೌಕಟ್ಟುಗಳಿಗಾಗಿ ತೆರೆದ ಪ್ರಕಾರದ ಗಾಳಿಯ ನಾಳಗಳನ್ನು ವೆಲ್ಡಿಂಗ್ ಮಾಡುವ ವಿಧಾನದಿಂದ ಜೋಡಿಸುವುದು ಮತ್ತು ಚಂದಾದಾರರ ಅಡ್ಡ-ಸರ್ಕ್ಯೂಟ್\u200cನಲ್ಲಿ ಸಾಕೆಟ್\u200cಗಳನ್ನು ಪರೀಕ್ಷಿಸಿ. 1. 3. ಅಸೆಂಬ್ಲಿಗಳು ಮತ್ತು ಲೋಹದ ರಚನೆಗಳ ಭಾಗಗಳ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಆವರಣದಲ್ಲಿ ಮತ್ತು roof ಾವಣಿಯ ಮೇಲೆ, ಶಾಫ್ಟ್\u200cಗಳು, ಪೊದೆಗಳು, ಪೊದೆಗಳು, ರಿಕ್ಟಿಫೈಯರ್\u200cಗಳು ಮತ್ತು ಸಂಚಯಕಗಳಲ್ಲಿ ನಡೆಸಬಹುದು. ವೆಲ್ಡಿಂಗ್ ಕೆಲಸವನ್ನು ನಿರ್ವಹಿಸುವಾಗ, ವಿಶೇಷವಾಗಿ ಚಳಿಗಾಲದ ಅವಧಿಯಲ್ಲಿ, ವಾತಾಯನವನ್ನು ಸ್ವಿಚ್ ಆನ್ ಮಾಡಬೇಕು ಮತ್ತು ವಾತಾಯನವನ್ನು ನಿಷ್ಕಾಸಗೊಳಿಸಬೇಕು ಮತ್ತು ಕೊಠಡಿಗಳು ಮತ್ತು ಶಾಫ್ಟ್\u200cಗಳಲ್ಲಿ ವೆಲ್ಡಿಂಗ್ ಕೆಲಸವನ್ನು ನಿರ್ವಹಿಸುವಾಗ, ಪೋರ್ಟಬಲ್ ವಾತಾಯನ ಸಾಧನಗಳನ್ನು ಬಳಸಲು ಸೂಚಿಸಲಾಗುತ್ತದೆ. ದುರುದ್ದೇಶಪೂರಿತ ಲೋಹದಿಂದ ಅಡುಗೆ ಮಾಡುವ ಮಾನ್ಯತೆ ಪಡೆದ ಕೆಲಸವನ್ನು ಸಹ ಸ್ಥಳದಲ್ಲಿ ಇರಿಸಲಾಯಿತು, ಮತ್ತು ಸಂಚಯಕ ಬ್ಯಾಟರಿಗಳ ಅಳವಡಿಕೆ ಪೂರ್ಣಗೊಳ್ಳುವ ಮೊದಲು ಸಮಾಲೋಚನೆಯನ್ನು ಪೂರ್ಣಗೊಳಿಸಬೇಕು. ಸ್ಥಾಪಿಸಲಾದ ಸಲಕರಣೆಗಳೊಂದಿಗೆ ಕೋಣೆಗಳಲ್ಲಿ ವೆಲ್ಡಿಂಗ್ ಕೆಲಸವನ್ನು ನಿರ್ವಹಿಸುವಾಗ, ಲೋಹದ ಹನಿಗಳು ಮತ್ತು ಪ್ರಮಾಣದ ಪ್ರವೇಶದಿಂದ ಉಪಕರಣಗಳನ್ನು ರಕ್ಷಿಸಬೇಕು. 1 .4. ತಾಂತ್ರಿಕ ನಕ್ಷೆಯನ್ನು ನಿರ್ದಿಷ್ಟ ವಸ್ತು ಮತ್ತು ನಿರ್ಮಾಣ ಪರಿಸ್ಥಿತಿಗಳಿಗೆ ಲಿಂಕ್ ಮಾಡುವಾಗ, ಕೆಲಸದ ವ್ಯಾಪ್ತಿ, ಕಾರ್ಮಿಕ ವೆಚ್ಚದ ಲೆಕ್ಕಾಚಾರ, ತಾಂತ್ರಿಕ ಮತ್ತು ಆರ್ಥಿಕ ಸೂಚಕಗಳು ಮತ್ತು ಯಾಂತ್ರಿಕೀಕರಣ ಸಾಧನಗಳನ್ನು ಉಪಕರಣಗಳು ಮತ್ತು ಸಾಧನಗಳಿಂದ ಲಭ್ಯವಿರುವ ಜೋಡಣೆ ಯಂತ್ರಶಾಸ್ತ್ರದ ಗರಿಷ್ಠ ಬಳಕೆಯನ್ನು ಗಣನೆಗೆ ತೆಗೆದುಕೊಂಡು ನಿರ್ದಿಷ್ಟಪಡಿಸಲಾಗಿದೆ.2. ಕಾರ್ಯಕ್ಷಮತೆಯ ಸಂಘಟನೆ ಮತ್ತು ತಂತ್ರಜ್ಞಾನ
2.1. ಪೂರ್ವಸಿದ್ಧತಾ ಕೆಲಸ
2.1.1. GOST 1 2.3.003.75, GOS T 1 2.2.007.75 ಗೆ ಅನುಗುಣವಾಗಿ ಅಡುಗೆ ವಿಧಾನದ ಮೂಲಕ ಲೋಹದ ರಚನೆಗಳ ಜೋಡಣೆಯನ್ನು ಕೈಗೊಳ್ಳುವ ತಾಂತ್ರಿಕ ಕೊಠಡಿಗಳನ್ನು ತಯಾರಿಸಿ ಮತ್ತು ಅವುಗಳನ್ನು ಅಗ್ನಿಶಾಮಕ ಸಾಧನಗಳೊಂದಿಗೆ ಸಜ್ಜುಗೊಳಿಸಿ. 2.2.2. ಅಗತ್ಯ ರಚನೆಗಳು ಮತ್ತು ವಿವರಗಳನ್ನು ಕೆಲಸದ ತಾಣಕ್ಕೆ ತಲುಪಿಸಿ ಮತ್ತು ಅನುಸ್ಥಾಪನಾ ಕಾರ್ಯದ ತಾಂತ್ರಿಕ ಅನುಕ್ರಮಕ್ಕೆ ಅನುಗುಣವಾಗಿ ಅವುಗಳನ್ನು ಜೋಡಿಸಿ. 2.1.3. ಕೆಲಸದ ಪರಿಸ್ಥಿತಿಗಳೊಂದಿಗೆ ನೀವೇ ಪರಿಚಿತರಾಗಿರಿ ಮತ್ತು ಅಗತ್ಯವಿದ್ದರೆ, ಕೆಲಸದ ಪ್ರದೇಶವನ್ನು “ಸುರಕ್ಷತೆ ಮತ್ತು ಅಗ್ನಿ ಸುರಕ್ಷತಾ ನಿಯಮಗಳು” (ಎಸ್\u200cಎನ್\u200cಐಪಿ III-4-80, ಎಸ್\u200cಎನ್\u200cಐಪಿ II -01-0 2-8 5) ಗೆ ಅನುಗುಣವಾಗಿ ಸಜ್ಜುಗೊಳಿಸಿ. 2.1.4. ಭಾರೀ ವಾತಾಯನದಿಂದ ಕಾರ್ಯನಿರ್ವಹಿಸಲು ಮರೆಯದಿರಿ. 2.1.5. ವೆಲ್ಡಿಂಗ್\u200cಗೆ ಅಗತ್ಯವಾದ ದಸ್ತಾವೇಜನ್ನು, ಉಪಕರಣಗಳು ಮತ್ತು ಪರಿಕರಗಳನ್ನು ತಯಾರಿಸಿ. 2.1.6. ವೆಲ್ಡಿಂಗ್ ಉಪಕರಣಗಳು ಕಾರ್ಯನಿರ್ವಹಿಸುತ್ತಿದೆಯೆ ಎಂದು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಿ.2.2. ಸಾಮಾನ್ಯ ವೆಲ್ಡಿಂಗ್ ಮಾಹಿತಿ
2.2. 1. ಬೆಸುಗೆ ಹಾಕಿದ ಜಂಟಿ ಒಂದು ಬೆಸುಗೆ ಹಾಕಿದ ನಿರ್ಮಾಣದ ಒಂದು ಅಂಶವಾಗಿದೆ, ಇದು ಎರಡು ಅಥವಾ ಹಲವಾರು ರಚನಾತ್ಮಕ ಭಾಗಗಳನ್ನು ಒಳಗೊಂಡಿರುತ್ತದೆ ಮತ್ತು ಈ ಭಾಗಗಳನ್ನು ಸಂಪರ್ಕಿಸುವ ವೆಲ್ಡ್ ಅನ್ನು ಹೊಂದಿರುತ್ತದೆ (GOST 5264-80 ನೋಡಿ. “ಬೆಸುಗೆ ಹಾಕಿದ ಕೀಲುಗಳಿಂದ ವೆಲ್ಡ್ಸ್”). 2.2.2. ಲೋಹದ ರಚನೆಗಳನ್ನು ಜೋಡಿಸುವಾಗ, ಈ ಕೆಳಗಿನ ಮುಖ್ಯ ರೀತಿಯ ಕೀಲುಗಳನ್ನು ಗಮನಿಸಬಹುದು: ಬಟ್, ಫ್ಲಶ್, ಟೀ, ಕಾರ್ನರ್. 2.2. 3. ಬಟ್ ಕೀಲುಗಳು ಅತ್ಯಂತ ವಿಶಿಷ್ಟವಾದ ಬೆಸುಗೆ ಹಾಕಿದ ಕೀಲುಗಳಾಗಿವೆ, ಇದರಲ್ಲಿ ಸೇರಬೇಕಾದ ಭಾಗಗಳ ತುದಿಗಳು ಅಥವಾ ಅಂಚುಗಳನ್ನು ಅದರೊಂದಿಗೆ ಇರಿಸಲಾಗುತ್ತದೆ ಇದರಿಂದ ಅವುಗಳ ನಡುವೆ 1 - 2 ಮಿಮೀ ಅಂತರವಿರುತ್ತದೆ. 6 ಮಿ.ಮೀ.ವರೆಗಿನ ದಪ್ಪದ ವಿವರಗಳನ್ನು ಏಕಪಕ್ಷೀಯ ಸೀಮ್\u200cನೊಂದಿಗೆ ಬೆಸುಗೆ ಹಾಕಲಾಗುತ್ತದೆ, ಮತ್ತು 6 ಮಿ.ಮೀ ಗಿಂತ ಹೆಚ್ಚು - ಡಬಲ್ ಸೈಡೆಡ್ ಸೀಮ್\u200cನೊಂದಿಗೆ. 2.2. 4. ಸಂಪರ್ಕದ ಒಂದು ಅಂಶವನ್ನು ಇನ್ನೊಂದೆಡೆ ಸೂಪರ್\u200cಇಂಪೋಸ್ ಮಾಡುವ ಮೂಲಕ ಓವರ್\u200cಹೆಡ್ ಸಂಪರ್ಕಗಳನ್ನು ಮಾಡಲಾಗುತ್ತದೆ. ಅತಿಕ್ರಮಣದ ಮೌಲ್ಯಗಳು ವಿಭಜನೆಯಿಂದ ಬೆಸುಗೆ ಹಾಕಿದ x ಅಂಚುಗಳ ದಪ್ಪದ ಮೊತ್ತಕ್ಕಿಂತ ಕನಿಷ್ಠ ಎರಡು ಪಟ್ಟು ಇರಬೇಕು. ವೆಲ್ಡಿಂಗ್ ಭಾಗಗಳು ಎರಡೂ ಕಡೆ ಅಪಘಾತಗಳಾಗಿವೆ. 2.2 .5. ಟಿ-ಕೀಲುಗಳು ಕೀಲುಗಳಾಗಿವೆ, ಇದರಲ್ಲಿ ಒಂದು ಅಂಶದ ಕೊನೆಯ ಮುಖವು ಒಂದು ನಿರ್ದಿಷ್ಟ ಕೋನದಲ್ಲಿ ಬೆಸುಗೆ ಹಾಕಿದ ರಚನೆಯ ಮತ್ತೊಂದು ಅಂಶದ ಮೇಲ್ಮೈಗೆ ಹೊಂದಿಕೊಳ್ಳುತ್ತದೆ. ಬಲವಾದ ಜಂಟಿ ಪಡೆಯಲು, ಬೆಸುಗೆ ಹಾಕಬೇಕಾದ ಅಂಶಗಳ ನಡುವಿನ ಅಂತರವು 2-3 ಮಿ.ಮೀ ಆಗಿರಬೇಕು. 2.2.6. ಬೆಸುಗೆ ಹಾಕಿದ ಅಂಶಗಳು ಬಲ ಅಥವಾ ಅನಿಯಂತ್ರಿತ ಕೋನದಲ್ಲಿರುವಾಗ ಕಾರ್ನರ್ ಕೀಲುಗಳನ್ನು ತಯಾರಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಈ ಅಂಶಗಳ ಅಂಚುಗಳ ಉದ್ದಕ್ಕೂ ಒಂದು ಅಥವಾ ಎರಡೂ ಬದಿಗಳಿಂದ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ನಡೆಸಲಾಗುತ್ತದೆ. 2.2.7. ಮೇಲೆ ವಿವರಿಸಿದ ಎಲ್ಲಾ ಬೆಸುಗೆ ಹಾಕಿದ ಕೀಲುಗಳನ್ನು ಸೀಮ್\u200cನಿಂದ ನಿರ್ವಹಿಸಲಾಗುತ್ತದೆ, ಇದು ಗಟ್ಟಿಯಾದ ಠೇವಣಿ ಲೋಹವಾಗಿದ್ದು, ಬೆಸುಗೆ ಹಾಕಿದ ರಚನೆಯ ಅಂಶಗಳನ್ನು ಸಂಪರ್ಕಿಸುತ್ತದೆ. ವೆಲ್ಡ್ಸ್ ಅನ್ನು ಈ ಕೆಳಗಿನ ಗುಣಲಕ್ಷಣಗಳ ಪ್ರಕಾರ ಉಪವಿಭಾಗ ಮಾಡಲಾಗಿದೆ: ನಟನಾ ಶಕ್ತಿಗೆ ಸಂಬಂಧಿಸಿದ ಸ್ಥಾನದಿಂದ (ಚಿತ್ರ 1 ನೋಡಿ), ಬಾಹ್ಯಾಕಾಶದಲ್ಲಿ ಸ್ಥಾನದಿಂದ (ಚಿತ್ರ 2 ನೋಡಿ), ಮತ್ತು ಅವುಗಳ ಬಾಹ್ಯ ಆಕಾರದಿಂದ (ಚಿತ್ರ 3 ನೋಡಿ).ಅಂಜೂರ. 1. ಪ್ರಸ್ತುತ ಬಲ ಮತ್ತು ನಾನು ಸಂಬಂಧಿಸಿದ ವೆಲ್ಡ್ಸ್ನ ಸ್ಥಾನ:
ಎ) ಪಾರ್ಶ್ವ, ಬಿ) ಮುಂಭಾಗದ, ಸಿ) ಓರೆಯಾದ
![]()
ಅಂಜೂರ. 2. ಬಾಹ್ಯಾಕಾಶದಲ್ಲಿ ವೆಲ್ಡ್ಸ್ನ ಸ್ಥಾನ:
ಎ) ಕಡಿಮೆ, ಬಿ) ಅಡ್ಡ, ಸಿ) ಲಂಬ, ಡಿ) ಸೀಲಿಂಗ್
ಅಂಜೂರ. 3. ಬೆಸುಗೆ ಹಾಕಿದ ಸ್ತರಗಳ ಬಾಹ್ಯ ರೂಪಗಳು:
ಎ) ಪೀನ, ಬಿ) ಸಾಮಾನ್ಯ, ಸಿ) ಕಾನ್ಕೇವ್
2.2.8. ಬೆಸುಗೆ ಹಾಕಬೇಕಾದ ಅಂಚುಗಳ ದಪ್ಪ, ಬೆಸುಗೆ ಹಾಕಿದ ಸಂಪರ್ಕದಿಂದ ವೀಕ್ಷಣೆ ಮತ್ತು ವೆಲ್ಡ್ನ ಆಯಾಮಗಳನ್ನು ಅವಲಂಬಿಸಿ ಅಡುಗೆಗಾಗಿ ವಿದ್ಯುದ್ವಾರದ ವ್ಯಾಸವನ್ನು ಹೊಂದಿಸಲಾಗಿದೆ. ಬಟ್ ಕೀಲುಗಳಿಗೆ, ಅಂಚಿನ ಅಂಚುಗಳ ದಪ್ಪವನ್ನು ಅವಲಂಬಿಸಿ ಎಲೆಕ್ಟ್ರೋಡ್ ವ್ಯಾಸದ ಆಯ್ಕೆಗೆ ಸಂಬಂಧಿಸಿದಂತೆ ಪ್ರಾಯೋಗಿಕ ಶಿಫಾರಸುಗಳನ್ನು ಮಾಡಲಾಯಿತು: 2.2.9. ಕೋನೀಯ ಮತ್ತು ಟೀ ಕೀಲುಗಳನ್ನು ಮಾಡುವಾಗ, ವೆಲ್ಡ್ ಕಾಲಿನ ಗಾತ್ರವನ್ನು ಗಣನೆಗೆ ತೆಗೆದುಕೊಳ್ಳಲಾಗುತ್ತದೆ: 3–5 ಮಿಮೀ ವೆಲ್ಡ್ ಕಾಲಿನೊಂದಿಗೆ, 3–4 ಮಿಮೀ ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ವಿದ್ಯುದ್ವಾರದೊಂದಿಗೆ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ನಡೆಸಲಾಗುತ್ತದೆ, ಮತ್ತು 6–8 ಮಿಮೀ ಕಾಲಿನೊಂದಿಗೆ, 4–5 ಮಿಮೀ ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ವಿದ್ಯುದ್ವಾರಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. 2.2 .1 0. ಆಯ್ದ ವಿದ್ಯುದ್ವಾರದ ವ್ಯಾಸದ ಪ್ರಕಾರ, ಅಡುಗೆ ಪ್ರವಾಹದ ಮೌಲ್ಯವನ್ನು ಹೊಂದಿಸಲಾಗಿದೆ, ಇದನ್ನು ಕಾರ್ಖಾನೆಯ ಲೇಬಲ್\u200cನಲ್ಲಿ ವಿದ್ಯುದ್ವಾರಗಳೊಂದಿಗೆ ಪ್ಯಾಕ್\u200cಗೆ ಅಂಟಿಸಲಾಗಿದೆ. 2.2. 11. 4 ÷ 6 ಮಿಮೀ ವಿದ್ಯುದ್ವಾರಗಳಿಗೆ ಅಡುಗೆ ಪ್ರವಾಹದ ಮೌಲ್ಯವನ್ನು ಸೂತ್ರದಿಂದ ನಿರ್ಧರಿಸಬಹುದು:
ವೈ \u003d (40 60) · ಡಿ ಇ,
Y ಎಂಬುದು ಅಡುಗೆ ಪ್ರವಾಹದ ಮೌಲ್ಯ, A; ವಿದ್ಯುದ್ವಾರದ ಡಿ ಇ - ಡಿ ಆಮ್ ಎಟ್ ಆರ್, ಎಂಎಂ. 2.2. 1 2. 4 ಮಿ.ಮೀ ಗಿಂತ ಕಡಿಮೆ ಮತ್ತು 6 ಮಿ.ಮೀ ಗಿಂತ ಹೆಚ್ಚು ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ವಿದ್ಯುದ್ವಾರಗಳಿಗೆ ವೆಲ್ಡಿಂಗ್ ಪ್ರವಾಹದ ಮೌಲ್ಯವನ್ನು ಸೂತ್ರದಿಂದ ನಿರ್ಧರಿಸಬಹುದು:
ವೈ \u003d (20 + 6 ಡಿ ಇ) · ಡಿ ಇ.
ಇದಕ್ಕಾಗಿ, ಲೋಹದ ದಪ್ಪ ಮತ್ತು ವೆಲ್ಡ್ನ ಸ್ಥಾನವನ್ನು ಗಣನೆಗೆ ತೆಗೆದುಕೊಂಡು ತಿದ್ದುಪಡಿಗಳನ್ನು ಮಾಡಬೇಕು. ಅಂಚುಗಳ ದಪ್ಪವು 1, 3 ಡಿ ಆವೃತ್ತಿಯಿಂದ 1.6 ಡಿ ಇ ಆಗಿದ್ದರೆ, ವೆಲ್ಡಿಂಗ್ ಪ್ರವಾಹದ ಲೆಕ್ಕಾಚಾರದ ಮೌಲ್ಯವು 1 0 ÷ 1 5% ರಷ್ಟು ಕಡಿಮೆಯಾಗುತ್ತದೆ, ಮತ್ತು ಅಂಚುಗಳ ದಪ್ಪವು 3 ಡಿ ಇ ಗಿಂತ ಹೆಚ್ಚಿದ್ದರೆ, ಅವು 1 0 by ಹೆಚ್ಚಾಗುತ್ತದೆ 1 5%. ಲಂಬ ಮತ್ತು ಸೀಲಿಂಗ್ ಸ್ತರಗಳ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ಪ್ರವಾಹದಿಂದ ನಡೆಸಲಾಗುತ್ತದೆ, ಇದು ಲೆಕ್ಕಹಾಕಿದ ಒಂದಕ್ಕಿಂತ 1 0 ÷ 1 5% ಕಡಿಮೆ. 2.2. 1 3. ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ಲೋಹದ ವಿದ್ಯುದ್ವಾರಗಳನ್ನು GOST 9466-75 ಗೆ ಅನುಗುಣವಾಗಿ ತಯಾರಿಸಲಾಗುತ್ತದೆ. "ಹಸ್ತಚಾಲಿತ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ ಮತ್ತು ಮೇಲ್ಮೈಗಾಗಿ ಲೇಪಿತ ಲೋಹದ ವಿದ್ಯುದ್ವಾರಗಳು. ವರ್ಗೀಕರಣ, ಆಯಾಮಗಳು ಮತ್ತು ಸಾಮಾನ್ಯ ತಾಂತ್ರಿಕ ಅವಶ್ಯಕತೆಗಳು. ” ರಾಜ್ಯ ಪ್ರಮಾಣಿತ ವಿವರಣೆಯಿಂದ ಸ್ಥಾಪಿಸಲಾದ ಗಾತ್ರಗಳು:
ಕೋಷ್ಟಕ 1
|
ವಿದ್ಯುದ್ವಾರದ ವ್ಯಾಸ, ಮಿ.ಮೀ. |
ಎಲೆಕ್ಟ್ರೋಡ್ ಉದ್ದ ಎಂಎಂ |
||
|
ಇಂಗಾಲ ಮತ್ತು ಮಿಶ್ರಲೋಹದ ತಂತಿ |
ಹೆಚ್ಚಿನ ಮಿಶ್ರಲೋಹ ತಂತಿ |
||
2.3. ಕೆಲಸದ ಅನುಕ್ರಮ ಮತ್ತು ವಿಧಾನಗಳು
2.3. 1. ವೆಲ್ಡಿಂಗ್ ಪೋಸ್ಟ್ ಅನ್ನು ಜೋಡಿಸಿ (ಅಂಜೂರ 4 ನೋಡಿ), ಇದಕ್ಕಾಗಿ:
ಅಂಜೂರ. 4. ಹಸ್ತಚಾಲಿತ ಅಡುಗೆಗಾಗಿ ಬ್ರೂಹೌಸ್ನೊಂದಿಗೆ ಸಂಪರ್ಕದ ಯೋಜನೆ
ಎ) “ಸುರಕ್ಷತೆ ಮತ್ತು ಅಗ್ನಿ ಸುರಕ್ಷತೆ ತಾಂತ್ರಿಕ ನಿಯಮಗಳು”, ಸ್ಥಳಕ್ಕೆ ಅನುಗುಣವಾಗಿ ವೆಲ್ಡಿಂಗ್ ಟ್ರಾನ್ಸ್\u200cಫಾರ್ಮರ್ ಅನ್ನು ವಿಶೇಷವಾಗಿ ಸುಸಜ್ಜಿತ ಸ್ಥಳದಲ್ಲಿ ಸ್ಥಾಪಿಸಿ. ಟೇಬಲ್ ಪ್ರಕಾರ ವೆಲ್ಡಿಂಗ್ ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್ ಮಾಡಿ. 2.
ಕೋಷ್ಟಕ 2
|
ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್ ಬ್ರಾಂಡ್ |
ವೆಲ್ಡಿಂಗ್ ಕರೆಂಟ್, ಎ |
ವೋಲ್ಟೇಜ್ |
ರೇಟ್ ಮಾಡಿದ ಶಕ್ತಿ, ಕೆವಿ · ಎ |
ಒಟ್ಟಾರೆ ಆಯಾಮಗಳು, ಮಿ.ಮೀ. |
ತೂಕ ಕೆ.ಜಿ. |
ರೇಟಿಂಗ್ ಕೆಲಸ |
ನಿಷ್ಕ್ರಿಯ |
|
|
ರೇಟ್ ಮಾಡಲಾಗಿದೆ |
ನಿಯಂತ್ರಣದ ಮಿತಿಗಳು |
|||||||
| ಟಿಡಿ - 306 ಯು 2 |
570 × 325 × 530 |
|||||||
| ಟಿಡಿ -0 6 ಯು 2 |
630 × 365 × 590 |
|||||||
| ಟಿಡಿ - 251 ಯು 2 |
420 × 260 × 450 |
|||||||
| ಟಿಡಿ - 500-4 ಯು 2 |
570 × 720 × 835 |
|||||||
| ಟಿ ಡಿಎಂ -31 7 ಯು 2 |
585 × 555 × 81 8 |
|||||||
| ಟಿ ಡಿಎಂ -4 01 ಯು 2 |
585 × 760 × 848 |
|||||||
| ಟಿ ಡಿಎಂ -50 3 ಯು 2 |
555 × 585 × 888 |
|||||||
| ಟಿ ಡಿಎಂ -50 2 ಯು 2 |
720 × 845 × 780 |
|||||||
ರಿ ರು. 5. ವೆಲ್ಡಿಂಗ್ ಮಾಡಬೇಕಾದ ಐಟಂಗೆ ವೆಲ್ಡಿಂಗ್ ತಂತಿಯನ್ನು ಸಂಪರ್ಕಿಸುವ ಕ್ಲಿಪ್\u200cಗಳು:
ಎ) ಬಾಹ್ಯ, ಬಿ) ಸ್ಕ್ರೂ
ಇ) ವೆಲ್ಡಿಂಗ್ ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್ನ ಎರಡನೇ ಟರ್ಮಿನಲ್ ಅನ್ನು ವಿದ್ಯುತ್ ಹೋಲ್ಡರ್ಗೆ ಸಂಪರ್ಕಿಸಿ (ಚಿತ್ರ 6 ನೋಡಿ) ಆರ್ಜಿಡಿ ಅಥವಾ ಪಿ ಆರ್ಜಿಡಿಒ (ಜಿಒಎಸ್ಟಿ 6731 -77 ಇ) ನ ತಂತಿಗಳೊಂದಿಗೆ;

ಅಂಜೂರ. 6. ವಿದ್ಯುತ್ ವಿದ್ಯುತ್ ಸರಬರಾಜಿನ ವಿಧಗಳು
ಇ) ಶಿಫಾರಸು ಮಾಡಿದ ಮಾನದಂಡಗಳ ಪ್ರಕಾರ ತಂತಿಗಳ ಉದ್ದವನ್ನು 3 0 ಮೀ ಮೀರದಂತೆ ಅಡುಗೆಗಾಗಿ ಅಡ್ಡ-ವಿಭಾಗವನ್ನು ಆಯ್ಕೆ ಮಾಡಿ:
|
ವೆಲ್ಡಿಂಗ್ ಪ್ರವಾಹದ ಅತ್ಯಧಿಕ ಮೌಲ್ಯ, ಎ |
||||
| ತಂತಿಗಳ ಅಡ್ಡ-ವಿಭಾಗದ ಪ್ರದೇಶ, ಎಂಎಂ 2: | ||||
| ಏಕ | ||||
| ಡಬಲ್ |
U l \u003d 1, 73 Jρl / s,
ಎಲ್ಲಿ ಯು ಎಲ್ - ವೋಲ್ಟೇಜ್ ಡ್ರಾಪ್, ವಿ; ಜೆ ವೆಲ್ಡಿಂಗ್ ಪ್ರವಾಹ, ಎ; - ತಂತಿ ಪ್ರತಿರೋಧಕತೆ, ಓಮ್ · ಮೀ; l ಎಂಬುದು ತಂತಿಗಳ ಉದ್ದ, ಮೀ; s ಎನ್ನುವುದು ತಂತಿಗಳ ಅಡ್ಡ-ವಿಭಾಗದ ಪ್ರದೇಶ, ಎಂಎಂ 2. U l ನ ಮೌಲ್ಯವು 5% ಕ್ಕಿಂತ ಹೆಚ್ಚು ಅನುಮತಿಸಿದರೆ, ತಂತಿಗಳ ಅಡ್ಡ-ವಿಭಾಗದ ಪ್ರದೇಶವನ್ನು ಹೆಚ್ಚಿಸುವುದು ಅವಶ್ಯಕ; h) ಗುರಾಣಿಗಳು, ಮುಖವಾಡಗಳು ಅಥವಾ ಹೆಲ್ಮೆಟ್\u200cಗಳೊಂದಿಗೆ ವೆಲ್ಡಿಂಗ್ ಕೆಲಸ ಮಾಡುವಾಗ ಕಣ್ಣುಗಳು ಮತ್ತು ಮುಖದ ಚರ್ಮದ ರಕ್ಷಣೆಗಾಗಿ ಇದನ್ನು ಬಳಸಿ (GOST 1 361-69) (ಚಿತ್ರ 7 ನೋಡಿ).
ರಿ ರು. 7. ಚಾಪ ಮತ್ತು ಲೋಹದ ಸಿಂಪಡಣೆಯಿಂದ ಪರಿಸರ ಸಂರಕ್ಷಣೆ
2.3.2. ಅಗತ್ಯವಿರುವ ಎಲ್ಲಾ ಗೋಡೆಯ ಆವರಣಗಳು, ಬಸ್ ಟರ್ಮಿನಲ್ನ ಆವರಣದಲ್ಲಿ ಆವರಣಗಳು, ಅಡ್ಡ-ವಿಭಾಗ, ಶಾಫ್ಟ್ ಮತ್ತು ವಿದ್ಯುತ್ ಸರಬರಾಜು ಘಟಕಗಳಿಗೆ ವಿನ್ಯಾಸ ಮತ್ತು ಸೂಚನಾ ದಸ್ತಾವೇಜನ್ನು ಅನುಸರಿಸಿ ಸೂಚನೆಗಳನ್ನು ಅನುಸರಿಸಿ. 2.3.3. ಗೋಡೆಗಳಿಗೆ ಜೋಡಿಸಲಾದ ಗಟರ್ ವಿಭಾಗದ ತೆರೆದ ಪ್ರಕಾರದ ಆವರಣಗಳನ್ನು ಹಾಕಿ, ಅವುಗಳನ್ನು ಒಟ್ಟಿಗೆ ಸ್ಲೈಡ್ ಮಾಡಿ ಇದರಿಂದ ಅವುಗಳ ನಡುವೆ 1-2 ಮಿ.ಮೀ ಅಂತರವಿರುತ್ತದೆ, ಪ್ರತ್ಯೇಕ ಗಟಾರ ವಿಭಾಗಗಳನ್ನು ಒಂದು ಚೂಪಾದ ಸೀಮ್\u200cನೊಂದಿಗೆ ಬೆಸುಗೆ ಹಾಕಿ (ಚಿತ್ರ 8 ನೋಡಿ) ಮತ್ತು ವೆಲ್ಡ್ ಅದೇ ಹಣೆಯ ಎರಡೂ ಬದಿಗಳಲ್ಲಿನ ಬ್ರಾಕೆಟ್\u200cಗಳಿಗೆ (ಅಂಜೂರ 9 ನೋಡಿ) ಒಂದೇ ಹಣೆಯ ಅಗಲ 400 ÷ 6 00 ಮಿಮೀ ಅಥವಾ ಚೆಕರ್\u200cಬೋರ್ಡ್ ಮಾದರಿಯಲ್ಲಿ ಒಂದು ಬದಿಯಲ್ಲಿ - 1 50 ÷ 300 ಮಿಮೀ ಅಗಲವಿಲ್ಲದ ಚಡಿಗಳ ಅಗಲದೊಂದಿಗೆ.
ಪಿ ಮತ್ತು ಜೊತೆ. 8. ಟೈಕ್ನೊಂದಿಗೆ ವೆಲ್ಡಿಂಗ್ ಗಟಾರಗಳು
ಗೋಡೆಯ ಕೋನಗಳಿಗೆ, ಅಂಜೂರದಲ್ಲಿ ಸೂಚಿಸಿದಂತೆ ಮುಖ್ಯ ಚಾನಲ್\u200cಗಳ ತುದಿಗಳನ್ನು ಎರಡೂ ಬದಿಗಳಲ್ಲಿ ಬೆಸುಗೆ ಹಾಕಲಾಗುತ್ತದೆ. 9.
ಅಂಜೂರ. 9. ಗೋಡೆಯ ಉದ್ದಕ್ಕೂ ಬ್ರಾಕೆಟ್ ಅಥವಾ ಮೊಣಕೈಗೆ ಗಟಾರವನ್ನು ಜೋಡಿಸುವುದು
2.3.4. ಕೋಣೆಯ ರಂಧ್ರದ ಮೂಲಕ ಮಂತ್ರವಾದಿ ಮತ್ತು ಗಟಾರವನ್ನು ಹಾದುಹೋಗಿರಿ, ಅದನ್ನು ಮುಖ್ಯ ಗಟಾರಕ್ಕೆ ಸರಿಸಿ, ಹಾಕಿದ ಮತ್ತು ಸರಿಪಡಿಸಿ (ವಿಭಾಗ 2.3.3 ನೋಡಿ) ಇದರಿಂದ ಗಟಾರಗಳ ನಡುವಿನ ಅಂತರವು 1 ÷ 2 ಮಿಮೀ ಆಗಿರುತ್ತದೆ ಮತ್ತು ಮಾಡಿ 90 ° ಕೋನದಲ್ಲಿ ಪೈಪ್\u200cನಲ್ಲಿ ಮುಖ್ಯ ಚಾನಲ್\u200cಗಳ ವೆಲ್ಡಿಂಗ್ (ಚಿತ್ರ 10 ಮತ್ತು ಅಂಜೂರ 11 ರ ಮೀಟರ್\u200cನೊಂದಿಗೆ). ಈ ಸಂದರ್ಭದಲ್ಲಿ, ಗಟಾರದ ಪ್ರತಿಯೊಂದು ಬದಿಯ ಪಟ್ಟಿಯು ಎಲ್ಲಾ ಕಡೆಯಿಂದ ಸಂಪೂರ್ಣವಾಗಿ ವಿಸ್ತರಿಸುತ್ತದೆ.

ಅಂಜೂರ. 11. 90 of ನ ಜಂಟಿಯಾಗಿ ಮುಖ್ಯ ಗಟಾರವನ್ನು ಜೋಡಿಸುವುದು
2.3.5. ಮುಖ್ಯ ರೈಲುಗಳನ್ನು ನೆರಳಿನ ಮೂಲಕ ಆರೋಹಿತವಾದ ಕೋನಗಳಿಗೆ ಬೆಸುಗೆ ಹಾಕಿ (ಚಿತ್ರ 12 ನೋಡಿ). ಚೆಕರ್ಬೋರ್ಡ್ ಮಾದರಿಯಲ್ಲಿ ಒಂದು ಮೊನಚಾದ ಸೀಮ್ನೊಂದಿಗೆ ಒಂದು ಗಟಾರದಲ್ಲಿ ಒಂದು ಹೊಲಿಗೆಯೊಂದಿಗೆ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ನಡೆಸಲಾಗುತ್ತದೆ.
ಅಂಜೂರ. 12. ಗೋಡೆಯ ಮೂಲಕ ಮುಖ್ಯ ದೂರಿನ ಅಂಗೀಕಾರ
2.3.6. ಕೋಣೆಯ ಗೋಡೆಯ ಮೇಲೆ ಜೋಡಿಸಲಾದ ಆವರಣಗಳಿಗೆ ಲಂಬ ಮುಖ್ಯ ಚಾನಲ್\u200cಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕಿ (ಚಿತ್ರ 13 ನೋಡಿ). ಪ್ರತಿ ಬ್ರಾಕೆಟ್ಗೆ ಮೂರು ಬದಿಗಳಿಂದ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ನಡೆಸಲಾಗುತ್ತದೆ.

ಅಂಜೂರ. 1 3. ಲಂಬವಾದ ಕಾಂಡದಲ್ಲಿ ಎರಡೂ ಗೋಡೆಗೆ ಆರೋಹಿಸುವುದು
2.3 .7. ಫ್ರೇಮ್ ಸಾಲಿನಲ್ಲಿ ಮುಖ್ಯ ಹಣೆಯ ಇಳಿಜಾರುಗಳನ್ನು ಆರೋಹಿಸಿ (ಚಿತ್ರ 14 ನೋಡಿ), ಆದರೆ ಚಡಿಗಳನ್ನು ತೋಟದ ಪ್ರತಿಯೊಂದು ಬದಿಯ ಪಟ್ಟಿಯ ಮೂರು ಬದಿಗಳಲ್ಲಿ ಫ್ರೇಮ್ ಸಾಲಿನ ಮ್ಯಾಟ್\u200cನ ಕಿರೀಟಗಳಿಗೆ ಬೆಸುಗೆ ಹಾಕಿ.
ರಿ ರು. 14. ಫ್ರೇಮ್ ಸಾಲಿನಲ್ಲಿ ಗಟಾರಗಳ ಇಳಿಯುವಿಕೆ
2.3.8. ನೆಲದ ಚಪ್ಪಡಿಯ ಮೂಲಕ ಹಾದುಹೋಗುವ ಸ್ಥಳಗಳಲ್ಲಿ ಉಜ್ಜುವ ಗಾಳಿಕೊಡೆಯಿಂದ ಮ್ಯಾಗೇಜ್\u200cಗಳ ಇಳಿಜಾರುಗಳನ್ನು ಆರೋಹಿಸಿ (ಚಿತ್ರ 15 ನೋಡಿ). ಕೆಲಸದ ಸಮಯದಲ್ಲಿ, ಮುಖ್ಯ ಚಾನಲ್\u200cಗಳ ಕಮಾನು ಅಂಗೀಕಾರದ ತೆರೆಯುವಿಕೆಯ ಚೌಕಟ್ಟಿನೊಂದಿಗೆ ಸಂಪರ್ಕಿಸುವಾಗ, ಚಾನಲ್\u200cನ ಅಡ್ಡ ಪಟ್ಟಿಗಳ ಎರಡೂ ಬದಿಗಳಲ್ಲಿ ಮಾಡಿ.
ಅಂಜೂರ. 15. ಚಾವಣಿಯ ಮೂಲಕ ಮುಖ್ಯ ಚಾನಲ್\u200cಗಳ ಅಂಗೀಕಾರದ ಸಾಧನ
2.3.9. ಗಣಿ ಕೋಣೆಯಲ್ಲಿ ಲೋಹದ ರಚನೆಗಳನ್ನು ಆರೋಹಿಸಿ. ಸ್ಲಾಟ್ ಮಾಡಿದ ಆವರಣಗಳ ನೆಲೆಗಳನ್ನು ಮೂಲ ಚೌಕಗಳಿಗೆ ಬೆಸುಗೆ ಹಾಕಲಾಗುತ್ತದೆ. ಬ್ರಾಕೆಟ್ಗಳ ಮೇಲಿನ ಭಾಗದಲ್ಲಿ pr ಮತ್ತು ಸ್ಟೀಲ್ ಸ್ಟ್ರಿಪ್ಸ್ ಇ 3 0 × 4 ಗೆ ಬೇಯಿಸಿ. ಶಾಫ್ಟ್ನಲ್ಲಿ ಬ್ರಾಕೆಟ್ನ ಸ್ಥಾಪನೆಯ ಉದಾಹರಣೆಯನ್ನು ಅಂಜೂರದಲ್ಲಿ ತೋರಿಸಲಾಗಿದೆ. 16.
ಅಂಜೂರ. 1 6. ಗಣಿಯಲ್ಲಿ ಬ್ರಾಕೆಟ್ಗಳನ್ನು ಸ್ಥಾಪಿಸುವ ಉದಾಹರಣೆ
ಸ್ಲಾಟ್ಡ್ ಬ್ರಾಕೆಟ್ಗಳ ಸಾಲುಗಳನ್ನು ಪರಸ್ಪರ ಮತ್ತು ಆವರಣದ ಗೋಡೆಗಳಿಗೆ 40 × 50 × 4 ಟ್ರಂಕ್ ಕೋನಗಳನ್ನು ಬಳಸಿ ಜೋಡಿಸಲಾಗುತ್ತದೆ, ಇವುಗಳನ್ನು ಈ ಸ್ಲಾಟ್ ಬ್ರಾಕೆಟ್ ಮತ್ತು ಗೋಡೆಯ ಕೋನಗಳೊಂದಿಗೆ ಮೇಲಿನ ಭಾಗಕ್ಕೆ ಬೆಸುಗೆ ಹಾಕಲಾಗುತ್ತದೆ. ಕೋಣೆಗಳು ಮತ್ತು ಶಾಫ್ಟ್\u200cಗಳಲ್ಲಿನ ಸಾಮಾನ್ಯ ಗಟಾರಗಳನ್ನು ಮುಖ್ಯ ಚೌಕಗಳಿಗೆ ಬೆಸುಗೆ ಹಾಕಲಾಗುತ್ತದೆ, ಮೇಲಾಗಿ, ಅವುಗಳನ್ನು ಎರಡೂ ಬದಿಗಳಲ್ಲಿನ ಗಟಾರದ ತೀವ್ರ ಚೌಕಗಳಿಗೆ ಬೆಸುಗೆ ಹಾಕಲಾಗುತ್ತದೆ (ಚಿತ್ರ 9 ನೋಡಿ), ಮತ್ತು ಇತರ ಚೌಕಗಳಿಗೆ, ಒಂದು ಬದಿಯಲ್ಲಿ, ಚೆಕರ್\u200cಬೋರ್ಡ್ ಮಾದರಿಯಲ್ಲಿ (ಚಿತ್ರ 17 ಮತ್ತು ಅಂಜೂರ ನೋಡಿ. . 18).
ಅಂಜೂರ. 1 7. ಬ್ಯಾಚ್\u200cನಲ್ಲಿ ಚಡಿಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕುವ ಸ್ಥಳ ಮತ್ತು ಸ್ಥಳಗಳು (ಅಂದಾಜು)

ಅಂಜೂರ. 1 8. ಗಣಿಯಲ್ಲಿನ ಚಡಿಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕುವ ಸ್ಥಳ ಮತ್ತು ಸ್ಥಳಗಳು (ಉದಾ.)
2.3. 1 0. ಶಾಫ್ಟ್ನಲ್ಲಿ ಬ್ರಾಕೆಟ್ಗಳ ಸಾಲುಗಳನ್ನು ಜೋಡಿಸಲು ಟ್ರಂಕ್ ಆಂಗಲ್ ಬ್ರಾಕೆಟ್ಗಳು ಬಟ್ ವೆಲ್ಡಿಂಗ್ (ಪು. 19 ಎ ಯಿಂದ ಪಿಚ್ನೊಂದಿಗೆ) ಅಥವಾ ಅತಿಕ್ರಮಣದಿಂದ ಸೇರಿಕೊಳ್ಳುತ್ತವೆ (ಪುಟ 19 ಬಿ ಯಿಂದ ಪಿಯರ್ನೊಂದಿಗೆ).
ಅಂಜೂರ. 19. ಕಾಂಡದ x ಚೌಕಗಳನ್ನು ವಿಭಜಿಸುವ ಉದಾಹರಣೆಗಳು
2.3 .11. ಶಾಫ್ಟ್ ಕೋಣೆಯ ಗೋಡೆಗಳ ಉದ್ದಕ್ಕೂ ಗಾಳಿಯ ನಾಳಗಳಲ್ಲಿ ಆರೋಹಿಸಿ. ಗಟಾರಗಳ ವೆಲ್ಡಿಂಗ್ ಸ್ಥಳ ಮತ್ತು ಸ್ಥಳದ ಉದಾಹರಣೆಯನ್ನು ಅಂಜೂರದಲ್ಲಿ ತೋರಿಸಲಾಗಿದೆ. 20 ಮತ್ತು ಅಂಜೂರ. 21.
ಅಂಜೂರ. 20. ಗಣಿಯಲ್ಲಿ ವೆಲ್ಡಿಂಗ್ ಗಟಾರಗಳ ಸ್ಥಳ ಮತ್ತು ಸ್ಥಳಗಳು (ಅಂದಾಜು)
ರಿ ರು. 21. ಶಾಫ್ಟ್ನಲ್ಲಿ ವೆಲ್ಡಿಂಗ್ ಗಟಾರಗಳ ಸ್ಥಳ ಮತ್ತು ಸ್ಥಳಗಳು (ಅಂದಾಜು)
2.3 .1 2. ಚಳಿಗಾಲದಲ್ಲಿ ಲೋಹದ ನಿರ್ಮಾಣಗಳ ಸ್ಥಾಪನೆಯನ್ನು ಗಣಿಯಲ್ಲಿ ಲೋಹದ ಕಿಟಕಿಗಳ ಅಳವಡಿಕೆಗೆ ಹೋಲುತ್ತದೆ. ಶಿಲುಬೆಯಲ್ಲಿನ ಚರಣಿಗೆಗಳ ಸಾಲುಗಳನ್ನು ತಮ್ಮ ನಡುವೆ ಮತ್ತು ಕೋಣೆಯ ಗೋಡೆಯ ಚೌಕಗಳಿಗೆ 40 × 50 × 4 ಕಾಂಡದ ಚೌಕಗಳ ಸಹಾಯದಿಂದ ಜೋಡಿಸಲಾಗಿದೆ, ಇವುಗಳನ್ನು ಅಡ್ಡ ಚೌಕಟ್ಟು ಮತ್ತು ಗೋಡೆಯ ಚೌಕಗಳಿಗೆ ಬೆಸುಗೆ ಹಾಕಲಾಗುತ್ತದೆ. ಬೆಸುಗೆ ಹಾಕುವ ಮೂಲಕ ಶಿಲುಬೆಯಲ್ಲಿ ಸಾಮಾನ್ಯ ಗಟಾರಗಳನ್ನು ಜೋಡಿಸುವುದನ್ನು ಶಾಫ್ಟ್ನಲ್ಲಿ ಜೋಡಿಸುವಂತೆಯೇ ನಡೆಸಲಾಗುತ್ತದೆ. ಅಡ್ಡ ಕೋಶಗಳ ಮೇಲೆ ಗಟಾರಗಳನ್ನು ಸ್ಥಾಪಿಸುವ ಉದಾಹರಣೆಯನ್ನು ಚಿತ್ರ 2 ರಲ್ಲಿ ತೋರಿಸಲಾಗಿದೆ. 22.
ಅಂಜೂರ. 22. ನಾನು ರೋಸಾ ಕೋಶಗಳ ಮೇಲಿರುವ ಅನೋವ್ಕ್ ಮತ್ತು ಗಟಾರಗಳ ಬಾಯಿಯ ಉದಾಹರಣೆ
2.3. 1 3. ಸಾಮಾನ್ಯ ತೊಟ್ಟಿಗಳಿಗೆ ಮುಖ್ಯ ತೊಟ್ಟಿಗಳನ್ನು ಜೋಡಿಸುವುದನ್ನು ರಾಡ್\u200cನಿಂದ ಬೆಸುಗೆ ಹಾಕುವ ಮೂಲಕ ಮಾಡಲಾಗುತ್ತದೆ, ಇದನ್ನು ಎರಡೂ ಕಡೆಯಿಂದ ಸಾಮಾನ್ಯ ಮತ್ತು ಮುಖ್ಯ ಚಾನಲ್\u200cಗಳ ಅಡ್ಡ ಪಟ್ಟಿಗಳಿಗೆ ಬೆಸುಗೆ ಹಾಕಲಾಗುತ್ತದೆ (ಚಿತ್ರ 23 ನೋಡಿ).
ಅಂಜೂರ. 23. ಮುಖ್ಯ ಕಂದಕವನ್ನು ಸಾಮಾನ್ಯಕ್ಕೆ ಪುನರಾವರ್ತಿಸಲು
2.3. 1 4. m. M ಮೀ ವರೆಗಿನ ಮುಖ್ಯ ಚಾನಲ್\u200cಗಳಿಗೆ ಮುಖ್ಯ ಚಾನಲ್\u200cಗಳನ್ನು ಜೋಡಿಸುವುದನ್ನು ಅಡುಗೆ ಮಾಡುವ ವಿಧಾನದಿಂದ ನಡೆಸಲಾಗುತ್ತದೆ, ಮತ್ತು ಚಾನಲ್\u200cನ ಎರಡೂ ಪಾರ್ಶ್ವದ ಪಟ್ಟಿಗಳಿಗೆ ಬೆಸುಗೆ ಹಾಕಿದ ಉಕ್ಕಿನ ಕಡ್ಡಿಗಳಿಂದ ಬಲಕ್ಕಾಗಿ ಮುಖ್ಯ ಚಾನಲ್ ಅನ್ನು ಬಲಪಡಿಸಲಾಗುತ್ತದೆ (ಚಿತ್ರ 24 ನೋಡಿ).
ಅಂಜೂರ. 24. ಇಸ್ತ್ರಿ ರಾಡ್ ಅನ್ನು 2.5 ಮೀ ವರೆಗೆ ಆರೋಹಿಸುವುದು
3. 3.1 5. ಅಡ್ಡ ತಂತಿಗಳಿಗಾಗಿ ಚಡಿಗಳನ್ನು ಜೋಡಿಸುವುದನ್ನು ವೆಲ್ಡಿಂಗ್ ವಿಧಾನವನ್ನು ಬಳಸಿಕೊಂಡು 2.5 ಮೀ ವರೆಗಿನ ಮುಖ್ಯ ಚಡಿಗಳನ್ನು ಜೋಡಿಸುವಂತೆಯೇ ನಡೆಸಲಾಗುತ್ತದೆ, ಉಕ್ಕಿನ ಠೀವಿ ರಾಡ್\u200cಗಳ ಬಳಕೆಯಿಲ್ಲದೆ ಮಾತ್ರ. ಹಣೆಯನ್ನು ಸರಿಪಡಿಸುವ ಉದಾಹರಣೆಯನ್ನು ಅಂಜೂರದಲ್ಲಿ ತೋರಿಸಲಾಗಿದೆ. 25.

ಅಂಜೂರ. 25. ಕ್ರೋಮ್ ತಂತಿಗಳಿಗಾಗಿ ಗಾಳಿಕೊಡೆಯು ಆರೋಹಿಸುವ ಉದಾಹರಣೆ
2.3. 1 6. ಚಂದಾದಾರರ ಶಿಲುಬೆಯಲ್ಲಿ ಪರೀಕ್ಷಾ ಸಾಕೆಟ್\u200cಗಳೊಂದಿಗೆ ಚೌಕಟ್ಟನ್ನು ಜೋಡಿಸುವುದು ಅಡುಗೆ ವಿಧಾನವನ್ನು ಬಳಸಿ ಮಾಡಲಾಗುತ್ತದೆ. ಫ್ರೇಮ್ ಅನ್ನು ವೆಲ್ಡಿಂಗ್ ಮೂಲಕ ಬೆಸುಗೆ ಹಾಕುವ ಉದಾಹರಣೆಯನ್ನು ಅಂಜೂರದಲ್ಲಿ ತೋರಿಸಲಾಗಿದೆ. 26.
ರಿ ರು. 26. ಹೋಮ್ ನೆಟ್\u200cವರ್ಕ್\u200cನಲ್ಲಿ ಪರೀಕ್ಷಾ ಸಾಕೆಟ್\u200cಗಳೊಂದಿಗೆ ಫ್ರೇಮ್ ಅನ್ನು ಆರೋಹಿಸುವುದು
2. 3.1 7. ಲೋಹದ ರಚನೆಗಳ ಸ್ಥಾಪನೆ ಪೂರ್ಣಗೊಂಡ ನಂತರ, ಬೆಸುಗೆ ಹಾಕಿದ ಕೀಲುಗಳನ್ನು ಪ್ರಮಾಣದಲ್ಲಿ ಸ್ವಚ್ ed ಗೊಳಿಸಲಾಗುತ್ತದೆ, ಅವುಗಳ ಕಾರ್ಯಕ್ಷಮತೆಯ ಗುಣಮಟ್ಟವನ್ನು ಪರಿಶೀಲಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ಬೂದು ದಂತಕವಚದಿಂದ ಚಿತ್ರಿಸಲಾಗುತ್ತದೆ. 2.3. 1 8. 10x ವರ್ಧನೆಯೊಂದಿಗೆ ವರ್ಧಕವನ್ನು ಬಳಸಿಕೊಂಡು ಬಾಹ್ಯ ತಪಾಸಣೆಯಿಂದ ಬೆಸುಗೆ ಹಾಕಿದ ಕೀಲುಗಳ ಗುಣಮಟ್ಟವನ್ನು ಪರಿಶೀಲಿಸುವ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ, ದೋಷಗಳನ್ನು ಕಂಡುಹಿಡಿಯಬಹುದು. ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯಿಂದ ಉಂಟಾಗುವ ದೋಷಗಳ ಪ್ರಕಾರಗಳನ್ನು ಅಂಜೂರದಲ್ಲಿ ತೋರಿಸಲಾಗಿದೆ. 27.
ಅಂಜೂರ. 27. ವೆಲ್ಡಿಂಗ್ ದೋಷಗಳ ಪ್ರಕಾರ
2 .3.1 9. ಬೆಸುಗೆ ಹಾಕಿದ ಕೀಲುಗಳಿಂದ ದೋಷಗಳನ್ನು ಕಮಾನು ಅಡಿಯಲ್ಲಿ ನಿವಾರಿಸಲಾಗಿದೆ, ನಂತರ ಅಳತೆಯಿಂದ ಸ್ವಚ್ cleaning ಗೊಳಿಸುವುದು ಮತ್ತು ಬೂದು ದಂತಕವಚದ ಒಂದು ಪದರದೊಂದಿಗೆ ಲೇಪನ ಮಾಡುವುದು.
2.4. ವೆಲ್ಡಿಂಗ್ ಮುನ್ನೆಚ್ಚರಿಕೆಗಳು
2.4. 1. ಆರ್ಕ್ ಪವರ್ ಮೂಲಗಳ (ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್ಗಳು), ಅಡುಗೆ ಸಹಾಯಕ ಉಪಕರಣಗಳು ಮತ್ತು ಬೆಸುಗೆ ಹಾಕಿದ ಉತ್ಪನ್ನಗಳನ್ನು ಕೆಲಸ ಪ್ರಾರಂಭಿಸುವ ಮೊದಲು ಆಧಾರವಾಗಿರಿಸಲಾಗುತ್ತದೆ. 2.4.2. ಗ್ರೌಂಡಿಂಗ್ ಅನ್ನು ತಾಮ್ರದ ತಂತಿಯಿಂದ ನಡೆಸಲಾಗುತ್ತದೆ, ಇದರ ಒಂದು ತುದಿಯನ್ನು ಚಾಪ ವಿದ್ಯುತ್ ಸರಬರಾಜಿನ ದೇಹದ ಮೇಲೆ "ಗ್ರೌಂಡ್" ಎಂಬ ಶಾಸನದೊಂದಿಗೆ ವಿಶೇಷ ಬೋಲ್ಟ್ಗೆ ಸಂಪರ್ಕಿಸಲಾಗಿದೆ, ಮತ್ತು ಇನ್ನೊಂದು ತುದಿಯನ್ನು ಗ್ರೌಂಡಿಂಗ್ ಬಸ್ಗೆ ಜೋಡಿಸಲಾಗುತ್ತದೆ. 2.4 .3. ವೆಲ್ಡಿಂಗ್ ಟ್ರಾನ್ಸ್ಫಾರ್ಮರ್ ಅನ್ನು ನೆಟ್ವರ್ಕ್ಗೆ ಸಂಪರ್ಕಿಸಲು, ಚಾಕು ಸ್ವಿಚ್ಗಳು, ಫ್ಯೂಸ್ಗಳು ಮತ್ತು ಹಿಡಿಕಟ್ಟುಗಳನ್ನು ಹೊಂದಿರುವ ಗೋಡೆಯ ಪೆಟ್ಟಿಗೆಗಳನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. ವಿದ್ಯುತ್ ಸರಬರಾಜು ತಂತಿಗಳ ಉದ್ದವು 10 ಮೀ ಮೀರಬಾರದು. 2.4.4. ವಿದ್ಯುತ್ ತಂತಿಗಳನ್ನು ವಿಸ್ತರಿಸಲು ಅಗತ್ಯವಿದ್ದರೆ, ಬಲವಾದ ನಿರೋಧಕ ದ್ರವ್ಯರಾಶಿಯನ್ನು ಹೊಂದಿರುವ ಜೋಡಣೆಯನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. 2 .4.5. ವಿದ್ಯುತ್ ತಂತಿಗಳನ್ನು 2.5 - 3.5 ಮೀ ಎತ್ತರದಲ್ಲಿ ಅಮಾನತುಗೊಳಿಸಲಾಗಿದೆ, ಮತ್ತು ತಂತಿ ಅವರೋಹಣಗಳನ್ನು ಲೋಹದ ಕೊಳವೆಗಳಲ್ಲಿ ಸುತ್ತುವರಿಯಲಾಗುತ್ತದೆ. 2.4.6. ವೆಲ್ಡಿಂಗ್ ತಂತಿಗಳನ್ನು ಅಖಂಡ ನಿರೋಧನದೊಂದಿಗೆ ಬಳಸಬೇಕು ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಪ್ರವಾಹಕ್ಕೆ ಅನುಗುಣವಾದ ಅಡ್ಡ ವಿಭಾಗವನ್ನು ಹೊಂದಿರಬೇಕು. 2.4.7. ಗುರಾಣಿ, ಮುಖವಾಡ ಅಥವಾ ಶಿರಸ್ತ್ರಾಣದ ತಪಾಸಣೆ ರಂಧ್ರಕ್ಕೆ ಸೇರಿಸಲಾದ ಬೆಳಕಿನ ಫಿಲ್ಟರ್\u200cಗಳನ್ನು ವೆಲ್ಡಿಂಗ್ ಪ್ರವಾಹವನ್ನು ಅವಲಂಬಿಸಿ GOST 9497-60 ಗೆ ಅನುಗುಣವಾಗಿ ಆಯ್ಕೆ ಮಾಡಲಾಗುತ್ತದೆ. ವೀಟೋ ಫಿಲ್ಟರ್\u200cಗಳೊಂದಿಗೆ ನಾಲ್ಕು ವಿಧದ ಗಾಜಿನ ಫಿಲ್ಟರ್\u200cಗಳಿವೆ: ಇ -1 (ಪ್ರವಾಹಗಳಿಗೆ 30 - 75 ಎ), ಇ -2 (ಪ್ರವಾಹಗಳಿಗೆ 75 - 200 ಎ), ಇ -3 (ಪ್ರವಾಹಗಳಿಗೆ 200 - 400 ಎ), 3 - 4 (400 ಎ ಗಿಂತ ಹೆಚ್ಚಿನ ಪ್ರವಾಹಗಳಿಗೆ). 2.4.8. ಅಡುಗೆಗೆ ಸಹಾಯ ಮಾಡುವ ಕಾರ್ಮಿಕರ ಕಣ್ಣುಗಳನ್ನು ರಕ್ಷಿಸಲು, ಬೆಳಕಿನ ಫಿಲ್ಟರ್\u200cಗಳಾದ ಬಿ -1, ಬಿ -2 ಮತ್ತು ಬಿ -3 ಅನ್ನು ಬಳಸಲಾಗುತ್ತದೆ. 2.4.9. ಕೈಗವಸುಗಳು ಮತ್ತು ಶಿರಸ್ತ್ರಾಣಗಳೊಂದಿಗೆ ಟಾರ್ಪಾಲಿನ್ ಅಥವಾ ಕ್ಯಾನ್ವಾಸ್\u200cನಿಂದ ಮಾಡಿದ ಮೇಲುಡುಪುಗಳಲ್ಲಿ ವೆಲ್ಡಿಂಗ್ ಅನ್ನು ನಡೆಸಲಾಗುತ್ತದೆ, ಆದರೆ ಪ್ಯಾಂಟ್ ಅನ್ನು ಬೂಟುಗಳಲ್ಲಿ ಹಾಕಬಾರದು, ಪಾಕೆಟ್\u200cಗಳನ್ನು ಫ್ಲಾಪ್\u200cಗಳಿಂದ ಮುಚ್ಚಬೇಕು ಮತ್ತು ಜಾಕೆಟ್ ಅನ್ನು ಸಿಕ್ಕಿಸಬಾರದು. ಪ್ಯಾಂಟ್ನಲ್ಲಿ. 2.4 .1 0. ಸೀಲಿಂಗ್ ಅನ್ನು ಬೆಸುಗೆ ಹಾಕುವಾಗ, ಅಡ್ಡ ಮತ್ತು ಲಂಬ ಸ್ತರಗಳು ತೋಳಿನ ಹೊದಿಕೆಗಳನ್ನು ಹಾಕಿ ಮತ್ತು ಕೈಗಳ ತೋಳುಗಳ ಮೇಲೆ ಬಿಗಿಯಾಗಿ ಕಟ್ಟಿಕೊಳ್ಳಿ. 2.4. 11. ಸಂಪೂರ್ಣ ತಂಪಾಗಿಸಿದ ನಂತರ ಮತ್ತು ಯಾವಾಗಲೂ ಸರಳ ಕನ್ನಡಕ ಹೊಂದಿರುವ ಕನ್ನಡಕಗಳಲ್ಲಿ ಮಾತ್ರ ವೆಲ್ಡಿಂಗ್ ಸ್ತರಗಳನ್ನು ಸ್ಲ್ಯಾಗ್\u200cನಿಂದ ಹುಡುಕಲಾಗುತ್ತದೆ. 2.4. 1 2. ವಾತಾಯನ ಸಾಧನಗಳು ವಿದ್ಯುದ್ವಾರಗಳೊಂದಿಗೆ ಹಸ್ತಚಾಲಿತ ಆರ್ಕ್ ವೆಲ್ಡಿಂಗ್ ಸಮಯದಲ್ಲಿ 1 ಕೆಜಿ ವಿದ್ಯುದ್ವಾರ ಬಳಕೆಗೆ 4000 ರಿಂದ 6000 ಮೀ 3 ವರೆಗೆ ಉತ್ತಮ-ಗುಣಮಟ್ಟದ ಲೇಪನವನ್ನು ಹೊಂದಿರಬೇಕು. 2.4. 1 3. ಕೆಲಸದ ಸ್ಥಳದಲ್ಲಿ, ಗಾಳಿಯಲ್ಲಿ ಈ ಕೆಳಗಿನ ಸಾಂದ್ರತೆಯ ವಸ್ತುಗಳನ್ನು ಅನುಮತಿಸಲಾಗಿದೆ (ಮಿಗ್ರಾಂ / ಮೀ 3 ರಲ್ಲಿ): ಮೀ ಮ್ಯಾಂಗನೀಸ್ ಮತ್ತು ಅದರ ಸಂಯುಕ್ತಗಳು - 0.3; ಕ್ರೋಮಿಯಂ ಮತ್ತು ಅದರ ಸಂಯುಕ್ತಗಳು - 0.1; ಸೀಸ ಮತ್ತು ಅದರ ಸಂಯುಕ್ತಗಳು - 0.001; ಹೈಡ್ರೋಜನ್ ಫ್ಲೋರೈಡ್ - 0.5; ಆಕ್ಸೈಡ್ ಮತ್ತು ota ೋಟಾ - 5.0; ಗ್ಯಾಸೋಲಿನ್, ಕೆ ರೋಸಿನ್ - 300.0. ನಾಂಟಾಕ್ಸಿಕ್ ಧೂಳು ಮತ್ತು 10 ಮಿಗ್ರಾಂ / ಮೀ 3 ಕ್ಕಿಂತ ಹೆಚ್ಚು ಧೂಳಿನ ಸಾಂದ್ರತೆಯನ್ನು ಅನುಮತಿಸಲಾಗುವುದಿಲ್ಲ, ಆದಾಗ್ಯೂ, ಧೂಳಿನಲ್ಲಿರುವ ಸ್ಫಟಿಕ ಶಿಲೆ 1 0% ಮೀರಿದರೆ, ನಾಂಟಾಕ್ಸಿಕ್ ಧೂಳಿನ ಸಾಂದ್ರತೆಯನ್ನು 2 ಮಿಗ್ರಾಂ / ಮೀ 3 ವರೆಗೆ ಮಾತ್ರ ಅನುಮತಿಸಲಾಗುತ್ತದೆ.2.5. ಪ್ರದರ್ಶಕರ ಸಂಖ್ಯೆ ಮತ್ತು ಅರ್ಹತೆಗಳು
ವೆಲ್ಡಿಂಗ್ ಮೂಲಕ ಸ್ವಯಂಚಾಲಿತ ದೂರವಾಣಿ ವಿನಿಮಯದ ಲೋಹದ ಕೆಲಸಗಳ ಅನುಸ್ಥಾಪನಾ ಕಾರ್ಯವನ್ನು ಒಟ್ಟು 3 ಜನರೊಂದಿಗಿನ ಲಿಂಕ್ ಮೂಲಕ ನಡೆಸಲಾಗುತ್ತದೆ, ಇವುಗಳನ್ನು ಒಳಗೊಂಡಿರುತ್ತದೆ: 5 ವಿಭಾಗಗಳ ಸಂವಹನದ ಸ್ಥಾಪನೆ ಮತ್ತು ಎರಡು ಸಂವಹನಗಳನ್ನು ಸತತವಾಗಿ 4 ಬಾರಿ ಸ್ಥಾಪಿಸುವುದು, ಅವುಗಳಲ್ಲಿ ಒಂದು ಅನುಷ್ಠಾನದ ವಿಧಾನಗಳ ಬಗ್ಗೆ ಕೋರ್ಸ್\u200cಗಳನ್ನು ಪೂರ್ಣಗೊಳಿಸಿದೆ ವೆಲ್ಡಿಂಗ್ ಕೆಲಸ.2.6. ಕಾರ್ಮಿಕ ವೆಚ್ಚ
ವೆಲ್ಡಿಂಗ್ ಸಮಯದ ರೂ --ಿ - ಟಿ ಸಹ ಐದು ಅಂಶಗಳಿಂದ ಕೂಡಿದೆ: ಪೂರ್ವಸಿದ್ಧತಾ ಸಮಯ - ಟಿ ಪಿ, ಮೂಲ ಸಮಯ - ಟಿ о, ಸಹಾಯಕ ಸಮಯ - ಟಿ ವಿ, ಹೆಚ್ಚುವರಿ ಸಮಯ - ಟಿ ಡಿ, ಮತ್ತು ಅಸಾಧಾರಣ ಸಮಯ - ಟಿ ಎಸ್ .ಇಲ್ಲಿ Y \u003d 7.85 ಗ್ರಾಂ / ಸೆಂ 3 ನಿರ್ದಿಷ್ಟ ಗುರುತ್ವಾಕರ್ಷಣೆಯಾಗಿದೆ, ಎಫ್ \u003d 0, 5 5 ಸೆ ಮೀ 2 ಸೀಮ್\u200cನ ಅಡ್ಡ ವಿಭಾಗ, ಎಲ್ \u003d 1 00 ಸೆಂ ಸೀಮ್\u200cನ ಉದ್ದ, ಡಿ \u003d 1 0 ಗ್ರಾಂ / ಎ · ಎಚ್ - ಎಲೆಕ್ಟ್ರೋಡ್ ಶೇಖರಣೆಯ ಗುಣಾಂಕ, ಜೆ \u003d 1 80 ಎ - ವೆಲ್ಡಿಂಗ್ ಸಮಯದಲ್ಲಿ ಪ್ರಸ್ತುತ ಶಕ್ತಿ, ರಾಶಿ. \u003d 0.25 ಎಂಬುದು ಕಾರ್ಮಿಕರ ಸಂಘಟನೆಯನ್ನು ಗಣನೆಗೆ ತೆಗೆದುಕೊಳ್ಳುವ ಗುಣಾಂಕವಾಗಿದೆ, k ಎಂಬುದು 1 00 ಸೆಂ.ಮೀ ಸೀಮ್\u200cಗಾಗಿ ಕಾರ್ಮಿಕರ ಸಂಘಟನೆಯನ್ನು ಗಣನೆಗೆ ತೆಗೆದುಕೊಳ್ಳುವ ಗುಣಾಂಕವಾಗಿದೆ, ಮತ್ತು ಚಾಪವನ್ನು ಸುಡುವ ಮುಖ್ಯ ಸಮಯ ಟಿ о ಆಗಿದೆ. X ವೆಚ್ಚದವರೆಗೆ ಎಂಪಿ ಲೆಕ್ಕಾಚಾರವನ್ನು ಕೋಷ್ಟಕದಲ್ಲಿ ನೀಡಲಾಗಿದೆ. 3.
ಕೋಷ್ಟಕ 3
|
ಸಮರ್ಥನೆ (ENiR ಮತ್ತು ಇತರರು.) |
ಕೆಲಸದ ಹೆಸರು |
ಘಟಕ |
ಕೆಲಸದ ವ್ಯಾಪ್ತಿ |
ಮಾಪನದ ಪ್ರತಿ ಯೂನಿಟ್\u200cಗೆ ಸಮಯದ ರೂ, ಿ, ವ್ಯಕ್ತಿ-ಗಂ |
ಇಡೀ ಪರಿಮಾಣದ ಕಾರ್ಮಿಕ ವೆಚ್ಚಗಳು, ಮನುಷ್ಯ-ಗಂಟೆಗಳ |
ಅಳತೆಯ ಪ್ರತಿ ಯೂನಿಟ್\u200cಗೆ ಬೆಲೆ, ರಬ್. |
ಇಡೀ ಪರಿಮಾಣದ ವೆಚ್ಚಗಳ ವೆಚ್ಚ, ರಬ್.- ಕಾಪ್. |
| ವೆಲ್ಡಿಂಗ್ ಮೂಲಕ AT AT ರಚನೆಗಳ ಲೋಹದ ಕಿಟಕಿಗಳ ಸ್ಥಾಪನೆ |
2.7. ಕಾರ್ಯಾಚರಣೆಯ ಗುಣಮಟ್ಟ ನಿಯಂತ್ರಣ ಯೋಜನೆ
ವೆಲ್ಡಿಂಗ್ ಮೂಲಕ ಲೋಹದ ರಚನೆಗಳ ಸ್ಥಾಪನೆಯ ಸಮಯದಲ್ಲಿ ಕಾರ್ಯಾಚರಣೆಯ ಗುಣಮಟ್ಟ ನಿಯಂತ್ರಣದ ಯೋಜನೆಯನ್ನು ಕೋಷ್ಟಕದಲ್ಲಿ ನೀಡಲಾಗಿದೆ. 4.ಕೋಷ್ಟಕ 4
|
ನಿಯಂತ್ರಣಕ್ಕೆ ಒಳಪಟ್ಟ ಕಾರ್ಯಾಚರಣೆಗಳ ಹೆಸರು |
ಕಾರ್ಯಾಚರಣೆಗಳ ಗುಣಮಟ್ಟ ನಿಯಂತ್ರಣ |
ಒಳಗೊಂಡಿರುವ ಸೇವೆಗಳು |
||||
|
ಕೆಲಸದ ನಿರ್ಮಾಪಕ |
ಮಾಸ್ಟರ್ |
|||||
| ಪೂರ್ವಸಿದ್ಧತಾ ಕೆಲಸ | ಕೆಲಸದ ಸ್ಥಳದ ಸರಿಯಾದ ಸಂಸ್ಥೆ. ವೆಲ್ಡಿಂಗ್ ಉಪಕರಣಗಳ ಸೇವೆ ಮತ್ತು ಗ್ರೌಂಡಿಂಗ್ ವಿಶ್ವಾಸಾರ್ಹತೆ. ಅಗತ್ಯ ರಚನೆಗಳು ಮತ್ತು ಭಾಗಗಳ ಉಪಸ್ಥಿತಿ ಮತ್ತು ಸರಿಯಾದ ಸ್ಥಳ | ದೃಷ್ಟಿಗೋಚರವಾಗಿ | ಲೋಹದ ಕಿಟಕಿಗಳ ಅಡುಗೆಯ ಕೆಲಸದ ಪ್ರಾರಂಭದ ಬಗ್ಗೆ | |||
| ಬೆಸುಗೆ ಹಾಕಿದ ಜಂಟಿ ಗುಣಮಟ್ಟ | ನುಗ್ಗುವಿಕೆ ಇಲ್ಲದೆ, ಅಂಡರ್\u200cಕಟ್\u200cಗಳು, ಸಗ್ಗಿಂಗ್, ಬರ್ನ್ಸ್, ಕ್ರೇಟರ್ಸ್, ಅಸಮ ಉಳಿದ ವೆಲ್ಡ್ ಅಗಲಗಳು, ವೆಲ್ಡ್ ಎಡ್ಜ್ ಸ್ಥಳಾಂತರಗಳು ಸೇರಿದಂತೆ ಬಿರುಕುಗಳು, ರಂಧ್ರಗಳು, ಸ್ಲ್ಯಾಗ್\u200cಗಳ ಉಪಸ್ಥಿತಿ | ದೃಷ್ಟಿಗೋಚರವಾಗಿ, 10x ವರ್ಧನೆಯೊಂದಿಗೆ ವರ್ಧಕವನ್ನು ಬಳಸುವುದು | ವೆಲ್ಡಿಂಗ್ ಸಮಯದಲ್ಲಿ | |||
3. ತಾಂತ್ರಿಕ ಮತ್ತು ಆರ್ಥಿಕ ಸೂಚಕಗಳು
ಕೆಲಸದ ಸಂಕೀರ್ಣತೆ, ವ್ಯಕ್ತಿ-ದಿನ - ಅವಧಿ, ದಿನಗಳು - ಉದ್ಯೋಗಿಗಳ ಸ್ಥಾಪಕರ ಸಂಖ್ಯೆ, ಪರ್. - 34. ಮೆಟೀರಿಯಲ್ ಮತ್ತು ಟೆಕ್ನಿಕಲ್ ಸಂಪನ್ಮೂಲಗಳು
ಪರಿಕರಗಳು ಮತ್ತು ನೆಲೆವಸ್ತುಗಳ ಅಗತ್ಯವು ನನ್ನೊಂದಿಗೆ ಕೋಷ್ಟಕದಲ್ಲಿ ಕಾರಣವಾಗುತ್ತದೆ. 5.ಕೋಷ್ಟಕ 5
|
ಹೆಸರು |
ಟೈಪ್, ಬ್ರಾಂಡ್, GOST, TU |
ಪ್ರಮಾಣ |
ನೇಮಕಾತಿ |
|
| 300 ಎ ಅಥವಾ 500 ಎ ಎಲೆಕ್ಟ್ರಿಕಲ್ ಹೋಲ್ಡರ್ |
GOST 14651-78 ಇ |
ವೆಲ್ಡಿಂಗ್ಗಾಗಿ ವಿದ್ಯುದ್ವಾರವನ್ನು ಹಿಡಿದಿಡಲು | ||
| ವೆಲ್ಡಿಂಗ್ ತಂತಿ ಗುರುತು ಮತ್ತು ಪಿಆರ್ಜಿಡಿ ಎಲ್ \u003d 3 ಮೀ |
GOST 6371 - 77E |
ವಿದ್ಯುತ್ ಹೋಲ್ಡರ್ಗೆ ಸಂಪರ್ಕಿಸಲು | ||
| ಜೋಡಣೆ ಮತ್ತು ಜೋಡಣೆ | ತಂತಿಗಳನ್ನು ಸಂಪರ್ಕಿಸಲು | |||
| ನೆಲದ ಟರ್ಮಿನಲ್ | ಬೆಸುಗೆ ಹಾಕಿದ ಭಾಗಕ್ಕೆ ಸಂಪರ್ಕಿಸಲು | |||
| ಡೈಎಲೆಕ್ಟ್ರಿಕ್ ಹ್ಯಾಂಡಲ್ ಎಲ್ \u003d 200 ಮಿಮೀ ಹೊಂದಿರುವ ಸ್ಕ್ರೂಡ್ರೈವರ್ |
GOST 17199 -7 1 |
ವೆಲ್ಡಿಂಗ್ ಉಪಕರಣಗಳ ದುರಸ್ತಿಗಾಗಿ ವಿವಿಧ ಕೆಲಸಗಳಿಗಾಗಿ | ||
| ಎಲ್ \u003d 200 ಮೀ ಮೀನಲ್ಲಿ ಸಂಯೋಜನೆ ಇಕ್ಕಳ |
GOST 17440 -72 |
|||
| ಹೊಂದಾಣಿಕೆ ವ್ರೆಂಚ್ ಸಂಖ್ಯೆ 2 |
GOST 7275-75 |
ತಂತಿಗಳನ್ನು ಸಂಪರ್ಕಿಸಲು | ||
| ಸುತ್ತಿಗೆ ಎ 2 |
GOST 2310 - 70 |
ಸೀಮ್ ಸ್ಟ್ರಿಪ್ಪಿಂಗ್ಗಾಗಿ | ||
| ಗ್ಲಾಸ್ ಪ್ರೊಟೆಕ್ಟಿವ್ (ಲೈಟ್ ಫಿಲ್ಟರ್) ಪ್ರಕಾರ ಇ -2, ಇ -3, ಇ -4 |
GOST 9497 - 60 |
ಕಣ್ಣಿನ ರಕ್ಷಣೆಗಾಗಿ ವೆಲ್ಡಿಂಗ್ ಆರ್ಕ್ | ||
| ತಿಳಿ ಗಾಜು, ಗಾತ್ರ 52 × 1 04 × 3 | ಬೆಳಕಿನ ಫಿಲ್ಟರ್\u200cಗಳ ರಕ್ಷಣೆಗಾಗಿ | |||
| ಕಾರ್ಡೋಲ್ ಮೇಲೆ ಲೋಹವನ್ನು ಬ್ರಷ್ ಮಾಡಿ |
TU-494-01 -104-76 |
ಬೆಸುಗೆ ಹಾಕಿದ ಮೇಲ್ಮೈಗಳನ್ನು ಸ್ವಚ್ cleaning ಗೊಳಿಸಲು | ||
| ವೆಲ್ಡರ್ ಮುಖವಾಡ |
GOST 136 1-69 |
ಚಾಪದ ವಿರುದ್ಧ ರಕ್ಷಣೆಗಾಗಿ | ||
| ಉಳಿ |
GOST 72 11 -72 |
ಸೀಮ್ ಸ್ಟ್ರಿಪ್ಪಿಂಗ್ಗಾಗಿ | ||
| ಮಡಿಸಬಹುದಾದ ಮೀಟರ್ ಆಲಿಕ್ |
GOST 7253 - 54 |
ಭಾಗಗಳು ಮತ್ತು ಅವುಗಳ ನಡುವಿನ ಅಂತರವನ್ನು ಅಳೆಯಲು | ||
| ವೆಲ್ಡಿಂಗ್ ಟ್ರಾನ್ಸ್ ಫೋ ಆರ್ಎಂ ಎಟಿಆರ್ | ||||
| ಇ-ಸಿಟ್ರೋಡ್ಸ್ |
GOST 9466-75 |

